Embed Size (px)
Citation preview

A
w(pctrs©
K
1
stmbornfieave
a
(
0d
Electrochimica Acta 52 (2007) 4836–4840
Preparation and characterization of oxide films containing crystallineTiO2 on magnesium alloy by plasma electrolytic oxidation
Jun Liang a,b, Litian Hu a, Jingcheng Hao a,∗a State Key Laboratory of Solid Lubrication, Lanzhou Institute of Chemical Physics, Chinese Academy of Sciences, Lanzhou 730000, PR China
b Graduate School of Chinese Academy of Sciences, Beijing 100039, PR China
Received 17 September 2006; received in revised form 15 January 2007; accepted 20 January 2007Available online 2 February 2007
bstract
Oxide films have been produced on AM60B magnesium alloy using plasma electrolytic oxidation process in an alkaline phosphate electrolyteith and without addition of titania sol. The microstructure and composition of the oxide films were analyzed by Scanning Electron Microscope
SEM), X-ray Photoelectron Spectroscope (XPS) and X-ray Diffraction (XRD). The corrosion resistances of the oxide films were evaluated usingotentiodynamic polarization measurements in 3.5 wt% NaCl solution. It is found that the oxide film containing crystalline rutile and anatase TiO2
ompounds are produced in an alkaline phosphate electrolyte with addition of titania sol. The oxide film formed in electrolyte with addition of
itania sol has more uniform morphology with less structural imperfections than that formed in electrolyte without addition of titania sol. Theesults of potentiodynamic polarization analysis show that the oxide film formed in the present modified electrolyte is successful in providinguperior corrosion resistance for magnesium alloy.2007 Elsevier Ltd. All rights reserved.
a sol;
tmptfiagmiaiehp
eywords: Magnesium alloy; Oxide film; Plasma electrolytic oxidation; Titani
. Introduction
Owing to the inherent superior properties, such as hightrength to weight ratio, high dimensional stability, good elec-romagnetic shielding and damping characteristics, and good
achining and recycling ability, more and more attentions haveeen paid to the magnesium and its alloys in a wide rangef industries in recent years, especially in the fields whereeduction is critical or particular technical requirements areeeded, including automotive, aerospace and communicationelds [1,2]. Unfortunately, magnesium and its alloys in gen-ral exhibit very poor corrosion resistance, which primarilyttributed to the high chemistry activity of Mg. This disad-antage has limited its widespread use in many applications,
specially in aggressive environments [3].In order to improve the corrosion resistance of magnesiumlloy, proper surface treatments to produce anti-corrosion pro-
∗ Corresponding author. Tel.: +86 931 4968173; fax: +86 931 4968163.E-mail addresses: [email protected] (J. Liang), [email protected]
J. Hao).
mcdisoat
013-4686/$ – see front matter © 2007 Elsevier Ltd. All rights reserved.oi:10.1016/j.electacta.2007.01.059
Corrosion resistance
ection films on the substrate are one of the most effectiveethods [4]. Anodizing is a useful technique for constructing
rotective films on magnesium alloys, relying on the genera-ion of sparks on the alloy surface to develop ceramic-like oxidelms [5–8]. Conventional anodizing available for magnesiumlloy, which was carried out in various electrolytes, however,enerates very porous films which were mainly composed ofagnesium oxide/hydroxide [4,9]. These films provide the lim-
ted corrosion protection in some neutral and acidic solutionsnd are mainly used as undercoatings for organic finishes tomprove adhesion and corrosion resistance [5,10]. Recently, sev-ral other processes for the spark anodizing of magnesium alloysave been developed [6,11–13]. Among these newly developedrocesses, plasma electrolytic oxidation (PEO) is one of theost popular methods, because it can remarkably enhance the
orrosion and wear resistance by producing a relatively thick,ense and hard oxide film on magnesium alloys [14,15]. Dur-ng the PEO process, a plasma environment is generated by
park discharge at high applied voltage and gives rise to a seriesf plasma thermochemical interactions between the substratend the electrolyte [16]. These interactions result in the forma-ion of complex compounds on the sample surface composed of
ica A
oietm
tssaMfacilcmow
2
m≤cgfi
tastr2
saawaecpcifinpcT1tt2s
twnw
