Embed Size (px)
Citation preview
1
CAPITULO I.
1.- CARACTERISTICAS GENERALES.
1.1.- PROCESOS DE MANUFACTURA. Son aquel conjunto de fases sucesivas que nos permiten transformar un
material en un producto utilizable tanto por la industria como por el consumidor; para lograr ese propósito, hay dos
maneras importantes que son:
a).- Procesos de Conversión Interna. En los cuales hay conversión física y química. Entre ellos
mencionaremos: la reducción de minerales, los procesos de refinación, y los tratamientos térmicos
b).- Procesos de Conversión Externa. En donde hay conversión mecánica; de acuerdo a la propiedad de
los metales y de las aleaciones que la permite, se subdividen en:
b.1).- Piezas Vaciadas o Fundidas. Las que se obtienen apoyándonos en las propiedades de los
líquidos; las cuales permiten llenar cavidades para dar origen a la actividad cuyo aspecto industrial es la Fundición.
b.2).- Piezas Soldadas. Se obtienen gracias a la propiedad de Fusibilidad; es decir, nos apoyamos
en las características de coalescencia de los materiales. Conducen a la actividad industrial conocida como Soldadura.
b.3).- Piezas Conformadas. Obtenidas mediante deformación plástica, debido a las propiedades de
ductilidad y de maleabilidad. Conduce a los procesos de Forja, Laminación, Extrusión, Estampado, etc.
b.4).- Piezas Mecanizadas. Debidas a la remoción del exceso de material, como una consecuencia
de la propiedad de Divisibilidad de ellos.
1.2.- CONCEPTO DE FUNDICION. El vaciado de metales ha tenido una tremenda evolución desde sus orígenes
en la prehistoria. Los primeros objetos metálicos fueron trabajados hace aproximadamente 5.000 años, después de
haber sido fabricados mediante el proceso de vaciado. El bronce fué el primer metal ampliamente usado en campanas,
estatuas y armas. Al igual que en las épocas precedentes, las Revoluciones Industrial en Europa y en Norteamérica,
son históricamente sinónimas del desarrollo del proceso de vaciado; en estos casos, son el hierro y el acero. La
tremenda expansión en la industria de los metales vaciados, dieron como resultado la necesidad de producir nueva
maquinaria de diferentes tipos para cubrir la demanda de las crecientes industrias manufacturadoras y de transporte.
Fundición es el proceso térmico de manufactura donde se procesan los metales y aleaciones a elevadas
temperaturas para luego ser vaciados sobre un molde que contiene la geometría del producto a fabricar donde se le deja
2
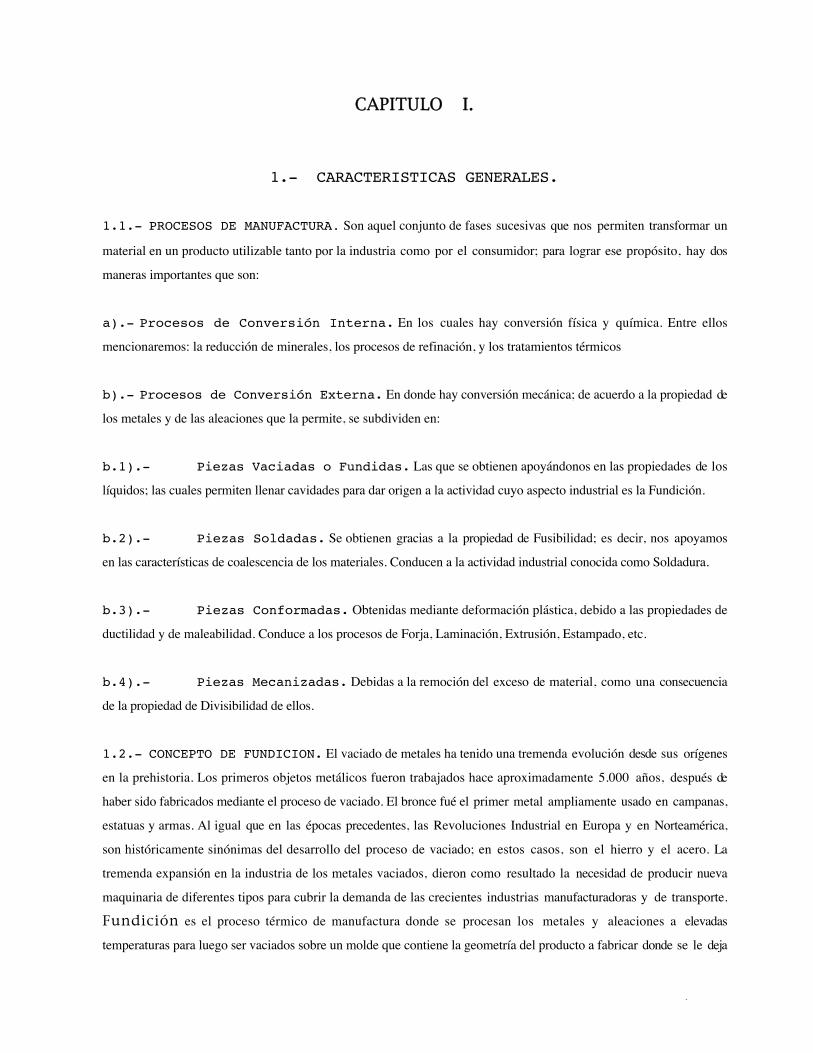
solidificar y enfriar. La figura 1.1(1), muestra el flujograma típico de las etapas de manufactura en el proceso en una
fundición. Se puede ver, que hay seis áreas básicas en una Fundición, que son: Fusión, Moldeo, Vaciado, Fabricación
de Machos, Limpieza, y Tratamientos Térmicos. El término Proceso de Vaciado implica, en el sentido
amplio, al proceso de moldeo, al método de introducir el metal en la cavidad del molde y a todos los procesos de hacer
las piezas. Se entiende por Moldear una pieza, a la actividad de atacar una mezcla de moldeo sobre un determinado
modelo, de manera que cuando se retire dicho modelo, quede perfectamente reproducida su forma. Además, la masa
moldeada debe poseer propiedades que le permitan mantener dicha perfección hasta que la pieza solidifique y se enfríe
completamente.
Fig. 1.1

3
Por lo tanto, el término proceso de moldeo se refiere a los métodos de fabricación del molde y a los materiales
usados. Se puede ver claramente, que para producir una pieza por fundición es necesario ejecutar las siguientes etapas:
(1)- preparación y mantenimiento del líquido a adecuadas temperaturas;
(2)- preparación del molde;
(3)- manejo y vaciado del líquido;
(4)- solidificación y enfriamiento de la pieza;
(5)- desmoldeo;
(6)- tratamientos térmicos; y
(7)- acabado final.
Todas ellas, subdivididas en cuatro áreas básicas que son(2): fusión, moldeo, fabricación de machos y limpieza. Sin
embargo, para ello es necesario examinar previamente al proceso de fundición como conjunto, donde se incluya tanto
al diseño como a las especificaciones de las piezas, lo que permite determinar las técnicas de vaciado. Aparte de
considerar las diferencias en temperaturas de fusión de los metales y aleaciones, otros parámetros que definen la
selección del proceso como conjunto son las significativas diferencias en cuanto a características sobre actividad
química y solubilidad de gases, modos de solidificación, y contracción. Estos factores afectan a los problemas de flujo
de metal; a la estabilidad del molde; a la alimentación del líquido; al enfriamiento libre de crear esfuerzos; y a la
estructura y propiedades del material vaciado.
El desempeño metalúrgico en una fundición es una actividad eminentemente ingenieril, porque se requiere del uso de
la ciencia y de la ingeniería aplicados a cada uno de eventos constitutivos del proceso de conversión del líquido en
sólido, que posea propiedades garantizadas para cumplir un servicio. Esto es debido a que en la solidificación de piezas
o de lingotes, las leyes de escala son distintas para cada uno de los diferentes problemas encontrados. Si consideramos
al líquido como un todo, la convección puede variar de acuerdo a la tercera potencia de la dimensión lineal de la pieza
que se fabrica; igualmente, la solidificación puede variar según una ley cuadrática, variando de manera simultánea los
esfuerzos térmicos creados por los cambios volumétricos de forma lineal con la dimensión.
Fig. 1.2
4
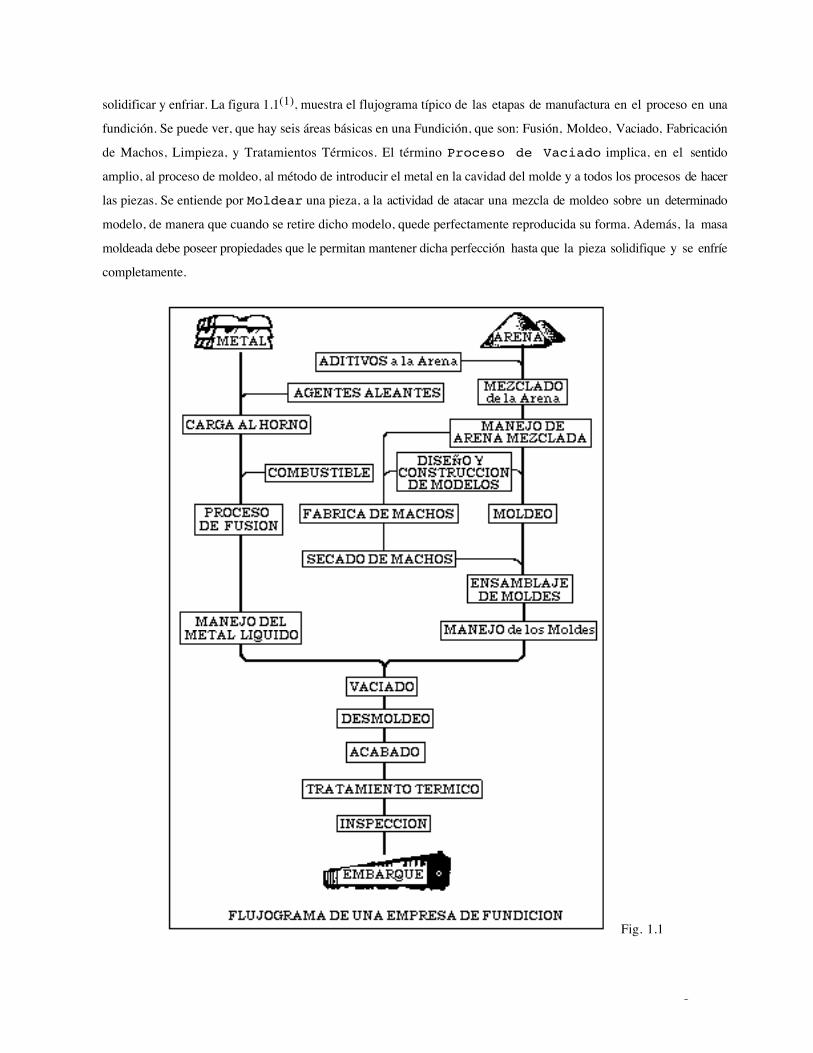
Al tomar en cuenta los efectos de la convección, se puede decir(3) que principalmente el proceso de solidificación de
una pieza está referido a las etapas de fusión de la aleación, seguido de la transferencia de la aleación líquida dentro de
las cucharas para ser vaciada en los moldes, y la remoción del calor que dé como resultado la transformación líquido-
sólido. Las figuras 1.2 y 1.3, esquemáticamente describen(4) al proceso de manufactura de una pieza fundida, vaciada
y solidificada en molde de arena. Para fabricar la pieza del lado izquierdo de la figura 1.2, es necesario diseñar y
construir tanto la caja de machos, centro de dicha figura, para producir el hueco central, como el modelo, lado derecho
de esa figura, donde se incluyen las portadas de los machos. La figura 1.3, muestra las principales etapas del proceso
de moldeo y de vaciado para fabricar la pieza de la figura 1.2, una vez diseñados el modelo y la caja de machos. La
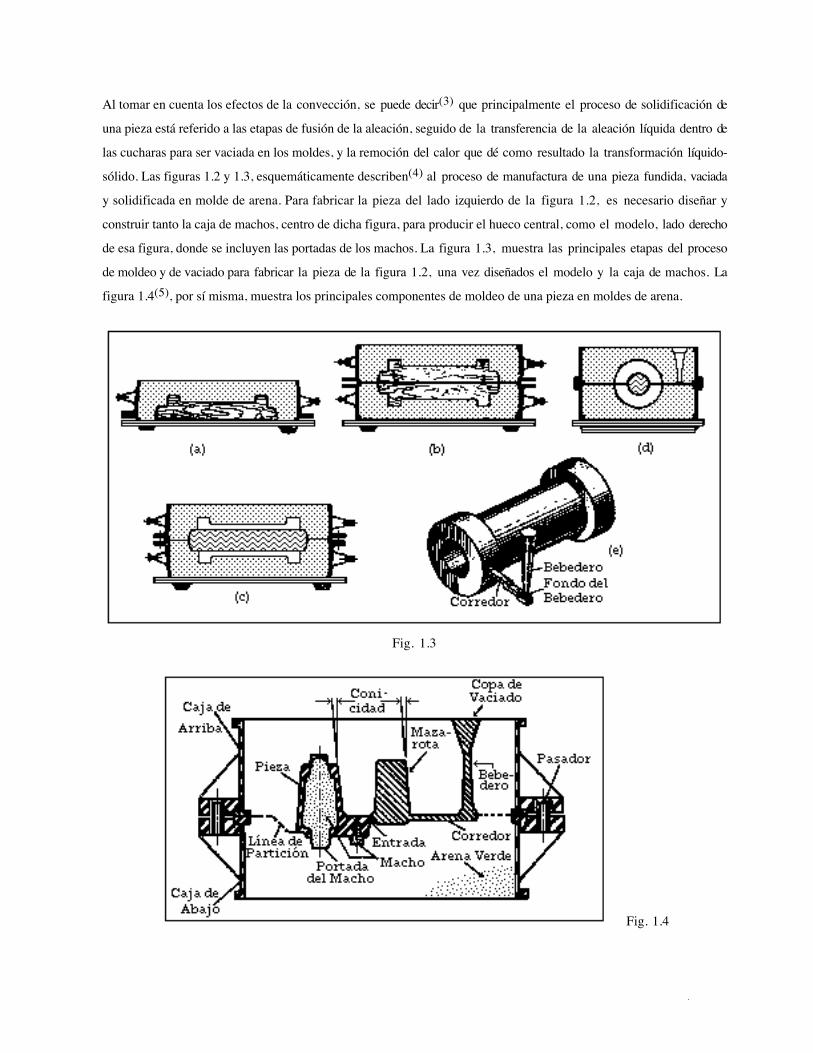
figura 1.4(5), por sí misma, muestra los principales componentes de moldeo de una pieza en moldes de arena.
Fig. 1.3
Fig. 1.4
5
La actividad humana de la Fundición es una de las más antiguas, e históricamente se cree se inició(6) hace unos
cuarenta siglos antes de nuestra era, en la parte del mundo que fué conocida como la Estepa Euro-Asiática, donde están
las montañas de Los Cárpatos, en territorio de lo que fué la Unión Soviética. Las migraciones de esos pueblos,
dispersaron la actividad de la Fundición mediante la guerra; en especial, porque fué usada con fines bélicos. A medida
que los artesanos fueron adquiriendo destrezas, fueron mejorando la apariencia de sus productos e introduciendo
técnicas en sus procesos a través de la historia. En los actuales momentos, la Fundición sigue siendo un soporte
fundamental en la manufactura de material bélico y aeroespacial; por supuesto, con métodos de fundición más
modernos apoyados tanto en el desarrollo tecnologías de producción como de la ciencia de la solidificación.
La Fundición ha tenido(7,8) una marcada influencia en el progreso de los pueblos, hasta el punto de que normalmente
se toma como "Indice del Estado de Desarrollo de una Nación" al progreso que posee la Industria de la Fundición en
ese país. Debido a su importancia, es muy frecuente tomar(7) a la Fundición como un barómetro que mide el estado
económico de una sociedad, basándose en que los metales son la clave del desarrollo de nuestra era industrial; y que es
la Fundición, el proceso inicial y básico para producir los bienes materiales a ser usados en las demás industrias; es
decir, es un bien de capital.
La industria de Fundición tiene un significado económico que radica(7,8) en que aproximadamente entre el 25% y el
30% de los productos vaciados bajo la forma de piezas no sufre ninguna deformación plástica antes de ser utilizados;
mientras que el remanente de material vaciado se produce bajo la forma de lingotes que luego sufren procesamiento de
conformación para poder ser utilizados. Por otro lado, si se compara globalmente la industria de fundición en
aleaciones de base hierro con la industria siderúrgica en cuanto a inversión de dinero, en la fundición se invierte
solamente un 15% del capital requerido para la industria siderúrgica; mientras que ocupa una cantidad de personas que
es aproximadamente el 75% de la generación de empleo por la industria siderúrgica mundial. Es importante considerar
además que por cada empleo generado por la fundición, se generan tres empleos en la industria metalmecánica
procesadora de bienes de capital.
1.3.- ACTIVIDADES REALIZADAS EN FUNDICION. El personal técnico que tiene como actividad la
Fundición, encuentra numerosos problemas durante el desarrollo de sus funciones, debido(8) a las marcadas diferencias
en la constitución y en las propiedades físicas de las aleaciones. De una manera global, abarcan actividades en los
campos de(9):
1.3.1- La Ingeniería Metalúrgica, que considera aspectos inherentes a: Diseño de piezas;
Diseños de moldes; Diseños de machos; Procesos de selección de materias primas, Proceso de producción de
aleaciones líquidas bajo especificaciones; Vaciado y manejo del líquido; Proceso de solidificación; Métodos de Control
de todos estos procesos; Desmoldeo; Tratamientos Térmicos; Acabado e Inspección; y Ensayos.
6
1.3.2.- La Ingeniería de Producción, que se relaciona con aspectos como: Estimación de
costos; Equipamiento y flujo; Actividades laborales; Maquinarias; Tiempos y movimientos; y Progreso de la
producción.
Estos problemas mencionados conllevan entonces(9), a que el personal fundidor se vea en la imperiosa necesidad de
desarrollar conocimientos básicos y tener cierto grado de especialización, de manera que se conjuguen la Ciencia y la
Ingeniería junto con la Práctica y la Destreza. Como los objetivos del fundidor son los de producir la mayor cantidad
de piezas con una óptima economía, es decir, alcanzar en lo más posible los requerimientos de propiedades del
material vaciado; es necesario entonces, discutir la actividad fundidora en términos y conceptos de la ciencia y de la
ingeniería. Como la Fundición es una actividad eminentemente humana, el conocimiento o destreza de "cómo
hacer" (know-how) las piezas vaciadas es algo que se aprende mediante entrenamiento práctico; sin embargo, el
conocimiento necesario para entender "cómo son" o "cómo deben hacerse" (know-why) las piezas
vaciadas, se obtiene mediante el estudio del proceso en términos de los conceptos de la ciencia y de la ingeniería.
Ingeniería es(9) la profesión universitaria en donde el conocimiento de las ciencias matemática y naturales,
obtenido a través del estudio, de la experiencia y de la práctica, es aplicado con criterio a desarrollar maneras cómo
utilizar económicamente los materiales y las fuerzas de la naturaleza en beneficio de una sociedad. Por supuesto, la
solución a problemas específicos debe cumplir con ciertos requerimientos legales, como económicos, ambientales y
éticos, donde la actividad de diseño es fundamental; en especial, porque el ejercicio de la ingeniería involucra
esfuerzos: intelectual, de creatividad y de motivación, para servir a la comunidad.
La Etica, que es la parte de la Filosofía y trata de la Moral; está basada en los principios de conducta que gobiernan
a una actividad tanto individual como profesional. Estos principios constituyen los fundamentos de las reglas de
comportamiento moral y de cortesía adecuados a un verdadero profesional, que sirven para recordarle a los individuos
que la integridad es de importancia primordial en la autoregulación del desempeño de la profesión.
Si detenidamente observamos la Industria de la Fundición en los países desarrollados(7), nos encontramos con que el
número de personas directamente involucradas en los aspectos de destreza o de "cómo hacer" las piezas, se va
reduciendo progresivamente con el desarrollo; mientras que el número de personas relacionadas con la tecnología de la
producción, del uso y de la aplicación de piezas vaciadas, es decir "cómo deben hacerse", se incrementa cada vez más.
El mejor negocio que puede hacerse en la Industria de Fundición(9), es aquel donde el personal responsable de fabricar
las piezas, entiende los principios básicos del "cómo deben hacerse" con calidad competitiva. Esto significa, que:
a).- La industria de Fundición use especificaciones de los materiales que produce, en aspectos genéricos como son:
+ Normas bajo las cuales se fabrican los productos;
7
+ Rangos de composición química aceptables;
+ Mínimas propiedades mecánicas que deben cumplir las piezas fabricadas;
+ Tratamientos térmicos permisibles;
+ Niveles de aceptabilidad y de rechazo; y
+ Ensayos físicos y no-destructivos mínimos requeridos.
b).- Ese entendimiento de los principios básicos que se deben tener para saber "cómo deben hacerse" las piezas que
poseen un diseño particular razonable, requiere además, consideraciones en aspectos relativos a:
+ Enfriamiento del metal o de la aleación a partir de la temperatura de vaciado hasta la temperatura de solidifica-
ción y la correspondiente contracción;
+ El cambio volumétrico que sucede al solidificar el metal o aleación;
+ La viscosidad y demás propiedades del metal líquido, justamente sobre la temperatura de solidificación;
+ La contracción que sufre el sólido a medida que se enfría;
+ Los materiales de moldeo y de los machos;
+ La presencia de aire o gas, presente en la cavidad del molde;
+ La generación de gas en la interfaz metal-molde;
+ La transferencia de calor, como factor que rige al proceso de solidificación; y
+ La distribución de temperaturas tanto en la pieza como en el molde.
Es importante resaltar(7,8), que si el diseño mecánico de una pieza es inadecuado, ninguno de los principios básicos
se pueden aplicar para producir piezas sanas, hasta tanto no se efectúen cambios razonables para poderlas fabricar;
ésto, debido al gran número de variables que caracterizan al proceso, que cuando no se controlan, originan defectos. En
consecuencia, es necesario definir Control de Calidad. Normalmente se le entiende como una inspección y separación
entre lo bueno en apariencia y lo malo del producto; todo ello efectuado en la sección de limpieza, tomado como una
medida de control de los procesos en todas las etapas de la manufactura; ésto así descrito, simplemente es Inspección.
En realidad Control de Calidad es la ciencia del control técnico de la calidad de manufactura de los productos,
mediante el uso de los fundamentos estadísticos aplicados a las diversas etapas, que conduzcan a detectar, cuando se
interpretan y analizan los resultados en función de los fundamentos científicos que rigen a los procesos, dónde hay
fallas en el mismo. Lógicamente, como consecuencia, es posible evaluar esas fallas y reducirlas al mínimo o
eliminarlas cuando sean posibles.
Dentro de la ingeniería de producción, es necesario considerar los siguientes conceptos(9):
a).- Modernización de una Fundición. Significa mecanizar, automatizar o reemplazar equipos
antiguos, mediante sistemas adecuados que conduzcan a disminuir los costos de producción y a minimizar la necesidad
del uso de personal no calificado. Nunca debe confundirse con Nuevas Tecnologías, que significa el uso de la
8
ciencia y de la ingeniería para la optimización de los procesos en funcionamiento, o con el uso de Nuevas
Técnicas en los procesos de solidificación y de enfriamiento de las piezas.
b).- Optimización de la Producción. Significa aumentar el volumen de productos hasta un máximo,
sin importar la calidad de los mismos. Tampoco debe ser confundido con Optimización de la
Productividad, cuyo significado es el de aumentar el volumen de productos hasta un máximo, pero que
cumplen con las especificaciones de calidad y que por lo tanto conducen al mínimo costo de producción. Vemos
entonces, que el primer concepto conlleva a una alta velocidad de producción; mientras que la optimización de
productividad podría y generalmente es así, conducir a una menor velocidad de producción pero con un mínimo de
rechazos.
1.4.- DESCRIPCION GENERICA DEL PROCESO DE FUNDICION. Los eventos y sus escalas que se
suceden en el proceso de fundición, como conjunto, al considerar las etapas básicas de preparación del líquido, del
vaciado, de la solidificación, y del enfriamiento hasta la temperatura ambiente, se pueden describir(10) así:
1.4.a).- Durante la preparación de la aleación, el líquido tiene una actividad termodinámica cataclísmica porque ataca
y es atacado por el medio que lo rodea, a consecuencia de interacciones con los elementos aleantes, con las impurezas,
y con el gas circundante.
1.4.b).- El metal líquido al ser vaciado a través del sistema de entradas al molde, hace que el flujo metálico introduzca
burbujas y capas de óxido; de manera que al entrar en contacto con el molde, se produce una violenta reacción a
consecuencia de la rápida extracción de calor para crear ráfagas de calor, pandeo, ensanchamiento y efervescencia. Esta
efervescencia genera liberación de vapores que inundan al metal líquido mediante difusión, o pueden alcanzar presiones
conducentes a la creación, en la superficie del líquido, de burbujas.
1.4.c).- Durante la solidificación, se crean oleadas de líquido que atraviezan el bosque dendrítico para alimentar la
contracción volumétrica producida por la cristalización. Este hecho, conduce a efectos de desaparición de brazos
dendríticos, al tallado de trayectorias de flujo, y a la segregación mediante concentración de átomos de soluto en
algunas regiones de la pieza. En aquellas regiones donde el flujo ha tallado trayectorias, la continua contracción crea
un descenso en la presión del líquido residual que puede llegar a ser negativa, lo que genera succión de la superficie de
la pieza. Esto continuará hasta que toda la pieza ha solidificado, a menos que los esfuerzos hayan crecido hasta valores
suficientemente altos para crear una repentina disipación de gas o de vapor, lo que generará una cavidad. Al paralizarse
el hundimiento de la superficie, se inician otros eventos que conducen a la creación de defectos internos.
9
1.4.d).- El posterior enfriamiento, hasta la temperatura ambiente no es menos dramático. La pieza solidificada se va
contrayendo a medida que desciende la temperatura junto a la simultánea oposición ejercida por el molde; estos
hechos, pueden conducir a agrietamiento y/o aplastamiento del material del molde. La pieza también sufre, ya que los
cambios en esfuerzos y en deformaciones la distorsionan, lo que puede conducir a finas grietas, a agrietamiento, y a
fallas catastróficas. Cuando no se producen estos defectos, la pieza aparentemente perfecta acumula esfuerzos
residuales internos, que posteriormente pueden conducir a fallas durante los tratamientos térmicos o durante el
servicio.
Todas estas razones, dan una idea global de la complejidad del proceso e indican que cada uno de los eventos del
proceso de manufactura de piezas por fundición requiere de la ejecución de las siguientes actividades, que serán
descritas muy brevemente:
1.4.1.- PRODUCCION DE LA ALEACION LIQUIDA BAJO ESPECIFICACIONES. Las propiedades de
servicio de los materiales dependen de la microestuctura, y la estructura metalográfica de las aleaciones vaciadas se
considera que es el resultado de tres factores primordiales que son(11):
1.a.- composición química;
1.b.- condiciones térmicas, es decir, temperatura inicial de la aleación líquida y sus propiedades térmicas así como
las propiedades térmicas del molde; y
1.c.- las condiciones de nucleación y de crecimiento en el líquido.
Por lo tanto, es importante considerar cómo se deben realizar estas etapas, para que conduzcan al éxito de sus
propósitos.
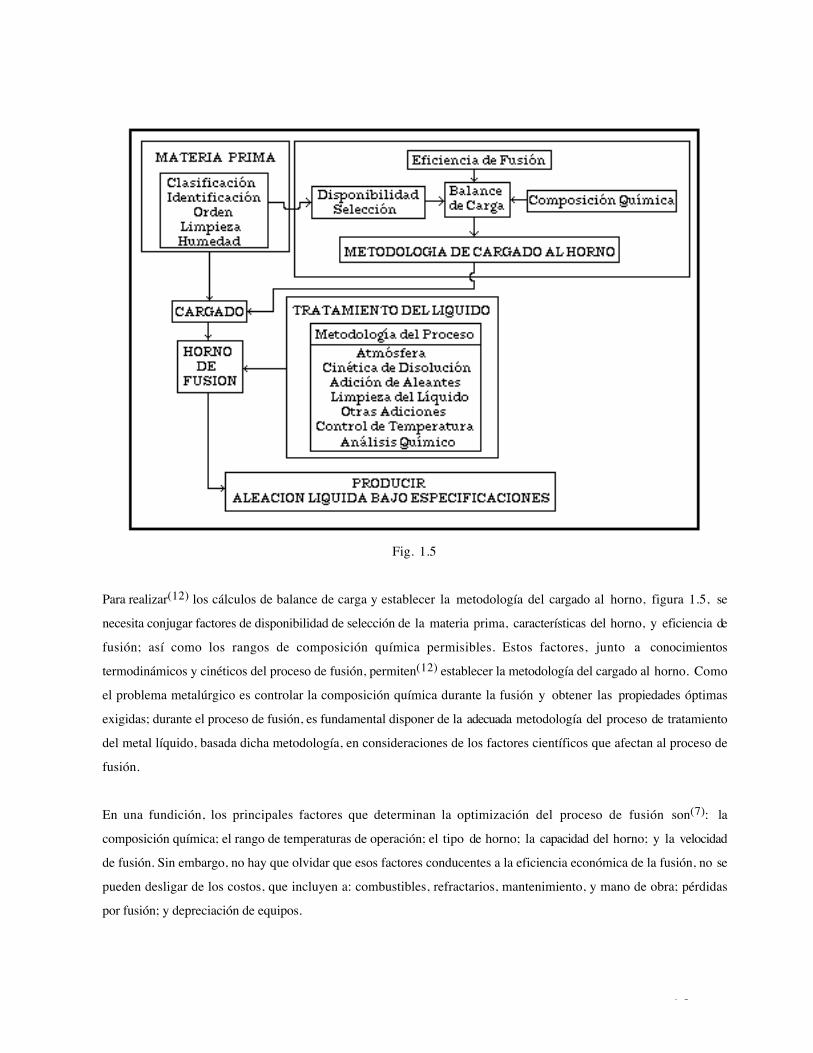
La figura 1.5(12) muestra, de manera esquemática, cuáles son los factores y las actividades a realizar para preparar
correctamente el metal o la aleación en estado líquido. La preparación correcta del metal líquido se efectúa en hornos
adecuados, donde se realiza la fusión de la materia prima. Las operaciones requeridas para producir calidad y cantidad de
metal líquido a un costo apropiado, son(13): selección de la carga; cargado del horno; fusión física de los
componentes de la carga; tratamiento del metal líquido para que cumpla las especificaciones; transferencia de metal
líquido hacia la zona de vaciado; y, vertido del líquido dentro de los moldes.
Para la disponibilidad de la selección de la carga, es imprescindible(12) tener una adecuada organización en el almacén
de la materia prima, donde se considere su clasificación, su identificación y orden, así como también la limpieza y el
control de ella. Estos aspectos, permiten(12) realizar los cálculos del balance de carga y establecer la metodología de
cargas al horno. En particular, porque la composición final de la aleación siempre se obtiene a partir de una carga
compuesta de diferentes materiales, entre los cuales se tienen: chatarra de diversas composición química y tamaños;
retornos, de composición química y tamaños definidos; aleaciones lingoteadas de composiciones específicas; metales
puros; y aleaciones madres.
10
Fig. 1.5
Para realizar(12) los cálculos de balance de carga y establecer la metodología del cargado al horno, figura 1.5, se
necesita conjugar factores de disponibilidad de selección de la materia prima, características del horno, y eficiencia de
fusión; así como los rangos de composición química permisibles. Estos factores, junto a conocimientos
termodinámicos y cinéticos del proceso de fusión, permiten(12) establecer la metodología del cargado al horno. Como
el problema metalúrgico es controlar la composición química durante la fusión y obtener las propiedades óptimas
exigidas; durante el proceso de fusión, es fundamental disponer de la adecuada metodología del proceso de tratamiento
del metal líquido, basada dicha metodología, en consideraciones de los factores científicos que afectan al proceso de
fusión.
En una fundición, los principales factores que determinan la optimización del proceso de fusión son(7): la
composición química; el rango de temperaturas de operación; el tipo de horno; la capacidad del horno; y la velocidad
de fusión. Sin embargo, no hay que olvidar que esos factores conducentes a la eficiencia económica de la fusión, no se
pueden desligar de los costos, que incluyen a: combustibles, refractarios, mantenimiento, y mano de obra; pérdidas
por fusión; y depreciación de equipos.
11
Cuando se habla de composición química, se refiere(12) a la aleación en sí y a los rangos en que los
elementos pueden aceptarse. Los rangos de temperaturas de operación están definidos por la composición química de
la aleación, por sus rangos de composición, por el diseño del horno y por los métodos de calentamiento del horno. El
tipo de horno tiene que ver con su diseño y su fuente generadora de calor; por supuesto, que el diseño incluye si es
por colada (batch) o continuo. La capacidad de fusión está determinada, en gran parte, por factores de conversión de
energía pero para la mayoría, su límite superior lo controla las consideraciones de producción. La velocidad de fusión
está determinada por: la capacidad del horno; tipo de carga; condiciones de transferencia de calor; y temperaturas de
fusión requeridas.
Una vez definidas las especificaciones de la aleación, el tratamiento del metal líquido significa tener en cuenta
factores metalúrgicos esenciales que controlan a los cambios en composición química del proceso de fusión, basados
en los siguientes aspectos:
+ El metal líquido, previo al vaciado, no solamente debe contener los elementos químicos dentro de los límites
especificados; sino también los elementos indeseados o impurezas por debajo de los límites especificados.
+ Las condiciones atmosféricas que rodean al líquido, que pueden prevenir o reducir la cantidad de metal que se
combina con los elementos constitutivos tanto de la atmósfera normal como de los gases provenientes de
combustión.
+ Los refractarios, que deben ser inertes.
+ Los materiales de carga y las ayudas a la fusión deben estar limpias de polvo, arena, productos de corrosión,
etc.
1.4.2.- PROCESO DE SOLIDIFICACION. Para el ingeniero de fundición es muy importante conocer cómo
progresa la solidificación y cual es su secuencia dentro de la pieza, porque esa información le ayuda a diseñar
adecuadamente tanto las mazarotas como el sistema de entradas al molde, lo que le permite obtener productos sanos y
libres de rechupes. Para ello, debe entenderse la escala(14) de los eventos que suceden durante la cristalización de
lingotes y de piezas en los diferentes metales y aleaciones, porque durante esos eventos hay fenómenos físicos y
dinámicos de crecimiento, estrechamente acoplados al flujo de calor, a la convección en el líquido, y a la
redistribución de especies en la escala del sistema que solidifica. Esto, conduce a consideraciones de las escalas
siguientes:
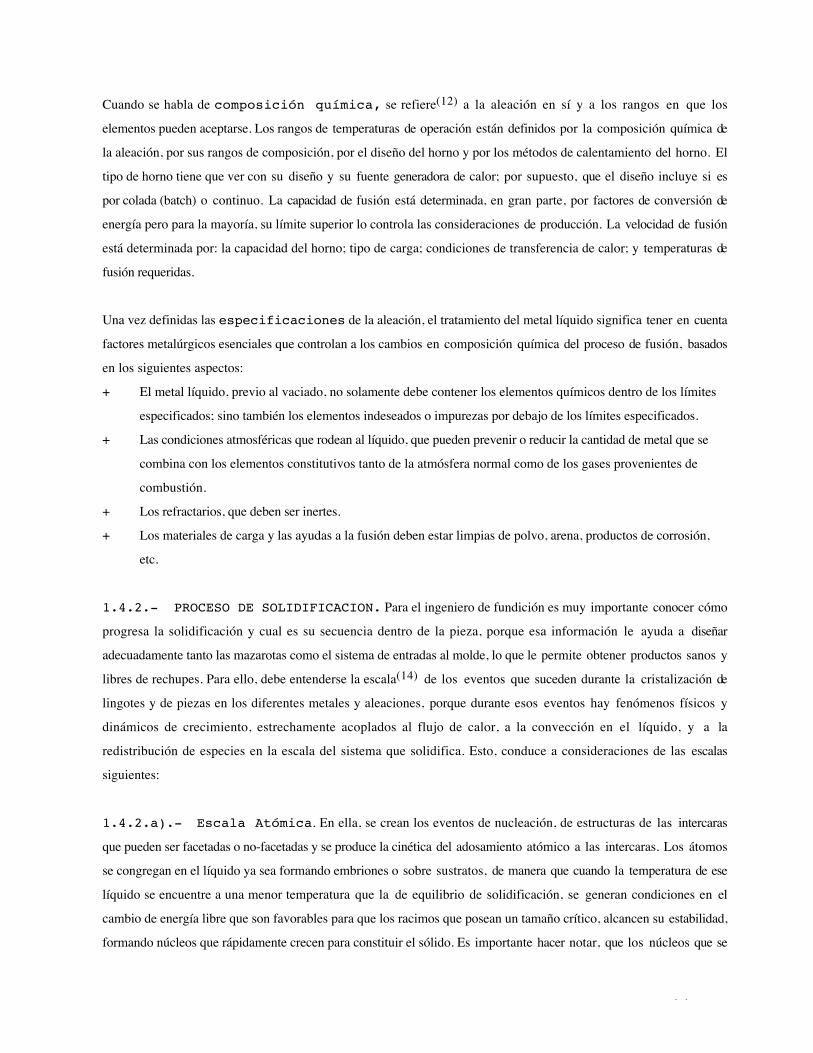
1.4.2.a).- Escala Atómica. En ella, se crean los eventos de nucleación, de estructuras de las intercaras
que pueden ser facetadas o no-facetadas y se produce la cinética del adosamiento atómico a las intercaras. Los átomos
se congregan en el líquido ya sea formando embriones o sobre sustratos, de manera que cuando la temperatura de ese
líquido se encuentre a una menor temperatura que la de equilibrio de solidificación, se generan condiciones en el
cambio de energía libre que son favorables para que los racimos que posean un tamaño crítico, alcancen su estabilidad,
formando núcleos que rápidamente crecen para constituir el sólido. Es importante hacer notar, que los núcleos que se
12
forman, crecen mediante adosamiento atómico a sitios reticulares favorables que conducen al crecimiento
cristalográfico del sólido.
Fig. 1.6
Fig. 1.7
La figura 1.6(14), representa el modelo físico descrito tanto para la nucleación homogénea (a) como para la
heterogénea (b). También dentro de esa escala, encontramos el estudio de la naturaleza o el carácter de las intercaras
producidas durante el crecimiento del sólido, las cuales se pueden clasificar como planares y rugosas o como facetadas
y no-facetadas o difusas, que entre otros factores fundamentalmente dependen del subenfriamiento necesario para
motorizar el avance de la interfaz, como se esquematiza en la figura 1.7(15).
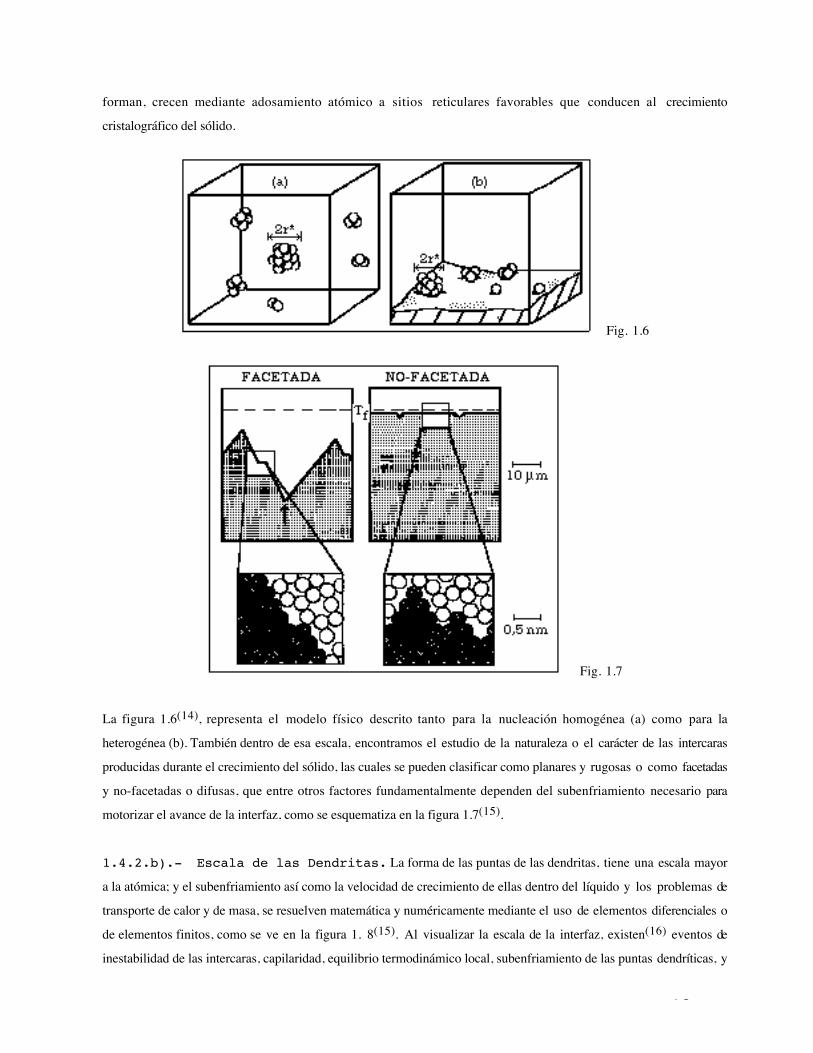
1.4.2.b).- Escala de las Dendritas. La forma de las puntas de las dendritas, tiene una escala mayor
a la atómica; y el subenfriamiento así como la velocidad de crecimiento de ellas dentro del líquido y los problemas de
transporte de calor y de masa, se resuelven matemática y numéricamente mediante el uso de elementos diferenciales o
de elementos finitos, como se ve en la figura 1. 8(15). Al visualizar la escala de la interfaz, existen(16) eventos de
inestabilidad de las intercaras, capilaridad, equilibrio termodinámico local, subenfriamiento de las puntas dendríticas, y
13
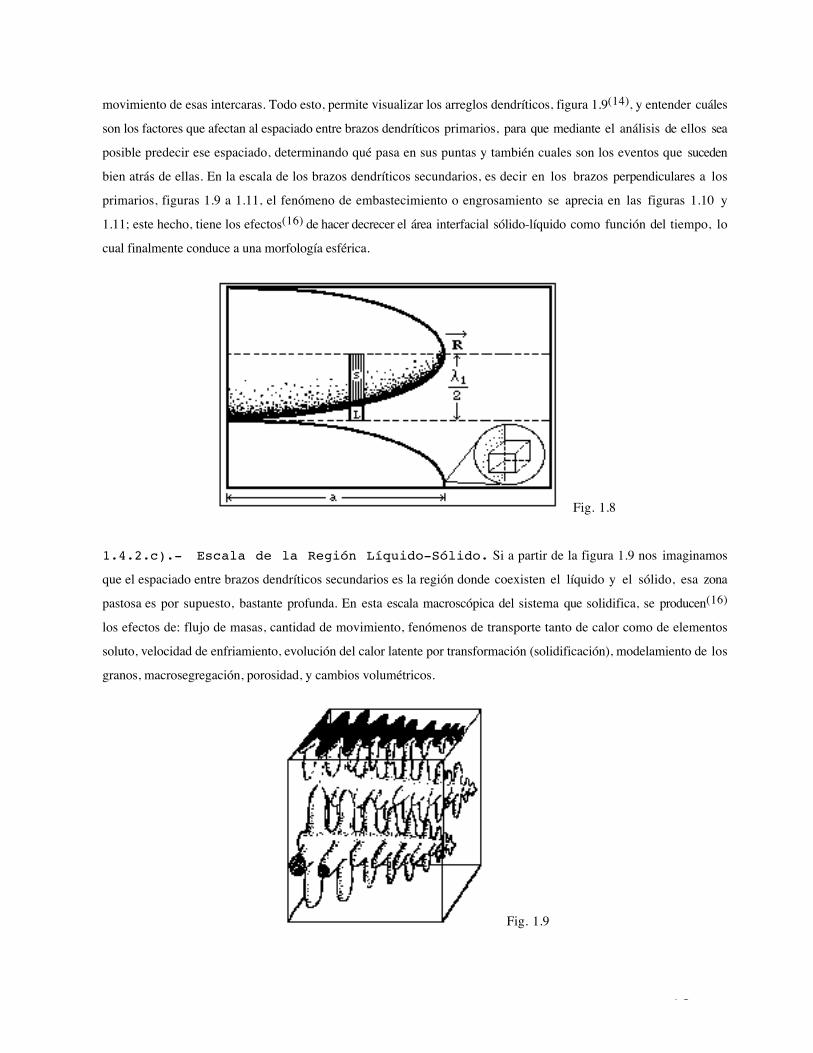
movimiento de esas intercaras. Todo esto, permite visualizar los arreglos dendríticos, figura 1.9(14), y entender cuáles
son los factores que afectan al espaciado entre brazos dendríticos primarios, para que mediante el análisis de ellos sea
posible predecir ese espaciado, determinando qué pasa en sus puntas y también cuales son los eventos que suceden
bien atrás de ellas. En la escala de los brazos dendríticos secundarios, es decir en los brazos perpendiculares a los
primarios, figuras 1.9 a 1.11, el fenómeno de embastecimiento o engrosamiento se aprecia en las figuras 1.10 y
1.11; este hecho, tiene los efectos(16) de hacer decrecer el área interfacial sólido-líquido como función del tiempo, lo
cual finalmente conduce a una morfología esférica.
Fig. 1.8
1.4.2.c).- Escala de la Región Líquido-Sólido. Si a partir de la figura 1.9 nos imaginamos
que el espaciado entre brazos dendríticos secundarios es la región donde coexisten el líquido y el sólido, esa zona
pastosa es por supuesto, bastante profunda. En esta escala macroscópica del sistema que solidifica, se producen(16)
los efectos de: flujo de masas, cantidad de movimiento, fenómenos de transporte tanto de calor como de elementos
soluto, velocidad de enfriamiento, evolución del calor latente por transformación (solidificación), modelamiento de los
granos, macrosegregación, porosidad, y cambios volumétricos.
Fig. 1.9
14
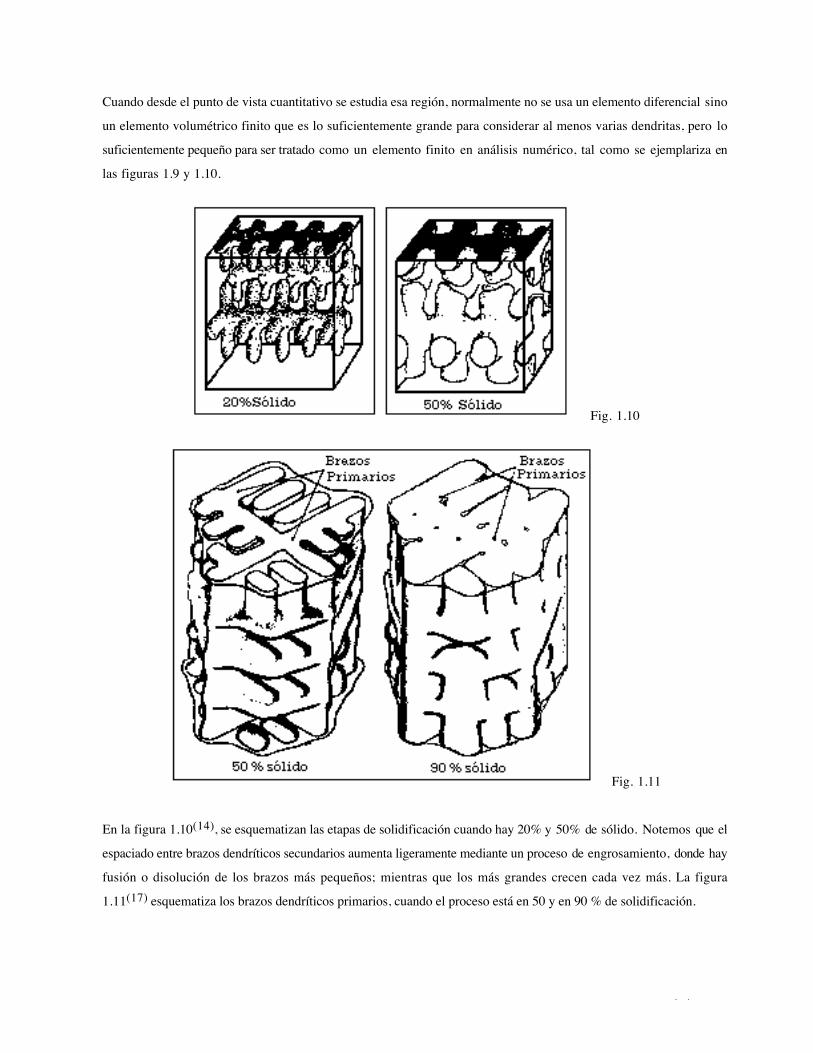
Cuando desde el punto de vista cuantitativo se estudia esa región, normalmente no se usa un elemento diferencial sino
un elemento volumétrico finito que es lo suficientemente grande para considerar al menos varias dendritas, pero lo
suficientemente pequeño para ser tratado como un elemento finito en análisis numérico, tal como se ejemplariza en
las figuras 1.9 y 1.10.
Fig. 1.10
Fig. 1.11
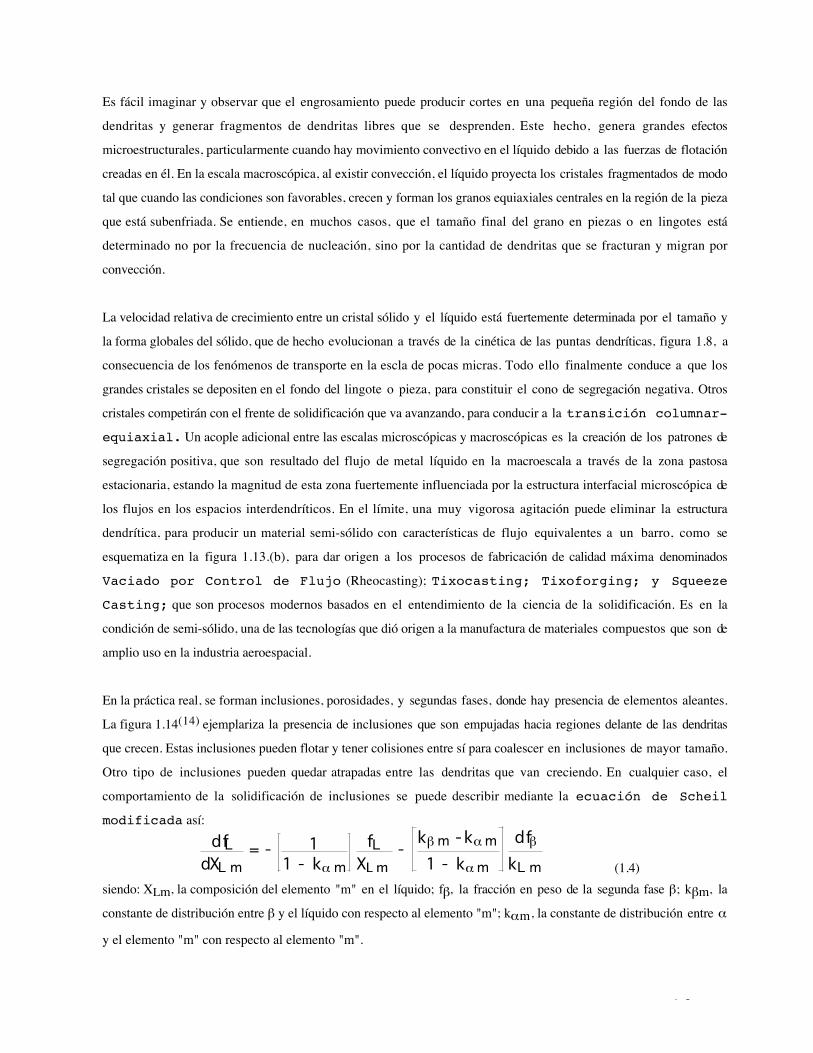
En la figura 1.10(14), se esquematizan las etapas de solidificación cuando hay 20% y 50% de sólido. Notemos que el
espaciado entre brazos dendríticos secundarios aumenta ligeramente mediante un proceso de engrosamiento, donde hay
fusión o disolución de los brazos más pequeños; mientras que los más grandes crecen cada vez más. La figura
1.11(17) esquematiza los brazos dendríticos primarios, cuando el proceso está en 50 y en 90 % de solidificación.

