Embed Size (px)
Citation preview

@ Pergamon Minemls llngineerng, Vol 10, No. 5, pp. 467-481,1997
O 1997 Elsevier Science LtdP | | : 50892-{875(97)00026-5 Printed in Great Britain. All r iglrts reserved
0892-687 5/97 $17.00+0.00
EXPERMNCE IN OPERATING THE GIRILAMBONE COPPERSX-EW PLANT IN CHANGING CHEMICAL ENVIRONMENTS
G.M. MILLER, D.J. READETT and P. HUTCHINSON
CMPS&F Pty Limited, central Plaza Two, 66 Eagle street, Brisbane, Qld. 4000, Australia(Received 3 JuIy 1996; accepted l0 February 1997)
ABSTRACT
The copper SX-EW plant operated by the Girilambone Copper Company (GCC) hassuffered a number of severe process upsets immediately following commissioning. Theorganic reagent was degraded by the action of manganese entrained from the leachsolution. The reagent chemistry was restored by the large scale use of treatment by anactivated clay. A further problem was identified as the reduction in SX performance bythe generation of silica gels in the organic reagent. A novel mechanism has beenproposedfor the generation ofthese gels. Application ofthe mechanism has allowed theidentification of alternate operating con"ditions to prevent their formation. These alteredconditions have resulted in further equipment developments to treat the symptomsgenerated. A new design of loaded organic coalescer has removed the increasedentrainment of aqueous resulting from operation of the upstream extraction stage inorganic continuity. A new medium has been developed for installation in the settlers, tominimise the total entrainments reporting to the subsequent stages of the SX plant.Application of these techniques has been shown to be generally appropriate by use inother operations suffering poor SX performance.@ 1997 Elsevier Science Ltd
KeywordsNon-ferrous metallic ores; electrowinning; solvent extraction; mineral processing
INTRODUCTION
GirilamboneCopper Company (GCC) operates a medium sized open pit mine near Nyngan in central NewSouth Wales, Australia.
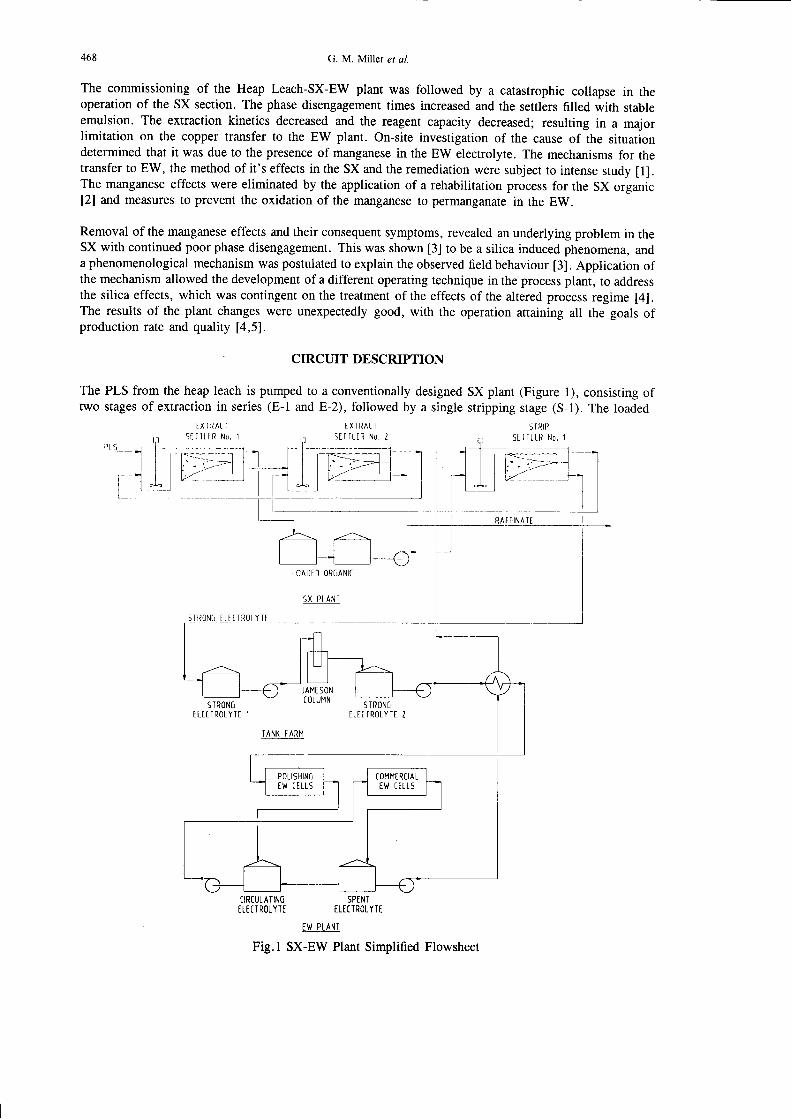
The process plant at GCC, uses heap leaching (HL) followed by solvent extraction (SX) and electrowinning(EW) to recover copper as LME grade 'A' metal (Figure 1). Leaching is accomplished with dilutesulphuric acid solutions, which dissolve the copper and other chemically amenable ore constituents. TheSX plant selectively extracts the copper from the pregnant liquor solution (PLS), and transfers it into theEW electrolyte for plating by a DC current onto stainless steel cathode plates.
Presented at Minerals Engineering '96, Brisbane, Australia, August 26-28, 1996
467
468 G. M. Milrer er ar
The commissioning of the Heap Leach-SX-EW plant was followed by a carastrophic collapse in theoperation of the SX section. The phase disengagement times increased and the settlers filled with stableemulsion. The extraction kinetics decreased and the reagent capacity decreased; resulting in a majorlimitation on the copper transfer to the EW plant. On-site investigation of the cause of the situationdetermined that it was due to the presence of manganese in the EW electrolyte. The mechanisms for thetransfer to EW, the method of it's effects in the SX and the remediation were subject to intense study I l].The manganese effects were eliminated by the application of a rehabilitarion process for the SX organic[2] and measures to prevent the oxidation of the manganese to permanganate in the EW.
Removal of the manganese effects and their consequent symptoms, revealed an underlying problem in theSX with continued poor phase disengagement. This was shown [3] to be a silica induced phenomena, anda phenomenological mechanism was postulated to explain the observed field behaviour [3]. Application ofthe mechanism allowed the development of a different operating technique in the process plant, to addressthe silica effects, which was contingent onthe treatment of the effects of the altered process regime [4].The results of the plant changes were unexpectedly good, with the operation attaining alt the goals ofproduction rate and quality [4,5].
, CIRCI.IIT DESCRIPTION
The PLS from the heap leach is pumped to a conventionally designed SX plant (Figure 1), consisting oftwo stages of extraction in series (E-1 and E-2), followed by a single stripping stage (S-1). The loaded
r)t5
]AMESONt OLUIlNsrR0N6
ILTTTROIYTT 1S IRONI
ELET IROLYI I 2
TANK FARI4
TIRtUt AI IN6E IE IT ROLYIE
SPENTELI(TROL YTI
EW PLANI
Fig.l SX-EW Plant Simplified Flowsheet
li!l!!_4qu!q!!_
Il
II
| | r\*I r-\-i
5 l
The Girilambone Copper SX-EW planr
organic from El is stored in two tanks connected in series to assist in the de-entrainment of aqueous. Fromhere it is pumped to the strip stage for removal of the copper into the EW electrolyte.
Removal of the entrained organic in the strong electrolyte is achieved with a Jameson flotation columnfollowed by 30 minute retention in a surge tank; and finally in the scavenger EW cells where the finaltraces of organic are recovered by the rising oxygen bubbles from the anode. The Jameson flotation cellis the second to be used in the recovery of organic from electrolyte.
Copper production is by electrowinning on to permanent stainless steel blanks at current densities up to 280A/m2. The growth cycle is 7 days; with final carhode weight of around 50 kg.
