Embed Size (px)
DESCRIPTION
PPCP
Citation preview

J
ADMINISTRAÇÃO D A^ PRODUÇÃO
PPCP - PLANEJAMENTO, PROGRAMAÇÃO ECONTROLE BA PRODUÇÃO
MRP - MATERIALS REQUIREMENTSPLANNING
Prof. Dr. José Paulo Alves FuscoAgosto de 1998

Lista de figuras, tabelas e quadros
Figura l - Datas importantes para o produto NIFigura 2 - Datas de aquisição do PotássioFigura 3 - Datas de aquisição do Potássio considerando estoqueFigura 4 - Evolução do estoque de Potássio em mãosFigura 5 - Datas de aquisição do Enxofre considerando estoqueFigura 6 - Evolução do estoque de Enxofre em mãosFigura 7 - Datas de aquisição do Fósforo considerando estoqueFigura 8 - Evolução do estoque de Fósforo em mãosFigura 9 - Datas de aquisição do Nitrogénio considerando estoqueFigura 10 - Evolução do estoque de Nitrogénio em mãosFigura 11 - Produto em forma de "A"Figura 12 - Produto em forma de "T"Figura 13 - Produto em forma de "VFigura 14 - Produto em forma de WX"Figura 15 - Fluxo básico de um sistema MRP II
Tabela l - Produtos e composições de uma fábrica de fertilizantesTabela 2 - Necessidades de componentes para atender aos pedidosTabela 3 - Cálculo das necessidades líquidasTabela 4 - Componentes e tempos de obtenção
Quadro l - Sequência de atividadesQuadro 2 - Sequência desejável de atividades

L INTRODUÇÃO
A sigla MRP foi "inventada" nos idos dos anos 60, e significam"Planejamento de Necessidades de Materiais", sendo sua função básica permitirà empresa conhecer as quantidades de materiais de cada tipo, necessários e emque momento, para fabricação de seus produtos/serviços,
O MRP se baseia numa lógica muito simples, que todos nós utilizamos nodia-a-dia, sem perceber, baseada na decomposição, ou "receita'',, dos. produtosem seus elementos componentes.
Para calcular as necessidades, o sistema utiliza dados correspondentes aospedidos que já existem em carteira., bem como previsões quanto aosrecebimentos futuros de novos pedidos.
O resultado é uma espécie de "lista", contendo todos os componentesnecessários para atendimento desse "universo" de pedidos, de modo a que tudoocorra em tempo oportuno.
Um exemplo básico, muito simples, pode ser visualizado nas atividades deuma empresa produtora de fertilizantes, cujos produtos e composições pode servisualizado na tabela l abaixo.
\TIPOM.P. N.
NITROGÉNIO
FÓSFORO
POTÁSSIO
ENXOFRE
NI
45
15
30
10
N2
55
10
25
10
N3
30
20
40
10
N4
30
20
45
5
Tabela l - Produtos e composições de uma fábrica de fertilizantes
Desse modo, para prepararmos uma encomenda de i ton do tipo NI,precisaremos 450 kg de Nitrogénio, 150 kg de Fósforo, 300 kg de Potássio, 100kg de Enxofre, e assim por diante, para os outros produtos.

Em uma linguagem mais apropriada, dizemos que os tipos de produtos são os'pais"s e as matérias-primas são "filhos" que os compõem.
Vamos agora supor que nossa empresa recebe uma encomenda de 3 ton deNi, 1,5 ton de N2, 2 ton de Fl e l ton de PI.
A questão que se coloca é a seguinte: "Quanto precisarei utilizar de cadacomponente para atender ao pedido todo?"
Utilizando as regras de "pai" e "filho" definidas anteriormente, podemosmontar outra tabela de necessidades (tabela 2).
\TIPOM.P. N.
NITROGÉNIO
FÓSFORO
POTÁSSIO
ENXOFRE
TOTAL
NI
1350
450
900
300
3000
N2
825
150
375
150
1500
Fl
600
400
800
200
2000
PI
300
200
400
100
1000
TOTAL
3075
1200
2475
750
/--^Tabela 2 - Necessidade de componentes para atender os pedidos
A coluna "TOTAL", nos dá, então, as quantidades que serão gastas, paracada componente, de modo a atender aos pedidos colocados na empresa.
No entanto, parece lógico que, se a empresa dispuser já de uma certaquantidade em estoque, não será necessário adquirir todas as necessidades queforam calculadas, certo?
Como se vê na tabela 3, o componente FÓSFORO apresenta' umadisponibilidade tal no estoque que^ mesmo sendo utilizado para composição dosprodutos finais, ainda restarão 300 kg no estoque. *

