Embed Size (px)
Citation preview

Pengendalian Kualitas
( Modul 04 )
Perbaikan Proses Berkelanjutan
Disusun Oleh Ir.Edwar,MT
Fakultas Teknologi IndustriUniversitas Mercu Buana
Tahun 2009
PERBAIKAN PROSES BERKELANJUTAN
Pendahuluan
Organisasi yang berdasarkan Kualitas sebaiknya berusaha untuk
mencapai kesempurnaan dengan perbaikan proses berkelanjutan (countinous
process improvement ) pada bisnis dan proses produksi. Tentu saja
kesempurnaan itu tidak mungkin karena perjalanan itu tidak pernah berhenti.
Perbaikan dilakukan dengan cara :
• Melihat semua kerja sebagai sebuah proses. Jadikan semua proses
efeksif, efisien dan mudah disesuaikan.
• Antisipasi perubahan keinginan pelanggan.
• Pengontrolan performa proses dan pengukuran seperti penurunan scrap
dsb.
• Memperbaiki ketidakpuasan pelanggan dengan level performa saat ini.
• Mengurangi pemborosan dan mengolah kembali jika memungkinkan.
• Hilafitas yang tidak memberikan nilai tambah ke produk atau jasa
• Hapus ketidaksesuaian dalam semua tingkatan
• Gunakan perbandingan untuk meningkatkan keunggulan persaingan.
• Berinovasi untuk memperoleh terobosan mencapai
• Gunakan peralatan teknik seperti : SPC, DOE, Bench Marking, QFD dsb.
Proses
Proses mengacu kepada aktivitas bisnis dan produksi dari suatu
organisasi. Bisnis proses seperti purchasing, engineering, accounting, dan
marketing adalah area yang memunkinkan untuk dilakukan perbaikan terus
menerus.
Proses adalah interaksi beberapa kombinasi dari manusia, material,
peralatan, metoda, pengukuran, dan lingkungan, untuk memproduksi keluaran
sepreti produk, jasa, atau input dari proses yang lain. Dengan harapan untuk
mendapatkan masukan dan keluaran yang terukur, suatu proses harus memiliki
aktivitas nilai tambah dan bisa diulang. Proses juga harus efektif, efisien, mudah
dikontrol, dan mudah beradaptasi.
Definisi proses dimulai dengan mendefinisikan costumer. Costumer didefinisikan
sebagai bagian organisasi dan setiap prosesnya. Karena organisasi bertahan
untuk melayani costumer, perbaikan proses harus didefinisikan dalam keadaan
untuk meningkatan kepuasan pelanggan sebagai hasil dari kualitas lebih tinggi
dari produk dan jasa.
Ada lima jalan dasar untuk perbaikan: (1) Mengurangi resources, (2) Mengurangi
kesalahan, (3) Mencapai atau melebihi keinginan konsumen, (4) Jadikan proses
aman, dan (5) Jadikan proses lebih memuaskan bagi yang melakukanya.
`
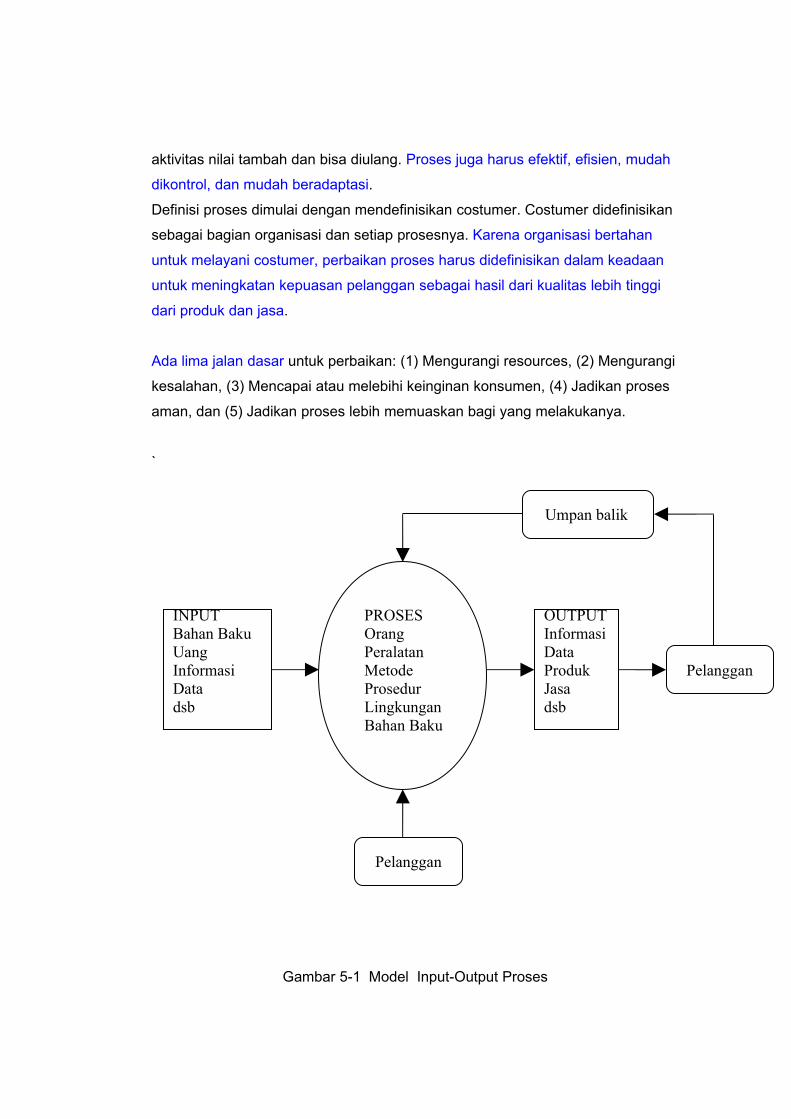
Gambar 5-1 Model Input-Output Proses
INPUTBahan BakuUangInformasiDatadsb
PROSESOrangPeralatanMetodeProsedurLingkunganBahan Baku
OUTPUTInformasiDataProdukJasadsb
Pelanggan
Umpan balik
Pelanggan
Beberapa pendekatan berbeda tentang perbaiakan proses berkelanjutan
adalah; Pertama, trilogi Juran, mendekati perbaikan kualitas dari sudut pandang
biaya. Kedua adalah Plan (rencana), Do (kerjakan), Study (pelajari), act
(lakukan) dari Shewhart. Pendekatan ini pada dasarnya adalah metode ilmiah
keteknikan (the engineering scientific ), yang diaplikasikan dalam perbaikan
berkelanjutan dan kualitas. Ketiga Kaizen, adalah pendekatan Jepang untuk
perbaiakan. Pendekatan Kaizen fokus pada membuat perbaikan kecil pada
individu dan organisasi. Keizen sebenarnya lebih alami dibanding dua
pendekatan lain yang telah diuraiakan, seringkali fokus pada perbaikan individu
dan pekerjaannya; berarti telah melakukan perbaikan menyeluruh pada
organisasi. Bab ini diakhiri dengan konsep reengineering dan six sigma.
