Embed Size (px)
Citation preview
W E L D I N G C O N S U M A B L E S C A T A L O G ı 33
STICK (SMAW) ELECTRODE
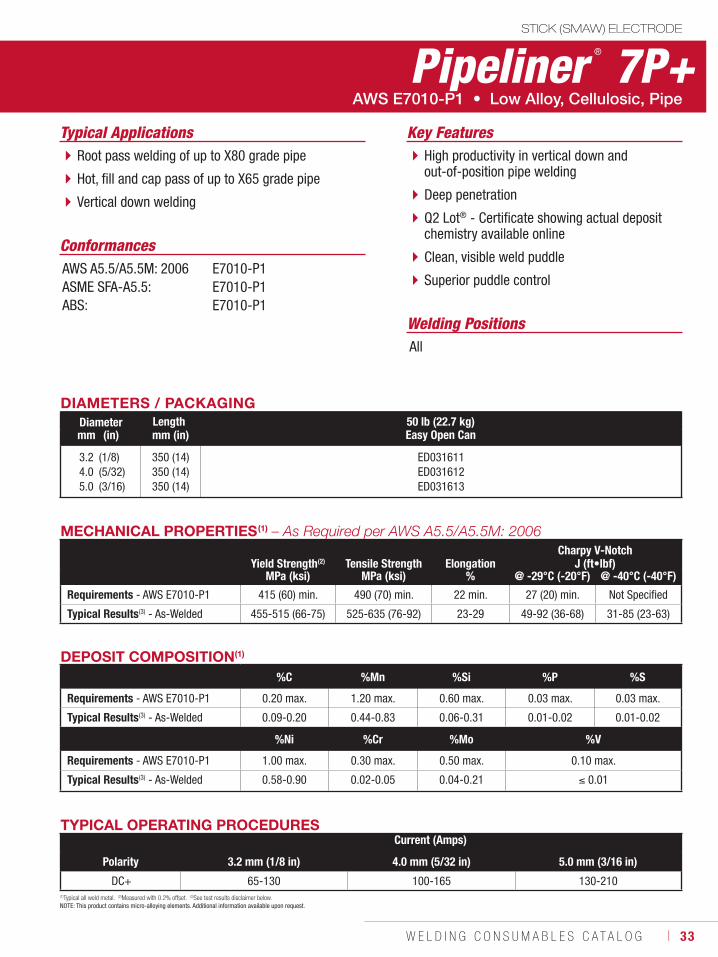
Pipeliner ® 7P+
Welding Positions
Typical Applications
All
Root pass welding of up to X80 grade pipe
Hot, fill and cap pass of up to X65 grade pipe
Vertical down welding
High productivity in vertical down and out-of-position pipe welding
Deep penetration
Q2 Lot® - Certificate showing actual deposit chemistry available online
Clean, visible weld puddle
Superior puddle control
Conformances
AWS E7010-P1 • Low Alloy, Cellulosic, Pipe
Key Features
AWS A5.5/A5.5M: 2006ASME SFA-A5.5:ABS:
E7010-P1E7010-P1E7010-P1
DIAMETERS / PACKAGINGDiameter Length 50 lb (22.7 kg)
Easy Open Canmm (in) mm (in)
3.24.05.0
(1/8)(5/32)(3/16)
350 (14)350 (14)350 (14)
ED031611ED031612ED031613
TYPICAL OPERATING PROCEDURESCurrent (Amps)
Polarity 3.2 mm (1/8 in) 4.0 mm (5/32 in) 5.0 mm (3/16 in)
DC+ 65-130 100-165 130-210
MECHANICAL PROPERTIES(1) – As Required per AWS A5.5/A5.5M: 2006
Yield Strength(2) Tensile Strength ElongationCharpy V-Notch
J (ft•lbf)MPa (ksi) MPa (ksi) % @ -29°C (-20°F) @ -40°C (-40°F)
Requirements - AWS E7010-P1 415 (60) min. 490 (70) min. 22 min. 27 (20) min. Not Specified
Typical Results(3) - As-Welded 455-515 (66-75) 525-635 (76-92) 23-29 49-92 (36-68) 31-85 (23-63)
DEPOSIT COMPOSITION(1)
%C %Mn %Si %P %S
Requirements - AWS E7010-P1 0.20 max. 1.20 max. 0.60 max. 0.03 max. 0.03 max.
