Embed Size (px)
Citation preview
www.wjpps.com │ Vol 10, Issue 4, 2021. │ ISO 9001:2015 Certified Journal │
418
Eknath et al. World Journal of Pharmacy and Pharmaceutical Sciences
PILOT PLANT SCALE UP TECHNIQUES FOR THE PARENTRAL
PREPARTIONS
Rahinj Dipali Eknath*, Rokade V. G. and Hingne L. D.
Aditya College of Pharmacy Beed.
ABSTRACT
Pilot scale up techniques for the parentral preparation will provide
guide line forthe manufacture of large scale process and this will play a
pivotal role in large scale manufacturing. The Pilot plant is a relative
term in the sense that pilot plants are typically smaller than full-scale
production plants, but are built in a range of sizes. Also, as pilot plants
are intended for learning, they typically are more flexible, possibly at
the expense of economy. Some pilot plants are built in laboratories
using stock lab equipment, The past two decades particular have
witnessed amazing inventions and innovations in pharmaceutical research, resulting in the
ability to produce new drugs faster than even before. The new drug applications (NDAs) and
abbreviated new drug applications (ANDA) are all-time high. The preparation of several
clinical batches in the pilot plant provides its personnel with the opportunity to perfect and
validate the process.
INTRODUCTION
What is Pilot plant
“Defined as a part of the pharmaceutical industry where a lab scale formula is transformed
into a viable product by the development of liable practical procedure for manufacture.”
R & D Production
Pilot Plant
WORLD JOURNAL OF PHARMACY AND PHARMACEUTICAL SCIENCES
SJIF Impact Factor 7.632
Volume 10, Issue 4, 418-433 Review Article ISSN 2278 – 4357
*Corresponding Author
Rahinj Dipali Eknath
Aditya College of Pharmacy
Beed.
Article Received on
23 Jan. 2021,
Revised on 13 Feb. 2021,
Accepted on 05 March 2021
DOI: 10.20959/wjpps20214-18495
www.wjpps.com │ Vol 10, Issue 4, 2021. │ ISO 9001:2015 Certified Journal │
419
Eknath et al. World Journal of Pharmacy and Pharmaceutical Sciences
Why conduct Pilot Plant Studies?
A pilot plant allows investigation of a product and process on an intermediate scale before
large amounts of money are committed to full-scale production
It is usually not possible to predict the effects of a many-fold increase in scale
It is not possible to design a large complex food processing plant from laboratory data
alone with any degree of success
Definition
Plant- “it is a place were the 5m’s like money, material, man, method & machine are brought
together for the manufacturing of products.”
Scale up– “The art for designing of prototype using the data obtained from pilot plant
model.”
Objective of scale up
“Find mistakes on small scale and make profit on large scale.”
To produce physically and chemically stable therapeutic dosage forms.
Review of the processing equipment.
Guidelines for productions and process control.
Evaluation and validation.
To identify the critical features of the process.
To provide master manufacturing formula.
Significance of pilot plant
Standardization of formulae.
Review of range of relevant processing equipments.
Optimization and control of production rate.
Information on infrastructure of equipments during the scale up batches physical
spacerequired.
Identification of critical features to maintain quality of a product.
Appropriate records and reports to support GMP.
A pilot plant can be used for
Evaluating the results of laboratory studies and making product and process corrections
and improvements.
www.wjpps.com │ Vol 10, Issue 4, 2021. │ ISO 9001:2015 Certified Journal │
420
Eknath et al. World Journal of Pharmacy and Pharmaceutical Sciences
Determining possible salable by-products or waste stream requiring treatment before
discharge.
Providing data that can be used in making a decision on whether or not to proceed to a
fullscale production process; and in the case of a positive decision, designing and
constructing a full-size plant or modifying an existing plant.
Scale up process
Scale-up is defined as the process of increasing the batch size. Scale-up of a process can
also be viewed as a procedure for applying the same process to different output volumes.
Batch size enlargement does not always translate into a size increase of the processing
volume. Inmixing applications, scale-up is indeed concerned with increasing the linear
dimensions fromthe laboratory to the plant size. On the other hand, processes exist (e.g.,
tableting) for which“scale-up” simply means enlarging the output by increasing the speed.