a(iamootXtec(s
waovhwcrtwswre
3
baswoatsofotasm
J. Liang et al. / Electrochim
xides of both the substrate material and electrolyte-borne mod-fying elements [17]. The PEO process, which can modify thelectrolyte components in a wide range, thus affords an oppor-unity for producing oxide films with desirable compositions on
agnesium alloy.The influence of electrolyte characteristics on the composi-
ions of oxide film on magnesium alloy has previously beentudied in many anodizing processes [5,18–20]. It has beenhown that surface layers composed of MgO/Mg(OH)2 as wells compounds of electrolyte elements (e.g. MgAl2O4, Mg2SiO4,gF2, etc.) can be produced. However, very little data was
ocused on the producing other anti-corrosion inorganic oxidesnd compounds, such as alumina, titania, silica, etc., which areommonly more stable in neutral and acidic solutions. In thisnvestigation, a titania sol was prepared to modify the alka-ine phosphate electrolyte to obtain a oxide film with titaniaompounds on magnesium alloy using the PEO process. Theicrostructure, composition and anti-corrosion behavior of the
xide film formed in the alkaline phosphate electrolytic bathith and without addition of titania sol were evaluated.
. Experimental
Rectangular coupons (20 mm × 36 mm × 2 mm) of AM60Bagnesium alloy (mass fraction: 5.6–6.4% Al, 0.26–0.4% Mn,0.2% Zn, and Mg balance) were used as the substrate for PEO
oatings deposition. Prior to PEO treatment, the substrates wereround and polished with SiC abrasive paper to achieve a surfacenish of Ra ≈ 0.18 �m and then degreased in acetone.
Titania sol was prepared by slowly adding water tohe mixture of titanium-alkoxide, ethanol and triethanol-mine, under vigorous stirring. The final volume ratio oftarting materials in the titania sol was Ti(OC4H9)4:ethanol:riethanolamine:H2O = 3:12:1:1 and pH value about 7–8. Theesulting solution was stirred magnetically for 1 h and aged for4 h at room temperature.
The alkaline phosphate electrolyte was prepared from theolution of sodium phosphate (10.0 g/L) in distilled water withn addition of potassium hydroxide (1.0 g/L) to adjust the pHnd conductivity. The plasma electrolytic oxidation processesere carried out in the alkaline phosphate electrolyte without
nd with addition of 4 vol% titania sol, using a bi-polar pulsedlectrical source. The electrical source provides the voltage andurrent waveforms as described in Ref. [21] and the main pulsearameters, such as pulse duration, voltage amplitude and dutyycle during both positive and negative biasing can be adjustedndependently. In experiments, the electrical parameters werexed as follows: frequency 150 Hz, the positive pulse 1.0 ms, theegative pulse 1.5 ms, and duty cycle 37.5%. During the PEOrocess, the Mg alloy samples and the wall of the stainless steelontainer were used as the anode and the cathode, respectively.he voltages were 400–550 V in the positive pulse cycle and00–150 V in the negative pulse cycle, which was controlled as
o maintain a constant current density at 6.0 A/dm2 (jp = jn). Theemperature of the electrolytes was always kept within the range5–30 ◦C by a mechanical stirrer in solution and a water coolingystem. The treatment times were set at 30 and 26 min, respec-opii
cta 52 (2007) 4836–4840 4837
ively for the samples oxidized in alkaline phosphate electrolyteithout and with titania sol, in order to achieve the same thick-ess of oxide films. After PEO treatment, the coated samplesere rinsed thoroughly in water and dried in warm air.The thickness of the oxide films was measured with
MINITEST 1100 microprocessor coating thickness gaugeElektro-physik Koln, Germany), which utilizes eddy currentsnduced in the substrate to measure coating thickness with anccuracy of about ±1 �m. A JSM-5600LV scanning electronicroscope (SEM) was used to observe the surface morphology
f the oxide films which were sputtered with a thin gold layer inrder to prevent surface charging effects. The XPS analyses ofhe oxide films were performed on a PHI-5702 multi-functional-ray photoelectron spectroscope, using Al-K� radiation (pho-
on energy 1476.6 eV) as the excitation source. The bindingnergy of C1s (284.8 eV) was used as the reference. The phaseomposition of the oxide films was studied by X-ray diffractionXRD, X’Pert PRO), using Cu–K� radiation as the excitationource at a grazing angle of 2◦.
