Embed Size (px)
DESCRIPTION
Processing Kodak Motion Picture Films - Module 10 Effects of Mechanical & Chemical Variations in Processes ECP-2D and ECP-2E
Citation preview

©Eastman Kodak Company, 2006
Processing KODAK Color Print Films, Module 10
Effects of Mechanical & Chemical Variations in Processes ECP-2D and ECP-2E

-2 Effects of Mechanical & Chemical Variations in Processes ECP-2D and ECP-2E
Table of ContentsEffects of Mechanical & Chemical Variations in Process ECP-2D / ECP-2E 10-3PROCESS CONTROL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10-3
Mechanical Control . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10-3Chemical Control . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10-3Photographic and Sensitometric Control . . . . . . . . . . . . . . . . . . . . . . . . . 10-5Correlation of Mechanical, Chemical, and Sensitometric Data . . . . . . . . 10-5Effects of Mechanical and Chemical Variations. . . . . . . . . . . . . . . . . . . . 10-5
Effects of Time and Temperature Variations. . . . . . . . . . . . . . . . . 10-6Effects of pH and CD-2 Variations . . . . . . . . . . . . . . . . . . . . . . . . 10-7Effects of NaBr and Na2CO3 Variations . . . . . . . . . . . . . . . . . . . . 10-8Effects of Na2SO3 Variations . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10-9Effects of AF-9 and PB-2 Prebath Contamination. . . . . . . . . . . . . 10-10Effects of CD-3 for CD-2 and Stop Bath Contamination . . . . . . . . 10-11Effects of Persulfate Accelerator and
Hydroxylamine Sulfate Contamination . . . . . . . . . . . . . . . . . . . 10-12Effects of F-35B Fixer and NaCl Contamination . . . . . . . . . . . . . . 10-13Effects of KI Contamination and Water Dilution . . . . . . . . . . . . . . 10-14Effects of Bacterial Na2S and Na2SO4 Contamination . . . . . . . . . 10-15Effects of Under- and Over-Replenishment . . . . . . . . . . . . . . . . . 10-16
DIAGNOSTIC SCHEMES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10-17Color Print Film Diagnostic Charts. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10-17
Verification Process . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10-18Problem Sorting . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10-19Low Developer Activity . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10-20High Developer Activity . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10-21High D-min (Green Only) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10-22Sound Track Process Analysis . . . . . . . . . . . . . . . . . . . . . . . . . . . 10-23Retained Silver (Ferricyanide or UL Bleach). . . . . . . . . . . . . . . . . 10-24Retained Silver (Persulfate Bleach) . . . . . . . . . . . . . . . . . . . . . . . 10-25Retained Silver Halide . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10-26
SPECIAL TESTS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10-27Verification Tests . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10-27Solution By-pass Test . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10-28Process Omitting Prebath Test . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10-28Fixed-out Strip Test . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10-28Process Omitting First Fixer Test. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10-28
PROCESSED FILM PROBLEMS. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10-29
The information contained herein is furnished by Eastman Kodak Company without any warranty or guarantee whatsoever. While Kodak is unaware of any valid domestic patents of others which would be infringed by the methods, formulas or apparatus described herein, the furnishing of this information is not to be considered as any license for inducement of, or recommendation for any action by any party any such action being a matter for independent investigation and decision by such party.

Effects of Mechanical & Chemical Variations in Processes ECP-2D and ECP-2E 10-3
10 Effects of Mechanical & Chemical Variations in Process ECP-2D and ECP-2E
PROCESS CONTROLThe successful processing of KODAK VISION Color Print Film / 2383, KODAK VISION Premier Color Print Film / 2393, and KODAK VISION Color Teleprint Film / 2395 /3395 requires a good process control system. The essential phases of such a control system include mechanical, chemical, and photographic control, plus correlation and interpretation of results. The philosophy and a recommended system of process control are given in Module 1, Process Control. The following sections are specific for Processes ECP-2D and ECP-2E.
Mechanical ControlMechanical control includes items basic to any chemical reaction, such as temperature, agitation, and time of reaction. The developer temperature should be maintained tightly within specifications. The temperatures of other solutions, while not quite so critical, must nevertheless be carefully controlled. Recirculation and replenishment rates must be regulated to maintain the required chemical activity of the various solutions. Turbulated solutions should be piped through devices that indicate the rates of flow and pressures so that the jet-agitation action of the solution at the film surface can be controlled. A method for calibrating and measuring flow rates is given in Module 2, Equipment and Procedures. The operating speed of the processing machine should be checked frequently. All such factors, whether regulated automatically or manually, constitute the physical or mechanical aspects of control. A checklist for daily operation of a processor is given in Table 10-2, Checklist For Daily Operation.
Chemical ControlMaintaining the proper composition of the processing solutions is one of the most important elements of control. Maintain the chemical composition of the solutions within the published tolerances to achieve satisfactory process control. Do not compensate for chemical imbalances by altering mechanical parameters. This action is not good process control procedure and is not recommended.Use the Analytical Methods recommended in Module 3, Analytical Procedures, to determine the chemical composition of each processing solution. Some of the methods require the use of a pH meter to accurately measure solution acidity or alkalinity. An automatic titrator or pH meter is required for potentiometric titrations. A spectrophotometer is required to measure constituents in some processing solutions. With these three instruments plus chemical reagents and the assorted glassware (pipets, burets, hydrometers, beakers, etc,) usually found in analytical
laboratories, all of the solutions used in the process can be analyzed.
Table 10-1, Critical Chemical Analyses shows the method number for each analysis that is performed on each process solution. Only the basic method number is listed in Table 10-1. Since the methods are constantly being improved and reissued with a new suffix, be sure to use the latest version of the basic method. For example, if the current basic method for measuring sulfite in color developer is number 1305C, the next revision of the method will be 1305D. When the technology or chemistry of the method is changed, a totally new number will be assigned to the new method as was done when the pH method changed from 810 to ULM-191-2.
Table 10-1 Critical Chemical Analyses
Solution Analyses Tank AnalysesReplenisher
MethodNumber
Developer pHSpecific GravityTotal AlkalinityCD-2BromideSulfite
D, FT, FT, FT, FT, FT, F
FFFFFF
ULM-191-2ULM-0002/1ECP-0001/1ECP-0003/1ECP-926CECP-2-1305C
Stop pH D, F F ULM-191-2
First Fixer*
* Process ECP-2D only
pHSpecific GravityHypo IndexThiosulfateSulfite
D, FW, FW, FW, FW, F
FFFFF
ULM-191-2ULM-0002/1ECP-0002/1ECP-0002/1ECP-0002/1
Accelerator (Persulfate Bleach)
pHSpecific GravityMetabisulfiteBuffer CapacityPBA-1
D, FW, FW, FW, FW, F
FFFFF
ULM-191-2ULM-0002/1ECP-0025/01ECP-0020-01ECP-0027-01
Bleach Persulfate
pHSpecific GravityPersulfateChlorideBuffer Capacity
D, FW, FW, FW, FW, F
FFFFF
ULM-191-2ULM-0002/1ECP-0026/1ECP-0009/1ECP-0019-01
Bleach†
Ferricyanide
† Alternate Bleach
pHSpecific Gravity Ferricyanide Bromide
D, FW, FW, FW, F
FFFF
ULM-191-2ULM-0002/1ULM-0021/1ULM-0004/1
Sound Track Developer*
HydroquinoneViscosity
FF
——
ECP-2-407ECP-2-99
Second Fixer
pHSpecific GravityHypo IndexThiosulfateSulfite
D, FW, FW, FW, FW, F
FFFFF
ULM-191-2ULM-0002/1ECP-0002/1ECP-0002/1ECP-0002/1
D=Daily T=Twice Weekly W=Weekly M=Monthly F=Each Fresh Mix