M.P.
NITROGÉNIO
FÓSFORO
POTÁSSIO
ENXOFRE
NECESSÁRIO(Nec. Brutas)
3075
1200
2475
750
ESTOQUE
2000
1500
1500
100
A COMPRAR(Nec, Líquidas)
1075
-300
975
650
Tabela 3 - Cálculo das necessidades líquidas
Utilizando a lógica descrita, podemos responder a duas questões importantes,dentro da dinâmica dos sistemas de operações:
O que produzir ou comprar externamenteQuanto produzir ou comprar externamente
A questão correspondente ao quando comprar, é respondida pelos sistemasdo tipo MRP.
2 - O MRP - MATERIALS REQUIREMENTS PLANNING
O que fizemos até aqui, é conhecido como "explosão de necessidadesbrutas", que resulta na quantidade total de componentes que devem estardisponíveis para fabricação das quantidades exigidas (ou demandados) dosprodutos.
Entretanto, ainda permanece uma questão, referente a quando devemostomar tais ações de comprar fora ou produzir.
Voltando ao nosso exemplo, de acordo com a tabela anterior, podemos verque existe um componente para o qual não será necessário efetuar compras, poisa empresa (assim como ocorre em todas as empresas de modo geral), não desejase comprometer excessivamente com manutenção de elevados estoques, ou seja,há o interesse de não adquirir materiais nem um dia antes d& estritamentenecessário ao fluxo produtivo.

Segundo essa lógica, o ideal é comprarmos os materiais na última datapossível (ou viável), ou ainda no prazo-limite, para não afetar a continnuidadeoperacional do sistema de operações.
Esse é o conceito básico que está por detrás da concepção do MRP, que visaexatamente programar as atividades para ocorrerem no prazo-limite, buscandodessa forma, minimizar os estoques ou invetários.
Vamos supor, ainda em nossa fábrica de fertilizantes, que o pedido foinegociado com o cliente para entrega no dia 21, e que estejamos hoje no dia 5.
Para que possamos determinar os momentos de início e fim de cadaatividade, necessárias para atender ao pedido no dia 21, além da estrutura deprodutos e da quantidade de "filhos" para obtenção de cada "pai", precisamosprovidenciar informações sobre os tempos de obtenção de cada item, compradoou produzido.
A tabela 4 fornece uma relação dos tempos de obtenção dos vários itenscomponentes, utilizados na fobricação dos produtos.
ITEM
NITROGÉNIOFÓSFOROPOTÁSSIOENXOFRE
TEMPO DE OBTENÇÃO
5 DIAS8 DIAS10 DIAS9 DIAS
Tabela 4 - Componentes e tempos de obtenção
Em primeiro lugar, considerando que o tempo de mistura é de l dia paratodos os produtos, e ainda, que não tenhamos nenhuma quantidade em estoque,podemos representar as informações da estrutura dos produtos com os tempos deobtenção de cada um dos itens (ver figura 1).
Como todos os produtos possuem a mesma estrutura dos componentes,variando somente as quantidades, podemos dizer que suas representações' terãomais ou menos a mesma forma daquela correspondente à de NI.

POTÁSSIO
RNXOFRE
FÓSFORO
XITROílP.NIO
iii
VnSTTIHA
k,
10 11 12 13
Oc k ocs ocp
14 15
ocn
17 18 19 20
op
21 temno
pedido
Figura l - Datas importantes para o produto NI
Vamos imaginar agora, que o misturador da fábrica só pode ser utilizado parafazer um produto de cada vez, após o que, deve ser "descontaminado", antes depoder ser utilizado novamente, ou seja, a atividade de "mistura" deverá serdiscreta para cada produto.
POTÁSSIO PIMISTURA
PI
POTÁSSIO F1 MIS F1
POTÁSSIO N2 MIS N2{
POTÁSSIO NI MIS NI
k
10 11 12 13 14 15 16 17 18 19 2fl 21 temno
Ock ock ock oc k90ftkç 375kg SOOkç -MH)kg
Figura 2 - Datas de aquisição do Potássio
TC,