Trilogi Juran
Perbaikan proses melibatkan perencanaan . Satu pendekatan terbaik
adalah yang dikembangkan Dr.Joseph Juran. Trilogi Juran memiliki tiga
komponen, yaitu perencanaan(planning), kontrol (control), dan perbaikan
(improvement). Trilogi Juran ini didasarkan pada proses finansial seperti
anggaran belanja (planning),pengukuran biaya (control), pengurangan biaya
(improvement).
Perencanaan (Planning)
Komponen perencanaan dimulai dengan pelanggan luar. Sebuah sasaran
kualitas ditetapkan terlebih dahulu, pemasaran menetukan pelanggan luar, dan
personal organisasi (manager, anggota dari team multifungsi, atau grup kerja),
menentukan pelanggan dalam.
Ketika pelanggan telah ditentukan, dan kebutuhannya juga telah ditemukan.
Tahap selanjutnya dalam proses perencanaan adalah untuk membangun produk
dan atau jasa yang sesuai dengan keinginan pelanggan, menemukan keinginan
organisasi dan suplaiernya berhubungan dengan pengoptimalan biaya dari
pemegang saham. Quality function deployment. Taguchi’s quality engineering,
dan quality by design adalah beberapa pendekatan yang dapat digunakan. Step
keempat adalah untuk membangun proses-proses memungkinkan untuk
memproduksi produk dan atau jasa. Rencana transfer untuk operasi adalah
langkah final dari proses perencanaan.
Kontrol
Kontrol digunakan dalam usaha operasi untuk dapat membuat produk,
proses dan jasa sesuai dengan permintaan. Kontrol mengguanakan rangkaian
umpan balik yang berisi step-step berikut :
1. Tentukan jenis / subjek yang akan dikontrol dan satuan-satuan ukuranya.
2. Tentukan tujuan dari kontrol dan tentukan sensor yang diperlukan yang
diletakkan untuk mengukur produk, proses, dan jasa.
3. Ukur performa aktual.
4. Bandingkan performa aktual terhadap tujuan.
5. Lakukan aksi pada perbedaan.
Statistikal proses kontrol adalah teknik utama untuk mencapai mencapai
sukses kontrol. Alat-alat dasar statistik kontrol proses adalah diagram Pareto,
diagram Aliran, Diagram Sebab Akibat. Dalam tingkat lanjut, informasi
kemampuan proses seperti Cp dan Cpk digunakan untuk menentukan bahwa
proses mampu dan utama.
Perbaikan
Bagian ketiga dari trilogi Juran adalah bertujuan mencapai tingkat
performa yang berlebel signifikan lebih tinggi daripada level saat ini. Proses
perbaikan dimulai dengan pendirian infrastruktur yang efektif seperti departemen
kualitas. Dua dari bagian kualitas adalah mengidentifikasi proyek perbaikan dan
pembentukan team proyek dengan seorang pemilik proyek. Dalam tingkat lanjut,
bagian kualitas perlu untuk menyediakan team dengan kemampuan untuk
menentukan sebab-sebab, menciptakan jalan keluar dan pembuatan kontrol
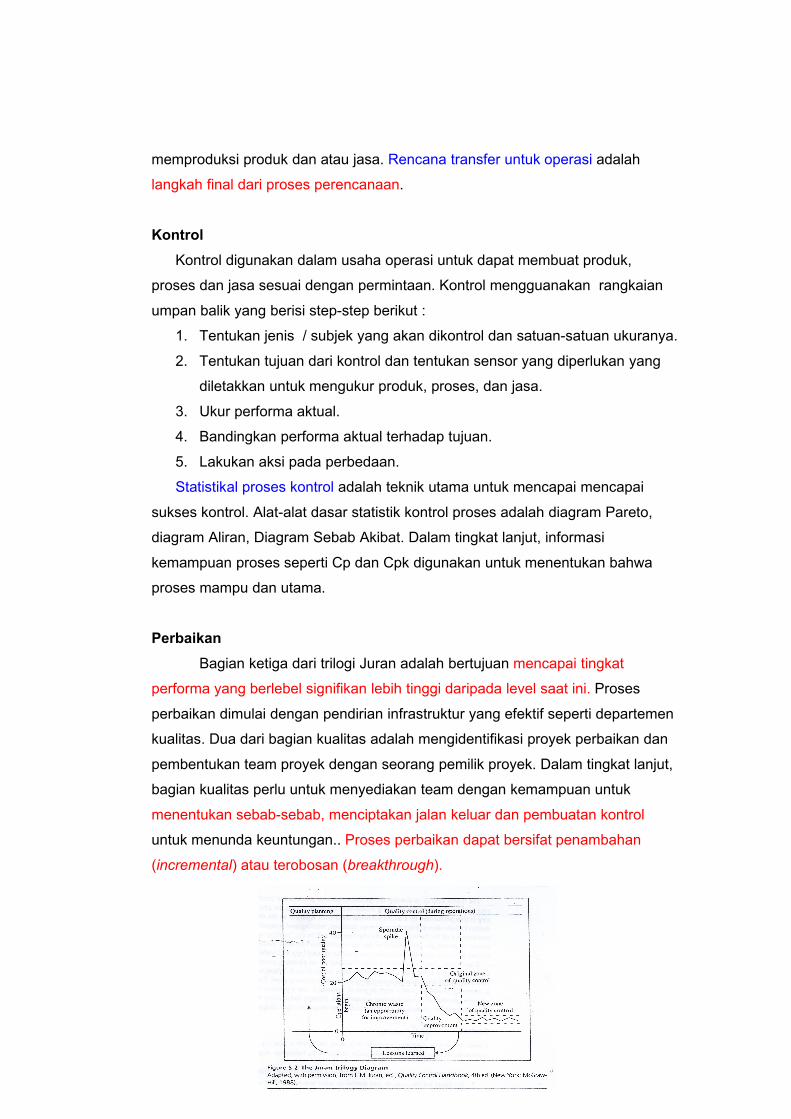
untuk menunda keuntungan.. Proses perbaikan dapat bersifat penambahan
(incremental) atau terobosan (breakthrough).
Dalam gambar Juran menggambarkan sebuah perbedaan antara pemborosan
sesekali dan pemborosan menahun. pemborosan menahun dapat diidentifikasi
dan dikoreaksi oleh bagian kualitas. pemborosan menahun memerlukan sebuah
perbaikan proses.
Strategi Perbaikan
Ada empat strategi perbaiakan utama; memperbaiki, penyempurnaan,
pembaharuan, dan reengineering. Hal ini juga berarti benar bahwa
penggabungan yang tepat dari strategi akan menghasilkan perbaikan yang tidak
pernah berakhir.
Memperbaiki (repair)
Strategi ini sederhana –segala sesuatu yang rusak harus dapat berfungsi
seperti deasain. Ada dua level strategi ini, jika pelanggan menerima produk
rusak, perbaikan yang cepat diperlukan. Level ini sementara / janka pendek.
Level kedua terjadi jika individu atau team mengidentifikasi dan menhilangkan
akar masalah dan memberikan solusi permanen. Penting untuk dicatat bahwa
strategi perbaikan tidak menjadikan proses lebih baik daripada desain asli.
