Embed Size (px)
Citation preview

UNIVERSIDADE FEDERAL DA BAHIA
ESCOLA POLITÉCNICA CURSO DE GRADUAÇÃO EM ENGENHARIA DE CONTROLE E
AUTOMAÇÃO DE PROCESSOS
PROPOSTA DE IMPLEMENTAÇÃO DE INTERTRAVAMENTO DO SISTEMA
ELEVATÓRIO DAS PLATAFORMAS P-59/60
Adroaldo dos Santos Ribeiro
Salvador, Bahia, Brasil.
Maio, 2016.
UNIVERSIDADE FEDERAL DA BAHIA
ESCOLA POLITÉCNICA CURSO DE GRADUAÇÃO EM ENGENHARIA DE CONTROLE E
AUTOMAÇÃO DE PROCESSOS
Adroaldo dos Santos Ribeiro PROPOSTA DE IMPLEMENTAÇÃO DE INTERTRAVAMENTO DO SISTEMA
ELEVATÓRIO DAS PLATAFORMAS P-59/60
Trabalho apresentado de Graduação em Engenharia de Controle e Automação de Processos da Universidade Federal da Bahia como parte dos requisitos para obtenção do título de Engenheiro de Controle e Automação, orientado pelo professor Márcio André Fernandes Martins.
Salvador, Bahia, Brasil.
Maio, 2016.

ii
EPÍGRAFE
“Talvez não tenha conseguido fazer o
melhor, mas lutei para que o melhor fosse
feito. Não sou o que deveria ser, mas
Graças a Deus, não sou o que era antes”
Marthin Luther King
iii
RESUMO
A fim de evitar danos de elevadas consequências aos motores do sistema
elevatório por sobrecarga elétrica causados por: excesso de carga na plataforma,
baixa isolação das bobinas do motor, problemas mecânicos no sistema de redução
do motor, problemas mecânicos ou elétricos no freio eletromagnético do motor, faz-se
faz necessário o uso do sistema de intertravamento para uma atuação instantânea. O
sistema de intertravamento proposto atua diretamente no medidor de sobrecarga
elétrica dos motores do sistema elevatório, de forma que caso algum dos motores
venha entrar em sobrecarga elétrica o sistema para automaticamente, evitando ou
pelo menos amenizando os possíveis danos aos equipamentos como quebra das
caixas de redução, quebra dos dentes das cremalheiras das pernas, quebra do motor
elétrico. Desta forma, melhorar a segurança das operações de movimentações de
plataformas, diminuindo os custos com manutenção corretiva e tempo de unidade
parada para reparo.
Palavras-chaves: Plataformas Autoeleváveis; Intertravamento; Sistema
Autoelevatório; Programação de CLP em Linguagem Ladder.

iv
ABSTRACT
In order to avoid high impact damage to the lift system motors by electrical
overload caused by: excessive loading on the platform, low insulation of the motor
windings, mechanical problems in the gear box of motor, mechanical or electrical
problems in the electromagnetic brake of the motor , the use of the interlock system is
required for instant action. The proposed interlocking system acts directly by the
electrical meter overload of the lift system motors so that if any of the engines will come
into electrical overload, the system stops automatically to avoiding or at least mitigating
the potential damage to devices such as breakdown of gear box, break the teeth of the
racks of the legs, electric motor breakdown. Thus, improving the safety of movement
operations of platforms, reducing costs and corrective maintenance downtime unit for
repair.
