Embed Size (px)
Citation preview
PREVISÃO DA MOVIMENTAÇÃO DE
VEÍCULOS NOS PORTOS DE SANTOS E
PARANAGUÁ PELA METODOLOGIA DE
BOX-JENKINS ARIMA
Rafael Hueto Marengue (UTFPR )
Yslene Rocha Kachba (UTFPR )
O transporte marítimo no Brasil ainda está longe de ter seu potencial
alcançado. Buscando informações nota-se a carência de estudos e
investimentos nesse tipo de modal no meio nacional. Analisando esse
cenário, o presente trabalho tem como objetivo validar a metodologia
de Box-Jenkins, conhecida como ARIMA, para ser utilizada no cálculo
da previsão de demanda em portos, tomando como objeto de estudo
dados de movimentações de veículos nos portos de Santos e
Paranaguá, já que o mercado automobilístico é sensível e está em
época de recessão devido ao cenário em que se encontra, levantando
assim informações que auxiliem no planejamento estratégico dos
portos.
Palavras-chave: transporte, previsão, ARIMA.
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016.
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
2
1. Introdução
A previsão de demanda é utilizada nas organizações para auxiliar em seu planejamento
estratégico. Pode-se utilizar de métodos qualitativos e quantitativos, vindo destes várias
técnicas que podem ser utilizadas de acordo com o nível de precisão que a empresa precisa e
dos dados que ela dispõe. Dos métodos quantitativos podemos utilizar dados históricos
denominadas séries temporais. Segundo Tanejaet al (2016) séries temporais são como
sequências de observações ordenadas no tempo e supõe ainda que com a análise das séries
temporais pode-se predizer valores de períodos futuros através de observações da variável em
estudo.
No Brasil, ainda há carência de estudos e investimentos voltados ao transporte marítimo, com
uma costa litorânea com mais de 9.000 km, o modal predominante ainda é o rodoviário,
comcerca de 61,1% de toda a carga movimentada em 2014, segundo o Instituto Brasileiro de
Geografia e Estatística (IBGE), mostrando o pouco aproveitamento do potencial do transporte
marítimo,meio este utilizado para transportar mercadorias desde a antiguidade e altamente
empregado nos dias de hoje, conforme relatado na Conferência das Nações Unidas sobre
Comércio e Desenvolvimento (UNCTAD) em 2012, mais de 70% do valor do comércio
global transportado é pelo mar.
O mercado automobilístico brasileiro, por mais que esteja passando por dificuldades, ainda
faz parte dos maiores do mundo, fechando 2015 na 8º posição segundo as estatísticas da
Organização Internacional de Fabricantes de Veículos Automotores (OICA) e exportou cerca
de 17% dos autoveículos produzidos no ano passado, segundo dados da Associação Nacional
dos Fabricantes de Veículos Automotores (ANFAVEA). Pensando na quantidade de veículos
movimentados nos portos e como os dados são dispostos por históricos, pode-se utilizar de
técnicas de previsão de demanda empregadas na indústria para melhorar a gestão dos portos,
pois é obtida maior confiança na tomada de decisão sobre projetos futuros e alterações nas
atividades de acordo com as necessidades. Neste contexto, este trabalho tem como objetivo
avaliar a eficácia da aplicação do método ARIMA na previsão de movimentação de veículos
nos Portos de Paranaguá e Santos. Com resultados satisfatórios, tem-se uma maior confiança
na tomada de decisão sobre projetos futuros e alterações nas atividades de acordo com a
demanda pela qual o mercado se encontra.
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
3
2. Previsão de demanda
Segundo Krajewski, Ritzman e Malhotra (2009), uma previsão é um prognóstico de eventos
futuros, usado para propósitos de planejamento, assegurando o êxito da cadeia de valor.
A previsão da demanda é a base para o planejamento estratégico da produção, vendas e
finanças de qualquer empresa. Partindo deste ponto, as empresas podem desenvolver os
planos de capacidade, de fluxo de caixa, de vendas, de produção e estoques, de mão de obra,
de compras e etc (TUBINO, 2009).
Hoje em dia encontram-se diversos métodos para previsão de demanda à disposição. Tem-se
desde métodos qualitativos como pesquisa de mercado e delphi e métodos quantitativos,
conhecidos por previsões baseadas por séries temporais, onde encontram-se modelos que
fazem previsões desde curto até longo prazo. Este trabalho será voltado para previsões por
séries temporais por causa das características dos dados coletados, que são cargas
movimentadas no decorrer dos últimos meses nos portos pesquisados, formando uma série
temporal ou histórica.
2.1 Previsão por séries temporais
Segundo Tiao (2015), nos negócios, economia, engenharia, meio ambiente, medicina e outros
campos de investigações científicas, os dados são coletados em intervalos de tempos
regulares, sendo chamados de séries temporais, como a leitura de temperatura de hora em
hora, taxas de crescimentos anuais, o produto nacional bruto e outros.
Esses valores obtidos ao longo do tempo e armazenados podem ser utilizados em métodos
quantitativos de previsão de demanda. Para Krajewski, Ritzman e Malhotra (2012), há cinco
padrões básicos da maioria das séries temporais de demanda:
Horizontal: a flutuação de dados em torno de uma média constante;
Tendencial: o aumento ou a redução sistemática na média das séries ao longo do
tempo;
Sazonal: um padrão de aumentos ou reduções na demanda que pode ser repetido,
dependendo da hora, do dia, da semana, do mês ou da estação;
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
4
Cíclico: os aumentos ou reduções graduais menos previsíveis na demanda por
períodos mais longos de tempo (anos ou décadas);
Aleatório: a variação imprevisível da demanda.
Os modelos quantitativos de previsão são modelos matemáticos baseados em dados
históricos. Esses modelos supõem que dados passados são relevantes para o futuro
(GAITHER, FRAZIER, 2002). Dentre os modelos de previsão de demanda por séries
temporais, tem-se como opções desde métodos mais simples como a Média Móvel e
Regressão Linear até métodos mais avançados como Holt-Winters e o Auto
RegressiveIntegratedMovingAverages (ARIMA), ou modelo Auto Regressivo Integrado de
Médias Móveis na literatura portuguesa.
2.2 ARIMA (p, d, q)
Como uma série temporal tem os dados coletados sequencialmente ao longo do tempo,
espera-se que ela apresente correlação seriada no tempo. Os modelos de Box-Jenkins,
genericamente conhecidos por Auto RegressiveIntegratedMovingAverages (ARIMA) e na
literatura em português por modelos Auto Regressivos Integrados de Médias Móveis, são
modelos matemáticos que visam captar o comportamento da correlação seriada ou
autocorrelação entre os valores da série temporal, e com base nesse comportamento realizar
previsões futuras (WERNER; RIBEIRO, 2003).
Segundo Fava (2000), os modelos ARIMA resultam da combinação de três componentes
denominados "filtros": o componente auto-regressivo (AR), o filtro de integração (I) e o
componente de médias móveis (MA).
Como a maioria dos procedimentos de análise estatística de séries temporais supõe que estas
sejam estacionárias, será necessário transformá-las caso ainda não sejam. Segundo Morretin
eToloi (1987), a transformação mais comum consiste em tomar diferenças sucessivas da série
original até obter uma série estacionária.