Penyempurnaan (refinement )
Strategi ini menyangkut aktifitas perbaikan terus menerus sebuah proses
yang sudah rusak. Perbaikan proses, produk, dan jasa adalah penyempurnaan
sebuah perbaikan sesekali. Perbaikan meningkatkan efisiensi dan efektifitas.
Tipikal atau cirinya adalah melakukan sesuatu dengan sangat cepat, lebih baik,
dan lebih mudah atau dengan sedikit pemborosan. Konsep ini disampaikan oleh
Kaizen. Perbaikan akan berlangsung pelan – pelan yang mana tidak ada
tampilan yang berubah. Keuntungan utama dari perbaikaan berlangsung pelan –
pelan adalah menghasilakan perlawanan kecil dari pekerja. Karena perbaikaan
berlangsung pelan – pelan, manajemen mungkin tidak mengenal dan tidak
menghagai pekerja yang berperan. Juga, perubahan kecil mungkin tidak
didokumentasikan atau tidak dikomunasikan dengan tepat.
Renovasi
Hasil dari strategi ini adalah besar atau perbaikan terobosan. Meskipun
hasil produk, jasa, proses, atau akativitas akan atampak berbeda dari aslinya,
pada dasarnya mempunyai kesamaan. Inovasi dan keunggulan teknologi adalah
faktor kunci dalam pendekatan ini. Sebagai contoh, proses pengeboran sebuah
lubang aslinya dilakukan tangan dengan makanisme engkol, dengan adanya
motor elektrik, lahirlah bor elektrik.
Reinvention/Reengineering
Reengineering adalah strategy yang paling diminati. Hal ini didasarkan
perasaan bahwa strategy sebelumnya tidak akan pernah memuaskan
permintaan pelanggan. Sebuah produk, jasa, proses atau aktifitas baru
dikembangkan oleh team yang memahami permintaan dan harapan pelanggan.
Reinvation atau reengineering dimulai dengan membayangkan bahwa kondisi
awal tidaka ada-dengan kata lain kertas bersih. Kemudian team menggunakan
pengetahuan atas permintaan dan harapan pelanggan serta menemukan produk,
jasa, proses atau aktifitas baru. Sebagai contoh roses pengeboran lubang
menggunakan laser atau jet air adalah reengineering.
Macam-macam Masalah
Ada lima jenis masalah : pemenuhan, tidak terstruktur, efisiensi, desain
proses, desain produk. Tiga yang pertama adalah masalah performa yang mana
sistem yang eksis tidak berforma baik, dan dua yang terakhir adalah masalah
desain yang memerlukan desain baru atau desain yang sudah diperbaiki.
Pemenuhan

Pemenuhan terjadi ketika struktur sistem mempunyai sistem masukan
proses standard, dan keluaran tidak sesuai performa dari sudut pandang
pengguna. Masalah ini diidentifikasi oleh membandingkan dengan standard atau
oleh umpan balik dari pelanggan luar atau dalam. Tantangan utamanya dalah
dalam penentuan akar masalah dan aksi korektif. Diagnosa mungkin sulit, karena
produk diproses dengan sangat komplek. Standard tidak dapat menyentuh
potensi – potensi masalah dan interaksi antara individu dan karakteristik yang
disetujuai.
Tidak terstruktur
Masalah yang tidak terstruktur menyerupai masalah pemenuhan kecuali
tidak ada standar khusus. Penyimpangan terhadap standard mungkin
dikarenakan ketidak matangan sistem atau kemungkinan kelenturan perfofma
sistem. Sebagai contoh, tukang kayu ahli menyesuaikan aktifitasnya dengan urat
kayu dan kandungan kelembaban dari kayu, dan perkerja service pelanggan
menyesuaikan sopan santunnya dengan pelanggan. Identifikasi dari masahah
yang tidak terstruktur biasanya menerima umpan balik negatif dari pelanggan.
Tanatanga utamanya adalah penentuan keinginan pelanggan dan untuk
diagnosa sebab dari rendahnya performa. Dikarenakan variasi pelanggan sulit
untuk ditentukan kenapa produk atau jasa tidak sesuai. Organisasi perlu untuk
menjaga pelanggannya sebagai individu dan menjaga data pada kebiasaan yang
sesuai dan tidak sesuai.
Efisiensi
Masalah efisiensi terjadi ketika performa sistem tidak sesuai dari sudut
pandang pemilik atau operator. Dengan kata lain pengguna akhir puas :
meskipun proses memerlukan biaya tinggi daripada keinginan, atau kondisi kerja
tidak nyaman. Pemecahan masalah ditujukan pada penurunan biaya dan
menciptakan kondisi kerja yang aman. Identifikasi dari beberapa masalah terjadi
dari masukan operator
Desain Proses
Masalah desain proses meliputi pengembangan dari proses baru dan
revisi dari proses yang exsis. Banyak urusan dan proses produksi telah didesain
dengan baik atau telah ketinggalan dengan teknologi terbaru. Pengetahuan
dalam melakukan sesuatu lebih baik, atau pengenalan produk baru. Proses
desain yang diinginkan pelanggan dan pemaksaan sesuai identifikasi.
Desain Produk
Masalah desain produk meliputi pengembangan produk baru dan
perbaikan produk yang sudah ada. Fokus utamanya adalah untuk mencegah
masalah proses dan pengguna akhir. Meskipun kerja desain dapt terlihat dari
hasil dari rendahnya performa produk, pemecahan masalah biasanya terjadi
sebagai bagian alami dari lingkungan yang kompetitif. Kesempatan utama dalah
menterjemahkan dalam cara waktu, keinginan pelanggan dan pemaksaan dalam
atribut produk dan spesifikasi. Bisanya menggunakan Quality Function
Deployment (QFD).