Keywords: Self-elevating Rig; Interlock; System Self-Elevating; Programming
of PLC in ladder language.
v
SUMÁRIO
1. INTRODUÇÃO .............................................................................................................................. 7
2. FUNDAMENTAÇÃO TEÓRICA ................................................................................................. 9
2.1. CONTROLADOR LÓGICO PROGRAMÁVEL (CLP) .................................................... 9
2.2. INTERTRAVAMENTO ....................................................................................................... 11
2.3. O PROCESSO .................................................................................................................... 15
3. METODOLOGIA ......................................................................................................................... 21
4. RESULTADOS ........................................................................................................................... 24
4.1. IMPLEMENTAÇÃO DA ROTINA DE SOBRECARGA DOS MOTORES ................. 24
4.2. ROTINA COM INTERTRAVAMENTO POR SOBRECARGA .................................... 25
4.2.1. ROTEIRO DE TESTES ................................................................................................. 26
5. CONSIDERAÇÕES FINAIS ..................................................................................................... 30
6. REFERÊNCIAS .......................................................................................................................... 31
7. ANEXOS ...................................................................................................................................... 33
vi
LISTA DE FIGURAS
Figura 1 Diagrama de Ishikawa do Alarme de Sobrecarga dos motores Sistema Elevatório .................................................................................................................... 7 Figura 2 Diagrama de blocos do funcionamento do CLP .......................................... 10 Figura 3 CLP utilizado no trabalho ............................................................................ 11 Figura 4 SIL em função do provável impacto na planta e na comunidade ................ 13 Figura 5 Ciclo de Vida do Intertravamento ................................................................ 15 Figura 6 - Identificação das Unidades do Sistema Elevatório (Plataforma P-IV) ....... 16 Figura 7 - Motor do Sistema Elevatório e Freio Eletromagnético (Le Tourneau)...... 17 Figura 8 - Escoamento de material do dente quebrado e cremalheira danificada. ... 17 Figura 9 - Quebra nos Dentes da Coroa do Eixo ...................................................... 18 Figura 10 - Painel de operação ................................................................................. 20 Figura 11 - Unidade Operacional com a presença do botão By-pass ....................... 20 Figura 12- Linguagem de programação LADDER do CLP ........................................ 22 Figura 13 Sistema sem sobrecarga (none overload) ................................................. 24 Figura 14 Sistema com uma nova sobrecarga (new overload) ................................. 24 Figura 15 Ativação da memória Overload_Fault ....................................................... 25 Figura 16 Alarme inserido na rotina de intertravamentos do sistema ........................ 25 Figura 17 - Botões de acionamento do sistema elevatório ........................................ 26 Figura 18 - Monitor de Corrente trifásico ................................................................... 27 Figura 19 - Proposta de posicionamento dos botões de Override do Sistema Elevatório .................................................................................................................. 28 Figura 20 - Tela de status dos motores do sistema elevatório no supervisório ......... 28 Figura 21 - Painel principal do sistema elevatório ..................................................... 33 Figura 22 - Pernas da Plataforma ............................................................................. 33 Figura 23 - Motor do Sistema Elevatório e Freio Eletromagnético ............................ 34
7
1. INTRODUÇÃO
As plataformas autoelevatórias são compostas, principalmente, por balsas
flutuantes sem propulsão e um conjunto de pernas de deslocamento vertical.
Essas plataformas são rebocadas e ao chegar em uma nova locação (posição
de operação), o operador efetua o comando de baixar as pernas através de um
sistema pinhão/cremalheira até tocar o solo e iniciar a elevação da balsa até uma
distância segura da superfície do mar.
A plataforma na qual este trabalho foi desenvolvido é particularmente
composta por três pernas treliçadas com vinte motores instalados em cada uma
delas para efetuar os movimentos verticais na balsa até que a mesma esteja a
uma distância segura da crista das ondas, ou até que a mesma entre na água e
comece a flutuar. Durante o funcionamento desses motores, caso um pare de
girar por sobrecarga elétrica, os outros dezenove motores continuarão girando,
produzindo um grande torque sobre o conjunto de motores e das caixas de
redução. Tal força pode acarretar a quebra de dente da cremalheira da perna,
quebra do pinhão ou engrenagens do sistema de redução, quebra do cubo e/ou
mancal do pinhão final, dentre outros problemas.
O alarme de sobrecarga elétrica do sistema elevatório pode ocorrer por
diversos motivos mostrados no diagrama de Ishikawa (Espinha de Peixe) da
Figura 1.