Equação para diferenciação
Equação para o valor limite das correlações

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
5
Modelo ARIMA(p, d, q)
Em que
d = ordem de integração, o qual é o número de diferenças necessárias para tornar a série
estacionária.
3. Validação do modelo
Para Martins e Laugeni (2005), após identificar o modelo de previsão, é preciso utilizar uma
ferramenta para garantir que o modelo selecionado continue, indefinidamente, a representar
adequadamente o fenômeno verdadeiro. Esses mesmos autores apresentam duas variáveis, o
sinal de rastreamento ou trackingsignal (TS) e o sinal de Trigg (TR).
3.1 Sinal de rastreamento (TS)
Onde:
Desvio = erro da previsão = valor real – valor previsto
Desvio absoluto = erro da previsão em valor absoluto
Segundo os autores, para que o modelo de previsão continue sendo válido o valor de TS deve
estar entre -3 e +3.
3.2 Sinal de Trigg (TR)
Segundo Martins e Laugeni (2005), a desvantagem do sinal de rastreamento é que ele deve ser
calculado sempre em cada período para evitar que os desvios acumulados cresçam
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
6
demasiadamente caso o modelo selecionado não mais seja adequado. O sinal de Trigg (TR)
procura corrigir essa distorção.
Com
4. Metodologia
Após discutida a problemática, foi obtido dados através das estatísticas fornecidas pelos
Portos de Santos e Paranaguá sobre a movimentação de veículos em unidades, sendo
determinados dessa forma 48 dados para o Porto de Santos e 43 para o Porto de
Paranaguá.Para a determinação das ordens p, d e q do modelo, foram seguidas as seguintes
etapas propostas por Morretin e Toloi (1987):
Diferenciação da série pela equação 1, quantas vezes necessárias para obter uma
série estacionária, sendo o número de diferenciações o valor da ordem d;
Análises de autocorrelações e autocorrelações parciais.
Os dados obtidos possuem, aparentemente, um comportamento não-estacionário, sendo
necessária a aplicação de autocorrelações para confirmar tal comportamento, seguido das
diferenciações para acompanhar se a série perde a não-estacionariedade. As diferenciações
foram feitas até que os valores das autocorrelações e autocorrelações parciais ficassem
próximas de zero, ou seja, quando seus valores fossem pouco significativos estando abaixo do
coeficiente determinado pela equação 2. Assim, o valor de p refere-se ao momento em que a
autocorrelação parcial começou a tender a zero e se estabilizou e o valor de q refere-se ao
momento em que a autocorrelação passou a ter esse comportamento.
Como exemplo, alguns valores das autocorrelações para os dados de importação em
Paranaguá com os valores originais na coluna da esquerda e com os valores após a primeira
diferenciação, com C = 0,3086.
Quadro 1 – Comparação entre asautocorrelações para os valores originais e com uma diferenciação
0,705393 -0,35646
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
7
0,619886 0,199822
0,409674 -0,13915
0,285288 -0,00194
0,161565 -0,09409
0,090759 -0,10897
Fonte: dados de pesquisa e softwares Minitab e Excel
Assim, as análises foram feitas através do Software MinitabTrial e o mesmo utilizado para
gerar o modelo após a determinação das ordens p, d e q, obtendo assim os valores das
previsões com seus respectivos resíduos e também os valores dos coeficientes utilizados para
montar as equações. Esses mesmos procedimentos foram aplicados tanto para os valores de
exportação quanto de importação nos portos de Paranaguá e Santos.
Para a convalidação dos modelos, foi aplicada a equação 5 do Sinal de Rastreamento para
verificar se os resíduos gerados estavam dentro dos parâmetros adequados para aceitar os
valores gerados pelo modelo.
5. Análise dos resultados
Após determinados os objetivos dos modelos, coleta e análise dos dados, escolha da técnica
de previsão, obtenção das previsões e monitoração, que são a base para a criação de um
modelo de previsão, foram obtidos os resultados encontrados a seguir, separados em sessões
para Paranaguá e Santos para melhor ordenação.
5.1 Paranaguá
Analisando as autocorrelações e autocorrelações parciais, observou-se que foi necessária
apenas uma única diferenciação para tornar as séries estacionárias, tanto para exportação
quanto para importação.
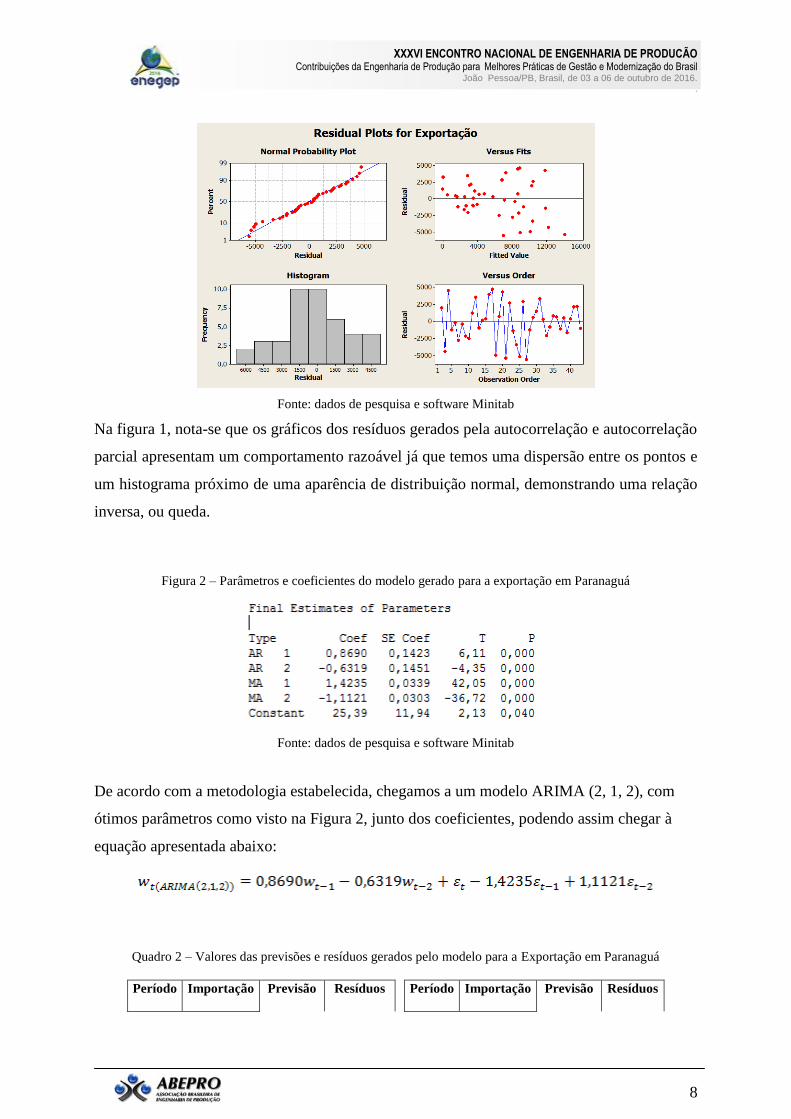
Figura 1 – Gráfico dos resíduos da série de Exportação em Paranaguá
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
8
Fonte: dados de pesquisa e software Minitab
Na figura 1, nota-se que os gráficos dos resíduos gerados pela autocorrelação e autocorrelação
parcial apresentam um comportamento razoável já que temos uma dispersão entre os pontos e
um histograma próximo de uma aparência de distribuição normal, demonstrando uma relação
inversa, ou queda.