Typical PLS contains: 4 glL of Cu, 3 to 6 glL of Fe (with 1 g/L of ferric), 400 ppm SiO2, 2 g/L Al, 50ppm solids, 120 ppm Mn and a pH of 1.8.
MANGANESE EFFECTS ON SX OPERATION
Development of Manganese Problems at GCC
The development of the manganese problem at GCC occurred quickiy. By the time the siruation wasrecognised a catastrophic operation had developed which entailed:
. Loss of reagent kinetics and capacity with extreme raffinate copper concentrations.
. Stable emulsion filling the extraction stage settlers.
. Long phase break times in both the field and laboratory tests.r 10,000 to 15,000 ppm entrainments of both phases leaving all settlers.o Minimal recovery of organic by the flotation column from the electrolyte, with a layer of organic
forming on the scavenger EW cells.. High organic loss to raffinate.. High loss of electrolyte entrained in the organic flowing from the strip stage to the E2 srage in SX.. Extremely poor product quality from the EW scavenger cells, and deteriorating quality in the rest
of the EW plant.o MnO2 precipitating on all EW surfaces.. Sticky cathodes and nodular growth of the EW product.. Purple colouration of the electrolyte and formation of CuCl2 on the electrode hanger bars.
These symptoms were interacting and deteriorating hourly. Once the situation had stabilised the SX plantthroughput was constrained, by the high entrainments, to 60 percent of design capacity; while the productquality from the EW was acceptable from the commercial cells but of inferior quality from the scavengercells due to 'organic burn'.
Mechanism of the Manganese Problems
The effects of manganese on the operation of the copper SX process has only been recently published.Miller [ 1] , has discussed the available literature and operational experiences. To date five copper SX plantshave reported adverse effects frommanganese intheirprocess liquors. The mechanism of theproblem isreasonably straight forward, but the consequent effects are generally multiple; with complex interactionsgiving further symptoms of poor plant performance.
Manganous ion (Mn2+) itself has no effect on the operation of the SX plant. It is however transferred intothe EW electrolyte by the aqueous entrainment of the pregnant liquor solution (PLS) in the loaded organic.The highly oxidising environment in the EW cells can alter the oxidation state to Mn4+ or Mn7+ AnyMna+ produced will precipitate as MnO2 in the cells. If there is sufficient iron (Fe) present in theelectrolyte this will provide a pathway for the higher oxidation state permanganate (Mn7+) to be reducedby the oxidation of Fe2+ to Fe3+.
470
Mnl+ - . 5Fe2+ : 5Fe3+ * Mn2+
G. M. Mi l ler et a/
( l )
The stoichiometric ratio is 5:1 Fe:Mn or 5.1:l mass ratio forthis reaction. Toprovide a sufficient chemicalequilibrium driving force to maintain most of the manganese in the Mn2+ state, a 10: I mass ratio has beenfound to be required [1]. However during the early commissioning of copper SX-EW plants there is a lowconcentration of Fe in the electrolyte. This allows any manganese in electrolyte to be oxidised and to causeconsequent problems.
The normal chemical potential in the EW cells'electrolyte (Eh) is about 400 mV. Under conditions ofmanganese oxidation this can rise to 900 mV []. Under such conditions the range of, and rate ofdeleterious reactions can increase to an extent that causes problems with the reaction products Il] eg:
o The SX reagent is oxidised and the reaction products accumulate in the organic phase.r Chloride in the electrolyte will be reduced to Cl 2 and released at a greater rate than previously.r Increased corrosion of the plant stainless steel components can occur leading to mechanical
failures.
Consequent Effects of Manganese Problems
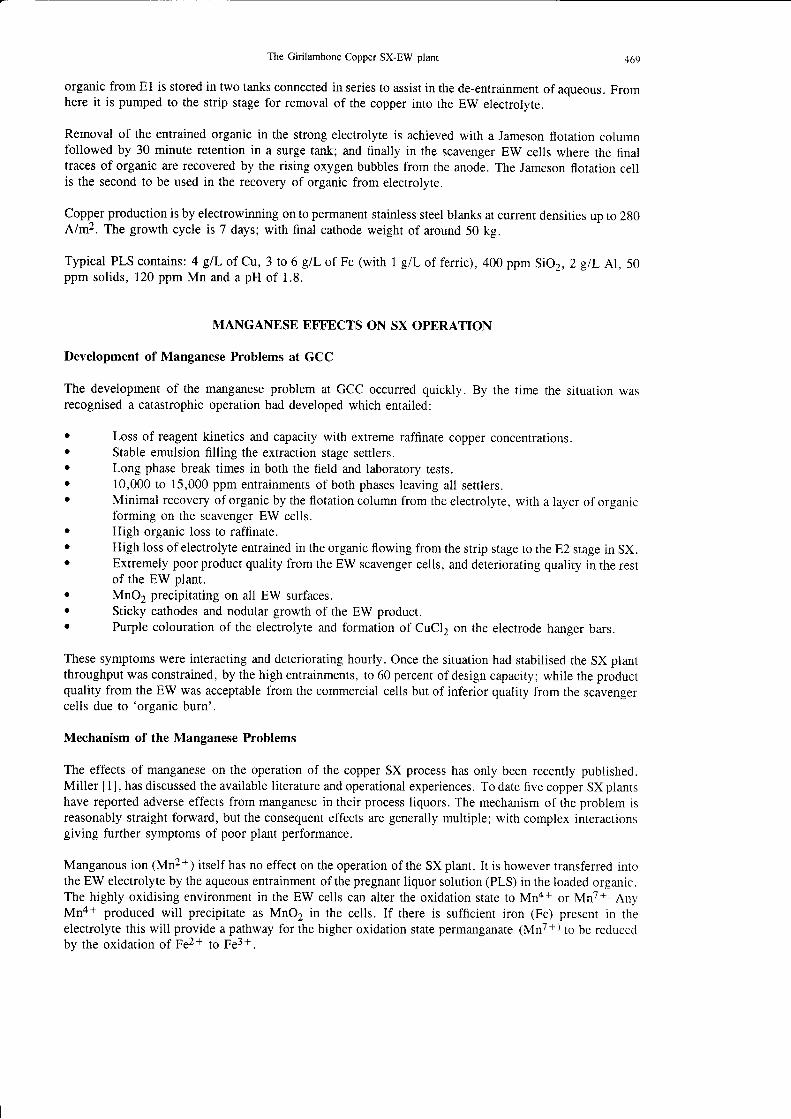
Figure 2 shows, diagrammatically, the cascading effects of manganese once it reaches the electrolyte. Thereare a large number of complex interactions and symbiotic effects between the various primary andsecondary symptoms. The positive feedback loops that also exist lead to catastrophic collapse of the processintegrity and plant operation. The primary effects, of the high oxidation potential of the Mn7+ formed inthe electrolyte, are related to the oxidation of the SX organic reagent []. This gives reaction productswhich themselves have the followins effects:
r Reduce the chemical reaction kinetics of the extractant.o Reduce the reagent capacity to chelate with copper.e Create polar reaction products which reduce the interfacial tension characteristics of the organic
phase ( approximately 1000 ppm ofdegradation products is all that is required to alter the surfacecharacteristics dramatically, Miller[1]).Production of MnO2 precipitates which form crudDirect attack on the EW lead anodes, changingvoluminous PbO or Pb(OH)2 [1].
Most of these have further secondary effects or interact with each other to give accelerated processcollapse, as shown in Figure 2.
RESOLUTION OF THE MANGANESE EFFECTS
The rehabilitation programme was aimed at reducing and maintaining the electrolyte Eh at around 400 mV,maintaining the manganese in the Mn2+ state, and removing the degradation products from the SX organic( to enable better phase separation and entrainment control). The initial reduction of Eh was attempted withthe addition of ferrous sulphate to the electrolyte. The reduction was slow and was supplemented with theaddition of SO2, by bubbling into one of the electrolyte tanks [1]. This was successful in obtaining an Ehof 400 to 450 mV; and the presence of the iron at concentrations above 1 g/l was sufficient to maintain thelowered Eh and the mansanese in the Mn2+ state.