Typical Results(3) - As-Welded 0.09-0.20 0.44-0.83 0.06-0.31 0.01-0.02 0.01-0.02
%Ni %Cr %Mo %V
Requirements - AWS E7010-P1 1.00 max. 0.30 max. 0.50 max. 0.10 max.
Typical Results(3) - As-Welded 0.58-0.90 0.02-0.05 0.04-0.21 0.01
(1)Typical all weld metal. (2)Measured with 0.2% offset. (3)See test results disclaimer below.NOTE: This product contains micro-alloying elements. Additional information available upon request.

36 ı T H E L I N C O L N E L E C T R I C C O M P A N Y
STICK (SMAW) ELECTRODE
Pipeliner ® 8P+
Welding Positions
Typical Applications
All
Root pass welding of up to X80 grade pipe
Hot, fill and cap pass of up to X70 grade pipe
High productivity in vertical down and out-of-position pipe welding
Deep penetration
Q2 Lot® - Certificate showing actual deposit chemistry available online
Clean, visible weld puddle
Superior puddle control
Conformances
Low Alloy, Cellulosic, Pipe • AWS E8010-P1
Key Features
AWS A5.5/A5.5M: 2006ASME SFA-A5.5:ABS:CSA/CWB W48-06:
E8010-P1, E8010-GE8010-P1, E8010-GE8010-P1E5510-P1
DIAMETERS / PACKAGINGDiameter Length 50 lb (22.7 kg)
Easy Open Canmm (in) in (mm)
3.24.05.0
(1/8)(5/32)(3/16)
14 (350)14 (350)14 (350)
ED030826ED030827ED030828
TYPICAL OPERATING PROCEDURESCurrent (Amps)
Polarity 3.2 mm (1/8 in) 4.0 mm (5/32 in) 5.0 mm (3/16 in)
DC+ 65-120 100-165 130-210
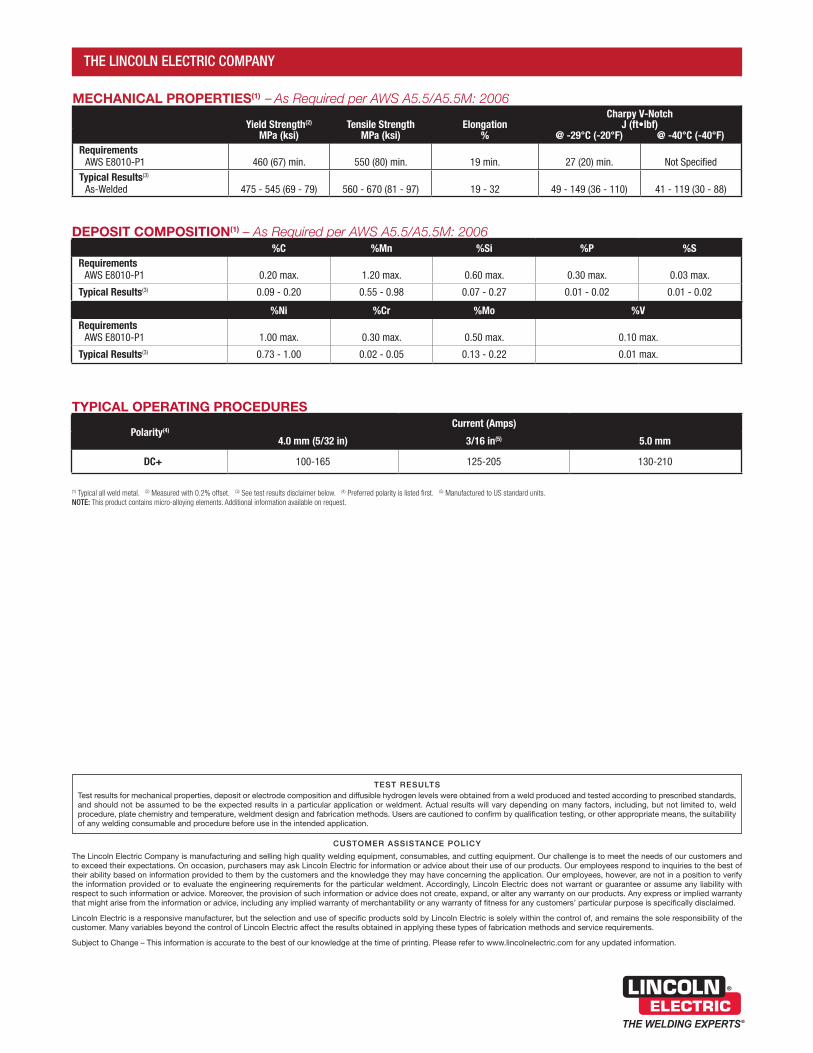
MECHANICAL PROPERTIES(1) – As Required per AWS A5.5/A5.5M: 2006
Yield Strength(2) Tensile Strength ElongationCharpy V-Notch
J (ft•lbf)MPa (ksi) MPa (ksi) % @ -29°C (-20°F) @ -40°C (-40°F)
Requirements - AWS E8010-P1 460 (67) min. 550 (80) min. 19 min. 27 (20) min. Not Specified
Typical Results(3) - As-Welded 475-545 (69-79) 560-670 (81-97) 19-32 49-149 (36-110) 41-119 (30-88)
DEPOSIT COMPOSITION(1) – As Required per AWS A5.5/A5.5M: 2006%C %Mn %Si %P %S