Figura 2 – Parâmetros e coeficientes do modelo gerado para a exportação em Paranaguá
Fonte: dados de pesquisa e software Minitab
De acordo com a metodologia estabelecida, chegamos a um modelo ARIMA (2, 1, 2), com
ótimos parâmetros como visto na Figura 2, junto dos coeficientes, podendo assim chegar à
equação apresentada abaixo:
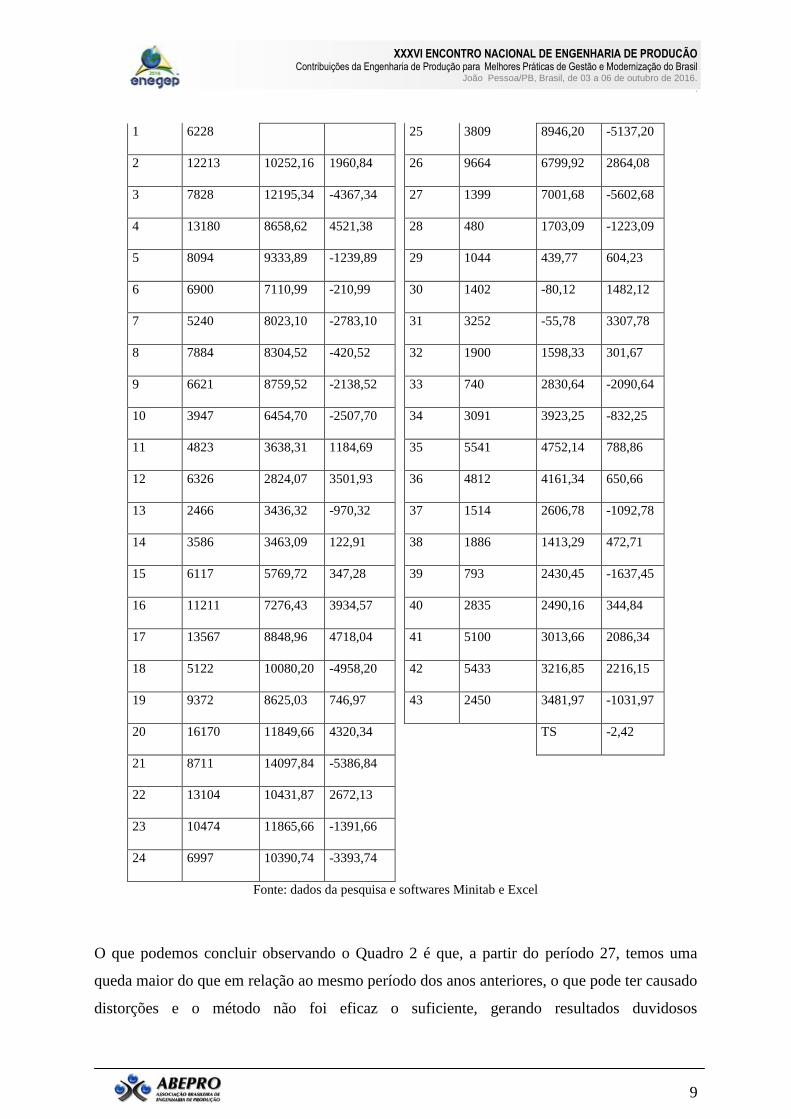
Quadro 2 – Valores das previsões e resíduos gerados pelo modelo para a Exportação em Paranaguá
Período Importação Previsão Resíduos
Período Importação Previsão Resíduos
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
9
1 6228
25 3809 8946,20 -5137,20
2 12213 10252,16 1960,84
26 9664 6799,92 2864,08
3 7828 12195,34 -4367,34
27 1399 7001,68 -5602,68
4 13180 8658,62 4521,38
28 480 1703,09 -1223,09
5 8094 9333,89 -1239,89
29 1044 439,77 604,23
6 6900 7110,99 -210,99
30 1402 -80,12 1482,12
7 5240 8023,10 -2783,10
31 3252 -55,78 3307,78
8 7884 8304,52 -420,52
32 1900 1598,33 301,67
9 6621 8759,52 -2138,52
33 740 2830,64 -2090,64
10 3947 6454,70 -2507,70
34 3091 3923,25 -832,25
11 4823 3638,31 1184,69
35 5541 4752,14 788,86
12 6326 2824,07 3501,93
36 4812 4161,34 650,66
13 2466 3436,32 -970,32
37 1514 2606,78 -1092,78
14 3586 3463,09 122,91
38 1886 1413,29 472,71
15 6117 5769,72 347,28
39 793 2430,45 -1637,45
16 11211 7276,43 3934,57
40 2835 2490,16 344,84
17 13567 8848,96 4718,04
41 5100 3013,66 2086,34
18 5122 10080,20 -4958,20
42 5433 3216,85 2216,15
19 9372 8625,03 746,97
43 2450 3481,97 -1031,97
20 16170 11849,66 4320,34
TS -2,42
21 8711 14097,84 -5386,84
22 13104 10431,87 2672,13
23 10474 11865,66 -1391,66
24 6997 10390,74 -3393,74
Fonte: dados da pesquisa e softwares Minitab e Excel
O que podemos concluir observando o Quadro 2 é que, a partir do período 27, temos uma
queda maior do que em relação ao mesmo período dos anos anteriores, o que pode ter causado
distorções e o método não foi eficaz o suficiente, gerando resultados duvidosos
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
10
principalmente nas previsões para os períodos 30 e 31, porém aceita-se os resultados pois a
TS está dentro dos parâmetros estabelecidos e realizando mais uma diferenciação os
resultados foram menos satisfatórios, sendo este valor o de menor precisão entre as outras
previsões realizadas.