The rehabilitation of the organic was achieved using a treatment with acid activated clay. This techniquewas developed by Manison [2], in the mid 1980's. The procedure was implemented on the plant organicon a batch basis. Cycle times for the treatment were around 24 hours, for a batch equivalent to l07o ofthe circuit inventory. This proved to be inadequate as the initial benefit from the treated batch dissipatedwithin 12 hours. The extended treatment times were due to the slow settling of the clay from the organic.
in the SX.the oxide protection layer from PbO2 to a
471The Girilambone Copper SX-EW plant
F:-_l F--l [r]t-;l t-l l-= IF:=sl lcq=El lu* =rr*ae=r l=g#l leEr Ir i*=Er r*6==r rr= Fl lEe=€l rEF;r lgFE I--f-- --r-
l- l- ---T-
l-l-1 - - I I I IL__- l .____ I | 1 l
| ;L- il l- | rf -r- --Yl
l E = E l r : r l E - = | I r I g Il5== l lL - l3H I r r I I i I
l=EHl 1T,ff i | t i F Ilp;=: l - ' r l=c; l I sE; Il ==€F l t l eFE l | 3c F I' l-
| T- i a?^ ^ ir- l--- i l----*r i Eli+ ir t- . ] | | t | |' | = B | | | || | s - | ' I I | |i lg=l I I r | |iTf:- | | t | |
r- r r-1*- t- | ---4 |I l l | | | I . . - |
r-art lr !-r r-- i I lrtt lr i f t --_1
ls==;l' ll E: | |,el I ll*EEl 1 leE=i le:Eh l;Eel*t- I t- 1 | l*1, i_TI- i- f- | f-
| ' l___l__l_l_,+_r_lr_rJ I I, | , _ l_, , L_ I l__L_ | , l_ l - - : I I
l:-l l==ll:.1 Ill==ELl-i"E lt --l Ilc*=l IEF ll;EEl lllc==Hl ilEE li IT-
-L; -f I l-f_ r
-f- t_ I
f-l t-- | | l-l- | | -----l
l_l_=- *;l; l-,
l* | | l_l l; gl l==ll=-ll t"----$ I.lIEEFG] L=j,J EEF]I i---J |:EE_]l j_ __ J[_-]-_l _r_ _l-| | | | r--_l-r r-r rl-- --l - l---i--J===lil ,a. r a. II I I i IE: ; l lE=kl l -E! l| | | | l = , : , : l L r E e l L B E P I' -r-l- lt
I l -= l | | I s - l - f l - f l
_ l_ lp=Er | ,Ii#;li H lI -_lI iFE=t --l -lxg5
t-l -* ll=;=l-l-----.-.9..1--- |
L:i:-r t-:-::J
| +--- l -----rt--l i t---l ' ------- --_---rl P l - - - + l I " B " I r
Es-l Le:-l EE3
=
-
q
q)
Itd
U)
.!)F
r r l
a
bo
oq)
F
c.lbb
Itr-- - - --'t
t lI = = || > t r |l :5 { r l-[-
IIII
t;_-_ll ; I
I t s E E = I- {I
?-I
t--'-lt - lIE "EL -t < f I1 9 6 l
TI
t-- :-ll===€ Il n = = |t b E = |t # E , I---{r-
l . -IIr-; -_--t
t s I
t = d IL i= l
472 G. M. Mi l ler et a l
The cycle times were reduced to 1 to 2 hours by installing a plate and frame filter to remove the clay,before returning the treated organic to the circuit. The benefit of this treatment was obvious, as the plantorganic retumed toward the original extraction capacity and kinetics. The phase break times improved butdid not return to the previous levels, as expected. The recovery of organic in the flotation columns alsodid not improve as expected; and the problems associated with organic burn in the EW plant were notmitigated. In all, the organic inventory was treated about 5 times to recover the chemical characteristics.
SILICA EFFECTS ON SX OPERATION
Plant Responses and Field Observations.
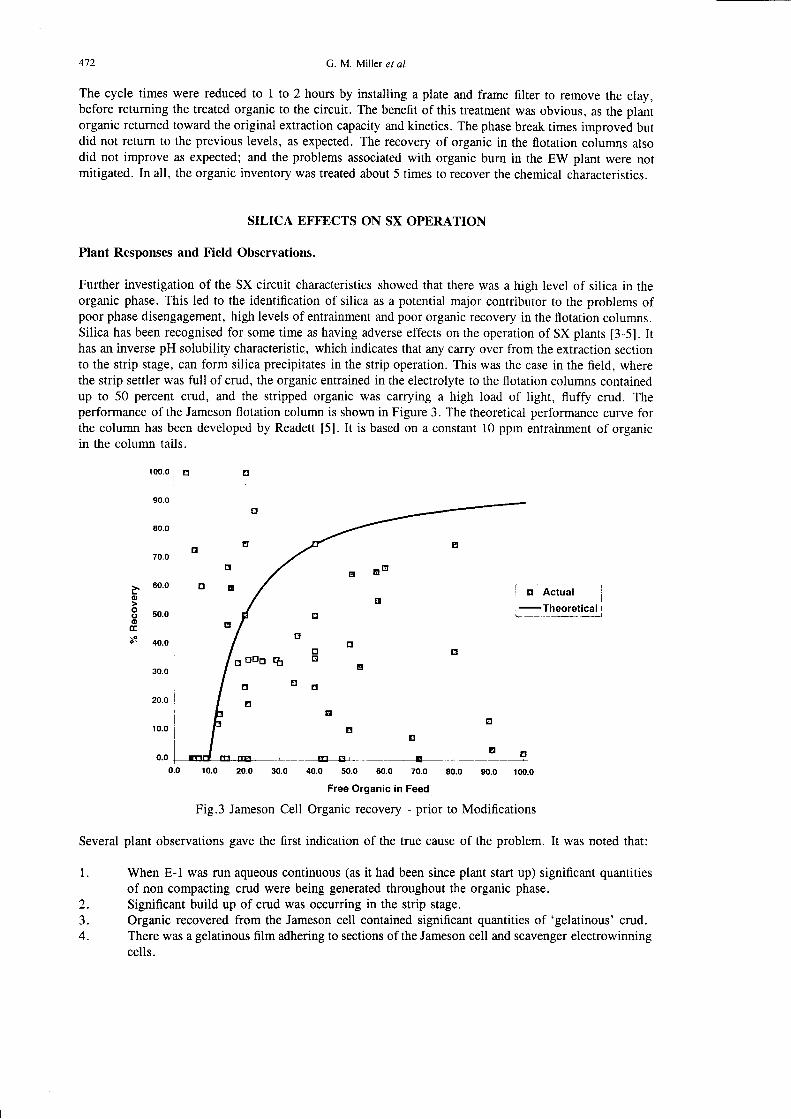
Further investigation of the SX circuit characteristics showed that there was a high level of silica in theorganic phase. This led to the identification of silica as a potential major contributor to the problems ofpoor phase disengagement, high levels of entrainment and poor organic recovery in the flotation columns.Silica has been recognised for some time as having adverse effects onthe operation of SX plants [3-5]. Ithas an inverse pH solubility characteristic, which indicates that any carry over from the extraction sectionto the strip stage, can form silica precipitates in the strip operation. This was the case in the field, wherethe strip settler was full of crud, the organic entrained in the electrolyte to the flotation columns containedup to 50 percent crud, and the stripped organic was carrying a high load of light, fluffy crud. Theperformance of the Jameson flotation column is shown in Figure 3. The theoretical performance curve forthe column has been developed by Readett [5]. It is based on a constant 10 ppm entrainment of organicin the column tails.
100.0
90.0
80.0
70.0
i 60.0
o
8 so.ooE;e 4o.o
10.0 20.0 30.0 40.0 50.0 60.0 70.0 80.0 9o.o .too.o
Free Organic in Feed
Fig.3 Jameson Cell Organic recovery - prior to Modifications
Several plant observations gave the first indication of the true cause of the problem. It was noted that:
l.