15
El modelo matemático más simple para describir la redistribución del soluto en ese elemento de volumen, durante la
solidificación es(14) mediante la ecuación de Scheil, que en forma diferencial es:
dfLdXL
= - 11 - k0
fLXL
(1.1)
siendo: fL, la fracción de líquido; XL, la composición del líquido; y, ko, el coeficiente de distribución en el
equilibrio, definido por la relación entre las composiciones del líquido y del sólido en la interfaz, respectivamente:ko = Xs* /XL*. Cuando ko es constante, la expresión anterior se puede escribir:
XL = X0 fL (k0 - 1) (1.2)
Esta ecuación simple ha sufrido modificaciones al tomar en cuenta los siguientes factores: difusión en el estado
sólido; migración del gradiente de temperatura en las dendritas; subenfriamiento de las puntas dendríticas; y otros. Sin
embargo, su uso es muy amplio y permite predecir la microsegregación en estructuras solidificadas dendríticamente.
Otra ecuación importante relacionada a la estructura dendrítica es empírica; al menos debe entenderse desde el punto de
vista semicuantitativo en base a la teoría de embastecimiento o de engrosamiento, d = a ε - n (1.3)
siendo: d, el espaciado entre brazos dendríticos secundarios; a, es una constante; ε, es la velocidad de enfriamiento
local; y, n, es un exponente que experimentalmente está en el rango entre 0,25 y 0,40 y que teóricamente es 0,33. La
figura 1.12(17) muestra la relación entre el espaciado entre brazos dendríticos primarios y secundarios para valores
experimentales como función de la velocidad de enfriamiento.
Fig. 1.12
Fig. 1.13
El proceso de maduración (rippening) que controla el espaciado entre brazos dendríticos secundarios ayuda a que las
dendritas se fracturen y desprendan bajo la acción del flujo de fluídos, como se esquematiza(14) en la figura 1.13.(a).
16
Es fácil imaginar y observar que el engrosamiento puede producir cortes en una pequeña región del fondo de las
dendritas y generar fragmentos de dendritas libres que se desprenden. Este hecho, genera grandes efectos
microestructurales, particularmente cuando hay movimiento convectivo en el líquido debido a las fuerzas de flotación
creadas en él. En la escala macroscópica, al existir convección, el líquido proyecta los cristales fragmentados de modo
tal que cuando las condiciones son favorables, crecen y forman los granos equiaxiales centrales en la región de la pieza
que está subenfriada. Se entiende, en muchos casos, que el tamaño final del grano en piezas o en lingotes está
determinado no por la frecuencia de nucleación, sino por la cantidad de dendritas que se fracturan y migran por
convección.
La velocidad relativa de crecimiento entre un cristal sólido y el líquido está fuertemente determinada por el tamaño y
la forma globales del sólido, que de hecho evolucionan a través de la cinética de las puntas dendríticas, figura 1.8, a
consecuencia de los fenómenos de transporte en la escla de pocas micras. Todo ello finalmente conduce a que los
grandes cristales se depositen en el fondo del lingote o pieza, para constituir el cono de segregación negativa. Otros
cristales competirán con el frente de solidificación que va avanzando, para conducir a la transición columnar-
equiaxial. Un acople adicional entre las escalas microscópicas y macroscópicas es la creación de los patrones de
segregación positiva, que son resultado del flujo de metal líquido en la macroescala a través de la zona pastosa
estacionaria, estando la magnitud de esta zona fuertemente influenciada por la estructura interfacial microscópica de
los flujos en los espacios interdendríticos. En el límite, una muy vigorosa agitación puede eliminar la estructura
dendrítica, para producir un material semi-sólido con características de flujo equivalentes a un barro, como se
esquematiza en la figura 1.13.(b), para dar origen a los procesos de fabricación de calidad máxima denominados
Vaciado por Control de Flujo (Rheocasting); Tixocasting; Tixoforging; y Squeeze
Casting; que son procesos modernos basados en el entendimiento de la ciencia de la solidificación. Es en la
condición de semi-sólido, una de las tecnologías que dió origen a la manufactura de materiales compuestos que son de
amplio uso en la industria aeroespacial.
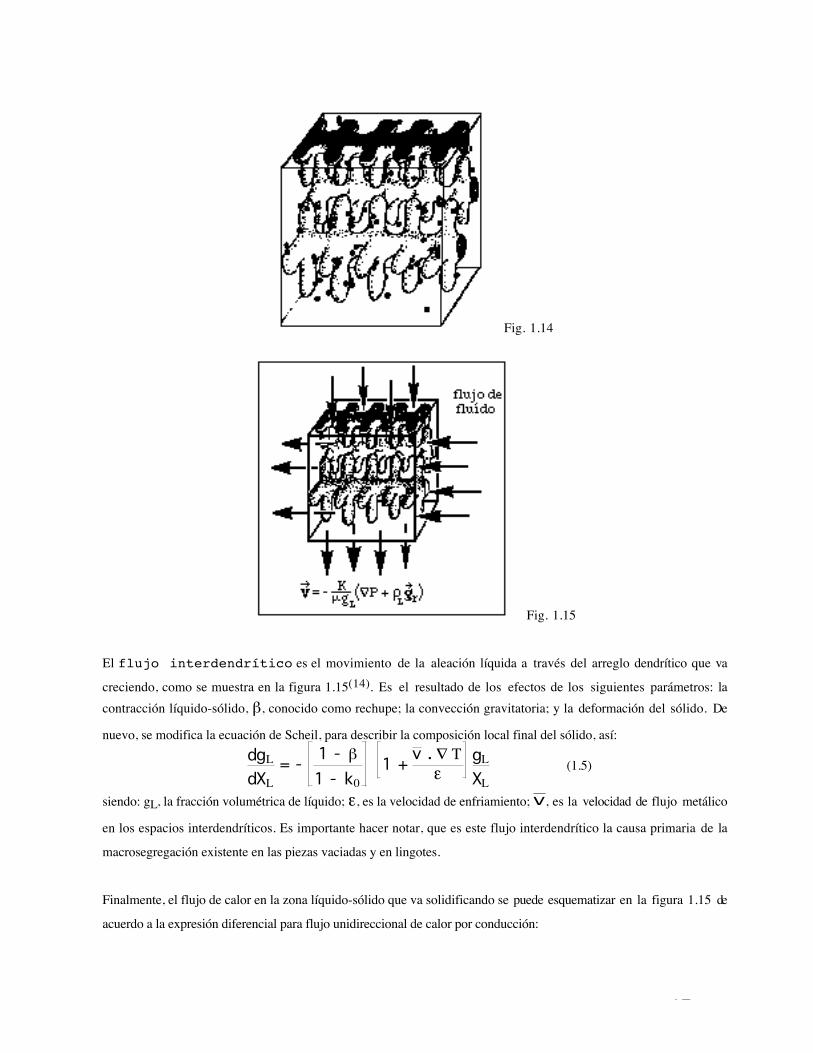
En la práctica real, se forman inclusiones, porosidades, y segundas fases, donde hay presencia de elementos aleantes.
La figura 1.14(14) ejemplariza la presencia de inclusiones que son empujadas hacia regiones delante de las dendritas
que crecen. Estas inclusiones pueden flotar y tener colisiones entre sí para coalescer en inclusiones de mayor tamaño.
Otro tipo de inclusiones pueden quedar atrapadas entre las dendritas que van creciendo. En cualquier caso, el
comportamiento de la solidificación de inclusiones se puede describir mediante la ecuación de Scheil
modificada así:
dfLdXL m
= - 11 - kα m
fLXL m
- kβ m - kα m
1 - kα m
dfβkL m
(1.4)
siendo: XLm, la composición del elemento "m" en el líquido; fβ, la fracción en peso de la segunda fase β; kβm, la
constante de distribución entre β y el líquido con respecto al elemento "m"; kαm, la constante de distribución entre α
y el elemento "m" con respecto al elemento "m".
17
Fig. 1.14
Fig. 1.15
El flujo interdendrítico es el movimiento de la aleación líquida a través del arreglo dendrítico que va
creciendo, como se muestra en la figura 1.15(14). Es el resultado de los efectos de los siguientes parámetros: lacontracción líquido-sólido, β, conocido como rechupe; la convección gravitatoria; y la deformación del sólido. De
nuevo, se modifica la ecuación de Scheil, para describir la composición local final del sólido, así:
dgL
dXL = - 1 - β
1 - k0 1 + v . ∇ T
ε gL
XL (1.5)
siendo: gL, la fracción volumétrica de líquido; ε, es la velocidad de enfriamiento; v, es la velocidad de flujo metálico
en los espacios interdendríticos. Es importante hacer notar, que es este flujo interdendrítico la causa primaria de la
macrosegregación existente en las piezas vaciadas y en lingotes.
Finalmente, el flujo de calor en la zona líquido-sólido que va solidificando se puede esquematizar en la figura 1.15 de
acuerdo a la expresión diferencial para flujo unidireccional de calor por conducción:
18
dTdt
= α d2Tdx2
(1.6)
porque primeramente, ese es el mecanismo de transporte de calor en esa zona, debido a que su fuente es tanto el calor
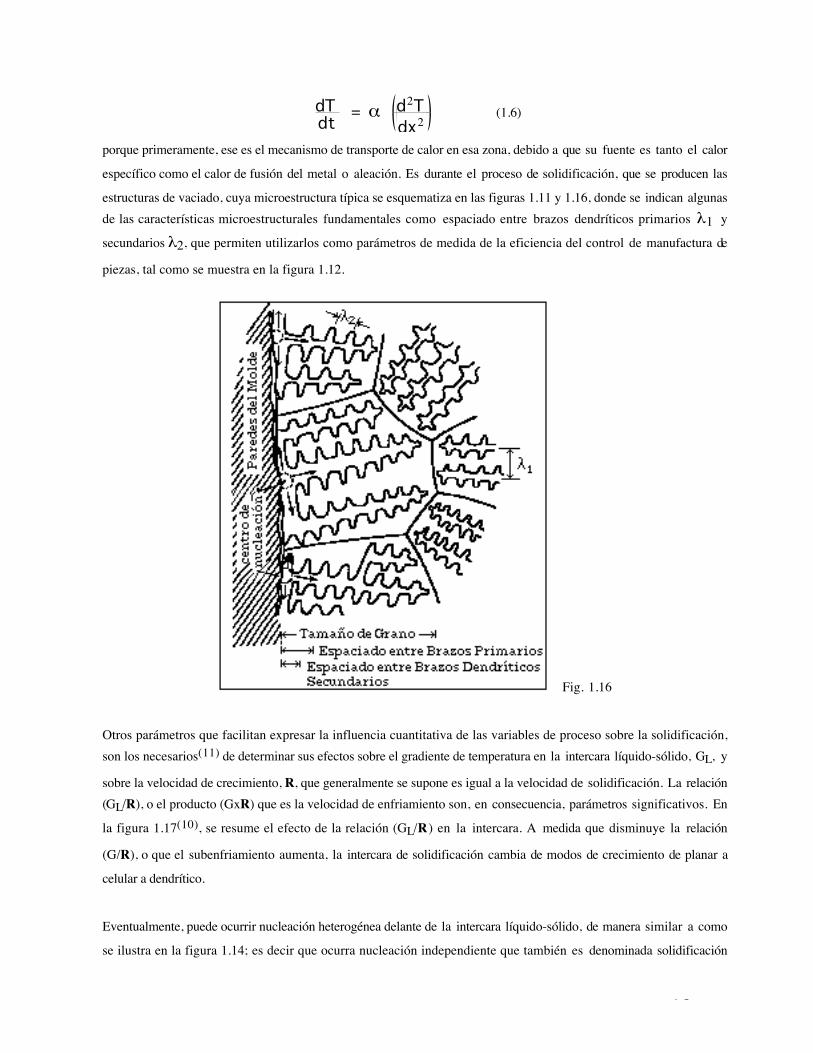
específico como el calor de fusión del metal o aleación. Es durante el proceso de solidificación, que se producen las
estructuras de vaciado, cuya microestructura típica se esquematiza en las figuras 1.11 y 1.16, donde se indican algunasde las características microestructurales fundamentales como espaciado entre brazos dendríticos primarios λ1 y
secundarios λ2, que permiten utilizarlos como parámetros de medida de la eficiencia del control de manufactura de
piezas, tal como se muestra en la figura 1.12.
Fig. 1.16
Otros parámetros que facilitan expresar la influencia cuantitativa de las variables de proceso sobre la solidificación,son los necesarios(11) de determinar sus efectos sobre el gradiente de temperatura en la intercara líquido-sólido, GL, y
sobre la velocidad de crecimiento, R, que generalmente se supone es igual a la velocidad de solidificación. La relación(GL/R), o el producto (GxR) que es la velocidad de enfriamiento son, en consecuencia, parámetros significativos. En
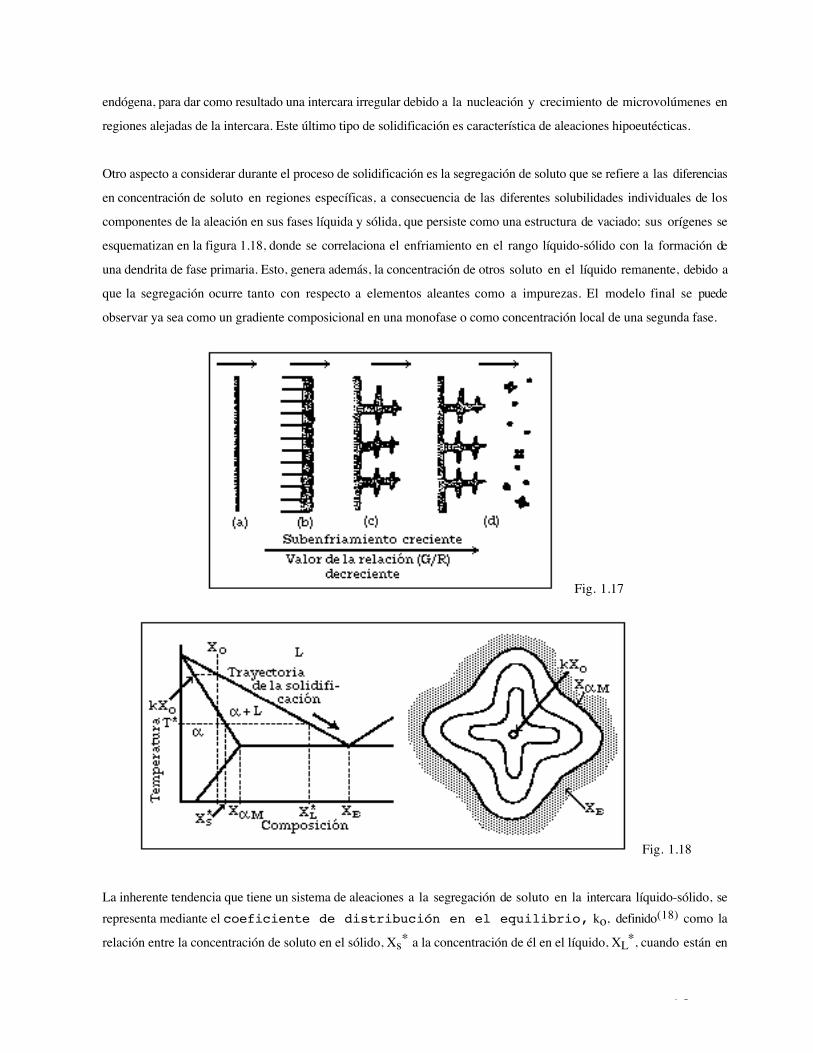
la figura 1.17(10), se resume el efecto de la relación (GL/R) en la intercara. A medida que disminuye la relación
(G/R), o que el subenfriamiento aumenta, la intercara de solidificación cambia de modos de crecimiento de planar a
celular a dendrítico.
Eventualmente, puede ocurrir nucleación heterogénea delante de la intercara líquido-sólido, de manera similar a como
se ilustra en la figura 1.14; es decir que ocurra nucleación independiente que también es denominada solidificación
19
endógena, para dar como resultado una intercara irregular debido a la nucleación y crecimiento de microvolúmenes en
regiones alejadas de la intercara. Este último tipo de solidificación es característica de aleaciones hipoeutécticas.
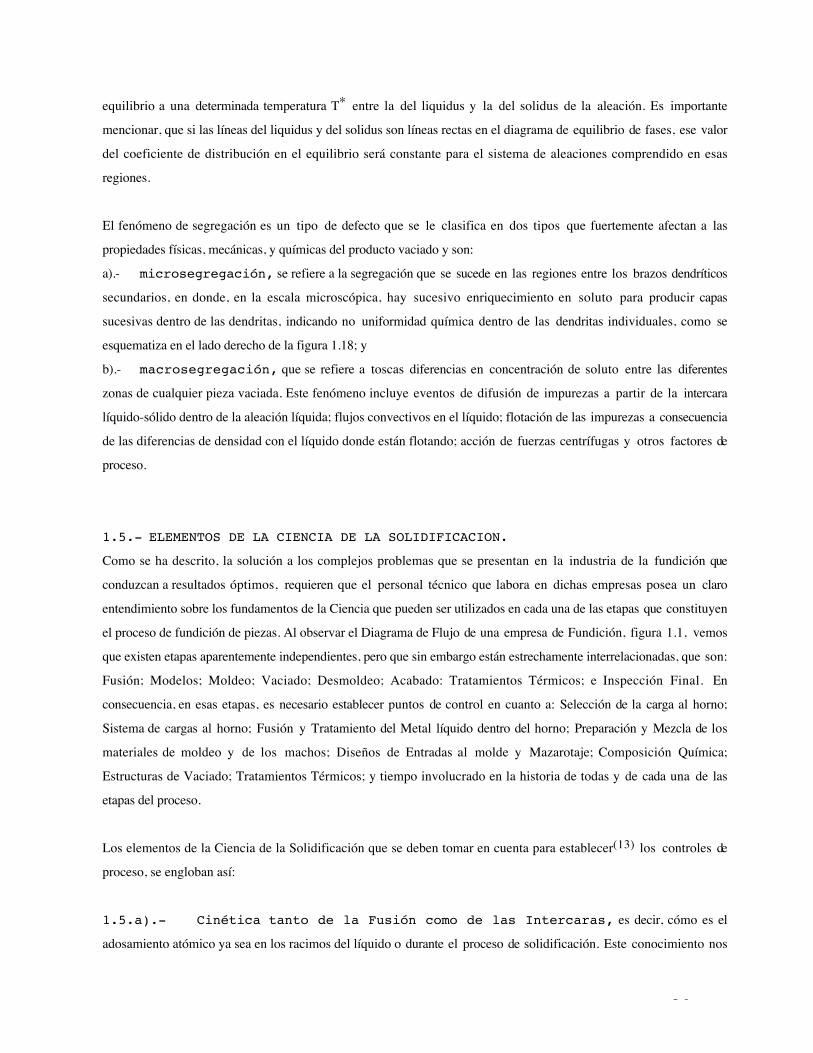
Otro aspecto a considerar durante el proceso de solidificación es la segregación de soluto que se refiere a las diferencias
en concentración de soluto en regiones específicas, a consecuencia de las diferentes solubilidades individuales de los
componentes de la aleación en sus fases líquida y sólida, que persiste como una estructura de vaciado; sus orígenes se
esquematizan en la figura 1.18, donde se correlaciona el enfriamiento en el rango líquido-sólido con la formación de
una dendrita de fase primaria. Esto, genera además, la concentración de otros soluto en el líquido remanente, debido a
que la segregación ocurre tanto con respecto a elementos aleantes como a impurezas. El modelo final se puede
observar ya sea como un gradiente composicional en una monofase o como concentración local de una segunda fase.
Fig. 1.17
Fig. 1.18
La inherente tendencia que tiene un sistema de aleaciones a la segregación de soluto en la intercara líquido-sólido, serepresenta mediante el coeficiente de distribución en el equilibrio, ko, definido(18) como la
relación entre la concentración de soluto en el sólido, Xs* a la concentración de él en el líquido, XL*, cuando están en
20
equilibrio a una determinada temperatura T* entre la del liquidus y la del solidus de la aleación. Es importante
mencionar, que si las líneas del liquidus y del solidus son líneas rectas en el diagrama de equilibrio de fases, ese valor
del coeficiente de distribución en el equilibrio será constante para el sistema de aleaciones comprendido en esas
regiones.
El fenómeno de segregación es un tipo de defecto que se le clasifica en dos tipos que fuertemente afectan a las
propiedades físicas, mecánicas, y químicas del producto vaciado y son:
a).- microsegregación, se refiere a la segregación que se sucede en las regiones entre los brazos dendríticos
secundarios, en donde, en la escala microscópica, hay sucesivo enriquecimiento en soluto para producir capas
sucesivas dentro de las dendritas, indicando no uniformidad química dentro de las dendritas individuales, como se
esquematiza en el lado derecho de la figura 1.18; y
b).- macrosegregación, que se refiere a toscas diferencias en concentración de soluto entre las diferentes
zonas de cualquier pieza vaciada. Este fenómeno incluye eventos de difusión de impurezas a partir de la intercara
líquido-sólido dentro de la aleación líquida; flujos convectivos en el líquido; flotación de las impurezas a consecuencia
de las diferencias de densidad con el líquido donde están flotando; acción de fuerzas centrífugas y otros factores de
proceso.
1.5.- ELEMENTOS DE LA CIENCIA DE LA SOLIDIFICACION.
Como se ha descrito, la solución a los complejos problemas que se presentan en la industria de la fundición que
conduzcan a resultados óptimos, requieren que el personal técnico que labora en dichas empresas posea un claro
entendimiento sobre los fundamentos de la Ciencia que pueden ser utilizados en cada una de las etapas que constituyen
el proceso de fundición de piezas. Al observar el Diagrama de Flujo de una empresa de Fundición, figura 1.1, vemos
que existen etapas aparentemente independientes, pero que sin embargo están estrechamente interrelacionadas, que son:
Fusión; Modelos; Moldeo; Vaciado; Desmoldeo; Acabado: Tratamientos Térmicos; e Inspección Final. En
consecuencia, en esas etapas, es necesario establecer puntos de control en cuanto a: Selección de la carga al horno;
Sistema de cargas al horno; Fusión y Tratamiento del Metal líquido dentro del horno; Preparación y Mezcla de los
materiales de moldeo y de los machos; Diseños de Entradas al molde y Mazarotaje; Composición Química;
Estructuras de Vaciado; Tratamientos Térmicos; y tiempo involucrado en la historia de todas y de cada una de las
etapas del proceso.
Los elementos de la Ciencia de la Solidificación que se deben tomar en cuenta para establecer(13) los controles de
proceso, se engloban así:
1.5.a).- Cinética tanto de la Fusión como de las Intercaras, es decir, cómo es el
adosamiento atómico ya sea en los racimos del líquido o durante el proceso de solidificación. Este conocimiento nos
21
permite predecir o evitar la formación de precipitaciones de segundas fases; lo que depende del interés que se tenga en
permitir o no su presencia en el producto. Para ello hay que basarse en que el adosamiento de átomos juega un rol
muy importante en la cristalización, debido a que la solidificación es un proceso controlado por la distribución de
soluto delante de la interfaz sólido-líquido. La cristalización no-metálica está controlada por la distribución de soluto;
mientras que la solidificación metálica, está principalmente controlada por la transferencia de calor.
Al hablar de la Cinética de la Fusión, nos referimos tanto a la naturaleza como a la actividad del líquido en
función de la temperatura, del tiempo, de las velocidades de reacción ya sea con el medio gaseoso que lo rodea o con la
escoria y con los refractarios.
Al referirnos a la Cinética de las Intercaras, queremos expresar que se trata de las consideraciones de
equilibrio o de no-equilibrio de las fases presentes durante el vaciado y la solidificación de las piezas. En este sentido,
las reacciones de inoculación y de refinamiento de grano, también están controladas por la interfaz y por sus
características dinámicas tales como efectos del tiempo, de la temperatura, de la composición, y del flujo de calor; que
son ejemplos de la sensibilidad de la cristalización en una intercara.
1.5.b).- Dinámica de los Fluídos, se refiere a las consideraciones sobre tres tipos fundamentales
de movimiento de fluídos, que pueden ocurrir durante la fusión, el vaciado, y la solidificación de una pieza; que son:
1.5.b.1).- La Cinética. Como resultado de la fusión y del vaciado, puede ocasionarse alteraciones en la
nucleación a consecuencia de la oxidación o atrapamiento de gases, producida por turbulencia del líquido. Factores que
producen turbulencia son el producto de pobres prácticas de fusión y de vaciado, junto a inadecuados diseños de los
sistemas de entrada del flujo metálico en la pieza a fabricar.
1.5.b.2).- El Movimiento Natural, debido a las fuerzas internas que promueven los cambios de
posición en el líquido. Los líquidos más pesados, ya sea porque poseen mayores concentraciones de soluto o porque
son más densos y las capas frías, tienden a sumergirse; mientras que los líquidos más livianos y los más calientes
tienden a flotar. Igualmente, se genera convección natural durante el proceso de cristalización, cuando los átomos se
están adosando a la intercara líquido-sólido.
1.5.b.3).- El Flujo debido a cambios en contracción durante la solidificación. En algunas aleaciones, se
produce exudación sobre la superficie. El mayor problema asociado a la contracción, surge como resultado de la
incapacidad de alimentación a través de las ramificaciones dendríticas, cuando los gradientes de temperatura son
pequeños; esto trae como resultados, la nucleación de huecos que conducen a la porosidad.
Podemos resumir diciendo, que la dinámica de los fluídos comprende factores relacionados a: regímenes laminares o
turbulentos durante la fusión, el vaciado, y la solidificación; la transferencia de soluto; y al crecimiento de las
estructuras que se forman durante el proceso de cristalización del líquido.
22
1.5.c).- Nucleación. Es un proceso dinámico sometido a complejas interacciones térmicas temporales;
en consecuencia, hay que tener un cuidadoso control de las condiciones de temperatura, de flujo de calor y del tiempo.
También hay importantes interacciones químicas ya que la existencia de impurezas en el líquido pueden afectar a la
nucleación, cuando ellas alteran la naturaleza de los núcleos en la interfaz con el líquido. Como en la práctica
industrial, la nucleación homogénea nunca ha sido observada, lo que principalmente interesa es la nucleación
heterogénea. Esta, tiene relación con: la presencia o ausencia de impurezas; los inoculantes; las imperfecciones
superficiales del molde; y, las propiedades generales del líquido como: densidad, viscosidad, tensión superficial,
fluidéz, y contracción.
Durante la solidificación, se suceden cuatro tipos de nucleación, que se pueden delinear de la siguiente manera:
1.5.c.1).- Nucleación de alguna fase primaria. Ejemplos típicos pueden ser:
+ nucleación de las dendritas de austenita en las aleaciones hipoeutécticas del sistema hierro-carbono;+ nucleación de dendritas de fase-δ en los aceros, incluídos los aceros inoxidables;
+ nucleación de la fase rica en aluminio en las aleaciones Aluminio-Silicio hipoeutécticas.
1.5.c.2).- Nucleación de eutécticos. Un ejemplo característico son las celdas eutécticas austenita-
grafito en aleaciones del sistema Fe-C-Si.
1.5.c.3).- Nucleación de fases no-metálicas que ocupen una pequeña porción, 5 a 10 %, del
volumen de la muestra. Casos típicos son el grafito en las aleaciones del sistema Fe-C-Si; y el silicio en las
aleaciones Al-Si.
1.5.c.4).- Nucleación de fases metálicas y/o no-metálicas, mediante reacciones de
precipitación, que ocupen un pequeño volumen o fracciones volumétricas de la muestra menores al 1 %.
Ejemplo, la nucleación del eutéctico Fe-P en las aleaciones Fe-C-Si.
1.5.d).-Transferencia de Calor. El fundidor debe saber que la distribución térmica en una pieza, varía
en función de la distancia desde un sumidero de calor como lo son los enfriadores y las paredes del molde; así como
también, a partir de fuentes de generación de calor como suplementos, materiales exotérmicos y mazarotas. Al mismo
tiempo, debe saber cómo lograr una solidificación direccional y/o progresiva, para la eliminación de huecos y de
rechupes en las zonas críticas de una pieza. La transferencia de calor tiene una íntima relación con la geometría de la
pieza y con las propiedades tanto del metal o de la aleación y del molde; esto conduce, a la formación de las
estructuras y subestructuras de solidificación, y en consecuencia a las propiedades que caracterizan a las piezas
producidas.
1.5.e).- Flujos de Soluto. En todos los materiales comerciales, los contenidos de elementos
aleantes, generalmente son lo suficientemente altos como para hacer que la solidificación sea predominantemente por
crecimiento dendrítico. Este hecho, conduce a que haya segregación, la cual es el producto de grandes diferencias de
23
concentración entre los centros de las dendritas y las regiones interdendríticas. Por supuesto, la presencia de
precipitaciones de una segunda fase, nos indica que la solidificación produjo bordes de fase de no-equilibrio.
La segregación dendrítica depende de tres variables que son: rango de enfriamiento de la aleación, velocidad
de flujo calórico, y velocidad de solidificación. Pequeños rangos de temperaturas de solidificación, altos gradientes de
temperatura y velocidades de enfriamiento rápidas, conducen a que los brazos dendríticos estén muy cercanos entre sí y
por lo tanto, los segregados sean relativamente delgados y dispersos. Cuando hay amplios rangos de temperaturas de
solidificación, pequeños gradientes de temperatura y bajas velocidades de enfriamiento, hacen que los espaciados entre
brazos dendríticos aumenten y en consecuencia, las segregaciones sean mayores y se desarrollen mejor; estos hechos
son cuantificados por la ecuación 1.3 y vistos en la figura 1.12. Los flujos de soluto en la interfaz sólido-líquido,
tienen estrechas relaciones con todos los demás factores que se han mencionado; así como también con la
composición química de la aleación.
Al tomar en cuenta todos estos factores de la ciencia de la solidificación, permite que de antemano se sepa cuáles son
los tipos de defectos o de imperfecciones que se pueden evitar o controlar o irremediablemente aceptar en el producto.
De igual manera, es fácil percibir que el progreso de la industria de Fundición, esencialmente depende de las ciencias:
física, química, matemática, metalurgia y cerámica, cuando se les aplica a la solución de problemas. Sin embargo, no
hay que olvidar que es esencial adoptar criterios ingenieriles al diseño de los productos y a las técnicas del proceso.
2.- FENOMENOS DE CONTRACCION.
Aún cuando un modelo de fundición es una réplica de la pieza, no posee exactamente sus dimensiones debido al
fenómeno de expansión y de contracción que se sucede en un sólido, o en un líquido, o en un gas, cuando se les
somete a aumentos o a disminuciones de temperatura; por lo tanto este es un fenómeno muy importante a ser tomado
en cuenta en la tecnología de fundición. Al descender la temperatura, el metal que ha sido vaciado dentro de un molde
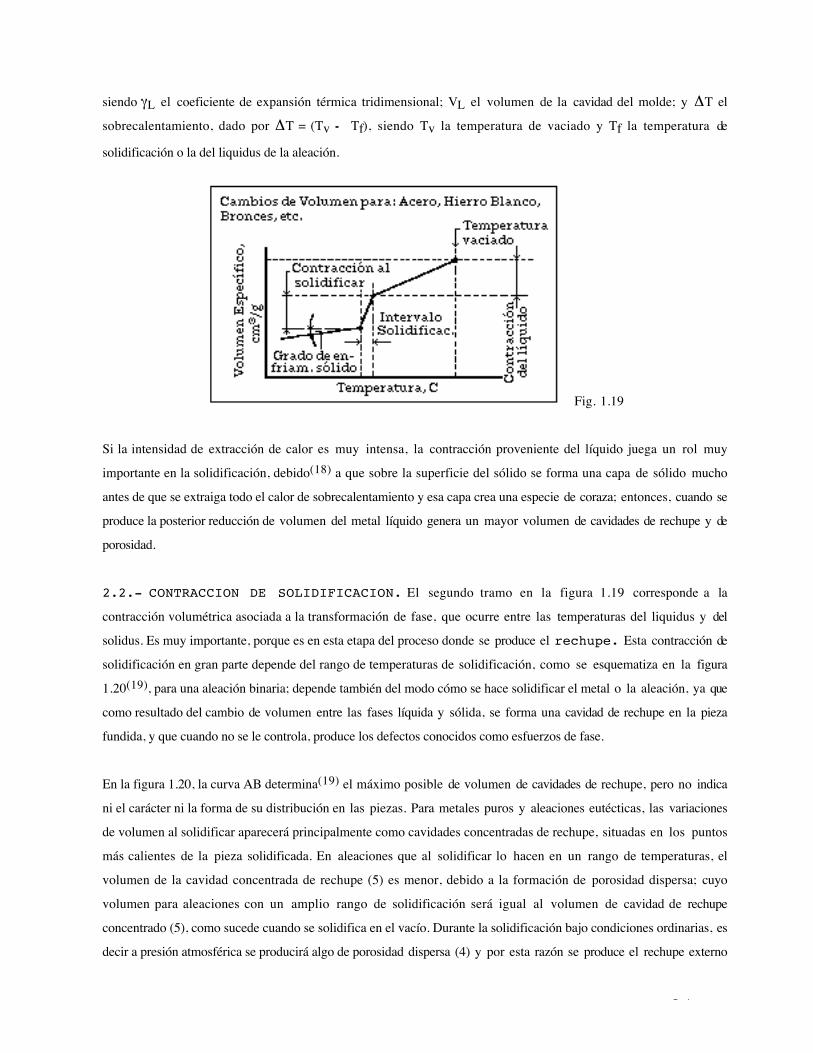
se contrae en tres etapas diferentes, como se esquematiza en la figura 1.19 para varias aleaciones comerciales. Esas
etapas, descritas en dicha figura, en orden descendente de temperatura desde la de vaciado, son: Contracción en el
líquido; Contracción líquido-sólido; y Contracción en el estado sólido.
2.1.- CONTRACCION EN EL ESTADO LIQUIDO. En orden descendente de temperatura, el primer tramo de la
gráfica de la figura 1.19 corresponde a la contracción en el líquido. En general, sus efectos sobre la formación y sobre
las características de cualquier pieza fundida dependen de la cantidad de calor que es extraído de la pieza. Si la intensidad
es baja, cuantitativamente el cambio de volumen puede calcularse(18) mediante la expresión:ΔVL = γL VL ΔT (1.7)
24
siendo γL el coeficiente de expansión térmica tridimensional; VL el volumen de la cavidad del molde; y ΔT el
sobrecalentamiento, dado por ΔT = (Tv - Tf), siendo Tv la temperatura de vaciado y Tf la temperatura de
solidificación o la del liquidus de la aleación.
Fig. 1.19
Si la intensidad de extracción de calor es muy intensa, la contracción proveniente del líquido juega un rol muy
importante en la solidificación, debido(18) a que sobre la superficie del sólido se forma una capa de sólido mucho
antes de que se extraiga todo el calor de sobrecalentamiento y esa capa crea una especie de coraza; entonces, cuando se
produce la posterior reducción de volumen del metal líquido genera un mayor volumen de cavidades de rechupe y de
porosidad.
2.2.- CONTRACCION DE SOLIDIFICACION. El segundo tramo en la figura 1.19 corresponde a la
contracción volumétrica asociada a la transformación de fase, que ocurre entre las temperaturas del liquidus y del
solidus. Es muy importante, porque es en esta etapa del proceso donde se produce el rechupe. Esta contracción de
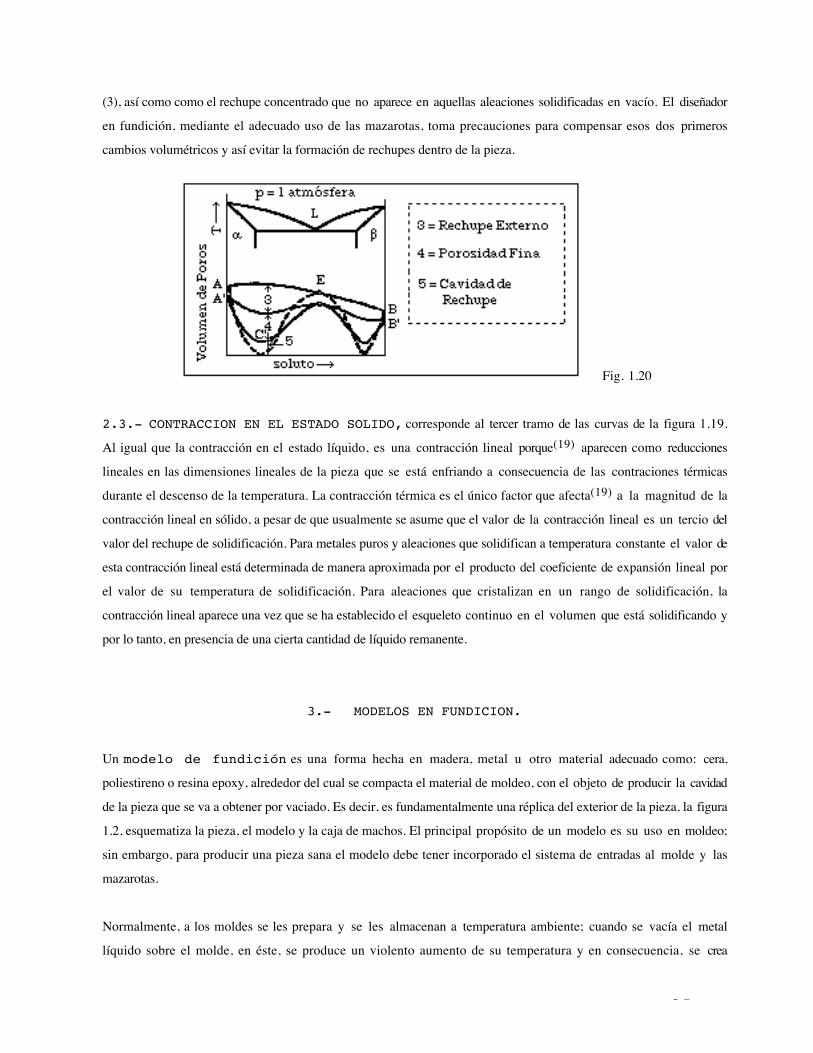
solidificación en gran parte depende del rango de temperaturas de solidificación, como se esquematiza en la figura
1.20(19), para una aleación binaria; depende también del modo cómo se hace solidificar el metal o la aleación, ya que
como resultado del cambio de volumen entre las fases líquida y sólida, se forma una cavidad de rechupe en la pieza
fundida, y que cuando no se le controla, produce los defectos conocidos como esfuerzos de fase.
En la figura 1.20, la curva AB determina(19) el máximo posible de volumen de cavidades de rechupe, pero no indica
ni el carácter ni la forma de su distribución en las piezas. Para metales puros y aleaciones eutécticas, las variaciones
de volumen al solidificar aparecerá principalmente como cavidades concentradas de rechupe, situadas en los puntos
más calientes de la pieza solidificada. En aleaciones que al solidificar lo hacen en un rango de temperaturas, el
volumen de la cavidad concentrada de rechupe (5) es menor, debido a la formación de porosidad dispersa; cuyo
volumen para aleaciones con un amplio rango de solidificación será igual al volumen de cavidad de rechupe
concentrado (5), como sucede cuando se solidifica en el vacío. Durante la solidificación bajo condiciones ordinarias, es
decir a presión atmosférica se producirá algo de porosidad dispersa (4) y por esta razón se produce el rechupe externo
25
(3), así como como el rechupe concentrado que no aparece en aquellas aleaciones solidificadas en vacío. El diseñador
en fundición, mediante el adecuado uso de las mazarotas, toma precauciones para compensar esos dos primeros
cambios volumétricos y así evitar la formación de rechupes dentro de la pieza.
Fig. 1.20
2.3.- CONTRACCION EN EL ESTADO SOLIDO, corresponde al tercer tramo de las curvas de la figura 1.19.
Al igual que la contracción en el estado líquido, es una contracción lineal porque(19) aparecen como reducciones
lineales en las dimensiones lineales de la pieza que se está enfriando a consecuencia de las contraciones térmicas
durante el descenso de la temperatura. La contracción térmica es el único factor que afecta(19) a la magnitud de la
contracción lineal en sólido, a pesar de que usualmente se asume que el valor de la contracción lineal es un tercio del
valor del rechupe de solidificación. Para metales puros y aleaciones que solidifican a temperatura constante el valor de
esta contracción lineal está determinada de manera aproximada por el producto del coeficiente de expansión lineal por
el valor de su temperatura de solidificación. Para aleaciones que cristalizan en un rango de solidificación, la
contracción lineal aparece una vez que se ha establecido el esqueleto continuo en el volumen que está solidificando y
por lo tanto, en presencia de una cierta cantidad de líquido remanente.
3.- MODELOS EN FUNDICION.
Un modelo de fundición es una forma hecha en madera, metal u otro material adecuado como: cera,
poliestireno o resina epoxy, alrededor del cual se compacta el material de moldeo, con el objeto de producir la cavidad
de la pieza que se va a obtener por vaciado. Es decir, es fundamentalmente una réplica del exterior de la pieza, la figura
1.2, esquematiza la pieza, el modelo y la caja de machos. El principal propósito de un modelo es su uso en moldeo;
sin embargo, para producir una pieza sana el modelo debe tener incorporado el sistema de entradas al molde y las
mazarotas.
Normalmente, a los moldes se les prepara y se les almacenan a temperatura ambiente; cuando se vacía el metal
líquido sobre el molde, en éste, se produce un violento aumento de su temperatura y en consecuencia, se crea
26
expansión para alcanzar un máximo; posteriormente, el sistema que consiste del molde y de la pieza se enfría hasta la
temperatura ambiente; por supuesto, el molde tambien se contrae. Estos hechos, conducen al fenómeno conocido
como creación del claro de gas o de la superficie de separación entre las paredes del molde y las del metal que ha
solidificado; siendo de importancia vital para las etapas posteriores del proceso de cristalización de la pieza.
Estos hechos conducen a que el ingeniero de fundición considere aspectos que modifican los modelos a los que se les
denomina tolerancias. Se define tolerancia, en inglés tolerance, como la desviación permisible especificada a
partir de una dimensión nominal específica; es decir, es la variación permisible en tamaño o en otra calidad
característica de una parte. En nuestro idioma, se usa la misma palabra para describir el concepto, que en inglés se
llama allowance (concesión), definida para fundición como el juego (clearance) especificado; esto quiere decir,
que es la diferencia en los límites especificados de tamaño, determinados aritméticamente, entre el mínimo espacio
libre y la máxima interferencia de ajuste entre partes. Las tolerancias dependen del tipo de metal; del diseño de la
pieza; y de los métodos de vaciado y de limpieza.
Las expansiones y contracciones del sistema mostradas en la figura 1.19 no coinciden entre sí, ni tienen secuencia
mutua; por lo tanto, al diseñar y construir un modelo, es necesario tomar en cuenta los siguientes factores(4,21):
3.a).- Tolerancias de Contracción en Modelos. Para diseñar modelos, se debe tomar en
cuenta la contracción de la pieza en el estado sólido, es decir, la que se produce desde la temperatura de fusión o del
solidus hasta la ambiente, a consecuencia de la dilatación de la red cristalina. El diseñador de modelos de fundición
tiene que considerar la contracción en el estado sólido, ya que las tolerancias de contracción sobre los modelos son
factores de corrección para la contracción resultante en el estado sólido. Aún cuando la contracción total esvolumétrica, normalmente la corrección se expresa linealmente. La contracción lineal, α , en porcentaje, se
expresa así:
α = l p - l c l c
x 100 (1.8);
lp, es la dimensión lineal del modelo; lc, la dimensión lineal de la pieza. La expansión lineal es:
LT = Lo(1 + α ΔT) (1.9),
α es la contracción lineal y L la longitud. Cuando se quiere determinar la expansión volumétrica,
VT = Vo(1 + γ ΔT) (1.10),
siendo γ la contracción volumétrica, V el volumen y además se cumple que
γ = 3 α. (1.11)
Se denomina regla de contracción del modelista, a una escala especial que hace innecesario el uso de
los cómputos para determinar la tolerancia de contracción que debe especificarse en cada dimensión del modelo. Se
expresa en mm/m; lo cual quiere decir, que hay contracción de determinados milímetros por cada metro de longitud del
modelo. Cuando se fabrican modelos en metal a partir de modelos en madera, es necesario tomar en cuenta la doble
27
tolerancia para contracción de ellos. Es importante recordar, que la contracción del metal siempre va dirigida hacia el
centro de masa de la pieza que está solidificando.
3.b).- Tolerancias de Salida, en inglés es taper o draft. También se le llama Conicidad. Se
considera en los lados verticales del modelo, para facilitar su extracción de la arena o de otro material de moldeo
usado. Generalmente se usa 1 º a 3 º, dependiendo de la complicación y profundidad del modelo, del tipo de molde, y
de las técnicas de moldeo y de extracción del modelo.
La salida o Conicidad, S, es proporcional a la altura del tramo correspondiente(19), determinadas mediante las
expresiones:
h < 200 mm, S = 0,5 + (h/100) mm;
200 < h < 500 mm, S = 0,5 + (h/150) mm;
h > 500 mm, S = 1 + (h/200) mm
valores que corresponden a ángulos de inclinación entre 1 minuto y 1 minuto 30 segundos, aproximadamente.
3.c).- Tolerancias de Mecanización. Corresponde al exceso dimensional que debe tener la pieza
vaciada, para que una vez mecanizada pueda ser usada en las condiciones bajo las cuales ha sido diseñada. De acuerdo
al material(22) el exceso de espesor mínimo es: Para fundiciones de hierro = 2,5 mm; Para aceros = 3,5 mm; y Para
latones, bronces y aleaciones ligeras = 1,5 mm. Por supuesto, estas tolerancias de mecanización dependen del tipo de
aleación, del diseño de la pieza, y de los métodos de vaciado y de limpieza. En general, las tolerancias de
mecanización serán mínimas si las superficies a ser mecanizadas están completamente en la mitad inferior del molde,
debido a que las variaciones dimensionales y otros defectos son menos prevalentes en esas zonas.
3.d).- Tolerancias de Tamaño. Corresponde a la variación que puede ser permitida para una
determinada dimensión de pieza. Es igual a la diferencia entre los límites máximo y mínimo, dados en las
especificaciones dimensionales.
3.e).- Tolerancias por Distorsión. En piezas largas y planas o que tengan forma de U, a veces
se produce distorsión, cuando se reproducen a partir de un modelo perfecto. Esta distorsión es inherente al diseño
mecánico de la pieza.
Otro factor de vital importancia a considerar dentro del diseño de modelos de fundición es la Superficie de
Partición o como lo dice el fundidor práctico Línea de Partición, que va dictada ya sea por la forma de la
pieza o por requerimientos específicos. La Línea de Partición se define(20) como la línea (traza) producida por la
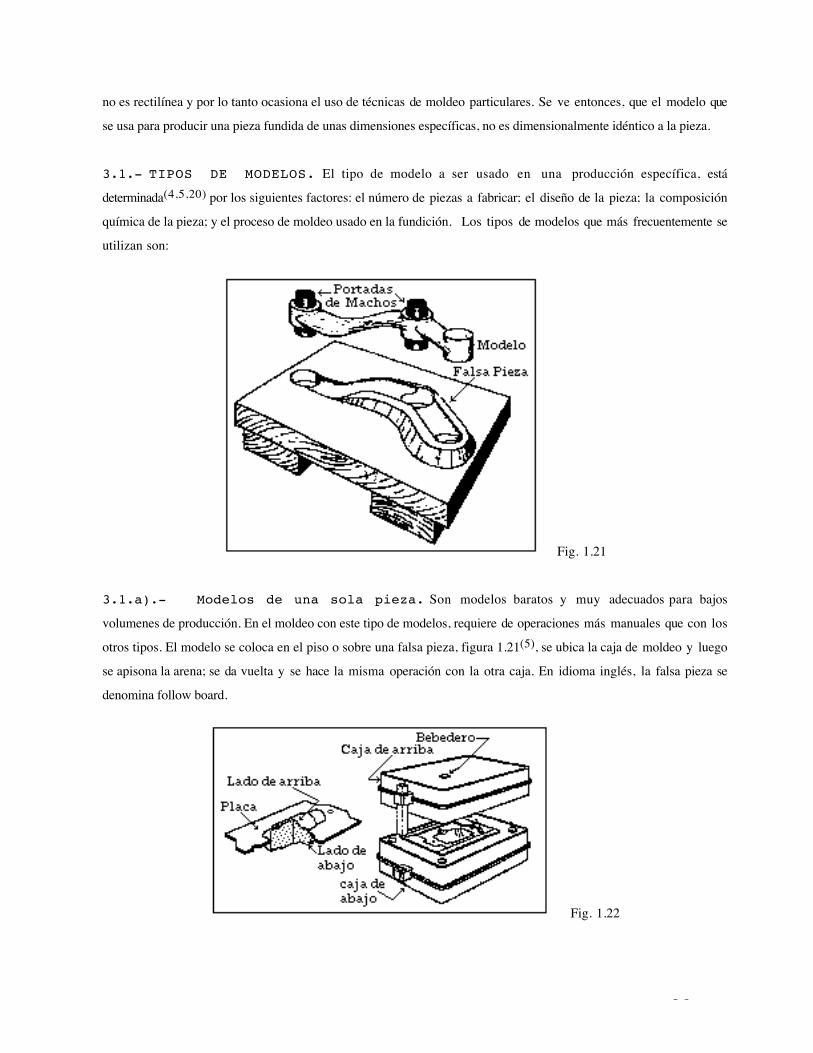
intersección del plano de partición de la pieza y del molde. La figura 1.21 indica que la línea de partición de la pieza
28
no es rectilínea y por lo tanto ocasiona el uso de técnicas de moldeo particulares. Se ve entonces, que el modelo que
se usa para producir una pieza fundida de unas dimensiones específicas, no es dimensionalmente idéntico a la pieza.
3.1.- TIPOS DE MODELOS. El tipo de modelo a ser usado en una producción específica, está
determinada(4,5,20) por los siguientes factores: el número de piezas a fabricar; el diseño de la pieza; la composición
química de la pieza; y el proceso de moldeo usado en la fundición. Los tipos de modelos que más frecuentemente se
utilizan son:
Fig. 1.21
3.1.a).- Modelos de una sola pieza. Son modelos baratos y muy adecuados para bajos
volumenes de producción. En el moldeo con este tipo de modelos, requiere de operaciones más manuales que con los
otros tipos. El modelo se coloca en el piso o sobre una falsa pieza, figura 1.21(5), se ubica la caja de moldeo y luego
se apisona la arena; se da vuelta y se hace la misma operación con la otra caja. En idioma inglés, la falsa pieza se
denomina follow board.
Fig. 1.22
29
3.1.b).- Modelos de dos piezas. Se usan para piezas un poco complicadas o que el número de ellas
a ser fabricadas es muy grande. Como se ilustra en la figura 1.2, el modelo se halla separado por la superficie de
partición, que a su vez está determinada por la geometría de la pieza; cada sección debe poder sacarse de los moldes
con relativa facilidad. En muchas ocasiones, esas dos mitades se montan sobre una tabla común, estando en posición
y se les llama placa modelo doble, como se ilustra en la figura 1.22. En inglés se le llama match board.
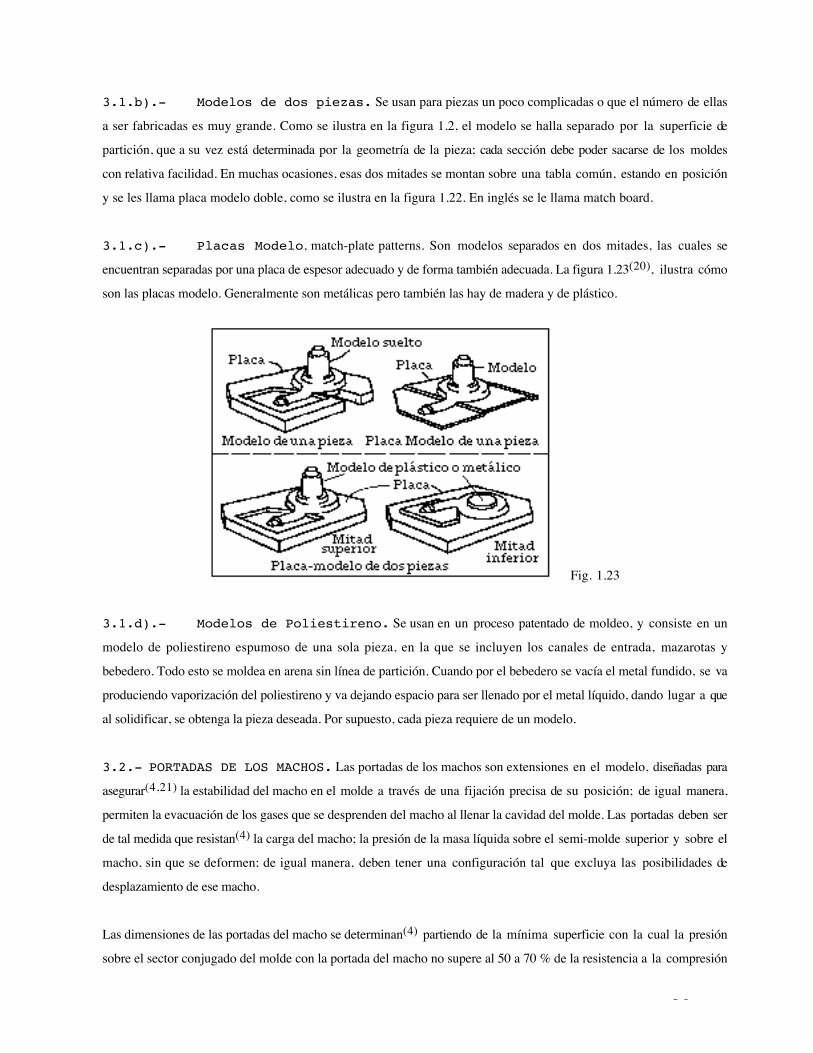
3.1.c).- Placas Modelo, match-plate patterns. Son modelos separados en dos mitades, las cuales se
encuentran separadas por una placa de espesor adecuado y de forma también adecuada. La figura 1.23(20), ilustra cómo
son las placas modelo. Generalmente son metálicas pero también las hay de madera y de plástico.
Fig. 1.23
3.1.d).- Modelos de Poliestireno. Se usan en un proceso patentado de moldeo, y consiste en un
modelo de poliestireno espumoso de una sola pieza, en la que se incluyen los canales de entrada, mazarotas y
bebedero. Todo esto se moldea en arena sin línea de partición. Cuando por el bebedero se vacía el metal fundido, se va
produciendo vaporización del poliestireno y va dejando espacio para ser llenado por el metal líquido, dando lugar a que
al solidificar, se obtenga la pieza deseada. Por supuesto, cada pieza requiere de un modelo.
3.2.- PORTADAS DE LOS MACHOS. Las portadas de los machos son extensiones en el modelo, diseñadas para
asegurar(4,21) la estabilidad del macho en el molde a través de una fijación precisa de su posición; de igual manera,
permiten la evacuación de los gases que se desprenden del macho al llenar la cavidad del molde. Las portadas deben ser
de tal medida que resistan(4) la carga del macho; la presión de la masa líquida sobre el semi-molde superior y sobre el
macho, sin que se deformen; de igual manera, deben tener una configuración tal que excluya las posibilidades de
desplazamiento de ese macho.
Las dimensiones de las portadas del macho se determinan(4) partiendo de la mínima superficie con la cual la presión
sobre el sector conjugado del molde con la portada del macho no supere al 50 a 70 % de la resistencia a la compresión

30
de la mezcla de arena de moldeo, σcomp. La superficie de la portada inferior, Si, depende de la masa del macho; se
determina así: Si = Q
σcomp. (1.12)
Q es la masa del macho incluídas las portadas.
Después de vaciado el metal en el molde, el macho se puede considerar como un cuerpo sumergido en un líquido y la
fuerza de acción del macho sobre el semi-molde superior, P, a consecuencia de su tendencia a flotar, es igual al peso
del líquido desplazado por el macho menos el peso de él: P = A h ρ - Q (1.13);
donde A h es el volumen del macho sin portadas; A es el área sobre la cual actúa la fuerza ascensional; h es la alturasumergida; y ρ es la densidad del metal. La superficie de cada portada en el semi-molde superior, Ss, se calcula así:
Ss = 0,5 Pσcomp.
(1.14).
Para que el macho flote, la fuerza ascensional sobre él debe exceder la fuerza hacia abajo en las portadas de los
machos:
[fuerza de flotación - fuerza de soporte de las portadas = fuerza sin soporte].
La fuerza de soporte de las portadas se determina así: [área de la portada x esfuerzos de compresión].
Si la fuerza sin soporte tiene(21) valor negativo, el macho no tendrá tendencia a flotar. Si la carga sin soporte es
positiva, la fuerza sobre el macho producirá fractura de la arena en las portadas y el macho se moverá hacia arriba.
Esto, se puede prevenir colocando soportes metálicos, chaplets, en la cavidad del molde entre el macho y la caja
superior, que tiene un efecto de aumentar el área de soporte. El área de soportes requerida para soportar el macho, se
calcula así: Carga sin soporte (lbs) x 0,20 = área requerida de soportes (pulg2). o en unidades del sistema métrico,
CSS (kg) x 0,0141 = área requerida de soportes (cm2).
4.- REFERENCIAS.
1.- H. F. Taylor, M. C. Flemings, and J. Wulff, Foundry Engineering , John Wiley, 1959.
2.- G. S. Cole, AFS Int. Cast Metals Journal, 51-62, Dec. 1979.
3.- S. Viswanathan, JOM Vol. 49, Nº 3, 12, March 1997. 4.- N. D. Titov and Yu. A. Stepanov, Foundry Practice , MIR Pub. 1981.
5.- C. F. Walton, Ed., Gray and Ductile Iron Castings Handbook , GDIFS, 1971.
6.- J. Gerin Sylvia, Cast Metals Technology , Addison-Wesley,1972.
7.- V. Kondic, Metallurgical Principles of Founding , Edward Arnold Pub. 1969.
8.- P. R. Beeley, Foundry Technology , Butterworths, 1972.
31
9.- O. Quintero Sayago, Ciencia e Ingeniería en la Industria de Fundición, Rev. Fusión, Nº 7, 6-8, SVIMM,
Ene-Mar. 1979.10.- J. Campbell, Castings , Butterworth-Heinemann, 1993.
11.- J. C. Hendrix, P. A. Curreri, and D. M. Stefanescu, AFS Trans., Vol. 92, 435- 458, 1984.
12.- Omar Quintero Sayago y Sonia Ramírez C., Convenio de Asesoramiento Técnico CVG ALCASA-División
Guacara/FUNINDES-Universidad Simón Bolívar, 1988-1993.
13.- G. S. Cole, AFS Int. Cast Met. J., 51-62, Dec. 1979.14.- M. C. Flemings, in Solidification Technology in the Foundry and Casthouse , The Metals Society, Book 273,
3-14, 1983.15.- W. Kurz and D. J. Fisher, Fundamentals of Solidification , Trans Tech Pub., 1986.
16.- C. Beckermann and C. Y. Wang, JOM. Vol. 46, Nº 1, 42-47, Jan. 1994.17.- M. C. Flemings, Solidification Processing , McGraw-Hill Book, 1973.
18.- A. I. Veinik, Thermodynamics for the Foundryman , Maclaren, 1968.
19.- A. I. Korol'kov, Casting Properties of Metals and Alloys , Consultants Bureau, 1960.
20.- R. C. Voigt, Metals Handbook , Vol. 15, 9th Edition, 189-199, 1988.
21.- R. W. Heine, C. R. Loper, and P. C. Rosenthal, Principles of Metal Casting, McGraw-Hill, 1967.
22.- D. Lucchesi, Tecnología de la Fundición , Editorial Labor, 1972.
5.- EJERCICIOS TEMA I.
Use la metodología que se le propone para la solución de estos ejercicios, esta
metodología le sirve de entrenamiento al estudio de esta y de las demás asignaturas de su carrera de ingeniería de
materiales. Busque en el diccionario, la etimología de las palabras que se subrayan, porque esos conocimientos, le
ayudarán a fijar con claridad los conceptos expuestos. Se recomienda que empiece por leer y entender lo descrito en la
Introducción.
1.1.- Considere una cualquiera de las siguientes Normas ASTM: A 27; A 40; A 216; A 197; B 22; B 26; B 30; y B 66. Responda exhaustivamente las siguientes preguntas:
1.1.a.- Analice al menos una de ellas.
1.1.b.-Establezca las diferencias entre Norma, Especificación, Método de Ensayo, y Práctica.
1.1.c.- Compare la Norma seleccionada con una Norma ASTM diferente a piezas vaciadas y describa sus diferencias.
Interprete a que se deben esas diferencias.
1.1.d.- En la Norma seleccionada por Ud. interprete la composición química.
1.1.e.- En la Norma seleccionada por Ud. interprete las propiedades mecánicas.
32
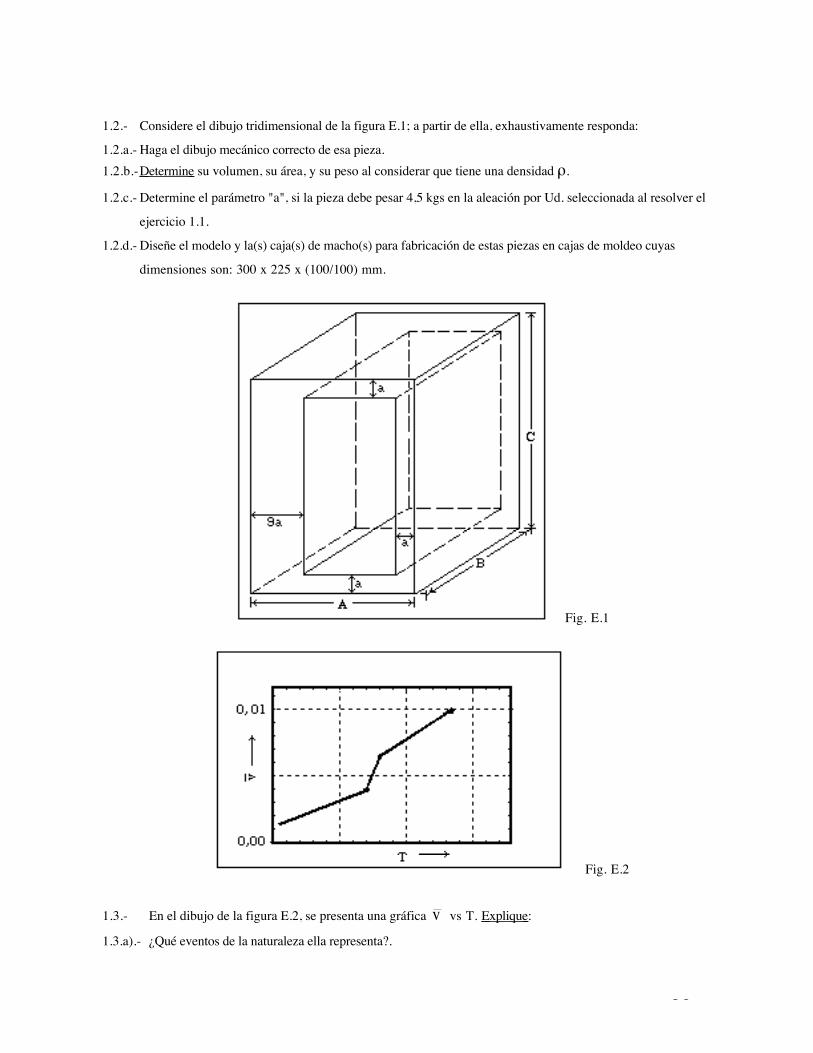
1.2.- Considere el dibujo tridimensional de la figura E.1; a partir de ella, exhaustivamente responda:
1.2.a.- Haga el dibujo mecánico correcto de esa pieza.1.2.b.- Determine su volumen, su área, y su peso al considerar que tiene una densidad ρ.
1.2.c.- Determine el parámetro "a", si la pieza debe pesar 4,5 kgs en la aleación por Ud. seleccionada al resolver el
ejercicio 1.1.
1.2.d.- Diseñe el modelo y la(s) caja(s) de macho(s) para fabricación de estas piezas en cajas de moldeo cuyas
dimensiones son: 300 x 225 x (100/100) mm.
Fig. E.1
Fig. E.2
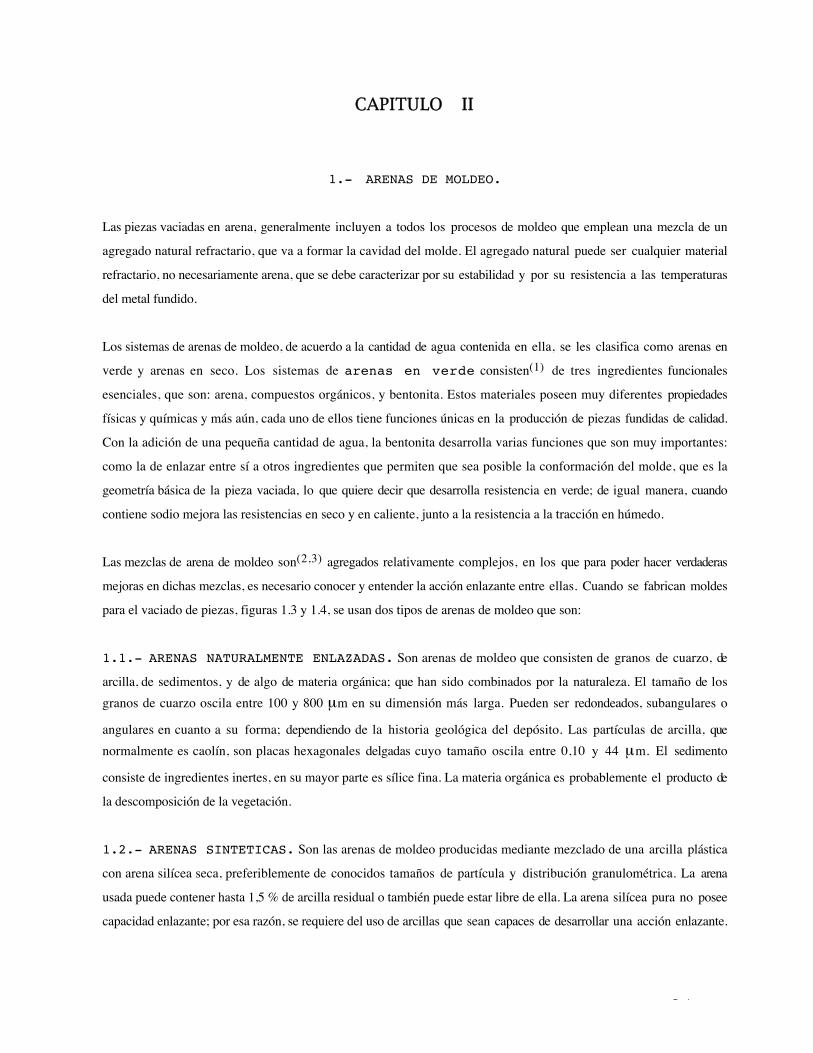
1.3.- En el dibujo de la figura E.2, se presenta una gráfica v vs T. Explique :
1.3.a).- ¿Qué eventos de la naturaleza ella representa?.