Figura 1 Diagrama de Ishikawa do Alarme de Sobrecarga dos motores Sistema Elevatório
8
O fato de o alarme de sobrecarga dos motores do sistema elevatório ser
a forma mais rápida de monitorar os problemas citados neste parágrafo, faz com
que o objetivo geral desse trabalho seja a inclusão do alarme de sobrecarga
elétrica dos motores do sistema elevatório ao intertravamento da operação de
jacking, movimentação vertical da plataforma. Dessa forma, havendo o alarme
de sobrecarga, a operação de jacking para instantaneamente, evitando maiores
danos ao sistema, o que causaria prejuízos financeiros, como custo de
manutenção e de equipamento parado, além do risco a segurança da unidade e
das pessoas.
Sabendo que o valor médio da diária de uma plataforma autoelevatórias
é de $ 100.000 dólares e um histórico de 0,3 acidente/ano com média de 20 dias
para reparo. (IHS Petrodata Offshore Rig Day Rate Trends, 2016). Com essas
informações é possível encontrar que somente por indisponibilidade de sonda
tem-se um prejuízo de $ 600.000/ano. Como as principais causas de falha do
sistema elevatório estão representadas na Figura 1, com a implementação do
objetivo geral a possibilidade de acidente e prejuízo com manutenção corretiva
no sistema elevatório seria zero, tendo apenas a manutenção preventiva para
evitar a baixa isolação do motor e bobina do freio, assim como as lubrificações
das partes mecânicas do sistema mecânico do motor.
Para que o objetivo geral seja alcançado é necessário implementar
através da lógica de programação do Controlador Lógico de Programação (CLP),
o intertravamento e o comando de by-pass para sistema de sobrecarga dos
motores do sistema elevatório. Além disso, telas de aviso no supervisório do
painel do sistema elevatório e botão override para intertravamento através de
sobrecarga dos motores; Bem como a instalação no console do sistema
elevatório chave liga/desliga para habilitar ou desabilitar o intertravamento do
sistema elevatório.
9
2. FUNDAMENTAÇÃO TEÓRICA
Neste capítulo são abordados os conceitos relacionados às ferramentas
e métodos usados neste trabalho.
2.1. CONTROLADOR LÓGICO PROGRAMÁVEL (CLP)
Conforme a ABNT (Associação Brasileira de Normas Técnicas), o CLP é
um equipamento eletrônico digital com hardware e software adaptáveis com
aplicação na indústria. (Conceito de CLP - DIGEL ELÉTRICA, 2005). O CLP,
baseado em microprocessadores, pode controlar desde máquinas simples a
automatização de uma planta completa. O CLP, desenvolvido, primeiramente,
pela General Motors surgiu da necessidade de mudar a lógica de controle dos
painéis de comando a cada alteração na linha de montagem, automatizando de
forma eficiente o processo, no intuito de minimizar os custos em relação ao
capital e o tempo, reduzindo também a manutenção das linhas de produção.
(Curso de Controladores lógicos programáveis, 2015).
Fonte: http://www.lee.eng.uerj.br/downloads/cursos/clp/clp.pdf (2016)
Segundo BOLLMANN (1997, p. 112), os CLPs apresentam vantagens
referente ao uso de relés no que se diz à implementação das funções lógicas
dos comandos, quais sejam: facilidade de instalação e montagem; simplicidade
nas ligações com os demais componentes do comando; redução do tempo de
implementação e alteração da lógica do comando, devido à facilidade de
programação e reprogramação; integração fácil e simples com computadores;
incorporação de um grande número de temporizadores, contadores, unidades
de operações aritméticas, controladores PID, entradas e saídas analógicas e
digitais com facilidade de expansão dos módulos, e mesmo com todas essas
vantagens ainda consegue ter um custo bem menor e tamanho e peso reduzidos.