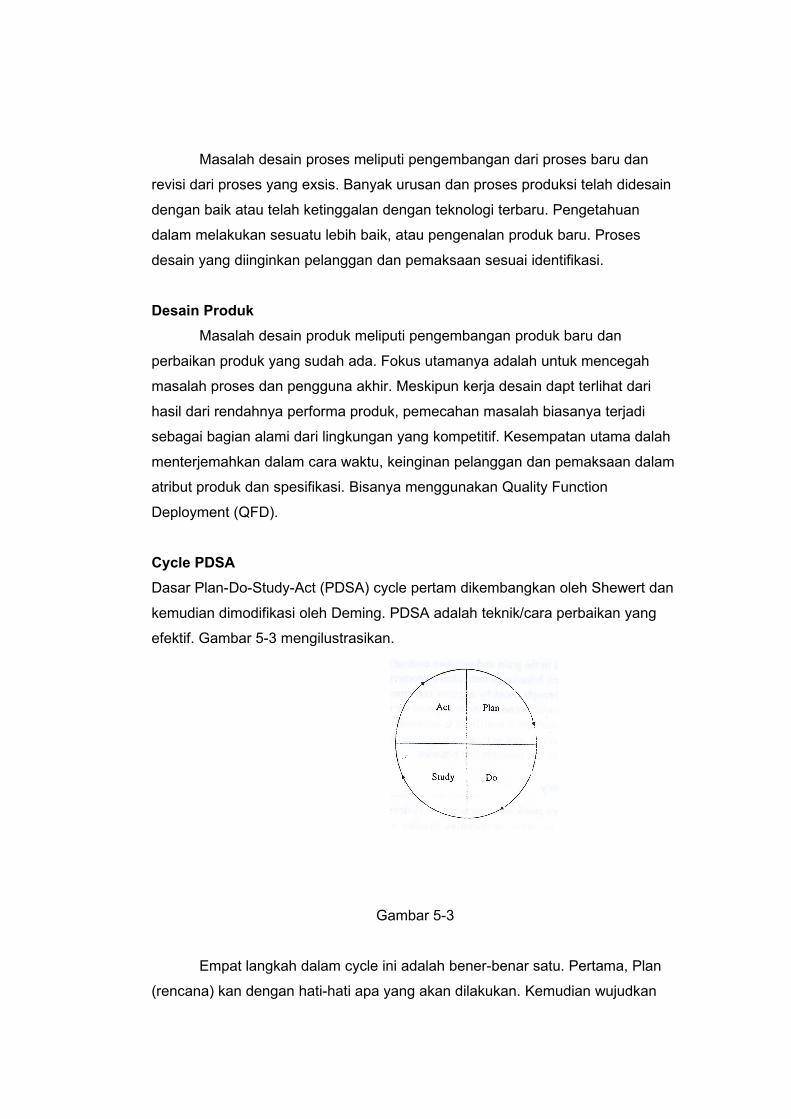
Cycle PDSA
Dasar Plan-Do-Study-Act (PDSA) cycle pertam dikembangkan oleh Shewert dan
kemudian dimodifikasi oleh Deming. PDSA adalah teknik/cara perbaikan yang
efektif. Gambar 5-3 mengilustrasikan.
Gambar 5-3
Empat langkah dalam cycle ini adalah bener-benar satu. Pertama, Plan
(rencana) kan dengan hati-hati apa yang akan dilakukan. Kemudian wujudkan
rencana tersebut (do it). Ketiga, pelajari hasil – lakukan rencana kerja sebagai
tujuan, atau hasil yang lain. Akhirnya putuskan pada hasil dengan
mengidentifikasi kerja yang sudah terencana dan yang belum. Dengan
menggunakan pengalaman, kembangkan rencana yang telah diperbaiki dan
ulangui cycle. PDSA cucle adalah sesuatu yang simpel yang dapt diadaptasi oleh
semua metode pemecahan masalah yang didiskusika kemudian.
Metode Pemecahan Masalah
Perbaikan proses mencapai hasil nyata ketika dilakukan dalam frame
kerja dari metode pemecahan masalah. Dalam tahap awal program, hasil cepat
seringkali didapat karena solusi sangat nyata atau individu mempunyai ide
berlian. Dalam waktu lama, pendekatan sistematik akan mendapatkan
keuntungan besar.
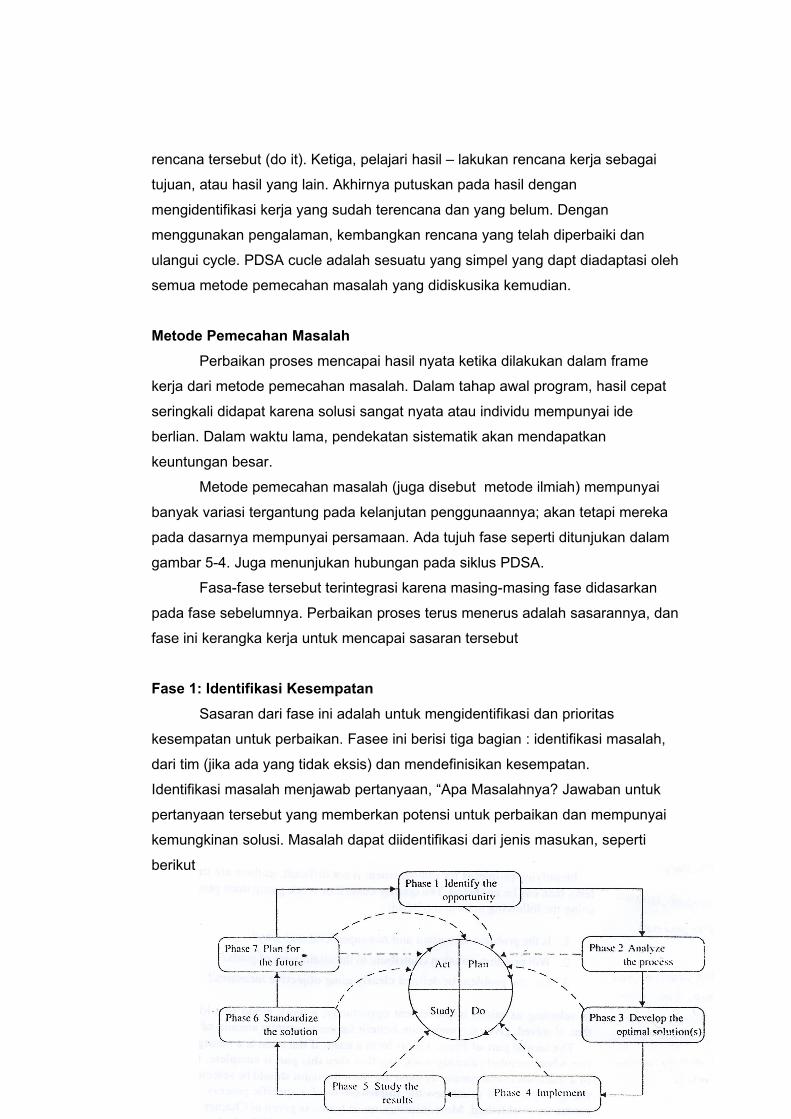
Metode pemecahan masalah (juga disebut metode ilmiah) mempunyai
banyak variasi tergantung pada kelanjutan penggunaannya; akan tetapi mereka
pada dasarnya mempunyai persamaan. Ada tujuh fase seperti ditunjukan dalam
gambar 5-4. Juga menunjukan hubungan pada siklus PDSA.
Fasa-fase tersebut terintegrasi karena masing-masing fase didasarkan
pada fase sebelumnya. Perbaikan proses terus menerus adalah sasarannya, dan
fase ini kerangka kerja untuk mencapai sasaran tersebut
Fase 1: Identifikasi Kesempatan
Sasaran dari fase ini adalah untuk mengidentifikasi dan prioritas
kesempatan untuk perbaikan. Fasee ini berisi tiga bagian : identifikasi masalah,
dari tim (jika ada yang tidak eksis) dan mendefinisikan kesempatan.
Identifikasi masalah menjawab pertanyaan, “Apa Masalahnya? Jawaban untuk
pertanyaan tersebut yang memberkan potensi untuk perbaikan dan mempunyai
kemungkinan solusi. Masalah dapat diidentifikasi dari jenis masukan, seperti
berikut :
Gambar 5-4
• Analisa pareto dari ulangan sinyal luar, seperti kesalahan lapangan,
komplain, kembalian, dsb (lihat bab 18)
• Analisa pareto dari ulangan sinyal dalam, seperti skrap, pengerjaan
kembali, pemisahan, dan pemeriksaan 100 persen.