8
Assim, no dia 17, devem estar disponíveis, no máximo, as quantidadesrequeridas para produzir, ou "misturar" NI, ou seja, 1350 kg de N, 450 kg de P,900 kg de K e 300 kg de S.
Com esse procedimento, considerando os quadros de necessidades, podemosestabelecer uma sequência para as atividades a serem desenvolvidas, tendo emvista atender ao pedido colocado pelo cliente (ver quadro l abaixo).
DIA ATIVTOADES
8 Colocar O.C 375 kg de P para N28 Colocar O.C. 350 kg de S para NI9 Colocar O.C. 450 kg de P para NI9 Colocar O.C. 150 kg de S para N29 Colocar O.C. 800 kg de K para Fl10 Colocar O.C. 150 kg de P para N210 Colocar O.C. 200 kg de S para Fl10 Colocar O.C. 400 kg de K para PI11 Colocar O.C. 100 kg de S para PI11 Colocar O.C 400 kg de P para Fl12 Colocar O.C. 200 kg de P para PI12 Colocar O.C. 1350 kg de N para NI13 Colocar O.C 825 kg de N para N214 Colocar O.C. 600 kg de N para Fl15 Colocar O.C. 500 kg de N para Fl1617 Ordem de produção de NI18 Ordem de produção de N219 Ordem de produção de Fl20 Ordem de produção de PI21 Despacho do pedido para o cliente
Quadro l - Sequência de atividades
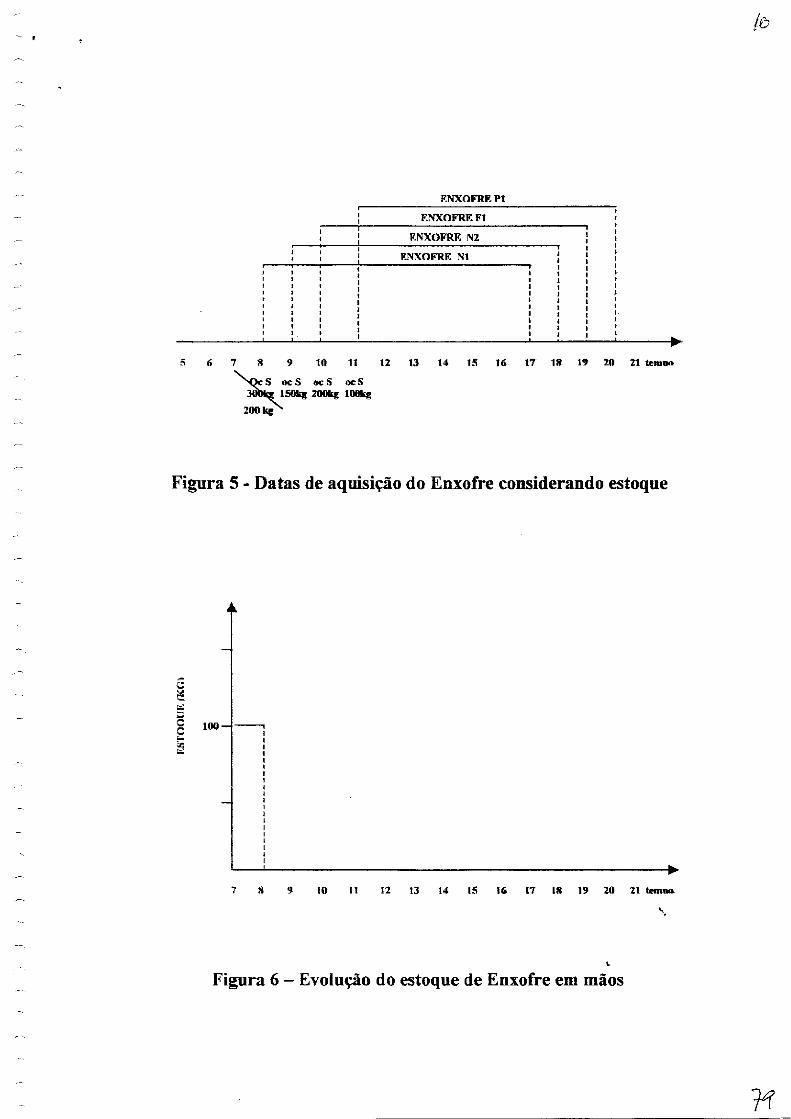
Para fechar o ciclo de análise, vamos considerar agora as quantidades 'atuaisem estoque para cada componente, conforme podemos visualizar nas figuras 3,4,5,6,7,8, 9 E 10.