33
1.3.b).- ¿Cómo podría Ud. determinar la contracción de los modelos en esa gráfica?.
1.3.c).- Aplique sus resultados a la determinación de las dimensiones del moldelo de la figura E.1.
34
CAPITULO II
1.- ARENAS DE MOLDEO.
Las piezas vaciadas en arena, generalmente incluyen a todos los procesos de moldeo que emplean una mezcla de un
agregado natural refractario, que va a formar la cavidad del molde. El agregado natural puede ser cualquier material
refractario, no necesariamente arena, que se debe caracterizar por su estabilidad y por su resistencia a las temperaturas
del metal fundido.
Los sistemas de arenas de moldeo, de acuerdo a la cantidad de agua contenida en ella, se les clasifica como arenas en
verde y arenas en seco. Los sistemas de arenas en verde consisten(1) de tres ingredientes funcionales
esenciales, que son: arena, compuestos orgánicos, y bentonita. Estos materiales poseen muy diferentes propiedades
físicas y químicas y más aún, cada uno de ellos tiene funciones únicas en la producción de piezas fundidas de calidad.
Con la adición de una pequeña cantidad de agua, la bentonita desarrolla varias funciones que son muy importantes:
como la de enlazar entre sí a otros ingredientes que permiten que sea posible la conformación del molde, que es la
geometría básica de la pieza vaciada, lo que quiere decir que desarrolla resistencia en verde; de igual manera, cuando
contiene sodio mejora las resistencias en seco y en caliente, junto a la resistencia a la tracción en húmedo.
Las mezclas de arena de moldeo son(2,3) agregados relativamente complejos, en los que para poder hacer verdaderas
mejoras en dichas mezclas, es necesario conocer y entender la acción enlazante entre ellas. Cuando se fabrican moldes
para el vaciado de piezas, figuras 1.3 y 1.4, se usan dos tipos de arenas de moldeo que son:
1.1.- ARENAS NATURALMENTE ENLAZADAS. Son arenas de moldeo que consisten de granos de cuarzo, de
arcilla, de sedimentos, y de algo de materia orgánica; que han sido combinados por la naturaleza. El tamaño de losgranos de cuarzo oscila entre 100 y 800 µm en su dimensión más larga. Pueden ser redondeados, subangulares o
angulares en cuanto a su forma; dependiendo de la historia geológica del depósito. Las partículas de arcilla, quenormalmente es caolín, son placas hexagonales delgadas cuyo tamaño oscila entre 0,10 y 44 µm. El sedimento
consiste de ingredientes inertes, en su mayor parte es sílice fina. La materia orgánica es probablemente el producto de
la descomposición de la vegetación.
1.2.- ARENAS SINTETICAS. Son las arenas de moldeo producidas mediante mezclado de una arcilla plástica
con arena silícea seca, preferiblemente de conocidos tamaños de partícula y distribución granulométrica. La arena
usada puede contener hasta 1,5 % de arcilla residual o también puede estar libre de ella. La arena silícea pura no posee
capacidad enlazante; por esa razón, se requiere del uso de arcillas que sean capaces de desarrollar una acción enlazante.
35
Las arcillas más comunmente usadas en Fundición son las Bentonitas sódicas y cálcicas, así como las arcillas
refractarias que contengan caolinita o illita.
Por su morfología, los granos de arena pueden clasificarse en redondeados, subangulares y angulares. Una manera
precisa para poder definir esa morfología es usando el coeficiente de angularidad; definido por la relación entre la
superficie real del grano de arena a la superficie que tendría ese grano esférico. Debido a que la esfera tiene la mínima
superficie por unidad de volumen, esa relación nunca puede ser menor a la unidad y será creciente de forma progresiva
conforme a la forma del grano se aleje de la de una esfera. A manera de ejemplos, los coeficientes de angularidad para
una esfera es 1; para un cubo es 1,25; y para un tetraedro es de aproximadamente 1,49.
Las características de los procesos de moldeo de piezas, conducen a una cualidad común que es la de tender a producir
un material de moldeo poroso; esto es debido a que esa porosidad permitirá el libre escape de los gases y de la
humedad, cuando el metal líquido se introduce en la cavidad del molde. Los poros nunca deben de ser grandes, porque
producirían penetración del metal, aún cuando la alta tensión superficial de los metales impide que la penetración
dentro del molde sea similar a la del agua. El tamaño mínimo de poro dentro del cual el metal no puede penetrar es:r = (2 σcos θ)/P, (2.1)
donde r es el radio del poro, cm; σ es la tensión superficial del metal, dinas/cm; θ es el ángulo de contacto entre el
metal y el molde refractario, es decir, el ángulo que hace la superficie del metal en el punto de contacto con el molde;
y P es la presión metalostática. En unidades apropiadas, la presión metalostática total, P, para un metal líquido dedensidad ρ a una profundidad h para una área A, es P = ρ h A (2.2)
El comportamiento del molde depende de los siguientes factores: (a) su composición química; y (b) su estructura
física, es decir, del tipo de enlace y del arreglo entre sus átomos o moléculas. Por lo tanto, para el completo
entendimiento del uso de los materiales orgánicos y cerámicos en la tecnología de la fundición, es necesario conocer y
comprender los fundamentos básicos del enlace entre estos materiales y su cristalografía; además, los principios
básicos de la polimerización y de los enlaces cruzados.
2.- TIPOS DE ARENA.
2.1.- ARENA SILICEA. Como materia prima base de las arenas de moldeo, además de la arena silícea que es la
más abundante y la más barata, se pueden emplear otras sustancias como arenas a base de zirconio, de olivino, de
chamota, forsterita, etc. Las mezclas de arena, son agregados relativamente complejos en los cuales, para poder hacer
verdaderas mejoras en las mezclas de moldeo, es necesario conocer y entender la acción enlazante entre ellas.
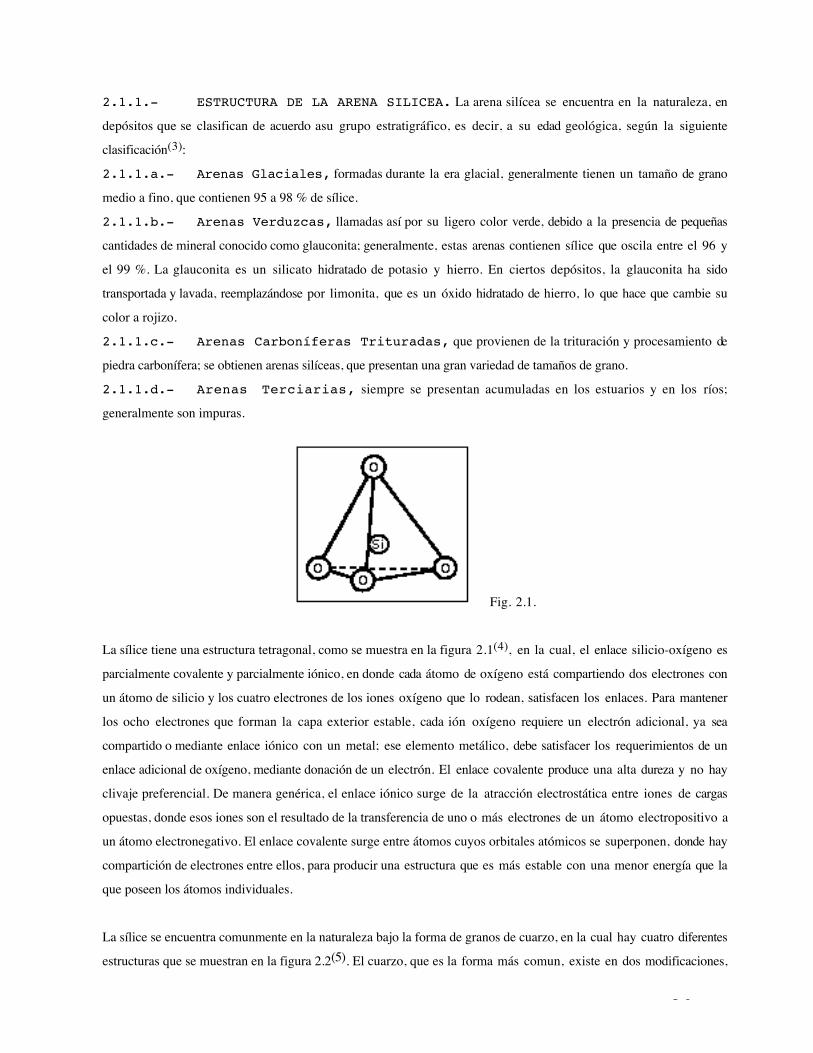
36
2.1.1.- ESTRUCTURA DE LA ARENA SILICEA. La arena silícea se encuentra en la naturaleza, en
depósitos que se clasifican de acuerdo asu grupo estratigráfico, es decir, a su edad geológica, según la siguiente
clasificación(3):
2.1.1.a.- Arenas Glaciales, formadas durante la era glacial, generalmente tienen un tamaño de grano
medio a fino, que contienen 95 a 98 % de sílice.
2.1.1.b.- Arenas Verduzcas, llamadas así por su ligero color verde, debido a la presencia de pequeñas
cantidades de mineral conocido como glauconita; generalmente, estas arenas contienen sílice que oscila entre el 96 y
el 99 %. La glauconita es un silicato hidratado de potasio y hierro. En ciertos depósitos, la glauconita ha sido
transportada y lavada, reemplazándose por limonita, que es un óxido hidratado de hierro, lo que hace que cambie su
color a rojizo.
2.1.1.c.- Arenas Carboníferas Trituradas, que provienen de la trituración y procesamiento de
piedra carbonífera; se obtienen arenas silíceas, que presentan una gran variedad de tamaños de grano.
2.1.1.d.- Arenas Terciarias, siempre se presentan acumuladas en los estuarios y en los ríos;
generalmente son impuras.
Fig. 2.1.
La sílice tiene una estructura tetragonal, como se muestra en la figura 2.1(4), en la cual, el enlace silicio-oxígeno es
parcialmente covalente y parcialmente iónico, en donde cada átomo de oxígeno está compartiendo dos electrones con
un átomo de silicio y los cuatro electrones de los iones oxígeno que lo rodean, satisfacen los enlaces. Para mantener
los ocho electrones que forman la capa exterior estable, cada ión oxígeno requiere un electrón adicional, ya sea
compartido o mediante enlace iónico con un metal; ese elemento metálico, debe satisfacer los requerimientos de un
enlace adicional de oxígeno, mediante donación de un electrón. El enlace covalente produce una alta dureza y no hay
clivaje preferencial. De manera genérica, el enlace iónico surge de la atracción electrostática entre iones de cargas
opuestas, donde esos iones son el resultado de la transferencia de uno o más electrones de un átomo electropositivo a
un átomo electronegativo. El enlace covalente surge entre átomos cuyos orbitales atómicos se superponen, donde hay
compartición de electrones entre ellos, para producir una estructura que es más estable con una menor energía que la
que poseen los átomos individuales.
La sílice se encuentra comunmente en la naturaleza bajo la forma de granos de cuarzo, en la cual hay cuatro diferentes
estructuras que se muestran en la figura 2.2(5). El cuarzo, que es la forma más comun, existe en dos modificaciones,
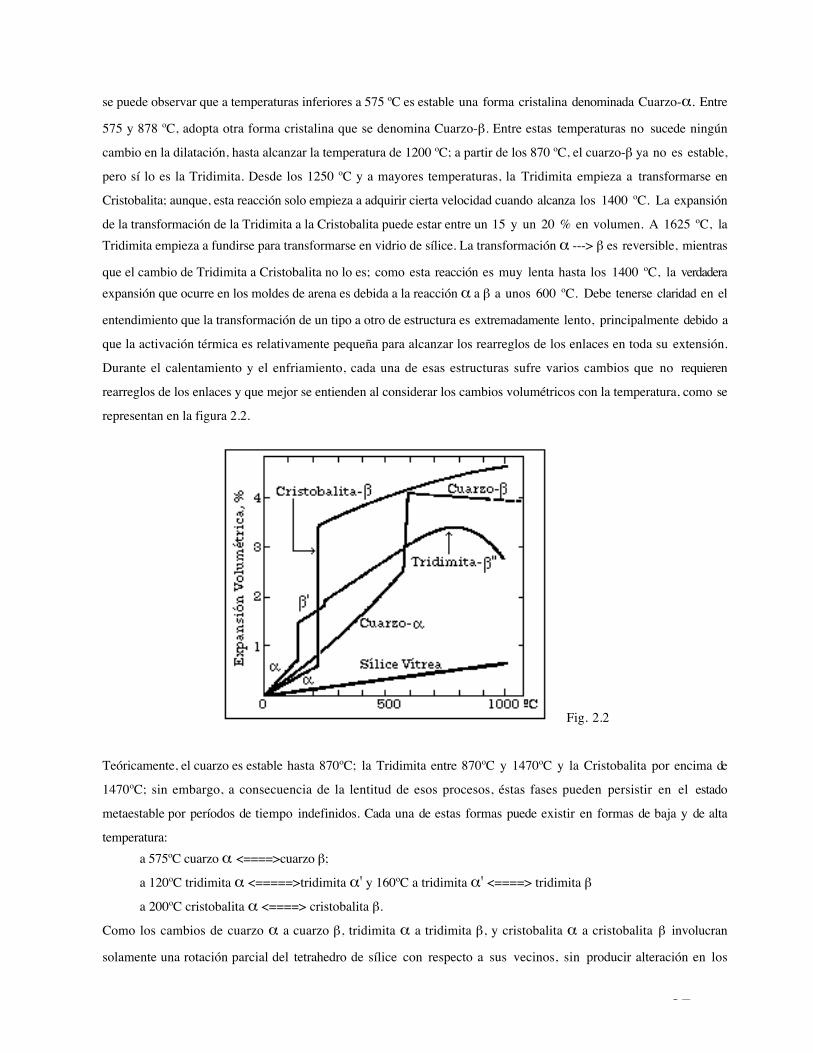
37
se puede observar que a temperaturas inferiores a 575 ºC es estable una forma cristalina denominada Cuarzo-α. Entre
575 y 878 ºC, adopta otra forma cristalina que se denomina Cuarzo-β. Entre estas temperaturas no sucede ningún
cambio en la dilatación, hasta alcanzar la temperatura de 1200 ºC; a partir de los 870 ºC, el cuarzo-β ya no es estable,
pero sí lo es la Tridimita. Desde los 1250 ºC y a mayores temperaturas, la Tridimita empieza a transformarse en
Cristobalita; aunque, esta reacción solo empieza a adquirir cierta velocidad cuando alcanza los 1400 ºC. La expansión
de la transformación de la Tridimita a la Cristobalita puede estar entre un 15 y un 20 % en volumen. A 1625 ºC, laTridimita empieza a fundirse para transformarse en vidrio de sílice. La transformación α ---> β es reversible, mientras
que el cambio de Tridimita a Cristobalita no lo es; como esta reacción es muy lenta hasta los 1400 ºC, la verdaderaexpansión que ocurre en los moldes de arena es debida a la reacción α a β a unos 600 ºC. Debe tenerse claridad en el
entendimiento que la transformación de un tipo a otro de estructura es extremadamente lento, principalmente debido a
que la activación térmica es relativamente pequeña para alcanzar los rearreglos de los enlaces en toda su extensión.
Durante el calentamiento y el enfriamiento, cada una de esas estructuras sufre varios cambios que no requieren
rearreglos de los enlaces y que mejor se entienden al considerar los cambios volumétricos con la temperatura, como se
representan en la figura 2.2.
Fig. 2.2
Teóricamente, el cuarzo es estable hasta 870ºC; la Tridimita entre 870ºC y 1470ºC y la Cristobalita por encima de
1470ºC; sin embargo, a consecuencia de la lentitud de esos procesos, éstas fases pueden persistir en el estado
metaestable por períodos de tiempo indefinidos. Cada una de estas formas puede existir en formas de baja y de alta
temperatura:a 575ºC cuarzo α <====>cuarzo β;
a 120ºC tridimita α <=====>tridimita α' y 160ºC a tridimita α' <====> tridimita β
a 200ºC cristobalita α <====> cristobalita β.
Como los cambios de cuarzo α a cuarzo β, tridimita α a tridimita β, y cristobalita α a cristobalita β involucran
solamente una rotación parcial del tetrahedro de sílice con respecto a sus vecinos, sin producir alteración en los
38
arreglos de sus enlaces, esas transformaciones en sólidos son por desplazamiento y por lo tanto son muy rápidas.
Normalmente, el fundidor emplea las arenas silíceas por las siguientes razones: son las más abundantes en la
naturaleza; son fáciles de extraer de los depósitos minerales; se encuentran en una gran variedad de tamaños y
distribuciones; y son altamente refractarias y resistentes al calor.
2.2.- ARENA DE CIRCONIO. Es(3) un silicato cuya composición química es ZrO2.SiO2, que cuando es pura,
contiene 67 % de óxido de circonio y 33 % de sílice. Su gravedad específica es 4.7. Cristaliza como cristales
tetragonales, siendo la forma más comun prismas rectangulares con pirámides a cada lado. Como el radio iónico del
circonio es 0,82 Å y el radio del ion oxígeno es de 1,32 Å, su relación es 0,67; por lo tanto, se espera(5) un número
de coordinación de 6. Su estructura está formada por enlaces muy fuertes para desarrollar muchas características
prominentes como material de moldeo, entre ellas(3): tamaño de grano fino; alta refractariedad; bajo coeficiente de
expansión térmica; y compatibilidad con la mayoría de los enlazantes que normalmente se usan en fundición. Esta
arena es un constituyente de las rocas ígneas; sus depósitos son playas y arenas de las dunas que contienen altos
concentrados de circonio, rutilo e ilmenita. Los mayores depósitos se encuentran en Australia, Estados Unidos de
América, e India. El mayor productor en el mundo es Australia.
2.3.- ARENA DE CROMITA. La cromita, cuya fórmula química es(3) FeO.Cr2O3, contiene teóricamente 68 %
de óxido de cromo; pero, los minerales de cromo en la naturaleza rara vez contienen más del 50 % de Cr2O3, un
contenido normal está entre 40 y 45 % se óxido de cromo. Su gravedad específica oscila entre 4,4 y 4,55. Los granos
de cromita en los minerales de cromo se considera que son soluciones sólidas de varias Espinelas; entre las másimportantes están: FeO.Cr2O3, la pirocromita MgO.Cr2O3, y la espinela MgO.Al2O3. En adición a la fase
espinela, todos los minerales contienen una proporción de materiales de ganga, entre cuyos constituyentes se
encuentra serpentina, olivino, cuarzo y piroxenos. Para poder usar la arena de cromita en la fundición, es necesario
que los contenidos de serpentina, de olivino, de cuarzo, y de piroxenos, sean bajos. Se le encuentra en depósitos de
rocas ígneas como peridotitas, dunitas, piroxenitas, etc. Los mayores depósitos en el mundo se encuentran en Norte
América, la ex-Unión Soviética, Cuba, Turquía, Yugoslavia, Sur Africa y Rodesia; sin embargo, las arenas para uso
en fundición se encuentran en Sur Africa y Rodesia.
2.4.- ARENA DE OLIVINO. Es un mineral(3) proveniente de rocas ígneas como peridotitas, siendo la dunita
una roca casi pura en olivino. El olivino es un ortosilicato de magnesio triturado, que para usos en fundición debecontener 90 % de forsterita, cuya composición química es Mg2SiO4 y un 10 % de fayalita, FeO.SiO4. Se deduce
entonces(5), que es un mineral de composición variable, debido a que el Fe2+ es sustituído por Mg2+ en la soluciónsólida. Su estructura, por lo tanto, consiste de islas de tetrahedros de SiO44-, donde cada átomo de oxígeno está
enlazado a un átomo de silicio y a tres iones Mg2+ o Fe2+. Como las relaciones entre radios iónicos son:
[(Mg2+/O2-) = (0,75/1,32) = 0,57] y [(Fe2+/O2-) = (0,79/1,32) = 0,59], en cada caso, el número de coordinación es
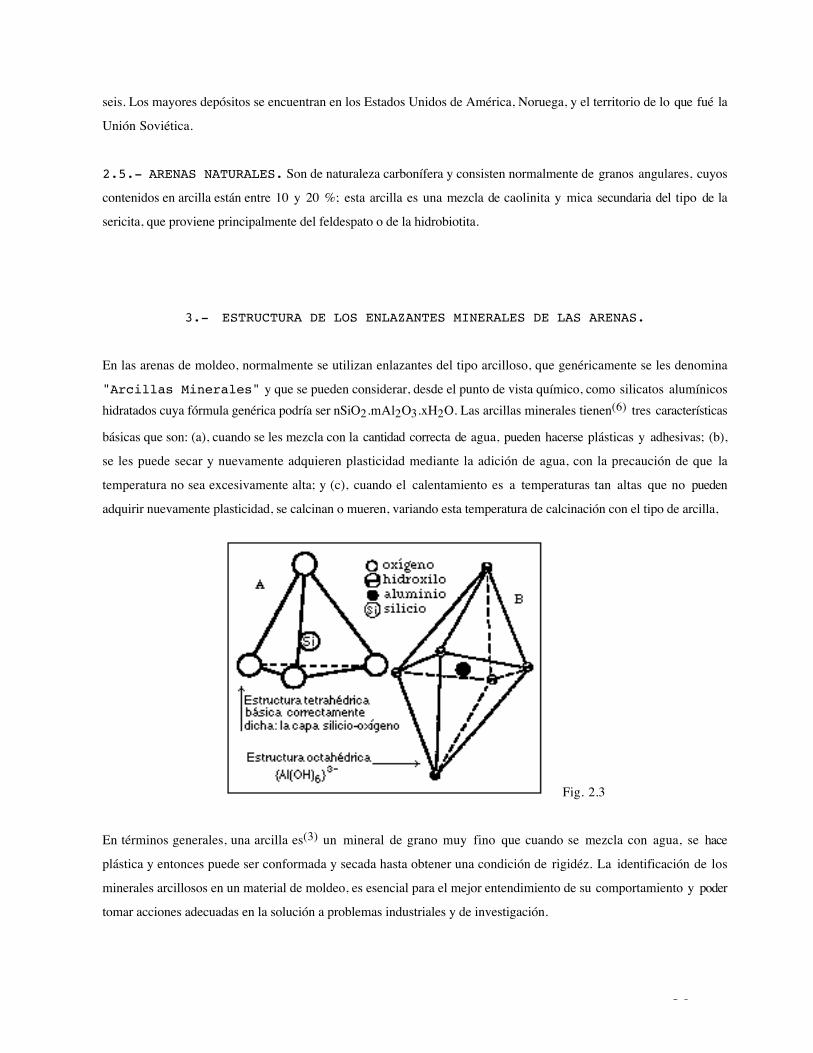
39
seis. Los mayores depósitos se encuentran en los Estados Unidos de América, Noruega, y el territorio de lo que fué la
Unión Soviética.
2.5.- ARENAS NATURALES. Son de naturaleza carbonífera y consisten normalmente de granos angulares, cuyos
contenidos en arcilla están entre 10 y 20 %; esta arcilla es una mezcla de caolinita y mica secundaria del tipo de la
sericita, que proviene principalmente del feldespato o de la hidrobiotita.
3.- ESTRUCTURA DE LOS ENLAZANTES MINERALES DE LAS ARENAS.
En las arenas de moldeo, normalmente se utilizan enlazantes del tipo arcilloso, que genéricamente se les denomina
"Arcillas Minerales" y que se pueden considerar, desde el punto de vista químico, como silicatos alumínicoshidratados cuya fórmula genérica podría ser nSiO2.mAl2O3.xH2O. Las arcillas minerales tienen(6) tres características
básicas que son: (a), cuando se les mezcla con la cantidad correcta de agua, pueden hacerse plásticas y adhesivas; (b),
se les puede secar y nuevamente adquieren plasticidad mediante la adición de agua, con la precaución de que la
temperatura no sea excesivamente alta; y (c), cuando el calentamiento es a temperaturas tan altas que no pueden
adquirir nuevamente plasticidad, se calcinan o mueren, variando esta temperatura de calcinación con el tipo de arcilla,
Fig. 2.3
En términos generales, una arcilla es(3) un mineral de grano muy fino que cuando se mezcla con agua, se hace
plástica y entonces puede ser conformada y secada hasta obtener una condición de rigidéz. La identificación de los
minerales arcillosos en un material de moldeo, es esencial para el mejor entendimiento de su comportamiento y poder
tomar acciones adecuadas en la solución a problemas industriales y de investigación.
40
Estructuralmente hablando, hay dos unidades que están involucradas en la estructura atómica de la mayoría de las
arcillas minerales: una unidad consiste de dos hojas de átomos de oxigeno y de hidroxilo empaquetados, en los cuales,
los átomos de aluminio se embeben en coordinación octahédrica, de manera tal que están equidistantes de los seis
átomos de oxígeno o de radicales hidroxilo, esquemáticamente se muestra en la figura 2.3. Este arreglo octahédrico de
aluminio-hidroxilo, se le conoce como la "capa octahédrica" o la "hoja octahédrica". La segunda
unidad estructural consta de tetrahedros de sílice; en donde cada átomo de silicio se encuentra equidistante de cuatro
átomos de oxígeno o de radicales hidroxilo que sean necesarios para balancear la estructura, arreglados de forma tal que
ellos ocupan los vértices y el centro del tetrahedro está ocupado por el átomo de silicio, como se ve en las figuras 2.1
y 2.3.
Hay dos grupos de arcillas que tienen gran interés para el fundidor que son las montmorillonitas y las caolinitas;
constituídas por los mismos materiales de construcción, que forman la base de todas las arcillas; pero es el modelo
arquitectónico en que se unen estos materiales, lo que va a diferenciarlas. La montmorillonita consta de tetrahedros de
sílice y de octahedros alúmina, como se ilustran en la figura 2.3.
3.1).- CAOLINITAS, caracterizadas por poseer una alta refractariedad y un relativo bajo poder enlazante.
Desde un punto de vista estructural, constan de una capa tetrahédrica de sílice y una capa octahédrica de alúmina,
combinadas de tal forma que construyen una unidad en donde las puntas de los tetrahedros de sílice y una de las capas
de la lámina octahédrica forman una capa comun. Cuando hay balance de cargas, corresponde a una fórmula estructural(OH)8 Si4 Al4 O10.
Dentro de las caolinitas hay tres tipos principales que son:
3.1.1).- Arcilla China, China Clay, que se ha formado por descomposición del feldespato en granito,
lo cual ha sido posiblemente debido a la acción del agua acidificada a grandes temperaturas y presiones.
3.1.2).- Arcilla Esférica, Ball Clay, que es de carácter sedimentario, debido a que ha sido
transportada por los ríos y depositada en sitios convenientes para su formación.
3.1.3).- Arcillas Refractarias, Fireclay, originadas en la edad geológica del carbón. Poseen un
alto contenido de alúmina y todas ellas poseen un débil enlazante.
3.2).- MONTMORILLONITAS, son arcillas que se presentan en partículas extremadamente pequeñas y
estructuralmente están formadas por dos hojas tetrahédricas de sílice con una hoja central de alúmina, en las cuales,
todas las puntas de los tetrahedros tienen la misma dirección y se hallan dirigidas hacia el centro de la unidad. Lafórmula teórica es (OH)4 Si8 Al4 O20 nH2O y la composición química teórica sin material en la intercapa es SiO2 =
66,7 %; Al2O3 = 28,3 % y H2O = 5 %.
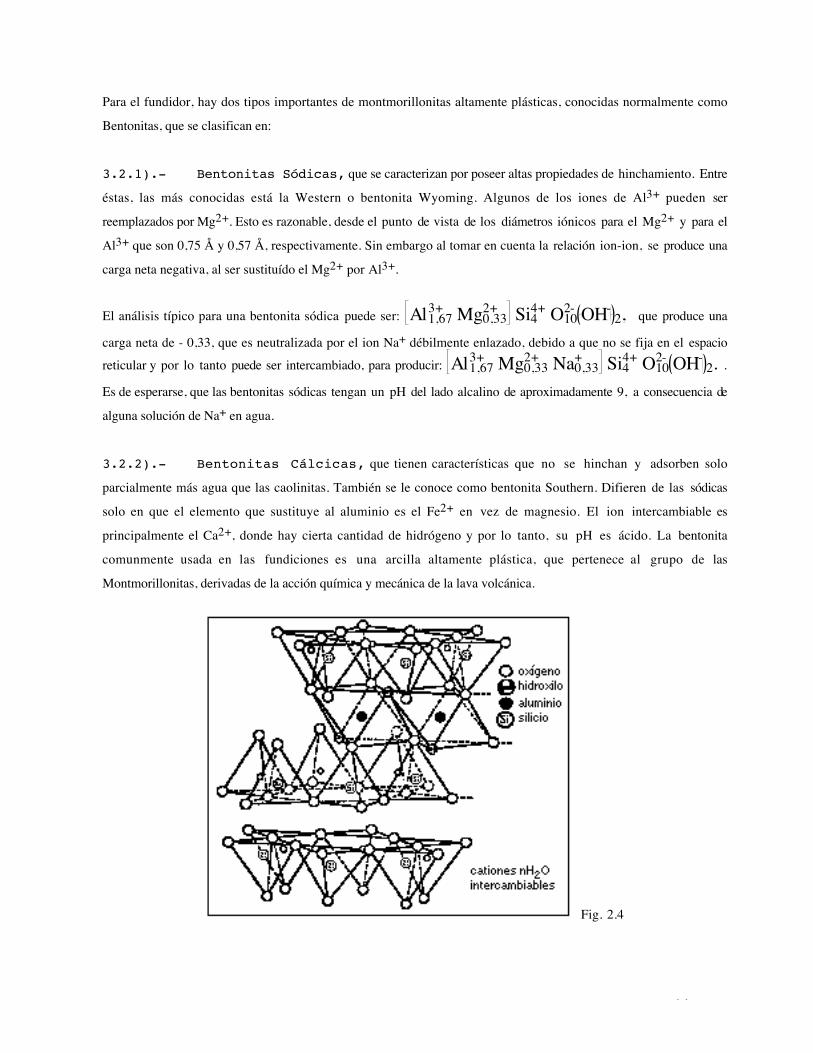
41
Para el fundidor, hay dos tipos importantes de montmorillonitas altamente plásticas, conocidas normalmente como
Bentonitas, que se clasifican en:
3.2.1).- Bentonitas Sódicas, que se caracterizan por poseer altas propiedades de hinchamiento. Entre
éstas, las más conocidas está la Western o bentonita Wyoming. Algunos de los iones de Al3+ pueden ser
reemplazados por Mg2+. Esto es razonable, desde el punto de vista de los diámetros iónicos para el Mg2+ y para el
Al3+ que son 0,75 Å y 0,57 Å, respectivamente. Sin embargo al tomar en cuenta la relación ion-ion, se produce una
carga neta negativa, al ser sustituído el Mg2+ por Al3+.
El análisis típico para una bentonita sódica puede ser: Al1,673+ Mg0,33
2+ Si44+ O102- OH-
2, que produce una
carga neta de - 0,33, que es neutralizada por el ion Na+ débilmente enlazado, debido a que no se fija en el espacioreticular y por lo tanto puede ser intercambiado, para producir: Al1,67
3+ Mg0,332+ Na0,33
+ Si44+ O102- OH-
2. .
Es de esperarse, que las bentonitas sódicas tengan un pH del lado alcalino de aproximadamente 9, a consecuencia de
alguna solución de Na+ en agua.
3.2.2).- Bentonitas Cálcicas, que tienen características que no se hinchan y adsorben solo
parcialmente más agua que las caolinitas. También se le conoce como bentonita Southern. Difieren de las sódicas
solo en que el elemento que sustituye al aluminio es el Fe2+ en vez de magnesio. El ion intercambiable es
principalmente el Ca2+, donde hay cierta cantidad de hidrógeno y por lo tanto, su pH es ácido. La bentonita
comunmente usada en las fundiciones es una arcilla altamente plástica, que pertenece al grupo de las
Montmorillonitas, derivadas de la acción química y mecánica de la lava volcánica.
Fig. 2.4
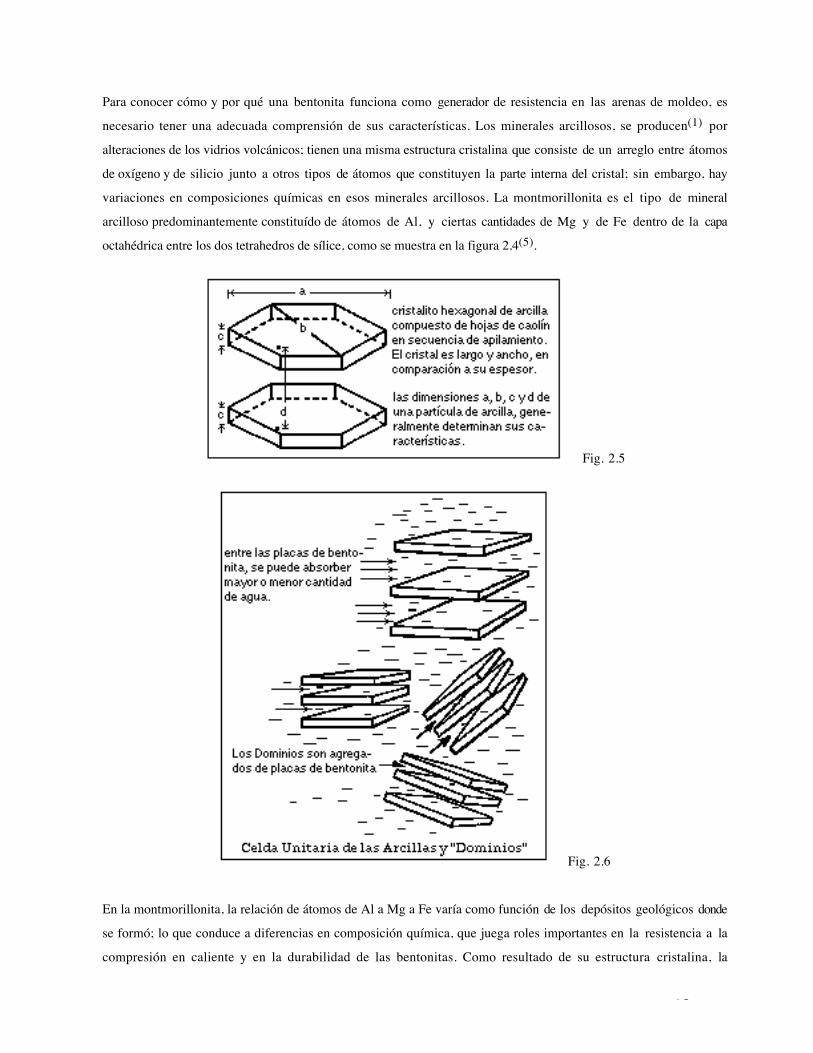
42
Para conocer cómo y por qué una bentonita funciona como generador de resistencia en las arenas de moldeo, es
necesario tener una adecuada comprensión de sus características. Los minerales arcillosos, se producen(1) por
alteraciones de los vidrios volcánicos; tienen una misma estructura cristalina que consiste de un arreglo entre átomos
de oxígeno y de silicio junto a otros tipos de átomos que constituyen la parte interna del cristal; sin embargo, hay
variaciones en composiciones químicas en esos minerales arcillosos. La montmorillonita es el tipo de mineral
arcilloso predominantemente constituído de átomos de Al, y ciertas cantidades de Mg y de Fe dentro de la capa
octahédrica entre los dos tetrahedros de sílice, como se muestra en la figura 2.4(5).
Fig. 2.5
Fig. 2.6
En la montmorillonita, la relación de átomos de Al a Mg a Fe varía como función de los depósitos geológicos donde
se formó; lo que conduce a diferencias en composición química, que juega roles importantes en la resistencia a la
compresión en caliente y en la durabilidad de las bentonitas. Como resultado de su estructura cristalina, la
43
montmorillonita y otros minerales arcillosos tienen forma de placas, figura 2.5, donde los cristales individuales sonmuy pequeños, generalmente menores a 1 µm. Debido a la sustitución interna de cationes divalentes o trivalentes, se
crean pequeñas cargas negativas tanto en los planos basales superiores como inferiores de la estructura cristalina. Esta
carga negativa es balanceada por Na y/o Ca más pequeñas cantidades de Mg. Estos iones son intercambiables debido a
que esos átomos están débilmente enlazados al plano basal de oxígeno, figura 2.6.
3.3.- INTERCAMBIO IONICO. La propiedad de los minerales arcillosos de adsorber ciertos aniones y cationes,
y retenerlos cuando las condiciones son favorables, se conoce como Intercambio Iónico. Esta reacción de
intercambio es estequiométrica y los iones intercambiables se mantienen alrededor de las unidades estructurales sílice-
alúmina-arcilla mineral, no afectando el empaquetamiento sílice-alúmina. Debido a que en las bentonitas, la hoja
central aluminio-hidroxilo nunca está totalmente llena de Al-OH, la propiedad de intercambio iónico es importante,
fundamentalmente, cuando se investiga sobre los materiales arcillosos en cuanto a sus propiedades físicas.
Los tipos de intercambio iónico son:
3.3.1).- Intercambio Catiónico, sucede en los minerales arcillosos que poseen capacidad de
intercambiar cationes a consecuencia de la ruptura de los enlaces en los bordes.
Hay tres causas principales para justificar la capacidad de intercambio catiónico, que son:
3.3.1.1).- los enlaces rotos alrededor de los bordes de la unidad sílice-alúmina da origen a un desbalanceo de
cargas, lo cual conduce a la adsorsión de cationes para balancearlas;
3.3.1.2).- la sustitución, en el retículo, de los átomos de aluminio trivalentes por átomos de silicio
tetravalentes en la hoja tetrahédrica y también por la sustitución de iones de una menor valencia por aluminio en la
hoja octahédrica, dando como resultado una unidad estructural con un desbalanceo en sus cargas;
3.3.1.3).- el reemplazo de los átomos de hidrógeno en los radicales hidroxilo de los alrededores de los bordes
rotos.
3.3.2).- Intercambio Aniónico, su estudio es muy difícil debido esencialmente a la posibilidad de
que los minerales arcillosos se descomponen durante el proceso de reacción. Las probables explicaciones para las
reacciones de intercambio aniónico en minerales arcillosos son:
3.3.2.1).- debido a la presencia de enlaces rotos alrededor de los bordes de las partículas de arcilla mineral;
3.3.2.2).- mediante reacciones de intercambio de los iones hidroxilo en la superficie de las partículas.
Las bentonitas cálcicas pueden ser convertidas en bentonitas sódicas mediante procesos de reacciones químicas que
involucran intercambio iónico, si la arcilla es tratada con una solución que contenga una alta concentración de Na+ y
produzca la precipitación de Ca2+ como sal.
44
4.- SISTEMA AGUA-ARCILLA.
Cuando los materiales arcillosos se mezclan con suficiente agua, denominada en inglés como tempering water,
desarrollan plasticidad a consecuencia de la creación de cohesión entre partículas; es decir, son capaces de sufrir
deformación por aplicación de fuerzas externas o por acción de la gravedad. Dependiendo de la cantidad de agua, todas
las arcillas al ser mezcladas con agua, desarrollan(6) propiedades de adhesividad y de cohesividad. Si el contenido de
agua en la mezcla arcilla-agua es bajo, las arcillas se pegan entre sí y por lo tanto hay cohesividad; mientras que si el
contenido de agua en la mezcla es alto hay mayor tendencia a adherirse a sustancias extrañas. Esta agua es la que
puede mantenerse en los materiales arcillosos sólo a temperaturas relativamente bajas y que puede ser eliminada al
calentar el sistema a temperaturas entre 100 y 150 ºC. En este caso se refiere al agua contenida o de
hidratación, que se puede clasificar así: (4.a).- El Agua Contenida en los poros es la que se halla sobre la
superficie y alrededor de los bordes de las partículas discretas que componen los minerales arcillosos; (4.b).- En las
montmorillonitas, corresponde a la intercapa de agua entre las capas de las unidades de sílice, que es la que genera las
características de expansión, en donde el arreglo agua-montmorillonita crea una orientación de las moléculas de agua
con una estructura de unión a la configuración de los átomos de oxígeno o a los iones hidroxilo de las capas basales
de la superficie de las celdas unitarias de los minerales arcillosos.
El tipo y la abundancia de iones intercambiables de Na+ y Ca2+ más Mg2+ presentes en la montmorillonita, juegan
un rol muy importante en la industria de la fundición, porque los iones adsorbidos en la superficie de los minerales
arcillosos pueden afectar a la cantidad de agua adsorbida de diversas maneras:
a).- Pueden servir como enlazantes para mantener juntas a las partículas de mineral;
b).- El catión adsorbido puede hidratarse;
c).- El tamaño y la geometría del ión adsorbido influye sobre la configuración de las moléculas de agua adsorbida.
Las características de hidratación de las montmorillonitas determinan sus propiedades de intercambiabilidad de iones,
lo que conduce a definir el volumen de agua que tanto la estructura cristalina como la montmorillonita está en
capacidad de absorber, para generar la hidratación mediante intercambio iónico. El volumen de agua que la bentonita
es capaz de absorber y aún la estructura de las capas de agua absorbidas están controladas por las propiedades de
hidratación de los iones intercambiables.
La figura 2.7(2,5) muestra que en la montmorillonita, los tetrahedros de sílice están enlazados a cualquier otro en
forma bidimensional, formando una hoja con enlaces con átomos extraños en una tercera dimensión, conduciendo a
clivaje paralelo a las hojas que poseen fuertes enlaces covalentes. Como las partículas de bentonita poseen carga
superficial a consecuencia de fallas en la neutralidad eléctrica, hay atracción por las moléculas de agua que son de
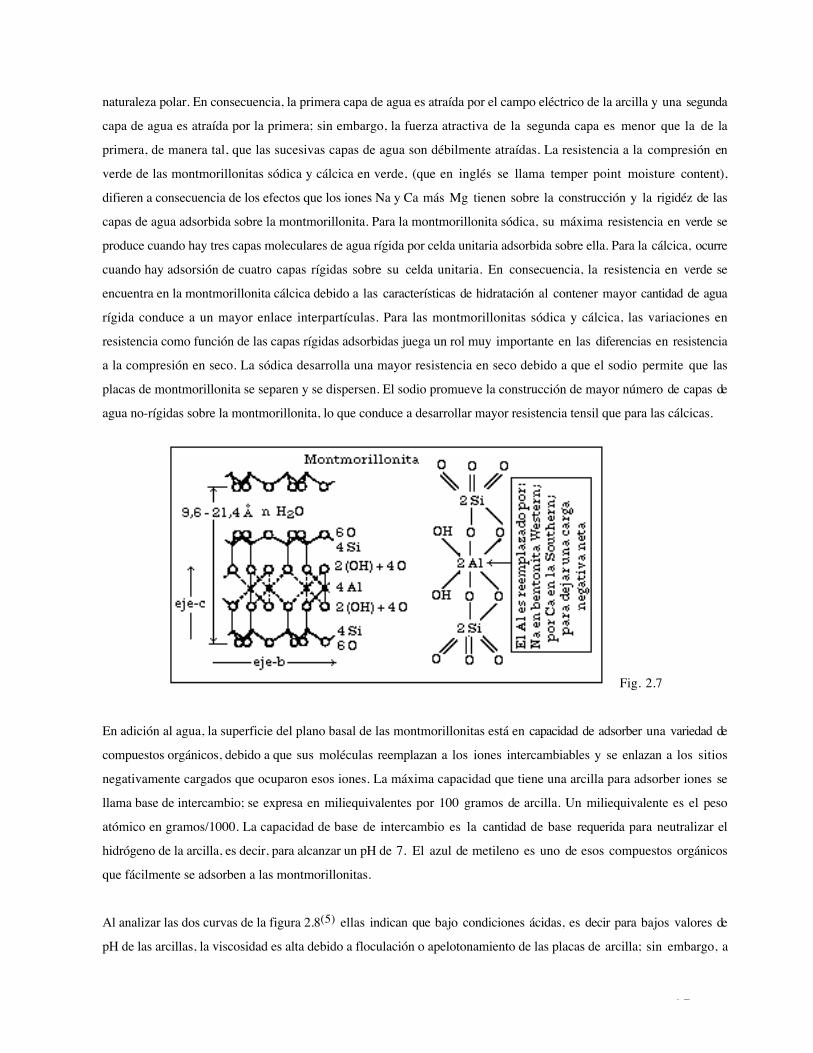
45
naturaleza polar. En consecuencia, la primera capa de agua es atraída por el campo eléctrico de la arcilla y una segunda
capa de agua es atraída por la primera; sin embargo, la fuerza atractiva de la segunda capa es menor que la de la
primera, de manera tal, que las sucesivas capas de agua son débilmente atraídas. La resistencia a la compresión en
verde de las montmorillonitas sódica y cálcica en verde, (que en inglés se llama temper point moisture content),
difieren a consecuencia de los efectos que los iones Na y Ca más Mg tienen sobre la construcción y la rigidéz de las
capas de agua adsorbida sobre la montmorillonita. Para la montmorillonita sódica, su máxima resistencia en verde se
produce cuando hay tres capas moleculares de agua rígida por celda unitaria adsorbida sobre ella. Para la cálcica, ocurre
cuando hay adsorsión de cuatro capas rígidas sobre su celda unitaria. En consecuencia, la resistencia en verde se
encuentra en la montmorillonita cálcica debido a las características de hidratación al contener mayor cantidad de agua
rígida conduce a un mayor enlace interpartículas. Para las montmorillonitas sódica y cálcica, las variaciones en
resistencia como función de las capas rígidas adsorbidas juega un rol muy importante en las diferencias en resistencia
a la compresión en seco. La sódica desarrolla una mayor resistencia en seco debido a que el sodio permite que las
placas de montmorillonita se separen y se dispersen. El sodio promueve la construcción de mayor número de capas de
agua no-rígidas sobre la montmorillonita, lo que conduce a desarrollar mayor resistencia tensil que para las cálcicas.
Fig. 2.7
En adición al agua, la superficie del plano basal de las montmorillonitas está en capacidad de adsorber una variedad de
compuestos orgánicos, debido a que sus moléculas reemplazan a los iones intercambiables y se enlazan a los sitios
negativamente cargados que ocuparon esos iones. La máxima capacidad que tiene una arcilla para adsorber iones se
llama base de intercambio; se expresa en miliequivalentes por 100 gramos de arcilla. Un miliequivalente es el peso
atómico en gramos/1000. La capacidad de base de intercambio es la cantidad de base requerida para neutralizar el
hidrógeno de la arcilla, es decir, para alcanzar un pH de 7. El azul de metileno es uno de esos compuestos orgánicos
que fácilmente se adsorben a las montmorillonitas.
Al analizar las dos curvas de la figura 2.8(5) ellas indican que bajo condiciones ácidas, es decir para bajos valores de
pH de las arcillas, la viscosidad es alta debido a floculación o apelotonamiento de las placas de arcilla; sin embargo, a
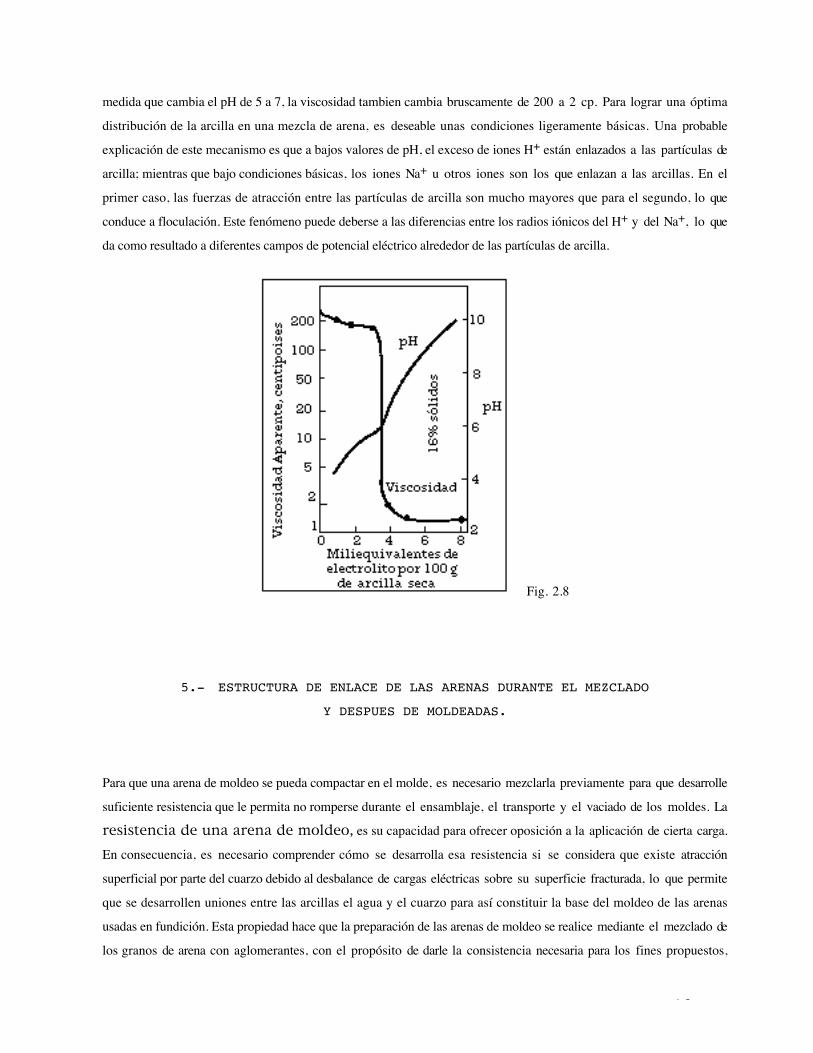
46
medida que cambia el pH de 5 a 7, la viscosidad tambien cambia bruscamente de 200 a 2 cp. Para lograr una óptima
distribución de la arcilla en una mezcla de arena, es deseable unas condiciones ligeramente básicas. Una probable
explicación de este mecanismo es que a bajos valores de pH, el exceso de iones H+ están enlazados a las partículas de
arcilla; mientras que bajo condiciones básicas, los iones Na+ u otros iones son los que enlazan a las arcillas. En el
primer caso, las fuerzas de atracción entre las partículas de arcilla son mucho mayores que para el segundo, lo que
conduce a floculación. Este fenómeno puede deberse a las diferencias entre los radios iónicos del H+ y del Na+, lo que
da como resultado a diferentes campos de potencial eléctrico alrededor de las partículas de arcilla.
Fig. 2.8
5.- ESTRUCTURA DE ENLACE DE LAS ARENAS DURANTE EL MEZCLADO
Y DESPUES DE MOLDEADAS.
Para que una arena de moldeo se pueda compactar en el molde, es necesario mezclarla previamente para que desarrolle
suficiente resistencia que le permita no romperse durante el ensamblaje, el transporte y el vaciado de los moldes. La
resistencia de una arena de moldeo, es su capacidad para ofrecer oposición a la aplicación de cierta carga.
En consecuencia, es necesario comprender cómo se desarrolla esa resistencia si se considera que existe atracción
superficial por parte del cuarzo debido al desbalance de cargas eléctricas sobre su superficie fracturada, lo que permite
que se desarrollen uniones entre las arcillas el agua y el cuarzo para así constituir la base del moldeo de las arenas
usadas en fundición. Esta propiedad hace que la preparación de las arenas de moldeo se realice mediante el mezclado de
los granos de arena con aglomerantes, con el propósito de darle la consistencia necesaria para los fines propuestos,
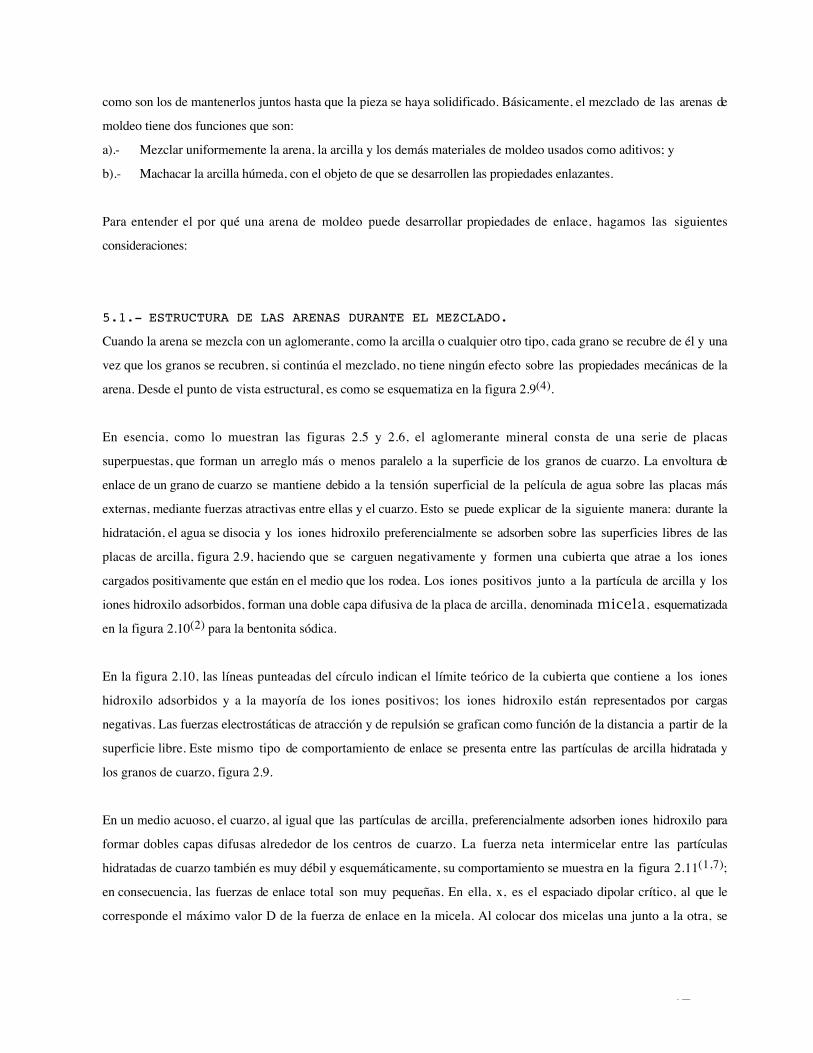
47
como son los de mantenerlos juntos hasta que la pieza se haya solidificado. Básicamente, el mezclado de las arenas de
moldeo tiene dos funciones que son:
a).- Mezclar uniformemente la arena, la arcilla y los demás materiales de moldeo usados como aditivos; y
b).- Machacar la arcilla húmeda, con el objeto de que se desarrollen las propiedades enlazantes.
Para entender el por qué una arena de moldeo puede desarrollar propiedades de enlace, hagamos las siguientes
consideraciones:
5.1.- ESTRUCTURA DE LAS ARENAS DURANTE EL MEZCLADO.
Cuando la arena se mezcla con un aglomerante, como la arcilla o cualquier otro tipo, cada grano se recubre de él y una
vez que los granos se recubren, si continúa el mezclado, no tiene ningún efecto sobre las propiedades mecánicas de la
arena. Desde el punto de vista estructural, es como se esquematiza en la figura 2.9(4).
En esencia, como lo muestran las figuras 2.5 y 2.6, el aglomerante mineral consta de una serie de placas
superpuestas, que forman un arreglo más o menos paralelo a la superficie de los granos de cuarzo. La envoltura de
enlace de un grano de cuarzo se mantiene debido a la tensión superficial de la película de agua sobre las placas más
externas, mediante fuerzas atractivas entre ellas y el cuarzo. Esto se puede explicar de la siguiente manera: durante la
hidratación, el agua se disocia y los iones hidroxilo preferencialmente se adsorben sobre las superficies libres de las
placas de arcilla, figura 2.9, haciendo que se carguen negativamente y formen una cubierta que atrae a los iones
cargados positivamente que están en el medio que los rodea. Los iones positivos junto a la partícula de arcilla y los
iones hidroxilo adsorbidos, forman una doble capa difusiva de la placa de arcilla, denominada micela, esquematizada
en la figura 2.10(2) para la bentonita sódica.
En la figura 2.10, las líneas punteadas del círculo indican el límite teórico de la cubierta que contiene a los iones
hidroxilo adsorbidos y a la mayoría de los iones positivos; los iones hidroxilo están representados por cargas
negativas. Las fuerzas electrostáticas de atracción y de repulsión se grafican como función de la distancia a partir de la
superficie libre. Este mismo tipo de comportamiento de enlace se presenta entre las partículas de arcilla hidratada y
los granos de cuarzo, figura 2.9.
En un medio acuoso, el cuarzo, al igual que las partículas de arcilla, preferencialmente adsorben iones hidroxilo para
formar dobles capas difusas alrededor de los centros de cuarzo. La fuerza neta intermicelar entre las partículas
hidratadas de cuarzo también es muy débil y esquemáticamente, su comportamiento se muestra en la figura 2.11(1,7);
en consecuencia, las fuerzas de enlace total son muy pequeñas. En ella, x, es el espaciado dipolar crítico, al que le
corresponde el máximo valor D de la fuerza de enlace en la micela. Al colocar dos micelas una junto a la otra, se
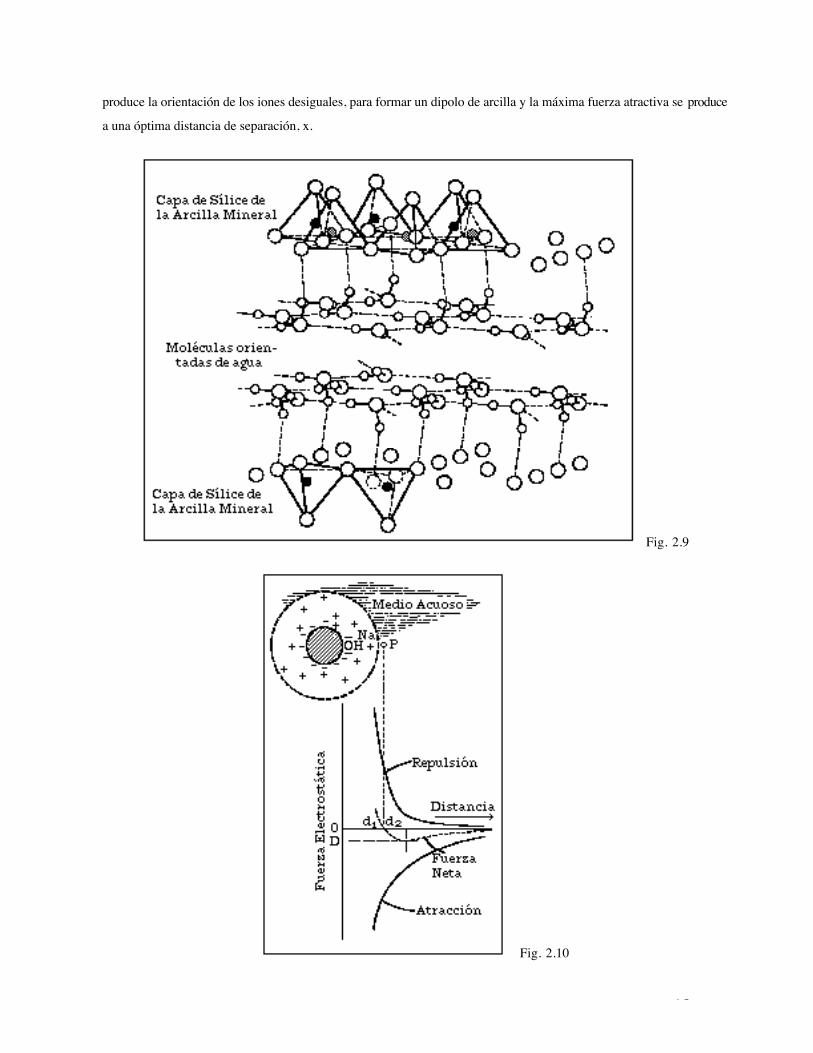
48
produce la orientación de los iones desiguales, para formar un dipolo de arcilla y la máxima fuerza atractiva se produce
a una óptima distancia de separación, x.
Fig. 2.9
Fig. 2.10
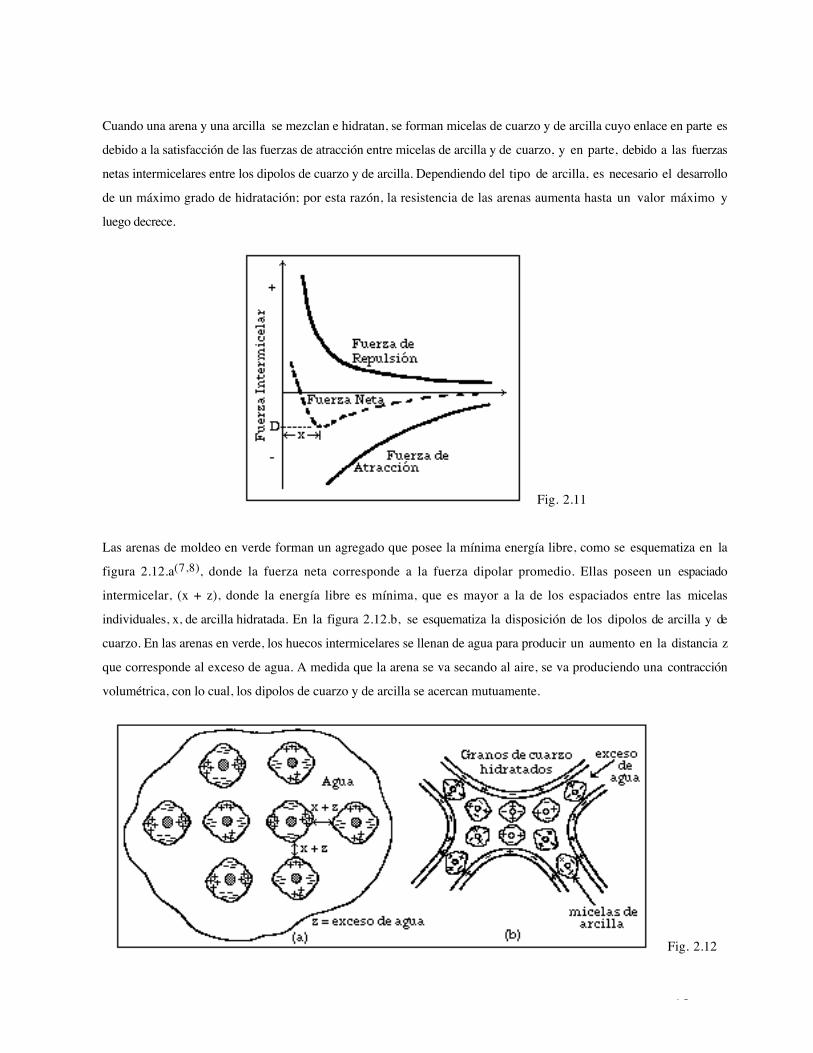
49
Cuando una arena y una arcilla se mezclan e hidratan, se forman micelas de cuarzo y de arcilla cuyo enlace en parte es
debido a la satisfacción de las fuerzas de atracción entre micelas de arcilla y de cuarzo, y en parte, debido a las fuerzas
netas intermicelares entre los dipolos de cuarzo y de arcilla. Dependiendo del tipo de arcilla, es necesario el desarrollo
de un máximo grado de hidratación; por esta razón, la resistencia de las arenas aumenta hasta un valor máximo y
luego decrece.
Fig. 2.11
Las arenas de moldeo en verde forman un agregado que posee la mínima energía libre, como se esquematiza en la
figura 2.12.a(7,8), donde la fuerza neta corresponde a la fuerza dipolar promedio. Ellas poseen un espaciado
intermicelar, (x + z), donde la energía libre es mínima, que es mayor a la de los espaciados entre las micelas
individuales, x, de arcilla hidratada. En la figura 2.12.b, se esquematiza la disposición de los dipolos de arcilla y de
cuarzo. En las arenas en verde, los huecos intermicelares se llenan de agua para producir un aumento en la distancia z
que corresponde al exceso de agua. A medida que la arena se va secando al aire, se va produciendo una contracción
volumétrica, con lo cual, los dipolos de cuarzo y de arcilla se acercan mutuamente.
Fig. 2.12
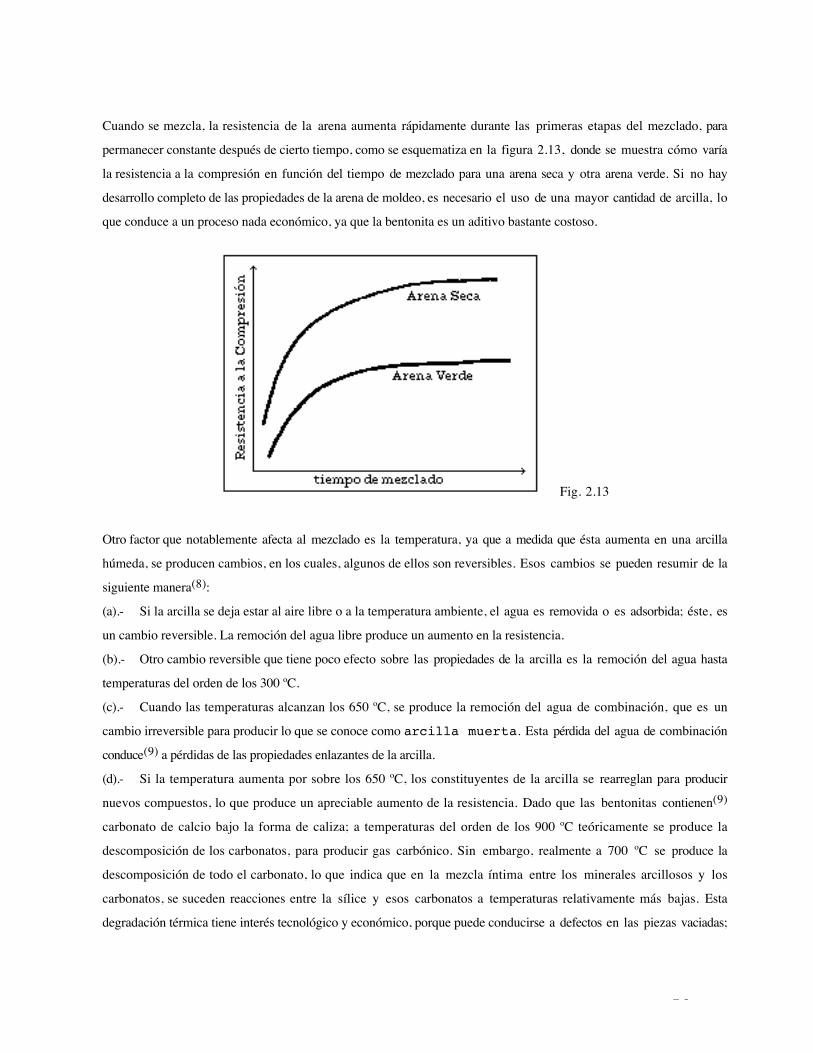
50
Cuando se mezcla, la resistencia de la arena aumenta rápidamente durante las primeras etapas del mezclado, para
permanecer constante después de cierto tiempo, como se esquematiza en la figura 2.13, donde se muestra cómo varía
la resistencia a la compresión en función del tiempo de mezclado para una arena seca y otra arena verde. Si no hay
desarrollo completo de las propiedades de la arena de moldeo, es necesario el uso de una mayor cantidad de arcilla, lo
que conduce a un proceso nada económico, ya que la bentonita es un aditivo bastante costoso.
Fig. 2.13
Otro factor que notablemente afecta al mezclado es la temperatura, ya que a medida que ésta aumenta en una arcilla
húmeda, se producen cambios, en los cuales, algunos de ellos son reversibles. Esos cambios se pueden resumir de la
siguiente manera(8):
(a).- Si la arcilla se deja estar al aire libre o a la temperatura ambiente, el agua es removida o es adsorbida; éste, es
un cambio reversible. La remoción del agua libre produce un aumento en la resistencia.
(b).- Otro cambio reversible que tiene poco efecto sobre las propiedades de la arcilla es la remoción del agua hasta
temperaturas del orden de los 300 ºC.
(c).- Cuando las temperaturas alcanzan los 650 ºC, se produce la remoción del agua de combinación, que es un
cambio irreversible para producir lo que se conoce como arcilla muerta. Esta pérdida del agua de combinación
conduce(9) a pérdidas de las propiedades enlazantes de la arcilla.
(d).- Si la temperatura aumenta por sobre los 650 ºC, los constituyentes de la arcilla se rearreglan para producir
nuevos compuestos, lo que produce un apreciable aumento de la resistencia. Dado que las bentonitas contienen(9)
carbonato de calcio bajo la forma de caliza; a temperaturas del orden de los 900 ºC teóricamente se produce la
descomposición de los carbonatos, para producir gas carbónico. Sin embargo, realmente a 700 ºC se produce la
descomposición de todo el carbonato, lo que indica que en la mezcla íntima entre los minerales arcillosos y los
carbonatos, se suceden reacciones entre la sílice y esos carbonatos a temperaturas relativamente más bajas. Esta
degradación térmica tiene interés tecnológico y económico, porque puede conducirse a defectos en las piezas vaciadas;
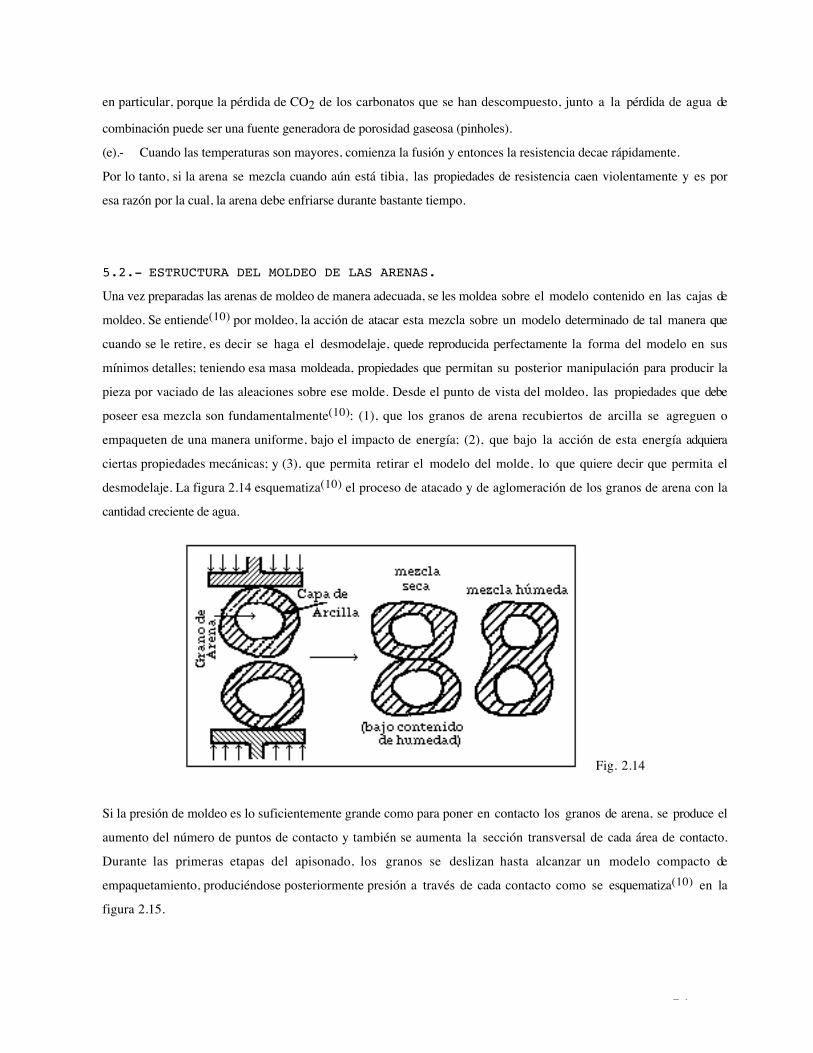
51
en particular, porque la pérdida de CO2 de los carbonatos que se han descompuesto, junto a la pérdida de agua de
combinación puede ser una fuente generadora de porosidad gaseosa (pinholes).
(e).- Cuando las temperaturas son mayores, comienza la fusión y entonces la resistencia decae rápidamente.
Por lo tanto, si la arena se mezcla cuando aún está tibia, las propiedades de resistencia caen violentamente y es por
esa razón por la cual, la arena debe enfriarse durante bastante tiempo.
5.2.- ESTRUCTURA DEL MOLDEO DE LAS ARENAS.
Una vez preparadas las arenas de moldeo de manera adecuada, se les moldea sobre el modelo contenido en las cajas de
moldeo. Se entiende(10) por moldeo, la acción de atacar esta mezcla sobre un modelo determinado de tal manera que
cuando se le retire, es decir se haga el desmodelaje, quede reproducida perfectamente la forma del modelo en sus
mínimos detalles; teniendo esa masa moldeada, propiedades que permitan su posterior manipulación para producir la
pieza por vaciado de las aleaciones sobre ese molde. Desde el punto de vista del moldeo, las propiedades que debe
poseer esa mezcla son fundamentalmente(10): (1), que los granos de arena recubiertos de arcilla se agreguen o
empaqueten de una manera uniforme, bajo el impacto de energía; (2), que bajo la acción de esta energía adquiera
ciertas propiedades mecánicas; y (3), que permita retirar el modelo del molde, lo que quiere decir que permita el
desmodelaje. La figura 2.14 esquematiza(10) el proceso de atacado y de aglomeración de los granos de arena con la
cantidad creciente de agua.
Fig. 2.14
Si la presión de moldeo es lo suficientemente grande como para poner en contacto los granos de arena, se produce el
aumento del número de puntos de contacto y también se aumenta la sección transversal de cada área de contacto.
Durante las primeras etapas del apisonado, los granos se deslizan hasta alcanzar un modelo compacto de
empaquetamiento, produciéndose posteriormente presión a través de cada contacto como se esquematiza(10) en la
figura 2.15.
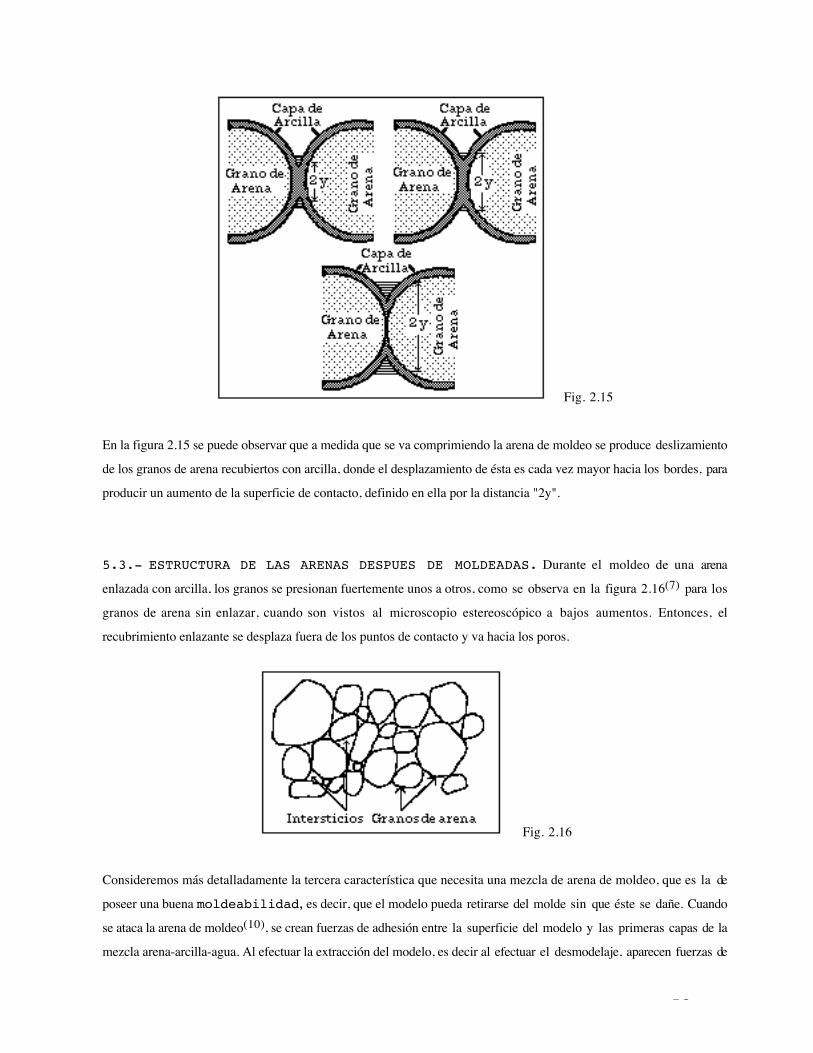
52
Fig. 2.15
En la figura 2.15 se puede observar que a medida que se va comprimiendo la arena de moldeo se produce deslizamiento
de los granos de arena recubiertos con arcilla, donde el desplazamiento de ésta es cada vez mayor hacia los bordes, para
producir un aumento de la superficie de contacto, definido en ella por la distancia "2y".
5.3.- ESTRUCTURA DE LAS ARENAS DESPUES DE MOLDEADAS. Durante el moldeo de una arena
enlazada con arcilla, los granos se presionan fuertemente unos a otros, como se observa en la figura 2.16(7) para los
granos de arena sin enlazar, cuando son vistos al microscopio estereoscópico a bajos aumentos. Entonces, el
recubrimiento enlazante se desplaza fuera de los puntos de contacto y va hacia los poros.
Fig. 2.16
Consideremos más detalladamente la tercera característica que necesita una mezcla de arena de moldeo, que es la de
poseer una buena moldeabilidad, es decir, que el modelo pueda retirarse del molde sin que éste se dañe. Cuando
se ataca la arena de moldeo(10), se crean fuerzas de adhesión entre la superficie del modelo y las primeras capas de la
mezcla arena-arcilla-agua. Al efectuar la extracción del modelo, es decir al efectuar el desmodelaje, aparecen fuerzas de
53
fricción entre las paredes del modelo y el molde, particularmente en las paredes verticales. Si estas fuerzas de fricción
son mayores que las de cohesión en la mezcla de moldeo, la capa de arena en contacto con las paredes del modelo se
separa y por lo tanto conduce a una pobre capacidad de la arena de moldeo para el desmodelaje. Para evitar ésto, el
sistema arena de moldeo-modelo se vibra o se traquetea el modelo antes de retirarlo; con ello, se consigue una
disminución de las fuerzas de fricción. En consecuencia, se deduce que la mezcla de arena de moldeo debe poder
deformarse lo suficiente como para reducir al mínimo las fuerzas de fricción y los modelos poseer la suficiente
conicidad para lograr el desmodelaje.
6.- CONTROL DE LAS ARENAS.
6.1- COMPACTABILIDAD DE LAS ARENAS DE MOLDEO. La compactación requerida en las arenas de
moldeo varía(11,12) con el método de moldeo, con el tipo de metal que se vacía, con la masa de la pieza, y con la
forma de la pieza. Para que una arena pueda moldearse, es decir, debe tener compactarse en el molde, llenar la cavidad
de una caja de machos, y reproducir la forma de un modelo; debe poseer plasticidad, es decir, tener la capacidad
de deformarse bajo la acción de fuerzas externas o de la gravedad. La plasticidad de una arena de moldeo o para machos,
depende de las propiedades de los ingredientes y de los enlazantes utilizados. Un molde debe poseer suficiente
resistencia como para que no se rompa durante el ensamblaje, el transporte y el vaciado; por estas razones, la arena de
moldeo debe poseer una resistencia definida, es decir, debe poseer la capacidad de ofrecer oposición a la acción de cierta
carga. La resistencia de una arena depende de los siguientes parámetros: tamaño de grano, lo que quiere decir que es su
grado de finura; de la humedad y de la densidad, las cuales varían con el contenido de arcillas enlazantes en la mezcla
de arena.
La resistencia de una arena de moldeo aumenta con el incremento de su densidad, con el contenido de arcilla en dicha
mezcla y con la disminución del tamaño de los granos de la arena base. Al trabajar una arena de moldeo en verde, es
decir al moldearla, hay tres factores interactuantes que son(10): (a).- Un movimiento total de los granos de arena, lo
cual ocurre a medida que la arena fluye en los alrededores del modelo que se está compactando; (b).- El enlazamiento o
empaquetamiento de los granos de arena y la disminución de los huecos entre ellos, ya que a medida que al
compactarla se tiende a alcanzar la máxima densidad de conjunto; y, (c),- Un incremento en los valores de la
resistencia mecánica de la mezcla de arena, al ir sucediéndose tanto el movimiento total como el empaquetamiento de
esos granos de arena de moldeo.
Cuando se usan máquinas de moldeo, su objetivo es(11) el de compactar la arena de moldeo hasta un valor uniforme
de la densidad de conjunto por sobre el 90 % del máximo, de manera que se exceda el 85 % de la dureza del molde y
poder producir en ella, las correspondientes propiedades mecánicas.
54
6.2.- CONTROL DE LAS ARENAS DE MOLDEO. La naturaleza de una arena de moldeo se describe
mediante(11,12) resultados obtenidos a partir de ensayos normalizados, ejecutados en equipos también normalizados,
que sirven para determinar sus propiedades. El control de las arenas de moldeo mediante ensayos normalizados, se hace
con el propósito de predecir su comportamiento durante el vaciado y la manipulación de los moldes. Aún cuando esos
ensayos se han diseñado para reproducir la práctica de fundición, sus resultados, si el muestreo es adecuado, son
confiables para la predicción de una determinada cantidad de arena preparada, denominada en inglés batch; también
sirven, cuando se analizan correctamente, para ayudar a eliminar o para controlar las causas que originan defectos de
fundición.
Estos ensayos, fundamentalmente se clasifican en: (a), los que miden la consistencia de la arena en verde que se
prepara; y (b), los que evalúan propiedades físicas y químicas requeridas para la producción de piezas de calidad. Para
garantizar precisión y reproducibilidad, es necesario hacer un mínimo de tres muestras por propiedad a evaluar. Entre
los ensayos que miden la consistencia de una arena, se tienen: Contenido de Humedad,
Compactabilidad, Peso de la muestra, Permeabilidad, Resistencia a la Compresión en Verde, y Resistencia a la
Compresión en Seco. Los ensayos que miden características físicas y químicas son:
Contenido de Arcilla, Análisis de Tamizado de la Arena base, y Temperatura de la arena de moldeo. Cuando se
ensayan propiedades de las mezclas de arena, es necesario diferenciar entre: Resistencia en Verde, es decir, la
resistencia de la arena en el estado húmedo tal como ha sido preparada; la Resistencia en Seco o resistencia en el
estado de curado o cocido; Resistencia en Caliente o resistencia de una arena o de un macho después de vaciado; y
Resistencia Superficial, que es la resistencia a la abrasión, ofrecida por las capas superficiales del molde, que depende
del desmoronamiento (dureza).
6.3.- PROPIEDADES DE LAS ARENAS DE MOLDEO. Para determinar la mayoría de las propiedades de las
mezclas de arena de moldeo, es necesario construir una muestra cilíndrica patrón que mide 50 mm de diámetro por 50
mm de altura. Ella se construye al pesar una cierta cantidad de arena de moldeo recientemente preparada o almacenada
convenientemente para que no pierda humedad, cuyo peso depende de las características de esa mezcla y que puede
oscilar entre 140 y 160 gramos; se deposita en un molde metálico y se lleva al equipo para preparación de la probeta
patrón, donde se le deja caer tres veces, una masa apisonadora estando indicada su altura en una ranura colocada dentro
de este equipo, existiendo dos ranuras a ambos lados de ella, que determinan los límites de tolerancias dimensionales
de ella.
6.3.1.- RESISTENCIA A LA COMPRESION EN VERDE. Es generada por los enlaces creados entre
los granos de arena-el agua-la arcilla-el agua-los granos de arena, figuras 2.14 y 2.15. Es la compresión necesaria para
producir ruptura de la muestra patrón de la arena de moldeo que contiene agua suficiente para enlace de los granos de
arena y que ha sido compactada por apisonado; se determina al efectuar la prueba en un equipo para ensayos de
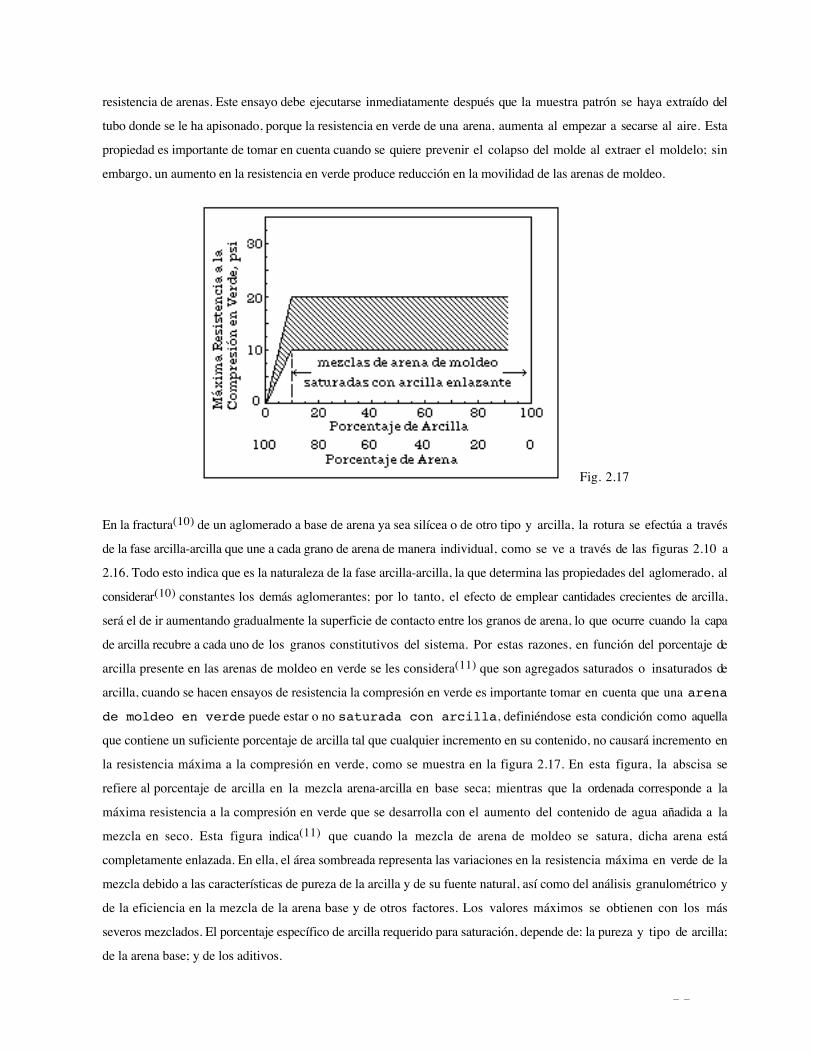
55
resistencia de arenas. Este ensayo debe ejecutarse inmediatamente después que la muestra patrón se haya extraído del
tubo donde se le ha apisonado, porque la resistencia en verde de una arena, aumenta al empezar a secarse al aire. Esta
propiedad es importante de tomar en cuenta cuando se quiere prevenir el colapso del molde al extraer el moldelo; sin
embargo, un aumento en la resistencia en verde produce reducción en la movilidad de las arenas de moldeo.
Fig. 2.17
En la fractura(10) de un aglomerado a base de arena ya sea silícea o de otro tipo y arcilla, la rotura se efectúa a través
de la fase arcilla-arcilla que une a cada grano de arena de manera individual, como se ve a través de las figuras 2.10 a
2.16. Todo esto indica que es la naturaleza de la fase arcilla-arcilla, la que determina las propiedades del aglomerado, al
considerar(10) constantes los demás aglomerantes; por lo tanto, el efecto de emplear cantidades crecientes de arcilla,
será el de ir aumentando gradualmente la superficie de contacto entre los granos de arena, lo que ocurre cuando la capa
de arcilla recubre a cada uno de los granos constitutivos del sistema. Por estas razones, en función del porcentaje de
arcilla presente en las arenas de moldeo en verde se les considera(11) que son agregados saturados o insaturados de
arcilla, cuando se hacen ensayos de resistencia la compresión en verde es importante tomar en cuenta que una arena
de moldeo en verde puede estar o no saturada con arcilla, definiéndose esta condición como aquella
que contiene un suficiente porcentaje de arcilla tal que cualquier incremento en su contenido, no causará incremento en
la resistencia máxima a la compresión en verde, como se muestra en la figura 2.17. En esta figura, la abscisa se
refiere al porcentaje de arcilla en la mezcla arena-arcilla en base seca; mientras que la ordenada corresponde a la
máxima resistencia a la compresión en verde que se desarrolla con el aumento del contenido de agua añadida a la
mezcla en seco. Esta figura indica(11) que cuando la mezcla de arena de moldeo se satura, dicha arena está
completamente enlazada. En ella, el área sombreada representa las variaciones en la resistencia máxima en verde de la
mezcla debido a las características de pureza de la arcilla y de su fuente natural, así como del análisis granulométrico y
de la eficiencia en la mezcla de la arena base y de otros factores. Los valores máximos se obtienen con los más
severos mezclados. El porcentaje específico de arcilla requerido para saturación, depende de: la pureza y tipo de arcilla;
de la arena base; y de los aditivos.
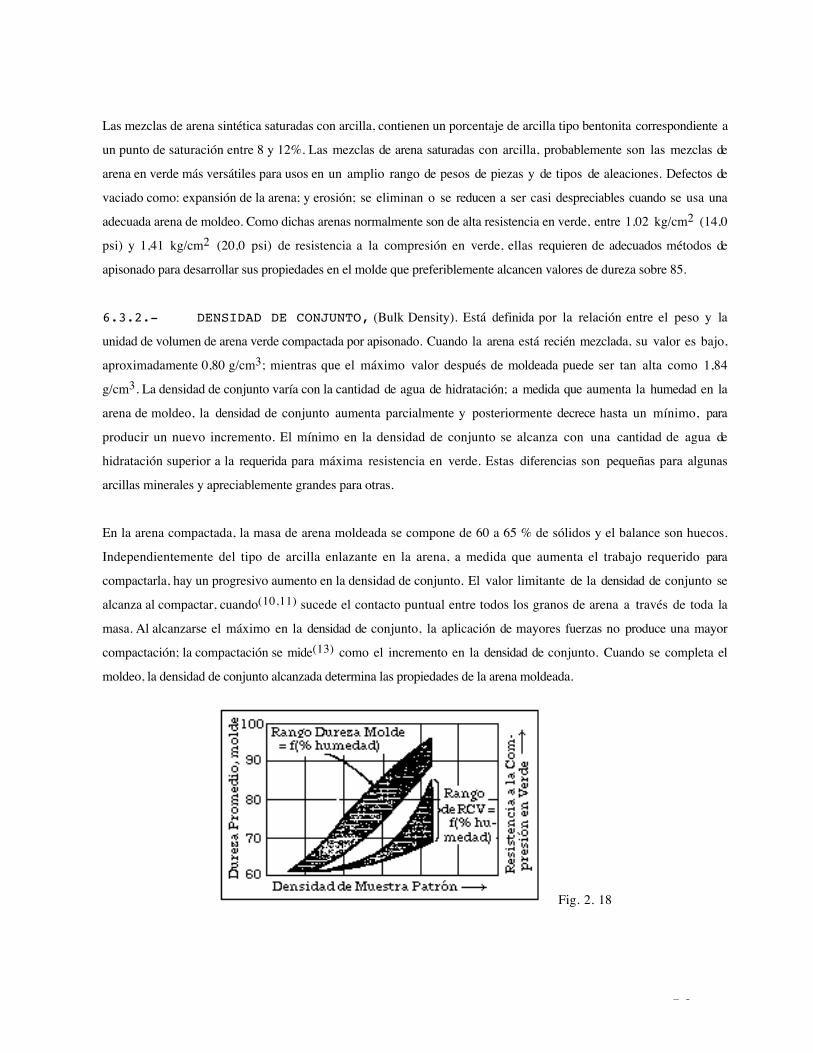
56
Las mezclas de arena sintética saturadas con arcilla, contienen un porcentaje de arcilla tipo bentonita correspondiente a
un punto de saturación entre 8 y 12%. Las mezclas de arena saturadas con arcilla, probablemente son las mezclas de
arena en verde más versátiles para usos en un amplio rango de pesos de piezas y de tipos de aleaciones. Defectos de
vaciado como: expansión de la arena; y erosión; se eliminan o se reducen a ser casi despreciables cuando se usa una
adecuada arena de moldeo. Como dichas arenas normalmente son de alta resistencia en verde, entre 1,02 kg/cm2 (14,0
psi) y 1,41 kg/cm2 (20,0 psi) de resistencia a la compresión en verde, ellas requieren de adecuados métodos de
apisonado para desarrollar sus propiedades en el molde que preferiblemente alcancen valores de dureza sobre 85.
6.3.2.- DENSIDAD DE CONJUNTO, (Bulk Density). Está definida por la relación entre el peso y la
unidad de volumen de arena verde compactada por apisonado. Cuando la arena está recién mezclada, su valor es bajo,
aproximadamente 0,80 g/cm3; mientras que el máximo valor después de moldeada puede ser tan alta como 1,84
g/cm3. La densidad de conjunto varía con la cantidad de agua de hidratación; a medida que aumenta la humedad en la
arena de moldeo, la densidad de conjunto aumenta parcialmente y posteriormente decrece hasta un mínimo, para
producir un nuevo incremento. El mínimo en la densidad de conjunto se alcanza con una cantidad de agua de
hidratación superior a la requerida para máxima resistencia en verde. Estas diferencias son pequeñas para algunas
arcillas minerales y apreciablemente grandes para otras.
En la arena compactada, la masa de arena moldeada se compone de 60 a 65 % de sólidos y el balance son huecos.
Independientemente del tipo de arcilla enlazante en la arena, a medida que aumenta el trabajo requerido para
compactarla, hay un progresivo aumento en la densidad de conjunto. El valor limitante de la densidad de conjunto se
alcanza al compactar, cuando(10,11) sucede el contacto puntual entre todos los granos de arena a través de toda la
masa. Al alcanzarse el máximo en la densidad de conjunto, la aplicación de mayores fuerzas no produce una mayor
compactación; la compactación se mide(13) como el incremento en la densidad de conjunto. Cuando se completa el
moldeo, la densidad de conjunto alcanzada determina las propiedades de la arena moldeada.
Fig. 2. 18
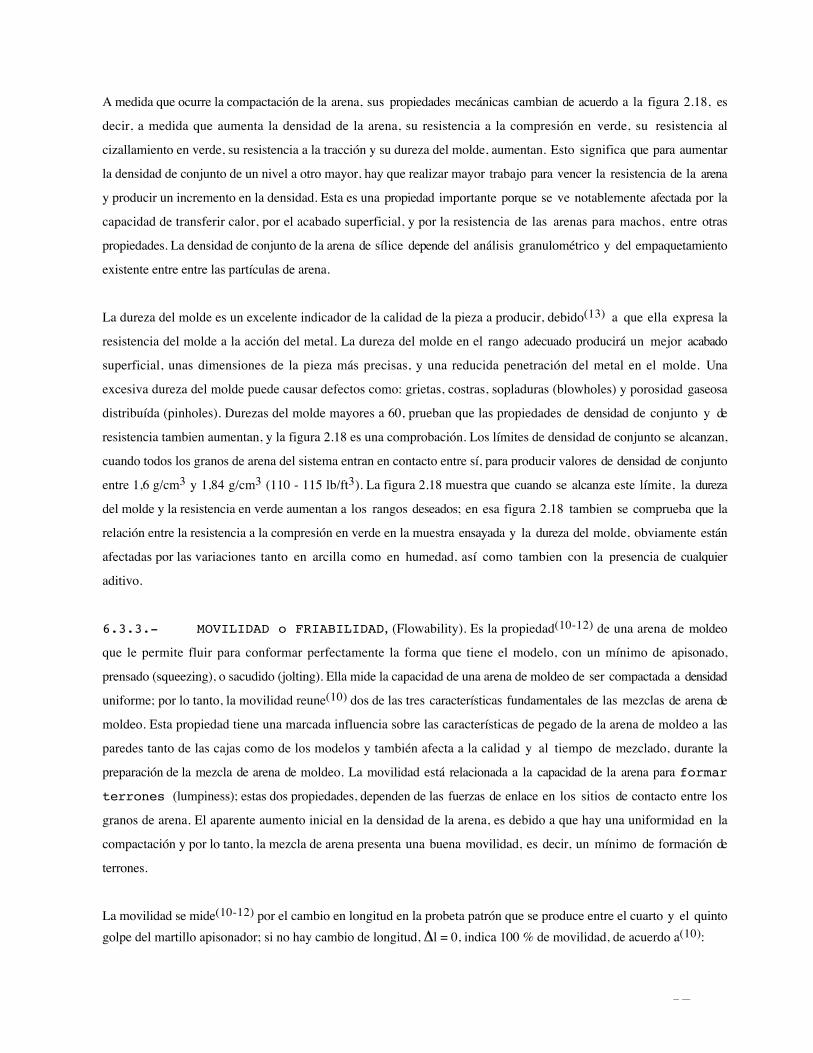
57
A medida que ocurre la compactación de la arena, sus propiedades mecánicas cambian de acuerdo a la figura 2.18, es
decir, a medida que aumenta la densidad de la arena, su resistencia a la compresión en verde, su resistencia al
cizallamiento en verde, su resistencia a la tracción y su dureza del molde, aumentan. Esto significa que para aumentar
la densidad de conjunto de un nivel a otro mayor, hay que realizar mayor trabajo para vencer la resistencia de la arena
y producir un incremento en la densidad. Esta es una propiedad importante porque se ve notablemente afectada por la
capacidad de transferir calor, por el acabado superficial, y por la resistencia de las arenas para machos, entre otras
propiedades. La densidad de conjunto de la arena de sílice depende del análisis granulométrico y del empaquetamiento
existente entre entre las partículas de arena.
La dureza del molde es un excelente indicador de la calidad de la pieza a producir, debido(13) a que ella expresa la
resistencia del molde a la acción del metal. La dureza del molde en el rango adecuado producirá un mejor acabado
superficial, unas dimensiones de la pieza más precisas, y una reducida penetración del metal en el molde. Una
excesiva dureza del molde puede causar defectos como: grietas, costras, sopladuras (blowholes) y porosidad gaseosa
distribuída (pinholes). Durezas del molde mayores a 60, prueban que las propiedades de densidad de conjunto y de
resistencia tambien aumentan, y la figura 2.18 es una comprobación. Los límites de densidad de conjunto se alcanzan,
cuando todos los granos de arena del sistema entran en contacto entre sí, para producir valores de densidad de conjunto
entre 1,6 g/cm3 y 1,84 g/cm3 (110 - 115 lb/ft3). La figura 2.18 muestra que cuando se alcanza este límite, la dureza
del molde y la resistencia en verde aumentan a los rangos deseados; en esa figura 2.18 tambien se comprueba que la
relación entre la resistencia a la compresión en verde en la muestra ensayada y la dureza del molde, obviamente están
afectadas por las variaciones tanto en arcilla como en humedad, así como tambien con la presencia de cualquier
aditivo.
6.3.3.- MOVILIDAD o FRIABILIDAD, (Flowability). Es la propiedad(10-12) de una arena de moldeo
que le permite fluir para conformar perfectamente la forma que tiene el modelo, con un mínimo de apisonado,
prensado (squeezing), o sacudido (jolting). Ella mide la capacidad de una arena de moldeo de ser compactada a densidad
uniforme; por lo tanto, la movilidad reune(10) dos de las tres características fundamentales de las mezclas de arena de
moldeo. Esta propiedad tiene una marcada influencia sobre las características de pegado de la arena de moldeo a las
paredes tanto de las cajas como de los modelos y también afecta a la calidad y al tiempo de mezclado, durante la
preparación de la mezcla de arena de moldeo. La movilidad está relacionada a la capacidad de la arena para formar
terrones (lumpiness); estas dos propiedades, dependen de las fuerzas de enlace en los sitios de contacto entre los
granos de arena. El aparente aumento inicial en la densidad de la arena, es debido a que hay una uniformidad en la
compactación y por lo tanto, la mezcla de arena presenta una buena movilidad, es decir, un mínimo de formación de
terrones.
La movilidad se mide(10-12) por el cambio en longitud en la probeta patrón que se produce entre el cuarto y el quintogolpe del martillo apisonador; si no hay cambio de longitud, Δl = 0, indica 100 % de movilidad, de acuerdo a(10):
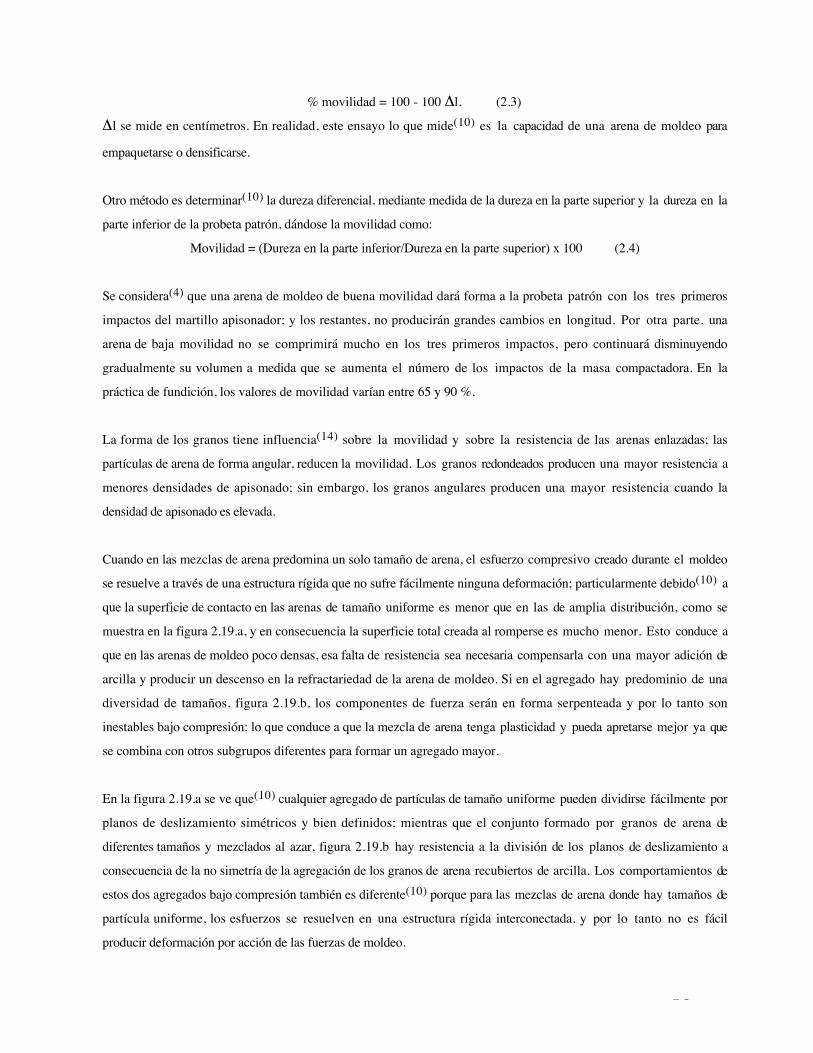
58
% movilidad = 100 - 100 Δl. (2.3)
Δl se mide en centímetros. En realidad, este ensayo lo que mide(10) es la capacidad de una arena de moldeo para
empaquetarse o densificarse.
Otro método es determinar(10) la dureza diferencial, mediante medida de la dureza en la parte superior y la dureza en la
parte inferior de la probeta patrón, dándose la movilidad como:
Movilidad = (Dureza en la parte inferior/Dureza en la parte superior) x 100 (2.4)
Se considera(4) que una arena de moldeo de buena movilidad dará forma a la probeta patrón con los tres primeros
impactos del martillo apisonador; y los restantes, no producirán grandes cambios en longitud. Por otra parte, una
arena de baja movilidad no se comprimirá mucho en los tres primeros impactos, pero continuará disminuyendo
gradualmente su volumen a medida que se aumenta el número de los impactos de la masa compactadora. En la
práctica de fundición, los valores de movilidad varían entre 65 y 90 %.
La forma de los granos tiene influencia(14) sobre la movilidad y sobre la resistencia de las arenas enlazadas; las
partículas de arena de forma angular, reducen la movilidad. Los granos redondeados producen una mayor resistencia a
menores densidades de apisonado; sin embargo, los granos angulares producen una mayor resistencia cuando la
densidad de apisonado es elevada.
Cuando en las mezclas de arena predomina un solo tamaño de arena, el esfuerzo compresivo creado durante el moldeo
se resuelve a través de una estructura rígida que no sufre fácilmente ninguna deformación; particularmente debido(10) a
que la superficie de contacto en las arenas de tamaño uniforme es menor que en las de amplia distribución, como se
muestra en la figura 2.19.a, y en consecuencia la superficie total creada al romperse es mucho menor. Esto conduce a
que en las arenas de moldeo poco densas, esa falta de resistencia sea necesaria compensarla con una mayor adición de
arcilla y producir un descenso en la refractariedad de la arena de moldeo. Si en el agregado hay predominio de una
diversidad de tamaños, figura 2.19.b, los componentes de fuerza serán en forma serpenteada y por lo tanto son
inestables bajo compresión; lo que conduce a que la mezcla de arena tenga plasticidad y pueda apretarse mejor ya que
se combina con otros subgrupos diferentes para formar un agregado mayor.
En la figura 2.19.a se ve que(10) cualquier agregado de partículas de tamaño uniforme pueden dividirse fácilmente por
planos de deslizamiento simétricos y bien definidos; mientras que el conjunto formado por granos de arena de
diferentes tamaños y mezclados al azar, figura 2.19.b hay resistencia a la división de los planos de deslizamiento a
consecuencia de la no simetría de la agregación de los granos de arena recubiertos de arcilla. Los comportamientos de
estos dos agregados bajo compresión también es diferente(10) porque para las mezclas de arena donde hay tamaños de
partícula uniforme, los esfuerzos se resuelven en una estructura rígida interconectada, y por lo tanto no es fácil
producir deformación por acción de las fuerzas de moldeo.
59
Fig. 2.19
Cuando una arena de moldeo está siendo moldeada bajo cualquier método de moldeo, al ponerse en contacto(8,10)
unos granos con otros por acción de una fuerza exterior, se deforma en el caso límite hasta que los granos de arena se
ponen en contacto unos con otros; esto hace que la superficie de esos granos que estaba recubierta por arcilla se
desplace de manera progresiva, como se indica(8,10) en la figura 2.15, para producir aumento del área de contacto
hasta que finalmente se conduce a que el contacto sea grano-grano de arena. La figura 2.20 es(10) una representación
cualitativa esquematizada de la influencia que ejercen los factores que determinan la movilidad de una arena de moldeo.
Fig. 2.20
60
6.3.4.- REFRACTARIEDAD, (Refractoriness), también es denominada(12) Estabilidad Termoquímica. Es
la capacidad de una mezcla de arena para soportar el calor contenido por el metal líquido, sin mostrar signos de
ablandamiento o de fusión. Esta propiedad en una mezcla de arena, depende de la cantidad de ingredientes y del grado
que ellos son capaces de soportar el calor contenido por el metal líquido. A mayores contenidos de impurezas, tanto
en la arcilla como en la arena, menor es la refractariedad de las arenas de moldeo y para machos. La refractariedad de
las mezclas de arena aumenta con el incremento en el tamaño de los granos de cuarzo, con su contenido, y con la
disminución de las impurezas y de los sedimentos (silt).
6.3.5.- CAPACIDAD de EVOLUCION de GASES. Es la propiedad(12) de la arena de moldeo de generar
gases y vapor al vaciar el metal. Se define en términos de la cantidad de vapor de agua y de gases por kilogramo de
arena, que se producen durante el vaciado del metal. Los gases que evolucionan, se producen a consecuencia de la
descomposición de los materiales orgánicos contenidos tanto en los enlazantes como en el aserrín; el vapor de agua
proviene de la evaporación de agua, al entrar en contacto con el metal líquido. Estos gases, tienden a escapar a través
de los poros de la arena de moldeo.
6.3.6.- PERMEABILIDAD. Es la propiedad de la arena de moldeo que permite que los gases producidos al
vaciar, pasen a través de ella; y depende de la calidad y de la cantidad de arcilla y de cuarzo en la mezcla de arena. El
Indice de Permeabilidad de una arena de moldeo es una medida de la velocidad, en mililitros/minuto, a la
que el aire pasa a través de ella a unas determinadas condiciones de presión. Como la permeabilidad, normalizada por
la AFS, American Foundrymen's Society, se determina al medir el tiempo necesario para que 2.000 cm3 de aire pasen
a través de la muestra patrón mientras está confinada en el tubo a una presión de 10 g/cm2, si se mide el tiempo, el
número de permeabilidad se define como la velocidad en ml/min. de aire o de gases que pasan a través de un volumen
de arena de una sección transversal de 1 cm2 y 1 cm de altura bajo una presión de 10 g/cm2. A mayor contenido de
sílice en la mecla de arena de moldeo y mayor tamaño de grano, mejor es la permeabilidad y viceversa.
La permeabilidad está afectada por los siguientes factores: la forma de los granos de arena, el contenido de humedad, la
presencia de sedimentos y de carbón mineral, y del grado de compactación de la arena de moldeo, entre otros. A mayor
contenido de sedimentos en la arena, menor es su permeabilidad. Cuando hay una rápida evolución de gas en una arena
de moldeo que posee una baja permeabilidad, la presión de gas puede exceder a la presión metalostática del líquido y
por lo tanto, ese gas se ve forzado a penetrar dentro del metal, para conducir a la generación de cavidades gaseosas en
las piezas.
6.3.7.- DEFORMABILIDAD, (Yieldability). Es la capacidad de una arena de moldeo para contraerse en su
volumen y moverse bajo la acción de la contracción líquido-sólido del metal sin que se produzca agrietamiento de ella.
Esta propiedad es importante, porque el metal al enfriarse y solidificar, conduce a una disminución del tamaño de la
pieza. Como el molde retarda la contracción del metal, se generan esfuerzos que pueden conducir a fracturarlo y crear
61
las denominadas grietas en frío. Aún cuando la capacidad para deformarse una arena sin agrietamiento es(10)
importante desde el punto de vista del desmodelaje del modelo, es perjudicial para contrarrestar la presión
metalostática del líquido dentro del molde, lo que conduce a movimiento de las paredes del molde. Un
alto movimiento de las paredes del molde, conduce a que la pieza salga hinchada y por lo tanto pierda precisión
dimensional junto a incrementos en rechupe; características que se ven afectadas por efectos de las magnitudes en
densidad del líquido y amplitud de la zona pastosa, junto a la naturaleza del proceso de cristalización de la aleación.
6.3.8.- HOMOGENEIDAD. La homogeneidad de una arena es(12) la uniformidad en la distribución de sus
constituyentes durante el mezclado; es importante porque a mayor homogeneidad, mayores son la resistencia mecánica
y la permeabilidad.
Fig. 2.21
Es importante recalcar que no se debe confundir esta característica con el hecho de tener un solo tamaño de grano y
que además ese grano sea de morfología esférica; ya que la resistencia mecánica depende fundamentalmente de la
superficie de contacto entre partículas y la permeabilidad depende básicamente del tamaño de los intersticios y no del
porcentaje de porosidad. La figura 2.21 muestra(10) cómo es el empaquetamiento de los granos de arena cuando la
forma de los granos es angular.
6.3.9.- HIGROSCOPICIDAD. Es la capacidad(12) de una arena de moldeo o para machos de tomar y
absorber humedad del aire. Depende principalmente de las propiedades del enlazante, como ya se estudió en la Sección
4 de este Capítulo.
6.3.10.- DURABILIDAD o Vida. Es la capacidad(12) de una arena de moldeo de retener sus propiedades y de ser
suficientemente moldeable en repetidas ocasiones. Mientras mas durable es la arena, menores cantidades de materiales
de moldeo frescos que se requieren añadir durante su reacondicionamiento. Esta propiedad está relacionada(4) a la
resistencia de la arena que es retenida después de su uso; debe ser medida a través de la resistencia de la arena después
de repetidos usos sin la adición de arcilla. La durabilidad es difícil de evaluar en el laboratorio, porque cuando el metal
es vaciado en los moldes, los grandes gradientes de temperatura que se producen en él son dependientes de las
dimensiones de la pieza y de la temperatura de vaciado, entre otros factores, que son parámetros difíciles de duplicar en
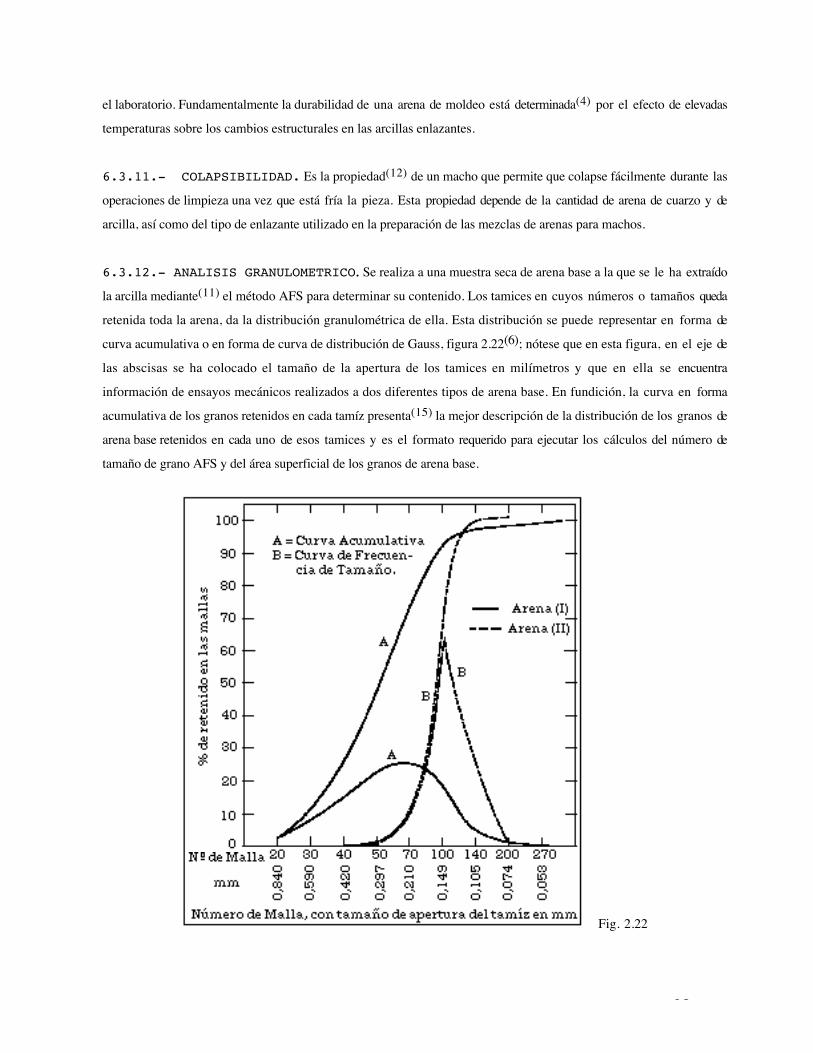
62
el laboratorio. Fundamentalmente la durabilidad de una arena de moldeo está determinada(4) por el efecto de elevadas
temperaturas sobre los cambios estructurales en las arcillas enlazantes.
6.3.11.- COLAPSIBILIDAD. Es la propiedad(12) de un macho que permite que colapse fácilmente durante las
operaciones de limpieza una vez que está fría la pieza. Esta propiedad depende de la cantidad de arena de cuarzo y de
arcilla, así como del tipo de enlazante utilizado en la preparación de las mezclas de arenas para machos.
6.3.12.- ANALISIS GRANULOMETRICO. Se realiza a una muestra seca de arena base a la que se le ha extraído
la arcilla mediante(11) el método AFS para determinar su contenido. Los tamices en cuyos números o tamaños queda
retenida toda la arena, da la distribución granulométrica de ella. Esta distribución se puede representar en forma de
curva acumulativa o en forma de curva de distribución de Gauss, figura 2.22(6); nótese que en esta figura, en el eje de
las abscisas se ha colocado el tamaño de la apertura de los tamices en milímetros y que en ella se encuentra
información de ensayos mecánicos realizados a dos diferentes tipos de arena base. En fundición, la curva en forma
acumulativa de los granos retenidos en cada tamíz presenta(15) la mejor descripción de la distribución de los granos de
arena base retenidos en cada uno de esos tamices y es el formato requerido para ejecutar los cálculos del número de
tamaño de grano AFS y del área superficial de los granos de arena base.
Fig. 2.22
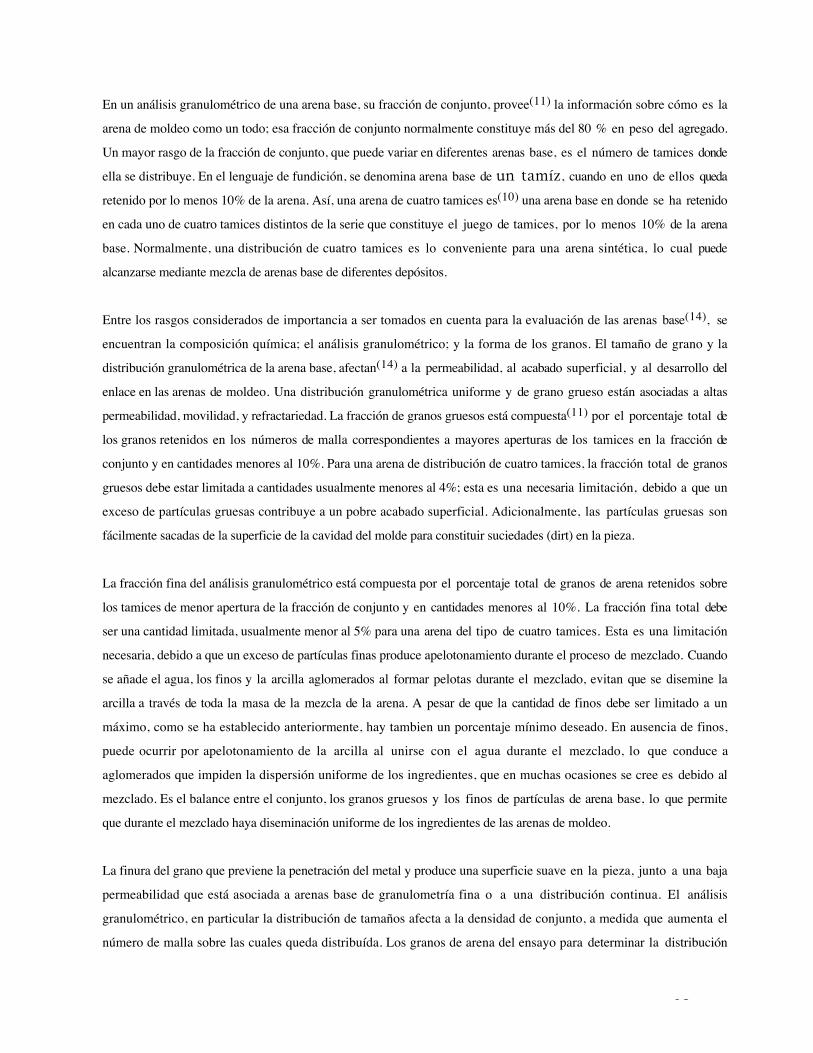
63
En un análisis granulométrico de una arena base, su fracción de conjunto, provee(11) la información sobre cómo es la
arena de moldeo como un todo; esa fracción de conjunto normalmente constituye más del 80 % en peso del agregado.
Un mayor rasgo de la fracción de conjunto, que puede variar en diferentes arenas base, es el número de tamices donde
ella se distribuye. En el lenguaje de fundición, se denomina arena base de un tamíz, cuando en uno de ellos queda
retenido por lo menos 10% de la arena. Así, una arena de cuatro tamices es(10) una arena base en donde se ha retenido
en cada uno de cuatro tamices distintos de la serie que constituye el juego de tamices, por lo menos 10% de la arena
base. Normalmente, una distribución de cuatro tamices es lo conveniente para una arena sintética, lo cual puede
alcanzarse mediante mezcla de arenas base de diferentes depósitos.
Entre los rasgos considerados de importancia a ser tomados en cuenta para la evaluación de las arenas base(14), se
encuentran la composición química; el análisis granulométrico; y la forma de los granos. El tamaño de grano y la
distribución granulométrica de la arena base, afectan(14) a la permeabilidad, al acabado superficial, y al desarrollo del
enlace en las arenas de moldeo. Una distribución granulométrica uniforme y de grano grueso están asociadas a altas
permeabilidad, movilidad, y refractariedad. La fracción de granos gruesos está compuesta(11) por el porcentaje total de
los granos retenidos en los números de malla correspondientes a mayores aperturas de los tamices en la fracción de
conjunto y en cantidades menores al 10%. Para una arena de distribución de cuatro tamices, la fracción total de granos
gruesos debe estar limitada a cantidades usualmente menores al 4%; esta es una necesaria limitación, debido a que un
exceso de partículas gruesas contribuye a un pobre acabado superficial. Adicionalmente, las partículas gruesas son
fácilmente sacadas de la superficie de la cavidad del molde para constituir suciedades (dirt) en la pieza.
La fracción fina del análisis granulométrico está compuesta por el porcentaje total de granos de arena retenidos sobre
los tamices de menor apertura de la fracción de conjunto y en cantidades menores al 10%. La fracción fina total debe
ser una cantidad limitada, usualmente menor al 5% para una arena del tipo de cuatro tamices. Esta es una limitación
necesaria, debido a que un exceso de partículas finas produce apelotonamiento durante el proceso de mezclado. Cuando
se añade el agua, los finos y la arcilla aglomerados al formar pelotas durante el mezclado, evitan que se disemine la
arcilla a través de toda la masa de la mezcla de la arena. A pesar de que la cantidad de finos debe ser limitado a un
máximo, como se ha establecido anteriormente, hay tambien un porcentaje mínimo deseado. En ausencia de finos,
puede ocurrir por apelotonamiento de la arcilla al unirse con el agua durante el mezclado, lo que conduce a
aglomerados que impiden la dispersión uniforme de los ingredientes, que en muchas ocasiones se cree es debido al
mezclado. Es el balance entre el conjunto, los granos gruesos y los finos de partículas de arena base, lo que permite
que durante el mezclado haya diseminación uniforme de los ingredientes de las arenas de moldeo.
La finura del grano que previene la penetración del metal y produce una superficie suave en la pieza, junto a una baja
permeabilidad que está asociada a arenas base de granulometría fina o a una distribución continua. El análisis
granulométrico, en particular la distribución de tamaños afecta a la densidad de conjunto, a medida que aumenta el
número de malla sobre las cuales queda distribuída. Los granos de arena del ensayo para determinar la distribución
64
granulométrica deben ser observados(7) en el microscopio estereoscópico, con el propósito de determinar su
morfología.
6.3.13.- CONTENIDO DE ARCILLA POR EL METODO AFS(8,11). La separación entre arcilla y arena es
arbitrario y principalmente es una separación en dos fracciones; una más fina y la otra más gruesa de 20 micrones.
Para propósitos de análisis, se define contenido de arcilla AFS como "las partículas que se decantan a una velocidad de
una pulgada por minuto (2,54 cm/min) cuando están suspendidas en agua; y usualmente esas partículas son detamaños menores a 20 µm (0,0008 pulg) de diámetro". El contenido de arcilla AFS de una arena base incluye a la
sílice fina o sedimento (silt) y a la arcilla mineral contenida en la arena.
Fig. 2.23
La determinación del contenido de arcilla empieza con una muestra de 50 gramos de arena base secada entre 105 y 110
ºC, que luego es colocada en un recipiente como se muestra en la figura 2.23. El procedimiento de lavado es como se
describe a continuación:
6.3.14.1.- Añada 475 ml de agua destilada y 25 ml de solución de soda cáustica (25 g/lt).
6.3.14.2.- Agite durante 5 minutos con un agitador mecánico para liberar la arcilla de los granos de arena base;
diluya con agua hasta una altura de 15,2 cm a partir del fondo de la botella y déjela en reposo durante 10 minutos. Si
el agua es dura, conduce a que la arcilla flocule y forma grandes agregados con alta velocidad de decantación; lo cual
obliga a usar agua destilada o agua desmineralizada.
6.3.14.3.- Sifonee hasta una altura de 2,54 cm a partir del fondo, donde el sifón está curvado en el interior del
vaso, para evitar la succión de las partículas gruesas; de esta forma es removida la mayor parte del material cuyas
65
partículas se decantan a una velocidad menor a 0,5 pulgadas/minuto. Diluya nuevamente hasta la altura de 15,2 cm y
déjela reposar por 10 minutos.
6.3.14.4.- Sifonee de manera similar al paso anterior y déjela reposar por 5 minutos.
6.3.14.5.- Repita la etapa anterior tantas veces como sea necesario, hasta que el agua se aclare.
6.3.14.6.- Remueva los granos de arena remanentes, séquelos nuevamente y péselos.
La pérdida en peso de la muestra original de 50 g multiplicada por 2, da el porcentaje AFS del contenido de arcilla en
esa arena base. La arcilla debe ser removida de toda arena base que contenga más de 1 por ciento, si se intenta
determinar la distribución granulométrica mediante un ensayo de tamizaje.
Durante el proceso de sedimentación, la arcilla aumenta la viscosidad del agua y reduce la velocidad de decantación de
las partículas suspendidas en ella. Cuando el contenido de arcilla es mayor al 5 %, es conveniente que los dos
primeros ensayos de sedimentación se utilice 10 minutos de período de decantación. Se puede sustituir la solución de
soda cáustica por 750 ml de agua hirviente a la que se le han añadido 5 cm3 de amoníaco de gravedad específica 0,880.
6.3.14.- GRADO de FINURA. Según el Número de Finura AFS, expresa(10) de manera aproximada el
tamaño de malla de ese tamíz que dejaría pasar solamente granos de arena de tamaño uniforme; es decir, expresa el
promedio de los tamaños de todos los granos de la muestra. Este número es aproximadamente proporcional al área
superficial por unidad de peso, excluyendo la arcilla. Sin embargo, este número no representa fielmente el tamaño, ya
que sólo nos da el promedio de los tamaños de grano, siendo frecuente el caso de dos arenas con el mismo número
pero que tienen propiedades distintas. En el lenguaje de fundición(10) una arena con número AFS menor a 50 se
denomina gruesa; mientras que arenas cuyo número AFS es mayor a 50 se denominan finas. Cuando se tiene una
arena de distribución en cuatro tamices con número AFS 60 o 70, la fracción gruesa ocurre sobre la malla 40 o a un
tamíz de mayor tamaño de apertura y debe estar limitada a un valor menor a 4%. Para arenas base de mayor número de
finura AFS, la fracción gruesa puede estar sobre las mallas números 50 o 70.
6.3.15.- HUMEDAD. En las arenas de moldeo, el agua en contenidos entre 1,5 y el 8 % es la necesaria para
activar la arcilla y conducir al desarrollo de plasticidady de resistencia. Cada tipo de arcilla requiere(16) de una
determinada cantidad de agua para que se obtengan las mejores propiedades; ya que la humedad en las arenas de moldeo
afecta a todas las propiedades, excepto a la finura del grano de arena base. Esto, permite concluir que el contenido de
humedad en la arena de moldeo no es arbitraria, debido a que además del tipo y de la cantidad de arcilla, los
requerimientos de agua están afectados por la presencia de aditivos que se encuentran en cantidades variables.
Solamente el agua adsorbida y mantenida por la arcilla, figuras 2.9 a 2.13, es la efectiva en el desarrollo de la
resistencia en las arenas de moldeo(16). El exceso o agua libre puede actuar como lubricante que aumenta la
plasticidad, pero que puede tambien conducir a un descenso de la resistencia de la mezcla de moldeo. El exceso de agua
produce(16) los siguientes efectos sobre las arenas de moldeo: atmósfera oxidante; excesiva evolución de gas;
66
disminución de la permeabilidad; descenso en la dureza del molde; muy pobre movilidad de la arena de moldeo; alta
resistencia a la compresión en caliente; y, alta resistencia en seco.
7. REFERENCIAS. 1.- I. E. Odom, AFS Transactions, Vol. 96, 229-248, 1988.
2.- L. M. Dirac and H. F. Taylor, Trans. of Am. Foundrymen's Society , Vol. 60, 356-363, 1952.
3.- ---, Data Sheets on Moulding Materials, BCIRA, 1967. 4.- R. E. Grim, Applied Clay Mineralogy , McGraw-Hill, 1962.
5.- R. A. Flinn, Fundamentals of Metal Casting , Addison-Wesley, 1963.
6.- T. Lyman, Editor, Metals Handbook, 8th Ed., Vol. 5, Forging and Casting , 160, 1970.
7.- J. Gerin Sylvia, Cast Metals Technology , Addison-Wesley, 1972.
8.- W. B. Parkes, Clay-Bonded Foundry Sand , Applied Science, 1978.
9.- F. Hofmann, Modern Casting, Vol. 75, Nº 6, 53-57, June 1985.10.- J. M. Navarro Alvargonzález, Tecnología de las Tierras de Moldeo para Fundición , Montecorvo, 1962.
11.- R. W. Heine, C. R. Loper, Jr., and P. C. Rosenthal, Principles of Metal Casting , McGraw-Hill, 1955.
12.- N. D. Titov, and Yu. A. Stepanov, Foundry Practice , MIR Pub. 1981.
13.- P. M. Bralower, Modern Casting, Vol. 77, Nº 5, May 1987.14.- R. Elliott, Cast Iron Technology , Butterworths, 1988.
15.- AFS Mold and Core Aggregate Committee, Modern Casting, 31-33, Nov. 1982.
16.- P. M. Bralower, Modern Casting, Vol. 77, Nº 2, 40, Feb. 1987.
8.- EJERCICIOS TEMA II.
2.1.- Considere el dibujo del ejercicio 1.2. Responda exhaustivamente:2.1.1.- ¿Qué tipo de arena arena base seleccionaría Ud., para vaciar la pieza en la aleación elejida?. Se sugiere
empiece por establecer criterios que rigen al proceso de fabricar las piezas por fundición.2.1.2.- Compruebe su análisis de selección, mediante interpretación de la referencia (6) páginas 155-158.
2.1.3.- Describa , ¿cómo cada uno de los criterios seleccionados afecta al tamaño de los poros entre los granos de
arena?.
2.2.- Una arena de sílice que Ud., como ingeniero de fundición, usa en el proceso consta de una mezcla de 50% de Cristobalita; 25% de Tridimita; y 5% de vidrio. Explique :
2.2.a).- ¿Cuál será el valor de la expansión térmica entre la temperatura ambiente, 20 ºC, y 350 ºC?.
67
2.2.b).- Por qué razones, una arena mezclada con bentonita cálcica desarrolla mayores propiedades de resistencia en
verde que una bentonita sódica?. Recomendación. Desarrolle su respuesta en base a los siguientes aspectos:
(b.1), . Cómo es l a estructura de las arcillas; (b.2), Cómo se forman las bentonitas Sódicas y Cálcicas; (b.3),
Cómo se forman las mezclas de arena de moldeo; (b.4), Conclusión de lo preguntado.
2.3.- Ud. oye a dos ingenieros especialistas en fundición que discuten sobre los orígenes de la resistencia a la
compresión en verde de las arenas de moldeo, que ellos están usando para producir piezas como las de la
figura E.1. Uno de ellos, llamémoslo el ingeniero A, afirma que se debe a las micelas; mientras que el otro,
el ingeniero B, establece que es debida a la envoltura creada alrededor de los granos de cuarzo de la arena base. Discuta cual de ellos tiene la razón.
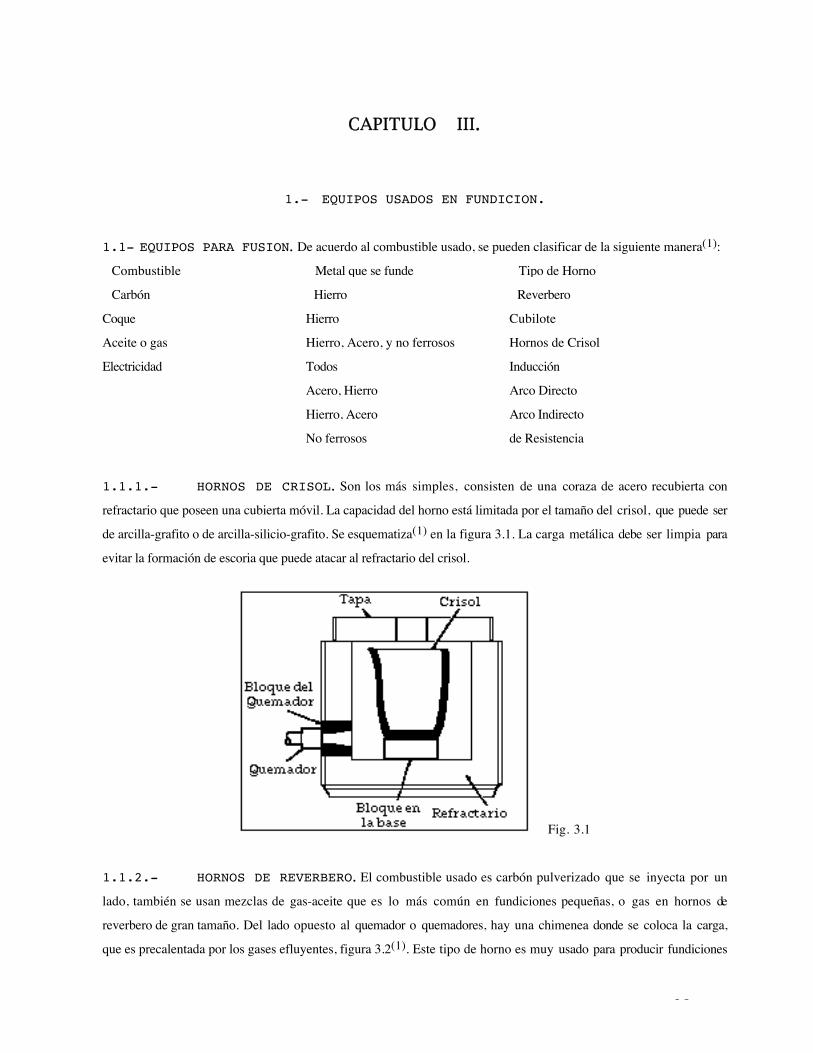
68
CAPITULO III.
1.- EQUIPOS USADOS EN FUNDICION.
1.1- EQUIPOS PARA FUSION. De acuerdo al combustible usado, se pueden clasificar de la siguiente manera(1):
Carbón Hierro Reverbero
Coque Hierro Cubilote
Aceite o gas Hierro, Acero, y no ferrosos Hornos de Crisol
Electricidad Todos
Acero, Hierro
Hierro, Acero
No ferrosos
Inducción
Arco Directo
Arco Indirecto
de Resistencia
1.1.1.- HORNOS DE CRISOL. Son los más simples, consisten de una coraza de acero recubierta con
refractario que poseen una cubierta móvil. La capacidad del horno está limitada por el tamaño del crisol, que puede ser
de arcilla-grafito o de arcilla-silicio-grafito. Se esquematiza(1) en la figura 3.1. La carga metálica debe ser limpia para
evitar la formación de escoria que puede atacar al refractario del crisol.
Fig. 3.1
1.1.2.- HORNOS DE REVERBERO. El combustible usado es carbón pulverizado que se inyecta por un
lado, también se usan mezclas de gas-aceite que es lo más común en fundiciones pequeñas, o gas en hornos de
reverbero de gran tamaño. Del lado opuesto al quemador o quemadores, hay una chimenea donde se coloca la carga,
que es precalentada por los gases efluyentes, figura 3.2(1). Este tipo de horno es muy usado para producir fundiciones
Combustible Metal que se funde Tipo de Horno
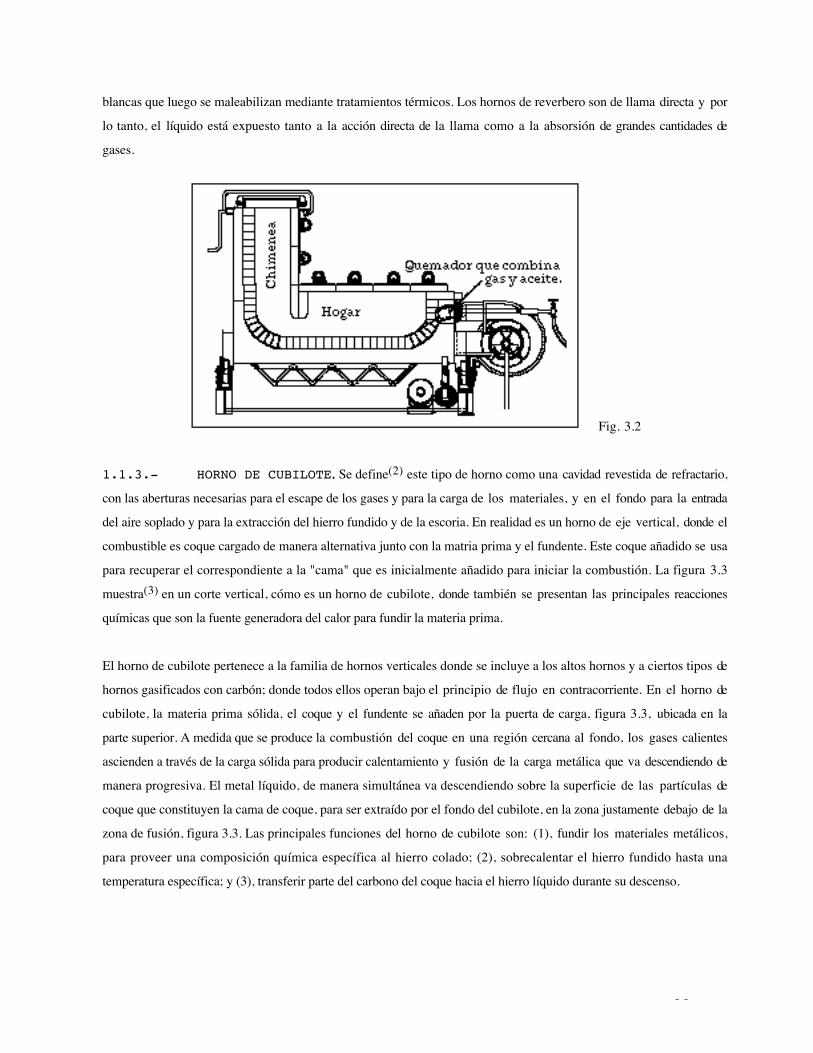
69
blancas que luego se maleabilizan mediante tratamientos térmicos. Los hornos de reverbero son de llama directa y por
lo tanto, el líquido está expuesto tanto a la acción directa de la llama como a la absorsión de grandes cantidades de
gases.
Fig. 3.2
1.1.3.- HORNO DE CUBILOTE. Se define(2) este tipo de horno como una cavidad revestida de refractario,
con las aberturas necesarias para el escape de los gases y para la carga de los materiales, y en el fondo para la entrada
del aire soplado y para la extracción del hierro fundido y de la escoria. En realidad es un horno de eje vertical, donde el
combustible es coque cargado de manera alternativa junto con la matria prima y el fundente. Este coque añadido se usa
para recuperar el correspondiente a la "cama" que es inicialmente añadido para iniciar la combustión. La figura 3.3
muestra(3) en un corte vertical, cómo es un horno de cubilote, donde también se presentan las principales reacciones
químicas que son la fuente generadora del calor para fundir la materia prima.
El horno de cubilote pertenece a la familia de hornos verticales donde se incluye a los altos hornos y a ciertos tipos de
hornos gasificados con carbón; donde todos ellos operan bajo el principio de flujo en contracorriente. En el horno de
cubilote, la materia prima sólida, el coque y el fundente se añaden por la puerta de carga, figura 3.3, ubicada en la
parte superior. A medida que se produce la combustión del coque en una región cercana al fondo, los gases calientes
ascienden a través de la carga sólida para producir calentamiento y fusión de la carga metálica que va descendiendo de
manera progresiva. El metal líquido, de manera simultánea va descendiendo sobre la superficie de las partículas de
coque que constituyen la cama de coque, para ser extraído por el fondo del cubilote, en la zona justamente debajo de la
zona de fusión, figura 3.3. Las principales funciones del horno de cubilote son: (1), fundir los materiales metálicos,
para proveer una composición química específica al hierro colado; (2), sobrecalentar el hierro fundido hasta una
temperatura específica; y (3), transferir parte del carbono del coque hacia el hierro líquido durante su descenso.
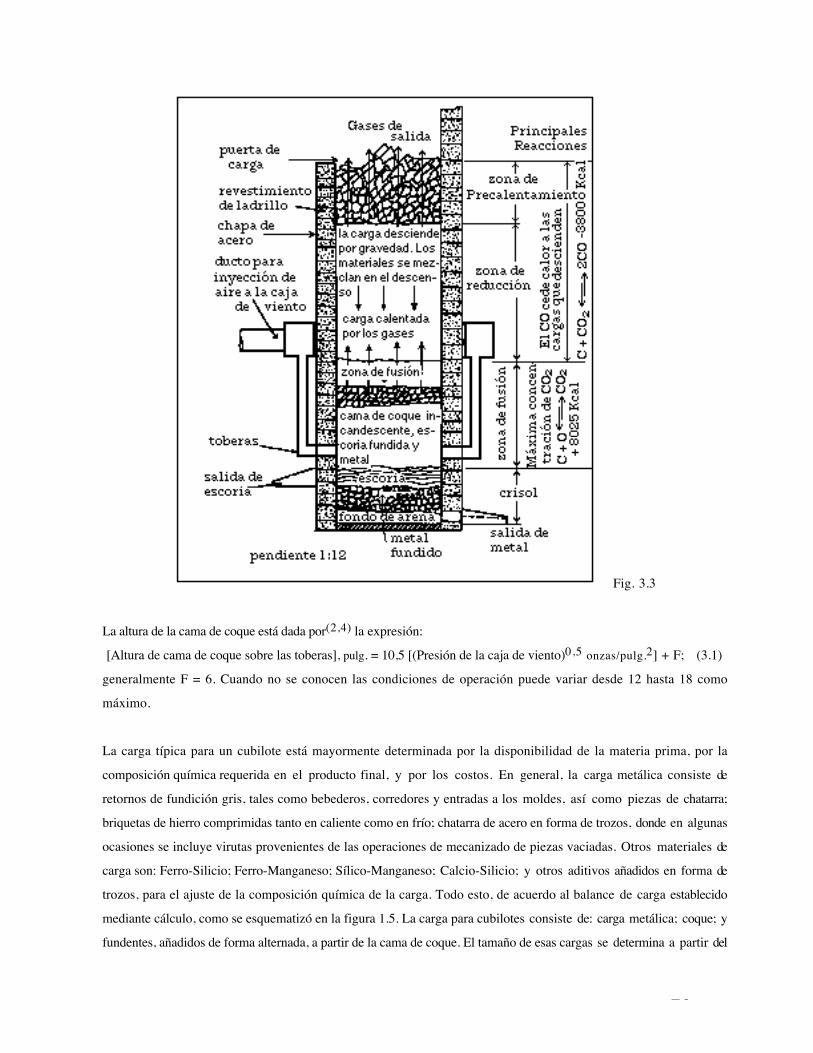
70
Fig. 3.3
La altura de la cama de coque está dada por(2,4) la expresión:
[Altura de cama de coque sobre las toberas], pulg. = 10,5 [(Presión de la caja de viento)0,5 onzas/pulg.2] + F; (3.1)
generalmente F = 6. Cuando no se conocen las condiciones de operación puede variar desde 12 hasta 18 como
máximo.
La carga típica para un cubilote está mayormente determinada por la disponibilidad de la materia prima, por la
composición química requerida en el producto final, y por los costos. En general, la carga metálica consiste de
retornos de fundición gris, tales como bebederos, corredores y entradas a los moldes, así como piezas de chatarra;
briquetas de hierro comprimidas tanto en caliente como en frío; chatarra de acero en forma de trozos, donde en algunas
ocasiones se incluye virutas provenientes de las operaciones de mecanizado de piezas vaciadas. Otros materiales de
carga son: Ferro-Silicio; Ferro-Manganeso; Sílico-Manganeso; Calcio-Silicio; y otros aditivos añadidos en forma de
trozos, para el ajuste de la composición química de la carga. Todo esto, de acuerdo al balance de carga establecido
mediante cálculo, como se esquematizó en la figura 1.5. La carga para cubilotes consiste de: carga metálica; coque; y
fundentes, añadidos de forma alternada, a partir de la cama de coque. El tamaño de esas cargas se determina a partir del
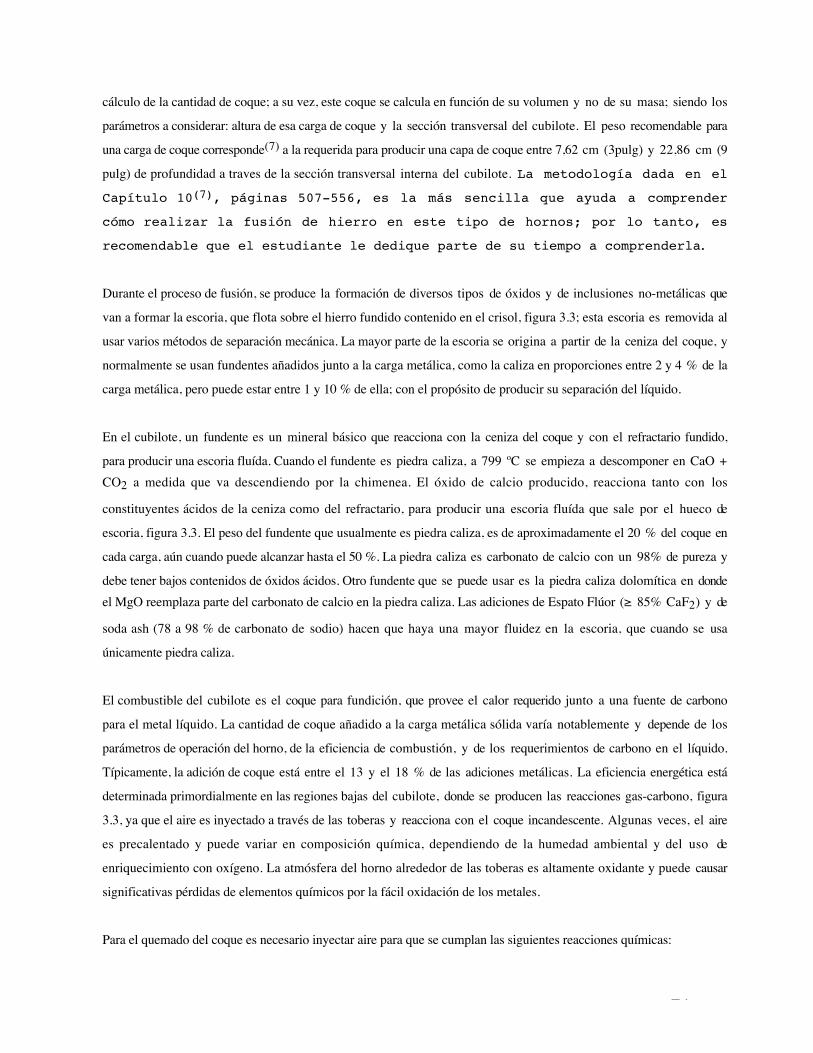
71
cálculo de la cantidad de coque; a su vez, este coque se calcula en función de su volumen y no de su masa; siendo los
parámetros a considerar: altura de esa carga de coque y la sección transversal del cubilote. El peso recomendable para
una carga de coque corresponde(7) a la requerida para producir una capa de coque entre 7,62 cm (3pulg) y 22,86 cm (9
pulg) de profundidad a traves de la sección transversal interna del cubilote. La metodología dada en elCapítulo 10(7), páginas 507-556, es la más sencilla que ayuda a comprender
cómo realizar la fusión de hierro en este tipo de hornos; por lo tanto, es
recomendable que el estudiante le dedique parte de su tiempo a comprenderla.
Durante el proceso de fusión, se produce la formación de diversos tipos de óxidos y de inclusiones no-metálicas que
van a formar la escoria, que flota sobre el hierro fundido contenido en el crisol, figura 3.3; esta escoria es removida al
usar varios métodos de separación mecánica. La mayor parte de la escoria se origina a partir de la ceniza del coque, y
normalmente se usan fundentes añadidos junto a la carga metálica, como la caliza en proporciones entre 2 y 4 % de la
carga metálica, pero puede estar entre 1 y 10 % de ella; con el propósito de producir su separación del líquido.
En el cubilote, un fundente es un mineral básico que reacciona con la ceniza del coque y con el refractario fundido,
para producir una escoria fluída. Cuando el fundente es piedra caliza, a 799 ºC se empieza a descomponer en CaO +CO2 a medida que va descendiendo por la chimenea. El óxido de calcio producido, reacciona tanto con los
constituyentes ácidos de la ceniza como del refractario, para producir una escoria fluída que sale por el hueco de
escoria, figura 3.3. El peso del fundente que usualmente es piedra caliza, es de aproximadamente el 20 % del coque en
cada carga, aún cuando puede alcanzar hasta el 50 %. La piedra caliza es carbonato de calcio con un 98% de pureza y
debe tener bajos contenidos de óxidos ácidos. Otro fundente que se puede usar es la piedra caliza dolomítica en dondeel MgO reemplaza parte del carbonato de calcio en la piedra caliza. Las adiciones de Espato Flúor (≥ 85% CaF2) y de
soda ash (78 a 98 % de carbonato de sodio) hacen que haya una mayor fluidez en la escoria, que cuando se usa
únicamente piedra caliza.
El combustible del cubilote es el coque para fundición, que provee el calor requerido junto a una fuente de carbono
para el metal líquido. La cantidad de coque añadido a la carga metálica sólida varía notablemente y depende de los
parámetros de operación del horno, de la eficiencia de combustión, y de los requerimientos de carbono en el líquido.
Típicamente, la adición de coque está entre el 13 y el 18 % de las adiciones metálicas. La eficiencia energética está
determinada primordialmente en las regiones bajas del cubilote, donde se producen las reacciones gas-carbono, figura
3.3, ya que el aire es inyectado a través de las toberas y reacciona con el coque incandescente. Algunas veces, el aire
es precalentado y puede variar en composición química, dependiendo de la humedad ambiental y del uso de
enriquecimiento con oxígeno. La atmósfera del horno alrededor de las toberas es altamente oxidante y puede causar
significativas pérdidas de elementos químicos por la fácil oxidación de los metales.
Para el quemado del coque es necesario inyectar aire para que se cumplan las siguientes reacciones químicas:

72
(a).- 2C coque + O2 <===> 2CO + 8.025 Kcal/kg de carbono. (3.2)
(b).- CO + (1/2) O2 <===> CO2 + 5.635 Kcal/kg de carbono. (3.3)
Restando algebraicamente (a) - (b) se obtiene :(c).- C coque + (1/2) O2 <===> CO + 2.390 Kcal/kg de carbono. (3.4)
Esas reacciones químicas van a generar el calor requerido para precalentar, fundir y sobrecalentar el metal. Cuánto másbajo sea el porcentaje de CO2 convertido, mayor será la cantidad de calor disponible para un uso efectivo. La reacción
descrita por la ecuación (3.2) es la fuente primaria de calor en el proceso y típicamente produce entre el 80 y el 90 %
de la cantidad total del calor de entrada. La reacción descrita por la ecuación (3.3) absorbe calor y tambien consume
coque que debe ser usado para la combustión; de este modo, la humedad adversamente afecta a la eficiencia del horno
de cubilote. A medida que los gases calientes van ascendiendo, la atmósfera del horno se ve alterada por la
transferencia de calor hacia la carga que desciende; y esos gases, al alcanzar el tope de la puerta de carga, su
temperatura en ese punto se denomina como la temperatura de los gases de salida. La composición de los gases desalida, especialmente los niveles de CO y de CO2, es una indicación de la eficiencia de combustión en la cama de
coque, donde la medida directa es prácticamente imposible de realizarla. Basados en la experiencia, se prefiere un nivel
de monóxido de carbono del 13 %.
El hierro tambien sufre cambios tanto composicionales como térmicos; la carga metálica al ser cargada en la parte
superior del cubilote está siendo precalentada por los gases y la velocidad a la cual se está calentando está
primeramente determinada por el tamaño de las piezas sólidas. Al usar piezas de tamaño grande se impide la
transferencia calórica para producir que el material funda mucho más abajo de la columna del cubilote, y en muchos
casos evita la fusión completa; por lo tanto, el tamaño del material cargado debe estar entre ciertos límites para que
toda la carga metálica esté líquida cuando ella entra en la cama de coque.
Las dimensiones del cubilote están dadas(3) por la producción horaria, segun la expresión: D = 1,3 [(Q)0,5] cm; (3.5)
siendo D el diámetro interior del cubilote; Q la producción en kgs/hr. También se establece(3) que la cantidad de aire
necesario, se calcula por la relación: A = 0,015 Q m3/min. (3.6); se requiere entre 620 y 680 m3 de aire para fundir
900 kg de hierro. La velocidad de fusión está determinada(7) por el área de la sección transversal del cubilote; para un
tamaño particular, cuando la relación de hierro/coque en las cargas es de 10 : 1, el horno de cubilote puede fundir 4,54
kgs (10 libras) de hierro por cada 6,45 cm2 (pulgada2) de área de la sección transversal de la zona de fusión. La Tabla
3.1(7) relaciona el tamaño del coque con su densidad.
Una vez que el metal está dentro de la cama de coque, va cayendo en forma de gotas y hace contacto con la superficie
del coque incandescente, para conducir a que haya disolución del carbono del coque en el hierro líquido. Como el
hierro se almacena en el crisol, tambien hay absorsión de carbono durante su permanencia; y la cantidad de carbono
disuelto varía con la temperatura, con la calidad del coque, con la relación acero/hierro contenida en la carga metálica,