In moving from R&D to production scale, it is sometimes essential to have an intermediate
batch scale. This scale also makes possible the production of enough product for clinical
testing and samples for marketing. However, inserting an intermediate step between R&D
and production scales doesnot in itself guarantee a smooth transition.
Pilot plant design
A pilot plant design should support three key strategic objectives
Formulation and process development.
Clinical supply manufacture.
Technology evaluation, scale up and transfer.
Attributes playing a key role in achieving the above objectives are
cGMP Compliance.
A flexible highly trained staff.
Equipment to support multiple dosage form development.
Equipment at multiple scales based on similar operating principles to those in Production
The pilot plant design should be according to cGMP norms. The layout should be according
to the need for flexibility, restricted access, personnel flow and material flow.
www.wjpps.com │ Vol 10, Issue 4, 2021. │ ISO 9001:2015 Certified Journal │
421
Eknath et al. World Journal of Pharmacy and Pharmaceutical Sciences
The facility and equipment should be able to capture critical process information .Adequate
space required to carry out each function smoothly (eg., cleaning of pilot plant equipments) .
The final design should result in a facility that support the key strategic objectives and should
have low maintenance and operating costs.
Although the pilot plant design must simulate the manufacturing environment in which the
new product will ultimately be produced , there are many differences in operation because of
the specific objectives of the two types of facilities i.e. the pilot plant facilitates product
development activities , whereas the manufacturing plant routinely fabricates products for the
market place.
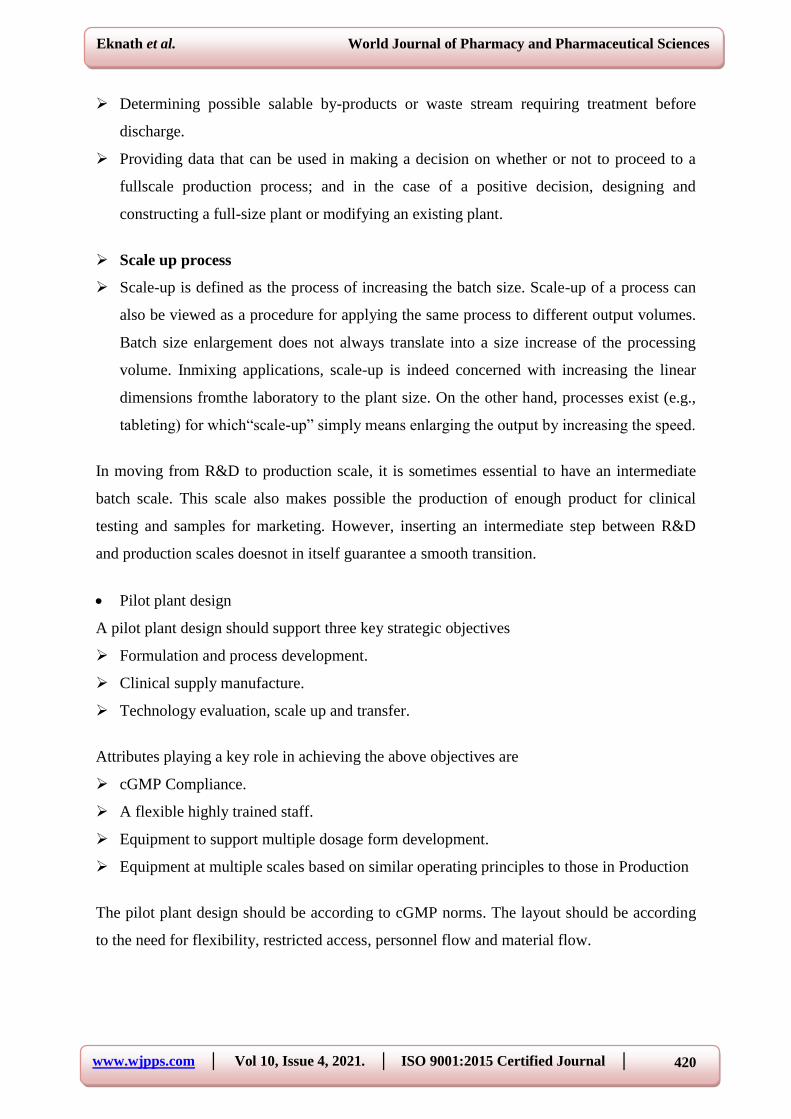
Scale up techniques
Scale up: The art for designing of prototype using the data obtained from the pilot plant
model.