• Usulan dari tokoh kunci (manager, supervisor, profesional, dan pelayan
gabungan)
• Usulan dari saran yang tidak baik.
• Study lapangan dari keinginan pelanggan.
• Data performa pesaing (dari pengguna dan laporan test)
• Komentar dari tokoh kunci diluar organisasi (pelanggan, suplaier,
wartawan dan kritikus).
• Cari komentar dari peraturan pemerintah dan laboratorium independen.
• Survey pelanggan.
• Survey pekeerja.
• Perbaikan dalam tim.
Identifikasi masalah memberikan kesempatan untuk perbaikan. Untuk satu
kondisi dalam pengklasifikasian masalah, harus memenuhi tiga kriteria berikut :
• Performa dari dtandard yang ada.
• Penyimpangan dari persepsi dan fakta.
• Sebab tidak diketahui, jika kita tahu penyebabnya, berarti tidak ada
masalah.

Identifikasi masalah untuk perbaikan tidak sulit, selama ada banyak masalah
yang dapat sianalisa. Bagian kualitas atau group kerja harus memprioritaskan
masalah menggunakan kriteria seleksi berikut :
1. Apakah masalah penting dana tidak bukan ukuran luar dan
kenapa ?
2. Akankah solusi masalah memberikan konstribusi dalam
pencapaian sasaran ?
3. Apakah masalh dapat diidentifikasi sempurna dengan pengukuran
tujuan ?
Dalam menyeleksi kesempatan perbaikan, group kerja sebaiknya mencari
masalah yang, jika terselesaikan memberikan keuntungan maksimal dengan
usah minimal.
Bagian kedua dari fse 2 adalah untuk membentuk tim. Jika tim adalah tim kerja
alami atau ketika anggota siap untuk bekerja sama, kemudian bagian itu komplit.
Jika masalah banyak fungsi yang alami. Tim sebaikny amenyeleksi dan
menanyakan kepada bagian kualitas untuk menyampaikan perbaikan dari proses
spesifik. Tujuan dan tonggak didirikan / ditentukan. Informasi lebih pada taim
diberikan pada bab 4.
• Jika strategi perbaikan adalah perbaikan, pembaharuan individu lebih
baik daripada tim, mungkin bekerja pada masalah tersebut.
• Bagian ketiga dari fase 1 adalah untuk mengidentifikasi masalah. Satu
masalah disatukan dengan pemecahan yang baik. Kriteria untuk
pernyataan masalah yang baik debagai berikut :
• Haus benar mendeskripsikan masalah seperti yang ada dan mudah
untuk dimengerti.
• Penyatuan efek-apa yang salah, kapan terjadi, dan dimana ditentukan,
kenapa salah atau siapa yang bertanggung jawab.
• Hal iini difokuskan pada siapa yang tau. Apa yang tidak diketaui, dan apa
yang perlu dilakukan.
• Gunakan fakta dan bebas untuk diputuskan.
• Menegaskan pada efek terhadap pelanggan.
Satu contoh dari pernyataan masalah tertulis, adlah sebagai berikut :
Sebagai hasil dari survey kepuasan pelanggan, satu contoh dari 150 tagihan
pebayaran menunujukan bahwa 18 salah dan memerlukan satu jam unatuk
menyelesaikan.
Pernyataan diatas mendeskripsikan pernyataan sebelumnya. Kita juga harus
mendiskripsikan pernyataan yang menarik, seperti “Menurunkan kesalahan
tagiahan 45%”.
Dalam pernyataan masalah, fase ini memerlukan piagam luas untuk tim. Piagam
meliputi berikut :
1. Kekuasaan. Siapa yang berkuasa.
2. Tujuan dan jangkauan. Keluaran apa dan spesifikasi area yang akan
diperbaiki?.
3. Komposisi. Siapa yang kan menjadi anggota tim dan pemilik proses dan
sub proses?.
4. Arah dan kontrol. Apa padauan untuk operasi internal dari tim?
5. Umum. Metode apa yang akan digunakan, sumber daya spesifikas
kejadian penting?
Fase 2 : Analisa Proses Sekarang
Tujuan dari fase ini adalah untuk mengerti proses dan bagaimana bagaimana
terbentuk. Aktifitas kunci adalah untuk mendefinisikan proses, keluaran, dan
pelanggan, masukan dan suplier, aliran proses. Menentukan tingkat kepuasan
pelanggan dan pengukuran yang diperlukan, mendapatkan data, dan
mengidentifikasi akar masalah.
Langkah pertama adalah untuk team mengemabangkan diagram aliran
proses (lihat bab 18). Diagram aliran proses menterjemahkan kerja yang
komplek ke dalam grafik yang lebih mudah dimengerti. Aktifitas ini adalah
“membuka mata” pengalaman untuk tim, karena sangat jarang semua anggota
tim mengerti proses keseluruhan.
Selanjutnya, target pengukuran performa (lihat bab 17) didefinisikan.
Pengukuran adalah pokok untuk perbaikan proses yang berarti. Jika sesuatu
tidak dapt diukur, maka tidak dapat diperbaiki. Ada ungkapan lama yang
mengatakan bahwa dapt mengukur berarti dapat melakukan. Tim akan
menentukan pengukuran yang diperlukan untuk mengerti dan memperbaiki
proses yang ada dan digunakan. Jika proses baru diperlukan, tima akan :
• Buat pengukuran performa dengan mengormati keinginan pelanggan.
• Tentukan data yang diinginkan untuk mengatur proses.
• Tentukan umpan balik reguler dengan pelanggan dan suplaier.
• Tentukan ukuran untuk kualitas / biaya/waktu masukan dan keluaran.
Sekali target pengukuran performa telah ditentukan. Tim akan mengkolekso
data dan informasi yang didapat. Jika daata ini tidak mencukupi, kemudian
informasi baru tambahan baru diperlukan. Mendapatkan data (1) Membantu
menegaskan bahwa masalah terjadi. (2) Memmungkinkan tim untuk bekerja
dengan data. (3)Buat hal memungkinkan unatauk meanentukan kriteria
pengukuran untuk garis dasar, dan(4) Memungkinkan tim untuk mengukur
efektifitas dari solusi yang diimplementasikan. Penting untuk mengoleksi hanya
data yang diperlukan dan mendapatkan data yang benar untuk masalah. Tim
sebaiknya mengembangkan satu rencana termasuk masukan dari paelanggan
internal dan pelanggan aexternal, serta memenuhi rencana pertanyaaan berikut :
1. Masalah apa atau operasi yang dilakukan untuk dipelajari?
2. Data apa yang digunakan?
3. Berapa banyak data yang diperlukan?
4. Kesimpulan apa yang dapat digambarkan dari koleksi data?
5. Aksi apa yang sebaiknya diambil sebagai hasil dari kesimpulan?
Data dapat dikoleksi dengan beberapa metode yang berbeda, seperti
kertas chek (lihat bab18), Komputer dengan software aplikasi, alat koleksi data
seperti pengukur tangan, atau sistem online.