73
así como de otros factores; a pesar de esto, se considera que la cantidad de carbono disuelto está en el orden del 10 %
de la adición total de coque.
Tabla 3.1. Tamaño de los trozos de coque con respecto a su densidad a granel.Tamaño del coque, cm Densidad, gramos/cm3.
2,54 x 6, 35 0,529
8,89 x 6,35 0,481
7,60 x 10,16 0,449
10,16 x 17,78 0,432
Quintero y Núñez(5) adaptaron ecuaciones dadas por Neumann(6) a la fusión de cubilotes con inyección de aire frío,para calcular el volumen de aire requerido para obtener la óptima relación CO2 : CO, dando como resultados prácticos
altamente aceptables para mantener razonable constancia de la composición química del hierro producido.
Las ecuaciones (5) adaptadas son las siguientes:1.- El aire requerido para la combustión del calcio, ACa, m3 es: ACa = 0,083 K' x k' (3.7)
2.- El aire requerido para la oxidación de los elementos Fe, Si, y Mn, Aox, m3 es:
Aox = 9,56 MFe + 3,795 MSi + 0,971 MMn (3.8)
MM = fox x ME - MA; (3.9) y fox = (QE/Q) = [Q/(QE - P)] (3.10)
3.- El aire requerido para la combustión del carbono, AC, m3 es:
AC = [0,1 x K x k' + 10,0 MC + 0,037 K' x k'] A'C (3.11)
A'C = 4,45 [100 + (ηv/100)]; (3.12) ηv = [(%CO2)/(%CO2 + %CO)] x 100. (3.13)
4.- El volumen total de aire en condiciones normales de temperatura y presión que es:Au = Q [ACa + Aox + AC] (3.14)
En las ecuaciones anteriores, la simbología es la siguiente(6):
K' = kgs de Carburo/100 kgs de hierro líquido,
k' = kgs de CaC2/100 kgs de Carburo,
ME = % del elemento M en el hierro cargado,
MA = % del elemento M en el canal de sangrado,
fox = factor de pérdidas por oxidación,
QE = Ton/hr basado en la entrada de material al horno.
Q = Verdadera velocidad de fusión, Ton/hora,
P = Pérdidas por oxidación,ηv = eficiencia de combustión.
74
En las figuras(2) 3.4 y 3.5, se esquematizan cómo es el antepecho del cubilote y un corte transversal para mostrar la
distribución de las toberas por donde se inyecta el aire usado. Las toberas se usan para introducir el aire necesario para
la combustión del coque; se encuentran igualmente distribuídas alrededor de la sección del cubilote en la zona de
fusión; el número de toberas y su tamaño dependen de factores como: tamaño del cubilote, volumen de aire requerido,
presión de aire, y velocidad del aire; el área total de las toberas, para óptima velocidad para penetración y eficiencia de
combustión. oscila entre el 3% y el 10% del área del cubilote a nivel de las toberas.
Fig. 3.4 Fig. 3.5
1.1.4.- HORNOS DE INDUCCION. Este tipo de hornos opera según(8) el principio en que se basa un
transformador de corriente eléctrica. El enrollado del horno hace las veces de primario y la carga, las de secundario. La
figura 3.6 muestra(1) el esquema de este tipo de horno. Se ve que hay varias vueltas del enrollado, mientras que el
secundario en realidad es un aro corto-circuitado cuando se le aplica una corriente alterna. Al hacer ésto, se genera un
campo magnético mucho más grande en la carga; entonces, la resistencia que ofrece la carga a que pase la corriente
inducida, genera un efecto de calentamiento. A su vez, este calentamiento se ve aumentado, aunque en pequeñas
proporciones, por la permeabilidad magnética de los materiales magnéticos.
Al igual que en un transformador, el campo inducido en la carga se opone al aplicado y se produce la acción repulsiva
entre ellas. Como el enrollado es fijo, ya que consiste de una tubería de cobre refrigerada internamente y mantenída
rígidamente para contrarrestar fuerzas electromagnéticas y evitar la expansión térmica, la carga se debe mover, lo cual
produce un efecto de agitación dentro del baño, tal como se esquematiza en la figura 3.7(8).
Para un mejor acoplamiento eléctrico, la profundidad del baño es siempre mayor que el diámetro y por lo tanto, la
presión metalostática del líquido ejercida a través del refractario sobre el enrollado es considerable, con lo que se
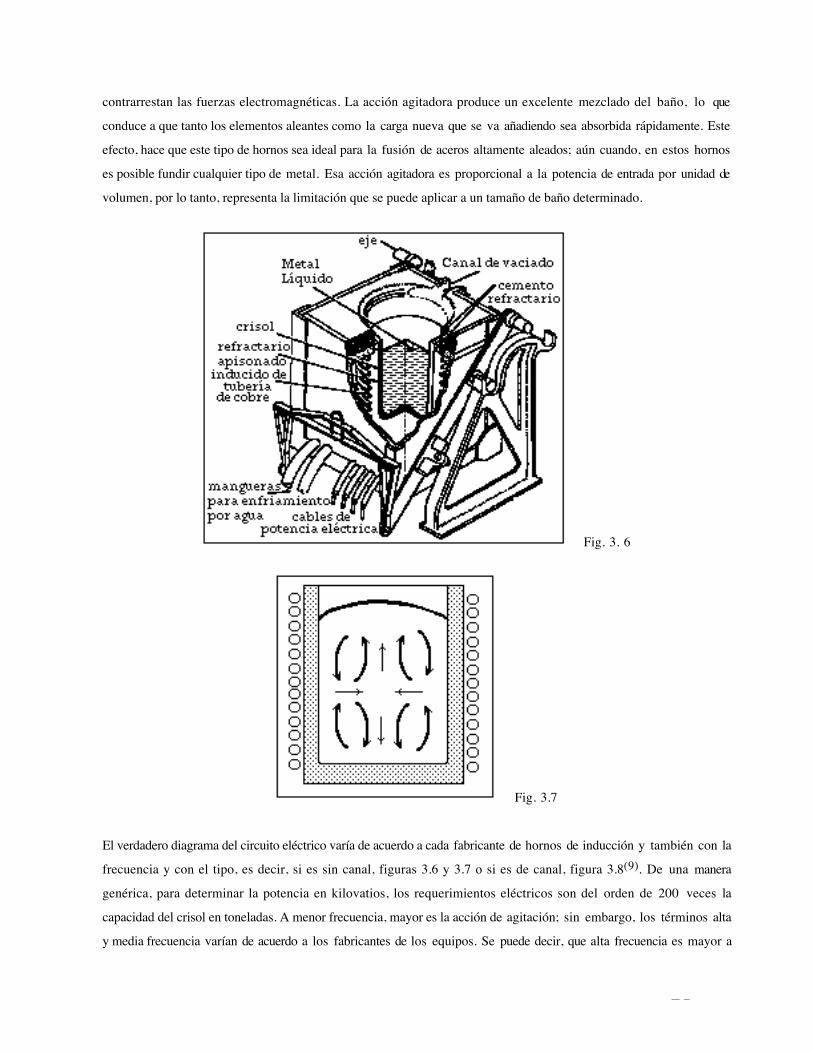
75
contrarrestan las fuerzas electromagnéticas. La acción agitadora produce un excelente mezclado del baño, lo que
conduce a que tanto los elementos aleantes como la carga nueva que se va añadiendo sea absorbida rápidamente. Este
efecto, hace que este tipo de hornos sea ideal para la fusión de aceros altamente aleados; aún cuando, en estos hornos
es posible fundir cualquier tipo de metal. Esa acción agitadora es proporcional a la potencia de entrada por unidad de
volumen, por lo tanto, representa la limitación que se puede aplicar a un tamaño de baño determinado.
Fig. 3. 6
Fig. 3.7
El verdadero diagrama del circuito eléctrico varía de acuerdo a cada fabricante de hornos de inducción y también con la
frecuencia y con el tipo, es decir, si es sin canal, figuras 3.6 y 3.7 o si es de canal, figura 3.8(9). De una manera
genérica, para determinar la potencia en kilovatios, los requerimientos eléctricos son del orden de 200 veces la
capacidad del crisol en toneladas. A menor frecuencia, mayor es la acción de agitación; sin embargo, los términos alta
y media frecuencia varían de acuerdo a los fabricantes de los equipos. Se puede decir, que alta frecuencia es mayor a
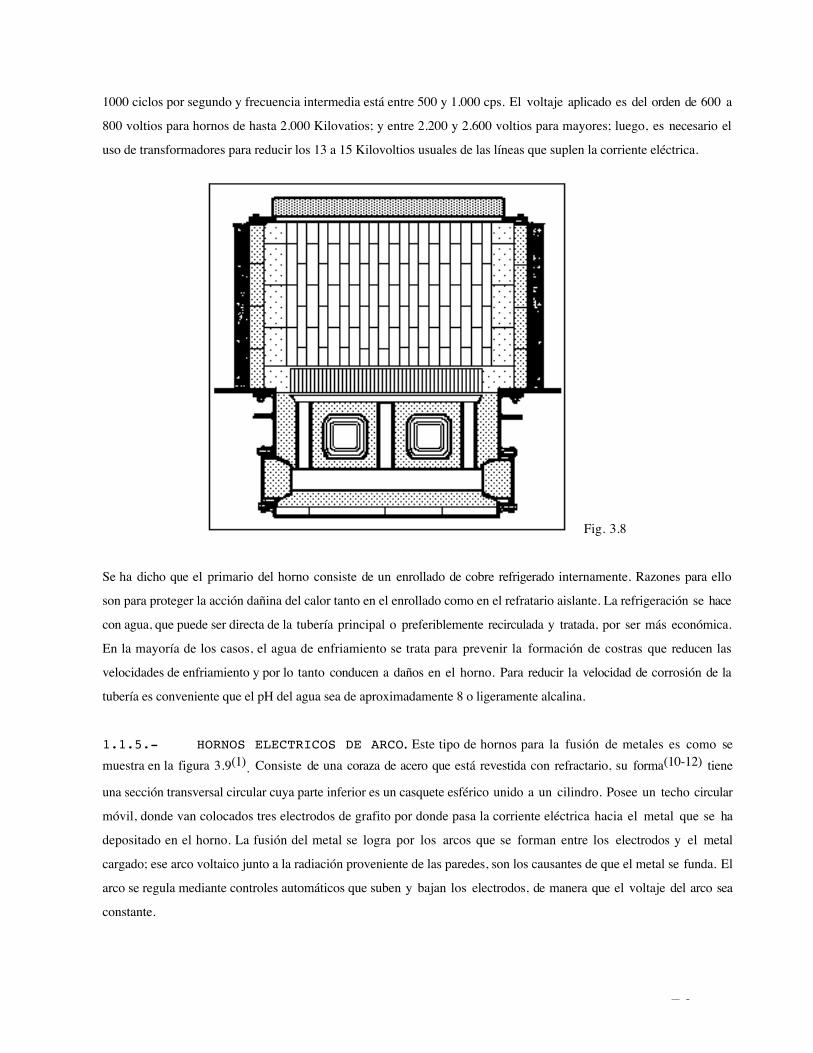
76
1000 ciclos por segundo y frecuencia intermedia está entre 500 y 1.000 cps. El voltaje aplicado es del orden de 600 a
800 voltios para hornos de hasta 2.000 Kilovatios; y entre 2.200 y 2.600 voltios para mayores; luego, es necesario el
uso de transformadores para reducir los 13 a 15 Kilovoltios usuales de las líneas que suplen la corriente eléctrica.
Fig. 3.8
Se ha dicho que el primario del horno consiste de un enrollado de cobre refrigerado internamente. Razones para ello
son para proteger la acción dañina del calor tanto en el enrollado como en el refratario aislante. La refrigeración se hace
con agua, que puede ser directa de la tubería principal o preferiblemente recirculada y tratada, por ser más económica.
En la mayoría de los casos, el agua de enfriamiento se trata para prevenir la formación de costras que reducen las
velocidades de enfriamiento y por lo tanto conducen a daños en el horno. Para reducir la velocidad de corrosión de la
tubería es conveniente que el pH del agua sea de aproximadamente 8 o ligeramente alcalina.
1.1.5.- HORNOS ELECTRICOS DE ARCO. Este tipo de hornos para la fusión de metales es como semuestra en la figura 3.9(1). Consiste de una coraza de acero que está revestida con refractario, su forma(10-12) tiene
una sección transversal circular cuya parte inferior es un casquete esférico unido a un cilindro. Posee un techo circular
móvil, donde van colocados tres electrodos de grafito por donde pasa la corriente eléctrica hacia el metal que se ha
depositado en el horno. La fusión del metal se logra por los arcos que se forman entre los electrodos y el metal
cargado; ese arco voltaico junto a la radiación proveniente de las paredes, son los causantes de que el metal se funda. El
arco se regula mediante controles automáticos que suben y bajan los electrodos, de manera que el voltaje del arco sea
constante.
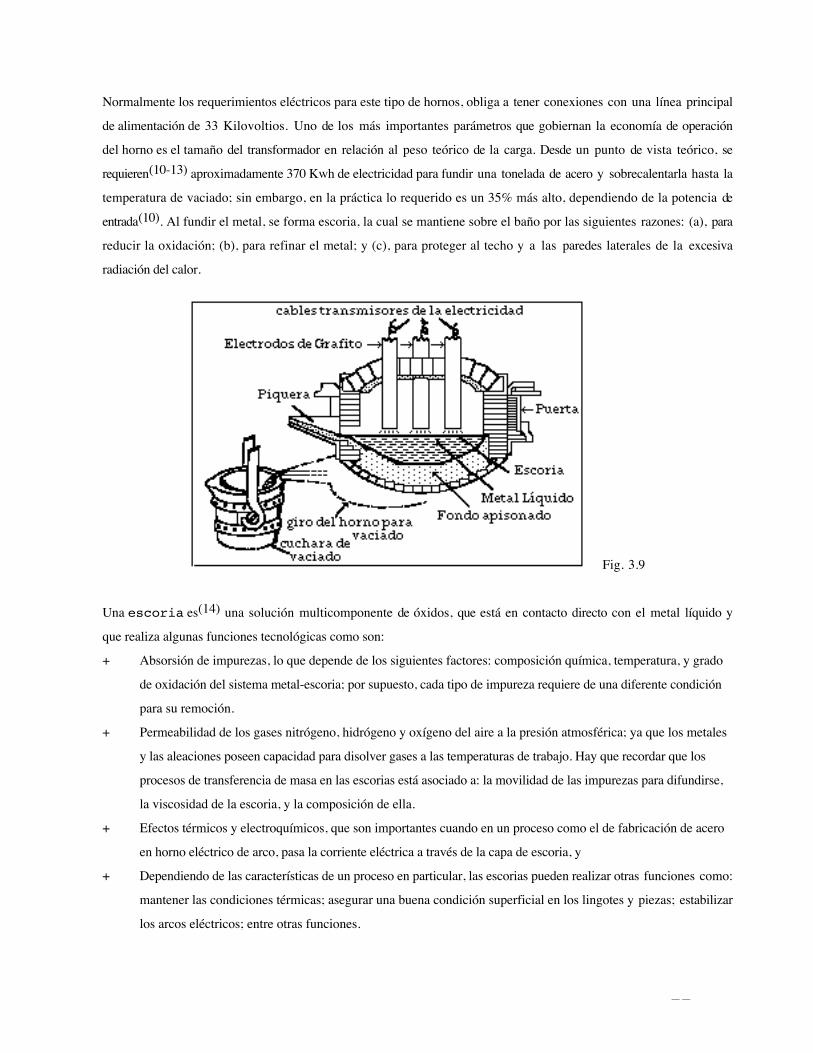
77
Normalmente los requerimientos eléctricos para este tipo de hornos, obliga a tener conexiones con una línea principal
de alimentación de 33 Kilovoltios. Uno de los más importantes parámetros que gobiernan la economía de operación
del horno es el tamaño del transformador en relación al peso teórico de la carga. Desde un punto de vista teórico, se
requieren(10-13) aproximadamente 370 Kwh de electricidad para fundir una tonelada de acero y sobrecalentarla hasta la
temperatura de vaciado; sin embargo, en la práctica lo requerido es un 35% más alto, dependiendo de la potencia de
entrada(10). Al fundir el metal, se forma escoria, la cual se mantiene sobre el baño por las siguientes razones: (a), para
reducir la oxidación; (b), para refinar el metal; y (c), para proteger al techo y a las paredes laterales de la excesiva
radiación del calor.
Fig. 3.9
Una escoria es(14) una solución multicomponente de óxidos, que está en contacto directo con el metal líquido y
que realiza algunas funciones tecnológicas como son:
+ Absorsión de impurezas, lo que depende de los siguientes factores: composición química, temperatura, y grado
de oxidación del sistema metal-escoria; por supuesto, cada tipo de impureza requiere de una diferente condición
para su remoción.
+ Permeabilidad de los gases nitrógeno, hidrógeno y oxígeno del aire a la presión atmosférica; ya que los metales
y las aleaciones poseen capacidad para disolver gases a las temperaturas de trabajo. Hay que recordar que los
procesos de transferencia de masa en las escorias está asociado a: la movilidad de las impurezas para difundirse,
la viscosidad de la escoria, y la composición de ella.
+ Efectos térmicos y electroquímicos, que son importantes cuando en un proceso como el de fabricación de acero
en horno eléctrico de arco, pasa la corriente eléctrica a través de la capa de escoria, y
+ Dependiendo de las características de un proceso en particular, las escorias pueden realizar otras funciones como:
mantener las condiciones térmicas; asegurar una buena condición superficial en los lingotes y piezas; estabilizar
los arcos eléctricos; entre otras funciones.
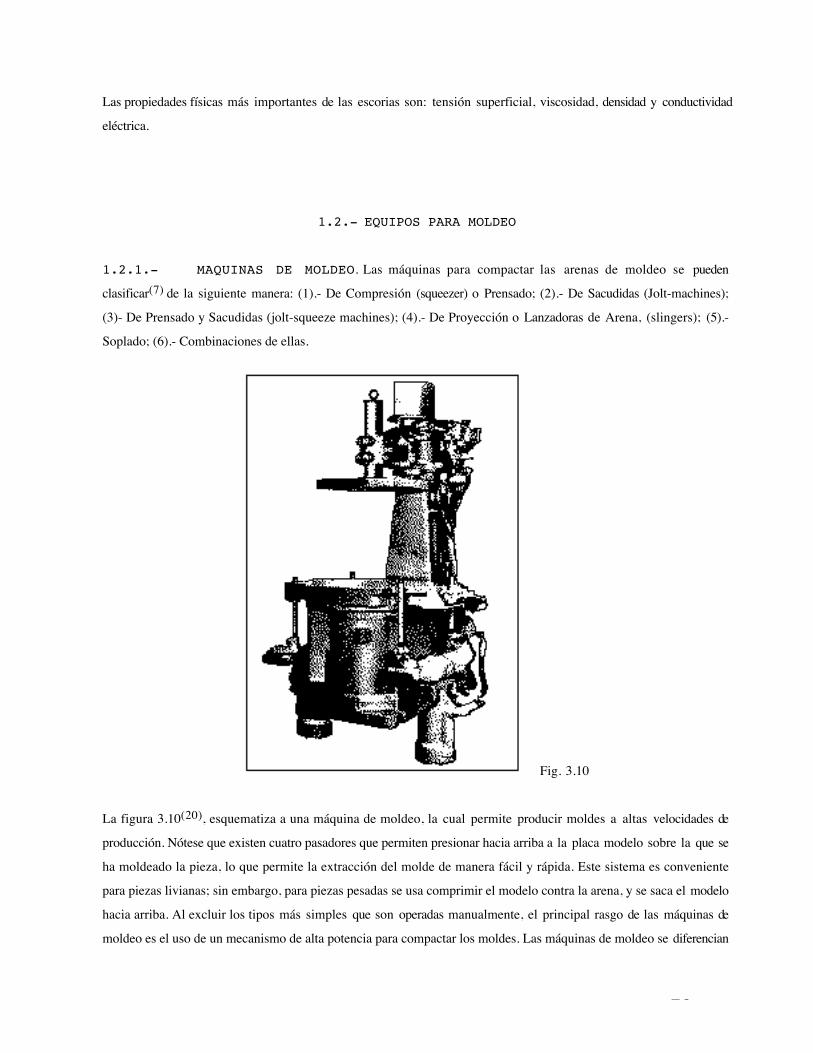
78
Las propiedades físicas más importantes de las escorias son: tensión superficial, viscosidad, densidad y conductividad
eléctrica.
1.2.- EQUIPOS PARA MOLDEO
1.2.1.- MAQUINAS DE MOLDEO. Las máquinas para compactar las arenas de moldeo se pueden
clasificar(7) de la siguiente manera: (1).- De Compresión (squeezer) o Prensado; (2).- De Sacudidas (Jolt-machines);
(3)- De Prensado y Sacudidas (jolt-squeeze machines); (4).- De Proyección o Lanzadoras de Arena, (slingers); (5).-
Soplado; (6).- Combinaciones de ellas.
Fig. 3.10
La figura 3.10(20), esquematiza a una máquina de moldeo, la cual permite producir moldes a altas velocidades de
producción. Nótese que existen cuatro pasadores que permiten presionar hacia arriba a la placa modelo sobre la que se
ha moldeado la pieza, lo que permite la extracción del molde de manera fácil y rápida. Este sistema es conveniente
para piezas livianas; sin embargo, para piezas pesadas se usa comprimir el modelo contra la arena, y se saca el modelo
hacia arriba. Al excluir los tipos más simples que son operadas manualmente, el principal rasgo de las máquinas de
moldeo es el uso de un mecanismo de alta potencia para compactar los moldes. Las máquinas de moldeo se diferencian
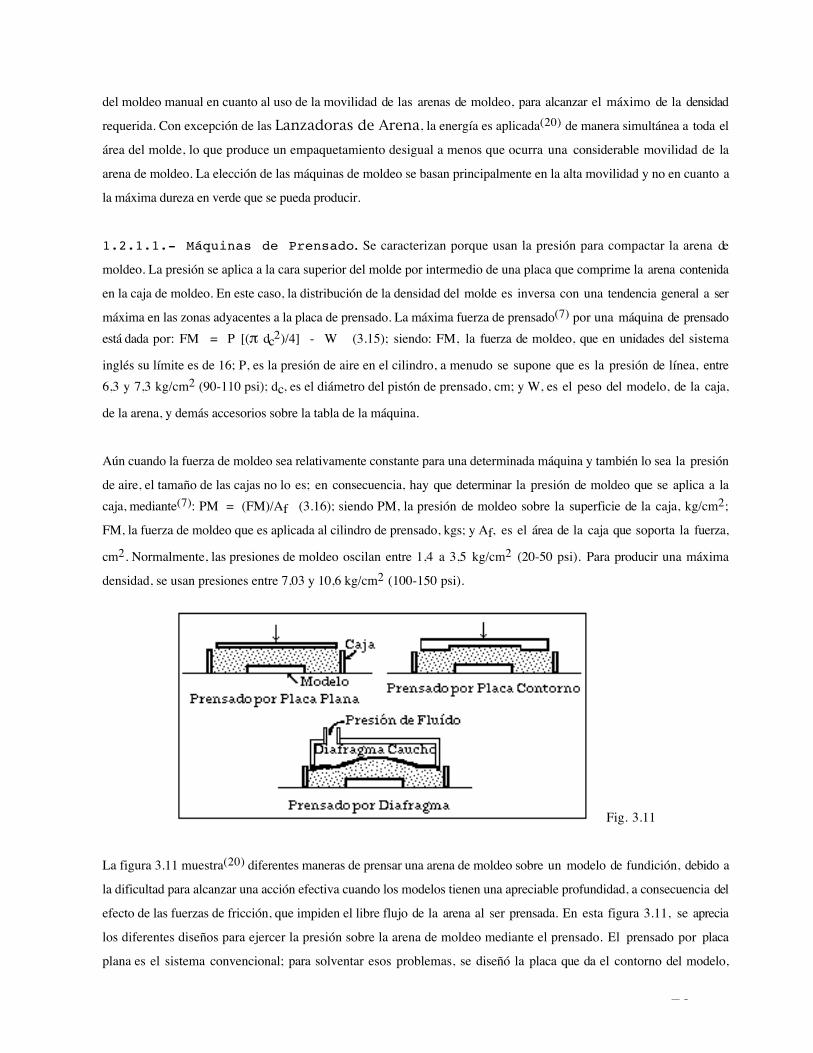
79
del moldeo manual en cuanto al uso de la movilidad de las arenas de moldeo, para alcanzar el máximo de la densidad
requerida. Con excepción de las Lanzadoras de Arena, la energía es aplicada(20) de manera simultánea a toda el
área del molde, lo que produce un empaquetamiento desigual a menos que ocurra una considerable movilidad de la
arena de moldeo. La elección de las máquinas de moldeo se basan principalmente en la alta movilidad y no en cuanto a
la máxima dureza en verde que se pueda producir.
1.2.1.1.- Máquinas de Prensado. Se caracterizan porque usan la presión para compactar la arena de
moldeo. La presión se aplica a la cara superior del molde por intermedio de una placa que comprime la arena contenida
en la caja de moldeo. En este caso, la distribución de la densidad del molde es inversa con una tendencia general a ser
máxima en las zonas adyacentes a la placa de prensado. La máxima fuerza de prensado(7) por una máquina de prensadoestá dada por: FM = P [(π dc2)/4] - W (3.15); siendo: FM, la fuerza de moldeo, que en unidades del sistema
inglés su límite es de 16; P, es la presión de aire en el cilindro, a menudo se supone que es la presión de línea, entre6,3 y 7,3 kg/cm2 (90-110 psi); dc, es el diámetro del pistón de prensado, cm; y W, es el peso del modelo, de la caja,
de la arena, y demás accesorios sobre la tabla de la máquina.
Aún cuando la fuerza de moldeo sea relativamente constante para una determinada máquina y también lo sea la presión
de aire, el tamaño de las cajas no lo es; en consecuencia, hay que determinar la presión de moldeo que se aplica a lacaja, mediante(7): PM = (FM)/Af (3.16); siendo PM, la presión de moldeo sobre la superficie de la caja, kg/cm2;
FM, la fuerza de moldeo que es aplicada al cilindro de prensado, kgs; y Af, es el área de la caja que soporta la fuerza,
cm2. Normalmente, las presiones de moldeo oscilan entre 1,4 a 3,5 kg/cm2 (20-50 psi). Para producir una máxima
densidad, se usan presiones entre 7,03 y 10,6 kg/cm2 (100-150 psi).
Fig. 3.11
La figura 3.11 muestra(20) diferentes maneras de prensar una arena de moldeo sobre un modelo de fundición, debido a
la dificultad para alcanzar una acción efectiva cuando los modelos tienen una apreciable profundidad, a consecuencia del
efecto de las fuerzas de fricción, que impiden el libre flujo de la arena al ser prensada. En esta figura 3.11, se aprecia
los diferentes diseños para ejercer la presión sobre la arena de moldeo mediante el prensado. El prensado por placa
plana es el sistema convencional; para solventar esos problemas, se diseñó la placa que da el contorno del modelo,
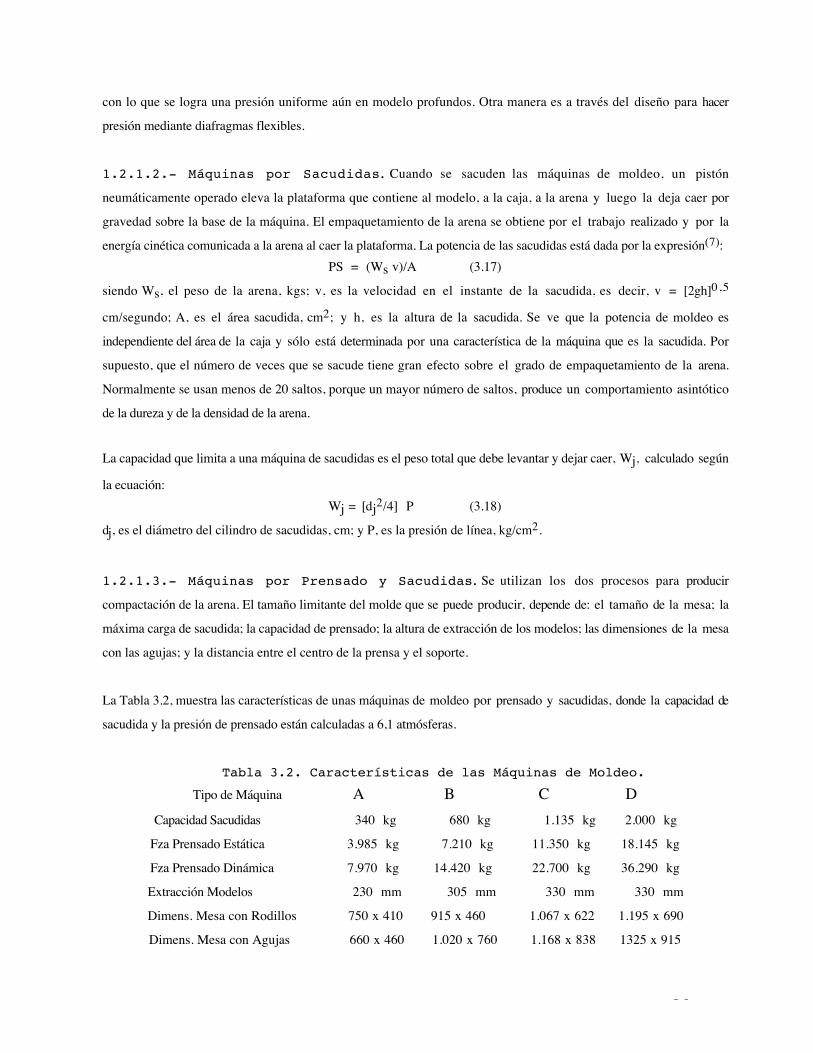
80
con lo que se logra una presión uniforme aún en modelo profundos. Otra manera es a través del diseño para hacer
presión mediante diafragmas flexibles.
1.2.1.2.- Máquinas por Sacudidas. Cuando se sacuden las máquinas de moldeo, un pistón
neumáticamente operado eleva la plataforma que contiene al modelo, a la caja, a la arena y luego la deja caer por
gravedad sobre la base de la máquina. El empaquetamiento de la arena se obtiene por el trabajo realizado y por la
energía cinética comunicada a la arena al caer la plataforma. La potencia de las sacudidas está dada por la expresión(7):PS = (Ws v)/A (3.17)
siendo Ws, el peso de la arena, kgs; v, es la velocidad en el instante de la sacudida, es decir, v = [2gh]0,5
cm/segundo; A, es el área sacudida, cm2; y h, es la altura de la sacudida. Se ve que la potencia de moldeo es
independiente del área de la caja y sólo está determinada por una característica de la máquina que es la sacudida. Por
supuesto, que el número de veces que se sacude tiene gran efecto sobre el grado de empaquetamiento de la arena.
Normalmente se usan menos de 20 saltos, porque un mayor número de saltos, produce un comportamiento asintótico
de la dureza y de la densidad de la arena.
La capacidad que limita a una máquina de sacudidas es el peso total que debe levantar y dejar caer, Wj, calculado según
la ecuación:Wj = [dj2/4] P (3.18)
dj, es el diámetro del cilindro de sacudidas, cm; y P, es la presión de línea, kg/cm2.
1.2.1.3.- Máquinas por Prensado y Sacudidas. Se utilizan los dos procesos para producir
compactación de la arena. El tamaño limitante del molde que se puede producir, depende de: el tamaño de la mesa; la
máxima carga de sacudida; la capacidad de prensado; la altura de extracción de los modelos; las dimensiones de la mesa
con las agujas; y la distancia entre el centro de la prensa y el soporte.
La Tabla 3.2, muestra las características de unas máquinas de moldeo por prensado y sacudidas, donde la capacidad de
sacudida y la presión de prensado están calculadas a 6,1 atmósferas.
Tabla 3.2. Características de las Máquinas de Moldeo.
Tipo de Máquina A B C DCapacidad Sacudidas 340 kg 680 kg 1.135 kg 2.000 kg
Fza Prensado Estática 3.985 kg 7.210 kg 11.350 kg 18.145 kg
Fza Prensado Dinámica 7.970 kg 14.420 kg 22.700 kg 36.290 kg
Extracción Modelos 230 mm 305 mm 330 mm 330 mm
Dimens. Mesa con Rodillos 750 x 410 915 x 460 1.067 x 622 1.195 x 690
Dimens. Mesa con Agujas 660 x 460 1.020 x 760 1.168 x 838 1325 x 915
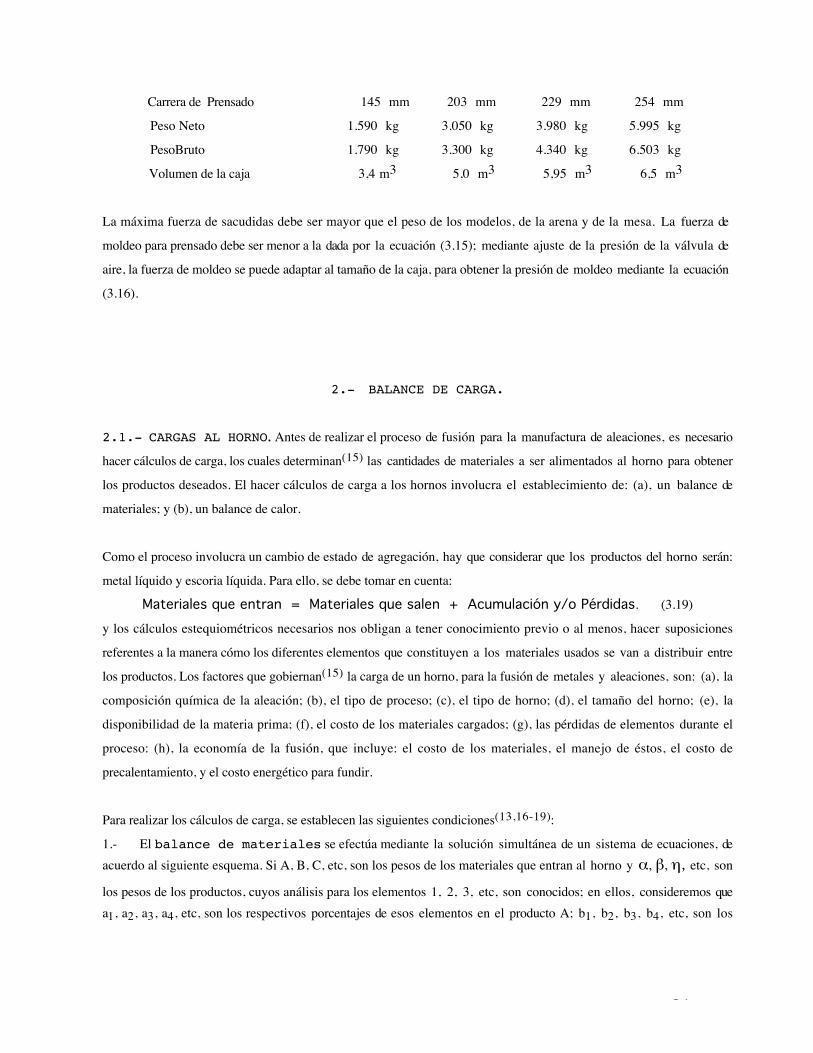
81
Carrera de Prensado 145 mm 203 mm 229 mm 254 mm
Peso Neto 1.590 kg 3.050 kg 3.980 kg 5.995 kg
PesoBruto 1.790 kg 3.300 kg 4.340 kg 6.503 kg
Volumen de la caja 3,4 m3 5,0 m3 5,95 m3 6,5 m3
La máxima fuerza de sacudidas debe ser mayor que el peso de los modelos, de la arena y de la mesa. La fuerza de
moldeo para prensado debe ser menor a la dada por la ecuación (3.15); mediante ajuste de la presión de la válvula de
aire, la fuerza de moldeo se puede adaptar al tamaño de la caja, para obtener la presión de moldeo mediante la ecuación
(3.16).
2.- BALANCE DE CARGA.
2.1.- CARGAS AL HORNO. Antes de realizar el proceso de fusión para la manufactura de aleaciones, es necesario
hacer cálculos de carga, los cuales determinan(15) las cantidades de materiales a ser alimentados al horno para obtener
los productos deseados. El hacer cálculos de carga a los hornos involucra el establecimiento de: (a), un balance de
materiales; y (b), un balance de calor.
Como el proceso involucra un cambio de estado de agregación, hay que considerar que los productos del horno serán:
metal líquido y escoria líquida. Para ello, se debe tomar en cuenta:
Materiales que entran = Materiales que salen + Acumulación y/o Pérdidas. (3.19)
y los cálculos estequiométricos necesarios nos obligan a tener conocimiento previo o al menos, hacer suposiciones
referentes a la manera cómo los diferentes elementos que constituyen a los materiales usados se van a distribuir entre
los productos. Los factores que gobiernan(15) la carga de un horno, para la fusión de metales y aleaciones, son: (a), la
composición química de la aleación; (b), el tipo de proceso; (c), el tipo de horno; (d), el tamaño del horno; (e), la
disponibilidad de la materia prima; (f), el costo de los materiales cargados; (g), las pérdidas de elementos durante el
proceso: (h), la economía de la fusión, que incluye: el costo de los materiales, el manejo de éstos, el costo de
precalentamiento, y el costo energético para fundir.
Para realizar los cálculos de carga, se establecen las siguientes condiciones(13,16-19):
1.- El balance de materiales se efectúa mediante la solución simultánea de un sistema de ecuaciones, deacuerdo al siguiente esquema. Si A, B, C, etc, son los pesos de los materiales que entran al horno y α, β, η, etc, son
los pesos de los productos, cuyos análisis para los elementos 1, 2, 3, etc, son conocidos; en ellos, consideremos quea1, a2, a3, a4, etc, son los respectivos porcentajes de esos elementos en el producto A; b1, b2, b3, b4, etc, son los