The corrosion resistance properties of the various oxide filmsere determined by the potentiodynamic polarization tests usingCHI760B system, in which the samples with an exposed areaf 0.24 cm2 were immersed in a 3.5 wt% NaCl solution. The pHalue of NaCl solution was adjusted to 7 using diluted sodiumydroxide or hydrochloride acid solution. A three-electrode cellith the coated samples as a working electrode, the saturated
alomel electrode (SCE) as a reference electrode, and a platinumod as a counter electrode was used in the tests. After the elec-rochemical testing system became stable (about 10 min), scansere conducted at a rate of 10 mV/s from 1.8 to −1.0 V ver-
us the reference electrode. Potentiodynamic polarization curvesere thus acquired and the corrosion potential (Ecorr) and cor-
osion current density (icorr) were determined using the Tafelxtrapolation method.
. Results and discussion
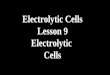
The PEO deposited oxide films are approximately 37 �m foroth samples oxidized in alkaline phosphate electrolyte withoutnd with addition of 4 vol% titania sol. Fig. 1a and b display theurface morphologies of the oxide films formed in electrolyteithout and with titania sol, respectively. Typical morphologyf an oxide film formed in alkaline phosphate electrolyte withoutddition of titania sol is shown in Fig. 1a. It can be clearly seenhat the outer surface of the oxide film reveals a relatively roughurface appearance. Micropores and cracks are found to existn top of the surface. The diameter of the micropores rangesrom 1 to 10 �m. Evidently, these larger micropores have anpen structure that goes deep into the film, though it is believedhat it does not penetrate through the whole oxide film [22]. Withddition of titania sol into the alkaline phosphate electrolyte, theample surfaces (Fig. 1b) are covered with films which is muchore uniform as compared with that of Fig. 1a. Furthermore, the
xide film formed in this electrolyte has less and smaller micro-ores than that formed in the alkaline phosphate electrolyte. Its also noted that these micropores are appeared to be blockednternally. Therefore, the addition of titania sol to alkaline phos-

4838 J. Liang et al. / Electrochimica Acta 52 (2007) 4836–4840
phosp
pmi
lso
Fwsa
fef
Fig. 1. Surface morphologies of oxide film formed in an alkaline
hate electrolyte can make a significant change in the surfaceorphology, producing a uniform oxide film with less structural
mperfections in structure on magnesium alloy.
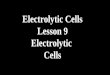
The chemical composition of the oxide films formed in alka-ine phosphate electrolyte with and without addition of titaniaol were studied by XPS analyses. The XPS survey spectraf oxide films are shown in Fig. 2a and b. It can be seen
ig. 2. XPS survey spectra of oxide film formed in an alkaline phosphate bathithout (a) and with (b) addition of 4 vol% titania sol. Inset in (2b) XPS specific
pectrum of Ti2p for the oxide film formed in an alkaline phosphate bath withddition of titania sol.
eipFtIr[
tattstntpXMtbp
F(
hate bath without (a) and with (b) addition of 4 vol% titania sol.
rom Fig. 2a that the oxide film formed in alkaline phosphatelectrolyte contains mainly O, Mg and P. For the oxide filmormed in electrolyte with addition of titania sol, there is thevident peak of Ti2p except for the above elements (Fig. 2b),ndicating that titania sol components in the electrolyte incor-orated heavily into the film during the PEO process. Inset inig. 2b demonstrates the specific spectrum of Ti2p taken from
he oxide film formed in electrolyte with addition of titania sol.t can be clearly seen that the titania sol components incorpo-ated into the oxide film exists in the form of TiO2 compounds23].