Tim akan mengidentifikasi pelanggan dan permintaan dan harapan
pelanggan sebaik masukan, keluaran dan pertemuan proses mereka. Juga
mereka akan secara sistematismengulang prosedur yang saat ini digunakan.
Item-item umum dari data dan informasi adalah :
1. Informasi pelanggan, seperti komplain dan survey
2. Informasi desain, seperti : spesifikasi, gambar, fungsi, jumlah material,
biaya desain, data lapangan, pelayanan, dan kemampuanan perawatan.
3. Informasi prosesn, seperti jalur, peralatan, operator, material, dan
komponen dan suplier.
4. Informasi statistik, seperti rata-rata, median, range, standar deviasi,
kemiringan, kurtosis, distribusi frekuensi.
5. Informasi kualitas. Seperti diagran paretto, diagram sebab akibat, kertas
check, diagram scatter, grafik kontrol, histogram, kemampuan proses,
sample pendukung, grafik run, test, langkah inspeksi, dan operator dan
matrik analisa peralatan.
6. Informasi suplier, seperti variasi proses, pengiriman tepat waktu, dan
kompetensi teknik.
Diagram sebab akibat sangat efektif dalam fase ini. Penentuan semua sebab
memerlukan pengalaman. Brainstorming, dan pengetahuan atas proses. Hal ini
adalah titik awal yang istimewa untuk ti proyek. Satu kata dari peringatan-
tujuannya adalah untuk melihat sebab, bukan penyelesaian. Oleh karena itu,
hanya sebab yang mungkin, bukan persoalan sepele, harus didaftar. Dimana
data tidak tidak memungkinkan terbaca untuk proses, banyak perusahaan untuk
menggunakan simulasi model untuk mengidentifikasi sebab yang mungkin.
Penting untuk mengidentifikasi akar masalah. Aktifitas ini kadang ditentukan
lewat voting (lihat bab18). Ide yang bagus untul mengidentifikasi sebab yang
sering terjadi, karena kesalahan disini dapat menyebabkan sampah yang
memungkinkan dari waktu dan uang denag menginvestigasisolusi yang
memungkinkan untuk sebab yang salah. Beberapa teknik variasi adalah sebagai
berikut :
1. Memeriksa sebab yang memungkinkan terhadap pernyataaan masalah.
2. Mengecek kembali semua data pendukung sebab yang memungkinkan.
3. Check proses ketika membentuk kepuasan yang ebrlawanan ketika tidak
menggunakan , siapa, dimana, kapan, bagaimana, apa, dan kenapa
mendekat.
4. Gunakan kekuasaan luar siapa yang memainkan “pengacara setan”
dengan data, informasi, dan alasan.
5. Gunakan desain eksperimen, Taguchi quality engineering, dan teknik
lanjutan yang lain untuk menentukan faktor kritis dan tingkatanya.
6. Simpan porsi data yang digunakan dalam analisa untuk konfirmasi selam
verivikasi.
Sekali lagi, akar masalah ditentukan dalam permulaan bab berikutnya.
Fase 3 : Mengembangkan Solusi Optimal

Fase ini bertujuan untuk potensi pendirian dan kelayakan solusi dan
rekomendasi solusi terbaik untuk perbaikan proses. Selkali lagi, semua informasi
tersedia, tim proyek mulai pencariannya untuk solusi yang memungkinkan. Lebih
dari satu solusisering diminta untuk memperbaiki situasi. Kadang solusi sangat
jelas dari penunjukan analisa data.
Dalam fase ini, kreatifitas memainkan peranan utama, dan brainstorming (lihat
bab 18) adah teknik yang prinsip. Brainstorming pada solusi yang memungkinkan
diperlukan tidak hanya unatuk pengetahuan atas masalah tetapi juga inovasi dan
kreatifitas.
Ada tiga tipaae kreatifiatas: (1) Menciptakan proses baru, (2) Mengkombinasikan
proses yang berbeda (3) Memodifikasi proses yang ada. Tipe pertama adalah
inovasi dalai bentuk tertinggi, seperti penemuan transistor. Mengkombinasikan
dua atau lebih proses adalah sebuah aktivitas perpaduan untuk menciptakan
proses yang lebih baik. Hal ini adah kombinasi yang unik dari apa yang ada.
Modifikasi meliputi merubah proses yang ada sehingga hal ini adalah
pekerjaaan yang lebih baik. Dikatakan sukses jika manager menggunakan
pengalaman, pendidikan, dan energi dari kewenangan terhadap grup kerja atau
tim proyek. Tidak ada batasa jelas antara tiga tipe tersebut-mereka saling
melengkapi.
Kreatifitas adalah kualitas unik yang membedakan manusia dengan dunia
hewan. Kebanyakan masalah disebabkan ketidakefektifan dan ketidakefifienan
dalam organisasi adalah contoh mudah. Ada kolam yang luas dari potensi
kreatifitas yang tersedia untuk memecahkan masalah. Kualitas adalah benar-
benar ditingkatkan karena pencarian dan penentuan sejumlah besar masalah
dan semangat juang sangat perlu ditingkatkan karena hal ini sangat memuaskan
untuk memperbolehkan dalam menciptakan.
Area untuk perubahan yang mungkin adalah jumlah dan panjang
penundaan, leher botol, peralatan, timing, dan jumlah inspeksi, pengolahan
kembali, waktu proses, dan penaganan material. Pertimbagan diperlukan untuk
mengkombinasikan , membuang, menyusun kembali, dan eksekusi tahap proses
secara simultan. Faktanya, pengurangan waktu cycle, penurunan tingkat
penyimpanan, dan pencarian untuk aktifitas yang tidak bernilai tambah adalah
sumber berlian unatuk perubahan, secara tipe mempunyai banyak biaya
tersembunyi yang jika dikecilkan atau dihilangkan, jumlah pengaruh terhadap
proses dalam organisasi. Sebagai contoh, penurunan level penyimpanan
membolehkan untuk sedikit WIP untuk dikirim, Space lantai bebbas, dan
kemudahan pengaturan dan akunting dari WIP, khususnya jika penyimpanan
adalah material bertanggal.
Sekali lagi solusi yang memungkinkan telah ditentuka, evaluasi atau
pengetstan atas solusi segera datang. Seperti disebutkan, lebih dari satu solusi
dapat berkontribusi pada situai. Evaluasi dan atau penentuan test dari solusi
yang memungkinkan menjadi petensial untuk sukses dan kelebihan serta
kekurangan dari solusi ini. Kriteria untuk penentuan solusi yang memungkinkan
meliputi segala sesuatu, biaya, kelayakan, efek, perlawanan untuk perubahan,
konsekuensi dan pelatihan. Solusi munkin dikategorikan atas jark pendek dan
jarak jauh. Dalam minimal solusi harus memperbaiki keadaan.
Satu fitur daro grafik kontrol adalah memungkinkan untk mengevaluasi solusi
yang memungkinkan. Apakh ide itu bagus, jelek atau tanpa efek terlifat dalam
grafik.
Fase 4: Implementasi Perubahan
Sekali solusi terbaik terseleksi, maka dapat diimplementasikan. Fase ini
mempunyai tujuan atas persiapan atas rencana implementasi, mendapatkan
persetujuan, dan mengimplementasikan perbaikan proses.