POTÁSSIO PIMISTURA
PI
"
POTÁSSIO F1 MISF1Í
POTÁSSIO N2 MIS IV2J
POTÁSSIO N1 MIS NI |
te.
5 6 7 8 9 II) II 12 13 14 15 16 17 18 19 10 21 Urano
Figura 3 - Datas de aquisição do Potássio considerando estoque
1500
t-
600
125
°l
8 9 10 11 12 O 14 15 16 17 IS 19 20 21 tem DO
Figura 4 - Evolução do estoque de Potássio em mão»
RNXOFRR PI
"
RNXOFRR F1
ENXOFRE N2
RNXOFRR NI
W
6 7 S 9 10 11 12 13 14 15 16 17 18 19 20 21 temnn
^<>cS ocS ocS ocS300*» ISOkg 200kg lOOkg
200 k g ^
Figura 5 - Datas de aquisição do Enxofre considerando estoque
100 —
l-t
7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 temna
Figura 6 - Evolução do estoque de Enxofre em mãos

FÓSFORO PI
FÓSFORO F1
FÓSFORO N2
FÓSFORO NI
k
5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 temoo
:P\cP òfPli
o ^ o
Figura 7 - Datas de aquisição do Fósforo considerando estoque
1500-
g 1050—
S 900 H
500 —
300
7 8 9 10 11 12 13 14 15 1fi 17 t« 19 20 21
Figura 8 - Evolução do estoque de Fósforo em mãos

NITROGÉNIO Pt
NITROGÉNIO F1
NITROGÉNIO NT
NITROGÉNIO N2
5 6 7 8 9 W 11 12 13 14 15 16 17 18 19 20 21 temi»
N ocN600kg 300kg
17S
Figura 9 - Datas de aquisição do Nitrogénio considerando estoque
2000—
650-
7 S 9 10 11 12 13 14 15 16 17 1« 19 20 21 temo»
Figura 10 - Evolução do estoque de Nitrogénio em mãos

Assim procedendo, temos, finalmente, condições de estabelecer a sequênciadesejável para as atividades a serem desenvolvidas, tendo em vista o pedidocolocado para os quatro tipos de fertilizante fabricados pela nossa empresa(quadro 2).
DIA ATTVTDADES
05 SEM PROGRAMA06 SEM PROGRAMA07 SEM PROGRAMA08 Colocar O.C 200 kg de S para NI09 Colocar O.C 150 kg de S para N2
Colocar O.C. 575 kg de k para Fl10 Colocar O.C 200 kg de S para Fl
Colocar O.C. 400 kg de k para PI11 Colocar O.C. 100 kg de S para PI12 SEM PROGRAMA13 Colocar O.C 175 kg de N para N214 Colocar O.C 600 kg de N para Fl15 Colocar O.C 300 kg de N para PI16 SEM PROGRAMA17 Ordem de produção de NI18 Ordem de produção de N219 Ordem de produção de F l20 Ordem de produção de PI21 Despacho do pedido para o cliente
Quadro 2 - Sequência desejável de atividades
Exercício: Uma empresa produz e comercializa luminárias fluorescentes emtrês tamanhos, pequeno (P), médio (M) e grande (G). Tendo recebido um pedidode 1500 unidades do tamanho (P), 600 do (M) e 250 do (G), desej'a-seestabelecer a programação mais adequada para as atividades, tendo em vistaatender satisfatoriamente o cliente. v
Considerar que o pedido foi negociado para ser entregue dia 30, sendo quehoje estamos no dia 10.
A tabela a seguir fornece a utilização de recursos por unixlade de produto,bem como as quantidades de recursos em estoque.