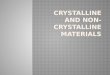
X-ray diffraction (XRD) analyses were used to further inves-igate the changes of the composition of the oxide films beforend after addition of titania sol into the alkaline phosphate elec-rolyte. The XRD pattern, as shown in Fig. 3a, indicates thathe oxide film produced in alkaline phosphate electrolyte con-ists mainly of MgO and a little of spinel MgAl2O4. However,here is a significant change for XRD pattern when the mag-esium alloy is oxidized in the electrolyte containing 4 vol%itania sol. It can be seen from Fig. 3b that the characteristiceaks of anatase and rutile TiO2 phases are well defined in theRD pattern. In addition, a few peaks corresponding to spinelgAl O are also increased. Therefore, it can be concluded
2 4hat the oxide film containing crystalline TiO2 compounds haveeen produced on magnesium alloy by PEO process in alkalinehosphate electrolyte with addition of titania sol.
ig. 3. XRD patterns of oxide film formed in an alkaline phosphate bath withouta) and with (b) addition of 4 vol% titania sol.

ica Acta 52 (2007) 4836–4840 4839
oapasffaapratctTespro
tdcsotcmltforidTa[tpriasfe
peNfiT(s
Foo
caec4otac(muret
tpdoncrchemical thermodynamic tendency of corrosion, is shifted toa less positive potential compared to the uncoated magnesiumalloy [29]. At the same time, the penetration of electrolyte ionswill occur easily because there are many larger micropores and
Table 1The results derived from the potentiodynamic polarization curves measured in3.5 wt% NaCl solution
Ecorr (V) icorr (A/cm2)
Uncoated Mg alloy −1.624 5.200 × 10−5
J. Liang et al. / Electrochim
The following steps can be discerned in the formation of thexide film by PEO process using the described electrolyte withddition of titania sol. During the positive pulse cycle of PEOrocess, dielectric breakdown occurs when the applied volt-ge exceeds the breakdown voltage of initial barrier layer onubstrate and visible spark discharges appear on the sample sur-ace. As a result, a number of dispersed discharge channels areormed in the growing oxide layer. Subsequently, the titania solre drawn into the discharge channels by electrophoresis and/ordsorption [24,25]. In the discharge channel, the local tem-erature and pressure can reach 103–104 K and 102–103 MPa,espectively [14]. Owing to the high temperature, magnesiumnd alloy elements are melted out of the substrate and also enterhe discharge channel. Thus, a series of plasma thermochemi-al interactions take place in the discharge channels filled withhe components from both the substrate and the electrolyte [16].herefore, the oxide products containing magnesium and alloylements, i.e. MgO and MgAl2O4, are formed on the sampleurface. Concurrently, some complex processes, such as decom-osition, condensation, dehydration and crystallization, mayesult in the formation of titanium dioxide for the incorporationf the titania sol components.
In the early stages of the PEO process, it is speculated thathe metastable anatase is possibly formed due to the weakerischarge energy [26]. Moreover, the oxide film under the dis-harge is not thick enough to provide reliable thermal insulation,o that the oxide surface temperature does not exceed the pointf anatase to rutile transition and metastable anatase dominates,herefore, in the initial titanium dioxide products [27]. With pro-eeding of the oxidation, an enhanced discharge energy leads toetastable anatase then converts to stable rutile by virtue of
ocal high temparature–pressure sintering. At the same time,hicker film with the low thermal conductivity absorb more heatrom the discharge, which is capable of heating the underlyingxide film to the required temperatures to induce the anatase toutile transformation. But the local high temperature–pressuren discharge channel is most likely instantaneous since the sparkischarges develop and extinguish within 10−4–10−5 s [16].hus, the transformation of anatase into rutile is inhabited indischarge channel after a certain spark discharge is quenched
27]. In addition, the external surface layer touching the elec-rolytic solution always has a higher cooling rate during the PEOrocess, which makes the oxide surface temperature decreaseapidly, and thereby, the transformation of anatase into rutiles suppressed to some extent [28]. As a result, both metastablenatase and high temperature stable rutile TiO2 phases are pre-ented in the oxide film. However, the substantial mechanismsor the formation process of the TiO2 products in this modifiedlectrolyte need more detailed investigation.