Requirements - AWS E8010-P1 0.20 max. 1.20 max. 0.60 max. 0.03 max. 0.03 max.
Typical Results(3) 0.09-0.20 0.55-0.98 0.07-0.27 0.01-0.02 0.01-0.02
%Ni %Cr %Mo %V
Requirements - AWS E8010-P1 1.00 max. 0.30 max. 0.50 max. 0.10 max.
Typical Results(3) 0.73-1.00 0.02-0.05 0.13-0.22 0.01 max.
(1)Typical all weld metal. (2)Measured with 0.2% offset. (3)See test results disclaimer below. NOTE: This product contains micro-alloying elements. Additional information available on request.

APPLICATIONS KEY FEATURES
WELDING POSITIONS
CONFORMANCES
THE LINCOLN ELECTRIC COMPANY STICK (SMAW) ELECTRODE
Pipeliner® Arc 80 is a low alloy stick electrode design for root pass welding up to X80 grade pipe; fill and cap pass welding for X70 grade pipe. What makes Pipeliner Arc 80 unique is that it has excellent impact properties without the intentional addition of boron. For pipelines that are looking for a superior product without boron that will allow high productivity and superior puddle control, with actual composition and mechanical properties on every lot, Pipeliner® Arc 80 is the electrode of choice.
Pipeliner ® Arc 80
�� High productivity in vertical down and out‐of‐position pipe welding
�� Deep penetration
�� Q2 Lot® Control and Tested – Certificate showing actual deposit chemistry per lot available online.
�� Clean, visible weld puddle
�� Superior puddle control
�� Root pass welding of up to X80 grade pipe
�� Hot, fill and cap pass welding on up to X70 grade pipe
AWS A5.5/A5.5M: 2006
ASME SFA‐A5.5:
CSA/CWB W48-06:
E8010‐P1, E8010‐G
E8010‐P1, E8010‐G
E5510-P1, E5510-G
DIAMETERS / PACKAGING
Diameter
Length 50 lb. (22.7 kg)Easy Open Canin (mm)
4.0 mm (5/32 in)3/16 in(1)
5.0 mm
14 (350)14 (350)14 (350)
ED034456ED034458ED034457
AWS E8010‐P1
All
THE LINCOLN ELECTRIC COMPANY22801 St. Clair Avenue • Cleveland, OH • 44117-1199 • U.S.A.