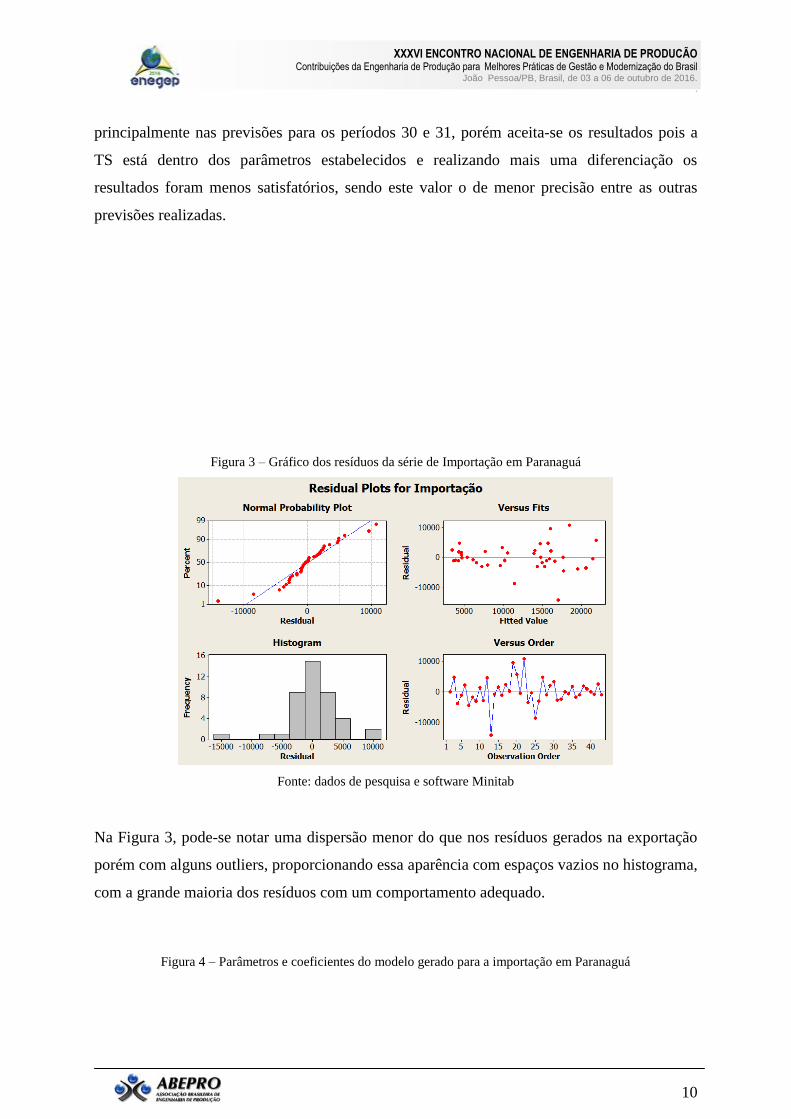
Figura 3 – Gráfico dos resíduos da série de Importação em Paranaguá
Fonte: dados de pesquisa e software Minitab
Na Figura 3, pode-se notar uma dispersão menor do que nos resíduos gerados na exportação
porém com alguns outliers, proporcionando essa aparência com espaços vazios no histograma,
com a grande maioria dos resíduos com um comportamento adequado.
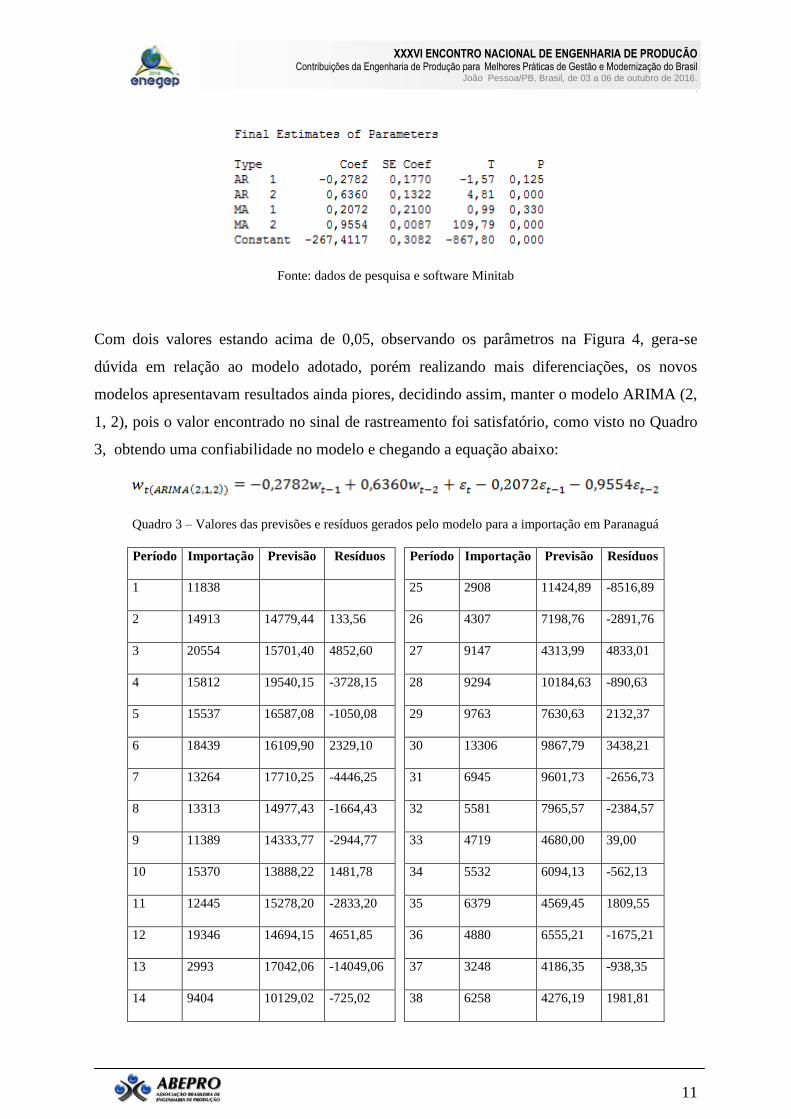
Figura 4 – Parâmetros e coeficientes do modelo gerado para a importação em Paranaguá
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
11
Fonte: dados de pesquisa e software Minitab
Com dois valores estando acima de 0,05, observando os parâmetros na Figura 4, gera-se
dúvida em relação ao modelo adotado, porém realizando mais diferenciações, os novos
modelos apresentavam resultados ainda piores, decidindo assim, manter o modelo ARIMA (2,
1, 2), pois o valor encontrado no sinal de rastreamento foi satisfatório, como visto no Quadro
3, obtendo uma confiabilidade no modelo e chegando a equação abaixo:
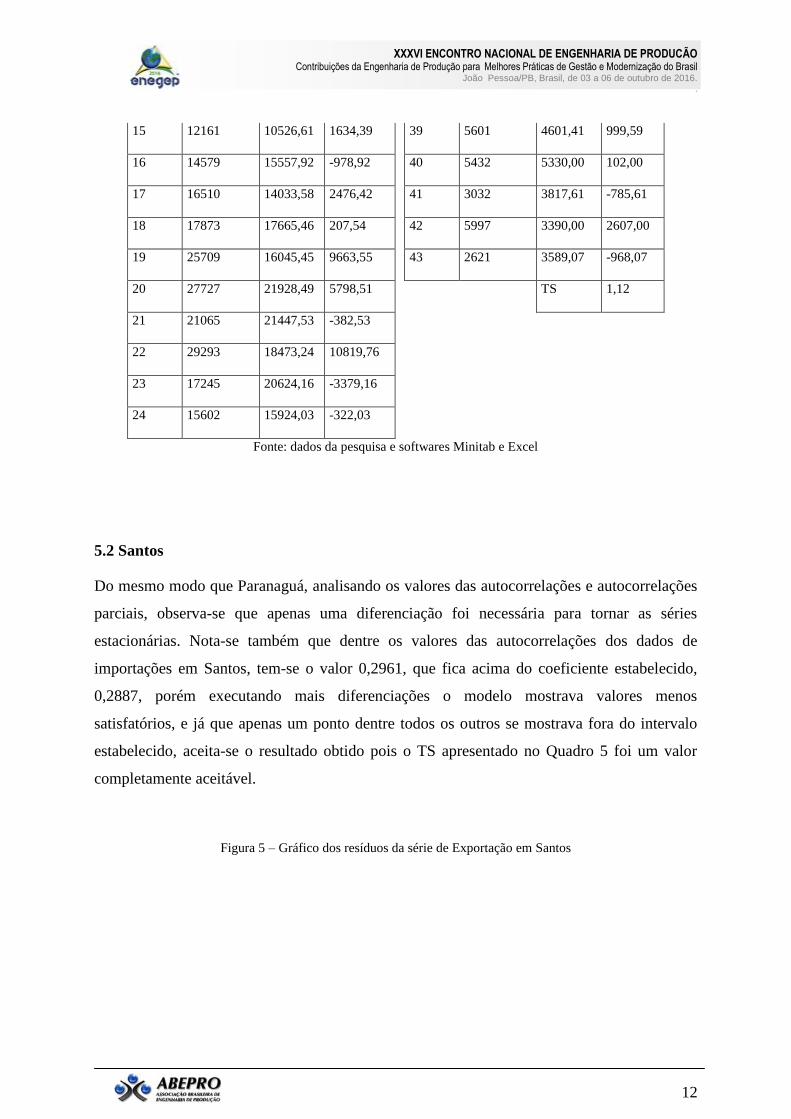
Quadro 3 – Valores das previsões e resíduos gerados pelo modelo para a importação em Paranaguá
Período Importação Previsão Resíduos
Período Importação Previsão Resíduos
1 11838
25 2908 11424,89 -8516,89
2 14913 14779,44 133,56
26 4307 7198,76 -2891,76
3 20554 15701,40 4852,60
27 9147 4313,99 4833,01
4 15812 19540,15 -3728,15
28 9294 10184,63 -890,63
5 15537 16587,08 -1050,08
29 9763 7630,63 2132,37
6 18439 16109,90 2329,10
30 13306 9867,79 3438,21
7 13264 17710,25 -4446,25
31 6945 9601,73 -2656,73
8 13313 14977,43 -1664,43
32 5581 7965,57 -2384,57
9 11389 14333,77 -2944,77
33 4719 4680,00 39,00
10 15370 13888,22 1481,78
34 5532 6094,13 -562,13
11 12445 15278,20 -2833,20
35 6379 4569,45 1809,55
12 19346 14694,15 4651,85