The corrosion resistance of the oxide films formed in alkalinehosphate electrolyte without and with addition of titania sol wasvaluated by the potentiodynamic polarization curves in 3.5 wt%aCl solution, which are shown in Fig. 4. For comparison, this
gure also shows the curve for the uncoated magnesium alloy.he corrosion potential (Ecorr) and the corrosion current densityicorr) derived from the potentiodynamic polarization curves arehown in Table 1. By combining Fig. 4 and Table 1, one can
O
O
ig. 4. Potentiodynamic polarization curves of uncoated magnesium alloy (a),xide film formed in an alkaline phosphate bath without (b) and with (c) additionf titania sol measured in 3.5 wt% NaCl solution.
learly observe that a limited corrosion protection to magnesiumlloy is afforded by the oxide film formed in alkaline phosphatelectrolyte. Compared with the uncoated magnesium alloy, theorrosion potential has little shift to the positive direction (about4 mV) and the corrosion current density decreases by one orderf magnitude for the sample coated in alkaline phosphate elec-rolyte. For the magnesium alloy with the oxide film formed inlkaline phosphate electrolyte with addition of titania sol, theorrosion potential shifts to the positive direction significantlyabout 114 mV) and the corrosion current density decreases byore than three orders of magnitude with respect to that of the
ncoated magnesium alloy. These results show that the corrosionesistance of the magnesium alloy can be enhanced to a greatxtent by the oxide film formed in electrolyte with addition ofitania sol.
The corrosion resistance behavior of oxide films in NaCl solu-ion can be qualitatively explained when taking into account thehase composition and the microstructure. Experimental resultsemonstrated that MgO is the main phase composition in thexide film formed in alkaline phosphate electrolyte. Thermody-amically, MgO is unstable and will be subjected to progressivehemical dissolution in neutral aqueous solution [10]. As aesult, the corrosion potential, which is mainly related to the
xide film formed in alkalinephosphate electrolyte
−1.580 4.212 × 10−6
xide film formed in electrolyte withaddition of titania sol
−1.510 4.338 × 10−8

4 ica A
cdrliiiprrisritbsrtc
4
AiTufacafct
A
Lf
R
[[[
[
[
[[
[
[[[[
[
[
[[[
[A. Matthews, J. Phys. D: Appl. Phys. 36 (2003) 2110.
840 J. Liang et al. / Electrochim
racks on surface of the oxide film. Thereby, corrosive interme-iate (Cl−) would be easy to transfer through the oxide film andeached rapidly the magnesium substrate, which thus induces aarger corrosion current density. These processes result in a lim-ted corrosion resistance which provided for the sample coatedn alkaline phosphate electrolyte. As to the oxide film formedn electrolyte containing titania sol, due to the crystalline TiO2hases are very stable in neutral aqueous solution (especially forutile phase) [17], much increments of corrosion potential withespect to that of the magnesium alloy substrate are achievedn corrosion testing. In addition, the other film components, i.e.pinel MgAl2O4, may also be contributed to the increase of cor-osion potential in certain extent, though it is believed that themprovement is relatively limited [21]. On the other hand, theransfer of corrosive intermediate (Cl−) is effectively held backy the dense oxide layer, which makes the corrosion current den-ity decrease evidently. Therefore, the enhancement of corrosionesistance of oxide film formed in electrolyte with addition ofitania sol can be ascribed mainly to the presence of stable TiO2ompounds and the less imperfections in its structure.
. Conclusions
Oxide film containing TiO2 compounds was produced onM60B magnesium alloy using plasma electrolytic oxidation
n alkaline phosphate electrolyte with addition of titania sol.he oxide film formed in electrolyte with titania sol were moreniform morphology with less structural imperfections than thatormed in the electrolyte absence of titania sol. XPS and XRDnalyses proved that TiO2 compounds existed in the form ofrystalline rutile and anatase phases in the oxide film, whichre more stable than MgO in corrosive solution. The oxide filmormed in electrolyte with addition of titania sol provided higherorrosion resistance than that formed in alkaline phosphate elec-rolyte to magnesium alloy.
cknowledgments
The financial support from the NSFC (Grant No. 50575218,. Hu) is gratefully acknowledged. We thank Mr. Youming Chen
or his assistance in the experiments.