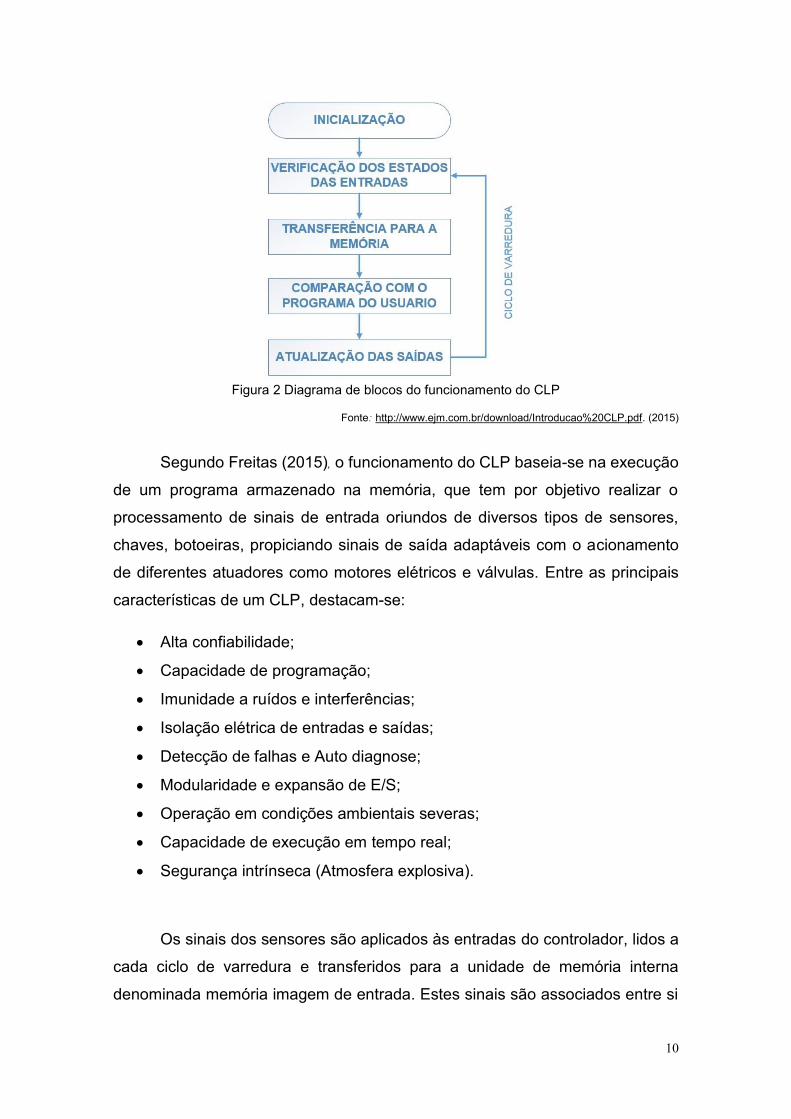
A Figura 2 mostra o diagrama de blocos simplificado do funcionamento do
CLP.
10
Figura 2 Diagrama de blocos do funcionamento do CLP
Fonte: http://www.ejm.com.br/download/Introducao%20CLP.pdf. (2015)
Segundo Freitas (2015), o funcionamento do CLP baseia-se na execução
de um programa armazenado na memória, que tem por objetivo realizar o
processamento de sinais de entrada oriundos de diversos tipos de sensores,
chaves, botoeiras, propiciando sinais de saída adaptáveis com o acionamento
de diferentes atuadores como motores elétricos e válvulas. Entre as principais
características de um CLP, destacam-se:
x Alta confiabilidade;
x Capacidade de programação;
x Imunidade a ruídos e interferências;
x Isolação elétrica de entradas e saídas;
x Detecção de falhas e Auto diagnose;
x Modularidade e expansão de E/S;
x Operação em condições ambientais severas;
x Capacidade de execução em tempo real;
x Segurança intrínseca (Atmosfera explosiva).