36 4880 6555,21 -1675,21
13 2993 17042,06 -14049,06
37 3248 4186,35 -938,35
14 9404 10129,02 -725,02
38 6258 4276,19 1981,81
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
12
15 12161 10526,61 1634,39
39 5601 4601,41 999,59
16 14579 15557,92 -978,92
40 5432 5330,00 102,00
17 16510 14033,58 2476,42
41 3032 3817,61 -785,61
18 17873 17665,46 207,54
42 5997 3390,00 2607,00
19 25709 16045,45 9663,55
43 2621 3589,07 -968,07
20 27727 21928,49 5798,51
TS 1,12
21 21065 21447,53 -382,53
22 29293 18473,24 10819,76
23 17245 20624,16 -3379,16
24 15602 15924,03 -322,03
Fonte: dados da pesquisa e softwares Minitab e Excel
5.2 Santos
Do mesmo modo que Paranaguá, analisando os valores das autocorrelações e autocorrelações
parciais, observa-se que apenas uma diferenciação foi necessária para tornar as séries
estacionárias. Nota-se também que dentre os valores das autocorrelações dos dados de
importações em Santos, tem-se o valor 0,2961, que fica acima do coeficiente estabelecido,
0,2887, porém executando mais diferenciações o modelo mostrava valores menos
satisfatórios, e já que apenas um ponto dentre todos os outros se mostrava fora do intervalo
estabelecido, aceita-se o resultado obtido pois o TS apresentado no Quadro 5 foi um valor
completamente aceitável.
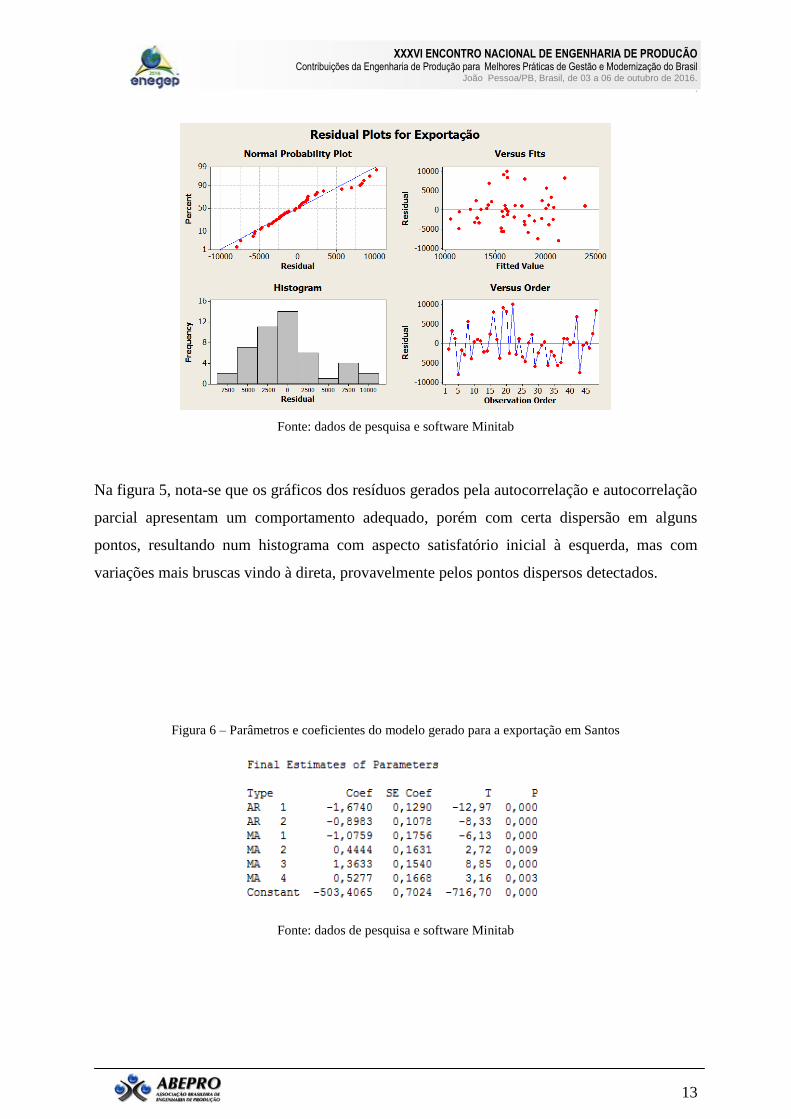
Figura 5 – Gráfico dos resíduos da série de Exportação em Santos
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
13
Fonte: dados de pesquisa e software Minitab
Na figura 5, nota-se que os gráficos dos resíduos gerados pela autocorrelação e autocorrelação
parcial apresentam um comportamento adequado, porém com certa dispersão em alguns
pontos, resultando num histograma com aspecto satisfatório inicial à esquerda, mas com
variações mais bruscas vindo à direta, provavelmente pelos pontos dispersos detectados.