10-4 Effects of Mechanical & Chemical Variations in Processes ECP-2D and ECP-2E
Table 10-2 Checklist For Daily Operation
Steps Spec. Mon Tues Wed Thurs Fri Sat Sun
1.Was shutdown strip in control?
2.Turn on power, air and water supplies, and the exhaust system.
3.Check solution levels* in machine tanks.
* Solution levels must be high enough in the weir boxes to prevent air from being drawn into the recirculation systems when recirculator pumps are turned on.
4.Check replenisher supply tanks and make fresh replenishment solutions (if necessary).
Developer
Stop
Fixer†
† Process ECP-2D only.
Accelerator
Bleach
Sound Track Developer
Fixer
Final Rinse.
5.Turn on recirculation pumps.
6.Adjust wash-water flow-meters to proper setting.
7.Turn on and check air supply to squeegees.
8.Turn on temperature controls systems.
9.Turn on replenishers. Use leader rates until film is being processed.
10.Turn on dryer fan motor and heater.
11.Start machine and check machine speed.
12.Check final squeegee for cleanliness and adjustment. Make corrections if necessary.
13.Check leader for twists.
14.Check solution time. Developer
15.Use KODAK Process Thermometer, Type 3. Check solution temperature.‡
‡ Start-up and every two hours.
Developer
Accelerator
16.Check recirculation rate. Developer
Stop
Fixer†
Accelerator
Bleach
Fixer
Final Rinse
17.Run control strips.
18.Proceed to production if in control.
19.Check replenisher flow rate.‡ Developer
Stop
Wash
Accelerator
Bleach
Wash
Sound Track Developer†
Spray Rinse
Fixer
Final Wash
Final Rinse

Effects of Mechanical & Chemical Variations in Processes ECP-2D and ECP-2E 10-5
Analyze all fresh chemical mixes, as the first defense against mixing errors. The tank solutions should be checked on a regular basis to monitor any changes in the chemical composition. The most useful analysis is pH. It is relatively easy to measure and must be done on a daily basis. A drift in developer pH is usually the first warning of a process about to go out of control. When such drifts are observed, it is important to try to find the cause, rather than to blindly adjust the pH and continue processing. In most cases, this will require a complete developer analysis. Table 10-2, Checklist For Daily Operation, indicates a starting point for the frequency of analysis. The schedule of analysis can be customized by a particular installation to keep its process in chemical control. The customized frequency will depend on the amount of film being processed, and the historical stability of the process.
Photographic and Sensitometric ControlThe chemical reactions involved in processing color films are so complex that it is impossible to evaluate and control the process completely on the basis of mechanical and chemical data alone. The end results are photographic and include the characteristics of the sensitized material and the chemicals of the process. Actual picture tests demonstrate how the process behaves photographically. It is possible, although cumbersome, to use such tests for photographic control. Apart from rigorous photographic control, however, viewing printed picture work off a process is important because it is an indication of the overall photographic condition of the process, both sensitometric and physical.
The best process control methods furnish quantitative information about the process. Sensitometric control strips provide a rapid, accurate and greatly simplified means of evaluating the process photographically. Introduce strips into the process with regular production footage every one or two hours. Evaluate visually, or more precisely, by densitometric methods. Examine the strips immediately after processing and plot the results on the same charts where the mechanical and chemical data are recorded. This information gives an hour-to-hour check on whether accidents have occurred causing the process to drift away from the process aim. See the Typical Control Chart in Module 1, Process Control, for examples.
For your convenience, sensitometrically exposed control strips in 16 and 35 mm are available from Eastman Kodak Company. KODAK VISION Color Print Control Strips, Process ECP-2D are packaged in 30.5 metre (100-foot) rolls containing at least 120 exposures and a processed reference strip. The exposures on the roll are spaced at 240 mm (9.5-inch) intervals. Each exposure has 21 gray-scale steps at 0.15 log H increments. The reference strip is exposed exactly as the control strips and is subsequently processed under well-controlled conditions. The instruction sheet contains correction factors that are required to establish your process aims. A four-digit code number appears on the carton, can, control strips, reference strip, and instruction sheet, identifying each production batch of strips. The
procedures for using control strips are found in Module 1, Process Control.
Correlation of Mechanical, Chemical, and Sensitometric DataRecord and interpret all mechanical, chemical, and photographic results, to monitor whether the process is in or out of control. If the process drifts out of control, your control records should indicate what corrective action was taken to reestablish control.
As your experience increases with Process ECP-2D / ECP-2E, you will accumulate mechanical, chemical, and sensitometric data under many conditions. This reference will indicate what photographic results to expect when various mechanical and chemical changes occur.
Until experience is gained with your process, it is important to know generally what photographic effects to expect as a result of chemical or mechanical variations, and approximately what magnitude of change produces a noticeable photographic effect. This information helps diagnose a photographically off-balance condition.
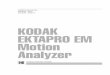
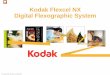
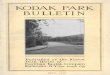
Effects of Mechanical and Chemical VariationsDiagnostic ChartsThe control plots in this section illustrate some of the major photographic effects of mechanical and chemical variations on KODAK VISION Color Print Film / 2383. Each plot shows the effect of a change in a process parameter (horizontal axis), on the dye density of the processed film (vertical axis). The specifications for the various parameters are represented by the letter “S” along the horizontal axis. A plot at + 0.10 for the red density indicates the parameter change caused the red density to increase by 0.10 densitometric units (looks cyan) above the process aim.
The magnitude of the changes shown in these plots should not be considered to be process control limits. Also, the data presented are qualitative, not quantitative. The plots were derived from experiments using small laboratory machines in which all constituents were held constant except the variable being studied. Hence, the figures should be used only as trend charts and guides. If two or more process parameters are varied, the resulting photographic effect is not predictable because all effects are not additive. Interactions can occur that produce effects other than those predicted by addition. The plots in this publication are representative only; they do not contain all possible solution problems. Most of the important photographic effects take place in the developer.
The Color Print Film Diagnostic Charts are diagnostic schemes for the process and highlight the importance of not only the developer, but also the stop, bleach and fixer.