Os sinais dos sensores são aplicados às entradas do controlador, lidos a
cada ciclo de varredura e transferidos para a unidade de memória interna
denominada memória imagem de entrada. Estes sinais são associados entre si
11
e aos sinais internos. No final do ciclo de varredura, transferem-se os resultados
à memória imagem de saída e aplicam-se aos terminais de saída.
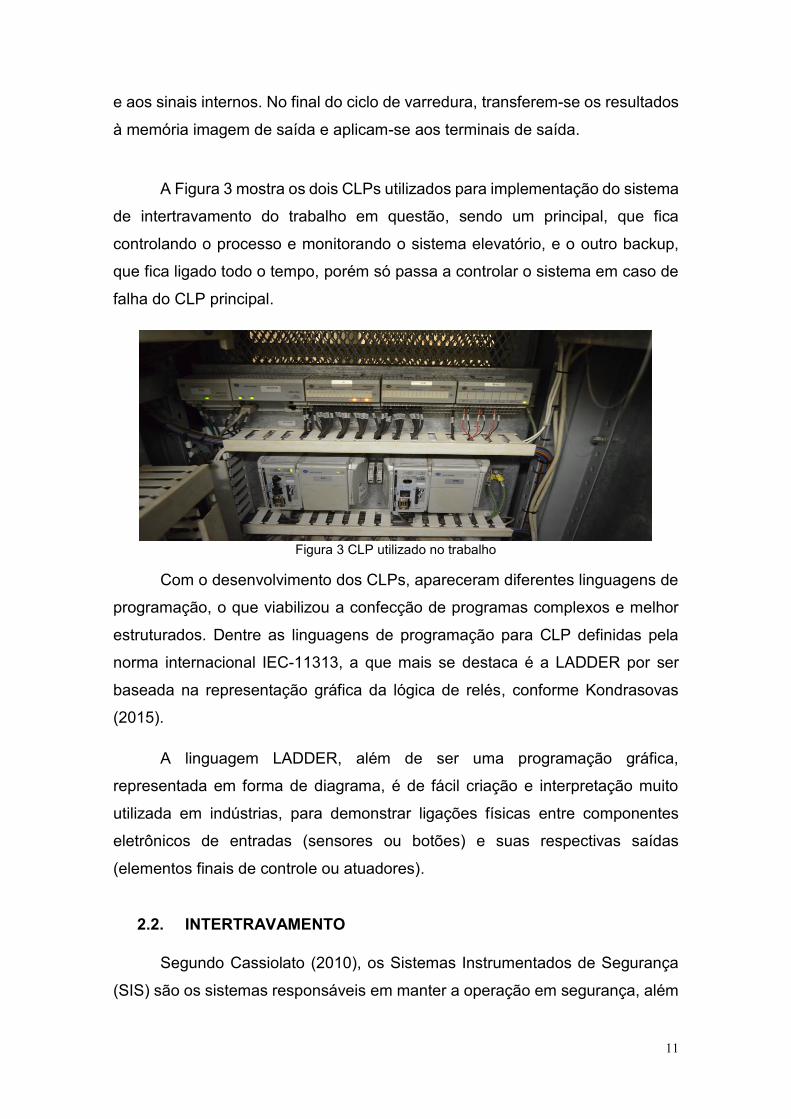
A Figura 3 mostra os dois CLPs utilizados para implementação do sistema
de intertravamento do trabalho em questão, sendo um principal, que fica
controlando o processo e monitorando o sistema elevatório, e o outro backup,
que fica ligado todo o tempo, porém só passa a controlar o sistema em caso de
falha do CLP principal.
Figura 3 CLP utilizado no trabalho
Com o desenvolvimento dos CLPs, apareceram diferentes linguagens de
programação, o que viabilizou a confecção de programas complexos e melhor
estruturados. Dentre as linguagens de programação para CLP definidas pela
norma internacional IEC-11313, a que mais se destaca é a LADDER por ser
baseada na representação gráfica da lógica de relés, conforme Kondrasovas
(2015).