Meskipun anggota tim mempunyai kewenangan yang sama untuk
mengusulkan pengulangan aksi, seringkali persetujuan bagian kualitas atau
kewenangan lain yang sesuai diperlukan. Jika beberapa persetujuan diperlukan
laporan tertulis atau lisan diberikan.
Laporan rencana implementasi harus memenuhi deskripsi dibawah ini :
• Kenapa harus dilakukan?
• Bagaimana akan dilakukan?
• Kapan akan dilakukan?
• Siapa yang akan melakukan?
• Dimana akan dilakukan?
Jawaban atas pertanyaan ini akan menunjukan aksi yang diinginkan,
memberikan tanggung jawab, dan menentukan tonggak implementasi. Panjang
dari laporan ditentukan oleh tingkat kompleksitas dari perubahan. Perubahan

simpel mungkin hanya memerlukan laporan langsung, sedangkan perubahan
yang lain memerlukan laporan yang detail dan tertulis.
Setelah persetujuan dari bagian kualitas, diperlukan untuk mendapatkan nasehat
dan persetujuan dari bagian, area fungsi, tim, dan individu yang terpengaruh atas
perubahan. Sebuah presentasi dari grup ini akan membantu dalam
mendapatkan dari proses dan menyediakan satu kesempatan untuk umpan
balik dengan saran perbaikan.
Elemen akhir dari rencana implementasi adalah pengawasan aktifitas yang
menjawab pertanyaan berikut.
• Informasi aps yang akan dimonitor atau diamati, dan sumber daya yang
diperlukan?
• Siapa yang akan bertanggung jawab untuk melakukan pengukuran?
• Dimana pengukuran akan diambil?
• Bagaiman pengukuran akan diambil?
• Kapan pengukuran akan diambil?
Alat pengukuran seperti run grafik, grafik kontrol, diagram paretto, histogram,
check sheet dan pertanyaan – pertanyaan digunakan untuk memantau dan
menentukan nilai perubahan proses.
Pylipow menyediakan sebuah peta kombinasi untuk membantu menyatakan
sebuah rencana tindakan dalam membantu mengukur hasil – hasil perbaikan.
Peta ditunjukkan dalam tabel 5-1 menyediakan dimensi dari apa yang akan
diinspeksi, tipe data, waktu koleksi data, oleh siapa, bagaimana hasilnya akan
terekam, tindakan yang memungkinkan yang diperlukan untuk diambil
berdasarkan hasil dan siapa yang harus melakukan.
Fase 5 : Mempelajari Hasil
Fase ini mempunyai tujuan atas pemantauan dan penentuan nilai dari
perubahan dengan menelusuri dan mempelajari keefektifan usaha – usaha
perbaikan, koleksi data dan pengulangan dari progres.

Hal ini penting untuk melembagakan arti arti penuh dari perubahan dan jaminan
pengukuran terus menerus dan hasil evaluasi untuk mencapai perbaikan ters
menerus.
Tim sebaiknya rapat secara periodik selama fase ini untuk mengevaluasi hasil
dan melihat bahwa masalah sudah diselesaikan atau jika mungkin diperlukan,
selanjutnya tim akan melihat bahwa suatu masalah yang tidak terduga telah
berkembang sebagai hasil dari perubaha. Jika tim tidak puas maka beberapa
fase perlu diulang
Fase 6 : Standarisasi dan Solusi
Jika tim sudah puas dengan perubahan harus dilembagakan dengan
pengawasan positif dari proses, sertifikasi proses dan sertifikasi operator.
Pengawasan positif menjamin bahwa faktor – faktor tidak menentu yang penting
terjaga dalam pengawasan. Pengawasan positif terdiri atas apa, siapa,
bagaimana, dimana, dan kapan atas proses dan sebuah aktifitas monitor terbaru.

Menstandardisasi pemecahan masalah “back sliding” tabel 5-2 memberikan
ilustrasi faktor tak menentu atas gelombang dari proses menyolder.
Selanjutnya, lingkaran kualitas –sistem, lingkungan, dan pengawasan-
harus bersertifikat. Sebagian daftaf cek dari tabel 5-3 menyediakan arti untuk
menentukan nilai linhkaran kualitas dan secara periodik apakh proses sesuai
atau tidak dengan permintaan pelanggan untuk produk dan jasa
Akhirnya, operator harus bersertifikasi untuk mengetahui apa yang harus
dilakukan dan bagaimana melakukannya untuk proses khusus. Juga diperlukan
pelatihan silang dalam tugas yang lain dalam prose untuk menjamin
pengetahuan pelanggan berikutnya dan rotasi tugas. Pengetahuan produk
menyeluruh juga diperlukan. Sertifikasi operator adlah sebuah proses terus
menerus yang harus dicapai secara periodik.
Fase 7: Rencana Untk Masa Depan
Fase ini mempunyai tujuan untuk mencapai tingkatan terbaikan dari
performa proses. Ketidak hormatan atas bagaiman usaha perbaikan suksses
adalah perbaikan proses terus menerus.
Penting untuk diingat bahwa TQM disebut kualitas manajemen sebaik
menajemen kualitas. Setiap orang dalam organisasi termasuk dalam sistematik.
Usaha keras dalam jangka panjang untuk memperbaiki kualitas dengan
mengembangkan proses yang berorientasi peda pelanggan, flexibel dan cepat
tanggap.
Aktivitas kunci adalah untuk mengadakan review reguler atas progress
dengan bagian kualitas atau kelompok kerja. Manajemen harus membuat sistem
untukmengidentifikasi area untuk perbaikan dimasa mendatang juga sbagai alur
perubahan permintaan pelanggan.
Perbaikan terus menerus berarti tidak cepat puas dengan melakukan pekerjaan
yang bagus atau proses tetepi juga berusaha untuk perbaikan tuga atau proses.
Hal ini sesuai dengan pengukuran berkesinambungan dan tim pemecahan
masalah dalam aktifitas kerja. Peralatan dan teknik TQM digunakan dalam
perbaikan kualitas. Organisasi harus terus menerus berusaha untuk keunggulan
dengan menurunkan kompleksitas, variasi dan proses diluar kontrol.
Pengalaman dalam pemecahan masalah, komunikasi, dan dinamika grup sebaik
teknik bagaimana mengetahui harus ditransfer pada aktivitas lain dalam
organisasi.
Meskipun pemecahan masalah bukanlah jaminan sukses, pengalaman adalah
indikasi untuk meningkatkan kemungkinan sukses. Pemecahan masalah
terkonsentrasi pada peningkatan daripada kontrol.
Catatan, ada banyak pendekatan yang mirip untuk menyelesaikan
masalah. Bagaimanapun juga semua pendekatan menyediakan fitur yang mirip.
Sebuah pendekatan pemecahan masalah yang mirip telah digunakan oleh
Federal Comunications Commision (FCC) ketika kualitas dikenalkan pada 1990.
