Embed Size (px)
Citation preview

�������������
Thèse de doctorat de Franck FONTANILIprésentée devant les membres du jury :
M. Jean Paul KIEFFER, rapporteurM. Pierre DEJAX, rapporteurM. Raymond PONSONNET, directeur de thèseM. Gérard PLATEAU, examinateurM. Patrick TRUCHOT, examinateurM. Hugues MOLET, examinateurM. Thierry SORIANO, examinateurM. Bernard LE MEAUX, examinateurM. Michel MOINET, examinateur
������������� �
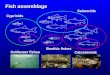
NOM DU CONVOYEUR: C_Acc003; QUANTITE: 1; TYPE: A_accumulation; LONGUEUR ART.: 10; CAPACITE MAX: 10; ACTIONS, Avant Début IF Bit (1) = 0 H_Livraison = TIME Ordre_livraison = Attribut_lancement!STOP ENDIF Fin Actions LOI D'ENTREE: Wait; LOI DE SORTIE: ! Si le bit d'antériorité est à 0 ! Alors on fait reboucler la palette ! Sinon on l'expédie ! IF Bit (2) = 0 PUSH to C_Acc008 at Rear
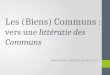
Fonction Objectif Mul ti-Critères
0
0.2
0.4
0.6
0.8
1
1.2
1 16 31 46 61 76 91 106
121
136
151
166
181
196
211
226
241
256
271
286
301
316
331
346
361
376
391
406
421
Itérations
Fct_
Obj
.
Fc t_obj Multic r it
H_Liv Normé
Encours Normé
����������� �
�������������
Plan de la présentation
1- Introduction et contexte de la recherche
2- Problématique
3- Solutions proposées
4- Bilan et perspectives
�

�
• Processus d ’ASSEMBLAGE• Familles de produits : VARIANTES
Composants communs
Introduction et contexte de la recherche
Variante 1
Variante 2
Variante 3
�
• Production en lots de PETITES à MOYENNES SERIES, répétitives ou pas
• Ressources polyvalentes, FLEXIBLES, manuelles et/ou automatisées
• Contexte de production en « JUSTE à TEMPS » (JAT)
Introduction et contexte de la recherche
�
• Grande réactivité Capacité à faire face aux changements de production et aux perturbations dans les plus brefs délais
• Assemblage sur commande
• Délais d ’assemblage à minimiser
Particularités et contraintes d ’une production en J.A.T dans le cas des processus d ’assemblage
Introduction et contexte de la recherche
�
StockP. Finis
Expédition
Stockscompos.fabriqués
Stocksmatières
premières
Fabrication des
composants
Achat M
. P.
Achat com
p.
Stockscomp.
achetés
ClientsOrdresd ’assemblage
Ordresde fabrication
Gestiondes stocks
Ordresd ’achat
Gestion de Production
Assemblage des
composants
Un modèle de représentation des flux physiques et informationnels d ’un processus d ’assemblage en J.A.T
Introduction et contexte de la recherche

�
Comment OPTIMISER le
pilotage des flux d ’une telle ligne ? �
Problématique de la recherche
• Flux variés et multiples
• Déséquilibre des charges de travail
• Nombreux paramètres de pilotage à régler à chaque nouvelle production
Synthèse des problèmes rencontrés sur les lignes flexibles d ’assemblage
Problématique de la recherche
Synthèse des problèmes rencontrés sur les lignes flexibles d ’assemblage
Démarche suivie pour la recherche
Utilisation d ’une ligne flexible expérimentale représentative des
problèmes rencontrés en production
�
Problématique de la recherche
Ligne flexible expérimentale
• Production de type multiproduit en petite à moyenne série
• Assemblage par pièce maîtresse
• Opérations manuelles ou automatisées avec transfert inter-postes par convoyeur asynchrone automatisé
Caractéristiques