2 .aJ .
5̂ -
When E-l was run aqueous continuous (as it had been since plant start up) significant quantitiesof non compacting crud were being generated throughout the organic phase.Significant build up of crud was occurring in the strip stage.Organic recovered from the Jameson cell contained significant quantities of 'gelatinous' crud.There was a gelatinous film adhering to sections of the Jameson cell and scavenger electrowinningcells.
The Girilambone Copper SX-EW plant
A sample of the gelatinous material was assayed and returned a SiO2 content of > 50% on a dry basis.This was believed to be indicative of the presence of a colloidal silica (SiO2) gel.
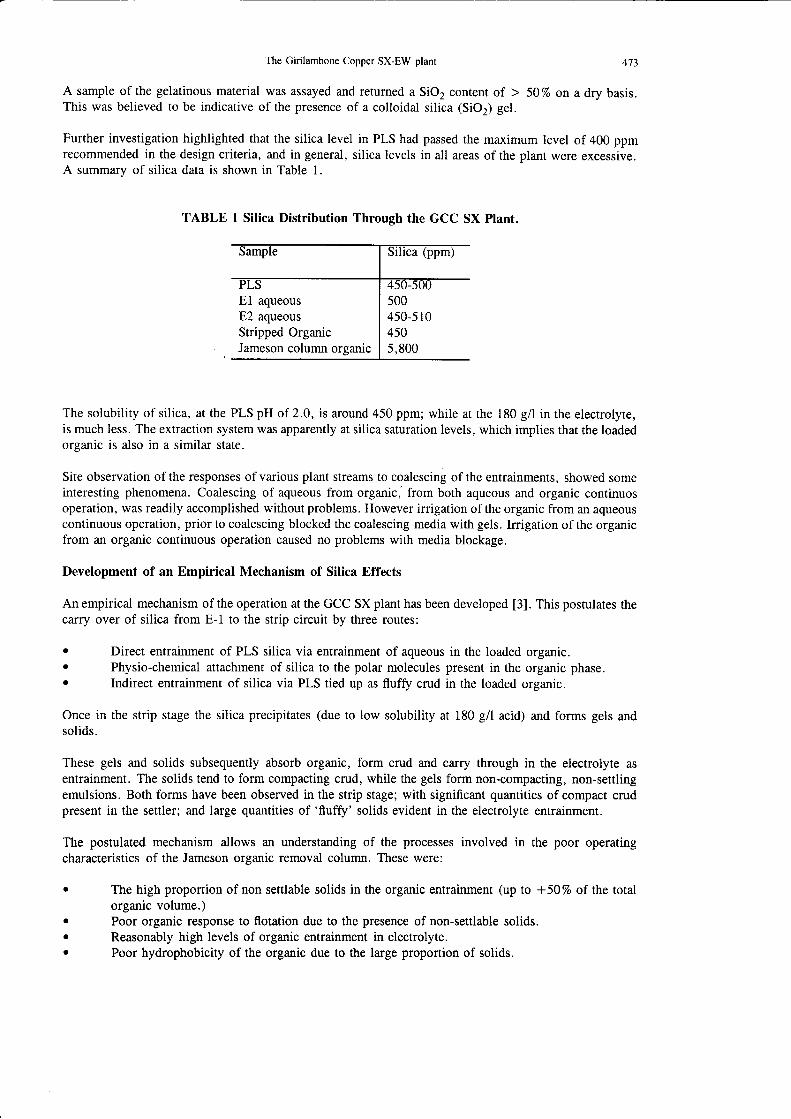
Further investigation highlighted that the silica level in PLS had passed the maximum level of 400 ppmrecommended in the design criteria, and in general, silica levels in all areas of the plant were excessive.A summary of silica data is shown in Table 1.
TABLE I Silica Distribution Through the GCC SX Plant.
El aqueousE2 aqueousStripped OrganicJameson colurnn orsanic
500450-5 104505,800
The solubility of silica, at the PLS pH of 2.0, is around 450 ppm; while at the 180 g/l in the electrolyre,is much less. The extraction system was apparently at silica saturation levels, which implies that the loadedorganic is also in a similar state.
Site observation of the responses of various plant streams to coalescing of the entrainments, showed someinteresting phenomena. Coalescing of aqueous from organic, from both aqueous and organic continuosoperation, was readily accomplished without problems. However irrigation of the organic from an aqueouscontinuous operation, prior to coalescing blocked the coalescing media with gels. Irrigation of the organicfrom an organic continuous operation caused no problems with media blockage.
Development of an Empirical Mechanism of Silica Effects
An empirical mechanism of the operation at the GCC SX plant has been developed [3]. This postulates thecarry over of silica from E-l to the strip circuit by three routes:
o Direct entrainment of PLS silica via entrainment of aqueous in the loaded organic.. Physio-chemical attachment of silica to the polar molecules present in the organic phase.r Indirect entrainment of silica via PLS tied up as fluffu crud in the loaded orsanic.
Once in the strip stage the silica precipitates (due to low solubility at 180 g/l acid) and forms gels andsolids.
These gels and solids subsequently absorb organic, form crud and carry through in the electrolyte asentrainment. The solids tend to form compacting crud, while the gels form non-compacting, non-settlingemulsions. Both forms have been observed in the strip stage; with significant quantities of compact crudpresent in the settler; and large quantities of 'fluffy' solids evident in the electrolyte entrainment.
The postulated mechanism allows an understanding of the processes involved in the poor operatingcharacteristics of the Jameson organic removal column. These were:
The high proportion of non settlable solids in the organic entrainment (up to +50% of the totalorganic volume.)Poor organic response to flotation due to the presence of non-settlable solids.Reasonably high levels of organic entrainment in electrolyte.Poor hydrophobicity of the organic due to the large proportion of solids.
a
a
a
474 G. M. Miller er al
The ultimate aim of the process investigation and development was to minimise and control the amount oforganic appearing in the scavenger cells. The first step to achieve this was to improve the performance ofthe Jameson column by improving the characteristics of the organic being fed to it.
Throughout the industry E-l is generally run aqueous continuous to minimise entrainment of aqueous inthe loaded organic. Some operations, however, have reported the benefits of operating E-l organiccontinuous, to control silica crud affects eg Olympic Dam and Chuquicamata [3]. Both of these operationshowever have been retrofitted with a scrub stage to remove the subsequent high levels ofaqueous entrainedin the organic.
The use of coalescers in SX circuits is quite common in the chemical industry; and has been recommendedfor use in mineral processing circuits. Olympic Dam was originally supplied with a combined coalescer-settler on copper SX raffinate, before it was fed to the uranium SX circuit. Certain patent applications byCodelco, Chuquicamata division exist for coalescer designs and media for copper SX circuits.
On site pilot testwork demonstrated the viability of a coalescing step on the loaded organic. This wasextended to a full scale test programme to determine potential performance of a coalescer made byconversion of one of the loaded organic tanks.
The physical form of the aqueous entrained in the organic is changed between operation in aqueouscontinuity and organic continuity. In aqueous continuity the aqueous is in the form of fine, 'bubble' filmssurrounding a core of organic, within the organic continuum. This is not readily observable in the field dueto the opaque organic. However, a similar phenomenon can be observed with organic films surroundingan aqueous core in an aqueous continuum, arising from an organic continuous operation. These 'fish eyes'are often seen in the raffinate from E-2.
When normal aqueous 'haze' coalesces from the organic, two droplets come together to form a larger drop.The larger drop volume has a correspondingly lower surface area. As such some concentration ofinterfacely adhered species will occur at the new surface until such time as they have an opportunity todiffuse into the bulk mass and return to the previous average levels.