Phone: +1.216.481.8100 • www.lincolnelectric.comPublication C1.100.24 | Issue Date 06/13 © Lincoln Global, Inc. All Rights Reserved.
(1) Manufactured to US standard units.
THE LINCOLN ELECTRIC COMPANY
CUSTOMER ASSISTANCE POLICY
The Lincoln Electric Company is manufacturing and selling high quality welding equipment, consumables, and cutting equipment. Our challenge is to meet the needs of our customers and to exceed their expectations. On occasion, purchasers may ask Lincoln Electric for information or advice about their use of our products. Our employees respond to inquiries to the best of their ability based on information provided to them by the customers and the knowledge they may have concerning the application. Our employees, however, are not in a position to verify the information provided or to evaluate the engineering requirements for the particular weldment. Accordingly, Lincoln Electric does not warrant or guarantee or assume any liability with respect to such information or advice. Moreover, the provision of such information or advice does not create, expand, or alter any warranty on our products. Any express or implied warranty that might arise from the information or advice, including any implied warranty of merchantability or any warranty of fitness for any customers’ particular purpose is specifically disclaimed.
Lincoln Electric is a responsive manufacturer, but the selection and use of specific products sold by Lincoln Electric is solely within the control of, and remains the sole responsibility of the customer. Many variables beyond the control of Lincoln Electric affect the results obtained in applying these types of fabrication methods and service requirements.
Subject to Change – This information is accurate to the best of our knowledge at the time of printing. Please refer to www.lincolnelectric.com for any updated information.
MECHANICAL PROPERTIES(1) – As Required per AWS A5.5/A5.5M: 2006
Yield Strength(2) Tensile Strength ElongationCharpy V-Notch
J (ft•lbf)MPa (ksi) MPa (ksi) % @ ‐29°C (‐20°F) @ -40°C (-40°F)
RequirementsAWS E8010‐P1 460 (67) min. 550 (80) min. 19 min. 27 (20) min. Not Specified
Typical Results(3)
As-Welded 475 ‐ 545 (69 ‐ 79) 560 ‐ 670 (81 ‐ 97) 19 ‐ 32 49 ‐ 149 (36 ‐ 110) 41 ‐ 119 (30 ‐ 88)
(1) Typical all weld metal. (2) Measured with 0.2% offset. (3) See test results disclaimer below. (4) Preferred polarity is listed first. (5) Manufactured to US standard units.NOTE: This product contains micro‐alloying elements. Additional information available on request.
TEST RESULTSTest results for mechanical properties, deposit or electrode composition and diffusible hydrogen levels were obtained from a weld produced and tested according to prescribed standards, and should not be assumed to be the expected results in a particular application or weldment. Actual results will vary depending on many factors, including, but not limited to, weld procedure, plate chemistry and temperature, weldment design and fabrication methods. Users are cautioned to confirm by qualification testing, or other appropriate means, the suitability of any welding consumable and procedure before use in the intended application.
DEPOSIT COMPOSITION(1) – As Required per AWS A5.5/A5.5M: 2006%C %Mn %Si %P %S
RequirementsAWS E8010‐P1
0.20 max.
1.20 max.
0.60 max.
0.30 max.
0.03 max.
Typical Results(3) 0.09 - 0.20 0.55 - 0.98 0.07 - 0.27 0.01 - 0.02 0.01 - 0.02
%Ni %Cr %Mo %VRequirements
AWS E8010‐P1 1.00 max. 0.30 max. 0.50 max. 0.10 max.
Typical Results(3) 0.73 - 1.00 0.02 - 0.05 0.13 - 0.22 0.01 max.