Problématique de la recherche
Description fonctionnelle du système expérimental
Ligne de chargt./ déchgt.
Ligne principale
Posteen
dérivation
Posteen
dérivation
Posteen
dérivation
Posteen
dérivation
Posteen
dérivation
Posteen
dérivation
�
Transfert des produits (pièce maîtresse + composants)
sur des PALETTES
Problématique de la recherche
Description fonctionnelle du système expérimental
Pièce maîtressePalette
Convoyeurà bande
�
Problématique de la recherche
Description fonctionnelle du système expérimental
Particularités des POSTES EN DERIVATION
Dérivation
Indexage
Sortie
Stock A
mont
Stock A
val
�
Problématique de la recherche
Accès aux postes de travail et circulation des produits
5
123
4 6
• Ordre des opérations non permutable
• Opérations non redondantes
• Possibilité de rebouclage

�
5
13
4 6
2
Problématique de la recherche
Accès aux postes de travail et circulation des produits
• Ordre des opérations non permutable
• Opérations non redondantes
• Possibilité de rebouclage
2
�
Problématique de la recherche
Outils informatiques pour la gestion et le pilotage
Ligne Flexible
Supervision
SimulationOptimisation
GPAOOrdo.
Suivi etAnalyse stat.
�
Problématique de la recherche
Avantages de cette architecture de ligne
• Production multiproduit : 51 combinaisons de flux possibles avec 6 postes de travail
• Adaptation de la capacité : mise en parallèle des postes de travail
• Découplage des postes : opérations non synchronisées aux transferts
��
Problématique de la recherche
Les principaux paramètres de pilotage du flux
• Temps Inter-Lancement (TiLa)
StA
m
• Capacité des Stocks Amont (StAm)

�
Problématique de la recherche
Les principaux paramètres de pilotage du flux
• Capacité des Stocks Aval (StAv)
StA
v
• Priorité en sortie de poste
��
Problématique de la recherche
Problèmes posés pour le lancement d ’une production
• Intervalle de temps (TiLa) entre le lancement de chaque palette ? 1����TiLa ����20
+ de 1031 combinaisons• Découpage et séquencement de chaque série ?
Exemple : Lancement d ’une production de 3 produits (A, B et C), avec des tailles de lot de 12(A), 5(B) et 8(C).
AAAAAAAAAAAA BBBBB CCCCCCCC
AAAA BB CCC AAAA BB CCC AAAA B CC
AAAAAAAAAAAABBBBBCCCCCCCC
lancement
1
2
3
+ de 1025 combinaisons
�
Problématique de la recherche
Problèmes posés pour le lancement d ’une production
• Règle de priorité en sortie de poste ? 4 règles/poste
+ de 4000 combinaisons
• Capacité des stocks amonts (StAm) ? 1����StAm ����6
+ de 40 000 combinaisons
• Capacité des stocks avals (StAv) ? 1����StAv ����6
+ de 40 000 combinaisons
��
Problématique de la recherche
Problèmes posés pour le lancement d ’une production
Nombre total de combinaisons : + de 1068
Objectif du réglage des paramètres :Minimiser le délai de fabrication
Autre problème :Temps de réponse du système réel
délai de fabrication moyen : 10 minutes

��
Problématique de la recherche
Problèmes posés pour le lancement d ’une production
Conclusion
• Impossible de tester toutes les combinaisons
• Choix empirique des valeurs des paramètres
• Problème complexe (NP-complet)
��
��
Solutions proposées
Problème
Système REEL
Expérimentations/Simulations
Modèleinformatique
1- Utilisation de la SIMULATION DE FLUX
Aucun risque, rapidité d ’exécution
��
Solutions proposées
1- Utilisation de la simulation de flux
Exemple : Recherche des valeurs optimales des paramètres pour minimiser le délai d ’une production MULTIPRODUIT.
Routage des produits et tailles de lot :Tlot (k) Tcyc(1,k) Tcyc(2,k) Tcyc(3,k) Tcyc(4,k) Tcyc(5,k) Tcyc(6,k)
Taille Lot Poste 1 Poste 2 Poste 3 Poste 4 Poste 5 Poste 6
OF1 10 Gamme A 4 2 3OF2 5 Gamme B 1 4 3 2OF3 8 Gamme C 3 4 5OF4 15 Gamme D 3 4 5OF5 6 Gamme E 1 2 3
Voir Simulation de la ligne expérimentale