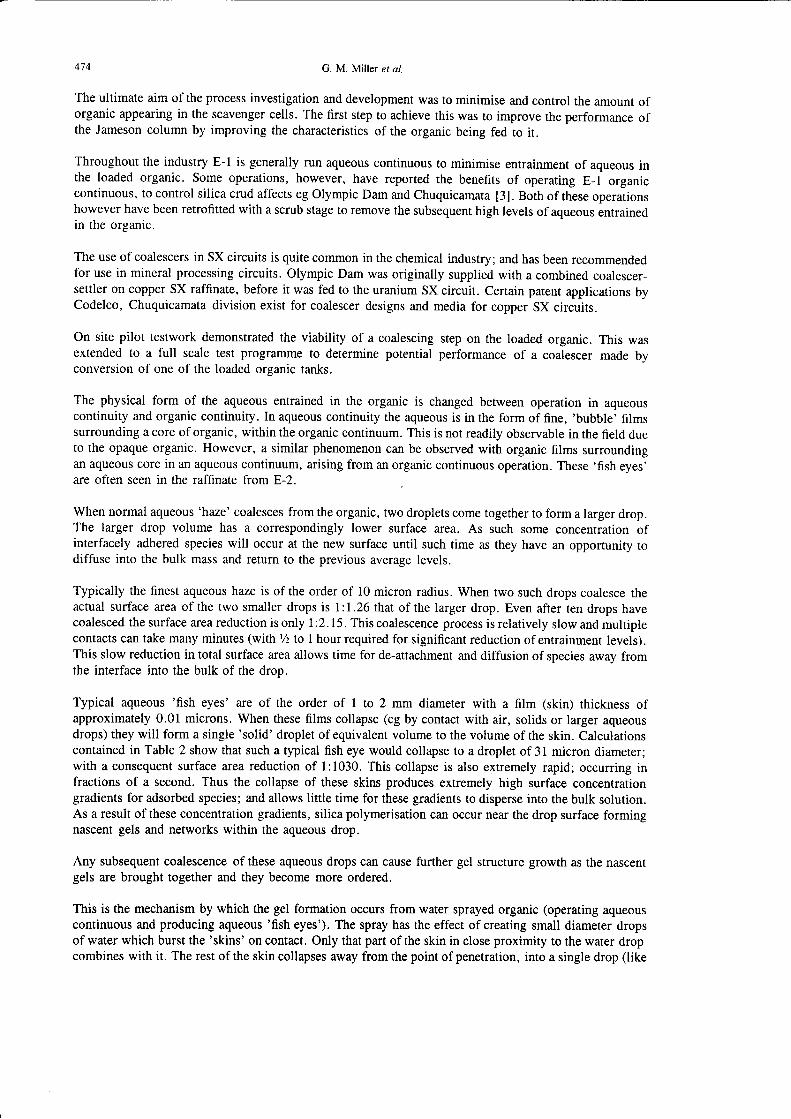
Typically the finest aqueous haze is of the order of 10 micron radius. When two such drops coalesce theactual surface area of the two smaller drops is l:l .26that of the larger drop. Even after ten drops havecoalesced the surface area reduction is only l:2.15. This coalescence process is relatively slow and multiplecontacts can take many minutes (with 7r to t hour required for significant reduction of entrainment levels).This slow reduction in total surface area allows time for de-attachment and diffusion of species away fromthe interface into the bulk of the drop.
Typical aqueous 'fish eyes' are of the order of I to 2 mm diameter with a film (skin) thickness ofapproximately 0.01 microns. When these films collapse (eg by contact with air, solids or larger aqueousdrops) they will form a single 'solid' droplet of equivalent volume to the volume of the skin. Calculationscontained in Table 2 show that such a typical fish eye would collapse to a droplet of 31 micron diameter;with a consequent surface area reduction of 1:1030. This collapse is also extremely rapid; occurring infractions of a second. Thus the collapse of these skins produces extremely high surface concentrationgradients for adsorbed species; and allows little time for these gradients to disperse into the bulk solution.As a result of these concentration gradients, silica polymerisation can occur near the drop surface formingnascent gels and networks within the aqueous drop.
Any subsequent coalescence of these aqueous drops can cause further gel structure growth as the nascentgels are brought together and they become more ordered.
This is the mechanism by which the gel formation occurs from water sprayed organic (operating aqueouscontinuous and producing aqueous 'fish eyes'). The spray has the effect of creating small diameter dropsof water which burst the 'skins' on contact. Only that part of the skin in close proximity to the water dropcombines with it. The rest of the skin collapses away from the point of penetration, into a single drop (like
The Girilambone Copper SX-EW plant
a pricked balloon), due to contraction from surface tension.
The reason that coalescence of these skins directly onto a media substrate does not cause such gel formationis probably due to the following mechanism. The skin contacts on, collapses and wets the medium. As suchthere is no immediate small droplet formation and no significant reduction in surface area. Subsequentcollapses of further skins allows a slow buildup of larger volumes on the surface of the media. The extratime allows the interfacial concentration gradients to be lowered by diffusion into the bulk aqueous. Thecombination of low surface area reduction and longer time for droplet formation allows the silica to diffusefrom the interface into the bulk, and thus not form gels during the coalescing stage.
An observation that the water sprayed organic had higher aqueous levels is easily explained by the extrawater added. The fact that this extra water did not separate in the loaded organic tank(s) is again a functionof the effects of the collapse of the aqueous skins. Some of these will have formed silica gels ar the dropinterface. These gels will have fully encapsulated the interior aqueous and will carry it through thesubsequent separation stages.
TABLE 2 Calculated Droplet Size and Area Comparisons
l. Aqueous 'Haze'
Radius, m
Volume, m3
Area, m2
Area/Volume, m2lm3
Equivalent No. of l0 micronunitsArea reduction cf l0 micron
l0 x l0-o4 . 1 9 x 1 0 - 1 512.56 x 10-10
3.0 x 105
I
I
12.6 x 10-68 .38 x 10-15
1.994 x 10-e
2.38 x l }a
2
r . 2 6
2155 x l0-il4 . 1 9 x l 0 - r a
58.33 x 10-e
1 3 . 9 x 1 0 4
l 0
2 . 1 5
2. Aoueous 't lsh Eves'
Radius, m
Film thickness, m
Volume, m3
Area, m2
Area/Volume
Area reduction
Original 'fish eye'10-3
10-8
12.56 x 10-14
12.56 x 10-6
108
I
Equ iv al ent co Il ap s ed- s o hd-'U-rop31 x 10-6N/A
12.56 x l}-ta
1 . 2 1 5 x 1 0 - 8
9.67 x l}ar030
RESOLUTION OF TIM SILICA EFFECTS
Plant Modifications
The process selected for improvement of the Jameson cell performance involved:
Modification of the No 1 loaded organic tank to act as a coalescer to remove entrained aqueous.A plant shutdown was arranged to modify and fill the tank with the medium and then to restartwith E-l organic continuous.
Operation of E-1 in organic continuity. (This later was possible only because an organic recyclehad been incorporated in the original design).
476 G. M. Mil ler er al
Operation of El in Organic Continuity
With the conversion of E-l to organic continuous operation, extremely significant changes occurred to theoperating regime of the SX and EW plants. These include:
a
a
a
a
a
a
a
o
a
Virtual elimination of crud production in E-1 (and subsequently E-2).Major reduction in crud production in the strip.Elimination of fluffy crud in loaded organic.Virtual elimination of solids in organic entrained in electrolyte.Stabilisation of the level of organic entrained in electrolyte.Jameson column operation at or above its theoretical performance curve.Consistently low levels of organic entrainment in the Jameson cell tails, less than 10 ppm.Increase in copper quality to LME 'A' from scavenger cells (due to the lessening of organic burn7.Total elimination of silica contained in loaded orsanic.
Aqueous entrainment in E-l organic outflow after restart, was high and with erratic levels. Highestmeasured levels were 20-25,000 ppm. When high levels were measured a distinct dispersion band wasevident at the discharge end of the settler. Field observations tended to correlate higher entrainments withdeeper dispersion bands. There was no buildup of crud at the interface in E-l or evidence of fluffu crudin the organic.