www.wjpps.com │ Vol 10, Issue 4, 2021. │ ISO 9001:2015 Certified Journal │
422
Eknath et al. World Journal of Pharmacy and Pharmaceutical Sciences
General considerations
1. Reporting responsibilities
R & D group with The formulator who
separate staffing developed the product can take into
the production and can provide
Support even after transition into
Production has been completed
2. Personnel requirements
Personnel should have– Scientists with experience in pilot plant operations as well as in
actual production area are the most preferable
As they have to understand the intent of the formulator as well as understand the perspective
of the production personnel.
The group should have some personnel with engineering knowledge as well as scale up also
involves engineering principles
Personal requirement
www.wjpps.com │ Vol 10, Issue 4, 2021. │ ISO 9001:2015 Certified Journal │
423
Eknath et al. World Journal of Pharmacy and Pharmaceutical Sciences
3. Space requirements
Administration and information process:
Adequate office and desk space should be provided for both scientist and technicians.
The space should be adjacent to the working area.
1. Administration & information process
Adequate office and desk splace should be provided for both scientists and technicians
The space should be adjacent to the working area.
Computers
2. Physical testing area
This area should provide permanent bench top space for routinely used physical- testing
equipment.
www.wjpps.com │ Vol 10, Issue 4, 2021. │ ISO 9001:2015 Certified Journal │
424
Eknath et al. World Journal of Pharmacy and Pharmaceutical Sciences
3. Standard pilot-plant equipment floor space
Discreet pilot plant scale, where equipment needed for manufacturing
All types of dosage form is located
Equipment used should be made portable where ever possibleSo that after use it can be
stored in small store room
Space for the cleaning of the equipment should be also provided
4. Storage area
It should have two areas divided as approved and unapproved area for active ingredient as
well as excipient.
Different areas should provided for the storage of the in-process materials, finished bulk
products from the pilot-plant & materials from the experimental scale-up batches made in
the production.
Storage area for the packing material should also be provided.
5. Review of the formula
A thorough review of the each aspect of formulation is important.The purpose of each
ingredient and it’s contribution to the final product manufactured on the small-scale
laboratory equipment should be understood.
Then the effect of scale-up using equipment that may subject the product to stresses of
different types and degrees can more readily be predicted, or recognized.
www.wjpps.com │ Vol 10, Issue 4, 2021. │ ISO 9001:2015 Certified Journal │
425
Eknath et al. World Journal of Pharmacy and Pharmaceutical Sciences
6. Raw materials
One purpose/responsibility of the pilot-plant is the approval & validation of the active
ingredient & excipients raw materials.
Raw materials used in the small scale production cannot necessarily be the representative
for the large scale production
7. Equipment
The most economical and the simplest & efficient equipment which are capable of producing
product within the proposed specifications are used.
The size of the equipment should be such that the experimental trials run should be
relevant to the production sized batches.
If the equipment is too small the process developed will not scale up, Whereas if
equipment is too big then the wastage of the expensive active ingredients.
8. Production rates
The immediate as well as the future market trends/requirements are considered while
determining the production rates.