10-6 Effects of Mechanical & Chemical Variations in Processes ECP-2D and ECP-2E
Developer Mechanical Variations
Figure 10-1 Effects of Time and Temperature Variations—2383 Film in Process ECP-2D / ECP-2E Developer
0000
HD-MD
D-Min
LD
MD
HD
.10
+0
.05
.10
.05
RED
GREEN
B/W
BLUE
Temperature
10498 100
102
96
Time
.20
.15
.10
.25
+.05
.05
0
.10
.20
.15
.25
.15
.20
.05
.10
+0
VALUES
REFERENCE
CODE NO.STRIP
AIM
GREEN
BLUE
RED
B/W
RED
GREEN
BLUE
.10
.20
.15
.10
+0
.05
.05
.10
.10
+.05
0
.05
220
180
160
140
200
.10
B/W
GREEN
RED
B/W
BLUE
B/W
BLUE
GREEN
RED
.05
˚ Fsec
R
RBG
B
RG
B
RG
BG
RGB
BG
RGB
R
RG
B
BRG
BG R
BRG
RGB
RGB
B
RG
RB
G
BGR
GB
R
RG
B
RGB
F002_1070EC

Effects of Mechanical & Chemical Variations in Processes ECP-2D and ECP-2E 10-7
Developer Chemical Variations
Figure 10-2 Effects of pH and CD-2 Variations—2383 Film in Process ECP-2D / ECP-2E Developer
pH g/L
.05
RED
GREEN
BLUE
B/W
BLUE
B/W
RED
GREEN
B/W
.10
10.6
9
10.3
9
10.4
9
10.5
9
10.7
9
.05
0
.05+
.10
.10
.05
.05
0+
.10
.15
.20
.10
BLUE
GREEN
RED
B/W
RED
BLUE
GREEN
AIM
STRIPCODE NO.
REFERENCE
VALUES
0+
.10
.05
.20
.15
.25
.15
.20
.10
0
.05
.05+
.25
.10
.15
.20
pH
2.20
2.95
2.70
2.45
3.20
BLUE
B/W
GREEN
RED
.05
.10
.05
0+
.10
CD-2
HD
MD
LD
D-Min
HD-MD
0000G
R
B
BG
R
B
R
G
BR
G
RG
R
BG
R
B
G
G
B
R
B
F002_1071EC
R
RGB
BGR
GRB
G
B
BRG
GRB
B
GR
G
BR
RBG

10-8 Effects of Mechanical & Chemical Variations in Processes ECP-2D and ECP-2E
Developer Chemical Variations
Figure 10-3 Effects of NaBr and Na2CO3 Variations—2383 Film in Process ECP-2D / ECP-2E Developer
2 3Na CO
g/L
.05
RED
GREEN
BLUE
B/W
BLUE
B/W
RED
GREEN
B/W
.10
1.92
1.32
1.52
1.72
2.12
.05
0
.05+
.10
.10
.05
.05
0+
.10
.15
.20
.10
BLUE
GREEN
RED
B/W
RED
BLUE
GREEN
AIM
STRIPCODE NO.
REFERENCE
VALUES
0+
.10
.05
.20
.15
.25
.15
.20
.10
0
.05
.05+
.25
.10
.15
.20
NaBr
13.1
19.1
17.1
15.1
21.1
BLUE
B/W
GREEN
RED
.05
.10
.05
0+
.10
g/L
HD
MD
LD
D-Min
HD-MD
0000
RB
G
G
B
G
B
RB
G
R
BG
R
R
GR
B
BRG
B
GR
F002_1072EC
GRB
B
RG
B
RG
G
G
RB
B
R
BR
RB
G
G
RBG

Effects of Mechanical & Chemical Variations in Processes ECP-2D and ECP-2E 10-9
Developer Chemical Variations
Figure 10-4 Effects of Na2SO3 Variations—2383 Film in Process ECP-2D / ECP-2E Developer
HD
MD
LD
D-Min
HD-MD
0000
.05
RED
GREEN
BLUE
B/W
BLUE
B/W
RED
GREEN
B/W
.10
4.25
3.50
3.75
4.00
4.50
.05
0
.05+
.10
.10
.05
.05
0+
.10
.15
.20
.10
BLUE
GREEN
RED
B/W
RED
BLUE
GREEN
AIM
STRIPCODE NO.
REFERENCE
VALUES
0+
.10
.05
.20
.15
.25
.15
.20
.10
0
.05
.05+
.25
.10
.15
.20
Na SO
BLUE
B/W
GREEN
RED
.05
.10
.05
0+
.10
2 3
g/L
RGB
RGB
B
R
G
BGR
GR
BR
G
B
GB
RBR
G
F002_1073EC

10-10 Effects of Mechanical & Chemical Variations in Processes ECP-2D and ECP-2E
Developer Chemical Variations
Figure 10-5 Effects of AF-9 and PB-2 Prebath Contamination—2383 Film in Process ECP-2D / ECP-2E Developer
PB-2 Prebath
g/L
.05
RED
GREEN
BLUE
B/W
BLUE
B/W
RED
GREEN
B/W
.10
30 1 2
.05
0
.05+
.10
.10
.05
.05
0+
.10
.15
.20
.10
BLUE
GREEN
RED
B/W
RED
BLUE
GREEN
AIM
STRIPCODE NO.
REFERENCE
VALUES
0+
.10
.05
.20
.15
.25
.15
.20
.10
0
.05
.05+
.25
.10
.15
.20
AF-9
0
1005025
BLUE
B/W
GREEN
RED
.05
.10
.05
0+
.10
g/L
HD
MD
LD
D-Min
HD-MD
0000
R B
R
GB
BG
R
R
B
G
G
G R
B
F002_1074EC
B
RG
B
G
BGR
B
R
G
R
RG
B

Effects of Mechanical & Chemical Variations in Processes ECP-2D and ECP-2E 10-11
Developer Chemical Variations
Figure 10-6 Effects of CD-3 for CD-2 and Stop Bath Contamination—2383 Film in Process ECP-2D / ECP-2EDeveloper
% CD-3
.10
+0
.05
.10
.05
RED
GREEN
B/W
BLUE
25.0
50.0
100.
0
0.0
Substitute CD-3 for CD-2
.20
.15
.10
.25
+.05
.05
0
.10
.20
.15
.25
.15
.20
.05
.10
+0
VALUES
REFERENCE
CODE NO.STRIP
AIM
GREEN
BLUE
RED
B/W
RED
GREEN
BLUE
.10
.20
.15
.10
+0
.05
.05
.10
.10
+.05
0
.05
34.0
17.00.0
52.0
.10
B/W
GREEN
RED
B/W
BLUE
B/W
BLUE
GREEN
RED
.05
mL/L
Stop Bath
0000
HD-MD
D-Min
LD
MD
HD
RGB
R
GB
R
G
RGB
B
RGB
F002_1075EC
G R
G
RG
B
R
R
GB
GB
RB
B

10-12 Effects of Mechanical & Chemical Variations in Processes ECP-2D and ECP-2E
Developer Chemical Variations
Figure 10-7 Effects of Persulfate Accelerator and Hydroxylamine Sulfate Contamination—2383 Film in ProcessECP-2D / ECP-2E Developer
SulfateHydroxylamine
Accelerator
mL/L
.10
+0
.05
.10
.05
RED
GREEN
B/W
BLUE
2 4 80
Persulfate
.20
.15
.10
.25
+.05
.05
0
.10
.20
.15
.25
.15
.20
.05
.10
+0
VALUES
REFERENCE
CODE NO.STRIP
AIM
GREEN
BLUE
RED
B/W
RED
GREEN
BLUE
.10
.20
.15
.10
+0
.05
.05
.10
.10
+.05
0
.05
1050
20
.10
B/W
GREEN
RED
B/W
BLUE
B/W
BLUE
GREEN
RED
.05
g/L
0000
HD-MD
D-Min
LD
MD
HD
B
G
R
BRG
BR
BG
R
G
B
RG
RB
BR
G
G
RBG
RGB
RB
G
F002_1076EC