82
respectivos porcentajes de los elementos en el producto B; de igual manera serán: α1, α2, α3, α4, ...; β1, β2, β3,β4, etc; los respectivos porcentajes en los correspondientes productos α y β.
De acuerdo al principio de conservación de elementos, se establece mediante la ecuación (3.20):a1 A + b1 B + c1 C - α1 α - b1 β - η1 η = 0a2 A + b2 B + c2 C - α2 α - b2 β - η2 η = 0a3 A + b3 B + c3 C - α3 α - b3 β - η3 η = 0a4 A + b4 B + c4 C - α4 α - b4 β - η4 η = 0
También debe establecerse: A + B + C - α - β - η = 0 (3.21)
Estas ecuaciones simultáneas deben resolver las incógnitas A, B, C, etc, α, β, η, etc, si los "n" elementos del
balance permiten la solución de las "n" incógnitas. Si hay más ecuaciones independientes que incógnitas, hay que
tomar dos conjuntos de respuestas y chequearlas de nuevo.
2.- El balance de calor, se usa para conocer la energía, lo cual debe ser determinado en función de criterios
basados en que las cantidades que entran son iguales a las que salen, más la cantidad de energía perdida, ecuación (3.19).
Los factores a considerar son: (2.1).- La selección de una temperatura de referencia. (2.2).- El calor sensible del
proceso, sabiendo que los calores de reacción deben tener valores que corresponden a las reacciones entre las sustancias
en sus estados de referencia. (2.3).- La eficiencia térmica del proceso, se determina:[(calor útil de salida)/(calor total de entrada)] x 102 = ξ. (3.22)
3.- TRANSFERENCIA DE CALOR EN SOLIDIFICACION.
La integridad estructural de las piezas vaciadas está(20-22) íntimamente ligada a la historia tiempo-temperatura de su
solidificación; en consecuencia, el conocimiento de la velocidad a la cual el metal o la aleación solidifican y cual es la
distribución de temperaturas a través de la sección tanto de molde como del metal, es de extrema importancia para el
control de parámetros industriales de proceso como son: solidificación direccional; ubicación y tamaño de mazarotas;
sistemas de entrada al molde; generación de esfuerzos de solidificación; tiempos de desmoldeo; y velocidades de
producción y profundidad de la piscina de líquido en colada continua.
El mayor problema en solidificación es(20-23) el de la remoción del calor de sobrecalentamiento junto al calor latente
de transformación, dado por la expresión:Q = VL (ΔHV + CpL ρL ΔT) (3.23)
VL = volumen del líquido
ΔHV = calor latente de fusión por unidad de volumen
CpL = calor específico del líquido
ρL = densidad del líquido
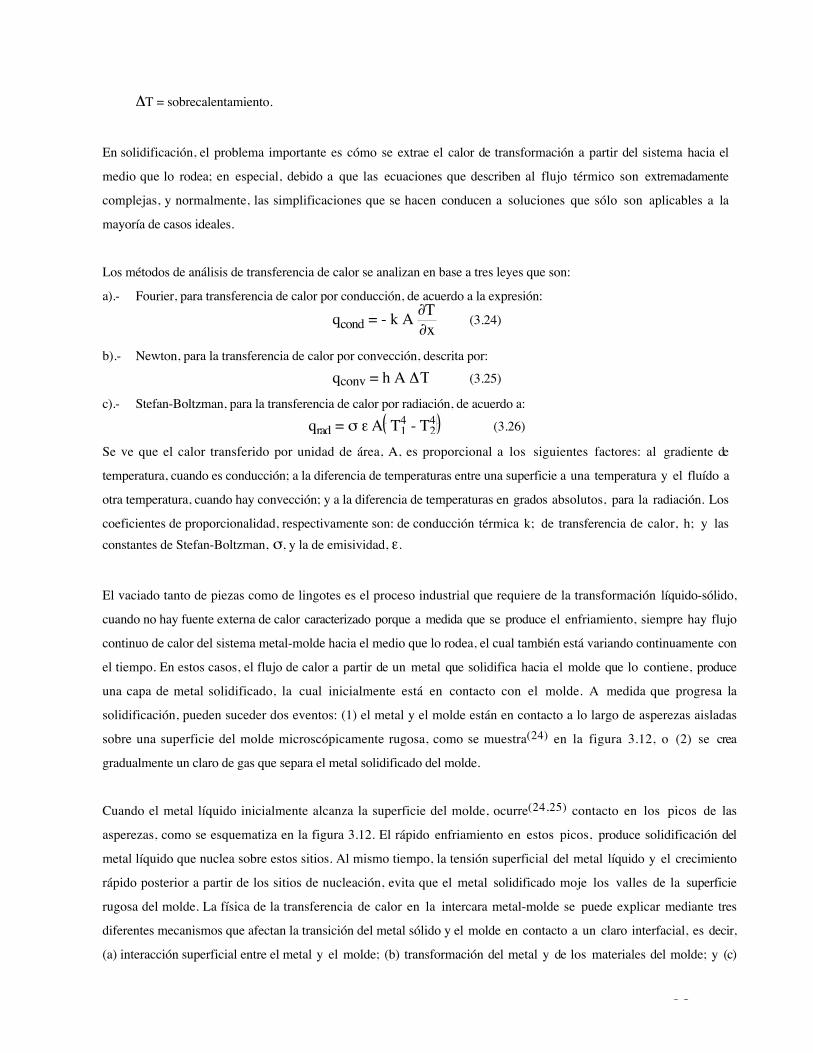
83
ΔT = sobrecalentamiento.
En solidificación, el problema importante es cómo se extrae el calor de transformación a partir del sistema hacia el
medio que lo rodea; en especial, debido a que las ecuaciones que describen al flujo térmico son extremadamente
complejas, y normalmente, las simplificaciones que se hacen conducen a soluciones que sólo son aplicables a la
mayoría de casos ideales.
Los métodos de análisis de transferencia de calor se analizan en base a tres leyes que son:
a).- Fourier, para transferencia de calor por conducción, de acuerdo a la expresión:
qcond = - k A ∂T∂x (3.24)
b).- Newton, para la transferencia de calor por convección, descrita por: qconv = h A ΔT (3.25)
c).- Stefan-Boltzman, para la transferencia de calor por radiación, de acuerdo a: qrad = σ ε A T1
4 - T24 (3.26)
Se ve que el calor transferido por unidad de área, A, es proporcional a los siguientes factores: al gradiente de
temperatura, cuando es conducción; a la diferencia de temperaturas entre una superficie a una temperatura y el fluído a
otra temperatura, cuando hay convección; y a la diferencia de temperaturas en grados absolutos, para la radiación. Los
coeficientes de proporcionalidad, respectivamente son: de conducción térmica k; de transferencia de calor, h; y lasconstantes de Stefan-Boltzman, σ, y la de emisividad, ε.
El vaciado tanto de piezas como de lingotes es el proceso industrial que requiere de la transformación líquido-sólido,
cuando no hay fuente externa de calor caracterizado porque a medida que se produce el enfriamiento, siempre hay flujo
continuo de calor del sistema metal-molde hacia el medio que lo rodea, el cual también está variando continuamente con
el tiempo. En estos casos, el flujo de calor a partir de un metal que solidifica hacia el molde que lo contiene, produce
una capa de metal solidificado, la cual inicialmente está en contacto con el molde. A medida que progresa la
solidificación, pueden suceder dos eventos: (1) el metal y el molde están en contacto a lo largo de asperezas aisladas
sobre una superficie del molde microscópicamente rugosa, como se muestra(24) en la figura 3.12, o (2) se crea
gradualmente un claro de gas que separa el metal solidificado del molde.
Cuando el metal líquido inicialmente alcanza la superficie del molde, ocurre(24,25) contacto en los picos de las
asperezas, como se esquematiza en la figura 3.12. El rápido enfriamiento en estos picos, produce solidificación del
metal líquido que nuclea sobre estos sitios. Al mismo tiempo, la tensión superficial del metal líquido y el crecimiento
rápido posterior a partir de los sitios de nucleación, evita que el metal solidificado moje los valles de la superficie
rugosa del molde. La física de la transferencia de calor en la intercara metal-molde se puede explicar mediante tres
diferentes mecanismos que afectan la transición del metal sólido y el molde en contacto a un claro interfacial, es decir,
(a) interacción superficial entre el metal y el molde; (b) transformación del metal y de los materiales del molde; y (c)
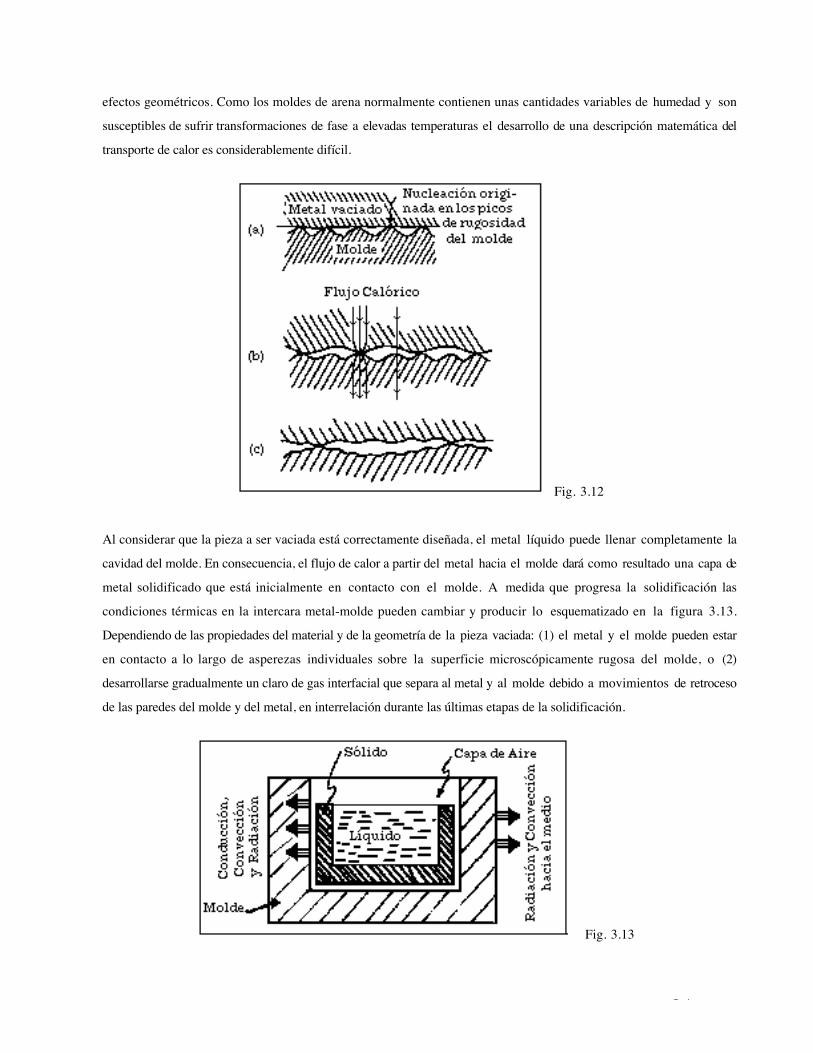
84
efectos geométricos. Como los moldes de arena normalmente contienen unas cantidades variables de humedad y son
susceptibles de sufrir transformaciones de fase a elevadas temperaturas el desarrollo de una descripción matemática del
transporte de calor es considerablemente difícil.
Fig. 3.12
Al considerar que la pieza a ser vaciada está correctamente diseñada, el metal líquido puede llenar completamente la
cavidad del molde. En consecuencia, el flujo de calor a partir del metal hacia el molde dará como resultado una capa de
metal solidificado que está inicialmente en contacto con el molde. A medida que progresa la solidificación las
condiciones térmicas en la intercara metal-molde pueden cambiar y producir lo esquematizado en la figura 3.13.
Dependiendo de las propiedades del material y de la geometría de la pieza vaciada: (1) el metal y el molde pueden estar
en contacto a lo largo de asperezas individuales sobre la superficie microscópicamente rugosa del molde, o (2)
desarrollarse gradualmente un claro de gas interfacial que separa al metal y al molde debido a movimientos de retroceso
de las paredes del molde y del metal, en interrelación durante las últimas etapas de la solidificación.
Fig. 3.13

85
En la figura 3.13 se representa el flujo de calor en un lingote cuando se solidifica; es importante hacer notar que se
forma una capa de aire entre la pieza que está solidificando y el molde. De manera simplificada, cuando se obvia la
creación de ese espesor de aire, denominado claro de gas, se esquematiza en la figura 3.14. Al apoyarnos en este
esquema, el modelo usado en la mayoría de los análisis es el siguiente:.
Fig. 3.14
1.- Al considerar que es una aleación monofásica la que solidifica en un sistema semi-infinito, la solución más
simple se basa únicamente en condiciones de flujo conductivo; y se aplica la ecuación de flujo de calor por conducción
a un elemento de volumen homogéneo e isotrópico:∂T∂t = α
∂2T∂x2
+∂2T∂y2
+∂2T∂z2
(3.27)
α = difusividad térmica. Para el análisis unidireccional se reduce a:∂T∂t = α
∂2T∂x2
(3.28)
2.- Para la solidificación de una aleación, es necesario dos ecuaciones, al considerar que inicialmente hay la
presencia del sólido y del líquido; en consecuencia,∂T∂t = αL
∂2TL∂x2
(3.29)
∂T∂t = αs
∂2Ts∂x2
(3.30)
para obtener soluciones a estas ecuaciones diferenciales parciales, se establecen las siguientes condiciones de borde:
2.1.- el líquido es semi-infinito a la temperatura inicial,
2.2.- para el instante t = 0, se crea una superficie en x = 0 que está a una temperatura menor que la de fusión.
Además, como hay dos fases, en la interfaz sólido-líquido, ubicada en x = x´ la temperatura es fija; y hay continuidad
del flujo de calor en la interfaz, lo cual quiere decir(26) que todo el calor que proviene del líquido debe pasar por la
interfaz hacia el sólido, entonces:
kL∂TL∂x x = x'
+ ΔHs∂x'∂t = ks
∂Ts∂x x = x'
(3.31)
siendo: k, la conductividad térmica y ΔHS el calor latente de solidificación.

86
En realidad, la transferencia de calor a partir de la superficie externa del molde hacia el medio ambiente, es la que
determina(20-23,26,27) la velocidad a la cual la pieza solidifica y cuando se solidifica una aleación bifásica, hay dos
frentes de solidificación: uno de ellos es el dendrítico que como frente líquido dirige el proceso; el otro es el eutéctico
o frente sólido que lo secunda; sin embargo, la mayoría de los tratamientos matemáticos consideran que el material
que solidifica es un metal puro o que es un sistema que forma una capa, es decir, es un frente planar y por supuesto,
obvian tomar en cuenta las variables metalúrgicas que afectan a la transferencia de masa.
La manera más simple es considerar que la forma geométrica que solidifica es una placa, donde el flujo de calor es
unidireccional(26), como se ha esquematizado en la figura 3.13. Formas más complejas son cilindros y esferas, donde
hay soluciones clásicas.
En tres dimensiones, la ecuación que gobierna la conducción de calor puede tipificarse mediante una ecuación
diferencial parcial, que describa al flujo no-estacionario del tipo parabólico.
∂∂x kx∂T∂x + ∂∂y ky
∂T∂y + ∂∂z kz
∂T∂z + A = ρ C ∂T∂t (3.32)
siendo: k, la conductividad térmica; ρ, la densidad; c, el calor específico; y A, el calor generado.
El más sencillo de los métodos de análisis de la transferencia de calor en solidificación, es mediante el uso de las
ecuaciones diferenciales exactas, cuyas características fundamentales se describirán(23) a continuación:
Métodos analíticos exactos. Se caracterizan por ser matemáticamente rigurosos, pero hacen las siguientes
aproximaciones físicas: no hay flujo de masas, el metal entra en contacto instantáneo con el molde, el
sobrecalentamiento solamente se extrae por conducción, el contacto térmico entre el metal y el molde es perfecto,
tanto el metal como el molde son elementos semi-infinitos, la interfaz metal-molde es plana y en ella existe un flujo
unidireccional de calor, y las propiedades físicas del sistema son constantes.
Fig. 3.15

87
Por supuesto, todas estas hipótesis idealizan el problema, pero el método es de gran utilidad para la orientación sobre
la naturaleza de este problema considerado. Si se designa la convención de que los subíndices, en el siguiente análisis,
son: 1, cuando se refiere al molde; 2, que corresponde al metal solidificado; y 3, el correspondiente al metal líquido, tal
como se esquematiza en la figura 3.15(23), donde se representa cómo es la distribución de temperaturas para el instante
t = 0, es decir, antes de iniciarse la solidificación y para el instante t > 0, cuando se está sucediendo la solidificación.
Los parámetros dimensionales utilizados en nuestro análisis son:
c = calor específico, (cal/gm.°C)
h = coeficiente de transmisión de calor, (cal/cm2. seg.°C)
k = coeficiente de conductividad térmica, (cal/cm. seg.°C)
q = calor, (cal)q= velocidad de flujo calórico, (cal/cm2. seg)
t = tiempo, (seg)
X = posición del frente de solidificación, (cm)
X = velocidad de solidificación, (cm/seg)
T = temperatura, (°C)Tm = temperatura inicial del metal líquido,
To = temperatura inicial del molde,
Tf = temperatura de fusión,
Ti = temperatura de la interfaz metal-molde,
ρ = densidad, (gm/cm3)
ΔT = sobrecalentamiento, dado por: ΔT = (Tm - Tf)(3.33)
α = coeficiente de difusividad térmica, (cm2/seg) está dado por: α = k/c ρ (3.34)
b = coeficiente de difusividad calórica, (cal/cm2 seg0,5 ºC), dado por: b = k c ρ (3.35)
Los parámetros adimensionales son:ΔT* = sobrecalentamiento adimensional, ΔT*= ΔT / (Tf - To) (3.36)
ΔH* = calor latente adimensional, ΔH*= ΔH /c (Tf - To) (3.37)
M = constante del molde, M= b2/b1 (3.38)m = constante del metal, m= b3/b2 (3.39)
n = constante del metal,
n = α2α3
(3.40)
Bajo estas condiciones, se buscan las funciones: X = f(t), que permitirá se determine X = ∂X/∂t y Tn = f(x,t), con
la cual se determinará el gradiente térmico delante de la interfaz, G, definido por: G = ∂Tn/∂x, siendo n = 1, 2, 3; es

88
decir, el molde, el metal solidificado y el metal líquido. Todo lo planteado corresponde a la conducción no
estacionaria y unidireccional de calor, para lo cual se aplica la ecuación de Fourier:
∂Tn∂t = αn ∂
2T∂x2
; n = 1, 2, 3 (3.41)
La solución a esta ecuación debe cumplir las condiciones de borde expresadas en la figura 3.15 para el balance
térmico, llegándose a una expresión general del tipo: Tn(x,t) = An + Bn erf x
2 αnt (3.42)
en la cual An y Bn son constantes de integración para cada elemento del sistema. Se elige esta expresión, porque la
variación de temperaturas en cualquier punto dentro del sistema es variable y también depende del tiempo.
Si se define(22,23) una constante, φ, de manera tal que: x
2 α2t = φ (3.43) es decir,
X = 2 φ α2t (3.44)
que indica que el avance del frente de solidificación varía con la raíz cuadrada del tiempo, y además se cumple que elparámetro φ es una constante particular del sistema metal-molde y está determinada por una función del tipo:
f(M,m,n, ΔT*, ΔH*,Φ) = 0. (3.45)
Para calcular esta función, se resuelve por error y aproximación, la ecuación paramétrica:
exp - φ2
M + erf (φ) - m ΔT* exp - n2 φ2
erfc (n φ) - π ΔH* φ = 0 (3.46)
Como solución final, la distribución de temperaturas en cualquier punto del sistema es variable y depende del tiempo;
por lo tanto se describe como sigue:
(a).- Para x < 0, lo cual significa que es el molde, T1(x,t) = T0 + Tf - T0
1 + erf (φ)M
1 + erf x2 α1t
(3.47)
(b).- Para x = 0, la interfaz metal-molde, Ti = T0 + Tf - To
1 + erf (φ) M
(3.48)
(c).- Para 0 < x < X, el metal solidificado,
T2(x,t) = T0 + Tf - T0
M + erf (φ) M + erf x
2 α2 t (3.49)
(d).- Para x > X, el metal líquido,

89
T3(x,t) = Tm - ΔT erf (n φ)
erfc x2 α3t
(3.50)
Todas estas ecuaciones constituyen(22,23) la llamada solución general de Schwartz.
Estas expresiones tienen soluciones particulares que son(22,23):
a.- Solución particular de Neumann, considera al molde como un sumidero de calor, eso quiere decir
que la constante del molde, M --> 0.
b.- Solución particular de Lightfoot, supone al molde como un sumidero de calor, donde además el
metal solidificado posee las mismas propiedades físicas del líquido.
c.- Solución particular de Lyubov, supone que el metal solidificado no ha tenido sobrecalentamiento.
d.- Solución particular de Stefan, supone al molde como un sumidero perfecto de calor, M --> 0 sin
sobrecalentamiento.
e.- Solución particular de Chvorinov, que supone que el metal solidifica sin sobrecalentamiento y
que el molde tiene una capacidad de extracción de calor muy baja, si se compara con la del metal, lo cual quiere
decir que la constante del molde es M >>1.
Para determinar la velocidad de flujo calórico a partir de la pieza hacia la intercara es necesario determinar el
gradiente térmico, (dT/dx); conociendo que para la serie convergente del tipo: erf u = 2
π u - u3
3 x 1! + u55 x 2! - u7
7 x 3! + ...... (3.51)
su derivada con respecto a una variable, digamos la distancia x, en sus primeros tres términos produce: ddx erf x
2 αt = 2
π 12 αt
- 12 αt
3x23 x 1! +... (3.52)
Además, se cumple que: erfc u = 1 - erf u (3.53)
El flujo de calor transmitido por unidad de tiempo, directamente depende(27) de los siguientes factores: diferencia de
temperaturas, ΔT; conductividad térmica, k; área de la sección transversal del cuerpo que se está siendo atravezado, A;
y distancia de separación entre las regiones o superficies frías y calientes, x. Cuando la conductividad térmica es
independiente de la temperatura, el flujo de calor por unidad de área, J, se expresa:
J = k ΔTΔx
(3.54)
donde el gradiente térmico, (ΔT/Δx) es la pendiente de una gráfica T vs x; cuando se extrae calor, el flujo calórico
desciende con el gradiente térmico. El gradiente térmico delante de la intercara líquido-sólido, G, definido por:
G = ∂T∂x x = X resulta en(22,23):
G = 2 exp -n2φ2 φ
π erfc nφ n ΔTX (3.55)

90
Cuando un metal se vacía en un molde, la mayor parte del calor es absorbido por el molde; sin embargo, cuando se
considera el caso de estado estacionario, todo el calor que proviene de la superficie interior es transmitido a lasuperficie exterior; por esta razón, los parámetros: calor específico a presión constante, Cp; densidad, ρ ; y
conductividad térmica, k; se agrupan convenientemente en otro parámetro α , denominado difusividad
térmica. Para el caso de transferencia de calor en el estado estacionario, el parámetro indicativo de la absorsión de
calor es el coeficiente de difusividad calórica, b, definido por la ecuación (3.35). El calor absorbido por el molde en la
intercara, está dado por la expresión(22,23):
qA' x = 0
= q x = 0 dt 0
t
(3.56)
donde A' es el área de absorción de calor, que al resolver esa integral se produce:
q = 2 b1 Tf - T0 A'
π 1 + erf (φ)M
t (3.57)
Para determinar el tiempo de solidificación, tf, es necesario tomar en cuenta el sobrecalentamiento,
ΔT = (Tm - Tf), que el volumen V de metal líquido tiene antes de ser vaciado en el molde; en consecuencia, el calor a
ser disipado durante el enfriamiento del líquido y durante la solidificación es:q = ρmetal V [ΔH + Cmetal (Tm - Tf)] (3.58)
De acuerdo a la Regla de Chvorinov, el tiempo de solidificación está correlacionado al cuadrado de la relaciónvolumen a área, (V/A)2 de la pieza o de la mazarota, para producir la ecuación de Chvorinov: tf = B (V/A)2 (3.59)
A partir de estas relaciones, se puede determinar tanto el tiempo t, requerido para que solidifique un espesor "x"
de metal como la relación entre x y t. Si tomamos A como el área de un lado cuando V es la mitad del volumen,
se obtienen los mismos resultados. Usando los mismos conceptos descritos en la ecuación (3.58), el calor que hayque remover para que solidifique una distancia x de metal, qx, es:
qx = x A ρmetal [ΔH + Cmetal (Tm - Tf)] (3.60)
Para producir: qx = B' (t)0,5, donde B' es una constante de proporcionalidad.
A partir de la combinación de las ecuaciones (3.57) y (3.58) obtenidas mediante el análisis de la transferencia de calorde acuerdo al método de ecuaciones diferenciales exactas, se obtiene(22,23) el tiempo de solidificación, tf, así:
tf = π 1 + erf (φ)
M ΔH ρ2 + c3ρ3 ΔT2 b1 Tf - T0
2
V'A'
2 (3.61)
Debe recordarse que en los cálculos teóricos del tiempo de solidificación, se ha supuesto que la pieza solidifica según
un frente suave. Los datos experimentales muestran que ésto no es verdad para la mayoría de las aleaciones; por lo
tanto, las desviaciones dependen de la composición del metal.
En la tabla 3.3 se presentan los valores de la función error, erf (z) para valores de z entre 0,00 y 1,70.
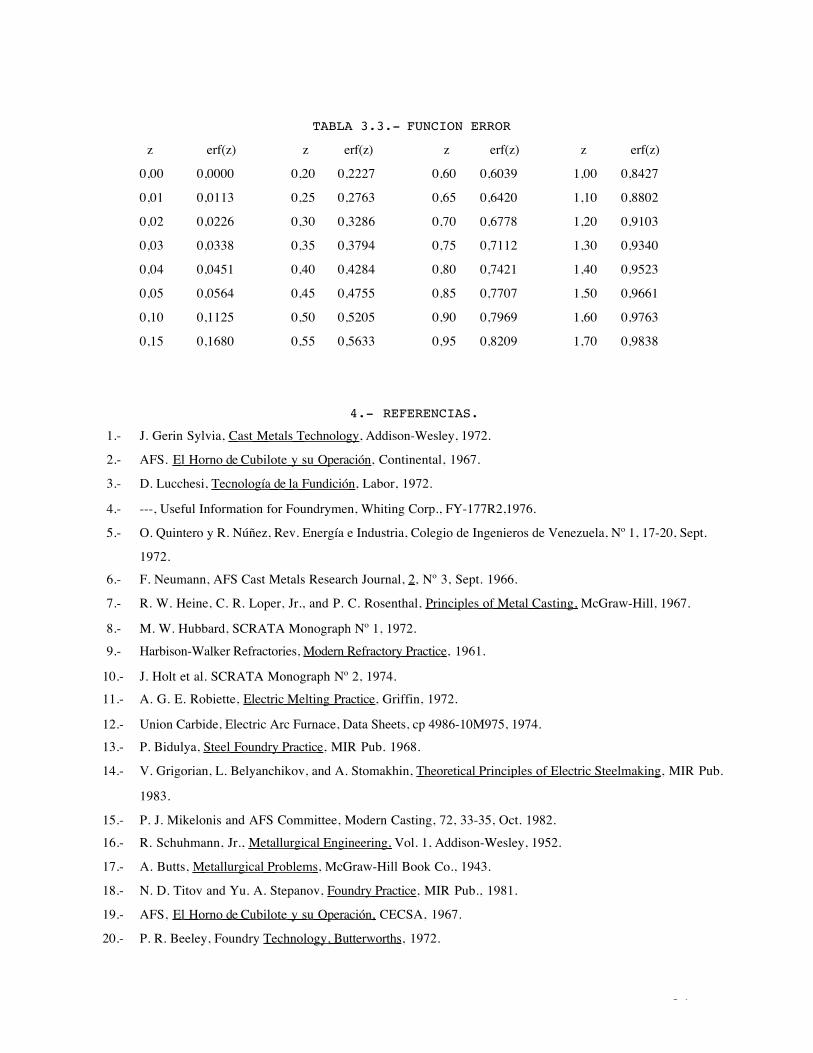
91
TABLA 3.3.- FUNCION ERROR
z erf(z) z erf(z) z erf(z) z erf(z)
0,00 0,0000 0,20 0,2227 0,60 0,6039 1,00 0,8427
0,01 0,0113 0,25 0,2763 0,65 0,6420 1,10 0,8802
0,02 0,0226 0,30 0,3286 0,70 0,6778 1,20 0,9103
0,03 0,0338 0,35 0,3794 0,75 0,7112 1,30 0,9340
0,04 0,0451 0,40 0,4284 0,80 0,7421 1,40 0,9523
0,05 0,0564 0,45 0,4755 0,85 0,7707 1,50 0,9661
0,10 0,1125 0,50 0,5205 0,90 0,7969 1,60 0,9763
0,15 0,1680 0,55 0,5633 0,95 0,8209 1,70 0,9838
4.- REFERENCIAS.
1.- J. Gerin Sylvia, Cast Metals Technology , Addison-Wesley, 1972.
2.- AFS. El Horno de Cubilote y su Operación , Continental, 1967.
3.- D. Lucchesi, Tecnología de la Fundición , Labor, 1972.
4.- ---, Useful Information for Foundrymen, Whiting Corp., FY-177R2,1976.
5.- O. Quintero y R. Núñez, Rev. Energía e Industria, Colegio de Ingenieros de Venezuela, Nº 1, 17-20, Sept.
1972. 6.- F. Neumann, AFS Cast Metals Research Journal, 2 , Nº 3, Sept. 1966.
7.- R. W. Heine, C. R. Loper, Jr., and P. C. Rosenthal, Principles of Metal Casting, McGraw-Hill, 1967.
8.- M. W. Hubbard, SCRATA Monograph Nº 1, 1972. 9.- Harbison-Walker Refractories, Modern Refractory Practice , 1961.
10.- J. Holt et al. SCRATA Monograph Nº 2, 1974.11.- A. G. E. Robiette, Electric Melting Practice , Griffin, 1972.
12.- Union Carbide, Electric Arc Furnace, Data Sheets, cp 4986-10M975, 1974.13.- P. Bidulya, Steel Foundry Practice , MIR Pub. 1968.
14.- V. Grigorian, L. Belyanchikov, and A. Stomakhin, Theoretical Principles of Electric Steelmaking , MIR Pub.
1983.
15.- P. J. Mikelonis and AFS Committee, Modern Casting, 72, 33-35, Oct. 1982.16.- R. Schuhmann, Jr., Metallurgical Engineering, Vol. 1, Addison-Wesley, 1952.
17.- A. Butts, Metallurgical Problems , McGraw-Hill Book Co., 1943.
18.- N. D. Titov and Yu. A. Stepanov, Foundry Practice , MIR Pub., 1981.
19.- AFS, El Horno de Cubilote y su Operación, CECSA, 1967.
20.- P. R. Beeley, Foundry Technology, Butterworths , 1972.
92
21.- R. W. Ruddle, The Solidification of Castings , The Institute of Metals, 1957.
22.- M. Prates, Publicación PMM/A-128, Comisión Energía Atómica Argentina, 1973.
23.- M. Prates y H. Biloni, Publicación PMM/R-49, CNEA, 1970.
24.- K. Ho and R. D. Pehlke, AFS Trans., Vol. 92, 587-598, 1984.
25.- J. C. Hendrix, P. A. Curreri, and D. M. Stefanescu, AFS Trans., Vol. 92, 435- 458, 1984.26.- M. C. Flemings, Solidification Processing , McGraw-Hill, 1974.
27.- R. A. Flinn, Fundamentals of Metal Casting , Addison-Wesley Pub. Co., 1963.
5.- EJERCICIOS TEMA III.
3.1.- Considere la pieza del ejercicio 1.2. Responda exhaustivamente:
3.1.1.-De acuerdo al diseño de moldeo realizado en el ejercicio 1.2.d, asuma que va a fundir en un cubilote cuyo
diámetro interno en la zona de las toberas es 457 mm. A partir de esta información, use dos métodos para
determinar la producción horaria del cubilote.
3.1.2.-Si el cubilote tiene las siguientes dimensiones internas: 457 mm de diámetro interno; 238 mm desde el
fondo de arena hasta la puerta de carga; y 330 mm de altura hasta el canal de salida de escoria. Determine,
explicando cómo lo hace:
3.1.2.1.- La altura de la cama de coque si asume que la presión de la caja de viento es de 8 onzas.
3.1.2.2.- La cantidad de aire que es necesario inyectar para producir la fusión.
3.1.2.3.- El tamaño de las cargas a ser añadidas al horno.
3.1.2.4.- La cantidad de metal líquido contenido en el crisol.
3.1.2.5.- La cantidad de piezas a producir.
3.2.- En el macho de la pieza del ejercicio 1.2, determine explicando como lo hace:
3.2.1.-Los gradientes de temperaturas. Dibuje los perfiles.
3.2.2- Los flujos de calor en dicha pieza. Dibuje los perfiles.
3.3.- Considere que va a fabricar la pieza de la figura E.1 en acero cuya composición química es 0,35w/oC;
0,35w/oMn y 0,33w/oSi, y Ud. la quiere vaciar desde 1600ºC; sabe además que la temperatura del liquidus para
esa aleación la puede determinar mediante la expresión: TL (ºF) = 2802 - w/oSi x 120 - w/oMn x 9. Para ese
acero, su capacidad calorífica es 0,18 cal/(g)(ºC) y su calor latente de fusión es de 65 cal/g. Determine,
explicando todas y cada una de las etapas:
3.3.a).- El sobrecalentamiento máximo, si hace las siguientes consideraciones: las propiedades del líquido y del
sólido son aproximadamente iguales y el valor de la constante del molde es mucho mayor que la unidad.
93
3.3.b).- A partir de esos resultados, determine el valor de la constante del molde y compárela con el valor planteado
en este problema.

94
CAPITULO IV
1.- CARACTERISTICAS ESTRUCTURALES DE LOS METALES Y ALEACIONES LIQUIDAS.
El interés comercial del metalúrgico por conocer(1) la estructura de los metales en el estado líquido
fundamentalmente radica en que, la mayoría de los metales se producen y se les refina en el estado líquido y
posteriormente se les somete al proceso de vaciado para fabricar tanto el producto final como el semiterminado. Por
otro lado, desde el punto de vista de la nucleación y del crecimiento, la morfología de las estructuras de vaciado
pueden modificarse mediante adecuados tratamientos en el estado líquido; por lo tanto, siendo(2) la estructura de los
metales líquidos una dispersión coloidal de racimos de átomos en una matríz monoatómica, la aplicabilidad
ingenieril es muy amplia.
Estructuralmente hablando, consideramos a la fase gaseosa como un estado de desorden al azar y a la fase sólida
como un cristal cuyos arreglos atómicos son completamente ordenados si despreciamos algunos defectos como
vacancias y dislocaciones; sin embargo no hay una clara visión física para representar la estructura de la fase líquida.
Su dificultad radica en que la fase líquida no posee un orden de largo alcance como en el caso de los sólidos; ni
tampoco hay pérdida de interacción como en el caso de los gases. En consecuencia, la estructura de la fase líquida es
indeterminada. Cuando a los metales y aleaciones en estado líquido se les hace ensayos de difracción de rayos-X,
presentan modelos de difracción en forma de pocas bandas difusas; indicando(3) esos aros difusos, que los átomos en
el líquido no poseen orden de largo alcance como en los sólidos cristalinos, sino que hay una tendencia al
empaquetamiento alrededor de un determinado átomo, como se muestra(4) en la figura 4.1.a. Por lo tanto, es posible
considerar que los metales fundidos están constituídos(3,5) por fragmentos de retículos cristalinos que flotan en un
medio que consiste de átomos de metal en un estado desordenado donde esos átomos en los fragmentos reticulares del
líquido, heredan la estructura electrónica del sólido.
Fig. 4.1
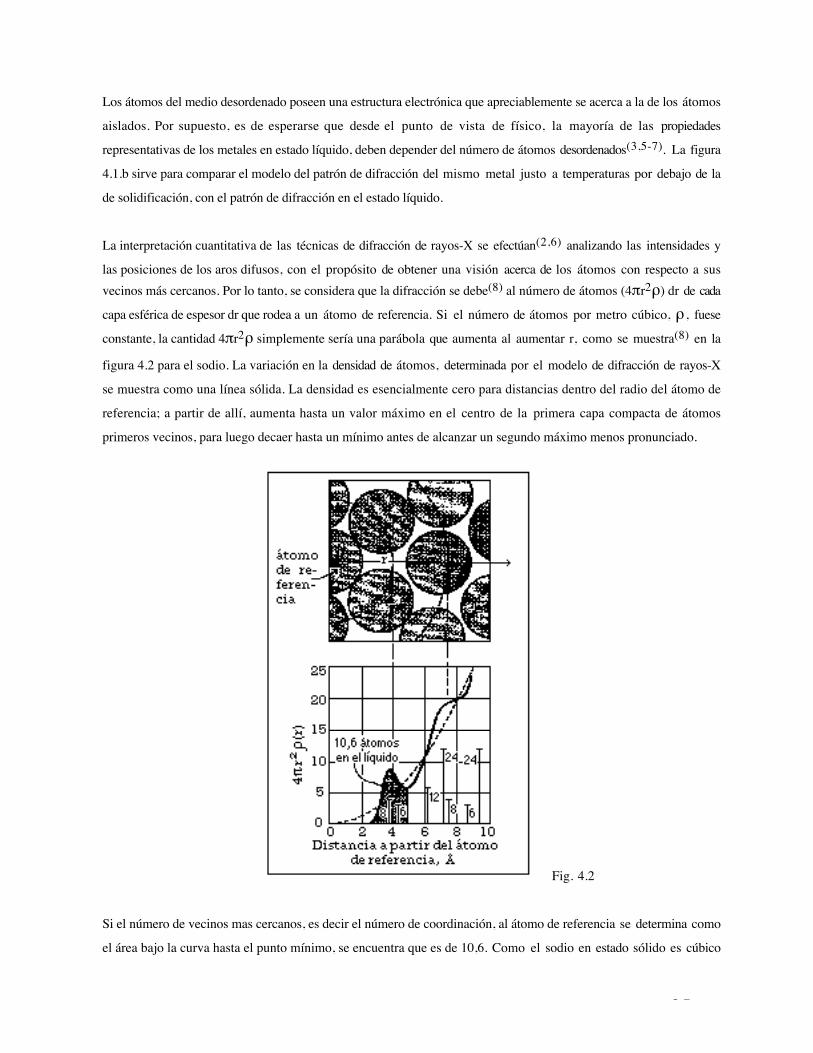
95
Los átomos del medio desordenado poseen una estructura electrónica que apreciablemente se acerca a la de los átomos
aislados. Por supuesto, es de esperarse que desde el punto de vista de físico, la mayoría de las propiedades
representativas de los metales en estado líquido, deben depender del número de átomos desordenados(3,5-7). La figura
4.1.b sirve para comparar el modelo del patrón de difracción del mismo metal justo a temperaturas por debajo de la
de solidificación, con el patrón de difracción en el estado líquido.
La interpretación cuantitativa de las técnicas de difracción de rayos-X se efectúan(2,6) analizando las intensidades y
las posiciones de los aros difusos, con el propósito de obtener una visión acerca de los átomos con respecto a susvecinos más cercanos. Por lo tanto, se considera que la difracción se debe(8) al número de átomos (4πr2ρ) dr de cada
capa esférica de espesor dr que rodea a un átomo de referencia. Si el número de átomos por metro cúbico, ρ , fuese
constante, la cantidad 4πr2ρ simplemente sería una parábola que aumenta al aumentar r, como se muestra(8) en la
figura 4.2 para el sodio. La variación en la densidad de átomos, determinada por el modelo de difracción de rayos-X
se muestra como una línea sólida. La densidad es esencialmente cero para distancias dentro del radio del átomo de
referencia; a partir de allí, aumenta hasta un valor máximo en el centro de la primera capa compacta de átomos
primeros vecinos, para luego decaer hasta un mínimo antes de alcanzar un segundo máximo menos pronunciado.
Fig. 4.2
Si el número de vecinos mas cercanos, es decir el número de coordinación, al átomo de referencia se determina como
el área bajo la curva hasta el punto mínimo, se encuentra que es de 10,6. Como el sodio en estado sólido es cúbico
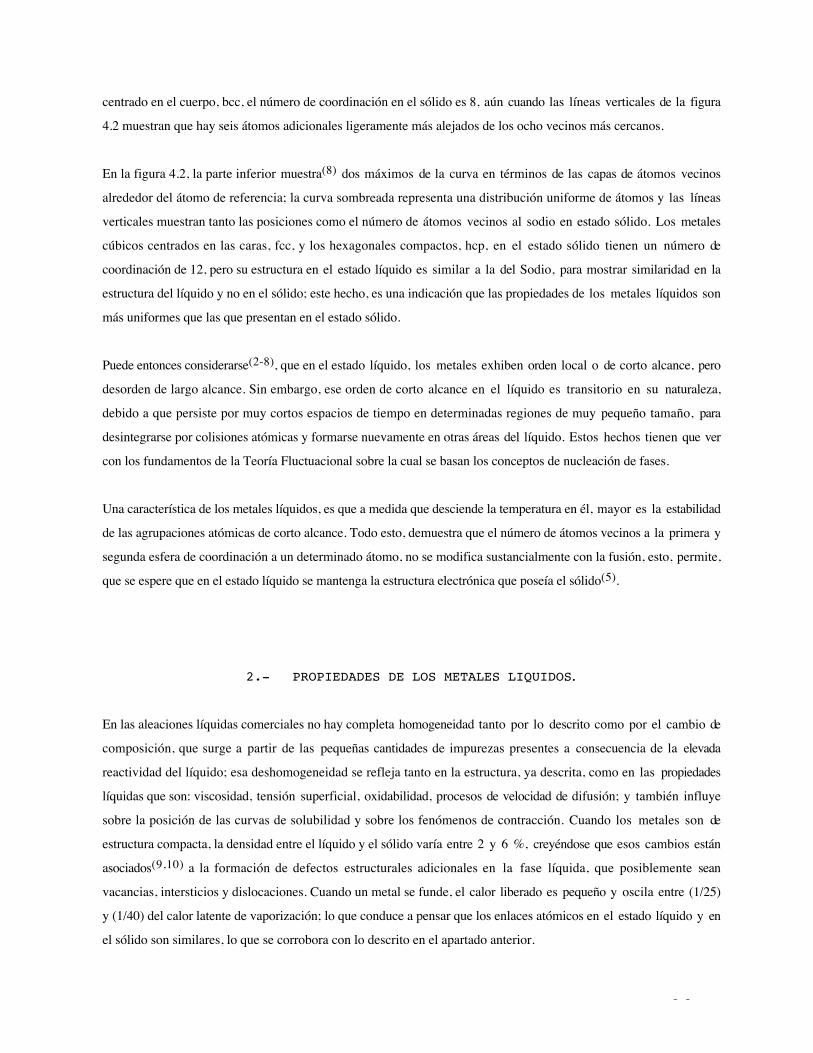
96
centrado en el cuerpo, bcc, el número de coordinación en el sólido es 8, aún cuando las líneas verticales de la figura
4.2 muestran que hay seis átomos adicionales ligeramente más alejados de los ocho vecinos más cercanos.
En la figura 4.2, la parte inferior muestra(8) dos máximos de la curva en términos de las capas de átomos vecinos
alrededor del átomo de referencia; la curva sombreada representa una distribución uniforme de átomos y las líneas
verticales muestran tanto las posiciones como el número de átomos vecinos al sodio en estado sólido. Los metales
cúbicos centrados en las caras, fcc, y los hexagonales compactos, hcp, en el estado sólido tienen un número de
coordinación de 12, pero su estructura en el estado líquido es similar a la del Sodio, para mostrar similaridad en la
estructura del líquido y no en el sólido; este hecho, es una indicación que las propiedades de los metales líquidos son
más uniformes que las que presentan en el estado sólido.
Puede entonces considerarse(2-8), que en el estado líquido, los metales exhiben orden local o de corto alcance, pero
desorden de largo alcance. Sin embargo, ese orden de corto alcance en el líquido es transitorio en su naturaleza,
debido a que persiste por muy cortos espacios de tiempo en determinadas regiones de muy pequeño tamaño, para
desintegrarse por colisiones atómicas y formarse nuevamente en otras áreas del líquido. Estos hechos tienen que ver
con los fundamentos de la Teoría Fluctuacional sobre la cual se basan los conceptos de nucleación de fases.
Una característica de los metales líquidos, es que a medida que desciende la temperatura en él, mayor es la estabilidad
de las agrupaciones atómicas de corto alcance. Todo esto, demuestra que el número de átomos vecinos a la primera y
segunda esfera de coordinación a un determinado átomo, no se modifica sustancialmente con la fusión, esto, permite,
que se espere que en el estado líquido se mantenga la estructura electrónica que poseía el sólido(5).
2.- PROPIEDADES DE LOS METALES LIQUIDOS.
En las aleaciones líquidas comerciales no hay completa homogeneidad tanto por lo descrito como por el cambio de
composición, que surge a partir de las pequeñas cantidades de impurezas presentes a consecuencia de la elevada
reactividad del líquido; esa deshomogeneidad se refleja tanto en la estructura, ya descrita, como en las propiedades
líquidas que son: viscosidad, tensión superficial, oxidabilidad, procesos de velocidad de difusión; y también influye
sobre la posición de las curvas de solubilidad y sobre los fenómenos de contracción. Cuando los metales son de
estructura compacta, la densidad entre el líquido y el sólido varía entre 2 y 6 %, creyéndose que esos cambios están
asociados(9,10) a la formación de defectos estructurales adicionales en la fase líquida, que posiblemente sean
vacancias, intersticios y dislocaciones. Cuando un metal se funde, el calor liberado es pequeño y oscila entre (1/25)
y (1/40) del calor latente de vaporización; lo que conduce a pensar que los enlaces atómicos en el estado líquido y en
el sólido son similares, lo que se corrobora con lo descrito en el apartado anterior.
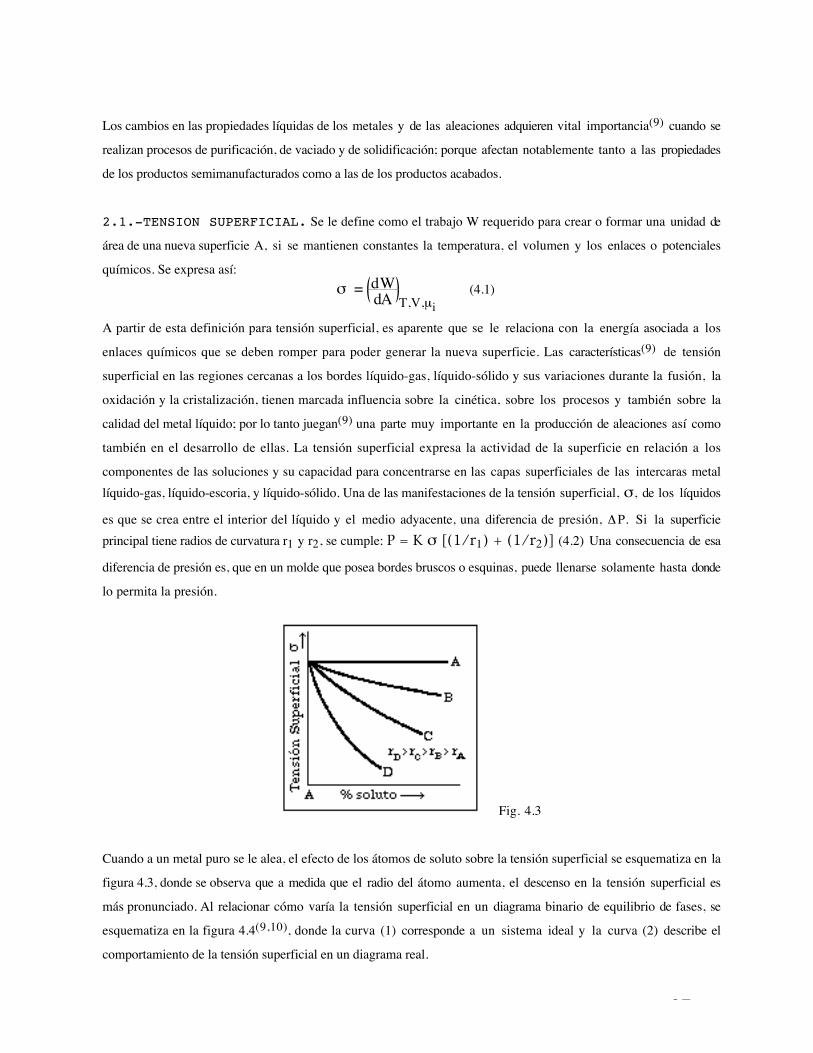
97
Los cambios en las propiedades líquidas de los metales y de las aleaciones adquieren vital importancia(9) cuando se
realizan procesos de purificación, de vaciado y de solidificación; porque afectan notablemente tanto a las propiedades
de los productos semimanufacturados como a las de los productos acabados.
2.1.-TENSION SUPERFICIAL. Se le define como el trabajo W requerido para crear o formar una unidad de
área de una nueva superficie A, si se mantienen constantes la temperatura, el volumen y los enlaces o potenciales
químicos. Se expresa así: σ = dW
dA T,V,µi (4.1)
A partir de esta definición para tensión superficial, es aparente que se le relaciona con la energía asociada a los
enlaces químicos que se deben romper para poder generar la nueva superficie. Las características(9) de tensión
superficial en las regiones cercanas a los bordes líquido-gas, líquido-sólido y sus variaciones durante la fusión, la
oxidación y la cristalización, tienen marcada influencia sobre la cinética, sobre los procesos y también sobre la
calidad del metal líquido; por lo tanto juegan(9) una parte muy importante en la producción de aleaciones así como
también en el desarrollo de ellas. La tensión superficial expresa la actividad de la superficie en relación a los
componentes de las soluciones y su capacidad para concentrarse en las capas superficiales de las intercaras metallíquido-gas, líquido-escoria, y líquido-sólido. Una de las manifestaciones de la tensión superficial, σ, de los líquidos
es que se crea entre el interior del líquido y el medio adyacente, una diferencia de presión, ΔP. Si la superficieprincipal tiene radios de curvatura r1 y r2, se cumple: P = K σ [(1/r1) + (1/r2)] (4.2) Una consecuencia de esa
diferencia de presión es, que en un molde que posea bordes bruscos o esquinas, puede llenarse solamente hasta donde
lo permita la presión.
Fig. 4.3
Cuando a un metal puro se le alea, el efecto de los átomos de soluto sobre la tensión superficial se esquematiza en la
figura 4.3, donde se observa que a medida que el radio del átomo aumenta, el descenso en la tensión superficial es
más pronunciado. Al relacionar cómo varía la tensión superficial en un diagrama binario de equilibrio de fases, se
esquematiza en la figura 4.4(9,10), donde la curva (1) corresponde a un sistema ideal y la curva (2) describe el
comportamiento de la tensión superficial en un diagrama real.

98
Fig. 4.4
La importancia de conocer los valores de la tensión superficial en metalurgia, radica en que incide(9,10) sobre los
siguientes fenómenos: refinación, fluidéz, nucleación, crecimiento, flujo de metales y alimentación de piezas que
están solidificando. Otro significado práctico del estudio de la tensión superficial en las aleaciones líquidas es
evidente al examinar las modificaciones debidas a ciertos elementos como: manganeso en el hierro fundido y en los
aceros; boro, vanadio, y niobio sobre los aceros; que dan como resultado una brusca mejora microestructural y en
consecuencia produce dramáticos cambios en las propiedades de servicio. Por otra parte, la aplicación de los
conceptos de tensión superficial sobre la teoría que rige los procesos metalúrgicos permite conocer en detalle la
estructura de los metales líquidos y revelar el carácter del comportamiento de los componentes en solución y su
influencia sobre la variación de las energías libres de las soluciones.
2.2.- VISCOSIDAD. Esta propiedad de los metales y de las aleaciones en el estado líquido es(9) muy sensible
tanto a los cambios estructurales que ocurren en los líquidos puros con respecto a las variaciones en temperatura, enpresión, etc, como a la microhomogeneidad de los metales y aleaciones comerciales. La medida de la viscosidad, η,
es uno de los métodos físico-químicos de análisis, que permite(9) revelar las características estructurales de los
líquidos. El concepto de flujo viscoso se basa en las siguientes correlaciones: (a), las fuerzas externas que producen
el movimiento del líquido; y (b), las fuerzas que tienden a retornar a la posición de equilibrio a las capas desplazadas
a consecuencia de la fricción, es por esta razón por la cual en muchas ocasiones hay referencia a la viscosidad como
fricción interna. La viscosidad es una propiedad de los fluídos, definida como la relación entre los esfuerzoscizallantes, τ, al gradiente de velocidad de flujo, (dv/dy) encontrados en el fluído que fluye: η = [τ/(dv/dy)].
La viscosidad se puede determinar mediante la expresión: η = K exp A TBTf
(4.3); donde la viscosidad tiene
unidades de g/cm seg = poise; A y K son constantes; TB es la temperatura de ebullición del metal en grados
absolutos (ºK); y Tf es la temperatura de fusión ºK. Para elementos puros, el gráfico lnη vs (1/T) produce una línea
recta con pendiente positiva, indicando que al aumentar la temperatura hay disminución de la viscosidad.
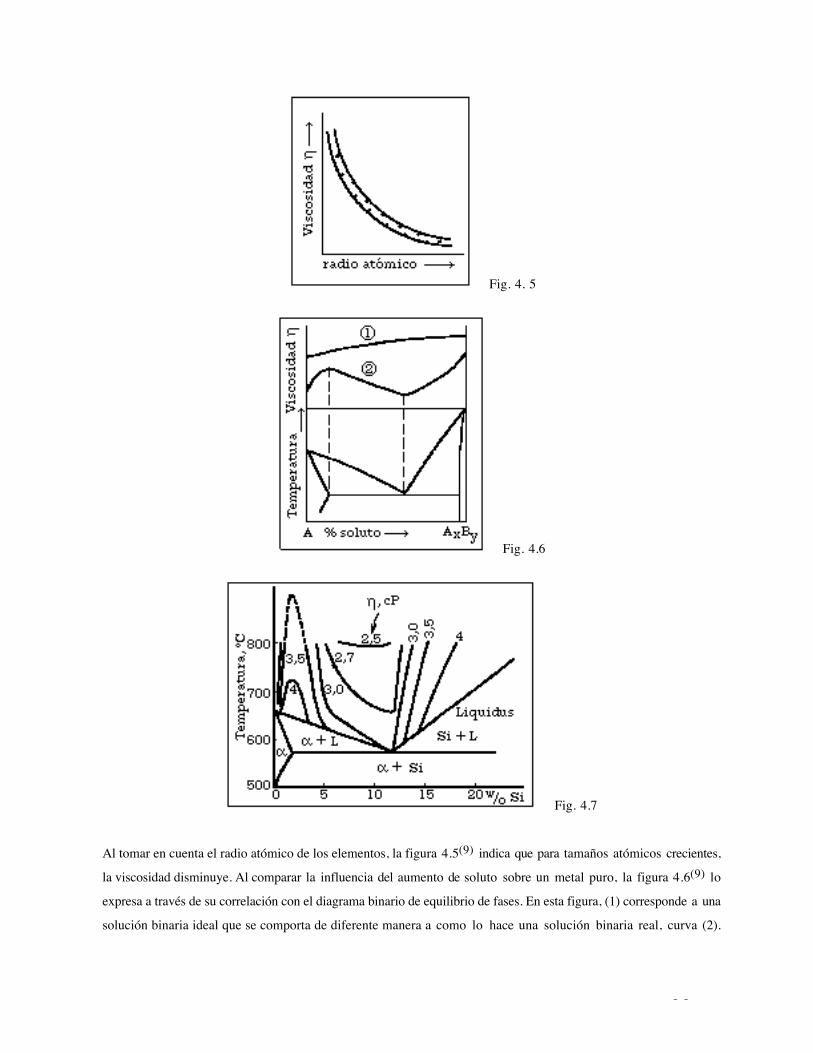
99
Fig. 4. 5
Fig. 4.6
Fig. 4.7
Al tomar en cuenta el radio atómico de los elementos, la figura 4.5(9) indica que para tamaños atómicos crecientes,
la viscosidad disminuye. Al comparar la influencia del aumento de soluto sobre un metal puro, la figura 4.6(9) lo
expresa a través de su correlación con el diagrama binario de equilibrio de fases. En esta figura, (1) corresponde a una
solución binaria ideal que se comporta de diferente manera a como lo hace una solución binaria real, curva (2).
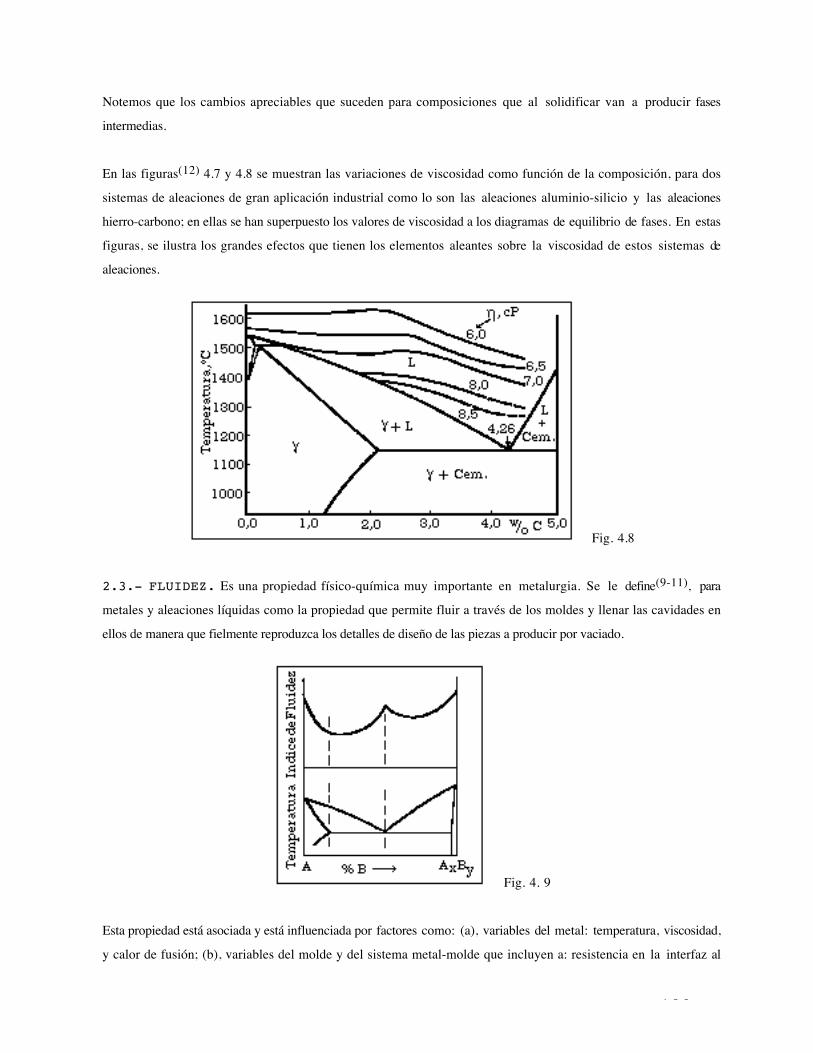
100
Notemos que los cambios apreciables que suceden para composiciones que al solidificar van a producir fases
intermedias.
En las figuras(12) 4.7 y 4.8 se muestran las variaciones de viscosidad como función de la composición, para dos
sistemas de aleaciones de gran aplicación industrial como lo son las aleaciones aluminio-silicio y las aleaciones
hierro-carbono; en ellas se han superpuesto los valores de viscosidad a los diagramas de equilibrio de fases. En estas
figuras, se ilustra los grandes efectos que tienen los elementos aleantes sobre la viscosidad de estos sistemas de
aleaciones.
Fig. 4.8
2.3.- FLUIDEZ. Es una propiedad físico-química muy importante en metalurgia. Se le define(9-11), para
metales y aleaciones líquidas como la propiedad que permite fluir a través de los moldes y llenar las cavidades en
ellos de manera que fielmente reproduzca los detalles de diseño de las piezas a producir por vaciado.
Fig. 4. 9
Esta propiedad está asociada y está influenciada por factores como: (a), variables del metal: temperatura, viscosidad,
y calor de fusión; (b), variables del molde y del sistema metal-molde que incluyen a: resistencia en la interfaz al
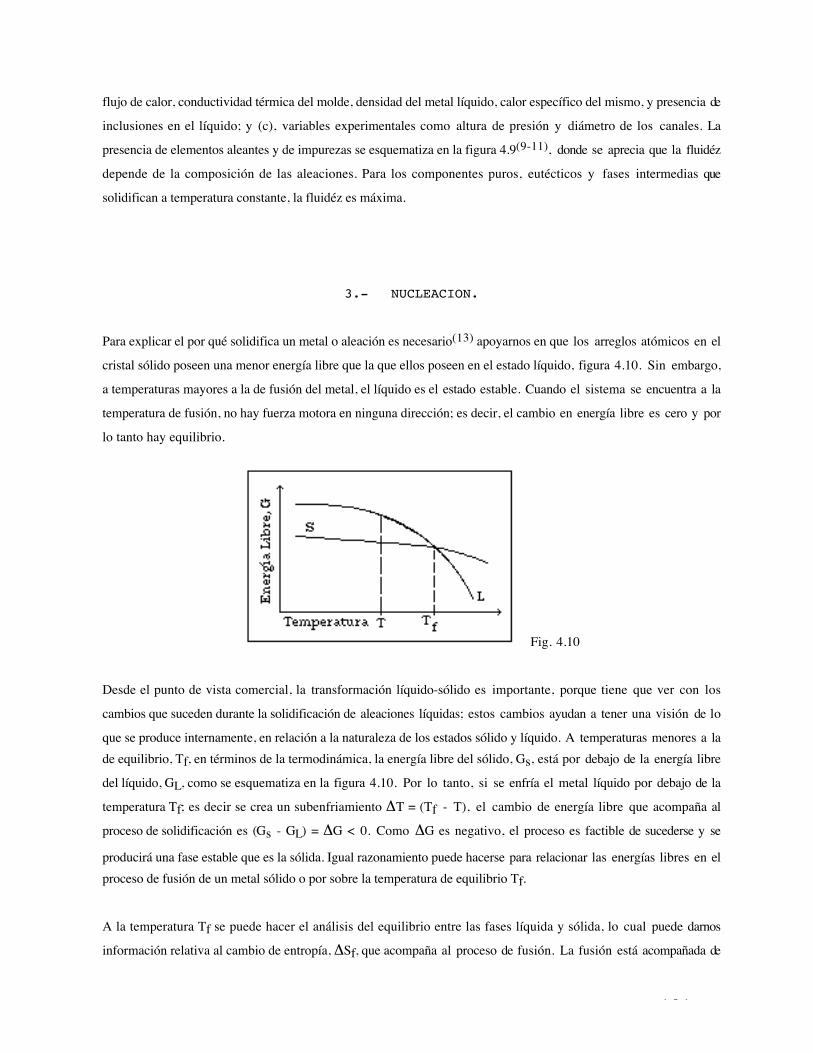
101
flujo de calor, conductividad térmica del molde, densidad del metal líquido, calor específico del mismo, y presencia de
inclusiones en el líquido; y (c), variables experimentales como altura de presión y diámetro de los canales. La
presencia de elementos aleantes y de impurezas se esquematiza en la figura 4.9(9-11), donde se aprecia que la fluidéz
depende de la composición de las aleaciones. Para los componentes puros, eutécticos y fases intermedias que
solidifican a temperatura constante, la fluidéz es máxima.
3.- NUCLEACION.
Para explicar el por qué solidifica un metal o aleación es necesario(13) apoyarnos en que los arreglos atómicos en el
cristal sólido poseen una menor energía libre que la que ellos poseen en el estado líquido, figura 4.10. Sin embargo,
a temperaturas mayores a la de fusión del metal, el líquido es el estado estable. Cuando el sistema se encuentra a la
temperatura de fusión, no hay fuerza motora en ninguna dirección; es decir, el cambio en energía libre es cero y por
lo tanto hay equilibrio.
Fig. 4.10
Desde el punto de vista comercial, la transformación líquido-sólido es importante, porque tiene que ver con los
cambios que suceden durante la solidificación de aleaciones líquidas; estos cambios ayudan a tener una visión de lo
que se produce internamente, en relación a la naturaleza de los estados sólido y líquido. A temperaturas menores a lade equilibrio, Tf, en términos de la termodinámica, la energía libre del sólido, Gs, está por debajo de la energía libre
del líquido, GL, como se esquematiza en la figura 4.10. Por lo tanto, si se enfría el metal líquido por debajo de la
temperatura Tf; es decir se crea un subenfriamiento ΔT = (Tf - T), el cambio de energía libre que acompaña al
proceso de solidificación es (Gs - GL) = ΔG < 0. Como ΔG es negativo, el proceso es factible de sucederse y se
producirá una fase estable que es la sólida. Igual razonamiento puede hacerse para relacionar las energías libres en elproceso de fusión de un metal sólido o por sobre la temperatura de equilibrio Tf.
A la temperatura Tf se puede hacer el análisis del equilibrio entre las fases líquida y sólida, lo cual puede darnos
información relativa al cambio de entropía, ΔSf, que acompaña al proceso de fusión. La fusión está acompañada de