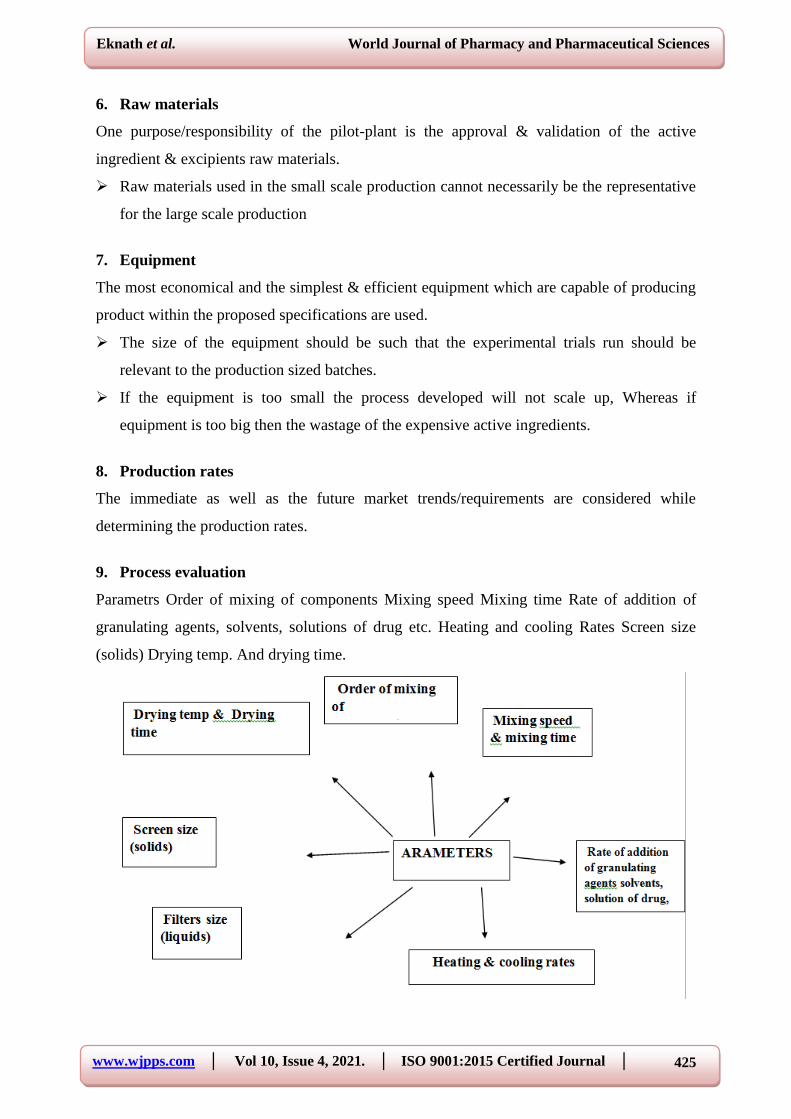
9. Process evaluation
Parametrs Order of mixing of components Mixing speed Mixing time Rate of addition of
granulating agents, solvents, solutions of drug etc. Heating and cooling Rates Screen size
(solids) Drying temp. And drying time.
www.wjpps.com │ Vol 10, Issue 4, 2021. │ ISO 9001:2015 Certified Journal │
426
Eknath et al. World Journal of Pharmacy and Pharmaceutical Sciences
Why to carry out process evaluation?
The knowledge of the effects of various process parameters as few mentioned above fform
the basis for process optimization
9. Master manufacturing procedures
The three important aspects
1. Weight sheet
2. Processing directions
3. Manufacturing procedure
Master manufacturing procedures
The weight sheet should clearly identify the chemicals required In a batch.
To prevent confusion the names and identifying nos. for the ingredients should be used on
batch records.
The process directions should be precise and explicit.
A manufacturing procedure should be written by the actual operator.
Various specifications like addition rates, mixing time, mixing speed, heating, and
cooling rates, temperature, storing of the finished product samples should be mentioned in
the batch record directions
10. Product Stability and Uniformity
The primary objective of the pilot plant is the physical as well as chemical stability of the
products. Hence each pilot batch representing the final formulation and manufacturing
procedure should be studied for stability. Stability studies should be carried out in finished
packages as well as raw materials.
GMP Consideration
Equipment qualification
Process validation
Regularly process review & revalidation
Relevant written standard operating procedures
The use of competent technically qualified personnel
A well-defined technology transfer system .
Validated cleaning procedures.
www.wjpps.com │ Vol 10, Issue 4, 2021. │ ISO 9001:2015 Certified Journal │
427
Eknath et al. World Journal of Pharmacy and Pharmaceutical Sciences
An orderly arrangement of equipment so as ease material flow.
& prevent cross contamination.