Effects of Mechanical & Chemical Variations in Processes ECP-2D and ECP-2E 10-13
Developer Chemical Variations
Figure 10-8 Effects of F-35B Fixer and NaCl Contamination—2383 Film in Process ECP-2D / ECP-2E Developer
NaCl
g/L
.05
RED
GREEN
BLUE
B/W
BLUE
B/W
RED
GREEN
B/W
.10
1.0
0.0
0.5
1.5
.05
0
.05+
.10
.10
.05
.05
0+
.10
.15
.20
.10
BLUE
GREEN
RED
B/W
RED
BLUE
GREEN
AIM
STRIPCODE NO.
REFERENCE
VALUES
0+
.10
.05
.20
.15
.25
.15
.20
.10
.05
.05+
.25
.10
.15
.20
F-35B Fixer
2.0
1.0
0.0
3.0
BLUE
B/W
GREEN
RED
.05
.10
.05
0+
.10
mL/L
0
HD
MD
LD
D-Min
HD-MD
0000
G
RB
B
R
BRG
GR
B
R
B
G
G
G R
B
B
GR
G
BR
G BR
B G R

10-14 Effects of Mechanical & Chemical Variations in Processes ECP-2D and ECP-2E
Developer Chemical Variations
Figure 10-9 Effects of KI Contamination and Water Dilution—2383 Film in Process ECP-2D / ECP-2E Developer
Water Dilution
0
mg/L
.10
+0
.05
.10
.05
RED
GREEN
B/W
BLUE
400.
0
0.0
100.
0
200.
0
Kl
.20
.15
.10
.25
+.05
.05
.10
.20
.15
.25
.15
.20
.05
.10
+0
VALUES
REFERENCE
CODE NO.STRIP
AIM
GREEN
BLUE
RED
B/W
RED
GREEN
BLUE
.10
.20
.15
.10
+0
.05
.05
.10
.10
+.05
0
.05
7.5
2.5
0.0
5.0
.10
B/W
GREEN
RED
B/W
BLUE
B/W
BLUE
GREEN
RED
.05
mL/L
0000
HD-MD
D-Min
LD
MD
HD
B
G
R
B
RG
B
R
GR
B
G
RGB
F002_1078EC
B
R
G
G
RB
G
RB
G R B
G R
B

Effects of Mechanical & Chemical Variations in Processes ECP-2D and ECP-2E 10-15
Developer Chemical Variations
Figure 10-10 Effects of Bacterial Na2S and Na2SO4 Contamination—2383 Film in Process ECP-2D / ECP-2EDeveloper
2 4Na SO
g/L
.05
RED
GREEN
BLUE
B/W
BLUE
B/W
RED
GREEN
B/W
.10
.05
0
.05+
.10
.10
.05
.05
0+
.10
.15
.20
.10
BLUE
GREEN
RED
B/W
RED
BLUE
GREEN
AIM
STRIPCODE NO.
REFERENCE
VALUES
0+
.10
.05
.20
.15
.25
.15
.20
.10
0
.05
.05+
.25
.10
.15
.20
Na S
0.0
20.0
10.05.0
BLUE
B/W
GREEN
RED
.05
.10
.05
0+
.10
2
0.0
10.05.0
g/L
2.5
0000
HD-MD
D-Min
LD
MD
HD
G
R
B
G
B
GR
B
BGR
BGR
R
G
B
R
BR
G
R
GB
RB
G
BRG
F002_1079EC

10-16 Effects of Mechanical & Chemical Variations in Processes ECP-2D and ECP-2E
Developer Chemical Variations
Figure 10-11 Effects of Under- and Over-Replenishment—2383 Film in Process ECP-2D / ECP-2E Developer
HD
MD
LD
D-Min
HD-MD
0000
= +
18%
= -
18%
.20
.15
.10
.25
+.05
.05
0
.10
.20
.15
.25
.15
.20
.05
.10
+0
VALUESVALUES
CODE NO.
REFERENCESTRIP
AIMAIM
BLUE
GREEN
RED
B/W
RED
BLUE
GREEN
.10
.20
.15
.10
+0
.05
.05
.10
.10
+.05
0
.05
2X R
epl.
.10
+.05
.05
.10
0
No
Rep
l.
Sta
nd. R
epl.
.10
B/W
GREEN
RED
B/W
BLUE
B/W
BLUE
GREEN
RED
RED
GREEN
B/W
BLUE
.05
GR
B
G
R
B
B
G
R
B
GR
GR
B
B
G
BR
GB
R
G
RBG
BGR
R
F002_1080EC
Under and OverReplenishment

Effects of Mechanical & Chemical Variations in Processes ECP-2D and ECP-2E 10-17
DIAGNOSTIC SCHEMES
Color Print Film Diagnostic ChartsThe flow chart procedures illustrated in this section will aid in determining the source of an out-of-control process. There are nine major schemes:• Verification Process, Figure 10-12
• Problem Sorting, Figure 10-13
• Low Developer Activity, Figure 10-14
• High Developer Activity, Figure 10-15
• High D-min (Green Only), Figure 10-16
• Sound Track Process Analysis, Figure 10-17
• Retained Silver (Ferricyanide or UL Bleach), Figure 10-18
• Retained Silver (Persulfate Bleach), Figure 10-19
• Retained Silver Halide, Figure 10-20
Following Figure 10-20 there are instructions on how to run the three special tests mentioned at various places in the Diagnostic Charts.

10-18 Effects of Mechanical & Chemical Variations in Processes ECP-2D and ECP-2E
Figure 10-12 Verification Process
F002_9010EC
of c
ontr
ol s
trip
ste
st w
ith a
noth
er b
atch
Con
firm
; Run
cro
ssov
erS
tora
geLi
ght l
eak
Dam
age
Con
trol
Str
ip
chec
k fo
r co
nsis
tenc
yst
rips
at th
e sa
me
time
toC
onfir
m; P
roce
ss 2
0S
tora
geE
xpos
ure
varia
bilit
y
Con
trol
Str
ips
Var
iabl
e
NO
Con
tinue
to S
how
?D
oes
Dev
iatio
n
YE
S
Pro
cess
Ano
ther
C
ontr
ol S
trip
Pro
blem
Den
sito
met
er
Den
sito
met
er m
alfu
nctio
nD
irty
Filt
ers
Plo
tting
err
orW
rong
sta
tus
filte
rsC
alib
ratio
n er
ror
Con
tinue
to S
how
Dev
iatio
n?D
o D
ensi
tom
eter
ed R
eadi
ngs
NO
YE
S
cinc
h m
ark,
scr
atch
, etc
.C
heck
for
fog,
fing
erpr
int,
proc
esse
d co
ntro
l str
ip.
Rer
ead
prev
ious
ly
NO
YE
S
Dia
gram
Pro
cess
Tro
uble
shoo
ting
Go
to a
ppro
pria
te
Ver
ified
Pro
cess
Pro
blem
deci
sion
can
be
mad
eco
ntro
l str
ips
until
aC
ontin
ue to
pro
cess
and
"Afte
r"R
eadi
ngs
"Bef
ore"
Ver
ify D
ensi
tom
etric
NO
YE
SC
ontin
ue to
Sho
w?
Doe
s D
evia
tion
Con
trol
Str
ipP
roce
ss A
noth
er
Pro
cess
Con
trol
Str
ips?
Do
Pic
ture
s A
gree
with
App
aren
t Pro
cess
Pro
blem
Con
trol
Str
ips
Sho
w