TYPICAL OPERATING PROCEDURES
Polarity(4)Current (Amps)
4.0 mm (5/32 in) 3/16 in(5) 5.0 mm
DC+ 100-165 125-205 130-210
W E L D I N G C O N S U M A B L E S C A T A L O G ı 35
STICK (SMAW) ELECTRODE
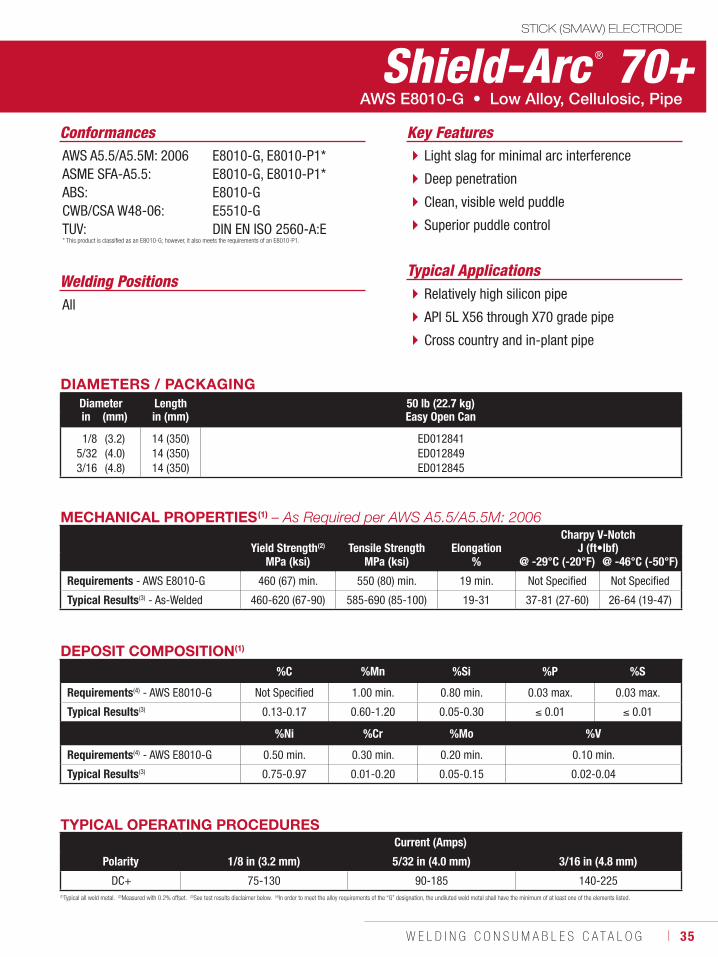
Shield-Arc ® 70+
Welding PositionsTypical Applications
AllRelatively high silicon pipe
API 5L X56 through X70 grade pipe
Cross country and in-plant pipe
Light slag for minimal arc interference
Deep penetration
Clean, visible weld puddle
Superior puddle control
Conformances
AWS E8010-G • Low Alloy, Cellulosic, Pipe
Key FeaturesAWS A5.5/A5.5M: 2006ASME SFA-A5.5:ABS:CWB/CSA W48-06:TUV:
E8010-G, E8010-P1*E8010-G, E8010-P1*E8010-GE5510-GDIN EN ISO 2560-A:E
DIAMETERS / PACKAGINGDiameter Length 50 lb (22.7 kg)
Easy Open Canin (mm) in (mm)
1/85/323/16
(3.2)(4.0)(4.8)
14 (350)14 (350)14 (350)
ED012841ED012849ED012845
* This product is classified as an E8010-G; however, it also meets the requirements of an E8010-P1.
TYPICAL OPERATING PROCEDURESCurrent (Amps)
Polarity 1/8 in (3.2 mm) 5/32 in (4.0 mm) 3/16 in (4.8 mm)
DC+ 75-130 90-185 140-225
MECHANICAL PROPERTIES(1) – As Required per AWS A5.5/A5.5M: 2006
Yield Strength(2) Tensile Strength ElongationCharpy V-Notch
J (ft•lbf)MPa (ksi) MPa (ksi) % @ -29°C (-20°F) @ -46°C (-50°F)
Requirements - AWS E8010-G 460 (67) min. 550 (80) min. 19 min. Not Specified Not Specified
Typical Results(3) - As-Welded 460-620 (67-90) 585-690 (85-100) 19-31 37-81 (27-60) 26-64 (19-47)
DEPOSIT COMPOSITION(1)
%C %Mn %Si %P %S
Requirements(4) - AWS E8010-G Not Specified 1.00 min. 0.80 min. 0.03 max. 0.03 max.