A linguagem LADDER, além de ser uma programação gráfica,
representada em forma de diagrama, é de fácil criação e interpretação muito
utilizada em indústrias, para demonstrar ligações físicas entre componentes
eletrônicos de entradas (sensores ou botões) e suas respectivas saídas
(elementos finais de controle ou atuadores).
2.2. INTERTRAVAMENTO
Segundo Cassiolato (2010), os Sistemas Instrumentados de Segurança
(SIS) são os sistemas responsáveis em manter a operação em segurança, além
12
de garantir a parada de emergência, quando a operação transcender os limites
considerados seguros. Assim, tem-se como intuito principal de seu uso evitar
acidentes como incêndios, explosões, danos aos equipamentos dentro e fora da
fábrica, protegendo a produção, a propriedade e, principalmente, evitar riscos à
vida ou danos à saúde das pessoas e impactos desastrosos para a sociedade.
Atentando-se de que nenhum sistema é completamente imune a falhas e em
todo momento deve proporcionar mesmo em caso de falha, um estado de
segurança.
O nível de complexidade de SIS vai depender do processo analisado,
sendo que alguns equipamentos exigem um maior nível segurança desde o
projeto até a implementação, a exemplo de reatores, caldeiras e fornos.
Segundo Cassiolato (2010), o desempenho correto de um SIS requer
condições de desempenho e diagnósticos superiores aos sistemas
convencionais. A operação segura em um SIS é composta de sensores,
programadores lógicos, processadores e elementos finais projetados com a
finalidade de provocar a parada sempre que houver limites seguros sendo
ultrapassados (por exemplo, variáveis de processos como pressão e
temperatura acima dos limites de alarme muito alto) ou mesmo impedir o
funcionamento em condições não favoráveis às condições seguras de operação.
Eis alguns exemplos típicos de sistemas de segurança:
x Sistema de Shutdown de Emergência (ESD)
x Sistema de Shutdown de Segurança (SSD)
x Sistema de Intertravamento de Segurança
A norma padrão mundial IEC61508 tem sido de muita importância no
âmbito de sistemas de segurança operacional envolvendo dispositivos
programáveis para qualquer tipo de indústria. De acordo com Cassiolato (2010),
este padrão realiza sistematicamente todas as atividades do ciclo de vida de um
SIS e é voltado para a performance exigida do sistema, isto é, uma vez atingido