^NTIPOM.P. ^^
InterruptorFioParafuso 3/16Parafuso %ChapaAcrílicoFita isolanteTerminaisReator
(P)
1Im42
0,5 m20,5 m2Im
21( A)
(M)
11,5 m
42
1,0 m21,0 m2
2 m2
KA)
(G)
12^m82
2m22m23 m4KQ
ESTOQUE
85020001000080003000250050004000700
As atividades para montagem e teste dos conjuntos (por unidade), têm aseguinte tabela de tempos.
TIPO
Tempo (min)
P
1,0
M
1,5
G
2,0
Os fornecedores levam a empresa a considerar os seguintes tempos paraobtenção das matérias-primas.
ITEM
InterruptorFioParafuso 3/16Parafuso Y*ChapaAcrílicoFita isolanteTerminaisReator
TEMPO
56221015158
(dias)

4.1. Estrutura em forma de "A"
Neste caso, há apenas um produto final, o qual é formado por um númerogrande de componentes (figura 11).
Figura 11 - Produto em forma de "A"
Fábricas dedicadas à produção de determinados modelos de automóveis são,talvez, o melhor exemplo, onde uma grande quantidade de componentes sãoagrupados para obtenção de um número relativamente pequeno de produtosfinais.
Suasimpli
- Faixa limitada & produtos para oferecer- Volumes de produtos alcançam economias de
" *,_ «a-ii. i % _ i -v .
escala - ^~- %** n^v- Produtos podem ser feitos para estoque, ou a
produção pode ser "protegida"
4.2. Estrutura em forma de "T"
É típico de empresas que utilizam pequena variedade de matérias-primas epossuem um "cardápio" muito variada de produtos finais, na verdade altamente"customizados".
Exemplos: GráficasFábricas de etiquetasFábrica de chocolate
i f
Figura 13 - Produto em forma de "V"
Neste caso, uma pequena variedade de matérias-primas é utilizada paraprodução de uma relativamente grande variedade de produtos e subprodutos,dependendo apenas de pequenas mudanças na composição do "mix" dematérias-primas.
O exemplo mais representativo talvez seja o das fábricas de vidro.
A Igiimas implicações:.^ L*** * : - « , , . a
fornecimento confíávci^oa-seja. fál— v - -*"sf" «• -ter— •*•«
implica grande impacto no atendí<
4.4. Estrutura em forma de "X"
Mais encontrado em empresas que trabalham com projetos "modulares" deconjuntos, que podem ser combinados de várias maneiras para obtenção dediversos produtos finais (figura 14).
Exemplo mais representativo é o das fábricas de móveis modulares, ou daschamadas "cozinhas planejadas", cujo processo de produção parte desde afabricação dos acessórios, até a montagem final destes, que convergem para osmódulos, que por sua vez são utilizados para obtenção dos produto^fínais.
Figura 14 - Produto em forma de "X"
Outro exemplo poderia ser pensado também no caso de algumas montadorasde automóveis.
Algumas ira^x>4?Ér'i
- Persona
, . , .' : -^^•T-fcJrffjr-^L^:^^i¥
- Economia: deeiniciai de
5 - O MRP II - MANUFACTURING RESOURCES PLANNING
O MRP era, anteriormente, voltado unicamente ao PCP e estoques, emempresas de manufatura, mas logo tiveram seu conceito básico "alargado" paracobrir outras necessidades.
O MRP II - Manufacturing Resources Planning, contém uma base de dadosque deve ser compartilhada por toda a empresa, de acordo com as necessidadesfuncionais individuais.
O MRP II procura responder à uma Quarta questão, não colocada no modeloanterior, que se refere a como produzir.

A figura 15 nos mostra o fluxo básico para processamento utilizado por umsistema desse tipo.
GESTÃODE
DEMANDA
PLANEJAMENTO DERECURSOS
(AGREGADO)
CALCULO DECAPACIDADENECESSÁRIA.
PLAHEJAMEHTODA
PRODUÇÃO
PLAHO GLOBALOE PRODUÇÃO
PLAHBIAMKSTO MESTHEDA, PHCDOÇÃQ
FLAHO MESTREDK PRODUÇÃO
CALCULO DENECESSIDADES DE
MATERIAIS
FLAHO DETALHADO DEMATERIAIS E DECAPACIDADE
—
COHTBOLEDA
PRODUÇÃO
REGISTROSDE
POSIÇÕESDE
ESTOQUE
Figura 15 - Fluxo básico de um sistema MRP II
6 - ASPECTOS DE SUA IMPLEMENTAÇÃO
6.1. Necessidades básicas
Recursos de informáticaUm plano-mestre de produção exequível, em termos ». de recursosprodutivos e outras restriçõesUma acurada lista de peças e materiais, ou seja, todas as "receitas debolo", processos, dados operacionais e de capacidade