Transfer of analytical methods to quality assurance: Analytical methods developed in
research must be transferred to QA department. Transfer process includes –-
1. Review the process to make sure that proper analytical instrument is available.
2. Personnel should be trained to perform the test.
3. Reliability of the test should be checked.
4. At last assay procedure should be reviewed before transfer.
Advantages
Members of the production and quality control divisions can readily observe scale up
runs.
Supplies of excipients & drugs, cleared by the quality control division, can be drawn from
the more spacious areas provided to the production division.
Access to engineering department personnel is provided for equipment installation,
maintenance and repair.
Disadvantages
The frequency of direct interaction of the formulator with the production personnel in the
manufacturing area will be reduced.
Anyproblemin manufacturing will be directed towards it’sown pilot-plant personnel's.
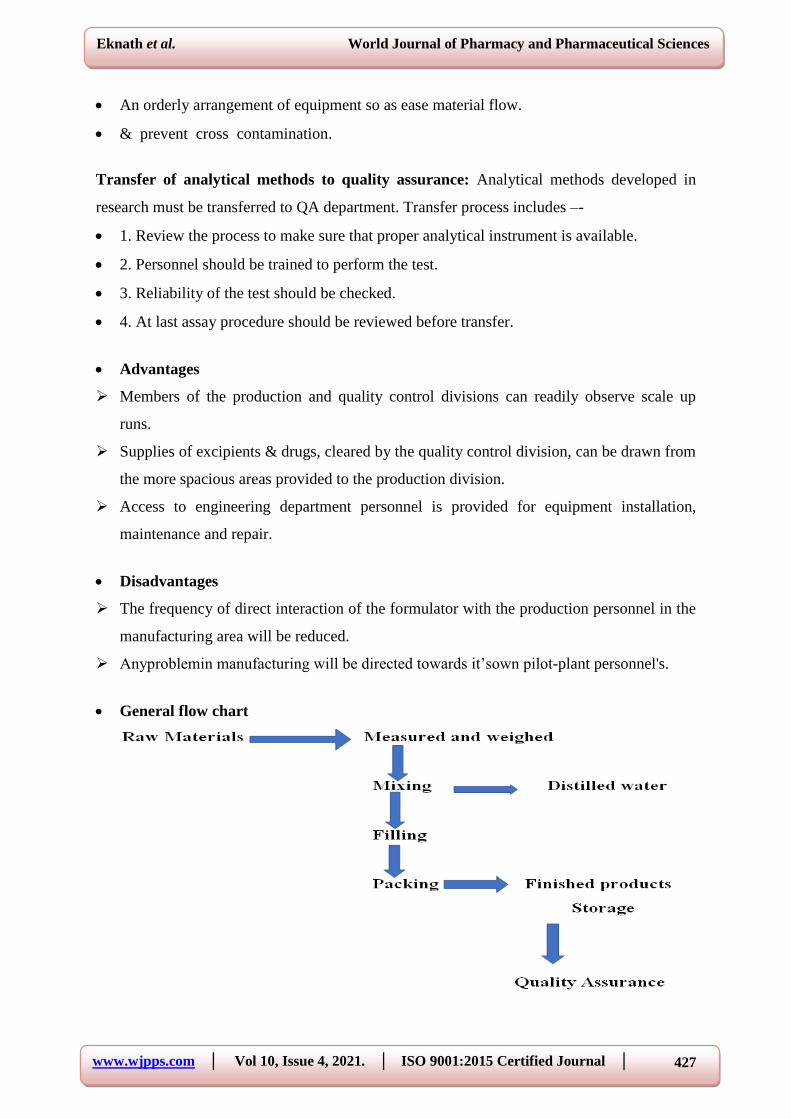
General flow chart
www.wjpps.com │ Vol 10, Issue 4, 2021. │ ISO 9001:2015 Certified Journal │
428
Eknath et al. World Journal of Pharmacy and Pharmaceutical Sciences
General stability consideration for general guidance on conducting stability studies, see
the FDA Guideline for Submitting Documentation for the Stability of Human Drugs and
Biologics.
A commitment should be included to conduct long-term stability studies through the
expiration dating period, according to the approved protocol.
Production batches, and to report the results in subsequent annual reports.