Ada tujuh langkah dalam perbaikan terus menerus, termasuk identifikasi
kesempatan perbaikan, Memprioritaskan dan seleksi potensi perbaikan,
pengetesan solusi, mengimplementasikanya, dan menelusuri kefektifan atas
solusi. Saat usaha kualitas dimulai pada 1991, FCC menerima 900 aplikasi buruk
per tahun dan mengalami sembilan bulan atas 600 aplikasi. Selama step
pertama, tim perbaikan kualitas brainstorming pada 20 kemungkinan ide
perbaikan, yang mana kemudian disederhanakan menjadi lima. Kemudian,
mereka memprioritaskan berdasarkan perhitungan biaya atas kualitas yang
rendah. Dalam proses pengumpulan data, ditemukan bahwa lebih dari setengah
ijin aplikasi yang kembali terdapat kesalahan yang sama dalam waktauproses.
Satu anggota tim mengidentifikasi informasi ini mereka mengembangkan
“pernyataan kesempatan” untuk meningkatkan persentase aplikasi lisensi bebas
dari 40% menjadi 70%. Untuk menganalisa akar masalah, tim menggambarkan
diagram aliran dari proses perijinan dan membuat diagram sebab akibat. Dalam
koleksi data ditemukan 50% dari kesalahan dilakukan oleh orang yang tidak
berkualitas. Sebagai hasilnya, tim mendisain ulang proses aplikasi sehingga
instruksi jelas dan alur proses dimengerti oleh pengaplikasi. Sebelum
mengimplementasikan solusi akhir pilot dites pada sample. Beberapa tahun
kemudian tim mengimplementasikan bentuk baru. Sembilan bulan setelah
implementasi solusi terbarunya, persentase aplikasi yang diterima tanpa
kesalahan meningkat dari 40% menjadi 80%. Aplikasi tertunda turun menjadi
16% tanpa penambahan staff. Kecepatan pelayanan naik 47% dan biaya kualitas
rendah turun sebanyak 67%.
Teknologi memegang peranan penting dalam manajemen perbaikan
kualitas. Banyak pendekatan pemecahan masalah telah tersedia dalam software
untuk membantu memfasilitasi perbaikan proses terus menerus untuk organisasi.
Berdarakan survey proses kualitas, 88% responden mengindikasikan bahwa
organisasinya menggunakan software atau teknologi yang menyerupai untuk
membantu proses perbaikan.
Kaizen
Kaizen adalah istilah Jepang untuk filosofi yang mendefinisikan
peraturan manajemen dalam perbaikan kualitas dan implementasi sedikit
perbaikan yang menyentuh setiap orang. Ini adalah proses perbaikan terus
menerus dalam tingkat kecil yang menjadikan proses lebih efisien, efektif, dalam
kontrol dan adpatif. Perbaikan biasanya menyempurnakan pada sedikit atau
tanpa biaya, tanpa pengalaman teknik atau peralatan yang mahal. Jika fokus
pada penyederhanaan dengan menyederhanakan proses yang komplek kedalam
sub proses dan kemudian memperbaikinya,
Perbaikan Kaizen terfokus pada penggunaan :
1. Aktifitas kerja yang bernilai tambah dan tidak bernilai tambah
2. Muda, mengklasifikasikan tujuh kelas pemborosan-produksi lebih,
keterlambatan, transportasi, pemprosesan, penyimpanan,
pemindahansampah, dan bagian tidak efektif.
3. Prinsip pembelajaran gerak dan penggunaan teknologi sel.
4. Prinsip penanganan material dang menggunakan satu aliran.
5. Dokumentasi prosedur standar operasi.
6. 5’s untuk organisasi tempat kerja, yang terdiri atas 5 kat Jepang yang
berarti rencana(seiko), garis orde(seiton), kebersihan personel(seiketso),
kebersihan(seiso), dan disipli(shitsuke).
7. Manajemen visualisasi, yang berarti display dalam plant yang mana
setiap orang dalam plant dapat menggunakan untuk komuniksai yang
lebih baik.
8. Prinsip hanya dalam waktu (just in time) untuk memproduksi hanya unit
dalam jumlah yang benar, dalam waktu yang tepat, dan dengan sumber
daya yang ada.
9. Poka-yoke untuk mencegah atau mendeteksi kesalaha.
10. Tim yang dinamis, yang termasuk pemecahan masalah, kemampuan
berkomunikasi, dan penanganan konflik.
Keizen menekankan pada pada budaya yang menganjurkan dugaan oleh
operator yang terus menerus mencoba untuk perbaikan pekerjaanya. Sebagai
contoh tipe perbaiakan Kaizen adalah perubahan warna pengelasan dari hitam
menjadi putih untuk kemampuan melihat operator. Peluang ini menghasilkan
sebuah perbaikan kecil dalam kualitas pengelasan dan perbaikan mendasar
dalam kepuasan pelanggan. PDSA cycle dapt digunakan untuk membantu
konsep
Kaizen.
Kaizen secara tradisional memperbaiki secara perlahan. Meskipun
denganpengaruh Toyota dan sistem produksi baru Toyota yang menyatukan
prinsip manufaktur, banyak konsep Kaizen dapat diimplementasikan. Satu
contoh konsep yang telah diimplementasikan adalah kayu fleet, sebuah
kendaraan rekreasi manufaktur. Sejak mengimplementasikan Kaizen dalam satu
plantnya pada 1998. mereka telah mereduksi 65% kerja dalam progress dan
22% reduksi cycle time. Copeland corporation, manufktur AC dan compressor
pendingin, mulai mengadopsi dan menerapkan Kaizen pada akhir 1990. Sejak itu
produksi meningkat dua kali lipat dan telah mereduksi 33% space lanta produksi.
Kaizen bahkan telah diaplikasikan untuk menentukan biaya proyek.
Reengineering
Menurut Hammer dan Champy, reengineering adalah pemikiran kembali
yang mendasar desain ulang yang radikal dari business proses untuk mencapai
perbaikan dramatis dalam pengukuran performa yang kritis. Banyak praktisi
meyakini bahwa TQM hanya berhubungan dengan perbaikan bertahap
(incremental improvement). Tidak ada satupun yang melebihi kebenaaran- dalam
beberapa tahun, Malcolm Baldrige National Quality Award telah mendefinisikan
perbaikan terus menerus berdasar pada keduanya, perbaikan bertahap
(incrimental) dan terobosan (breakthrough), Jepang tidak hanya punya Kaizen
tetapi juga ada mengembangkan kebijakan manajemen (hoshin kanri) dan
penyebaran (deployment) kebijakan (hoshin tenkai) dalam bagian besar untuk
membuat sesuatu yang merupakan terobosan skala besar seperti yang
dikenalkan Hammer dan Champy. Ini bukanlah konsep unik Jepang. Joseph
Juran telah menekankan sejak lama pada upaya-upaya terobosan
(breakthrough) dalam pencapaian level performa yang tidak terkirakan.
Pada 1997 EM Jorgensen company mengaplikasikan reengineering
menggunakan lima fase pendekatan pemecahan masalah, unruk mereduksi
biaya operasional sampai dengan 12%. Fokus dari proyek ini adalah
mengidentifikasi dan mengeliminasi kerja yang tidak bernilai tambah dan
mereduksi biaya surat menyurat dalam menjaga kualitas.





