Typical Results(3) 0.13-0.17 0.60-1.20 0.05-0.30 0.01 0.01
%Ni %Cr %Mo %V
Requirements(4) - AWS E8010-G 0.50 min. 0.30 min. 0.20 min. 0.10 min.
Typical Results(3) 0.75-0.97 0.01-0.20 0.05-0.15 0.02-0.04
(1)Typical all weld metal. (2)Measured with 0.2% offset. (3)See test results disclaimer below. (4)In order to meet the alloy requirements of the “G” designation, the undiluted weld metal shall have the minimum of at least one of the elements listed.

W E L D I N G C O N S U M A B L E S C A T A L O G ı 37
STICK (SMAW) ELECTRODE
Shield-Arc ® 90
Welding Positions
Typical Applications
All
Hot pass welding of up to X80 grade pipe, when followed by low hydrogen fill and cap
API 5L X70 through X80 grade pipe
Cross country pipe
Light slag for minimal arc interference
Deep penetration
Clean, visible weld puddle
Superior puddle control
Conformances
AWS E9010-G • Low Alloy, Cellulosic, Pipe
Key FeaturesAWS A5.5/A5.5M: 2006ASME SFA-A5.5:
E9010-GE9010-G
DIAMETERS / PACKAGINGDiameter Length 50 lb (22.7 kg)
Easy Open Canmm (in) in (mm)
3.24.05.0
(1/8)(5/32)(3/16)
14 (350)14 (350)14 (350)
EDS01693EDS01694EDS01695
TYPICAL OPERATING PROCEDURESCurrent (Amps)
Polarity 3.2 mm (1/8 in) 4.0 mm (5/32 in) 4.8 mm (3/16 in)
DC+ 75-130 80-185 140-225
MECHANICAL PROPERTIES(1) – As Required per AWS A5.5/A5.5M: 2006
Yield Strength(2) Tensile Strength ElongationCharpy V-Notch
J (ft•lbf)MPa (ksi) MPa (ksi) % @ -29°C (-20°F) @ -46°C (-50°F)
Requirements - AWS E9010-G 530 (77) min. 620 (90) min. 17 min. Not Specified Not Specified
Typical Results(3) - As-Welded 530-605 (77-88) 620-690 (90-100) 17-29 45-94 (33-69) 28-62 (21-46)
DEPOSIT COMPOSITION(1) – As Required per AWS A5.5/A5.5M: 2006%C %Mn %Si %P %S
Requirements(4) - AWS E9010-G Not Specified 1.00 min. 0.80 min. 0.03 max. 0.03 max.
Typical Results(3) 0.13-0.18 0.55-0.79 0.08-0.22 0.01-0.02 0.01
%Ni %Cr %Mo %V
Requirements - AWS E9010-G 0.50 min. 0.30 min. 0.20 min. 0.10 min.
Typical Results(3) 0.66-0.77 0.01-0.06 0.43-0.70 0.01
(1)Typical all weld metal. (2)Measured with 0.2% offset. (3)See test results disclaimer below. (4)In order to meet the alloy requirements of the “G” designation, the undiluted weld metal shall have the minimum of at least one of the elements listed.