Scale-up for parenterals
Injectables
The majority of the parenteral solutions are solutions requiring a variety of tankage,
piping and ancillary equipment for liquid mixing, filteration, transfer and related
activities.
The vessels can be equipped with external jackets for heating and/or cooling and various
types of agitators, depending upon the mixing requirements of the individual formulation.
Working area of a parenteral pilot plant
Incoming goods are stored in special areas for Quarantine, Released and Rejected status.
A cold room is available for storage of temperature-sensitive products. Entrance into the
warehouse and production areas is restricted to authorized personnel.
www.wjpps.com │ Vol 10, Issue 4, 2021. │ ISO 9001:2015 Certified Journal │
429
Eknath et al. World Journal of Pharmacy and Pharmaceutical Sciences
Sampling and weighing of the raw material is performed in a dedicated sampling area and
a central weighing suite, respectively.
The route for final products is separated from the incoming goods; storage of final
products is done in designated areas in the warehouse while they are awaiting shipment.
Several clothing and cleaning procedures in the controlled transport zone and production
area ensure full quality compliance
In addition, a technical area is located in between the production zone and the area for
formulation development.
Here, the water for injection equipment is located, as well as the technical installation of
the lyophilizer.
Facility design: To provide the control of microbial, pyrogen and particlecontrols over
the production environment are essential.
Warehousing: All samples should be aseptically taken, which mandates unidirectional
airflow and full operator gowning These measures reduce the potential for contamination
ingress into materials that are yet to receive any processing at any site.
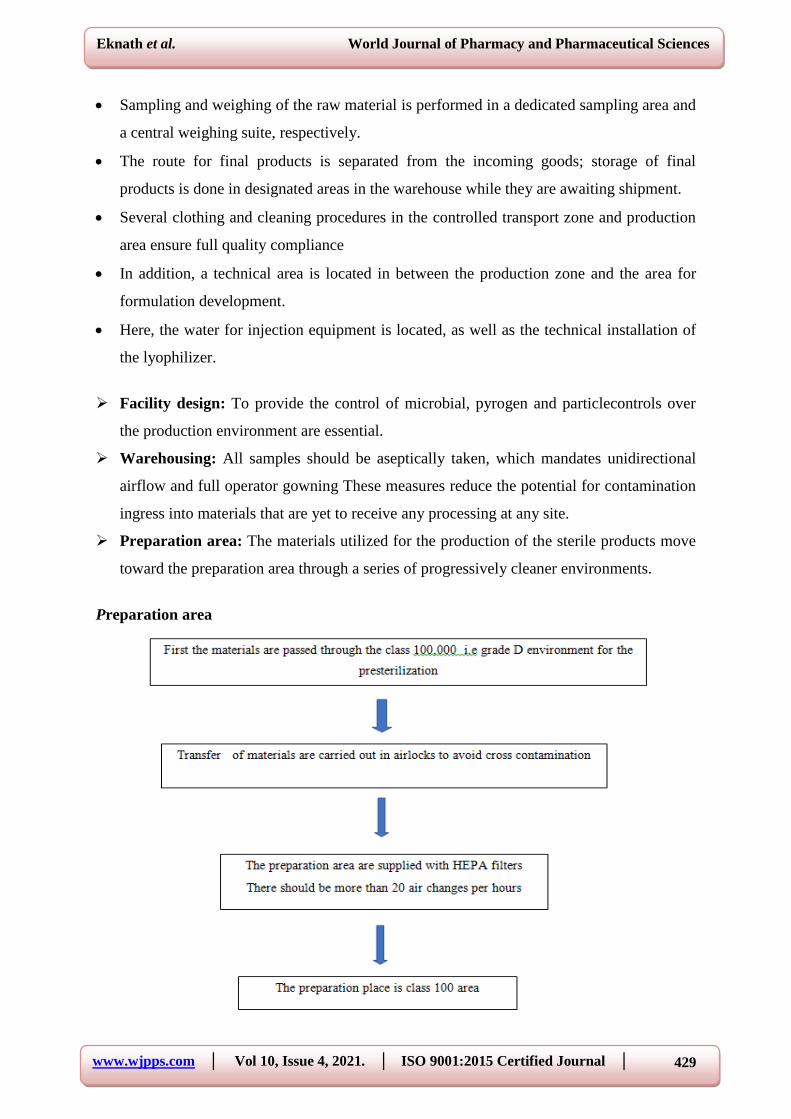
Preparation area: The materials utilized for the production of the sterile products move
toward the preparation area through a series of progressively cleaner environments.