Effects of Mechanical & Chemical Variations in Processes ECP-2D and ECP-2E 10-19
Figure 10-13 Problem Sorting
Hal
ide?
NO
YE
S
NO
YE
S
See
the
Ret
aine
dS
ilver
Tes
t.
Silv
er H
alid
e T
est.
Ret
aine
d S
ilver
Hal
ide
Ret
aine
d S
ilver
Dev
elop
erH
igh
Act
ivity
Dev
elop
erLo
w A
ctiv
ity(G
reen
Onl
y)H
igh
D-m
inG
Hig
h D
-min
(Gre
en O
nly)
G
Den
sitie
sLo
wer
Hig
her
Den
sitie
s
Det
erm
ine
Sen
sito
met
ric D
evia
tion
from
Pro
cess
Con
trol
Aim
Pro
cess
Pro
blem
Ver
ified
and/
or R
eble
ach
Str
ip to
Ver
ify P
robl
em
Che
ck IR
Den
sity
Is it
Ret
aine
dS
ilver
?S
ee th
e R
etai
ned
Che
ck S
trip
for
Opa
que
Str
eaks
/Ref
ix S
trip
toV
erify
Pro
blem
Is it
Silv
erR
etai
ned
See
Fig
. 10-
20
Per
sulfa
teS
ee F
i g. 1
0-19
Fer
ricya
nide
& U
LS
ee F
ig. 1
0-18
See
Fig
. 10-
15S
ee F
ig. 1
0-14
See
Fig
. 10-
16
F002_9018EC

10-20 Effects of Mechanical & Chemical Variations in Processes ECP-2D and ECP-2E
Figure 10-14 Low Developer Activity
F002_9011EC
Rat
eIn
crea
se R
epl.
Leve
l on
Film
Sto
ckC
heck
Exp
osur
e
(low
pro
babi
lity)
Film
Sto
ckLa
rge
Vol
ume
of
Nec
essa
ryR
epl.
Rat
e if
Che
ck a
nd A
djus
t
Too
Low
Rep
leni
sher
Rat
e
Rep
leni
sher
Mix
Adj
ust
Pro
cedu
reC
heck
Mix
ing
Err
orR
eple
nish
er M
ix
Sol
utio
nM
ix F
resh
Com
pare
Con
tam
inat
ion
Dev
elop
er
Nec
essa
ryP
aram
eter
ifC
heck
and
Adj
ust
BG
R
Con
tam
inat
ion
(incl
.E
limin
ate
Sou
rce
of
reci
rcul
atio
n &
repl
enis
her
lines
)
Dev
elop
er; R
unB
y-P
ass
Tes
t
with
Fre
shB
ars/
Noz
zles
for
Rec
ircul
atio
nP
lugg
ing;
Che
ck
Che
ck
Low
Agi
tatio
nT
ime
Too
Sho
rt
Set
Too
Low
Mal
func
tioni
ng o
rC
ontr
olT
empe
ratu
re
Are
the
Che
mic
al A
naly
ses
ofD
evel
oper
Tan
k O
ff S
pecs
?
Mea
sure
men
ts O
ff S
pecs
?A
re th
e D
evel
oper
Phy
sica
l
NO
YE
S
NO
YE
S
NO
YE
SDev
elop
er R
eple
nish
er O
ff S
pecs
?A
re th
e C
hem
ical
Ana
lyse
s of

Effects of Mechanical & Chemical Variations in Processes ECP-2D and ECP-2E 10-21
Figure 10-15 High Developer Activity
NO
F002_9019EC
Squ
eege
eC
ross
over
Che
ck O
pera
tion
ofT
ank
Che
mis
try;
to M
aint
ain
Sta
ble
Con
c. &
Rep
l. R
ate
Adj
ust S
top
Rep
l.
Sto
ck (
low
Leve
l on
Prin
tLo
w E
xpos
ure
prob
abili
ty)
Sol
utio
nA
djus
t Rep
l.R
ate
Dec
reas
e R
epl.
Sto
ckLe
vel o
n P
rint
Che
ck E
xpos
ure
Oxi
datio
nS
ourc
e of
Elim
inat
e
leak
s/fo
amin
gC
heck
for
Air
sulfi
te o
nly)
Sol
utio
n (lo
wO
xida
tion
ofA
erat
ion/
if ne
cess
ary
Buf
fer/
Squ
eege
eR
em-je
t Was
hC
heck
& A
djus
t
Car
ry-in
Exc
essi
veD
ilutio
n fr
om
Mix
a F
resh
Sol
utio
n
Pro
cedu
reC
heck
Mix
ing
Rep
l. R
ate
Che
ck &
Adj
ust
YE
S
Are
the
Che
mic
al A
naly
ses
ofD
evel
oper
Rep
leni
sher
Off
Spe
cs?
Too
Hig
hR
epl.
Rat
eE
rror
Rep
l. M
ix
Tim
e to
o lo
ng
Che
ck &
Adj
ust
nece
ssar
yP
aram
eter
if
& r
epl.
lines
)(in
cl. r
ecirc
ulat
ion
of C
onta
min
atio
nE
limin
ate
Sou
rce
mix
fres
h de
v.ru
n by
-pas
s te
stgo
od D
evel
oper
:C
ompa
re w
ith
Che
ck p
H
or S
et T
oo H
igh
Mal
func
tioni
ngC
ontr
olT
empe
ratu
reD
evel
oper
Con
tam
inat
ion
Spe
cs.?
Als
o se
e F
igs.
10-
15, 1
0-16
and
10-
17A
re th
e C
hem
ical
Ana
lyse
s of
Dev
elop
er T
ank
Off
Bat
h pH
Hig
h S
top
BG
R
NO
YE
S
YE
SM
easu
rem
ents
Off
Spe
cs?
Are
the
Dev
elop
er P
hysi
cal N
O

10-22 Effects of Mechanical & Chemical Variations in Processes ECP-2D and ECP-2E
Figure 10-16 High D-min (Green Only)
F002_9021EC
Tan
k S
olut
ion
Mix
a F
resh
Pos
sibl
e
Con
tam
.S
oln.
first
fix
follo
win
g
Om
itB
uffe
ring
Age
nt
Ble
ach
Buf
ferin
gA
gent
Add
edto
Fer
ri
high
Rat
e to
opH
/
Adj
ust
Rep
l.
Rep
l.
Fer
riH
igh
Ble
ach
pH
Uni
t/Fix
Rep
l.
Adj
ust
Rec
over
y
Rat
e T
oo H
igh
Fix
Rep
l. pH
and
/or
mal
fuct
ioni
ng/
Rec
over
y un
itIn
-Lin
e S
ilver
Fix
pH
Hig
h
(>5.
8)
Rat
e
Incr
ease
Fix
Rep
l.R
ate
Rat
e
Fix
Rep
l.
Low
Was
h
quat
e
Impr
ove
Sto
p W
ash
Sto
p
Inad
e-
CD
-2
Impr
ove
Sto
p R
epl.
in s
top
Hig
h
too
low
pH/R
ate
Adj
ust
Rep
l. ra
te
Rep
l. pH
too
Hig
h/
Impr
ove
Sto
p W
ash
low
Rat
e to
osh
ort/
Tim
e to
o
Hig
h C
D-2
in F
ix(>
0.05
g/L)
Hig
h S
top
pHS
top
Was
hIn
adeq
uate
Rev
iew
Dat
aR
epea
t Tes
tsM
ultip
le C
ombi
natio
n of
the
Fol
low
ing
Cau
ses:
Thi
s S
ympt
om c
an b
e th
e R
esul
t of A
ny O
ne o
r
pers
ists
Gre
en D
-min
Gre
en D
-min
disa
ppea
rs
Mix
a F
resh
Tan
k S
olut
ion
Con
tam
inat
ion
Elim
inat
e S
ourc
e of
Mix
Fre
sh P
reba
th o
r D
evel
oper
Run
By-
pass
Com
pare
with
Goo
d P
reba
th:
Filt
ers
Use
d
Vis
cose
Ray
onO
ther
Oth
erG
row
thB
iolo
gica
l
Run
Pro
cess
Om
ittin
g1s
t Fix
er T
est
Dev
elop
er C
onta
min
atio
nP
reba
th C
onta
min
atio
nPre
bath
Tes
tR
un P
roce
ss O
mitt
ing
Whi
ch S
econ
dary
Sol
utio
n?P
reba
th o
rD
evel
oper
Con
tam
inat
ion?
Sec
onda
ry S
olut
ion-
Rel
ated
Dev
elop
men
t-R
elat
edR
un F
ixed
-Out
Str
ip T
est
or S
econ
dary
Sol
utio
n R
ated
?Is
it D
evel
opm
ent-
Rel
atedBRG
(Gre
en O
nly)
Hig
h D
-min