[
[
cta 52 (2007) 4836–4840
eferences
[1] B.L. Mordike, T. Ebert, Mat. Sci. Eng. A 302 (2001) 37.[2] Y. Kojima, Mater. Sci. Forum 350–351 (2000) 3.[3] G. Song, A. Atren, D. St. John, X. Wu, J. Nairn, Corros. Sci. 39 (1997)
1981.[4] J.E. Gray, B. Luan, J. Alloys Compd. 336 (2002) 88.[5] O. Khaselev, D. Weiss, J. Yahalom, J. Electrochem. Soc. 146 (5) (1999)
1757.[6] Y. Zhang, C. Yan, F. Wang, H. Lou, C. Cao, Surf. Coat. Technol. 161 (2002)
36.[7] O. Khaselev, D. Weiss, J. Yahalom, Corros. Sci. 43 (2001) 1295.[8] S.J. Xia, R. Yue, R.G. Rateick Jr., V.I. Birss, J. Electrochem. Soc. 151 (3)
(2004) B179.[9] H.A. Evangelides, U.S. Pat. 2,723,952, 1955.10] Y. Zhang, C. Yan, F. Wang, W. Li, Corros. Sci. 47 (2005) 2816.11] A.J. Zozulin, Met. Finish. 92 (1994) 39.12] H.Y. Hsiao, H.C. Tsung, W.T. Tsai, Surf. Coat. Technol. 199 (2005)
127.13] Y. Mizutani, S.J. Kim, R. Ichno, M. Okido, Surf. Coat. Technol. 169–170
(2003) 143.14] A.L. Yerokhin, X. Nie, A. Leyland, A. Matthews, S.J. Dowey, Surf. Coat.
Technol. 122 (1999) 73.15] A. Kuhn, Met. Finish. 101 (2003) 44.16] A.L. Yerokhin, V.V. Lyubimov, R.V. Ashitkov, Ceram. Int. 122 (1999)
1.17] A.L. Yerokhin, X. Nie, A. Leyland, A. Matthews, Surf. Coat. Technol. 130
(2000) 195.18] H. Fukuda, Y. Matsumoto, Corros. Sci. 46 (2004) 2135.19] H.Y. Hsiao, W.T. Tsai, Surf. Coat. Technol. 190 (2005) 299.20] T. Barton, U.S. Pat. 5,792,335, 1998.21] J. Liang, B.G. Guo, J. Tian, H.W. Liu, J.F. Zhou, W.M. Liu, T. Xu, Surf.
Coat. Technol. 199 (2005) 121.22] H.P. Duan, K.Q. Du, C.W. Yan, F.H. Wang, Electrochim. Acta 51 (2006)
2898.23] J.F. Moulder, W.F. Stickle, P.E. Sobol, C. Jill (Eds.), Handbook of X-ray
Photoelectron Spectroscopy., Physical Electronics Inc. Press, Minnesoda,1995.
24] S. Meyer, R. Gorges, G. Kreisel, Electrochim. Acta 49 (2004) 3319.25] W.P. Li, L.Q. Zhu, Y.H. Li, Surf. Coat. Technol. 201 (2006) 1085.26] Y.M. Wang, T.Q. Lei, B.L. Jiang, L.X. Guo, Appl. Surf. Sci. 233 (2004)
258.27] A.L. Yerokhin, L.O. Snizhko, N.L. Gurevina, A. Leyland1, A. Pilkington,
28] W.B. Xue, Z.W. Deng, Y.C. Lai, R.Y. Chen, J. Am. Ceram. Soc. 81 (5)(1998) 1365.
29] Z.P. Yao, Z.H. Jiang, X.T. Sun, S.G. Xin, X.T. Sun, X.H. Wu, Electrochim.Acta 50 (2005) 3273.