Preparation area
www.wjpps.com │ Vol 10, Issue 4, 2021. │ ISO 9001:2015 Certified Journal │
430
Eknath et al. World Journal of Pharmacy and Pharmaceutical Sciences
Compounding area
The manufacture of parenterals is carried out in class 10,000 (Grade C) controlled
environments in which class 100 unidirectional flow hoods are utilized to provide greater
environmental control during material addition.These areas are designed to minimize the
microbial, pyrogen, and particulate contamination to the formulation prior to sterilization.
Aseptic filling rooms
The filling of the formulations is performed in a Class 100 environment.
Capping and Crimp sealing areas: The air supply in the capping line should be of Class
100.
Corridors: They serve to interconnect the various rooms. Fill rooms, air locks and
gowning rooms are assessed from the corridor.
Aseptic storage rooms.
Air-locks and pass-throughs
Air locks serve as a transition points between one environment and another.
They are fitted with the UltraViolet lights, spray systems, or other devices that may be
effectively utilized for decontamination of materials.
Formulation aspects
Solvent
The most widely used solvent used for parenteral production is water for injection.
WFI is prepared by by distillation or reverse osmosis. Sterile water for injection is used as a
vehicle for reconstitution of sterile solid products before administration and is terminally
sterilized by autoclaving
Solubilizers
They are used to enhance and maintain the aqueous solubility of poorly watersoluble drugs.
Solubilizing agents used in sterile products include:
1. Co-solvents: glycerine, ethanol, sorbitol, etc.
2. Surface active agents: polysorbate 80, polysorbate 20, lecithin.
3. Complexing agents: cyclodextrins etc.
www.wjpps.com │ Vol 10, Issue 4, 2021. │ ISO 9001:2015 Certified Journal │
431
Eknath et al. World Journal of Pharmacy and Pharmaceutical Sciences
They act by reducing the dielectric constant properties of the solvent system, There by
reducing the electrical, conductance capabilities of the solvent and thus increase the
solubility.
Antimicrobial preservative agents
Buffers
They are used to maintain the pH level of a solution in the range that provides either
maximum stability of the drug against hydrolytic degradation or maximum or optimal
solubility of the drug in solution.
Antioxidants
Antioxidants function by reacting prefentially with molecular oxygen and minimizing or
terminating the free the free radical auto-oxidation reaction. Examples phenol (0.065-0.5%),
m-cresol (0.16-0.3%) etc.
CONCLUSION
From the above finding it was concluded that the Pilot scale up techniques is one of
theimportant tool for the optimization of large scale production.
The parameters will play a important, role the development of pilot scale up techniques to
large scale production soliddosage form.
In order to scale up and transfer a process successfully from laboratory scale to pilot scale
and multiple commercial manufacturing scales, a thorough understanding of the integration
of scale factors, facility design, equipment design and process performance is necessary.
REFERENCES
1. Leon Lachman, Herbert A Lieberman, Joseph L Kanig: The Theory and Practice of
Industrial Pharmacy. Section IV: Chapter 23: Pilot Plant Scale-Up Techniques:
3rdedition, published by: Varghese Publishing house, 2009; 7(8): 681-710.
2. James Swarbrick, James C BBoylan Encyclopedia of Pharmaceutical Technolog
PilotPlant Design, Volume 12 New York, 2001; 7(8): 171-186.
3. Johnner P. Sitompul, Hyung Woo Lee1, Yook Chan Kim & Matthew W. Chang A:
Scaling-up Synthesis from Laboratory Scale to Pilot Scale and to near Commercial Scale
for Paste-Glue Production J. of Eng. and Tech. Sci, 2013; 45(1): 9-24.
www.wjpps.com │ Vol 10, Issue 4, 2021. │ ISO 9001:2015 Certified Journal │
432
Eknath et al. World Journal of Pharmacy and Pharmaceutical Sciences
4. Joseph W. Zawistowski, A.I.A. and Joseph D. Rago, P.E. Pilot Plant Scale-Up Facilities:
Establishing the Basis for a Design, 24 J. of pharm. eng.july/august, 1994; 24-32.