��
Solutions proposées
1- Utilisation de la simulation de flux
Paramètres à optimiserTiLa : constant entre chaque palette et compris entre 1 et
10 secondes
10 combinaisons à tester
StAm : identique sur chaque poste et compris entre 1 et 6 palettes
6 combinaisons à tester
10 x 6 = 60 simulations à réaliser 2 secondes/simulation, résultat en 2 minutes…
au lieu de 10 heures sur le système réel. �
Solutions proposées
1- Utilisation de la simulation de flux
RésultatsDélai = f(TiLa)
550
600
650
700
750
800
850
900
950
1000
1 2 3 4 5 6 7 8 9 10 11 12
TiLa
Dé
lai
StAm=1
StAm=2
StAm=3
StAm=4
StAm=5
StAm=6
Délai mini =
579 sec
Solutions proposées
1- Utilisation de la simulation de flux
ConclusionsProduction MULTIPRODUIT
• Pas de relations théoriques précises pour déterminer les paramètres optimums
• Pas de convergence des résultats sur une solution unique (vs. Monoproduit)
• Simulation indispensable �
Solutions proposées
1- Utilisation de la simulation de flux
Conclusion sur l ’utilisation de la simulation
• Démarche exhaustive : simulations de toutes les combinaisons
• Applicable à des cas peu complexes ou fortement contraints
• Piste de recherche : couplage à un algorithme d ’optimisation

Solutions proposées
SIMULATEUR ALGORITHME
Piste retenue : Lien avec un algorithme d ’optimisation[BERARD], [TAUTOU], [GAURY]
- Paramètres et étendue de variation ?
- Algorithme d ’optimisation ?- Fonction objectif et
Critères ?- Analyse des résultats
Fct. Objectif
Paramètres
2- Couplage SIMULATION / OPTIMISATION
�
Solutions proposées
2- Couplage Simulation / Optimisation
Algorithmes d ’optimisation
Méthodes exactes Méthodes approchéesou Heuristiques
Explorationlocale
Exploration globale
Explorationaléatoire
Explorationpseudo-al.
Descente stoch.,+ Gdre. pente,
etc...
Recuit Simulé,Tabouetc...
AlgorithmesGénétiques
[GOLDBERG], [CHARON]
�
Solutions proposées
2- Couplage Simulation / Optimisation
• Adaptées aux espaces d ’exploration très grands
• Pas de mise en équation, pas de calcul de dérivées
• Couplage possible avec simulation
Méthodes choisies HEURISTIQUES
�
Solutions proposées
2- Couplage Simulation / Optimisation
580
590
600
610
620
630
640
650
1 8 15 22 29 36 43 50 57 64 71 78 85 92 99 106
113
120
127
134
141
Itérations
Dél
ai
Descente
Aléatoire
Recuit
Génétique
Comparaison de 4 algorithmes[KIRKPATRICK], [GLOVER], [GOLDBERG]

�
Solutions proposées
2- Couplage Simulation / Optimisation
• Performant pour des problèmes complexes
• Exploration de solutions en parallèle
• Facilité de programmation et d ’adaptation
Algorithme choisi Algo. GENETIQUE
�
Solutions proposées
2- Couplage Simulation / Optimisation
Principe de l ’algorithme génétique
Chromosome
GèneIndividuEspèces
Croisement MutationSélectionEvaluation
A chaque génération de n individus …
�
Production
Génétique
Solutions proposées
2- Couplage Simulation / Optimisation
Codage du problème
1 individu 1 chromosome k gènes
1 lancement 1 réglage k paramètres
= =
= =
��
Solutions proposées
2- Couplage Simulation / Optimisation
TiLa StAm StAv Prio Ordo
Gène 1 Gène 2 Gène 3 Gène 4 Gène 5
2 - 11 - 5 - 6 - 1 5 - 4 - 4 - 6 - 5 - 5Cas d ’un lancement
multiproduit (5 O.F)
Réglage de TiLa et StAm
TiLa de l ’O.F. 2 StAm du poste 3
Codage du problème