E-l break times rose to 4Vz minutes soon after the change and remained there for 4 days. Theysubsequently decreased to the current level of 2 to 3 minutes. There has been some evidence of rag (stableemulsion films) in the aqueous during the break; but this coalesces into the interface prior to completionof primary break. No residual rag is evident. Aqueous solutions are clear with some 'fish eyes' presentespecially at high suspended solids loadings.
A significant reduction in crud production has been observed in the strip settler. Daily crud removal hasbeen reduced to less than once oer month.
The entrainment of organic in electrolyte has not been significantly reduced but the proportion ofcrud/solids associated with the organic has decreased. The percentage of solids was almost zero in thesamples analysed.
Jameson Column Performance
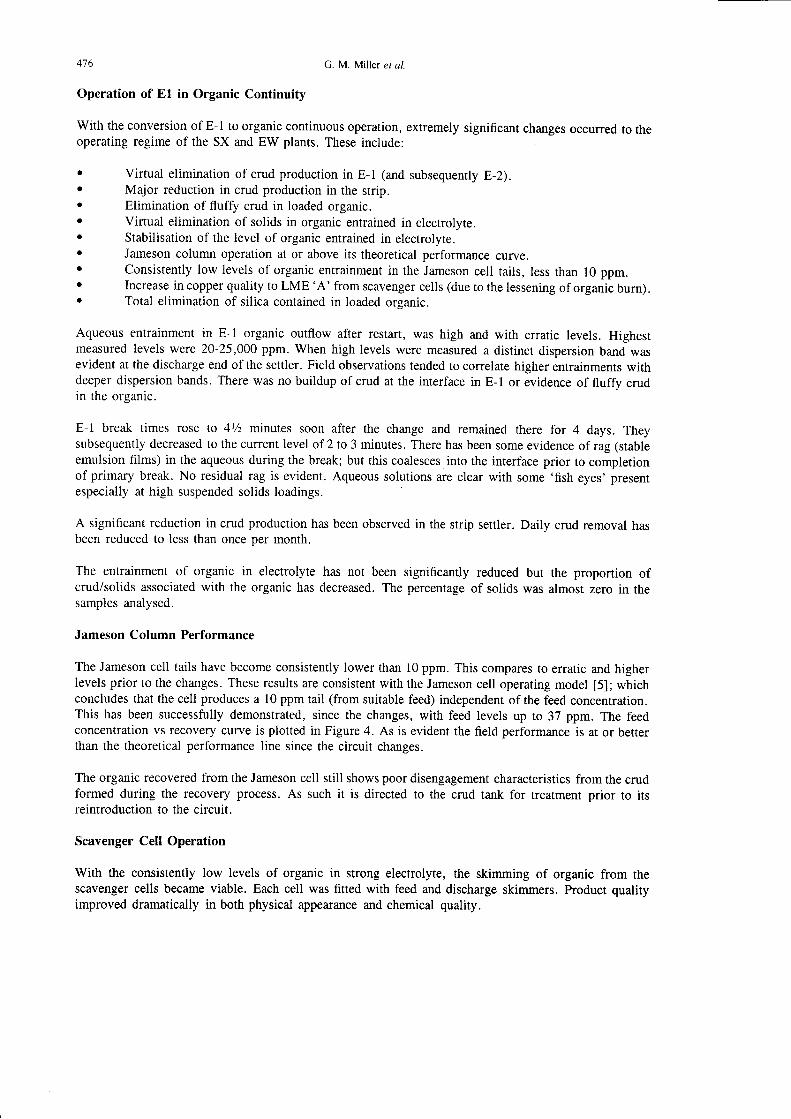
The Jameson cell tails have become consistently lower than 10 ppm. This compares to erratic and higherlevels prior to the changes. These results are consistent with the Jameson cell operating model [5]; whichconcludes that the cell produces a 10 ppm tail (from suitable feed) independent of the feed concentration.This has been successfully demonstrated, since the changes, with feed levels up to 37 ppm. The feedconcentration vs recovery curve is plotted in Figure 4. As is evident the field performance is at or betterthan the theoretical performance line since the circuit changes.
The organic recovered from the Jameson cell still shows poor disengagement characteristics from the crudformed during the recovery process. As such it is directed to the crud tank for treatment prior to itsreintroduction to the circuit.
Scavenger Cell Operation
With the consistently low levels of organic in strong electrolyte, the skimming of organic from thescavenger cells became viable. Each cell was fitted with feed and discharge skimmers. Product qualityimproved dramatically in both physical appearance and chemical quality.
The Girilambone Copper SX-EW plant
E
t00.0
90.0
80.0
70.0
60.0
50.o
40.0
30.0
20.0
10.0
tru o
EI
t o t
E E gEo
a
E
E
E
EE
E
Eg
f
-o
ocr
t; A"t""t I[=f!"":"$11
o.o ].- o-0.0 10.0 30.0 40.0 50.0 60.0 70.0 80.0 90.0 100.0
Free Organic in Feed
Organic Recovery - post ModificationsFis.4 Jameson Cell
Loaded Organic Silica
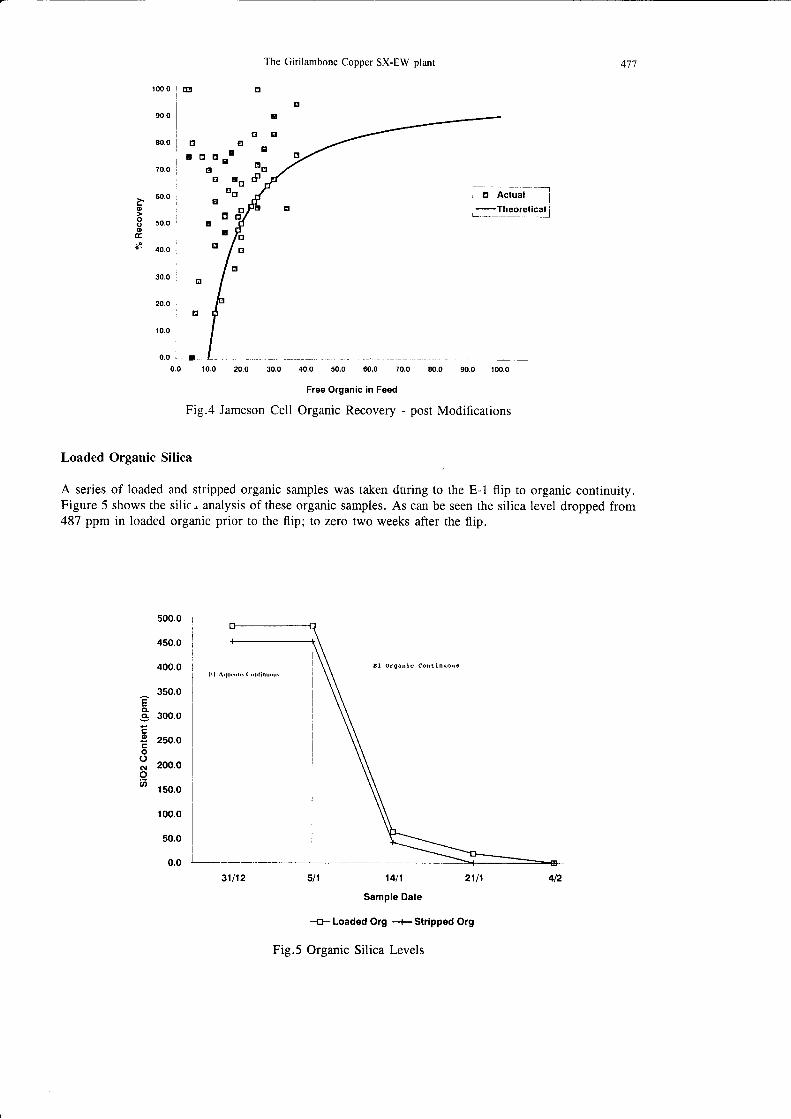
A series of loaded and stripped organic samples was taken during to the E-l flip to organic continuity.Figure 5 shows the silic, analysis of these organic samples. As can be seen the silica level dropped from487 ppm in loaded organic prior to the flip; to zero two weeks after the flip.