5. The Theory and Practice of Industrial Pharmacy: Leon Lachman, Herbert A Lieberman,
Joseph L Kanig : Section IV : Chapter 23 : Pilot Plant Scale-Up Techniques: Page No.
681 –710.
6. Encylopedia of Pharmaceutical Technology: James Swarbrick, James C Boylan : Volume
12 Pilot Plant Design : Page No. 171 – 186.
7. Drugs and The Pharmaceutical Sciences: Pharmaceutical Process Scale-Up : (5) Marcel
Dekker series : Michael Levin : Volume 118 Parenteral Drug Scale-Up: Page No.43– 56.
8. lsevier, Identifying fluid-bed parameters affecting product variability, Anil Menon
,NarinderDhodi, William Mandella, SibuChakrabarti, International Journal of
Pharmaceutics, 140 (2,30): 92-102.
9. KamyaChaudhary, A.C.Rana, RajniBala, Nimrata Seth, review: scale up process of tablet
production: a prospective discussion, Int. J. of Pharm. and Bio. Sci, 2012; 2(3): 223-239.
10. Lippincott Williams and Wilkins, Remington, “the science and practice of pharmacy”,
2008; 21: 900-901.
11. Mike, Techceuticals, solution for pharma and nutra manufacturers since, 1989; 9: 2009.
12. Faurea P, York RC, Process Control and Scale Up of Pharmaceutical Wet Granulation
Process: a review, European Journal of Pharmaceutics and Biopharmaceutics, 2001; 52:
269-277.
13. S.Henrick, The Possibilities and Challenges of Spray Drying, Advancing Process
Solution Pharmaceutical Technology, Europe, Reprinted May, 2010.
14. Vyas SP, Khar RK. Controlled Drug Delivery: Concepts and Advances. Ist ed.
vallabhprakashan, 2002; 156-189.
15. Shargel L, Yu ABC. Modified release drug products. In: Applied Biopharmaceutics and
Pharmacokinetics, 1999; 4: 169-171.
16. Ratner BD, Kwok C. Characterization of delivery systems, surface analysis and
controlled release systems. In: Encyclopaedia of Controlled Drug Delivery, Vol-I.
Published by John Wiley & sons, 1999; 349-362.
17. Nandita GD, Sudip KD. Controlled-release of oral dosage forms, Formulation, Fill and
Finish, 2003; 10-16.
18. Malamataris S, Karidas T, Goidas P. Effect of particle size and sorbed moisture on the
compression behaviour of some hydroxypropyl methylcellulose (HPMC) polymers, Int J
Pharm, 1994; 103: 205-215.
www.wjpps.com │ Vol 10, Issue 4, 2021. │ ISO 9001:2015 Certified Journal │
433
Eknath et al. World Journal of Pharmacy and Pharmaceutical Sciences
19. [ohel MC, Parikh RK, Padshala MN, Jena GD. Formulation and optimization of directly
compressible isoniazid modified release matrix tablet, Int J Pharm Sci, 2007; 640-644.
20. Levina M, Palmer F, Rajabi-Siahboomi A. Investigation of directly compressible
metformineHCl 500 mg extended release formulation based on hypromellose, Controlled
Release Society Annual Meeting, 2005; 1-3.
21. Jonathan, Bouffard, “Drug Development and Industrial Pharmacy, Influence of Process
Variable and Physicochemical Properties on the Granulation Mechanism of Mannitol in a
Fluid Bed Top Spray Granulator”, 2005; 31(9): 923-933.
22. Schaefer. T. and Worts. O., “Control of Fluid Bed Granulation-
5,“Arch.Pharm.Chem.Sci.Ed.,Scaling Up Manufacturing Processes: A Technology
Primer : Supplement To Pharmaceutical Technology, 2005; 6, 1978: 78-81.





