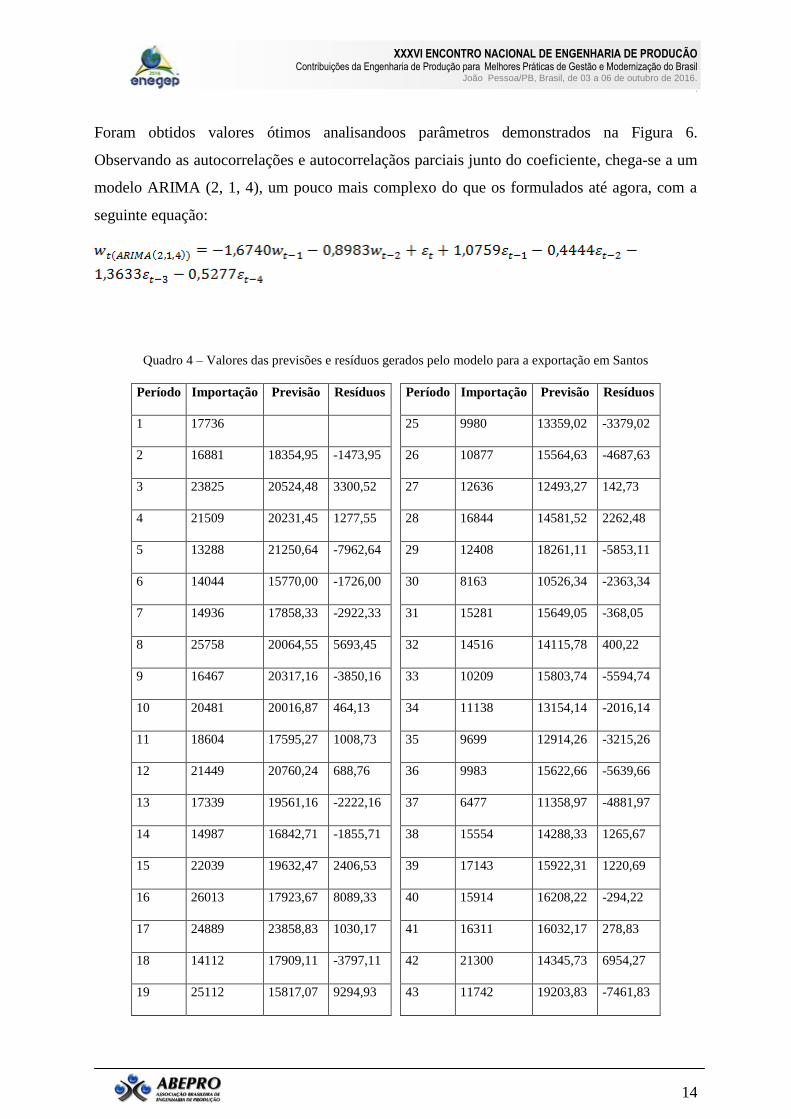
Figura 6 – Parâmetros e coeficientes do modelo gerado para a exportação em Santos
Fonte: dados de pesquisa e software Minitab
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
14
Foram obtidos valores ótimos analisandoos parâmetros demonstrados na Figura 6.
Observando as autocorrelações e autocorrelaçãos parciais junto do coeficiente, chega-se a um
modelo ARIMA (2, 1, 4), um pouco mais complexo do que os formulados até agora, com a
seguinte equação:
Quadro 4 – Valores das previsões e resíduos gerados pelo modelo para a exportação em Santos
Período Importação Previsão Resíduos
Período Importação Previsão Resíduos
1 17736
25 9980 13359,02 -3379,02
2 16881 18354,95 -1473,95
26 10877 15564,63 -4687,63
3 23825 20524,48 3300,52
27 12636 12493,27 142,73
4 21509 20231,45 1277,55
28 16844 14581,52 2262,48
5 13288 21250,64 -7962,64
29 12408 18261,11 -5853,11
6 14044 15770,00 -1726,00
30 8163 10526,34 -2363,34
7 14936 17858,33 -2922,33
31 15281 15649,05 -368,05
8 25758 20064,55 5693,45
32 14516 14115,78 400,22
9 16467 20317,16 -3850,16
33 10209 15803,74 -5594,74
10 20481 20016,87 464,13
34 11138 13154,14 -2016,14
11 18604 17595,27 1008,73
35 9699 12914,26 -3215,26
12 21449 20760,24 688,76
36 9983 15622,66 -5639,66
13 17339 19561,16 -2222,16
37 6477 11358,97 -4881,97
14 14987 16842,71 -1855,71
38 15554 14288,33 1265,67
15 22039 19632,47 2406,53
39 17143 15922,31 1220,69
16 26013 17923,67 8089,33
40 15914 16208,22 -294,22
17 24889 23858,83 1030,17
41 16311 16032,17 278,83
18 14112 17909,11 -3797,11
42 21300 14345,73 6954,27
19 25112 15817,07 9294,93
43 11742 19203,83 -7461,83
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
15
20 30193 21891,10 8301,90
44 10930 11412,87 -482,87
21 18252 20737,18 -2485,18
45 13720 13540,53 179,47
22 26300 16141,57 10158,43
46 14981 16186,37 -1205,37
23 16094 18862,44 -2768,44
47 15582 13079,77 2502,23
24 18180 16959,33 1220,67
48 24713 16177,74 8535,26
TS -0,55
Fonte: dados da pesquisa e softwares Minitab e Excel
Observando o Quadro 4, nota-se que os valores são os mais equilibradosdas previsões geradas
até então.