- Uma precisa posição de inventários (representar a realidade)- Conhecimentos dos "lead-times" para todos os itens de inventário- Disciplina no "chão-de-fábrica", de modo a assegurar que as ordens sejam
processadas de conformidade com as prioridades atribuídas, do contrário,os "lead-times" fornecidos ao MRPII não serão atingidos
6.2. Benefícios
- Inventários reduzidos, como resultado de um melhor "mix" entre- quantidades nas ordens e as restrições envolvidas, bem como utilizar um
"timing" mais racional para reposição de estoques.- Melhoria do serviço a clientes, pela menor probabilidade associada à
ruptura de estoques e menores prazos de atendimento aos pedidoscolocados, devido ao conhecimento com antecedência de possíveisproblemas, tais como insuficiência de capacidade, entrega tardia decomponentes e outras.
- Como consequência, menores custos de produção, devido também aoaumento da eficiência na utilização dos recursos de produção.
- Menor necessidade de capitai de giro, em função da utilização demenores níveis de inventário.
6.3. Limitações do sistema
- A manufatura "pura" é mais difícil de enfocar do que a montagem depeças compradas (maior variabilidade intrínseca),
- O controle do "chão-de-fábrica"5 nestes casos, exige complexosprocedimentos por etapa, além de atividades em alto nível de detalhe.
- Visão tipicamente centralizada.- - Pouco flexível a alterações da programação de curto prazo, ou seja,
capacidade limitada para acompanhar flutuações de mercado.- Não possibilita um canal direto de comunicação com o "ehão-de-fábrica",
para itens específicos de determinados clientes (baixa customizacão).- Melhor performance em sistemas que trabalham com um número elevado
de clientes, devido a não se colocar em situação de vulnerabilidade quepermita maiores interferências dos clientes no seu plano de produção.
- Menos adequado nos casos em que é necessário sincronizar aprogramação da produção da empresa com a de seus clientes.
- Mais adequado para empresas que trabalham com linhas de produtos dedemanda estável.
- Implementação mais fácil em empresas que tem projeíos estáveis esimples, sem grandes mudanças e sem um número elevado de tiposdiferentes de produtos. v
- Processos com grande complexidade tecnológica, que envolvemreprogramações, muito refugo e longos "lead-times", são menosadequados ao MRP II (excessiva variabilidade).

Em problemas de controle de processos que envolvem um númeroelevado de sequências de passos, existe maior probabilidade de algo vir asair errado, além do controle de prioridades, mais dificultado nestes casos.Muito sensível a alterações na linha de produtos ou métodos de produção,pois é a partir destas informações que o sistema estabelece seusparâmetros para planejamento da produção.Sua implantação sustentada não é possível de ser conseguida no curtoprazo.
7- BIBLIOGRAFIA
CORRÊA, H. L.; GIANESI, LG.N. Just-in-time, MRP II e OPT: Um enfoqueestratégico. São Paulo: Atlas, 1993.
CORRÊA, H. L.; GIANESI, L G. N.; CAON, M. Planejamento, programaçãoe controle da produção: MRP II / ERP - Conceitos, uso e implantação.São Paulo: Atlas, 1997.
ROCHA, D. Fundamentos técnicos da produção. São Paulo: Makron Books,1995.
RUSSOMANO, V. H. Planejamento e controle da produção. São Paulo:Pioneira, 1995.
SLACK, N. et alií. Administração de operações. São Paulo: Atlas, 1997.
SLACK, N. Vantagem competitiva em manufatura. São Paulo: Atlas, 1993.
TUBINO, D.F. Manual de planejamento e controle da produção. São Paulo:Atlas, 1997.
ZACCARELLI, S.B. Programação e controle da produção. São Paulo:Pioneira, 1982.





