Effects of Mechanical & Chemical Variations in Processes ECP-2D and ECP-2E 10-23
Figure 10-17 Sound Track Process Analysis
F002_9023EC
(Gre
en O
nly)
Hig
h D
-min
Is it
Dev
elop
emen
tR
elat
ed?
YE
SN
O
YE
SN
O
only
) in
the
Pic
ture
Pro
cess
?Is
ther
e H
igh
D-m
in (
gree
n
See
Fig
. 10-
16
See
cha
rt o
nH
igh
D-m
in(G
reen
onl
y)
Sol
utio
nO
xida
tion
ofO
ld/E
xces
sive
Sou
nd D
ev. T
oo
Mak
e F
resh
Mix
Com
pare
with
Fre
shD
evel
oper
Com
pare
with
Fre
sh F
irst
Fix
er
Con
tam
inat
ion
Con
tam
inat
ion
Dev
elop
erS
ound
Ble
ach
Con
tam
inat
ion
of F
irst F
ixer
Act
ivity
Low
Dev
elop
erS
ee c
hart
on
See
Fig
. 10-
14
Mix
Err
orin
Sou
nd
Dev
elop
er
Che
ckM
ixin
gP
roce
dure
See
Fig
. 10-
20
Ret
aine
dS
ilver
Hal
ide
Firs
t Fix
erF
ixin
g in
Inco
mpl
ete
See
Fig
. 10-
15
Act
ivity
Hig
h D
evel
oper
See
cha
rt o
n
Dev
iatio
n fr
om P
roce
ss C
ontr
ol A
imD
eter
min
e S
ensi
tom
etric
Pro
cess
Pro
blem
Ver
ified
YE
S
Low
er IR
Den
sitie
sD
ensi
ties
Hig
her
IR
NO
NO
YE
S
Pic
ture
Pro
cess
?Is
ther
e lo
w a
ctiv
ity in
the
Pic
ture
Pro
cess
?Is
ther
e hi
gh a
ctiv
ity in
the

10-24 Effects of Mechanical & Chemical Variations in Processes ECP-2D and ECP-2E
Figure 10-18 Retained Silver (Ferricyanide or UL Bleach)
F002_9091EC
Dis
card
a S
mal
lP
ortio
n of
Rep
l.&
Adj
ust
Che
mic
al L
evel
s
Rep
l. R
ate
Too
Low
Che
ck S
peci
ficG
ravi
tyA
djus
t Rat
e if
Nec
essa
ry
Che
ck R
epl.
&
Too
Hig
h in
Fer
ricya
nide
Ble
ach
Sul
fate
Bui
ldup
Adj
ust
Rep
leni
sher
Mix
Che
ck M
ixin
g/R
egen
erat
ion
Pro
cedu
re
Mix
/R
egen
erat
ion
Err
or
Sol
utio
nM
ix a
Fre
sh
& r
ecirc
ulat
ion)
Con
tam
inat
ion
(incl
. rep
l.E
limin
ate
Sou
rce
of
Tes
tR
un B
y-pa
ss
Con
tam
inat
ion
Ble
ach
Par
amet
er if
Nec
essa
ry
Che
ck &
Adj
ustS
hort
Tim
e to
o
or S
et T
oo L
owM
alfu
nctio
ning
Tem
p. C
ontr
ol
Rec
ircul
atio
nC
heck
for
Plu
ggin
g;B
ars/
Noz
zles
Che
ck
Agi
tatio
nLo
w
of B
leac
h O
ff S
pecs
?A
re th
e C
hem
ical
Ana
lyse
s
Ret
aine
d S
ilver
Mea
sure
men
ts O
ff S
pecs
?A
re th
e B
leac
h P
hysi
cal
NO
YE
S
NO
YE
S
NO
YE
SBle
ach
Rep
leni
sher
Off
Spe
cs?
Are
the
Che
mic
al A
naly
ses
of
(reg
ener
atio
n)

Effects of Mechanical & Chemical Variations in Processes ECP-2D and ECP-2E 10-25
Figure 10-19 Retained Silver (Persulfate Bleach)
Sol
utio
n
Mix
aF
resh
F002_9022EC
Squ
eege
esF
ixer
Was
h
Che
ck 1
stF
ixer
and
1st
of A
ccel
.
Fix
erC
onta
m.
Acc
el.
Acc
el.
agita
tion
Exc
essi
veA
erat
ion
ofA
ccel
.
Mix
Rec
onst
itutio
nE
rror
Old
Acc
elM
ix a
nd/o
rT
ank
Kee
p m
ixin
gan
d st
orag
ere
cord
s
Che
ck M
ixin
gIn
stru
ctio
ns
Che
ck fo
r ai
rle
aks
and
exce
ssiv
e
Che
ck &
Adj
ust i
fne
cess
ary
Che
ckS
p G
r
repl
enis
her;
A
djus
t sol
utio
n
Dis
card
par
t of
YE
SN
ON
O
Sol
utio
n
para
met
er if
nece
ssar
y
Che
ck &
Adj
ust
Mea
sure
men
ts o
ff S
peci
ficat
ions
?A
re th
e B
leac
h T
ank'
s P
hysi
cal low
Tem
p. to
osh
ort
Tim
e to
oC
onta
m.
Ble
ach
Con
firm
ed,
Mix
a F
resh
Tan
k
Con
tam
.S
ourc
e of
Elim
inat
e
Run
By-
pass
Tes
t
Che
ck &
Adj
ust
para
met
er if
nece
ssar
y
Tem
p. to
ohi
gh
YE
S
Tim
e to
osh
ort
(Hyp
o)C
onta
m.
Acc
el.
Tan
k an
d R
epl.
Off
Spe
cific
atio
ns?
Are
the
Che
mic
al A
naly
ses
of A
ccel
erat
or
Ret
aine
d S
ilver
Mea
sure
men
ts o
ff S
peci
ficat
ions
?A
re th
e A
ccel
erat
or T
ank'
s P
hysi
cal
NO
YE
S
Rec
onst
itutio
n
Sul
fate
Bui
ldup
inB
leac
hR
eple
nish
men
tLo
w
Rat
e B
leac
hor
Acc
el.