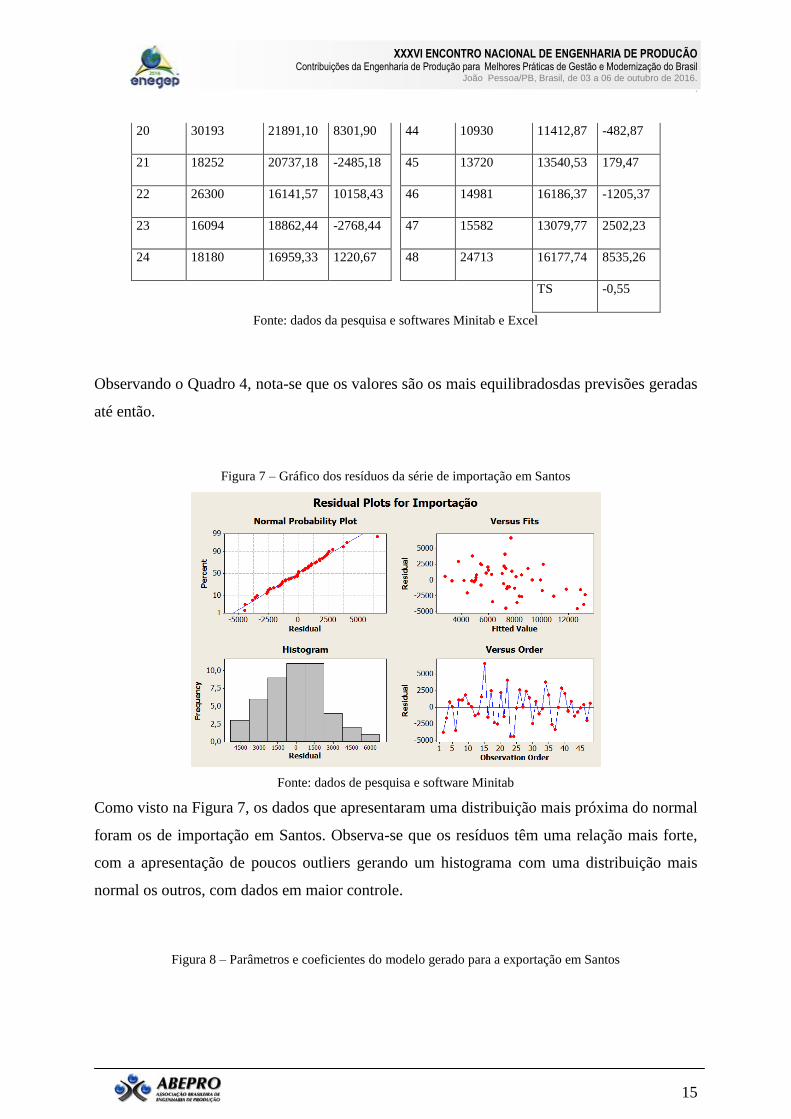
Figura 7 – Gráfico dos resíduos da série de importação em Santos
Fonte: dados de pesquisa e software Minitab
Como visto na Figura 7, os dados que apresentaram uma distribuição mais próxima do normal
foram os de importação em Santos. Observa-se que os resíduos têm uma relação mais forte,
com a apresentação de poucos outliers gerando um histograma com uma distribuição mais
normal os outros, com dados em maior controle.
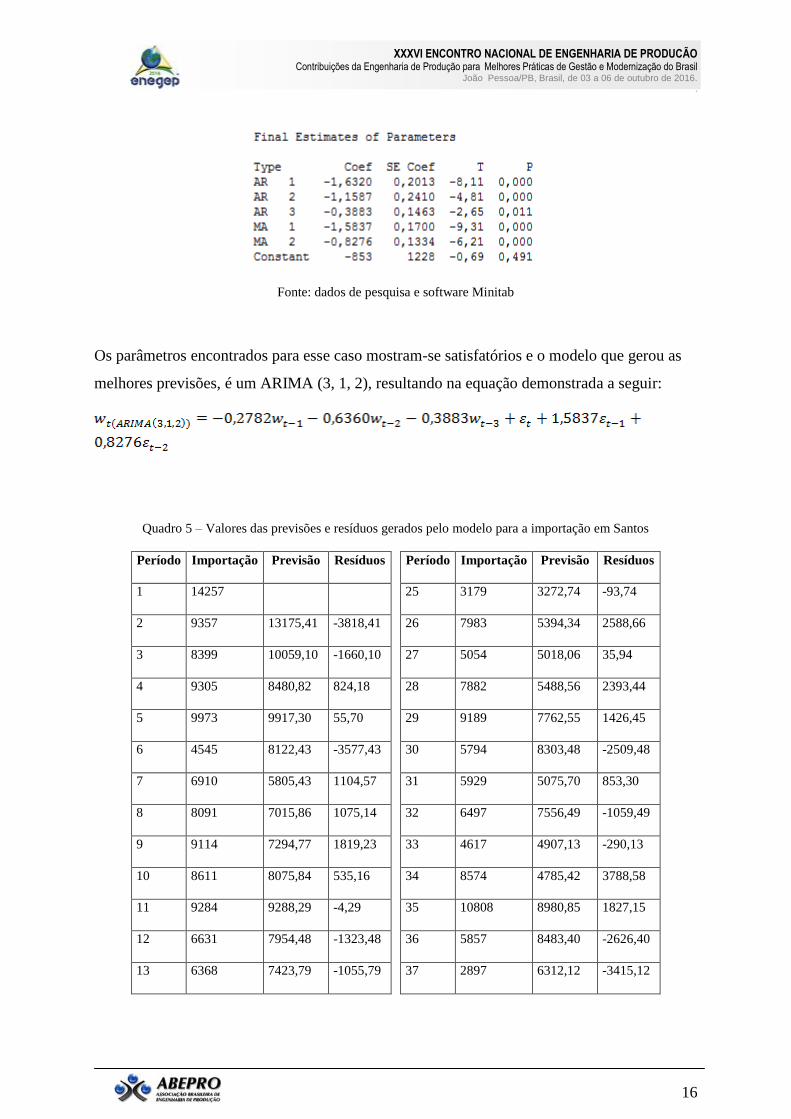
Figura 8 – Parâmetros e coeficientes do modelo gerado para a exportação em Santos
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
16
Fonte: dados de pesquisa e software Minitab
Os parâmetros encontrados para esse caso mostram-se satisfatórios e o modelo que gerou as
melhores previsões, é um ARIMA (3, 1, 2), resultando na equação demonstrada a seguir:
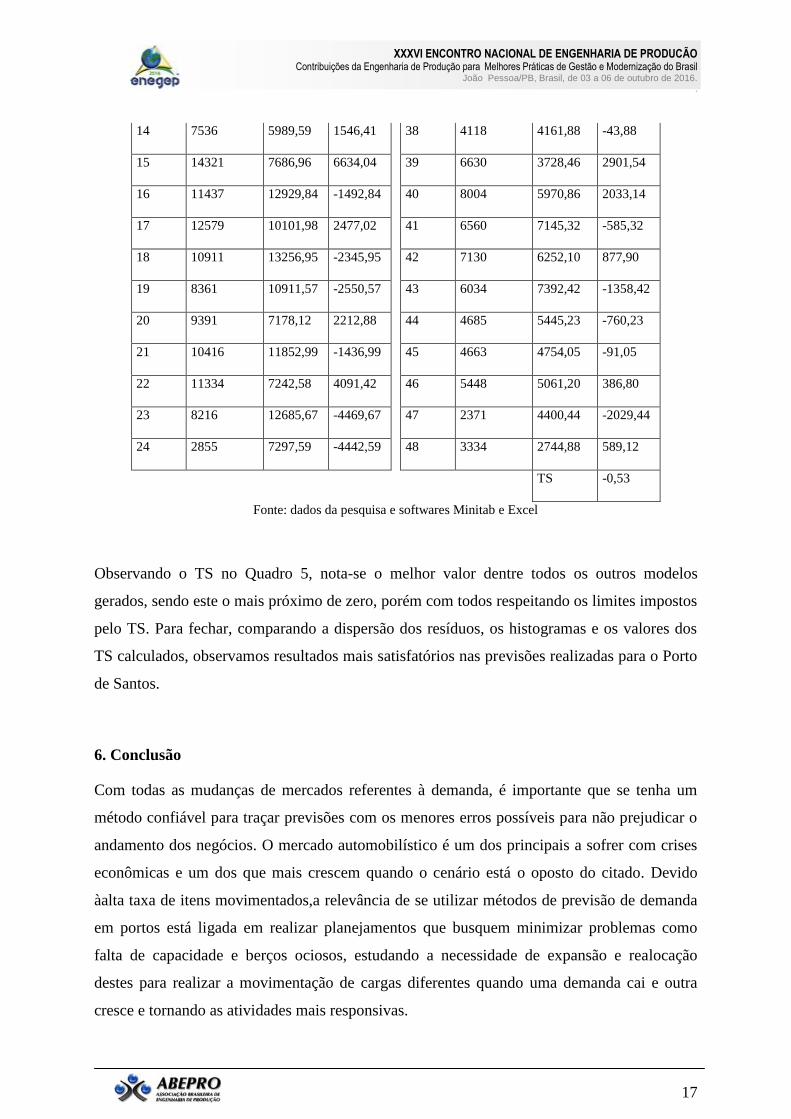
Quadro 5 – Valores das previsões e resíduos gerados pelo modelo para a importação em Santos
Período Importação Previsão Resíduos
Período Importação Previsão Resíduos
1 14257
25 3179 3272,74 -93,74
2 9357 13175,41 -3818,41
26 7983 5394,34 2588,66
3 8399 10059,10 -1660,10
27 5054 5018,06 35,94
4 9305 8480,82 824,18
28 7882 5488,56 2393,44
5 9973 9917,30 55,70
29 9189 7762,55 1426,45
6 4545 8122,43 -3577,43
30 5794 8303,48 -2509,48
7 6910 5805,43 1104,57
31 5929 5075,70 853,30
8 8091 7015,86 1075,14
32 6497 7556,49 -1059,49
9 9114 7294,77 1819,23
33 4617 4907,13 -290,13
10 8611 8075,84 535,16
34 8574 4785,42 3788,58
11 9284 9288,29 -4,29
35 10808 8980,85 1827,15
12 6631 7954,48 -1323,48
36 5857 8483,40 -2626,40
13 6368 7423,79 -1055,79
37 2897 6312,12 -3415,12
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
17
14 7536 5989,59 1546,41
38 4118 4161,88 -43,88
15 14321 7686,96 6634,04
39 6630 3728,46 2901,54
16 11437 12929,84 -1492,84
40 8004 5970,86 2033,14
17 12579 10101,98 2477,02
41 6560 7145,32 -585,32
18 10911 13256,95 -2345,95
42 7130 6252,10 877,90
19 8361 10911,57 -2550,57
43 6034 7392,42 -1358,42
20 9391 7178,12 2212,88
44 4685 5445,23 -760,23
21 10416 11852,99 -1436,99
45 4663 4754,05 -91,05
22 11334 7242,58 4091,42
46 5448 5061,20 386,80
23 8216 12685,67 -4469,67
47 2371 4400,44 -2029,44
24 2855 7297,59 -4442,59
48 3334 2744,88 589,12
TS -0,53
Fonte: dados da pesquisa e softwares Minitab e Excel
Observando o TS no Quadro 5, nota-se o melhor valor dentre todos os outros modelos
gerados, sendo este o mais próximo de zero, porém com todos respeitando os limites impostos
pelo TS. Para fechar, comparando a dispersão dos resíduos, os histogramas e os valores dos
TS calculados, observamos resultados mais satisfatórios nas previsões realizadas para o Porto
de Santos.
6. Conclusão
Com todas as mudanças de mercados referentes à demanda, é importante que se tenha um
método confiável para traçar previsões com os menores erros possíveis para não prejudicar o
andamento dos negócios. O mercado automobilístico é um dos principais a sofrer com crises