o nível de SIL (nível de integridade de segurança) desejável, o nível de
13
redundância e o intervalo de teste deve ser definido na fase de análise do
gerenciamento do intertravamento.
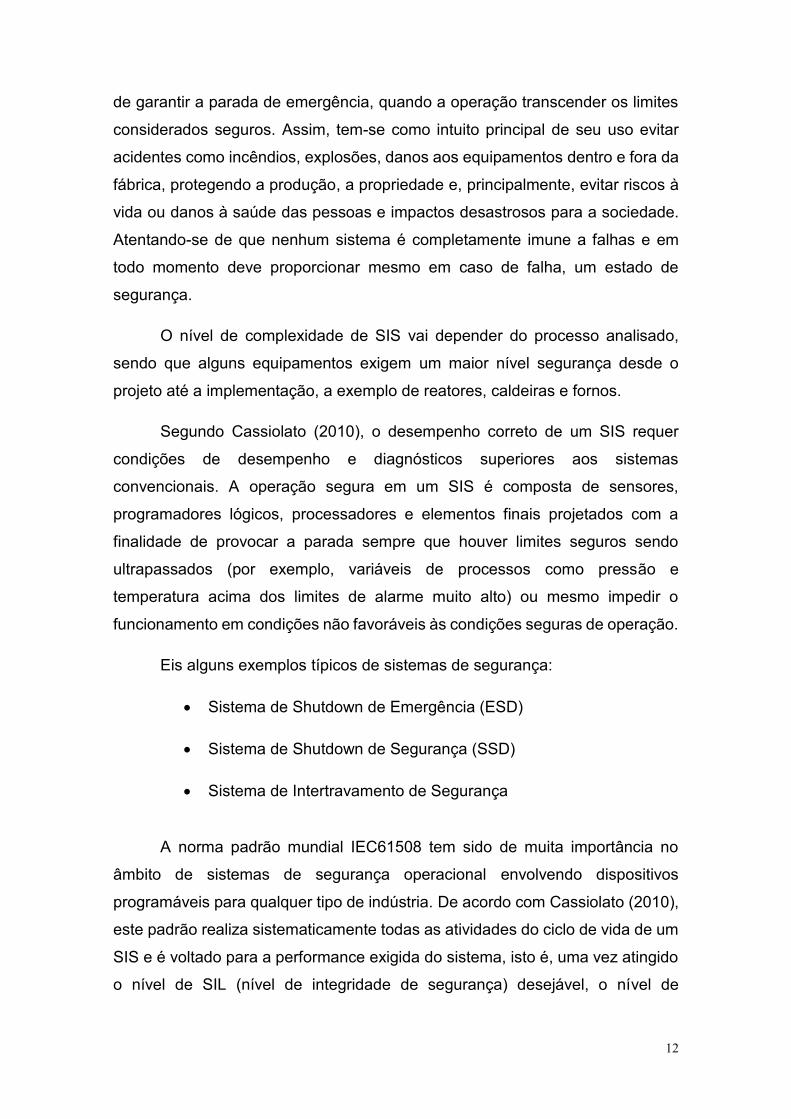
A Figura 4 abaixo mostra os 4 níveis de integridade de segurança e suas respectivas disponibilidades operacionais.
Figura 4 SIL em função do provável impacto na planta e na comunidade
Fonte: http://www.smar.com/newsletter/marketing/index72.html (2016)
A norma IEC 61508 busca potencializar as melhorias dos programas de
segurança eletrônicos, onde estão incluídos os controladores lógico
programáveis, sistemas microprocessados, sistemas de controle distribuído,
sensores e atuadores inteligentes, entre outros, de forma a uniformizar os
conceitos envolvidos.
Com o crescimento do uso e aplicações com equipamentos e
instrumentação digitais, é de extrema importância aos profissionais envolvidos
em projetos ou no dia-a-dia da instrumentação que se capacitem e adquiram o
conhecimento de como determinar a performance exigida pelos sistemas de
segurança, que tenham o domínio das ferramentas de cálculos e as taxas de
riscos que se encontram dentro de limites aceitáveis. Essa necessidade fica clara
e evidente nesse trabalho, onde você tem um sistema de automação robusto,
com redundância nos CLP, nas IHM, na forma de rede, porém o projeto não foi
14
otimizado para melhor aproveitar os recursos disponíveis. Além de conhecer os
equipamentos, é necessário entender também as falhas em modo comum, saber
quais os tipos de falhas seguras e não seguras são possíveis em um
determinado sistema, como preveni-las e mais do que isto; quando, como, onde
e qual grau de redundância é mais adequado para cada caso. Definindo também
o nível de manutenção preventiva adequado para cada aplicação.
Conforme Borba e Lima (2015), o reconhecimento do intertravamento
como sendo uma ferramenta eficaz para interromper um processo antes de ele
assumir um status inaceitável agregado à utilização intensiva de sistemas
eletrônicos programáveis induziu o surgimento de normas orientativas para o
gerenciamento do ciclo de vida dos sistemas de segurança. Normas estas, uma
de origem europeia, denominada IEC 61511 e outra americana ANSI/ISA –
84.00.01, ambas de segurança funcional, sistemas instrumentados de
segurança para a indústria de processos.