10-26 Effects of Mechanical & Chemical Variations in Processes ECP-2D and ECP-2E
Figure 10-20 Retained Silver Halide
F002_9016EC
Sol
utio
nM
ix a
Fre
sh
Che
ck U
nit
Mal
func
tion
Cor
rect
Rep
l. R
ate
Incr
ease
Che
ckR
epl.
Rat
e
Sys
tem
Rec
ircul
atio
nLe
aks
inE
limin
ate
Air
Che
ckM
ixin
g/R
econ
stitu
tion
Pro
cedu
re
Rep
l. R
ate
Too
Low
Silv
erR
ecov
ery
Uni
tM
alfu
nctio
ning
Che
ckS
peci
ficG
ravi
ty
Bui
ldup
aera
tion)
Sul
fate
Too
Hig
h(e
xces
sive
Mix
/R
econ
stitu
tion
Err
or
Con
tam
.S
ourc
e of
Elim
inat
e
Run
By-
pass
Tes
t
YE
S
Fix
erC
onta
m.
Tim
eT
oo L
ong
inB
leac
hA
ccel
.
Rec
ircul
atio
n
Bar
s/
Che
ck
Che
ck
Noz
zles
for
Plu
ggin
g
Too
Hig
hP
BA
-1 L
evel
Acc
eler
ator
Ble
ach
Per
sulfa
te
Nec
essa
ryP
aram
eter
ifA
djus
tC
heck
and
Too
Low
Low
Agi
tatio
n
Tem
p. C
ontr
olM
alfu
nctio
ning
or S
et
NO
NO
YE
S
of F
ixer
Rep
leni
sher
Off
Spe
cs?
Are
the
Che
mic
al A
naly
ses
Too
Sho
rtT
ime
Tan
k O
ff S
peci
ficat
ions
?A
re th
e C
hem
ical
Ana
lyse
s of
Fix
er
Ret
aine
d S
ilver
Hal
ide
Mea
sure
men
ts O
ff S
pecs
?A
re th
e F
ixer
Phy
sica
l
NO
YE
S

Effects of Mechanical & Chemical Variations in Processes ECP-2D and ECP-2E 10-27
SPECIAL TESTSIn support of the diagnostic procedures, the following five special tests are required:• Verification Tests
• Solution By-pass Test
• Process Omitting Prebath Test
• Fixed-out Strip Test
• Process Omitting First Fixer Test
Verification TestsThere are two verification tests for suspected problems—retained silver and retained silver halide.
Retained SilverRetained silver is the result of ineffective bleaching. The symptoms are:• Increased density in the high-density areas of the film,
particularly D-max, with no changes in lower densities (such as D-min). It may be seen as increased contrast.
• The infrared density of the D-max patch increases. Normally, an infrared density (at 1,000 nm) of less than 0.07 is acceptable, between 0.07 and 0.14 is marginal, and greater than 0.14 is unacceptable. A sound track densitometer is a suitable instrument for this measurement.
Verification Test:
1. Prepare a small volume of fresh ferricyanide bleach, or use a known good solution of ferricyanide bleach replenisher.
2. Immerse the processed film with suspected silver retention in the bleach for 1 to 2 minutes. Agitate by moving the film strip manually. Wash the film for 30 to 40 seconds under running water.
3. Fix the strip for 1-2 minutes in a small volume of a good fixer solution, again agitating manually. Wash the film for 30 to 40 seconds.
4. Dry the film and reread the infrared density. An infrared density within the acceptable region (which had formerly been marginal or unacceptable) confirms silver retention. Lower optical densities also confirm retained silver.
Retained Silver Halide
Retained silver halide is the result of ineffective fixing. The symptoms are:• There are large increases in density (i.e., greater than
+ 0.10 R, G, and B) in both the D-min and D-max steps of the control strip. The overall contrast is only slightly increased.
• The infrared density of the D-max patch is normal. Normally, an infrared density (at 1,000 nm) of less than 0.07 is acceptable, between 0.07 and 0.14 is marginal, and greater than 0.14 is unacceptable. A sound track densitometer is a suitable instrument for this measurement.
• Opaque streaks are generally visible when the strip is viewed with reflected light.
Verification Test:
1. Re-fix the processed control strip for 1 to 2 minutes in a small volume of a fresh fixer replenisher solution or known good fixer replenisher. Agitate by moving the film manually. Wash the film for 30 to 40 seconds under running water.
2. Dry the film and reread the densities. If the D-min and D-max readings are down to normal control levels after refixing and/or the opaque streaks disappear, the problem can be attributed to retained silver halide.

10-28 Effects of Mechanical & Chemical Variations in Processes ECP-2D and ECP-2E
Solution By-pass TestUse this test to check out any processing solution when it is suspected of causing a photographic deviation. It is particularly useful in avoiding unnecessary dumping of a suspected processing solution. Although the test is often used with secondary solutions, it can also be used to check out prebath and developer problems if an adequate “sink-line” process (i.e., with a controlled temperature bath) is available.
1. Obtain a sample of the suspected solution.
2. Mix a fresh sample of the solution in question or use a known good solution of the same type, i.e., from another processing machine.
3. In a sink-line process, run one set of control strips through the suspected solution, and the other set through the known good solution. Use normal processing times and temperatures. If possible, process both sets together at the same time. Use the same solutions for both sets of strips for all other processing steps.
Note: For secondary solutions, strips can often be processed in the machine up to the point in question. After cutting out the strip at the crossover, proceed as described above in a sink-line process. The strips may be spliced onto machine leader at the exit of the suspected solution and processed together for the remaining steps.
4. Compare the photographic results from the suspected solution and the known good solution. If the set of strips processed in the suspected solution deviates in the same direction as the actual photographic deviation, the suspected solution is causing the photographic effect. If the results between the two solutions are similar, repeat the test to check the other processing solutions, one at a time.
Note: Since sink-line tests may not give exactly the same results as machine runs, it is important to look at the difference between the sets of strips, even if they do not exactly match normal control strips.
Fixed-out Strip TestUse this test to help distinguish development-related sources of high green D-mins from those caused by secondary solutions.
1. Fix out a strip of KODAK Color Print Film for 1 to 2 minutes in a fresh fixer or replenisher solution. Wash and dry.
2. Process the above fixed-out strip along with a strip of unexposed print film (D-min).
3. Measure the red, green, and blue (D-min) densities of both strips and compare the readings.
4. Results/Action:
a. If high green D-mins disappear in the fixed-out strip, the stain is development related.
b. If high green D-mins persist, a secondary solution problem is implicated.
Process Omitting First Fixer Test (ECP-2D only)Use this test to help isolate the source of high green D-mins caused by secondary solutions.
1. Process a strip of KODAK Color Print Film omitting the first fixer. This can be done right on the film processor by skipping the first fixer racks.
2. Read the red, green, and blue densities of this strip and compare the results with the D-min of a normally processed strip of print film.
3. Results/Action:
a. If high green D-mins disappear in the print film strip when omitting the first fixer, the first fixer is most likely the solution causing the stain. Proceed with checking fixer pH levels and CD-2 contamination. Also, check ferricyanide bleach pH and/or any buffering agents that may have been added (a nonstandard addition).
Note: High green D-mins can also disappear in this test if the stop or stop wash is inadequate.
b. If high green D-mins persist, check for a contaminated solution after the first fix.