32 ı T H E L I N C O L N E L E C T R I C C O M P A N Y
STICK (SMAW) ELECTRODE
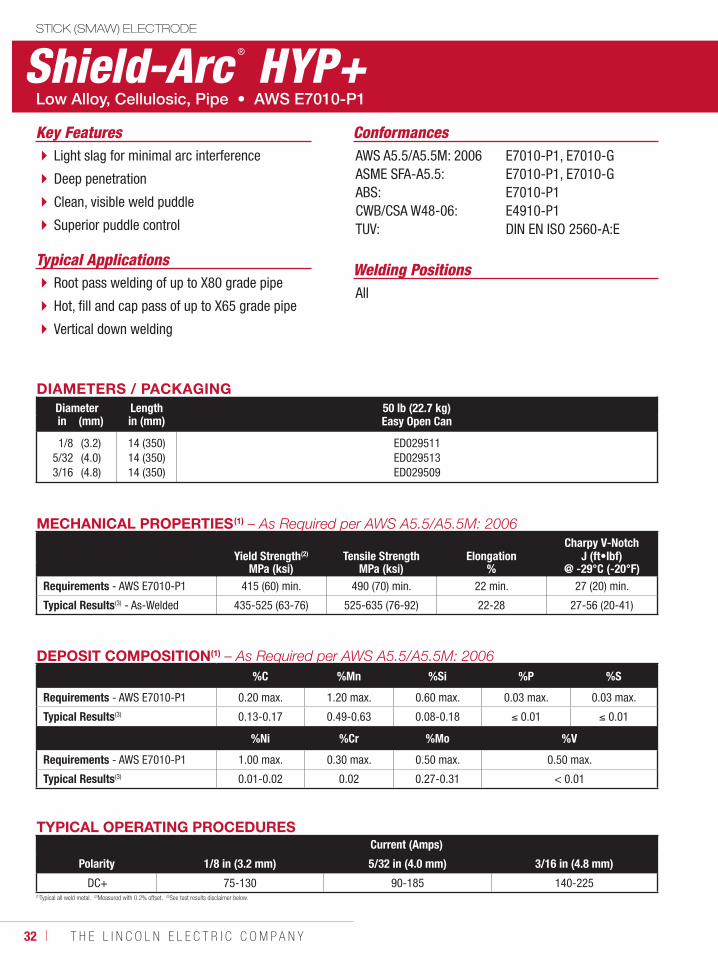
Shield-Arc ® HYP+
Welding PositionsTypical Applications
AllRoot pass welding of up to X80 grade pipe
Hot, fill and cap pass of up to X65 grade pipe
Vertical down welding
Light slag for minimal arc interference
Deep penetration
Clean, visible weld puddle
Superior puddle control
Conformances
Low Alloy, Cellulosic, Pipe • AWS E7010-P1
Key FeaturesAWS A5.5/A5.5M: 2006ASME SFA-A5.5:ABS:CWB/CSA W48-06:TUV:
E7010-P1, E7010-GE7010-P1, E7010-GE7010-P1E4910-P1DIN EN ISO 2560-A:E
DIAMETERS / PACKAGINGDiameter Length 50 lb (22.7 kg)
Easy Open Canin (mm) in (mm)
1/85/323/16
(3.2)(4.0)(4.8)
14 (350)14 (350)14 (350)
ED029511ED029513ED029509
TYPICAL OPERATING PROCEDURESCurrent (Amps)
Polarity 1/8 in (3.2 mm) 5/32 in (4.0 mm) 3/16 in (4.8 mm)
DC+ 75-130 90-185 140-225
MECHANICAL PROPERTIES(1) – As Required per AWS A5.5/A5.5M: 2006
Yield Strength(2) Tensile Strength ElongationCharpy V-Notch
J (ft•lbf)MPa (ksi) MPa (ksi) % @ -29°C (-20°F)
Requirements - AWS E7010-P1 415 (60) min. 490 (70) min. 22 min. 27 (20) min.
Typical Results(3) - As-Welded 435-525 (63-76) 525-635 (76-92) 22-28 27-56 (20-41)
DEPOSIT COMPOSITION(1) – As Required per AWS A5.5/A5.5M: 2006%C %Mn %Si %P %S
Requirements - AWS E7010-P1 0.20 max. 1.20 max. 0.60 max. 0.03 max. 0.03 max.
Typical Results(3) 0.13-0.17 0.49-0.63 0.08-0.18 0.01 0.01
%Ni %Cr %Mo %V
Requirements - AWS E7010-P1 1.00 max. 0.30 max. 0.50 max. 0.50 max.
Typical Results(3) 0.01-0.02 0.02 0.27-0.31 < 0.01
(1)Typical all weld metal. (2)Measured with 0.2% offset. (3)See test results disclaimer below.