�
Solutions proposées
2- Couplage Simulation / Optimisation
Principe de l ’évaluation de la fonction objectif
SIMULATEUR ALGORITHMEFct. Objectif
Paramètres
2-7-11-5-6 / 4-6-5-4-3-2
Délai = 597,8 sec.
indiv. Délai1 2 7 11 5 6 4 6 5 4 3 2 597.82 4 5 6 10 2 2 4 3 3 1 3 638.73 6 11 8 9 10 6 2 6 3 2 1 712.1
TiLa_1 à TiLa_5 StAm_1 à StAm_6A chaque itération ...
��
Solutions proposées
2- Couplage Simulation / Optimisation
Application : Recherche des valeurs optimales des paramètres pour minimiser le délai d ’une production MULTIPRODUIT (5 produits différents)
Paramètres de pilotage à déterminer :
1���� TiLa ���� 12 pour chaque O.F.
1���� StAm ���� 6 pour chaque poste
Espace d ’exploration possible :125 combinaisons pour TiLa66 combinaisons pour StAm
soit un total de plus de 1010 combinaisons...
�
Solutions proposées
2- Couplage Simulation / Optimisation
500
550
600
650
700
750
800
1 13 25 37 49 61 73 85 97 109
121
133
145
157
169
181
193
205
217
229
241
253
265
277
Itérations
Dél
ai
Délai courant
Moy. Mob.
Délai mini
RésultatsDélai mini
= 524 sec
��
Solutions proposées
2- Couplage Simulation / Optimisation
Synthèse des résultats
• Simulation seule : Délai = 579 sec.
• Simulation + Optimisation : Délai = 524 sec.
TiLa(1) TiLa(2) TiLa(3) TiLa(4) TiLa(5) StAm(1) StAm(2) StAm(3) StAm(4) StAm(5) StAm(6)9 9 9 9 9 6 6 6 6 6 6
Gain de délai = 10%
TiLa(1) TiLa(2) TiLa(3) TiLa(4) TiLa(5) StAm(1) StAm(2) StAm(3) StAm(4) StAm(5) StAm(6)2 11 5 6 1 5 4 4 6 5 5

��
Solutions proposées
2- Couplage Simulation / Optimisation
Conclusions sur le couplage simulation / optimisation
• Efficacité indiscutable du couplage
• Rapidité d ’obtention des paramètres
• Méthode utilisable en cours d ’exploitation
��
Solutions proposées
ProblèmePrise en compte simultanée de plusieurs critères
3- Optimisation MULTICRITERE
1 3 8
2 7 2
3 4 4
Sol. Crit. 1 Crit. 2
Exemple : objectif = minimiser critère 1 et critère 2
Quelle est la meilleuresolution ?
��
Solutions proposées
3- Optimisation Multicritère
Application : Recherche des valeurs optimales des paramètres d ’une production MULTIPRODUIT (5 produits différents) pour :
- Minimiser le DELAI (D)- Minimiser les ENCOURS (EC)- Minimiser les REGLAGES (Reg)
Paramètres de pilotage à déterminer :1���� TiLa ���� 12 pour chaque O.F.
1���� StAm ���� 6 pour chaque poste
20���� Rp ���� 35 : Nb. de palettes en réserve ��
Solutions proposées
3- Optimisation Multicritère
Evaluation
Sélection
Croisement
Mutation
Simulation
Méthodes de sélectionMulticritère :- N.P.S- Optimalité de Pareto- N.D.P
Algo. Génétique
Méthode proposée :
Non Domination Pondérée