500.0
450.0
400.0
350.0
300.o
250.0
200.0
150.0
100.0
50.0
0.0511 1411 2111
Sample Oate
--o- Loaded Org --+- Stripped Org
Fig.5 Organic Silica Levels
CLCL
o
ooNoa
478
Other
G. M. Miller er al
points to note from this Figure are:
A reduction in silica level between loaded and stripped organic. This shows the precipitation ofsilica from loaded organic by the high acid strip stage.
The concentration of silica in loaded organic is intermediate between pls and raffinate values. Thisindicates the level of silica is probably at equilibrium with the aqueous phase concentrations whenoperating aqueous continuous. However, the zero silica level, when operating organic continuousin E-1 supports the postulated mechanism.
Loaded Organic Coalescer
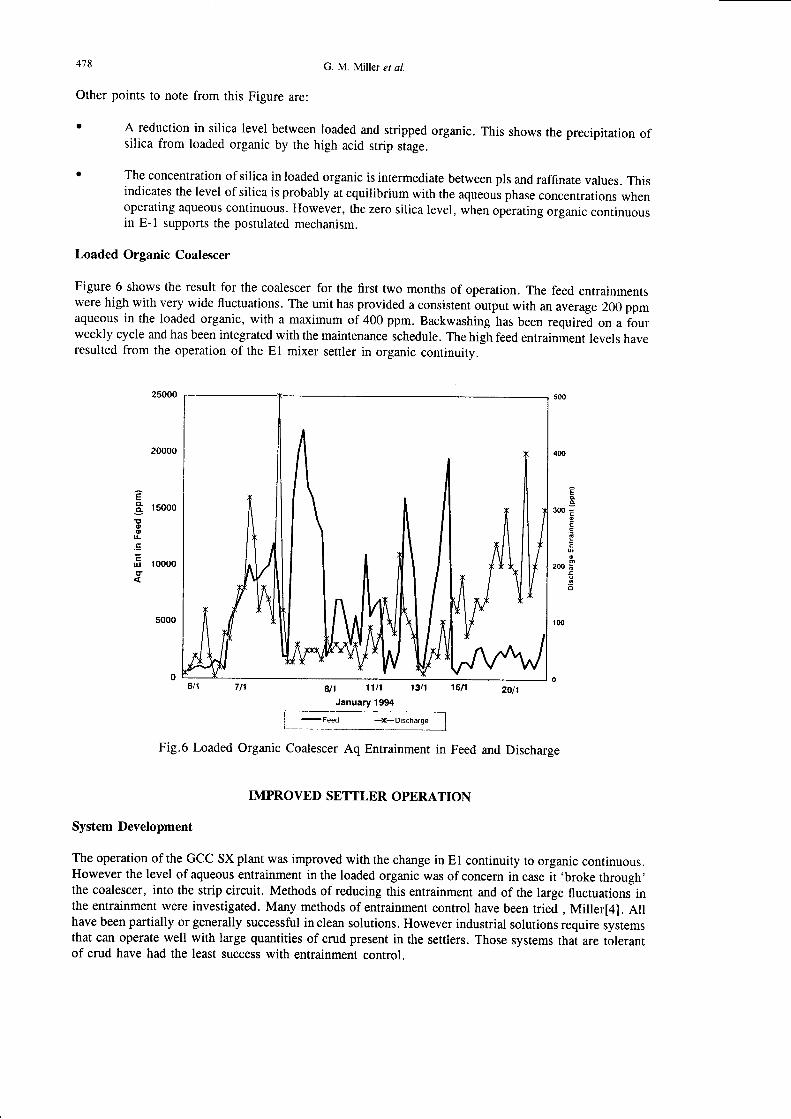
Figure 6 shows the result for the coalescer for the first two months of operation. The feed entrainmentswere high with very wide fluctuations. The unit has provided a consistent output with an average 200 ppmaqueous in the loaded organic, with a maximum of 400 ppm. Backwashing has been required on a fourweekly cycle and has been integrated with the maintenance schedule. The high feed entrainment levels haveresulted from the operation of the E1 mixer settler in organic continuitv.
at 1111 1311
January 1994
E
3 m E
E
U
20o E
Ee
ooL
ul
i-:""1----:-::"41Fig.6 Loaded Organic Coalescer Aq Entrainment in Feed and Discharee
IMPROVED SETTLER OPERATION
System Development
The operation of the GCC SX plant was improved with the change in E1 continuity to organic continuous.However the level of aqueous entrainment in the loaded organic was of concern in case it 'broke through'the coalescer, into the strip circuit. Methods of reducing this entrainment and of the large fluctuations inthe entrainment were investigated. Many methods of entrainment control have been tried , Millert4l. Allhave been partially or generally successful in clean solutions. However industrial solutions require sysremsthat can operate well with large quantities of crud present in the settlers. Those systems that are tolerantof crud have had the least success with entrainment control.
The Girilambone Copper SX-EW plant
Coalescing Requirements
The primary effect of poor settler performance is the appearance of a dispersion band of significantthickness at the settler discharge. This leads to high and highly erratic levels of entrainments in the streamsadvancing from the settlers, which in turn leads to effects such as high organic in raffinate and advanceelectrolyte, high PLS entrainment in loaded organic, and high electrolyte entrainment in stripped organic.These situations can become unstable and require reduced volumetric throughputs to satisfactorily stabilisethe operation.
The requirements for in-settler coalescing are different from stream specific uses (such as the loadedorganic coalescer). In-settler coalescing aims primarily to stabilise the entrainment levels at around 500-1000 ppm; which is the normal design criteria for copper circuits. The elimination of shock loads due toentrainment of the dispersion band is important. Stream specific coalescing aims to reduce entrainmentlevels to 50-200 ppm in order to reduce costs (organic loss) or improve downstream process effectiveness(reduce organic burn and minimise PLS to electrolyte).
There is about an order of magnitude between the success criteria for the two different styles of operation,which leads to two different sets of design criteria, and solutions for the problems.
The selection of a permanent in-settler coalescing medium required the following criteria to be met:
Cheap, easy to make, materials readily available, have intermediate sudace tension (so that bothcontinuities could be treated successfully), chemically compatible, require simple installqtion, densitygreater than electrolyte to prevent floating, suficient open area to allow crud to pass through unhindered.
One of the problems in medium selection is that testing is not readily done, except in the industrial plantor a large pilot unit. Even on a large pilot unit full hydraulic similarity is not achievable. For this reasona scale up factor was used based on the stream coalescer specific flow rate, 1m3lhrlm2 of media surface),and the target level of entrainment. A 1:4 ratio was used as the basis.
A packing type having the following features was selected: random type packing, available in various sizes,made from a commercial plastic and readily available. The size of the packing was selected based on thesize of the openings available for crud passage. This allowed a large size to be used, which in totaloccupied less thal 40% of the settler volume. The packing was contained in coarse mesh bags,manufactured from a solution resistant material, to prevent their escape and blockage of pumps and valves.
Operating Results
The results of the in-settler coalescing medium addition have been better than expected. The additionresulted in immediate reductions in the entrainments from all stages treated. The operation of the settlerswas more stable. With the levels of entrainment reduced, the down stream mixer was also more stable,with far fewer uncontrolled changes of operating continuity.
The settlers were able to perform successfully under quite adverse conditions. This included maintenanceof full hydraulic capacity with both:
r Lower than design temperatures (10oC rather than 20oC).o 3% higher than design reagent concentration.. Higher than design solids in PLS (up to 200 ppm cf <20 ppm).
Under these conditions the settler selection criteria would have resulted in a unit with 35 % more area. Thecapacity was confirmed during summer operation (closer to nominal design conditions) when the totalaverage entrainment loss of organic to raffinate was 10 ppm over a 5 month period. This againdemonstrates the effectiveness of the medium.