102
cambios repentinos en propiedades como densidad cuya medida es el volumen específico, calor específico, yexpansión térmica. Debido a que ΔG = 0, se tiene:
HL - Hs = Tf (SL -Ss) o sea ΔHf = Tf ΔSf (4.4)
Como ΔHf, la entalpía de fusión o calor latente de fusión es positiva; es decir, hay que añadir calor al sistema para
que se produzca el proceso de fusión, ΔSf también debe ser positivo. Esto significa que la fase líquida tiene un
mayor entropía, es decir, mayor azar que la fase sólida; lo cual está de acuerdo con la visión usual de un desorden
relativo de la fase líquida, a pesar de la existencia de racimos de átomos ordenados móviles por la presencia de
espacios vacíos o huecos en la estructura del sólido.
De la última expresión resulta que: ΔSf = ΔHf/Tf. Al suponer que tanto la entalpía de fusión como la entropía de
fusión prácticamente no varían con la temperatura, los cambios de energía libre por unidad de volumen de núcleos,ΔGv, se pueden determinar así:
ΔGV = ΔHf - T ΔSf = ΔHf - T ΔHfTf
= ΔHf Tf - TTf
(4.5)
El valor ΔHf corresponde a la resistencia de las fuerzas interatómicas del sólido; mientras que Sf, la entropía,
representa el grado de orden del sólido.
A partir de este breve análisis, se ve claramente que el metal líquido contenido en un crisol no empezará a solidificar
a la temperatura de fusión, debido(13) a que no existe la fuerza motora requerida para la solidificación; sin embargo,
a menores temperaturas a ella si sucederá la cristalización y mientras menor sea esta temperatura, mayor será la
fuerza motora para solidificación.
La razón por la cual la solidificación no empieza de manera inmediata cuando el subenfriamiento es una fracción de
grados, es debido(4,8,13) a que la energía libre para nucleación depende del volumen de partícula a ser nucleada; y de
manera simultánea, la energía requerida para producir las nuevas superficies de los cristales que se están formando
consumen energía contra las fuerzas de tensión superficial, es decir, esta energía libre es la requerida para formar una
intercara líquido sólido. Debido a este requerimiento energético, es entonces posible enfriar y mantener el líquido a
menores temperaturas que están bastante alejadas de su temperatura de equilibrio cuando las condiciones son
cuidadosamente controladas. En consecuencia es posible expresar cuantitativamente los factores que balancean estas
fuerzas que afectan a la nucleación de los cristales. Hay dos tipos de nucleación que son: (a), nucleación homogénea,
definida como la formación de una nueva fase sin la ayuda de sitios especiales para nucleación; y (b), nucleación
heterogénea, que en el proceso de solidificación, es la cristalización sobre sustratos que sirven como núcleos
extraños. Aún cuando la mayoría de los eventos reales de solidificación o cristalización se inician sobre núcleos
extraños, es conveniente analizar primero el caso homogéneo y luego modificar el análisis al caso heterogéneo.
3.1.- NUCLEACION HOMOGENEA. Para que se produzca, su única fuerza motora es el cambio en energía libre,
ΔG, del sistema. Como lo expresa la ecuación (4.5), la temperatura a la que ocurre siempre está por debajo de la del
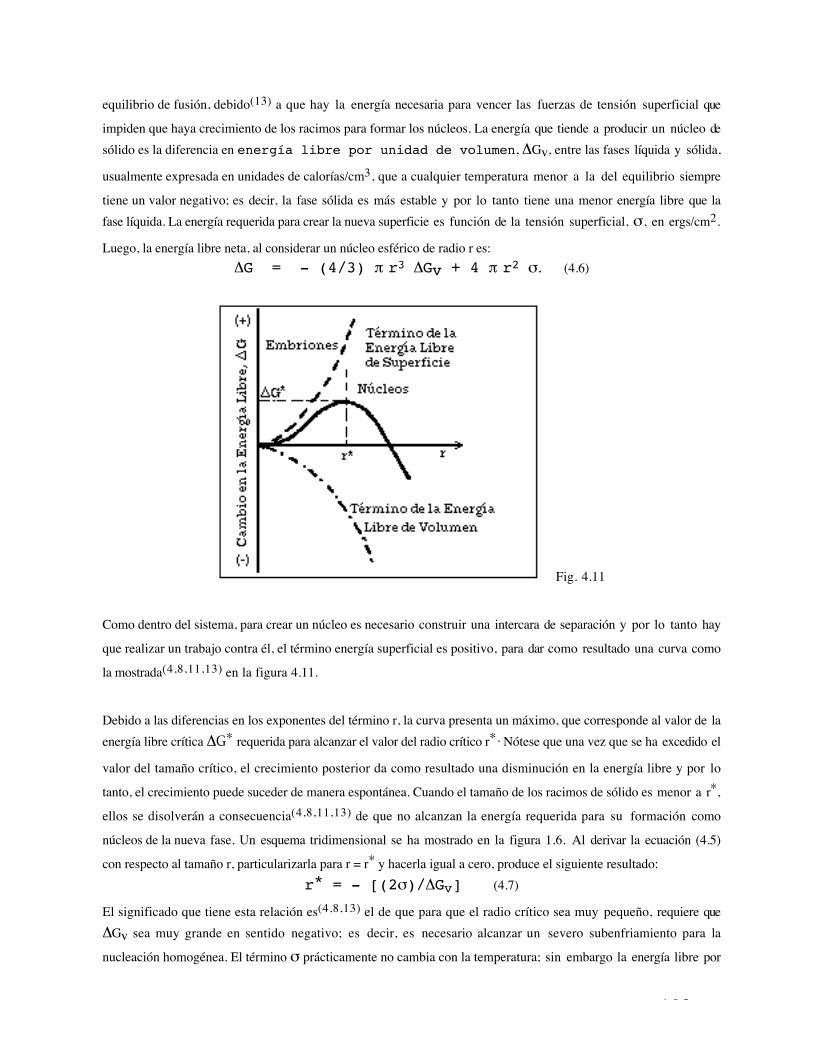
103
equilibrio de fusión, debido(13) a que hay la energía necesaria para vencer las fuerzas de tensión superficial que
impiden que haya crecimiento de los racimos para formar los núcleos. La energía que tiende a producir un núcleo desólido es la diferencia en energía libre por unidad de volumen, ΔGv, entre las fases líquida y sólida,
usualmente expresada en unidades de calorías/cm3, que a cualquier temperatura menor a la del equilibrio siempre
tiene un valor negativo; es decir, la fase sólida es más estable y por lo tanto tiene una menor energía libre que lafase líquida. La energía requerida para crear la nueva superficie es función de la tensión superficial, σ, en ergs/cm2.
Luego, la energía libre neta, al considerar un núcleo esférico de radio r es:ΔG = - (4/3) π r3 ΔGv + 4 π r2 σ. (4.6)
Fig. 4.11
Como dentro del sistema, para crear un núcleo es necesario construir una intercara de separación y por lo tanto hay
que realizar un trabajo contra él, el término energía superficial es positivo, para dar como resultado una curva como
la mostrada(4,8,11,13) en la figura 4.11.
Debido a las diferencias en los exponentes del término r, la curva presenta un máximo, que corresponde al valor de laenergía libre crítica ΔG* requerida para alcanzar el valor del radio crítico r*. Nótese que una vez que se ha excedido el
valor del tamaño crítico, el crecimiento posterior da como resultado una disminución en la energía libre y por lo
tanto, el crecimiento puede suceder de manera espontánea. Cuando el tamaño de los racimos de sólido es menor a r*,
ellos se disolverán a consecuencia(4,8,11,13) de que no alcanzan la energía requerida para su formación como
núcleos de la nueva fase. Un esquema tridimensional se ha mostrado en la figura 1.6. Al derivar la ecuación (4.5)
con respecto al tamaño r, particularizarla para r = r* y hacerla igual a cero, produce el siguiente resultado:r* = - [(2σ)/ΔGv] (4.7)
El significado que tiene esta relación es(4,8,13) el de que para que el radio crítico sea muy pequeño, requiere queΔGv sea muy grande en sentido negativo; es decir, es necesario alcanzar un severo subenfriamiento para la
nucleación homogénea. El término σ prácticamente no cambia con la temperatura; sin embargo la energía libre por
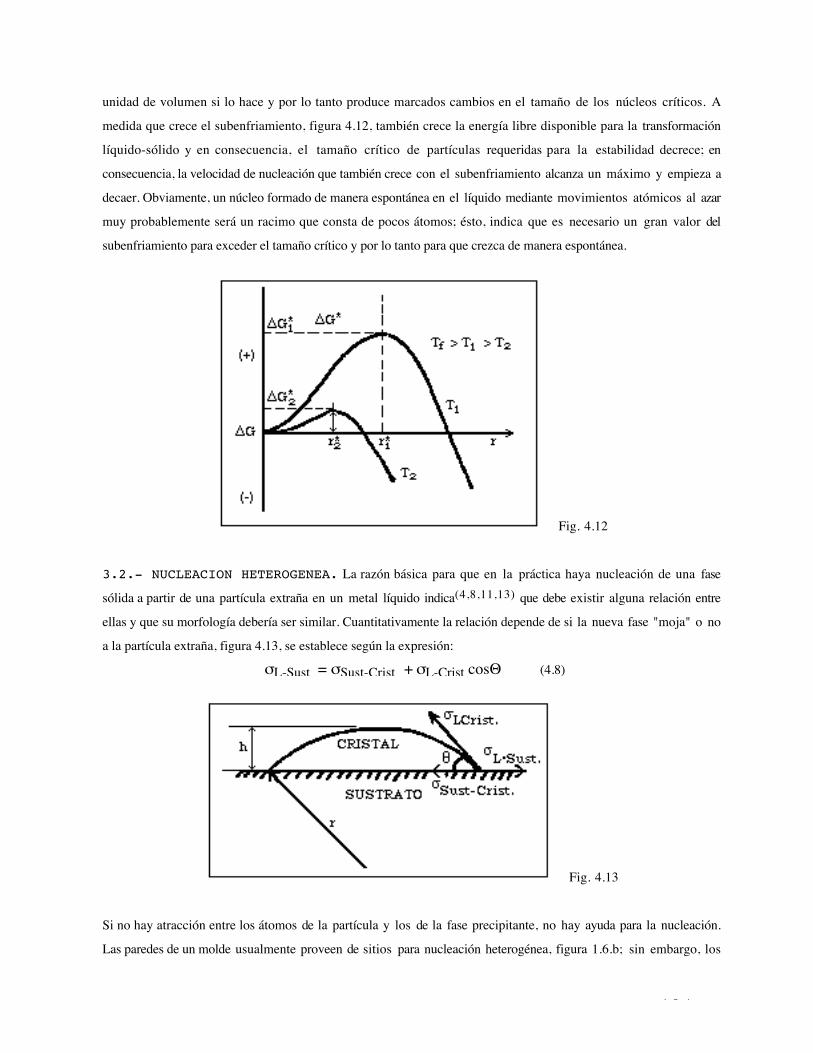
104
unidad de volumen si lo hace y por lo tanto produce marcados cambios en el tamaño de los núcleos críticos. A
medida que crece el subenfriamiento, figura 4.12, también crece la energía libre disponible para la transformación
líquido-sólido y en consecuencia, el tamaño crítico de partículas requeridas para la estabilidad decrece; en
consecuencia, la velocidad de nucleación que también crece con el subenfriamiento alcanza un máximo y empieza a
decaer. Obviamente, un núcleo formado de manera espontánea en el líquido mediante movimientos atómicos al azar
muy probablemente será un racimo que consta de pocos átomos; ésto, indica que es necesario un gran valor del
subenfriamiento para exceder el tamaño crítico y por lo tanto para que crezca de manera espontánea.
Fig. 4.12
3.2.- NUCLEACION HETEROGENEA. La razón básica para que en la práctica haya nucleación de una fase
sólida a partir de una partícula extraña en un metal líquido indica(4,8,11,13) que debe existir alguna relación entre
ellas y que su morfología debería ser similar. Cuantitativamente la relación depende de si la nueva fase "moja" o no
a la partícula extraña, figura 4.13, se establece según la expresión:
σL-Sust = σSust-Crist + σL-Crist cosΘ (4.8)
Fig. 4.13
Si no hay atracción entre los átomos de la partícula y los de la fase precipitante, no hay ayuda para la nucleación.
Las paredes de un molde usualmente proveen de sitios para nucleación heterogénea, figura 1.6.b; sin embargo, los
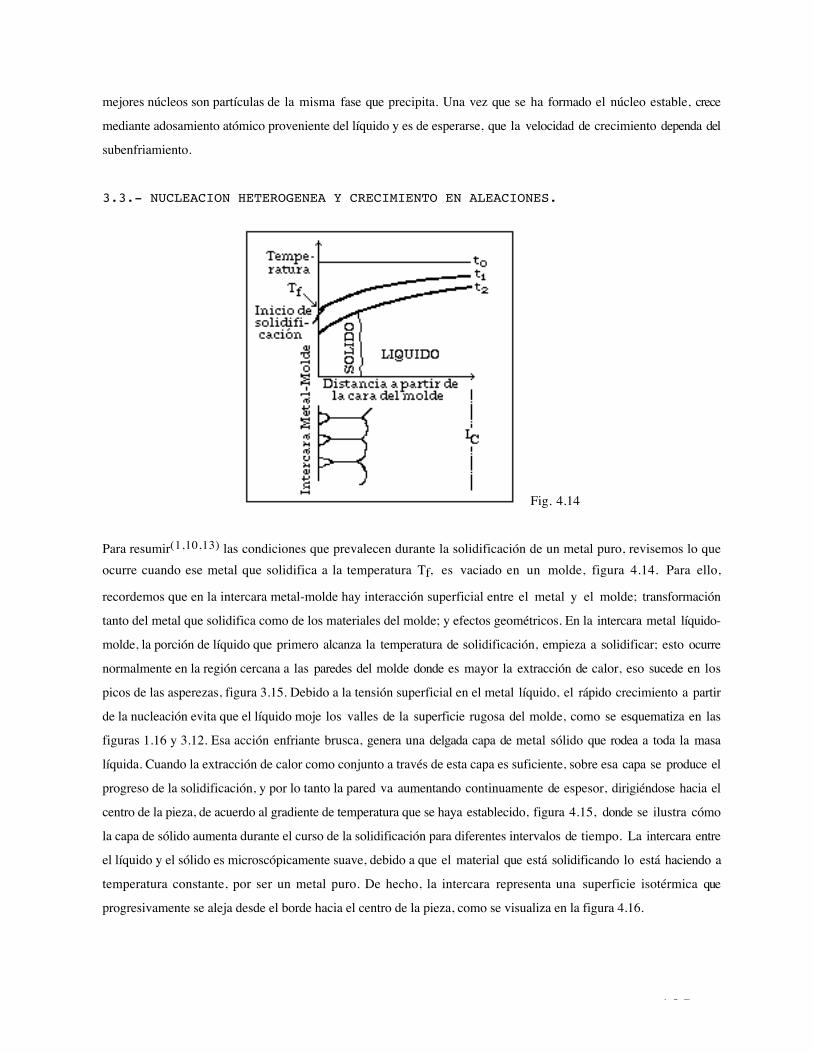
105
mejores núcleos son partículas de la misma fase que precipita. Una vez que se ha formado el núcleo estable, crece
mediante adosamiento atómico proveniente del líquido y es de esperarse, que la velocidad de crecimiento dependa del
subenfriamiento.
3.3.- NUCLEACION HETEROGENEA Y CRECIMIENTO EN ALEACIONES.
Fig. 4.14
Para resumir(1,10,13) las condiciones que prevalecen durante la solidificación de un metal puro, revisemos lo queocurre cuando ese metal que solidifica a la temperatura Tf, es vaciado en un molde, figura 4.14. Para ello,
recordemos que en la intercara metal-molde hay interacción superficial entre el metal y el molde; transformación
tanto del metal que solidifica como de los materiales del molde; y efectos geométricos. En la intercara metal líquido-
molde, la porción de líquido que primero alcanza la temperatura de solidificación, empieza a solidificar; esto ocurre
normalmente en la región cercana a las paredes del molde donde es mayor la extracción de calor, eso sucede en los
picos de las asperezas, figura 3.15. Debido a la tensión superficial en el metal líquido, el rápido crecimiento a partir
de la nucleación evita que el líquido moje los valles de la superficie rugosa del molde, como se esquematiza en las
figuras 1.16 y 3.12. Esa acción enfriante brusca, genera una delgada capa de metal sólido que rodea a toda la masa
líquida. Cuando la extracción de calor como conjunto a través de esta capa es suficiente, sobre esa capa se produce el
progreso de la solidificación, y por lo tanto la pared va aumentando continuamente de espesor, dirigiéndose hacia el
centro de la pieza, de acuerdo al gradiente de temperatura que se haya establecido, figura 4.15, donde se ilustra cómo
la capa de sólido aumenta durante el curso de la solidificación para diferentes intervalos de tiempo. La intercara entre
el líquido y el sólido es microscópicamente suave, debido a que el material que está solidificando lo está haciendo a
temperatura constante, por ser un metal puro. De hecho, la intercara representa una superficie isotérmica que
progresivamente se aleja desde el borde hacia el centro de la pieza, como se visualiza en la figura 4.16.
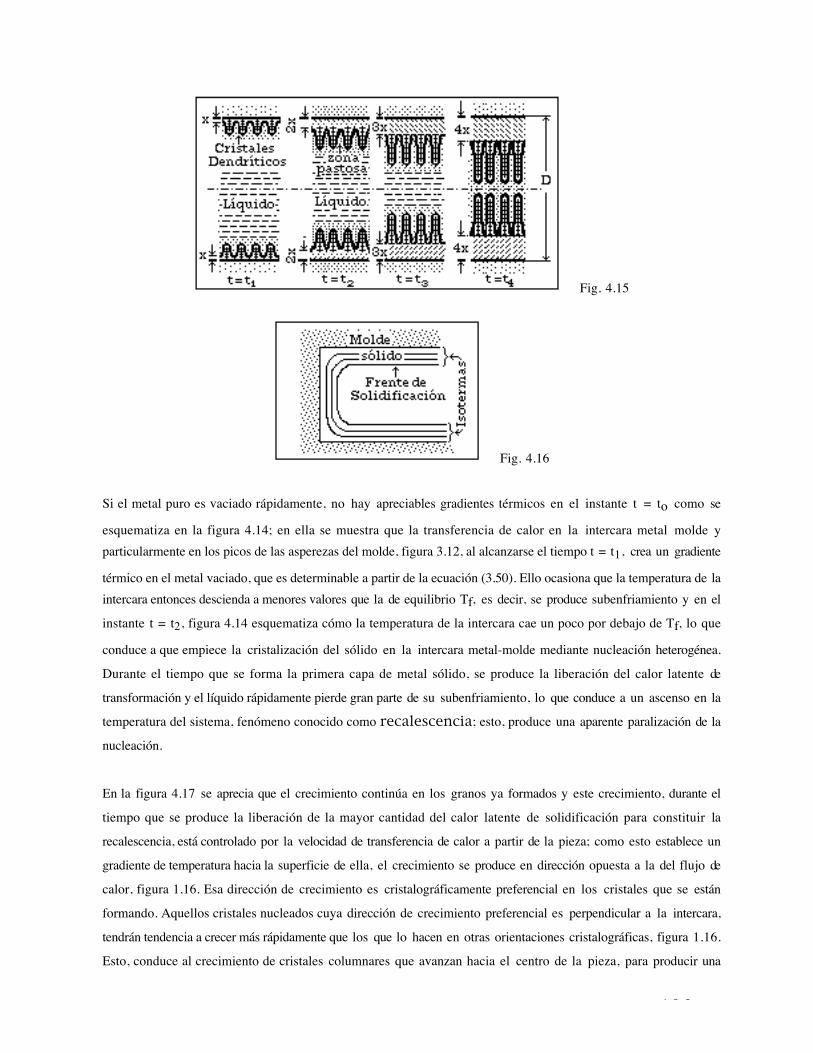
106
Fig. 4.15
Fig. 4.16
Si el metal puro es vaciado rápidamente, no hay apreciables gradientes térmicos en el instante t = to como se
esquematiza en la figura 4.14; en ella se muestra que la transferencia de calor en la intercara metal molde yparticularmente en los picos de las asperezas del molde, figura 3.12, al alcanzarse el tiempo t = t1, crea un gradiente
térmico en el metal vaciado, que es determinable a partir de la ecuación (3.50). Ello ocasiona que la temperatura de laintercara entonces descienda a menores valores que la de equilibrio Tf, es decir, se produce subenfriamiento y en el
instante t = t2, figura 4.14 esquematiza cómo la temperatura de la intercara cae un poco por debajo de Tf, lo que
conduce a que empiece la cristalización del sólido en la intercara metal-molde mediante nucleación heterogénea.
Durante el tiempo que se forma la primera capa de metal sólido, se produce la liberación del calor latente de
transformación y el líquido rápidamente pierde gran parte de su subenfriamiento, lo que conduce a un ascenso en la
temperatura del sistema, fenómeno conocido como recalescencia; esto, produce una aparente paralización de la
nucleación.
En la figura 4.17 se aprecia que el crecimiento continúa en los granos ya formados y este crecimiento, durante el
tiempo que se produce la liberación de la mayor cantidad del calor latente de solidificación para constituir la
recalescencia, está controlado por la velocidad de transferencia de calor a partir de la pieza; como esto establece un
gradiente de temperatura hacia la superficie de ella, el crecimiento se produce en dirección opuesta a la del flujo de
calor, figura 1.16. Esa dirección de crecimiento es cristalográficamente preferencial en los cristales que se están
formando. Aquellos cristales nucleados cuya dirección de crecimiento preferencial es perpendicular a la intercara,
tendrán tendencia a crecer más rápidamente que los que lo hacen en otras orientaciones cristalográficas, figura 1.16.
Esto, conduce al crecimiento de cristales columnares que avanzan hacia el centro de la pieza, para producir una
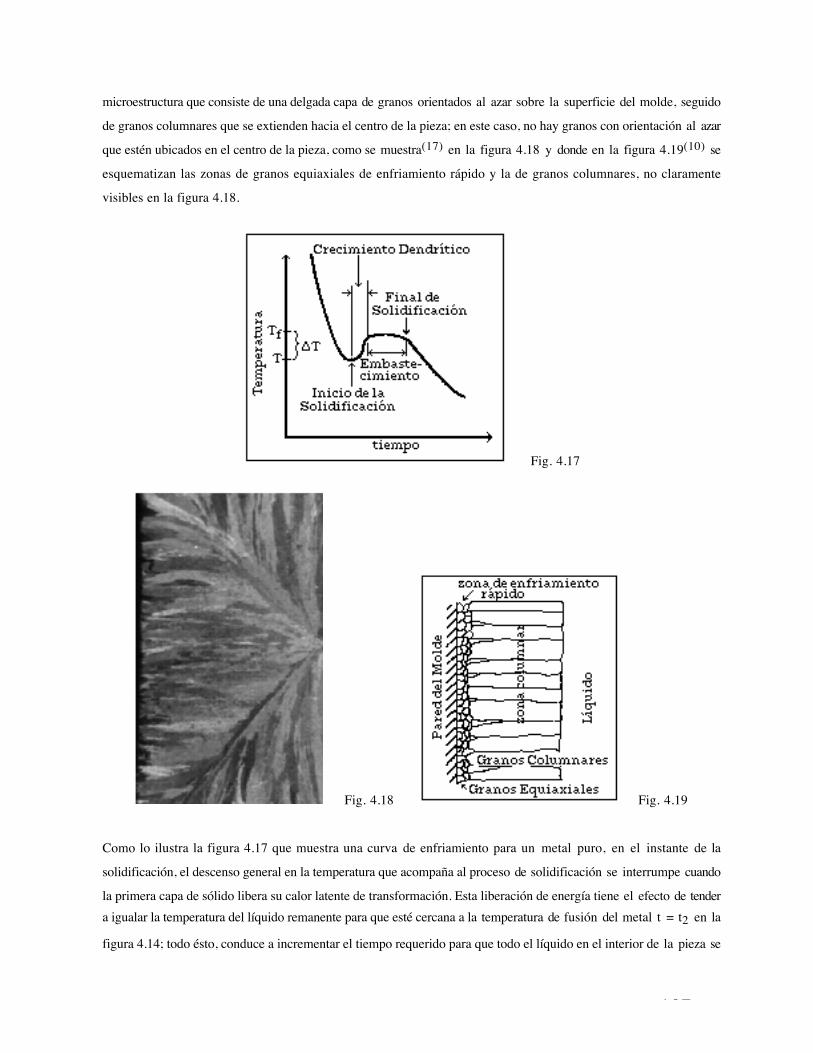
107
microestructura que consiste de una delgada capa de granos orientados al azar sobre la superficie del molde, seguido
de granos columnares que se extienden hacia el centro de la pieza; en este caso, no hay granos con orientación al azar
que estén ubicados en el centro de la pieza, como se muestra(17) en la figura 4.18 y donde en la figura 4.19(10) se
esquematizan las zonas de granos equiaxiales de enfriamiento rápido y la de granos columnares, no claramente
visibles en la figura 4.18.
Fig. 4.17
Fig. 4.18 Fig. 4.19
Como lo ilustra la figura 4.17 que muestra una curva de enfriamiento para un metal puro, en el instante de la
solidificación, el descenso general en la temperatura que acompaña al proceso de solidificación se interrumpe cuando
la primera capa de sólido libera su calor latente de transformación. Esta liberación de energía tiene el efecto de tendera igualar la temperatura del líquido remanente para que esté cercana a la temperatura de fusión del metal t = t2 en la
figura 4.14; todo ésto, conduce a incrementar el tiempo requerido para que todo el líquido en el interior de la pieza se
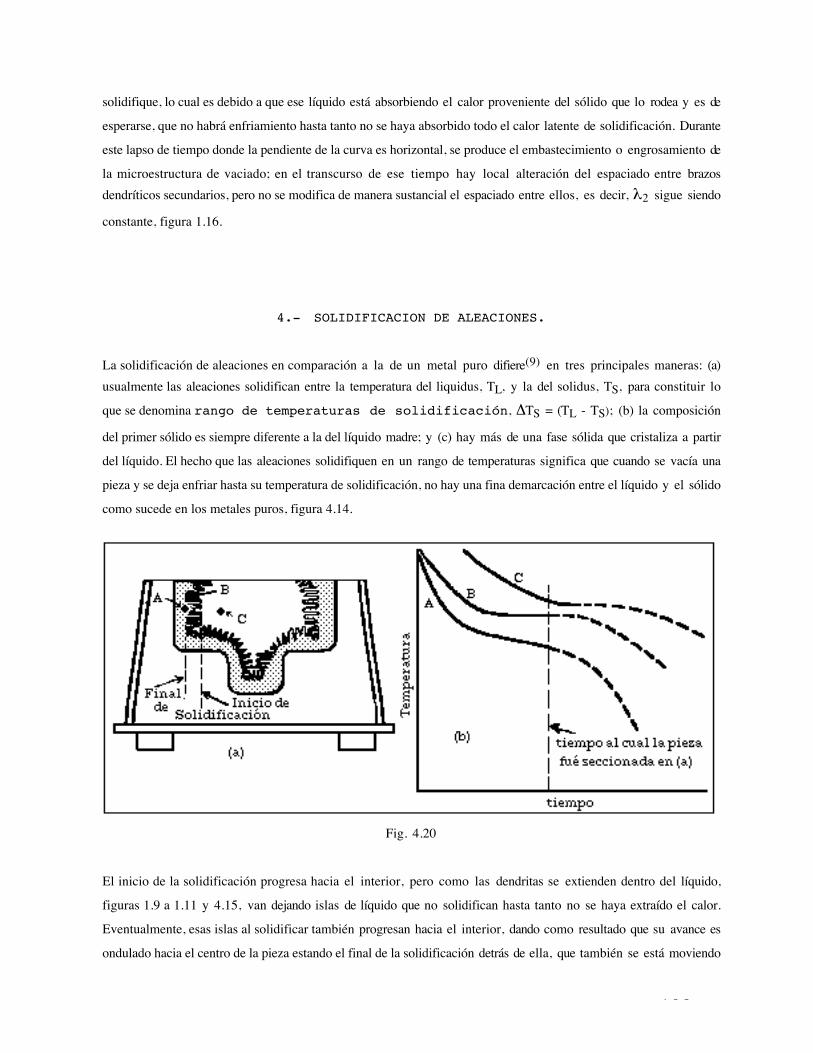
108
solidifique, lo cual es debido a que ese líquido está absorbiendo el calor proveniente del sólido que lo rodea y es de
esperarse, que no habrá enfriamiento hasta tanto no se haya absorbido todo el calor latente de solidificación. Durante
este lapso de tiempo donde la pendiente de la curva es horizontal, se produce el embastecimiento o engrosamiento de
la microestructura de vaciado; en el transcurso de ese tiempo hay local alteración del espaciado entre brazosdendríticos secundarios, pero no se modifica de manera sustancial el espaciado entre ellos, es decir, λ2 sigue siendo
constante, figura 1.16.
4.- SOLIDIFICACION DE ALEACIONES.
La solidificación de aleaciones en comparación a la de un metal puro difiere(9) en tres principales maneras: (a)usualmente las aleaciones solidifican entre la temperatura del liquidus, TL, y la del solidus, TS, para constituir lo
que se denomina rango de temperaturas de solidificación, ΔTS = (TL - TS); (b) la composición
del primer sólido es siempre diferente a la del líquido madre; y (c) hay más de una fase sólida que cristaliza a partir
del líquido. El hecho que las aleaciones solidifiquen en un rango de temperaturas significa que cuando se vacía una
pieza y se deja enfriar hasta su temperatura de solidificación, no hay una fina demarcación entre el líquido y el sólido
como sucede en los metales puros, figura 4.14.
Fig. 4.20
El inicio de la solidificación progresa hacia el interior, pero como las dendritas se extienden dentro del líquido,
figuras 1.9 a 1.11 y 4.15, van dejando islas de líquido que no solidifican hasta tanto no se haya extraído el calor.
Eventualmente, esas islas al solidificar también progresan hacia el interior, dando como resultado que su avance es
ondulado hacia el centro de la pieza estando el final de la solidificación detrás de ella, que también se está moviendo
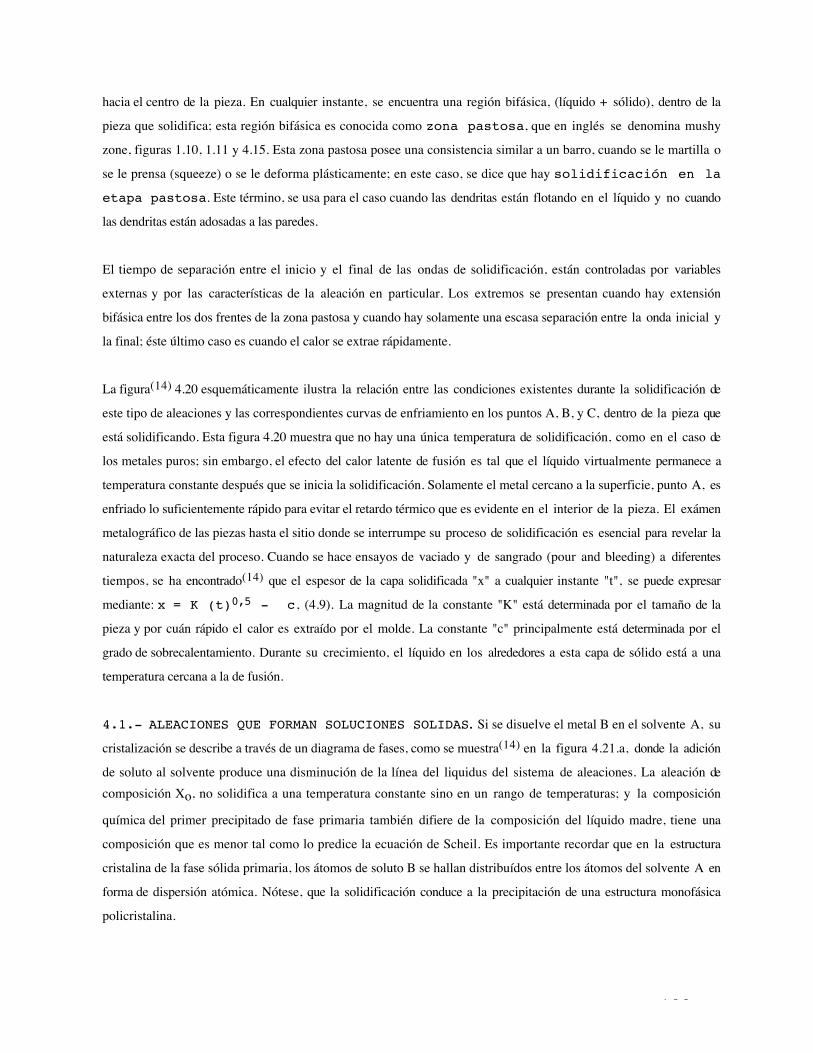
109
hacia el centro de la pieza. En cualquier instante, se encuentra una región bifásica, (líquido + sólido), dentro de la
pieza que solidifica; esta región bifásica es conocida como zona pastosa, que en inglés se denomina mushy
zone, figuras 1.10, 1.11 y 4.15. Esta zona pastosa posee una consistencia similar a un barro, cuando se le martilla o
se le prensa (squeeze) o se le deforma plásticamente; en este caso, se dice que hay solidificación en la
etapa pastosa. Este término, se usa para el caso cuando las dendritas están flotando en el líquido y no cuando
las dendritas están adosadas a las paredes.
El tiempo de separación entre el inicio y el final de las ondas de solidificación, están controladas por variables
externas y por las características de la aleación en particular. Los extremos se presentan cuando hay extensión
bifásica entre los dos frentes de la zona pastosa y cuando hay solamente una escasa separación entre la onda inicial y
la final; éste último caso es cuando el calor se extrae rápidamente.
La figura(14) 4.20 esquemáticamente ilustra la relación entre las condiciones existentes durante la solidificación de
este tipo de aleaciones y las correspondientes curvas de enfriamiento en los puntos A, B, y C, dentro de la pieza que
está solidificando. Esta figura 4.20 muestra que no hay una única temperatura de solidificación, como en el caso de
los metales puros; sin embargo, el efecto del calor latente de fusión es tal que el líquido virtualmente permanece a
temperatura constante después que se inicia la solidificación. Solamente el metal cercano a la superficie, punto A, es
enfriado lo suficientemente rápido para evitar el retardo térmico que es evidente en el interior de la pieza. El exámen
metalográfico de las piezas hasta el sitio donde se interrumpe su proceso de solidificación es esencial para revelar la
naturaleza exacta del proceso. Cuando se hace ensayos de vaciado y de sangrado (pour and bleeding) a diferentes
tiempos, se ha encontrado(14) que el espesor de la capa solidificada "x" a cualquier instante "t", se puede expresar
mediante: x = K (t)0,5 - c, (4.9). La magnitud de la constante "K" está determinada por el tamaño de la
pieza y por cuán rápido el calor es extraído por el molde. La constante "c" principalmente está determinada por el
grado de sobrecalentamiento. Durante su crecimiento, el líquido en los alrededores a esta capa de sólido está a una
temperatura cercana a la de fusión.
4.1.- ALEACIONES QUE FORMAN SOLUCIONES SOLIDAS. Si se disuelve el metal B en el solvente A, su
cristalización se describe a través de un diagrama de fases, como se muestra(14) en la figura 4.21.a, donde la adición
de soluto al solvente produce una disminución de la línea del liquidus del sistema de aleaciones. La aleación decomposición Xo, no solidifica a una temperatura constante sino en un rango de temperaturas; y la composición
química del primer precipitado de fase primaria también difiere de la composición del líquido madre, tiene una
composición que es menor tal como lo predice la ecuación de Scheil. Es importante recordar que en la estructura
cristalina de la fase sólida primaria, los átomos de soluto B se hallan distribuídos entre los átomos del solvente A en
forma de dispersión atómica. Nótese, que la solidificación conduce a la precipitación de una estructura monofásica
policristalina.
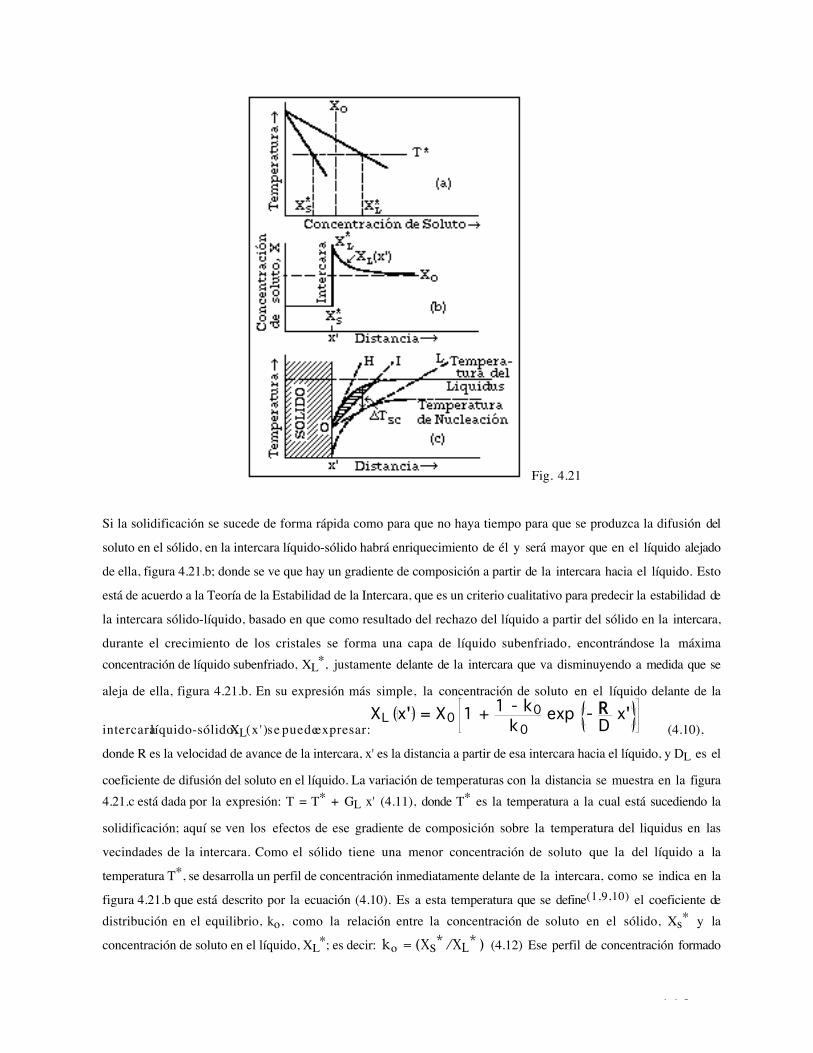
110
Fig. 4.21
Si la solidificación se sucede de forma rápida como para que no haya tiempo para que se produzca la difusión del
soluto en el sólido, en la intercara líquido-sólido habrá enriquecimiento de él y será mayor que en el líquido alejado
de ella, figura 4.21.b; donde se ve que hay un gradiente de composición a partir de la intercara hacia el líquido. Esto
está de acuerdo a la Teoría de la Estabilidad de la Intercara, que es un criterio cualitativo para predecir la estabilidad de
la intercara sólido-líquido, basado en que como resultado del rechazo del líquido a partir del sólido en la intercara,
durante el crecimiento de los cristales se forma una capa de líquido subenfriado, encontrándose la máximaconcentración de líquido subenfriado, XL*, justamente delante de la intercara que va disminuyendo a medida que se
aleja de ella, figura 4.21.b. En su expresión más simple, la concentración de soluto en el líquido delante de la
intercara líquido-sólido, XL(x') se puede expresar: XL x' = X0 1 + 1 - k0
k0 exp - R
D x'
(4.10),
donde R es la velocidad de avance de la intercara, x' es la distancia a partir de esa intercara hacia el líquido, y DL es el
coeficiente de difusión del soluto en el líquido. La variación de temperaturas con la distancia se muestra en la figura4.21.c está dada por la expresión: T = T* + GL x' (4.11), donde T* es la temperatura a la cual está sucediendo la
solidificación; aquí se ven los efectos de ese gradiente de composición sobre la temperatura del liquidus en las
vecindades de la intercara. Como el sólido tiene una menor concentración de soluto que la del líquido a la
temperatura T*, se desarrolla un perfil de concentración inmediatamente delante de la intercara, como se indica en la
figura 4.21.b que está descrito por la ecuación (4.10). Es a esta temperatura que se define(1,9,10) el coeficiente dedistribución en el equilibrio, ko, como la relación entre la concentración de soluto en el sólido, Xs* y la
concentración de soluto en el líquido, XL*; es decir: ko = (Xs* /XL* ) (4.12) Ese perfil de concentración formado