��
Solutions proposées
3- Optimisation Multicritère
1ère étape : NORMAGE des critèresobjectif : 0 ���� Ci(Xj) ���� 1
Principe de sélection
• Critère à minimiser :
C (X )C (X )-min(C )
max(C )-min(C )i j
i j i
i i=
• Critère à maximiser :
C (X )max(C )-C (X )
max(C )-min(C )i j
i i j
i i=
��
Solutions proposées
3- Optimisation Multicritère
2ème étape : PONDERATION des critèresPrincipe de sélection
Matrice de pondération
1 2 30.5 1 10.33 1 1
���� 1.83 4 5
D = 3 x RegD
ECReg
D EC Reg
0.54 0.5 0.6
0.27 0.25 0.2
0.18 0.25 0.2
3 + 1 + 1
0.55
0.24
0.21
(O.54+0.5+0.6)/3
WD
WEC
WReg
1/1.83
Exemple :
�
F(x) = 0,55 . ||D||+ 0,24 . ||EC||+ 0,21 . ||Reg||
Solutions proposées
3- Optimisation Multicritère
3ème étape : 1ère possibilité de sélectionPrincipe de sélection
Méthode de Normage Pondération Sommation
Utilisation d ’une fonction objectif combinaison linéaire des critères normés et pondérés
Pour chaqueindividu
Sélection des 2 meilleursindividus
��
Solutions proposées
3- Optimisation Multicritère
3ème étape : 2ème possibilité de sélectionPrincipe de sélection
Méthode de Non Domination Pondérée=
Mixage du principe de l ’optimalité de Pareto avec pondération des critères
Principe retenu : Sélection des solutions qui ont le plus petit écart moyen pondéré par rapport
aux individus dominants

�
Solutions proposées
3- Optimisation Multicritère
3ème étape : 2ème possibilité de sélectionPrincipe de sélection
Illustration du principe la méthode N.D.P
0
1
2
3
4
5
6
7
8
9
10
0 1 2 3 4 5 6 7 8 9 10
Critère 1
Cri
tère
2
d1/c1
d2/c1
Ecm/c1
d1/c
2
d2/c
2
d3/c
2Ecm
/c2
d4/c
2
��
Solutions proposées
3- Optimisation Multicritère
3ème étape : 2ème possibilité de sélectionPrincipe de sélection
Algorithme simplifié de la sélection N.D.P
Pour chaque solutionCalculer d = (Ecm/C1).W1 + (Ecm/C2).W2
Fin Pour
Classer les solutions dans l ’ordre croissant de d
Si Croisement : Prendre les 2 premières solutionsSi Fin : Prendre la 1ère solution
��
Solutions proposées
3- Optimisation Multicritère
Résultats obtenus pour le cas pris en exemple
0
0.2
0.4
0.6
0.8
1
0 0.2 0.4 0.6 0.8 1
Délai
Enco
urs
0
0.2
0.4
0.6
0.8
1
0 0.2 0.4 0.6 0.8 1
Réglages
Enco
urs
0
0.2
0.4
0.6
0.8
1
0 0.2 0.4 0.6 0.8 1
Délai
Ré
gla
ge
s
Meilleur individu :||D||=0,283 D = 573 sec.||EC||=0,237 EC = 13,4 pal.||Reg||=0,139 Reg = 21
Sol. : 9-4-12-11-8 / 6-5-4-4-3-5 / 23��
Solutions proposées
3- Optimisation Multicritère
Conclusions sur la méthode de sélection multicritère
• Efficacité : convergence vers des solutions de compromis
• Comparaison difficile et subjective avec autres méthodes
• Méthode à valider et approfondir

��
Solutions proposées
Simulation
Supervision
Ordo.
ASPA Suivi
BesoinClient
RéseauAPIGPAO
SystèmePhysique
Optimisation
4- Architecture d ’INTEGRATION des outils
��
��
Bilan et perspectives
• Intérêt de la simulation et de l ’optimisation en phase d ’exploitation d ’un atelier
• Applications possibles à d ’autres processus :(usinage, conditionnement, picking, …)
• Nombreuses pistes de recherche : conception automatique de lignes et de modèles de simulation, séquencement et ordonnancement, modes de pilotage des flux, intégration des outils, ...