479
480 G. M. Miller er a/
Recent operation of the settlers (after system pumping upgrades) has shown, that under close to designconditions, the settlers will treat 307o morc than design flows. The limitation at GCC is not in the settlerperformance but in the pumping systems servicing the SX plant. It is estimated that the settler capacity isat least 40% improved over the 'conventional' design criteria. This allows for easy upgrading of SX planthydraulic capacities, without the need for more or enlarged settler units.
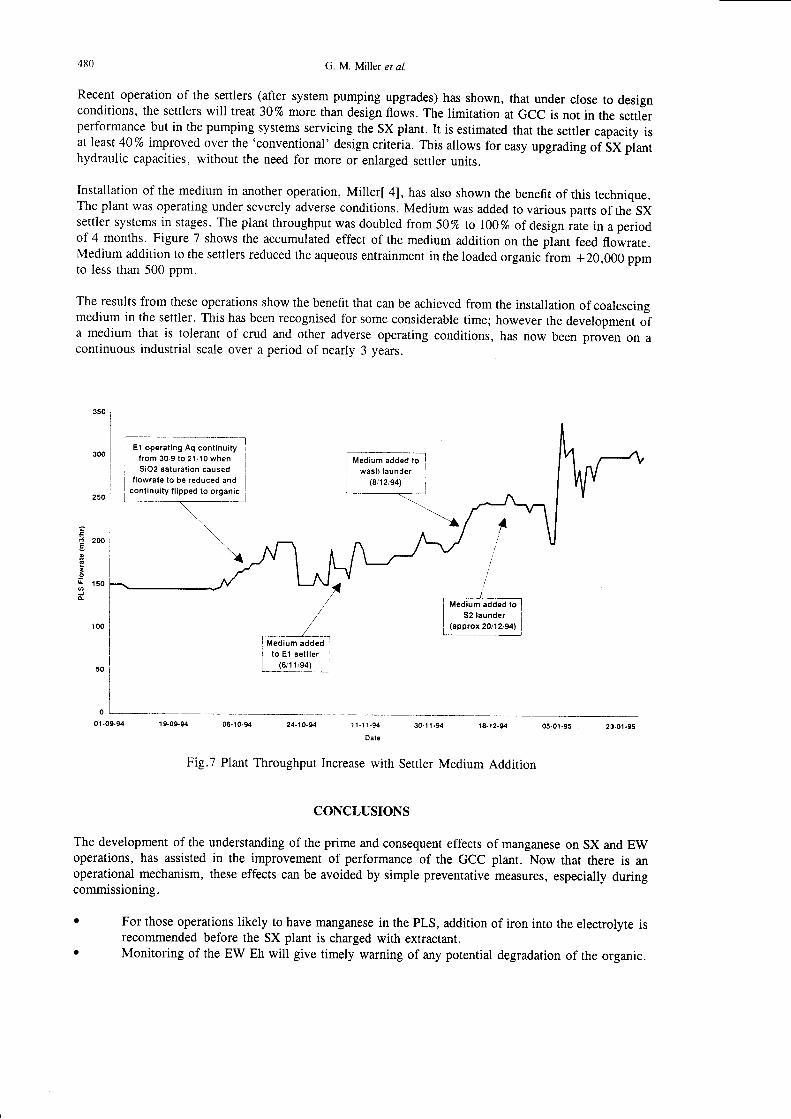
Installation of the medium in another operation, Miller[ 4], has also shown the benefit of this technique.The plant was operating under severely adverse conditions. Medium was added to various parts of the SXsettler systems in stages. The plant throughput was doubled from 50% to 100% of design iate in a periodof 4 months. Figure 7 shows the accumulated effect of the medium addition on the plant feed flowrate.Medium addition to the settlers reduced the aqueous entrainment in the loaded organic from +20,000 ppmto less than 500 ppm.
The results from these operations show the benefit that can be achieved from the installation ofcoalescingmedium in the settler. This has been recognised for some considerable time; however the development ofa medium that is tolerant of crud and other adverse operating conditions, has now been Droven on acontinuous industrial scale over a period of nearlv 3 vears.
l;,.;;;-^,*;;;-lf rom 30,9 to 21r10 when
; S iO2 sa tura l ion caused
I t low.a t€ to be reduced and ]
i continuity f l ipped to organic I-=\-
i M"d',-'.ddil-lwash launder
] (8,12,s4)
I----\-
9- 2OO
t* 150J
\
/ . ' -i Med ium added to I
52 laund€r l
lry1r"I,*ll/__'1 __I Medium addedI to Et set t ter j
fl6:11lsa)Iuo l
I
" l_190994 06.1G94 24-1G94
Fig.7 Plant Throughput
1 1 - 1 1 . 9 4 3 G 1 1 . 9 4 1 8 . 1 2 . 9 4 0 5 . 0 1 . 9 5
Oate
Increase with Settler Medium Addition
CONCLUSIONS
The development of the understanding of the prime and consequent effects of manganese on SX and EWoperations, has assisted in the improvement of performance of the GCC plant. Now that there is anoperational mechanism, these effects can be avoided by simple preventative measures, especially duringcommissioning.
For those operations likely to have manganese in the PLS, addition of iron into the electrolyte isrecommended before the SX plant is charged with extractant.Monitoring of the EW Eh will give timely warning of any potential degradation of the organic.
The Girilambone Copper SX-EW plant 481
The understanding of the effects of silica on the SX plant, has been advanced by the development of aphenomenological mechanism. Application of this has allowed the plant operation to be altered to minimise
the silica effects. Development of stream speciflc coalescing techniques and hardware, to address the
consequent effects ofthe changed operating conditions, has advanced the applicability ofthese methods.
The selection of a medium for use in the settlers has enabled the hydraulic capacity of the settlers to be
improved by between 30 and 50 percent. The medium is tolerant of crud, cheap and easy to install. It also
provides a means of increasing plant capacities without the need for more or larger settlers.
The resolution of the problems in the GCC operation has been the springboard for the development of a
number of techniques that have advanced the knowledge and operation of the SX circuit. Implementation
of these techniques has been found to be generally applicable to other operations, and are being
incorporated in a number of new projects.
ACKNOWLEDGMENTS
The authors would like to thank the staff and management of the Girilambone Copper Company for their
permission to publish this paper. The effort to overcome the problems was huge; and it is a credit to them
that the plant operation was restored in such a short time. The views of the authors do not necessarily
reflect those of the ComPanY.
REFERENCES
Miller, G., The Problem of Manganese and its Effects on Copper SX-EW Operations, eds W.C.
Cooper et al. Copperg|-Cobre9S 649-663, CIM Santiago, (1995).
Mattison, P.L., and Champion, W.H., Enhancement of Solvent Extraction by Clay Treatment of
Contaminated Circuit Organics, Hydrometallurgy Research Development and Plant Practice, Eds.
K. Ossco-Asarc and S. D. Miller, 617-628, Proc. AIME, 112 Annual Meeting, Atlanta, (1983).
Readett, D.J. & Miller, G.M., The Impact of Silica on Solvent Extraction: Girilambone Copper
Company, A Case Study , eds W.C. Cooper et al. Copper 95-Cobre 95, CIM, Santiago, 679-691
(1ee5).Miller, G.M., Readet, D.J. & Hutchinson, P., Entrainment Coalescing in Copper SX Circuits
eds D.C. Shallcross et al.. Proc. ISEC 96, Univ. Melbourne, Melbourne, 795-800 (1996).
Readett, D.J., Experience with Column Flotation in Electrolyte Clean-up During Process Upset
Conditions eds D.C. Shallcross et al. Proc. ISEC 96, Univ. Melbourne, Melbourne, 819-824(1996).
l .
3 .
4 .
5 .








![Tritton and Girilambone Operations€¦ · Tritton and Girilambone Operations Monthly Environmental Monitoring Report April] [2018] Environmental Protection License 11254 TRITTON](https://img.pdfslide.net/doc/110x75/5e9c9c09cc0ae15f0d0098da/tritton-and-girilambone-operations-tritton-and-girilambone-operations-monthly-environmental.jpg)



