Effects of Mechanical & Chemical Variations in Processes ECP-2D and ECP-2E 10-29
PROCESSED FILM PROBLEMS
Problem Appearance Possible Source of Problem Suggestion Corrective Action
Black lines and comets
Short, black lines and comets on emulsion surface. Shiny in reflected light.
Under certain conditions, the electrolytic silver cell in the fixer recirculation systems produces small, flocculent silver flakes. These flakes get into the fixer tank, attach to the emulsion, and then go through the fixer squeegee, where each one is smeared into a line or comet.
Use a 10- to 15-micron filter in the fixer return line from the cell, or correct operation of the cell.
Dirt particles Dark spots and marks. Easiest to see under high-intensity specular lighting.
Dirt may consist of dust, cloth filaments, hair, skin flakes, chemical crystals, scum, etc. Such dirt can come from machine operators, air-conditioning units, incorrect construction materials, lack of solution or dryer air filters, water hardness, poor housekeeping, etc.
Establish and follow good laboratory cleanliness procedures. For more information on laboratory cleanliness, refer to Module 2, Equipment and Procedures.
Yellow particles on surface.
Low fixer pH causes the formation of sulfur particles in the fixer.
Maintain the fixer pH within specifications.
Dots equally spaced apart, repeating
Showers of dots on emulsion.
Soft touch tire pressing on the emulsion during processing.
Be certain the emulsion does not ride on spools with soft-touch tires.
Emulsion skivings Small particles of emulsion sheared from the film edges and deposited on the film surface.
Spools improperly aligned, or with burrs. Check the machine spools.
Ferrotyping Irregular, shiny areas on the emulsion surface.
Wet or tacky emulsion at windup. Adjust the dryer to provide adequate film drying.
High windup tension on unprocessed films. Reduce the windup tension.
Unwinding and rewinding unprocessed cold film without allowing it to reach room temperature.
Always allow adequate time for film to come to room temperature before using.
Fungus or algae deposits
Light irregular smears, streaks, and spots.
Fungi and algae tend to form on the inside walls of the wash tanks. Their presence is indicated by a slippery and slimy feel to the tank walls.
A 5 1/4 percent solution of sodium hypochlorite, available as household liquid bleach (e.g., Clorox), can be used to clean the tank in order to control the formation of fungi and algae. See Control of Biological Growths in Module 2.
Magenta fingerprints
Touching the emulsion surface prior to processing. The film should be handled with lint-free nylon or Dacron gloves.
Newton’s rings Fuzzy, erratic, faintly colored lines.
High or uneven printer gate pressure. Adjust printer.
Low relative humidity in printing room. Raise relative humidity to 60 percent.
Preprint film was dried too fast or overdried. Adjust drying conditions of preprint film.
Cyan stain Contamination of Developer by hypo or RA-1. Discard developer.
Pink stain Magenta color balance in low density areas.
High level of CD-2 in stop or first fixer (ECP-2D only). See Figure 10-16, High D-min (Green Only).
Reticulation Rough emulsion surface.
High solution temperatures. Adjust to specifications.
Dryer temperature too high or relative humidity too low.
Adjust to specifications.
Scalloped or fluted edges
Excessive tension on the film strand. Check the processing machine for excessive tension in the film loops caused by a high rack or improper machine drive. Check for improper threading. Rectify either condition.

10-30 Effects of Mechanical & Chemical Variations in Processes ECP-2D and ECP-2E
Scratches Light lines parallel to the film edges.
Deposits on rem-jet buffer. Install a buffer-cleaning nozzle, and replace the buffer roller regularly. Water from the cleaning nozzle must not run onto unsprayed rem jet. KODAK Anti-Calcium, No. 4, or equivalent, in the prebath prevents the precipitation of calcium or magnesium salts.
Old, hard, worn, crystal-laden, or maladjusted wiper-blade squeegees.
Use spring-loaded wiper blade squeegees of 40-durometer hardness or less. Keep them clean, and replace them when worn.
Cinching a roll of film before or after processing. Be certain that the machine take-up does not jerk the film roll. Train film handlers in proper film rewinding techniques.
Improper loading of processing machine. Always handle film with care. Examine equipment for sharp edges, burrs, etc, and eliminate them.
Machine spools that are not rotating freely or are out of line.
Check spools regularly, and replace bearings when necessary.
Chemical crystals or other foreign material on spools. Spools and racks should be cleaned regularly according to the procedures in the machine maintenance section of this manual.
Improper machine threading (a twist in the film) or improper splices.
These problems should be corrected according to normal processing procedures.
Shoreline Fuzzy contour lines near the edges of the film.
Nonuniform drying of the film emulsion. Reduce the temperature, or increase the relative humidity of the air in the drying cabinet.
Static marks Magenta and/or yellow spots and dots.
Rapid rewinding or transporting film in low relative humidity.
Unprocessed film should not be rewound at high speed. The relative humidity in the rewinding area should be 50 percent or greater.
Emulsion contact with flat electrophoretic rollers before processing.
Only undercut rollers should come in contact with the emulsion surface. Use conductive materials on the rewind, load accumulator, etc, and ground them.
Tacky film Inadequate final film squeegee action. Check the air flow, alignment and cleanliness of the final squeegee.
Inadequate drying conditions. Check the temperature, relative humidity, and flow rate of the air in the dryer cabinet. The heaters or the fan may not be functioning properly, or the air filters may be plugged with dirt. If the dryer uses recirculated air, be sure it is mixed properly with incoming air. Also check the humidity control of recirculated air. If the film is still tacky after all possible normal corrective measures have been taken, as a temporary measure, increase the temperature of the dryer air. Because increased air temperature can be injurious to the film, such action requires close attention to the physical appearance of the film.
Water spots Irregular areas on emulsion surface best seen in specular reflected light.
Lines, drops, or puddles of water allowed to enter the dryer on the film.
The final squeegee in the process must be very efficient and must remove virtually all water from the emulsion surface.
Problem Appearance Possible Source of Problem Suggestion Corrective Action

Effects of Mechanical & Chemical Variations in Processes ECP-2D and ECP-2E 10-31
Fingering (ECP-2D only)
The edge of the sound track looks like tiny fingers reaching into the picture area
High surfactant level. Low thickener level. Check viscosity of sound track developer, if low, replace.
Application too heavy. Increase distance between applicator wheel and film.
Film insufficiently dry. Set-up or adjust pretreatment sqeegees and hot air treatments.
Bends or turns in the development path. For higher transport speeds less tolerance exists for film movement in the Z axis direction.
Problem Appearance Possible Source of Problem Suggestion Corrective Action

EntertainmentImaging
Minor Revision 7/06Printed in U.S.A.
Processing KODAK Color Print Films, Module 10Effects of Mechanical & Chemical Variations in Processes ECP-2D and ECP-2E
Processing KODAK Color Print Films, Module 10, Effects of Mechanical & Chemical Variations in Processes ECP-2D and ECP-2E
MORE INFORMATIONFor more information on motion picture products, call or write to the Entertainment Imaging office nearest you.
Or access Kodak’s home page on the Internet, web site address—
http://www.kodak.com/go/motionClick on either “Photography” or “Customer Solutions,”
then choose the Entertainment Imaging area. You may want to bookmark our location so you can find us more easily.
Kodak, Vision, 2383, 2393, 2395, and 3395 are trademarks.

















![Los proce[1]](https://img.pdfslide.net/doc/110x75/55aeba2e1a28ab05678b4571/los-proce1.jpg)