econômicas e um dos que mais crescem quando o cenário está o oposto do citado. Devido
àalta taxa de itens movimentados,a relevância de se utilizar métodos de previsão de demanda
em portos está ligada em realizar planejamentos que busquem minimizar problemas como
falta de capacidade e berços ociosos, estudando a necessidade de expansão e realocação
destes para realizar a movimentação de cargas diferentes quando uma demanda cai e outra
cresce e tornando as atividades mais responsivas.

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
18
Com o estudo realizado neste trabalho, conclui-se que o método ARIMA, de Box-Jenkins, é
válido para realizar previsões de movimentações de veículos e provavelmente outros produtos
em portos, já que esse tipo de série temporal estudada apresenta não-estacionariedade, pois
identificamos diversas oscilações na série, com diversos picos durante os anos seguidos de
quedas, sem contar a variabilidade de unidades produzidas, exportadas e importadas nos
últimos anos com os problemas que o mercado vem enfrentando.Espero que com estudos
como este, seja fomentada a pesquisa em relação ao transporte marítimo em nosso país, pois é
um dos mais importantes, senão o mais, em todo o mundo.
REFERÊNCIAS
FAVA, V. Manual de econometria. In: VASCONCELOS, M. A. S.; D. São Paulo: Editora Atlas, 2000.
GAITHER, Norman e FRAZIER, Greg. Administração da Produção e Operações -8° ed. – São Paulo:
Cengage Learning, 2002.
KRAJEWSKI, Lee,RITZMAN, Larry e MALHOTRA, Manoj. Administração de Produção e Operações 8°
ed. Pearson, 2009.
MARTINS, Petronio G. e LAUGENI, Fernando Piero. Administração da Produção. 2° ed. Saraiva. 2005.
MORETTIN, P. A. e TOLOI, C. M. C. Previsão de séries temporais. 2. ed. São Paulo: Atual Editora,1987.
TANEJA, Kanika,AHMAD, Shamshad, AHMAD, Kafeel, ATTRI, S.D. Time Series Analysisof aerossol
opticaldepth over New DelhiusingBos-Jenkins ARIMA modeling approach. AtmosphericPollutionResearch.
Elsevier. 2016.
TIAO, George C. Time Series: ARIMA Methods. Chicago, IL, USA, Universityof Chicago. Elsevier. 2015. vol.
23, pp. 15704-15709.
TUBINO, Dalvio Ferrari. Planejamento e Controle da Produção: teoria e prática – 2. ed. – São Paulo: Atlas,
2009.
WERNER, Liane e RIBEIRO, José Luis Duarte.Previsão de demanda: uma aplicação de modelos Box-
Jenkins na área de assistência técnica de computadores pessoais. Gest. Prod. Vol.10 no.1 São Carlos. Abril
2003.
Associação Nacional dos Fabricantes de Veículos Automotores <http://www.anfavea.com.br/tabelasnovo.html>
acessado em 23 de abril de 2016.
Organisation Internacionale des Constructeurs d’Automobiles <http://www.oica.net/category/production-
statistics/> acessado em 21 de abril de 2016.
Review of Maritime Transportation 2012. Paper presented at the United Nations Conference on Trade and
Development-UNCTAD, New York andGeneva. <http://unctad.org/en/PublicationsLibrary/rmt2012_en.pdf>
acessadoem 4 de novembro de 2015.

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
19