111
delante de la intercara afecta a la temperatura del liquidus como se esquematiza en la figura 4.21.c. Por lo tanto, si lacomposición de la fase líquida es homogénea de composición Xo, los primeros cristales que precipitan tienen una
composición Xs, dada por Xs = ko Xo.
4.1.1.- SUBENFRIAMIENTO CONSTITUCIONAL. Si para la temperatura T*, el gradiente de
concentración es tan empinado como lo es el gradiente de temperatura, línea OH en la figura 4.21.c, el avance de la
intercara hacia el líquido será uniforme(1,10,14), es decir, es planar. Si el gradiente de temperatura está en unaposición intermedia, línea OI en la figura 4.21.c, habrá un pequeño subenfriamiento ΔTsc delante de la intercara que
avanza, lo que está representado por la región punteada; este resultado es lo que se denomina Subenfriamiento
Constitucional. Esto ocurre cuando un sólido cristaliza con una composición diferente a la del líquido a partir
del cual se forma y se debe a un cambio de composición y no de temperatura viéndose favorecido por: (a).- bajos
gradientes de temperatura en el líquido; (b).- velocidades de crecimiento rápidas; (c).- líneas de liquidus pronunciadas;
(d).- altos contenidos de aleantes; (e).- baja difusividad en el líquido; y (f).- valores muy bajos del coeficiente dedistribución de soluto en el equilibrio ko, cuando ko < 1 ó valores muy altos de ko, cuando ko > 1. La inestabilidad
creada por la condición de subenfriamiento constitucional promueve el continuo crecimiento de proyecciones de
sólido que se extienden hacia el líquido, como se muestra en la figura 1.8, donde el crecimiento de las proyecciones
dentro del líquido es en dirección opuesta a la de extracción de calor, así como también en dirección lateral para
producir una estructura en forma arborescente conocida como estructura dendrítica, cuya representación se
presenta en las figuras 1.9 a 1.11, para diferentes etapas del proceso de solidificación. Si por efectos de la velocidad
de enfriamiento se produce un gradiente de temperatura como el indicado por la línea OL en la figura 4.21.c, elsubenfriamiento constitucional, ΔTsc, puede ser lo suficientemente grande como para promover la fractura de esas
proyecciones dendríticas, que por convección sobrenadan delante de la intercara y crecerán hasta que cesen las
condiciones de existencia de gradientes térmicos y composicionales.
Una medida cuantitativa del subenfriamiento constitucional está dada por la relación GL/R, en donde GL es el
gradiente de temperatura en el líquido a una distancia x' de la intercara, y R es la velocidad de crecimiento de la
intercara sólido-líquido. La condición necesaria para que la intercara sea planar, es que ésta esté exactamente a latemperatura de equilibrio de liquidus T*, y que cada punto enfrente de la intercara esté a una temperatura, Tactual,
línea OH en la figura 4.21.c, mayor a la del liquidus, debido a que posee una menor concentración de soluto que la de
la intercara; y la morfología de la intercara es como se esquematiza en la figura 1.17.a. Si ese subenfriamiento
produce una inestabilidad en el plano frontal de la intercara, debido a que el líquido enfrente de ella está más caliente,
la protuberancia formada tenderá a refundirse. En base a lo anterior se establece que el criterio de estabilidad de una
intercara sólido-líquido, cuando no hay subenfriamiento constitucional, se puede expresar como(15):
GLR ≥ - mL X0 1 - k0
k0 DL ( 4.13 )
donde: mL, es la pendiente de la línea de liquidus en el diagrama de fases; y DL, es el coeficiente de difusión del
soluto en el líquido. Por otra parte, cuando existe subenfriamiento constitucional, línea OI, figura 4.21.c, éste es el
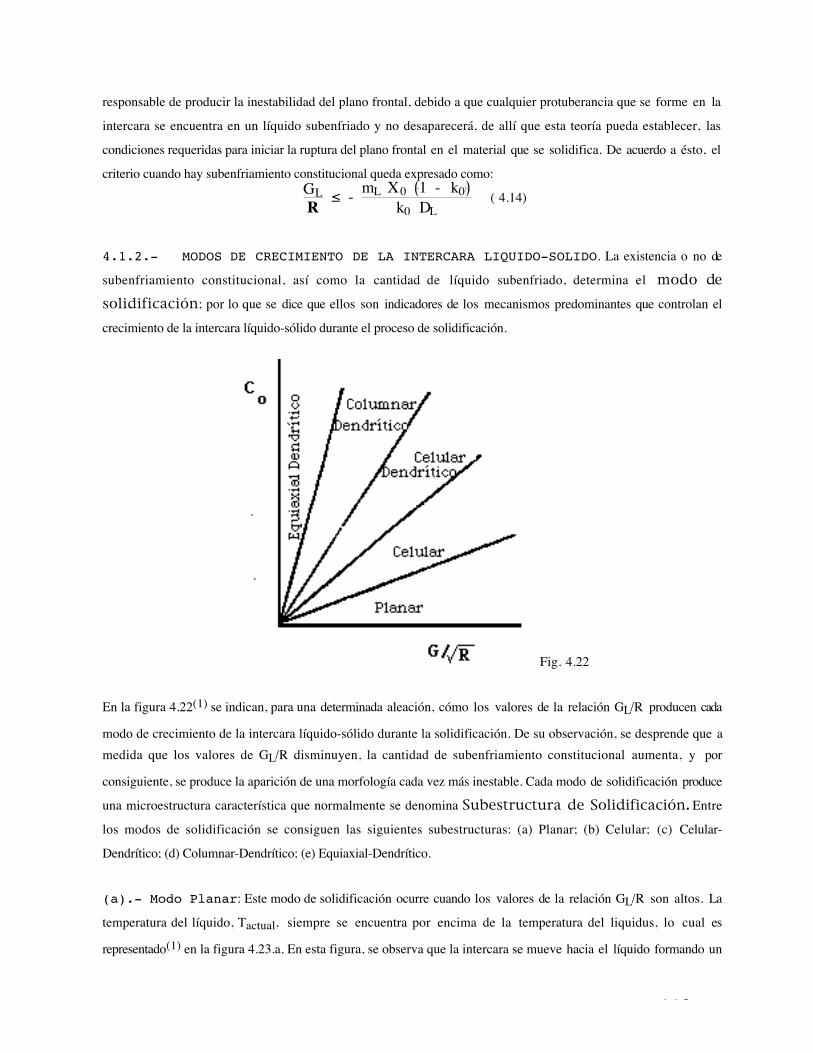
112
responsable de producir la inestabilidad del plano frontal, debido a que cualquier protuberancia que se forme en la
intercara se encuentra en un líquido subenfriado y no desaparecerá, de allí que esta teoría pueda establecer, las
condiciones requeridas para iniciar la ruptura del plano frontal en el material que se solidifica. De acuerdo a ésto, el
criterio cuando hay subenfriamiento constitucional queda expresado como:
GLR ≤ - mL X0 1 - k0
k0 DL ( 4.14)
4.1.2.- MODOS DE CRECIMIENTO DE LA INTERCARA LIQUIDO-SOLIDO. La existencia o no de
subenfriamiento constitucional, así como la cantidad de líquido subenfriado, determina el modo desolidificación; por lo que se dice que ellos son indicadores de los mecanismos predominantes que controlan el
crecimiento de la intercara líquido-sólido durante el proceso de solidificación.
Fig. 4.22
En la figura 4.22(1) se indican, para una determinada aleación, cómo los valores de la relación GL/R producen cada
modo de crecimiento de la intercara líquido-sólido durante la solidificación. De su observación, se desprende que amedida que los valores de GL/R disminuyen, la cantidad de subenfriamiento constitucional aumenta, y por
consiguiente, se produce la aparición de una morfología cada vez más inestable. Cada modo de solidificación produce
una microestructura característica que normalmente se denomina Subestructura de Solidificación. Entre
los modos de solidificación se consiguen las siguientes subestructuras: (a) Planar; (b) Celular; (c) Celular-
Dendrítico; (d) Columnar-Dendrítico; (e) Equiaxial-Dendrítico.
(a).- Modo Planar: Este modo de solidificación ocurre cuando los valores de la relación GL/R son altos. La
temperatura del líquido, Tactual, siempre se encuentra por encima de la temperatura del liquidus, lo cual es
representado(1) en la figura 4.23.a. En esta figura, se observa que la intercara se mueve hacia el líquido formando un
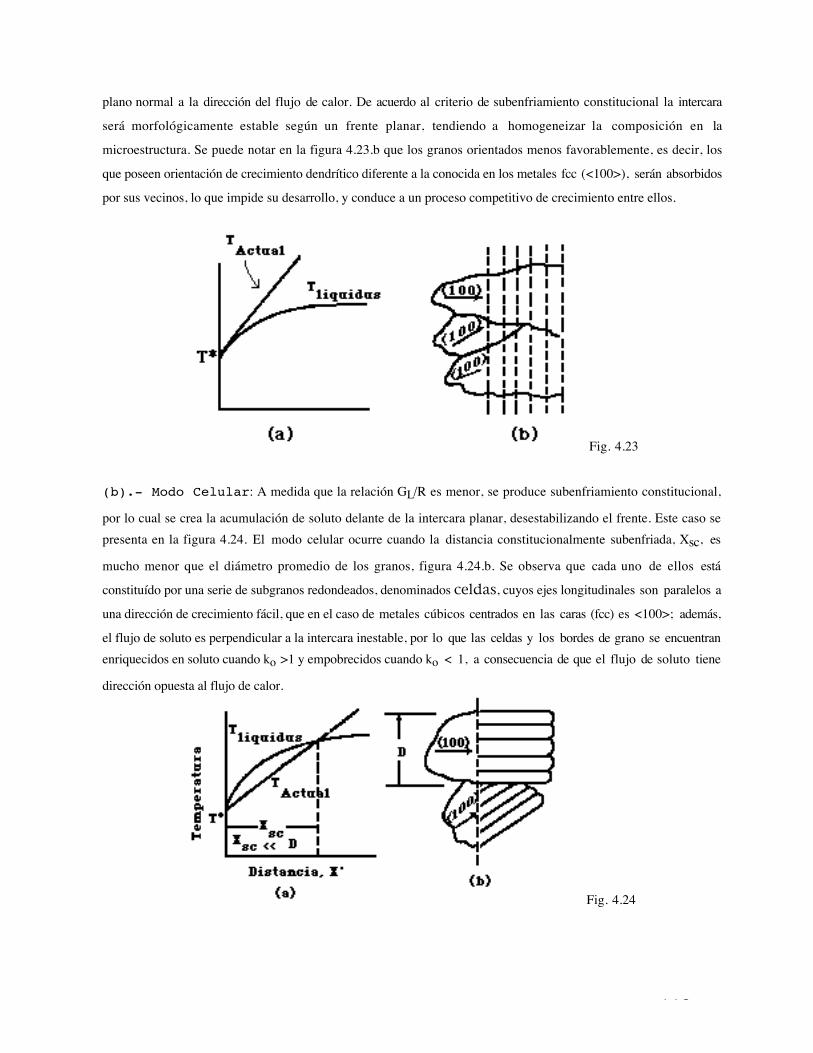
113
plano normal a la dirección del flujo de calor. De acuerdo al criterio de subenfriamiento constitucional la intercara
será morfológicamente estable según un frente planar, tendiendo a homogeneizar la composición en la
microestructura. Se puede notar en la figura 4.23.b que los granos orientados menos favorablemente, es decir, los
que poseen orientación de crecimiento dendrítico diferente a la conocida en los metales fcc (<100>), serán absorbidos
por sus vecinos, lo que impide su desarrollo, y conduce a un proceso competitivo de crecimiento entre ellos.
Fig. 4.23
(b).- Modo Celular: A medida que la relación GL/R es menor, se produce subenfriamiento constitucional,
por lo cual se crea la acumulación de soluto delante de la intercara planar, desestabilizando el frente. Este caso sepresenta en la figura 4.24. El modo celular ocurre cuando la distancia constitucionalmente subenfriada, Xsc, es
mucho menor que el diámetro promedio de los granos, figura 4.24.b. Se observa que cada uno de ellos está
constituído por una serie de subgranos redondeados, denominados celdas, cuyos ejes longitudinales son paralelos a
una dirección de crecimiento fácil, que en el caso de metales cúbicos centrados en las caras (fcc) es <100>; además,
el flujo de soluto es perpendicular a la intercara inestable, por lo que las celdas y los bordes de grano se encuentranenriquecidos en soluto cuando ko >1 y empobrecidos cuando ko < 1, a consecuencia de que el flujo de soluto tiene
dirección opuesta al flujo de calor.
Fig. 4.24
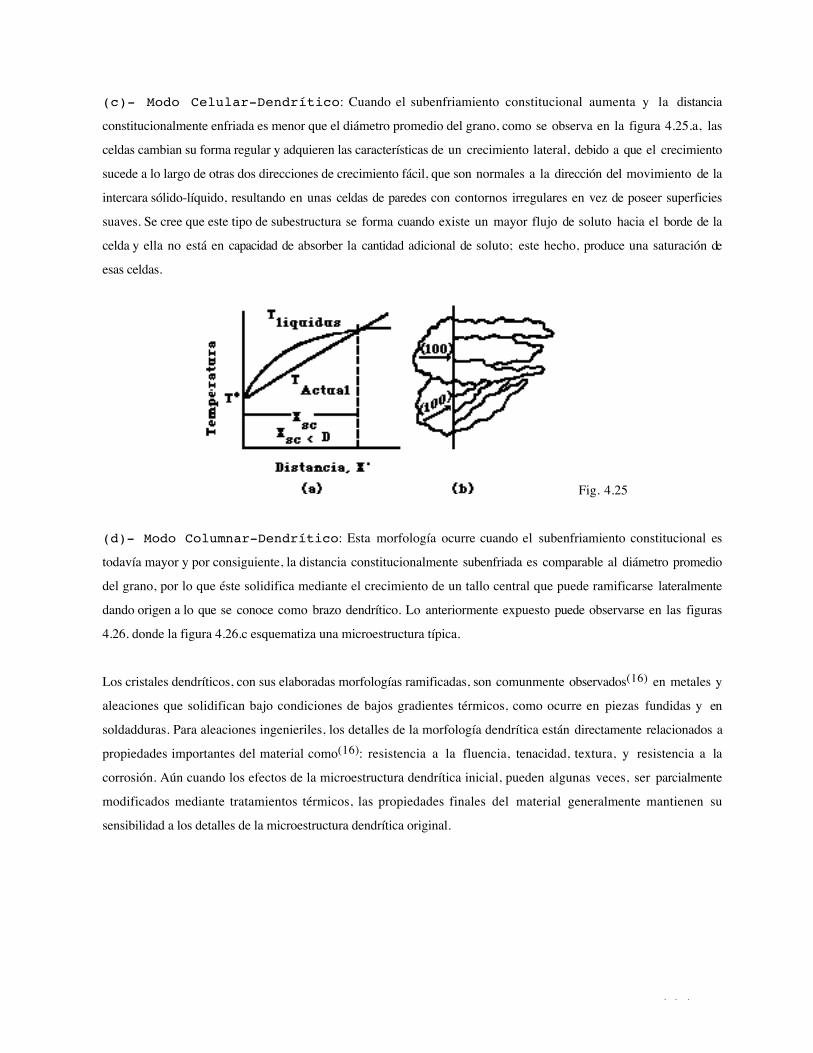
114
(c)- Modo Celular-Dendrítico: Cuando el subenfriamiento constitucional aumenta y la distancia
constitucionalmente enfriada es menor que el diámetro promedio del grano, como se observa en la figura 4.25.a, las
celdas cambian su forma regular y adquieren las características de un crecimiento lateral, debido a que el crecimiento
sucede a lo largo de otras dos direcciones de crecimiento fácil, que son normales a la dirección del movimiento de la
intercara sólido-líquido, resultando en unas celdas de paredes con contornos irregulares en vez de poseer superficies
suaves. Se cree que este tipo de subestructura se forma cuando existe un mayor flujo de soluto hacia el borde de la
celda y ella no está en capacidad de absorber la cantidad adicional de soluto; este hecho, produce una saturación de
esas celdas.
Fig. 4.25
(d)- Modo Columnar-Dendrítico: Esta morfología ocurre cuando el subenfriamiento constitucional es
todavía mayor y por consiguiente, la distancia constitucionalmente subenfriada es comparable al diámetro promedio
del grano, por lo que éste solidifica mediante el crecimiento de un tallo central que puede ramificarse lateralmente
dando origen a lo que se conoce como brazo dendrítico. Lo anteriormente expuesto puede observarse en las figuras
4.26. donde la figura 4.26.c esquematiza una microestructura típica.
Los cristales dendríticos, con sus elaboradas morfologías ramificadas, son comunmente observados(16) en metales y
aleaciones que solidifican bajo condiciones de bajos gradientes térmicos, como ocurre en piezas fundidas y en
soldadduras. Para aleaciones ingenieriles, los detalles de la morfología dendrítica están directamente relacionados a
propiedades importantes del material como(16): resistencia a la fluencia, tenacidad, textura, y resistencia a la
corrosión. Aún cuando los efectos de la microestructura dendrítica inicial, pueden algunas veces, ser parcialmente
modificados mediante tratamientos térmicos, las propiedades finales del material generalmente mantienen su
sensibilidad a los detalles de la microestructura dendrítica original.
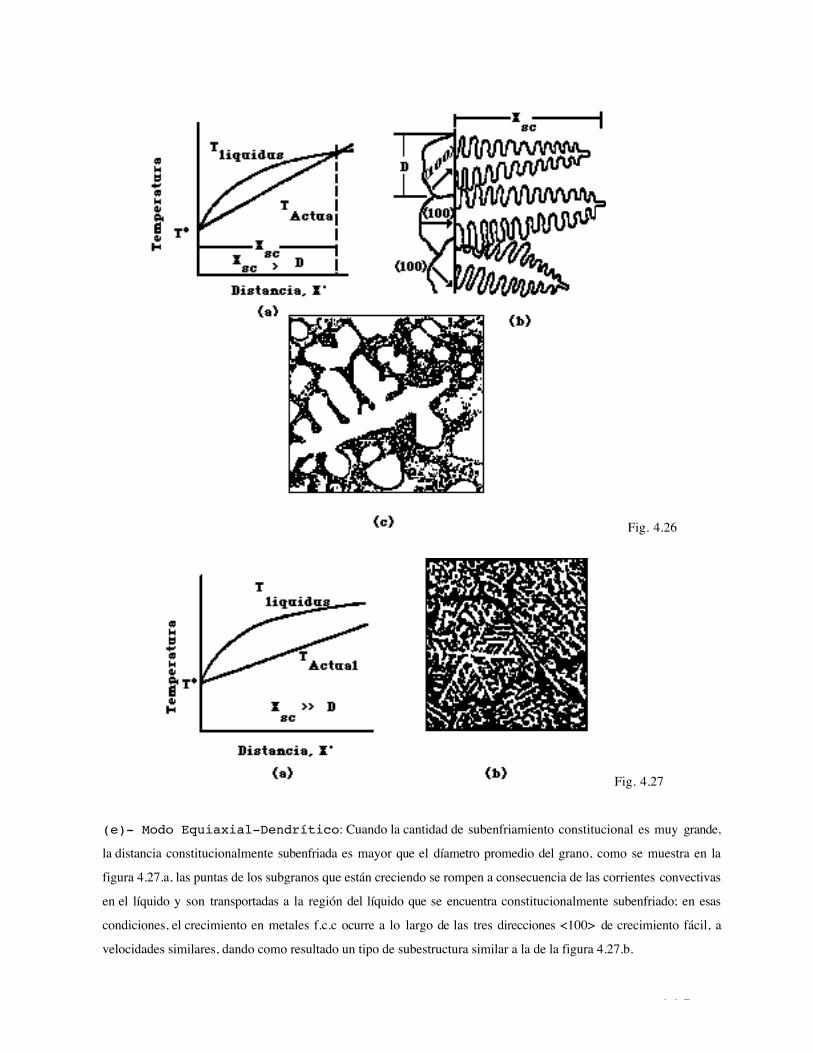
115
Fig. 4.26
Fig. 4.27
(e)- Modo Equiaxial-Dendrítico: Cuando la cantidad de subenfriamiento constitucional es muy grande,
la distancia constitucionalmente subenfriada es mayor que el díametro promedio del grano, como se muestra en la
figura 4.27.a, las puntas de los subgranos que están creciendo se rompen a consecuencia de las corrientes convectivas
en el líquido y son transportadas a la región del líquido que se encuentra constitucionalmente subenfriado; en esas
condiciones, el crecimiento en metales f.c.c ocurre a lo largo de las tres direcciones <100> de crecimiento fácil, a
velocidades similares, dando como resultado un tipo de subestructura similar a la de la figura 4.27.b.
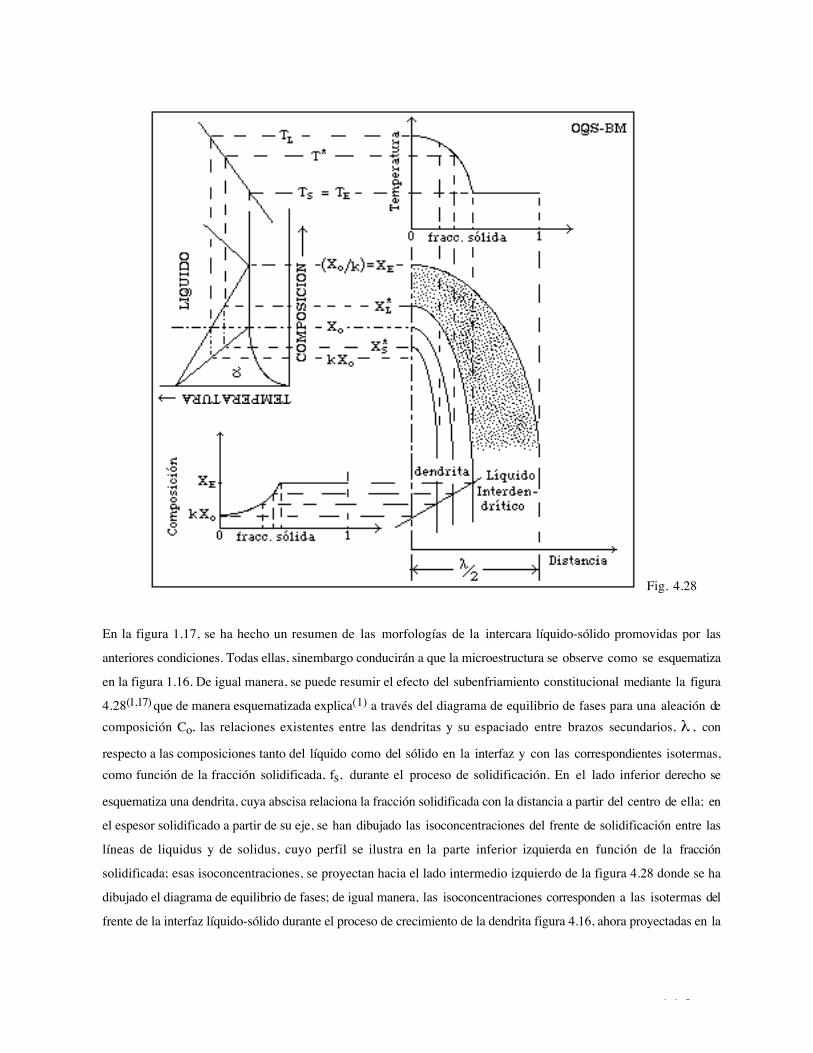
116
Fig. 4.28
En la figura 1.17, se ha hecho un resumen de las morfologías de la intercara líquido-sólido promovidas por las
anteriores condiciones. Todas ellas, sinembargo conducirán a que la microestructura se observe como se esquematiza
en la figura 1.16. De igual manera, se puede resumir el efecto del subenfriamiento constitucional mediante la figura
4.28(1,17) que de manera esquematizada explica(1) a través del diagrama de equilibrio de fases para una aleación decomposición Co, las relaciones existentes entre las dendritas y su espaciado entre brazos secundarios, λ , con
respecto a las composiciones tanto del líquido como del sólido en la interfaz y con las correspondientes isotermas,como función de la fracción solidificada, fs, durante el proceso de solidificación. En el lado inferior derecho se
esquematiza una dendrita, cuya abscisa relaciona la fracción solidificada con la distancia a partir del centro de ella; en
el espesor solidificado a partir de su eje, se han dibujado las isoconcentraciones del frente de solidificación entre las
líneas de liquidus y de solidus, cuyo perfil se ilustra en la parte inferior izquierda en función de la fracción
solidificada; esas isoconcentraciones, se proyectan hacia el lado intermedio izquierdo de la figura 4.28 donde se ha
dibujado el diagrama de equilibrio de fases; de igual manera, las isoconcentraciones corresponden a las isotermas del
frente de la interfaz líquido-sólido durante el proceso de crecimiento de la dendrita figura 4.16, ahora proyectadas en la
117
parte superior derecha, que las correlaciona con el diagrama binario de equilibrio de fases a través de la línea
inclinada.
En la figura 4.28 la relación composición-fracción solidificada está dada por la ecuación 1.2 denominada de Scheil,expresada así(22): Xs* = k0 X0 1 - fs k0 - 1 (4.16), donde X*s es la composición de la isoconcentrada que
rodea la fracción en peso de sólido, fs, tanto durante como después de la solidificación del volumen elemental,
figuras 1.9, 1.10, 1.14 y 1.15. La temperatura de la intercara, T*, que está dibujada en la parte superior derecha de la
figura 4.28, cuando se usa la ecuación (4.16) como referencia, está dada por la expresión:
fs = 1 - Tf - T*
Tf - TL
- 11 - k0 (4.17)
siendo Tf la temperatura del solvente puro y TL la temperatura del liquidus de la aleación. Como la medida del
espaciado entre brazos dendríticos no determina el ancho de las dendritas, esta gráfica de la figura 4.28 permite
establecer que para iguales espaciados entre brazos dendríticos secundarios, el espesor de la dendrita es menor para
mayores contenidos de soluto, lo cual ha sido confirmado(18) experimentalmente.
4.1.3.- DIRECCIONES DE CRECIMIENTO DENDRITICO. En la mayoría de los casos, los brazos
dendríticos sólo crecen en ciertas direcciones cristalográficas, las cuales dependen exclusivamente de la estructura
cristalina del material. En la Tabla 4.1, se indican las direcciones de crecimiento dendrítico para diferentes sistemas
cristalinos. La razón por la cual las dendritas crecen en direcciones cristalográficas específicas no está totalmente
entendida, pero se sabe que la dendrita sigue la dirección de crecimiento fácil en cada estructura, cuando las
condiciones de crecimiento están dadas. Por otra parte, estas direcciones no se ven alteradas sustancialmente con la
adición de elementos aleantes si la red del solvente no es alterada.
En los metales puros y en las aleaciones monofásicas, durante las primeras etapas de la solidificación de una pieza,
debido al hecho que la diferencia de temperaturas entre el molde y el líquido es grande, se forma una delgada capa de
sólido en la zona cercana a las paredes del molde, denominada zona de enfriamiento rápido. Esta zona usualmente
presenta una estructura de grano fino, denominada zona de granos equiaxiales de enfriamiento rápido; originada
porque el rápido enfriamiento conduce a la formación de un gran número de núcleos sobre las paredes del molde,
figura 1.16. Las dendritas que crecen a partir de los bordes de la zona de enfriamiento rápido, se dirigen hacia el
centro térmico del sistema, para dar como resultado un crecimiento dendrítico preferencial y constituir los granos
columnares; su orientación indica la dirección en que la pieza se ha solidificado. En su crecimiento, los granos
columnares se ven impedidos por el crecimiento de los granos equiaxiales de la región central de la pieza, que han
sobrevivido a consecuencia de las corrientes convectivas que los han transportado desde las paredes del molde o por
fractura de brazos dendríticos de la zona columnar. Los granos de la zona central son equiaxiales en su morfología y
de tamaño mayor a los de la zona de enfriamiento rápido. La microestructura producida es como se ilustra de manera
esquematizada en la figura 4.29(19).
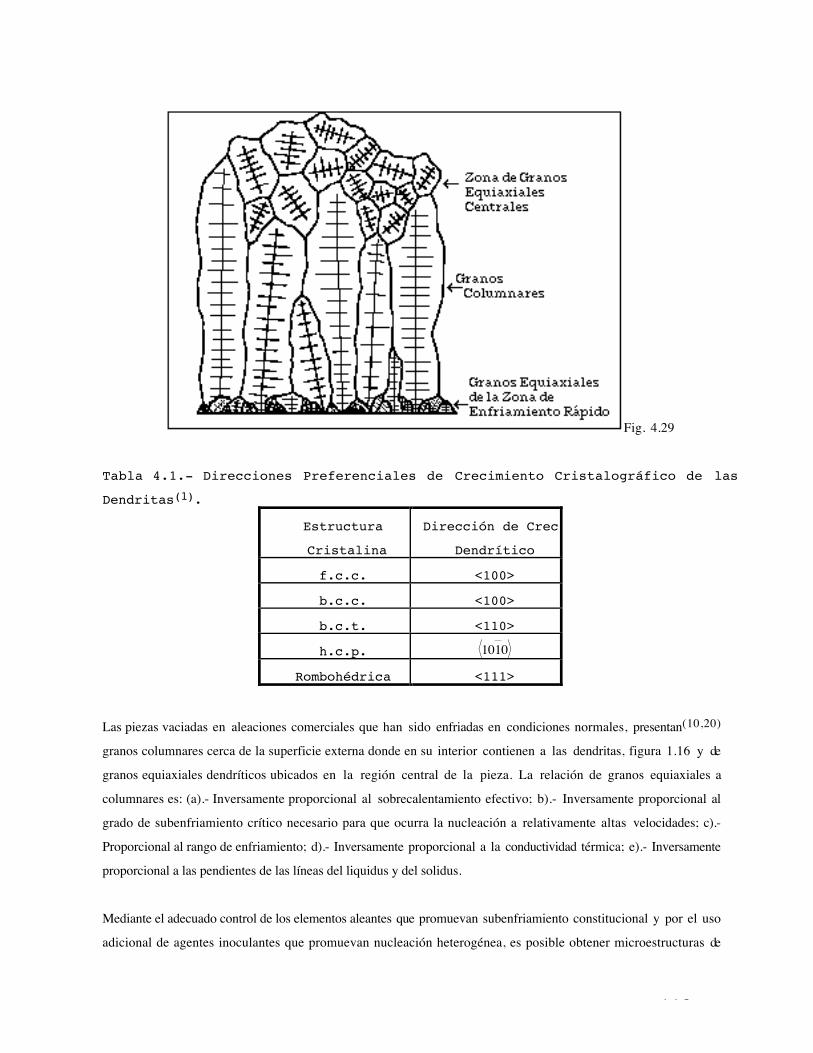
118
Fig. 4.29
Tabla 4.1.- Direcciones Preferenciales de Crecimiento Cristalográfico de las
Dendritas(1).
Estructura
Cristalina
Dirección de Crec.
Dendrítico
f.c.c. <100>
b.c.c. <100>
b.c.t. <110>
h.c.p. 1010
Rombohédrica <111>
Las piezas vaciadas en aleaciones comerciales que han sido enfriadas en condiciones normales, presentan(10,20)
granos columnares cerca de la superficie externa donde en su interior contienen a las dendritas, figura 1.16 y de
granos equiaxiales dendríticos ubicados en la región central de la pieza. La relación de granos equiaxiales a
columnares es: (a).- Inversamente proporcional al sobrecalentamiento efectivo; b).- Inversamente proporcional al
grado de subenfriamiento crítico necesario para que ocurra la nucleación a relativamente altas velocidades; c).-
Proporcional al rango de enfriamiento; d).- Inversamente proporcional a la conductividad térmica; e).- Inversamente
proporcional a las pendientes de las líneas del liquidus y del solidus.
Mediante el adecuado control de los elementos aleantes que promuevan subenfriamiento constitucional y por el uso
adicional de agentes inoculantes que promuevan nucleación heterogénea, es posible obtener microestructuras de
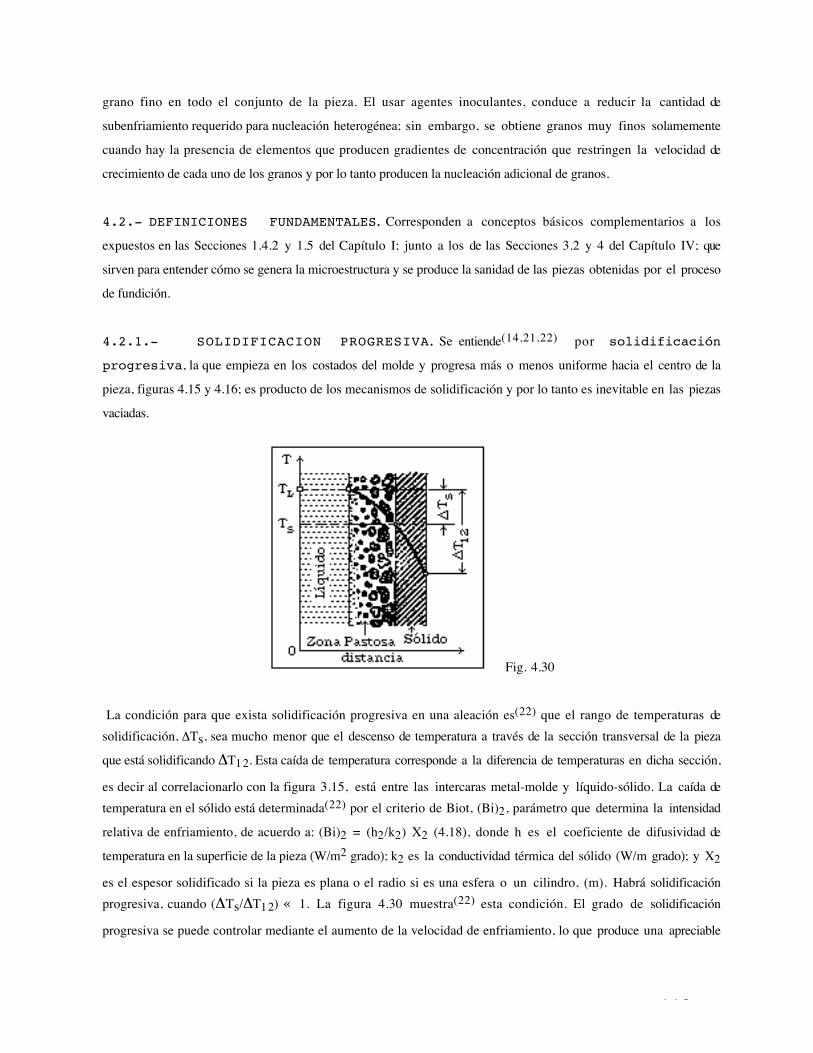
119
grano fino en todo el conjunto de la pieza. El usar agentes inoculantes, conduce a reducir la cantidad de
subenfriamiento requerido para nucleación heterogénea; sin embargo, se obtiene granos muy finos solamemente
cuando hay la presencia de elementos que producen gradientes de concentración que restringen la velocidad de
crecimiento de cada uno de los granos y por lo tanto producen la nucleación adicional de granos.
4.2.- DEFINICIONES FUNDAMENTALES. Corresponden a conceptos básicos complementarios a los
expuestos en las Secciones 1.4.2 y 1.5 del Capítulo I; junto a los de las Secciones 3.2 y 4 del Capítulo IV; que
sirven para entender cómo se genera la microestructura y se produce la sanidad de las piezas obtenidas por el proceso
de fundición.
4.2.1.- SOLIDIFICACION PROGRESIVA. Se entiende(14,21,22) por solidificación
progresiva, la que empieza en los costados del molde y progresa más o menos uniforme hacia el centro de la
pieza, figuras 4.15 y 4.16; es producto de los mecanismos de solidificación y por lo tanto es inevitable en las piezas
vaciadas.
Fig. 4.30
La condición para que exista solidificación progresiva en una aleación es(22) que el rango de temperaturas desolidificación, ΔTs, sea mucho menor que el descenso de temperatura a través de la sección transversal de la pieza
que está solidificando ΔT12. Esta caída de temperatura corresponde a la diferencia de temperaturas en dicha sección,
es decir al correlacionarlo con la figura 3.15, está entre las intercaras metal-molde y líquido-sólido. La caída detemperatura en el sólido está determinada(22) por el criterio de Biot, (Bi)2, parámetro que determina la intensidad
relativa de enfriamiento, de acuerdo a: (Bi)2 = (h2/k2) X2 (4.18), donde h es el coeficiente de difusividad de
temperatura en la superficie de la pieza (W/m2 grado); k2 es la conductividad térmica del sólido (W/m grado); y X2
es el espesor solidificado si la pieza es plana o el radio si es una esfera o un cilindro, (m). Habrá solidificaciónprogresiva, cuando (ΔTs/ΔT12) « 1. La figura 4.30 muestra(22) esta condición. El grado de solidificación
progresiva se puede controlar mediante el aumento de la velocidad de enfriamiento, lo que produce una apreciable
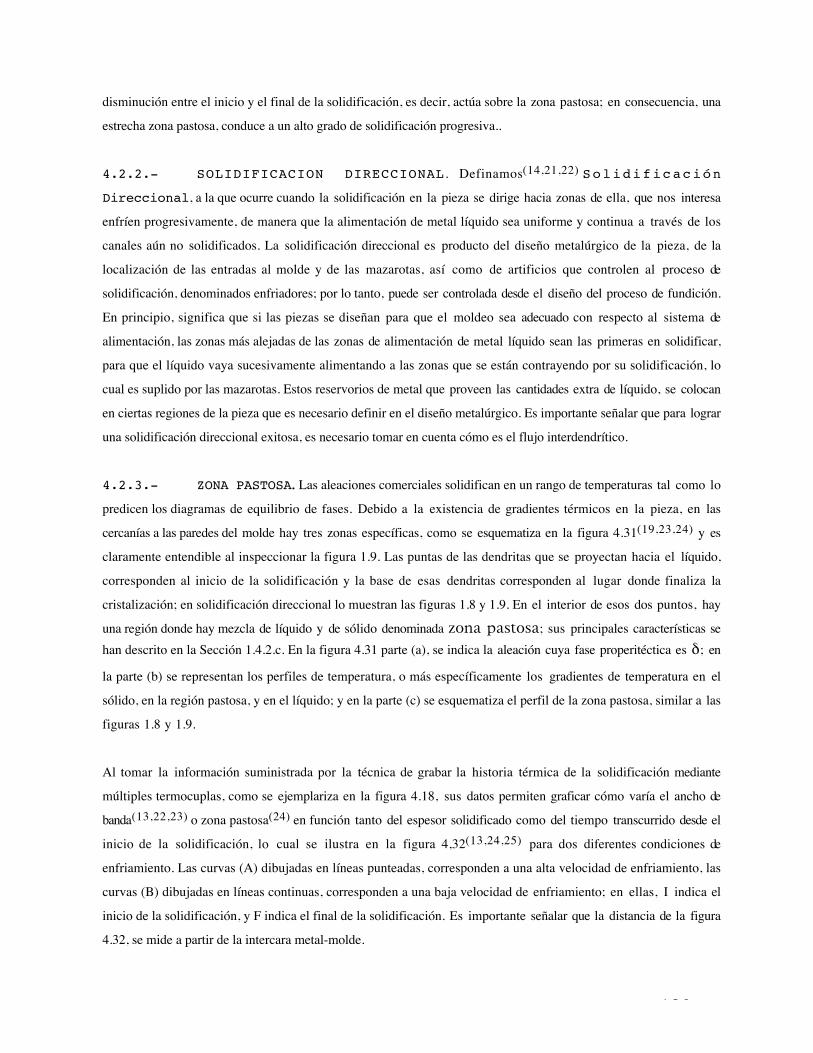
120
disminución entre el inicio y el final de la solidificación, es decir, actúa sobre la zona pastosa; en consecuencia, una
estrecha zona pastosa, conduce a un alto grado de solidificación progresiva..
4.2.2.- SOLIDIFICACION DIRECCIONAL . Definamos(14,21,22) Solidificación
Direccional, a la que ocurre cuando la solidificación en la pieza se dirige hacia zonas de ella, que nos interesa
enfríen progresivamente, de manera que la alimentación de metal líquido sea uniforme y continua a través de los
canales aún no solidificados. La solidificación direccional es producto del diseño metalúrgico de la pieza, de la
localización de las entradas al molde y de las mazarotas, así como de artificios que controlen al proceso de
solidificación, denominados enfriadores; por lo tanto, puede ser controlada desde el diseño del proceso de fundición.
En principio, significa que si las piezas se diseñan para que el moldeo sea adecuado con respecto al sistema de
alimentación, las zonas más alejadas de las zonas de alimentación de metal líquido sean las primeras en solidificar,
para que el líquido vaya sucesivamente alimentando a las zonas que se están contrayendo por su solidificación, lo
cual es suplido por las mazarotas. Estos reservorios de metal que proveen las cantidades extra de líquido, se colocan
en ciertas regiones de la pieza que es necesario definir en el diseño metalúrgico. Es importante señalar que para lograr
una solidificación direccional exitosa, es necesario tomar en cuenta cómo es el flujo interdendrítico.
4.2.3.- ZONA PASTOSA. Las aleaciones comerciales solidifican en un rango de temperaturas tal como lo
predicen los diagramas de equilibrio de fases. Debido a la existencia de gradientes térmicos en la pieza, en las
cercanías a las paredes del molde hay tres zonas específicas, como se esquematiza en la figura 4.31(19,23,24) y es
claramente entendible al inspeccionar la figura 1.9. Las puntas de las dendritas que se proyectan hacia el líquido,
corresponden al inicio de la solidificación y la base de esas dendritas corresponden al lugar donde finaliza la
cristalización; en solidificación direccional lo muestran las figuras 1.8 y 1.9. En el interior de esos dos puntos, hay
una región donde hay mezcla de líquido y de sólido denominada zona pastosa; sus principales características sehan descrito en la Sección 1.4.2.c. En la figura 4.31 parte (a), se indica la aleación cuya fase properitéctica es δ; en
la parte (b) se representan los perfiles de temperatura, o más específicamente los gradientes de temperatura en el
sólido, en la región pastosa, y en el líquido; y en la parte (c) se esquematiza el perfil de la zona pastosa, similar a las
figuras 1.8 y 1.9.
Al tomar la información suministrada por la técnica de grabar la historia térmica de la solidificación mediante
múltiples termocuplas, como se ejemplariza en la figura 4.18, sus datos permiten graficar cómo varía el ancho de
banda(13,22,23) o zona pastosa(24) en función tanto del espesor solidificado como del tiempo transcurrido desde el
inicio de la solidificación, lo cual se ilustra en la figura 4,32(13,24,25) para dos diferentes condiciones de
enfriamiento. Las curvas (A) dibujadas en líneas punteadas, corresponden a una alta velocidad de enfriamiento, las
curvas (B) dibujadas en líneas continuas, corresponden a una baja velocidad de enfriamiento; en ellas, I indica el
inicio de la solidificación, y F indica el final de la solidificación. Es importante señalar que la distancia de la figura
4.32, se mide a partir de la intercara metal-molde.
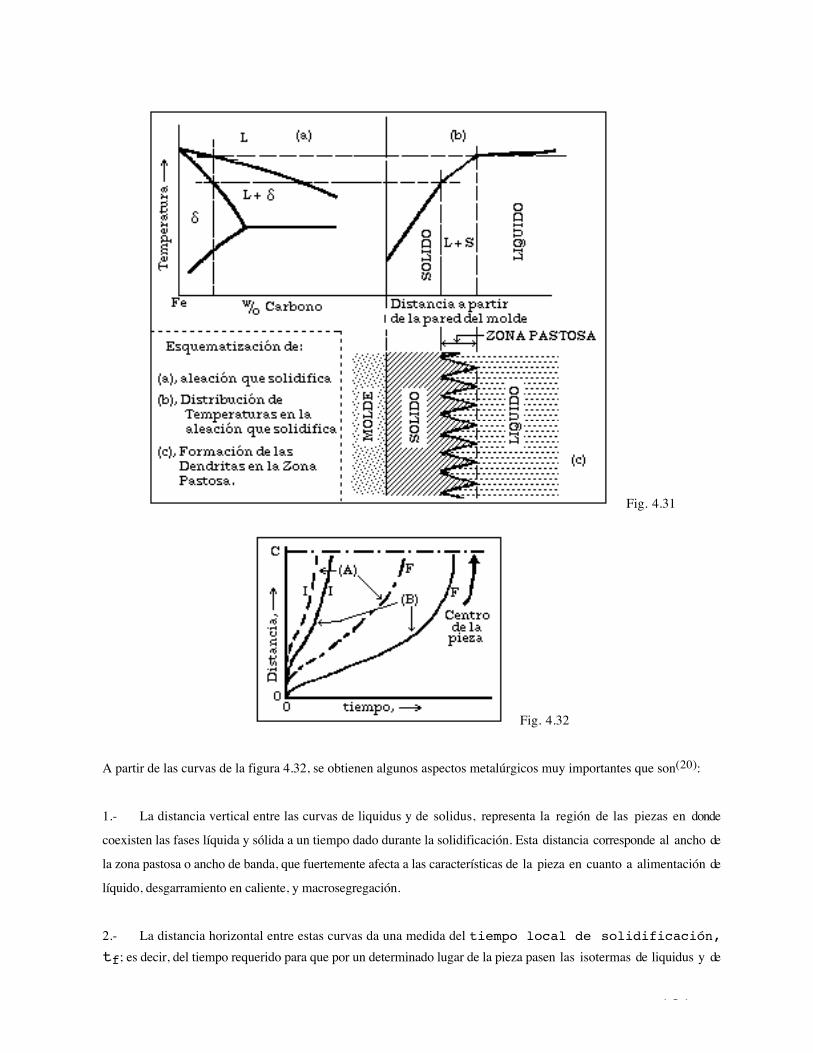
121
Fig. 4.31
Fig. 4.32
A partir de las curvas de la figura 4.32, se obtienen algunos aspectos metalúrgicos muy importantes que son(20):
1.- La distancia vertical entre las curvas de liquidus y de solidus, representa la región de las piezas en donde
coexisten las fases líquida y sólida a un tiempo dado durante la solidificación. Esta distancia corresponde al ancho de
la zona pastosa o ancho de banda, que fuertemente afecta a las características de la pieza en cuanto a alimentación de
líquido, desgarramiento en caliente, y macrosegregación.
2.- La distancia horizontal entre estas curvas da una medida del tiempo local de solidificación,tf; es decir, del tiempo requerido para que por un determinado lugar de la pieza pasen las isotermas de liquidus y de
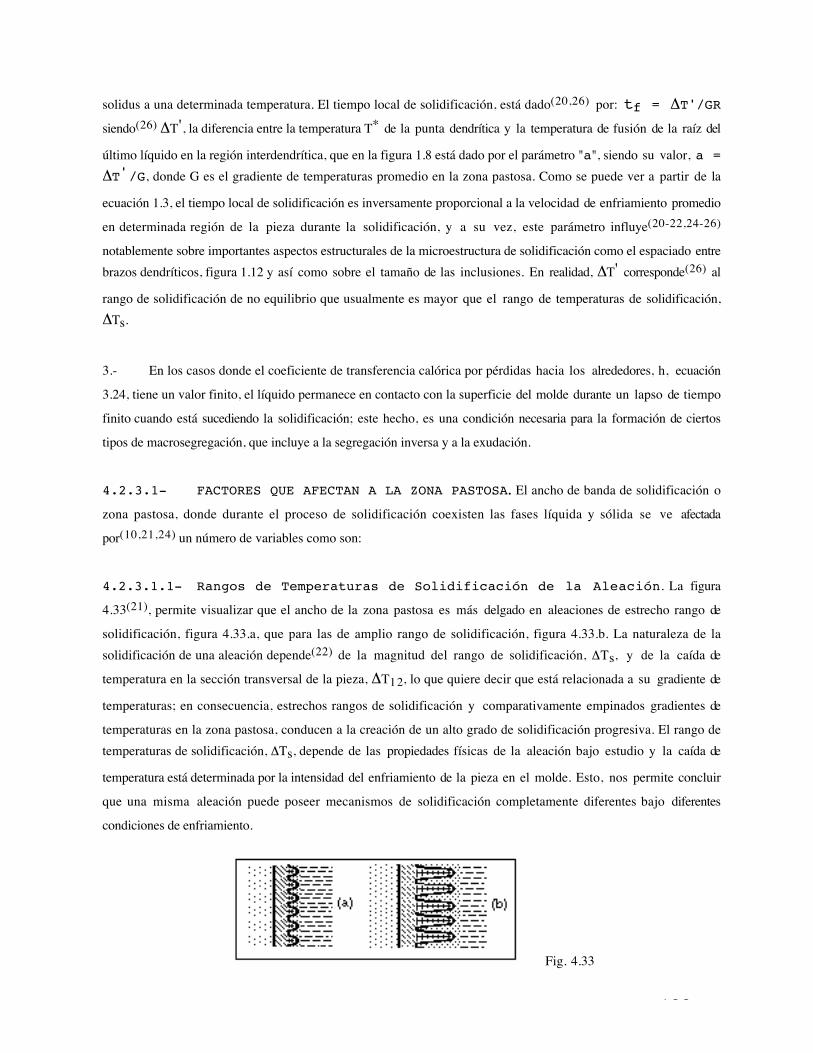
122
solidus a una determinada temperatura. El tiempo local de solidificación, está dado(20,26) por: tf = ΔT'/GRsiendo(26) ΔT', la diferencia entre la temperatura T* de la punta dendrítica y la temperatura de fusión de la raíz del
último líquido en la región interdendrítica, que en la figura 1.8 está dado por el parámetro "a", siendo su valor, a =ΔT'/G, donde G es el gradiente de temperaturas promedio en la zona pastosa. Como se puede ver a partir de la
ecuación 1.3, el tiempo local de solidificación es inversamente proporcional a la velocidad de enfriamiento promedio
en determinada región de la pieza durante la solidificación, y a su vez, este parámetro influye(20-22,24-26)
notablemente sobre importantes aspectos estructurales de la microestructura de solidificación como el espaciado entrebrazos dendríticos, figura 1.12 y así como sobre el tamaño de las inclusiones. En realidad, ΔT' corresponde(26) al
rango de solidificación de no equilibrio que usualmente es mayor que el rango de temperaturas de solidificación,ΔTs.
3.- En los casos donde el coeficiente de transferencia calórica por pérdidas hacia los alrededores, h, ecuación
3.24, tiene un valor finito, el líquido permanece en contacto con la superficie del molde durante un lapso de tiempo
finito cuando está sucediendo la solidificación; este hecho, es una condición necesaria para la formación de ciertos
tipos de macrosegregación, que incluye a la segregación inversa y a la exudación.
4.2.3.1- FACTORES QUE AFECTAN A LA ZONA PASTOSA. El ancho de banda de solidificación o
zona pastosa, donde durante el proceso de solidificación coexisten las fases líquida y sólida se ve afectada
por(10,21,24) un número de variables como son:
4.2.3.1.1- Rangos de Temperaturas de Solidificación de la Aleación. La figura
4.33(21), permite visualizar que el ancho de la zona pastosa es más delgado en aleaciones de estrecho rango de
solidificación, figura 4.33.a, que para las de amplio rango de solidificación, figura 4.33.b. La naturaleza de lasolidificación de una aleación depende(22) de la magnitud del rango de solidificación, ΔTs, y de la caída de
temperatura en la sección transversal de la pieza, ΔT12, lo que quiere decir que está relacionada a su gradiente de
temperaturas; en consecuencia, estrechos rangos de solidificación y comparativamente empinados gradientes de
temperaturas en la zona pastosa, conducen a la creación de un alto grado de solidificación progresiva. El rango detemperaturas de solidificación, ΔTs, depende de las propiedades físicas de la aleación bajo estudio y la caída de
temperatura está determinada por la intensidad del enfriamiento de la pieza en el molde. Esto, nos permite concluir
que una misma aleación puede poseer mecanismos de solidificación completamente diferentes bajo diferentes
condiciones de enfriamiento.
Fig. 4.33
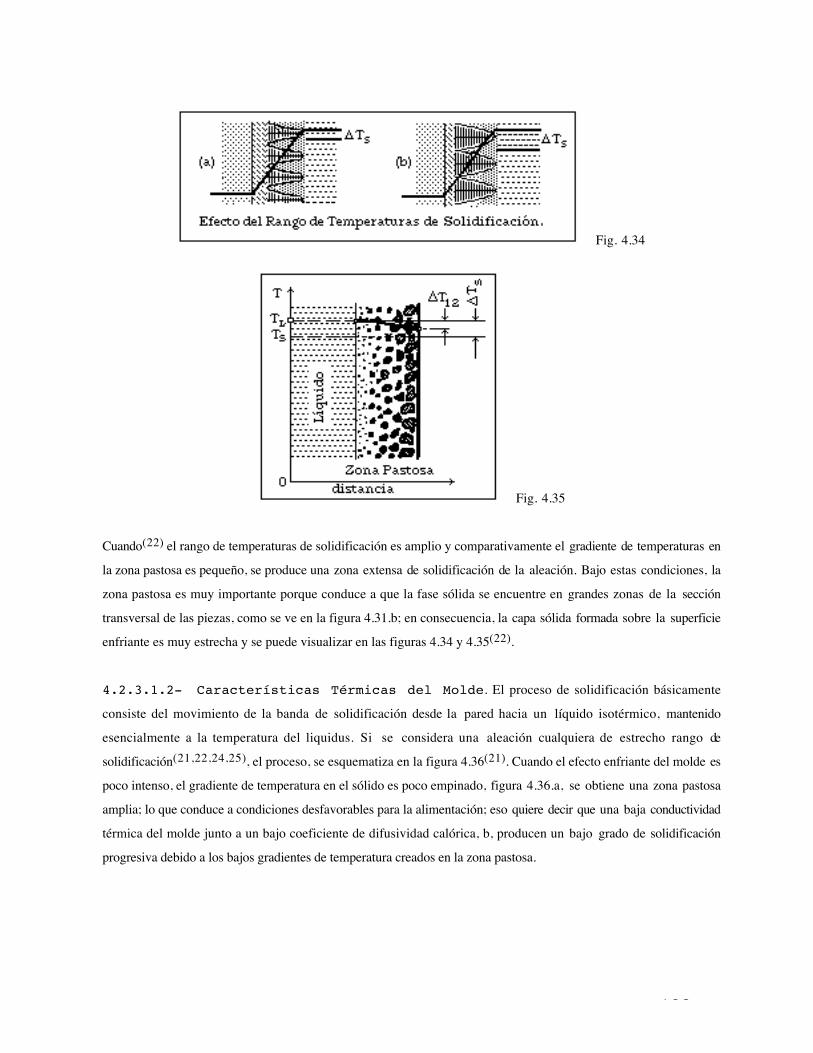
123
Fig. 4.34
Fig. 4.35
Cuando(22) el rango de temperaturas de solidificación es amplio y comparativamente el gradiente de temperaturas en
la zona pastosa es pequeño, se produce una zona extensa de solidificación de la aleación. Bajo estas condiciones, la
zona pastosa es muy importante porque conduce a que la fase sólida se encuentre en grandes zonas de la sección
transversal de las piezas, como se ve en la figura 4.31.b; en consecuencia, la capa sólida formada sobre la superficie
enfriante es muy estrecha y se puede visualizar en las figuras 4.34 y 4.35(22).
4.2.3.1.2- Características Térmicas del Molde. El proceso de solidificación básicamente
consiste del movimiento de la banda de solidificación desde la pared hacia un líquido isotérmico, mantenido
esencialmente a la temperatura del liquidus. Si se considera una aleación cualquiera de estrecho rango de
solidificación(21,22,24,25), el proceso, se esquematiza en la figura 4.36(21). Cuando el efecto enfriante del molde es
poco intenso, el gradiente de temperatura en el sólido es poco empinado, figura 4.36.a, se obtiene una zona pastosa
amplia; lo que conduce a condiciones desfavorables para la alimentación; eso quiere decir que una baja conductividad
térmica del molde junto a un bajo coeficiente de difusividad calórica, b, producen un bajo grado de solidificación
progresiva debido a los bajos gradientes de temperatura creados en la zona pastosa.
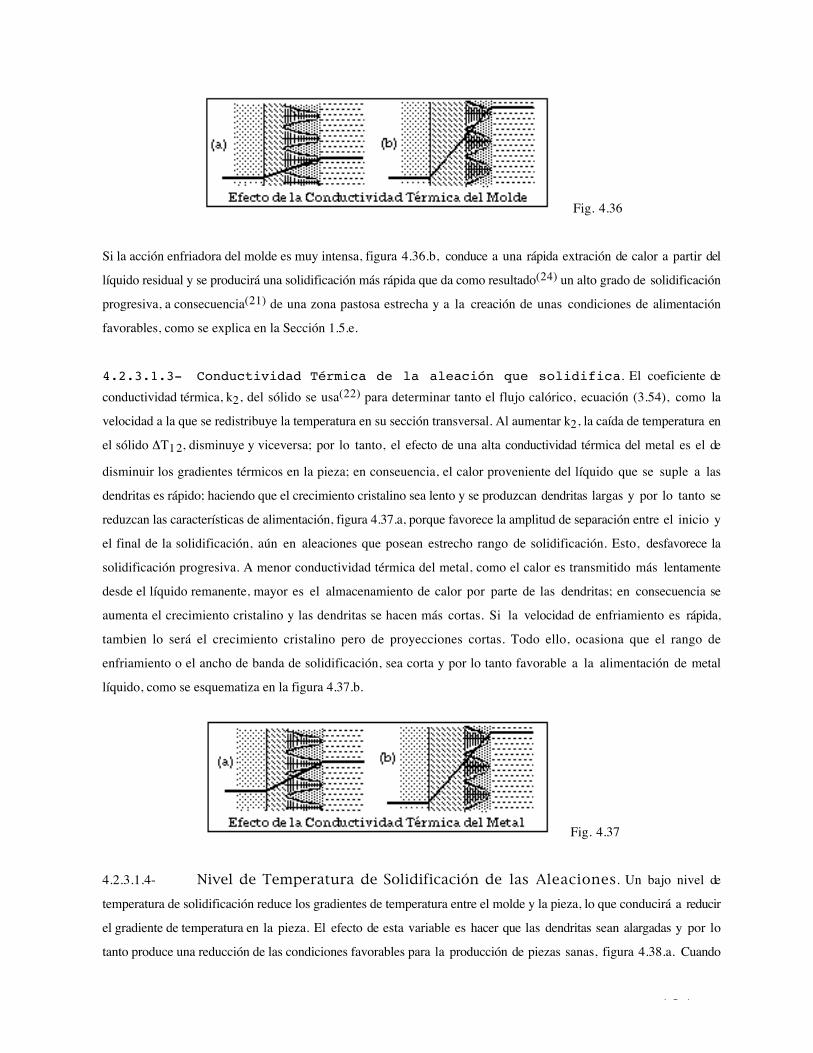
124
Fig. 4.36
Si la acción enfriadora del molde es muy intensa, figura 4.36.b, conduce a una rápida extración de calor a partir del
líquido residual y se producirá una solidificación más rápida que da como resultado(24) un alto grado de solidificación
progresiva, a consecuencia(21) de una zona pastosa estrecha y a la creación de unas condiciones de alimentación
favorables, como se explica en la Sección 1.5.e.
4.2.3.1.3- Conductividad Térmica de la aleación que solidifica. El coeficiente deconductividad térmica, k2, del sólido se usa(22) para determinar tanto el flujo calórico, ecuación (3.54), como la
velocidad a la que se redistribuye la temperatura en su sección transversal. Al aumentar k2, la caída de temperatura en
el sólido ΔT12, disminuye y viceversa; por lo tanto, el efecto de una alta conductividad térmica del metal es el de
disminuir los gradientes térmicos en la pieza; en conseuencia, el calor proveniente del líquido que se suple a las
dendritas es rápido; haciendo que el crecimiento cristalino sea lento y se produzcan dendritas largas y por lo tanto se
reduzcan las características de alimentación, figura 4.37.a, porque favorece la amplitud de separación entre el inicio y
el final de la solidificación, aún en aleaciones que posean estrecho rango de solidificación. Esto, desfavorece la
solidificación progresiva. A menor conductividad térmica del metal, como el calor es transmitido más lentamente
desde el líquido remanente, mayor es el almacenamiento de calor por parte de las dendritas; en consecuencia se
aumenta el crecimiento cristalino y las dendritas se hacen más cortas. Si la velocidad de enfriamiento es rápida,
tambien lo será el crecimiento cristalino pero de proyecciones cortas. Todo ello, ocasiona que el rango de
enfriamiento o el ancho de banda de solidificación, sea corta y por lo tanto favorable a la alimentación de metal
líquido, como se esquematiza en la figura 4.37.b.
Fig. 4.37
4.2.3.1.4- Nivel de Temperatura de Solidificación de las Aleaciones. Un bajo nivel de
temperatura de solidificación reduce los gradientes de temperatura entre el molde y la pieza, lo que conducirá a reducir
el gradiente de temperatura en la pieza. El efecto de esta variable es hacer que las dendritas sean alargadas y por lo
tanto produce una reducción de las condiciones favorables para la producción de piezas sanas, figura 4.38.a. Cuando
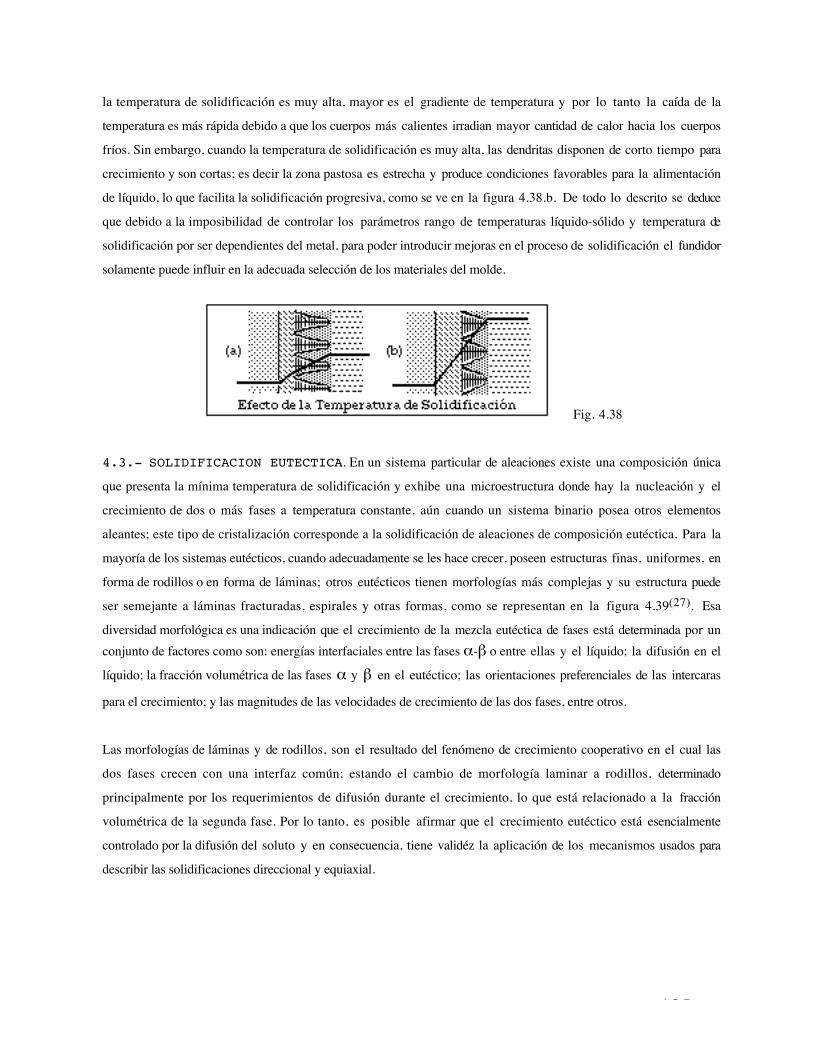
125
la temperatura de solidificación es muy alta, mayor es el gradiente de temperatura y por lo tanto la caída de la
temperatura es más rápida debido a que los cuerpos más calientes irradian mayor cantidad de calor hacia los cuerpos
fríos. Sin embargo, cuando la temperatura de solidificación es muy alta, las dendritas disponen de corto tiempo para
crecimiento y son cortas; es decir la zona pastosa es estrecha y produce condiciones favorables para la alimentación
de líquido, lo que facilita la solidificación progresiva, como se ve en la figura 4.38.b. De todo lo descrito se deduce
que debido a la imposibilidad de controlar los parámetros rango de temperaturas líquido-sólido y temperatura de
solidificación por ser dependientes del metal, para poder introducir mejoras en el proceso de solidificación el fundidor
solamente puede influir en la adecuada selección de los materiales del molde.
Fig. 4.38
4.3.- SOLIDIFICACION EUTECTICA. En un sistema particular de aleaciones existe una composición única
que presenta la mínima temperatura de solidificación y exhibe una microestructura donde hay la nucleación y el
crecimiento de dos o más fases a temperatura constante, aún cuando un sistema binario posea otros elementos
aleantes; este tipo de cristalización corresponde a la solidificación de aleaciones de composición eutéctica. Para la
mayoría de los sistemas eutécticos, cuando adecuadamente se les hace crecer, poseen estructuras finas, uniformes, en
forma de rodillos o en forma de láminas; otros eutécticos tienen morfologías más complejas y su estructura puede
ser semejante a láminas fracturadas, espirales y otras formas, como se representan en la figura 4.39(27). Esa
diversidad morfológica es una indicación que el crecimiento de la mezcla eutéctica de fases está determinada por unconjunto de factores como son: energías interfaciales entre las fases α-β o entre ellas y el líquido; la difusión en el
líquido; la fracción volumétrica de las fases α y β en el eutéctico; las orientaciones preferenciales de las intercaras
para el crecimiento; y las magnitudes de las velocidades de crecimiento de las dos fases, entre otros.
Las morfologías de láminas y de rodillos, son el resultado del fenómeno de crecimiento cooperativo en el cual las
dos fases crecen con una interfaz común; estando el cambio de morfología laminar a rodillos, determinado
principalmente por los requerimientos de difusión durante el crecimiento, lo que está relacionado a la fracción
volumétrica de la segunda fase. Por lo tanto, es posible afirmar que el crecimiento eutéctico está esencialmente
controlado por la difusión del soluto y en consecuencia, tiene validéz la aplicación de los mecanismos usados para
describir las solidificaciones direccional y equiaxial.
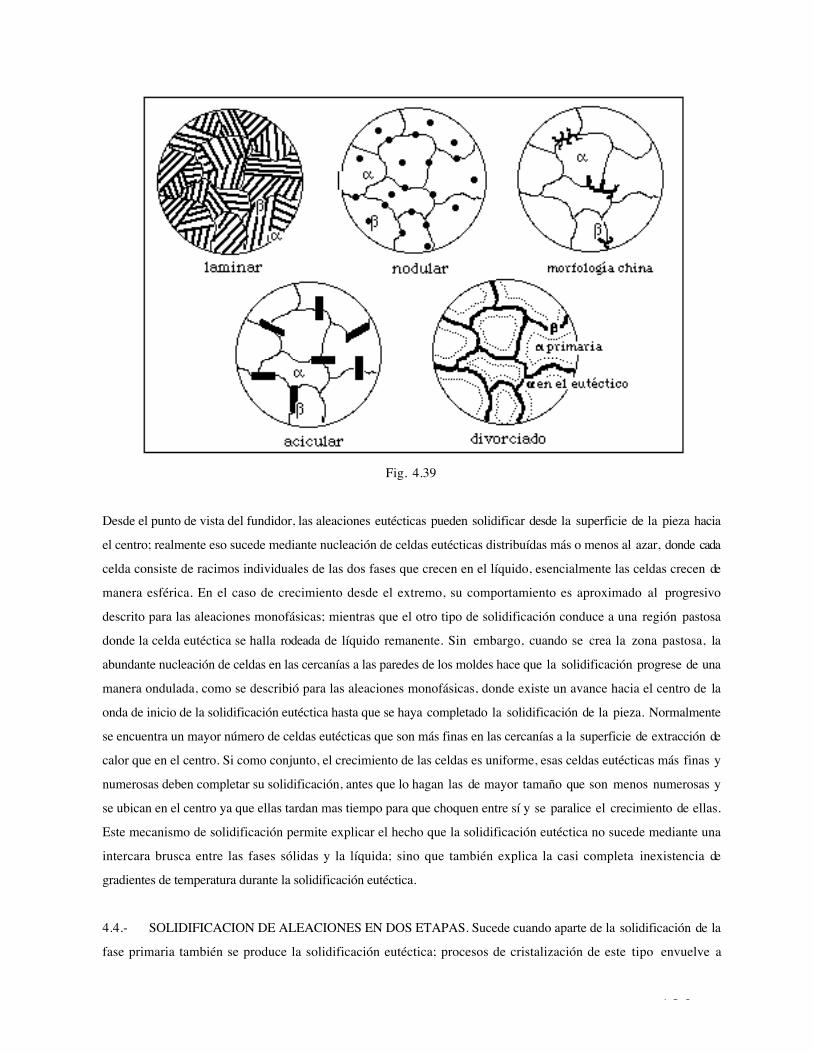
126
Fig. 4.39
Desde el punto de vista del fundidor, las aleaciones eutécticas pueden solidificar desde la superficie de la pieza hacia
el centro; realmente eso sucede mediante nucleación de celdas eutécticas distribuídas más o menos al azar, donde cada
celda consiste de racimos individuales de las dos fases que crecen en el líquido, esencialmente las celdas crecen de
manera esférica. En el caso de crecimiento desde el extremo, su comportamiento es aproximado al progresivo
descrito para las aleaciones monofásicas; mientras que el otro tipo de solidificación conduce a una región pastosa
donde la celda eutéctica se halla rodeada de líquido remanente. Sin embargo, cuando se crea la zona pastosa, la
abundante nucleación de celdas en las cercanías a las paredes de los moldes hace que la solidificación progrese de una
manera ondulada, como se describió para las aleaciones monofásicas, donde existe un avance hacia el centro de la
onda de inicio de la solidificación eutéctica hasta que se haya completado la solidificación de la pieza. Normalmente
se encuentra un mayor número de celdas eutécticas que son más finas en las cercanías a la superficie de extracción de
calor que en el centro. Si como conjunto, el crecimiento de las celdas es uniforme, esas celdas eutécticas más finas y
numerosas deben completar su solidificación, antes que lo hagan las de mayor tamaño que son menos numerosas y
se ubican en el centro ya que ellas tardan mas tiempo para que choquen entre sí y se paralice el crecimiento de ellas.
Este mecanismo de solidificación permite explicar el hecho que la solidificación eutéctica no sucede mediante una
intercara brusca entre las fases sólidas y la líquida; sino que también explica la casi completa inexistencia de
gradientes de temperatura durante la solidificación eutéctica.
4.4.- SOLIDIFICACION DE ALEACIONES EN DOS ETAPAS. Sucede cuando aparte de la solidificación de la
fase primaria también se produce la solidificación eutéctica; procesos de cristalización de este tipo envuelve a
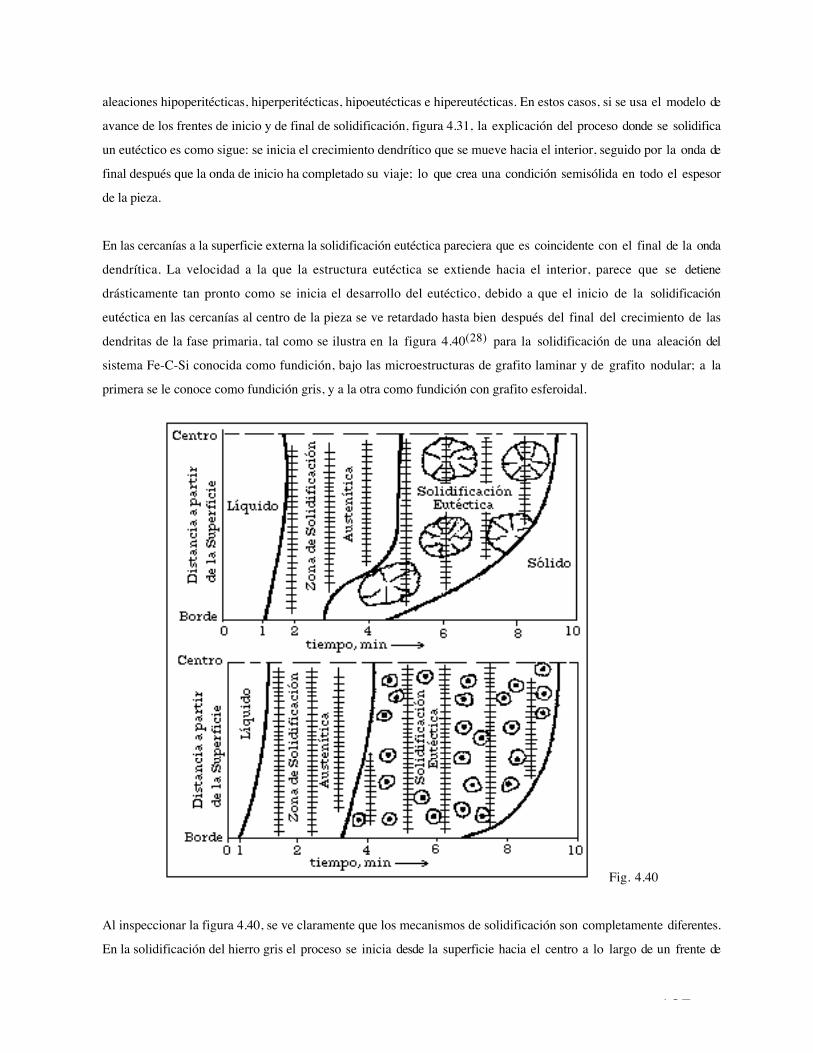
127
aleaciones hipoperitécticas, hiperperitécticas, hipoeutécticas e hipereutécticas. En estos casos, si se usa el modelo de
avance de los frentes de inicio y de final de solidificación, figura 4.31, la explicación del proceso donde se solidifica
un eutéctico es como sigue: se inicia el crecimiento dendrítico que se mueve hacia el interior, seguido por la onda de
final después que la onda de inicio ha completado su viaje; lo que crea una condición semisólida en todo el espesor
de la pieza.
En las cercanías a la superficie externa la solidificación eutéctica pareciera que es coincidente con el final de la onda
dendrítica. La velocidad a la que la estructura eutéctica se extiende hacia el interior, parece que se detiene
drásticamente tan pronto como se inicia el desarrollo del eutéctico, debido a que el inicio de la solidificación
eutéctica en las cercanías al centro de la pieza se ve retardado hasta bien después del final del crecimiento de las
dendritas de la fase primaria, tal como se ilustra en la figura 4.40(28) para la solidificación de una aleación del
sistema Fe-C-Si conocida como fundición, bajo las microestructuras de grafito laminar y de grafito nodular; a la
primera se le conoce como fundición gris, y a la otra como fundición con grafito esferoidal.
Fig. 4.40
Al inspeccionar la figura 4.40, se ve claramente que los mecanismos de solidificación son completamente diferentes.
En la solidificación del hierro gris el proceso se inicia desde la superficie hacia el centro a lo largo de un frente de
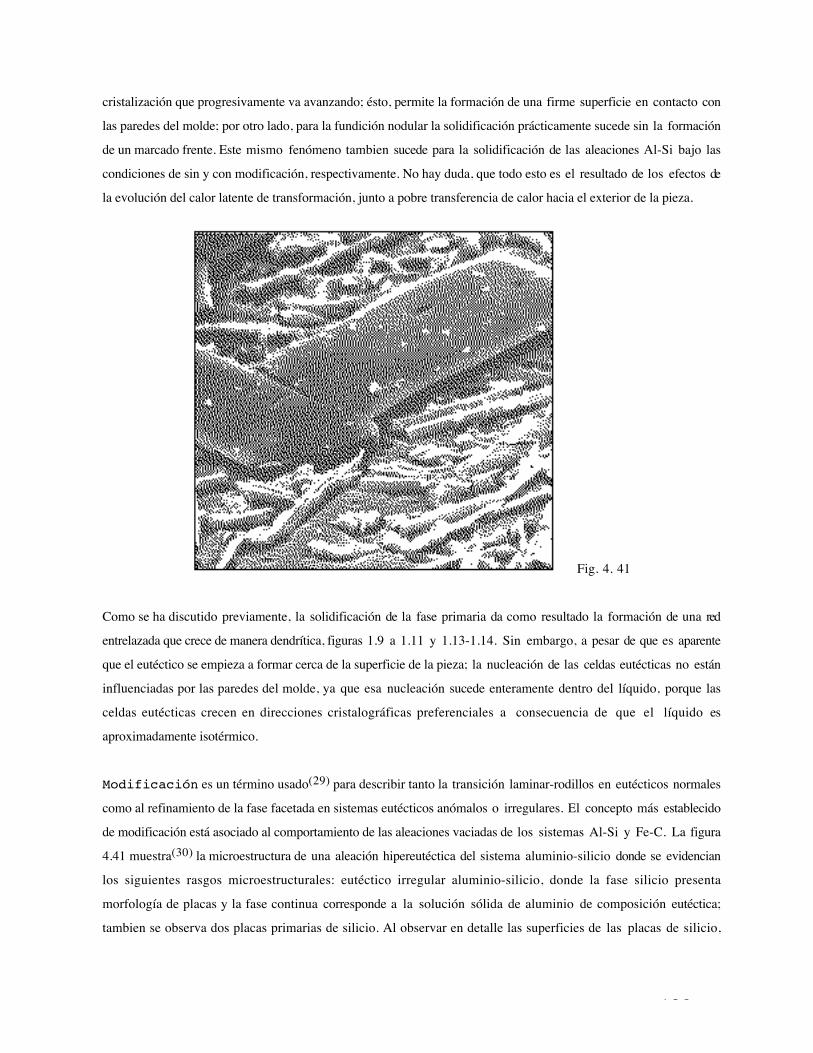
128
cristalización que progresivamente va avanzando; ésto, permite la formación de una firme superficie en contacto con
las paredes del molde; por otro lado, para la fundición nodular la solidificación prácticamente sucede sin la formación
de un marcado frente. Este mismo fenómeno tambien sucede para la solidificación de las aleaciones Al-Si bajo las
condiciones de sin y con modificación, respectivamente. No hay duda, que todo esto es el resultado de los efectos de
la evolución del calor latente de transformación, junto a pobre transferencia de calor hacia el exterior de la pieza.
Fig. 4. 41
Como se ha discutido previamente, la solidificación de la fase primaria da como resultado la formación de una red
entrelazada que crece de manera dendrítica, figuras 1.9 a 1.11 y 1.13-1.14. Sin embargo, a pesar de que es aparente
que el eutéctico se empieza a formar cerca de la superficie de la pieza; la nucleación de las celdas eutécticas no están
influenciadas por las paredes del molde, ya que esa nucleación sucede enteramente dentro del líquido, porque las
celdas eutécticas crecen en direcciones cristalográficas preferenciales a consecuencia de que el líquido es
aproximadamente isotérmico.
Modificación es un término usado(29) para describir tanto la transición laminar-rodillos en eutécticos normales
como al refinamiento de la fase facetada en sistemas eutécticos anómalos o irregulares. El concepto más establecido
de modificación está asociado al comportamiento de las aleaciones vaciadas de los sistemas Al-Si y Fe-C. La figura
4.41 muestra(30) la microestructura de una aleación hipereutéctica del sistema aluminio-silicio donde se evidencian
los siguientes rasgos microestructurales: eutéctico irregular aluminio-silicio, donde la fase silicio presenta
morfología de placas y la fase continua corresponde a la solución sólida de aluminio de composición eutéctica;
tambien se observa dos placas primarias de silicio. Al observar en detalle las superficies de las placas de silicio,
129
tanto las de naturaleza eutéctica como las primarias, se aprecia una intercara totalmente planar para constituir la fase
facetada.
En el sistema hierro-carbono, la modificación de grafito laminar a grafito esferoidal se promueve mediante la adición
de pequeñísimas cantidades de elementos nodulizantes, que cambian la cinética de crecimiento del grafito. La
modificación microestructural del eutéctico en el sistema de aleaciones aluminio-silicio promueve un cambio(31) del
silicio eutéctico en forma de placas gruesas a una forma fibrosa fina, mediante cualquiera de los procesos de: (a),
adición al líquido de un modificador, que puede ser Sodio o Estroncio; y (b), enfriamiento rápido, donde la velocidadde crecimiento del eutéctico exceda 100 µm/s. La morfología del silicio eutéctico se modifica(32) de placas
interconectadas a una variedad de formas fibrosas; estas fibras difieren(32) de la placas porque la adición de impurezas
modificadoras inducen la formación de una alta densidad de maclas, no encontradas en la aleación binaria pura Al-Si,
solidificada a cualquier velocidad de enfriamiento. Cuando se añade sodio, la densidad de maclas es(32) de 1:10 en los
espaciados interplanares {111} y son microfacetadas; mientras que las fibras producidas por enfriamiento rápido
son(32) más finas y esencialmente libres de maclas y son no-facetadas. La fase aluminio no se ve estructuralmente
afectada(32) por la adición de impurezas modificadoras.
5.- REFERENCIAS.
1.- O. Quintero Sayago, La Metalografía de Aleaciones Comerciales Aluminio-Silicio, Trabajo de Ascenso a
Profesor Titular, Universidad Simón Bolívar, Abril de 1991. 2.- R. Kumar, C. S. Sivaramakrishnan and R. K. Mahanty, in The Properties of Liquid Metals , Sakae Takehu-
chi, Editor, 93-97, 1972.
3.- I. A. Vashukov, BISI 1784, Izv. VUZ. Chern. Met., (6), 128-133, 1978. 4.- G. A. Chadwick, Metallography of Phase Transformations , Crane, Russak and Co. 1972.
5.- I. A. Vashukov and A. A. Zhukov, La Fonderia Italiana, Nº 9, 259-265, 1978. 6.- W. B. Pearson, The Crystal Chemistry and Physics of Metals and Alloys , Wiley Intersc., 1972.
7.- E. S. Machlin, in Metallurgical Treatises , J. K. Tien and J. F. Elliott, Editors, The Met. Soc. of AIME
Pub., 409-421, 1981. 8.- A. G. Guy and J. J. Hren, Elements of Physical Metallurgy , Addison-Wesley, 1974.
9.- A. M. Korol'kov, Casting Properties of Metals and Alloys , Consultants Bureau, 1960.
10.- V. Kondic, Metallurgical Principles of Founding , E. Arnold Pub. Ltd., 1968.
11.- P. R. Beeley, Foundry Technology , Butterworths, 1972.
12.- G. H. Geiger and D. R. Poirier, Transport Phenomena in Metallurgy , Addison-Wesley Pub. Co. 1973.
13.- R. A. Flinn, Fundamentals of Metal Casting , Addison-Wesley, Cap. 2, 1963.
130
14.- R. W. Heine, C. R. Loper, Jr., and P. C. Rosenthal, Principles of MetalCasting , McGraw-Hill Book Co.,
Cap. 8, 1967.15.- W. A. Tiller, K. A. Jackson, J. W. Rutter and B. Chalmers, Acta Met., 1 , 428-437, 1953.
16.- M. E. Glicksman, M. B. Koss, and E. A. Winsa, JOM, Vol. 47, Nº 8, 49-54, 1995.
17.- H. Lozada, Tesis M. Sc. en Ingeniería de Materiales, Universidad Simón Bolívar, 1991.
18.- B. Macedo, Tesis M. Sc. en Ingenieria de Materiales, Universidad Simón Bolívar, 1991.19.- J. Gerin Sylvia, Cast Metals Technology , Addison-Wesley Pub. Co., 1972.
20.- M. C. Flemings, Solidification Processing , McGraw-Hill Book Co, 1974.
21.- R. Wloadawer, Directional Solidification of Steel Castings , Pergamon Press, 1966.
22.- A. I. Veinik, Thermodynamics for the Foundryman , Maclaren and Sons, 1968.
23.- H. F. Taylor, M. C. Flemings, and J. Wulff, Foundry Engineering , John Wiley, 1959.
24.- SCRATA, The Design and Properties of Steel Castings , Printed by J. W. Northend Ltd., 1968.
25.- R. W. Ruddle, The Solidification of Castings , The Institute of Metals, Monograph Nº 7, 1957.
26.- W. Kurz and D. J. Fisher, Fundamentals of Solidification , Trans Tech Publications, 1986.
27.- C. O. Smith, The Science of Engineering Materials , Prentice-Hall, Inc., 1977.
28.- R. Sipi, AFS Int. Cast Met. J. Vol. 7, Nº 1, 44-53, March 1982,29.- M. A. Sava and R. W. Smith, in Solidification Processing 1987 Preprint , 19-21, 1987
30.- G. Lebón y J. Gargano, Tesis Ingenieros Metalúrgicos, Universidad Central de Venezuela, 1983.31.- L. M. Hogan and M. Shamsuzzoha, in Solidification Processing 1987 Preprint , 22-25, 1987.
32.- Shu-Zu Lu and A. Hellawell, in Solidification Processing 1987 Preprint , 26-29, 1987.
6.- EJERCICIOS TEMA IV.
4.1.-





