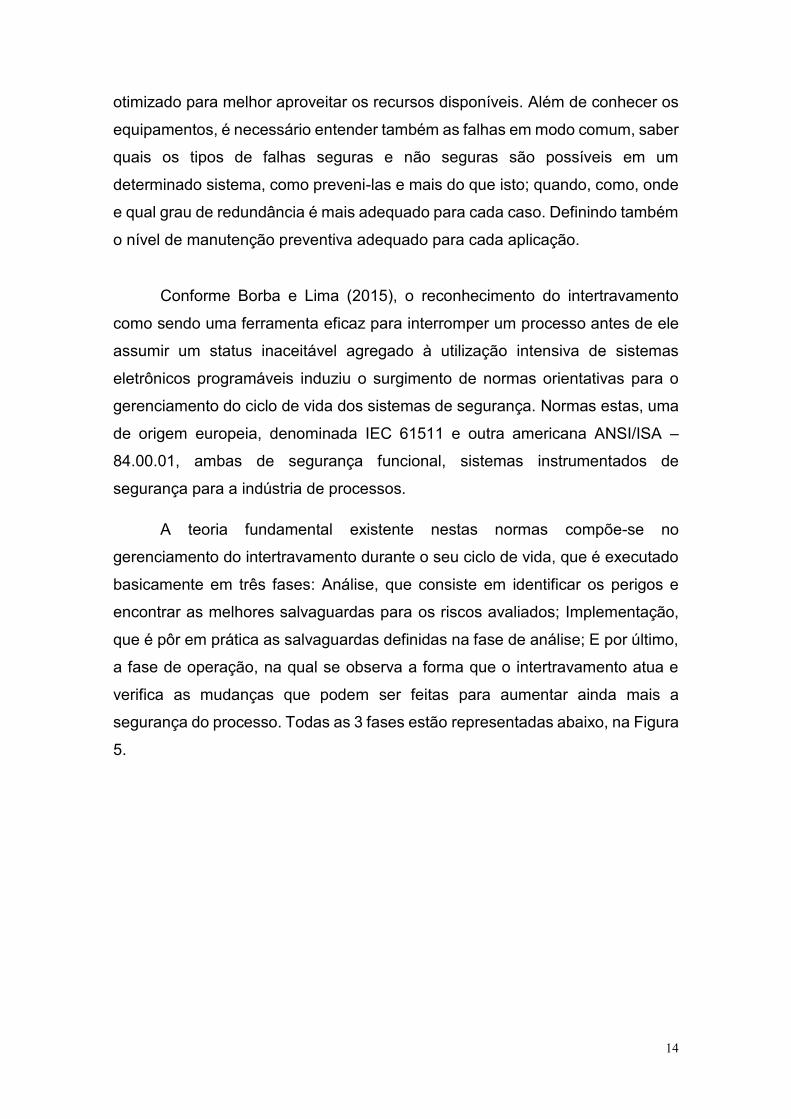
A teoria fundamental existente nestas normas compõe-se no
gerenciamento do intertravamento durante o seu ciclo de vida, que é executado
basicamente em três fases: Análise, que consiste em identificar os perigos e
encontrar as melhores salvaguardas para os riscos avaliados; Implementação,
que é pôr em prática as salvaguardas definidas na fase de análise; E por último,
a fase de operação, na qual se observa a forma que o intertravamento atua e
verifica as mudanças que podem ser feitas para aumentar ainda mais a
segurança do processo. Todas as 3 fases estão representadas abaixo, na Figura
5.
15
Figura 5 Ciclo de Vida do Intertravamento
Fonte: http://abiquim.org.br/congresso/cong_cd/fullpapers/p171733.doc (2015)
2.3. O PROCESSO
O principal artigo para o desenvolvimento dessa monografia foi o trabalho
desenvolvido por uma equipe multidisciplinar da Petrobras, a fim de analisar o
sistema elevatório da Plataforma Petrobras IV e recomendar o aumento da
confiabilidade do sistema de indicação de sobrecarga apresentado nesse
capitulo.
A plataforma Petrobras-IV é dotada de três pernas de sustentação com
geometria triangular, cujo movimento é feito através de um sistema que utiliza
motores elétricos de corrente alternada (CA), redutores de engrenagens e
cremalheiras para as operações de elevação. Cada vértice das pernas possui
uma estrutura com três conjuntos redutores de elevação montados verticalmente
16
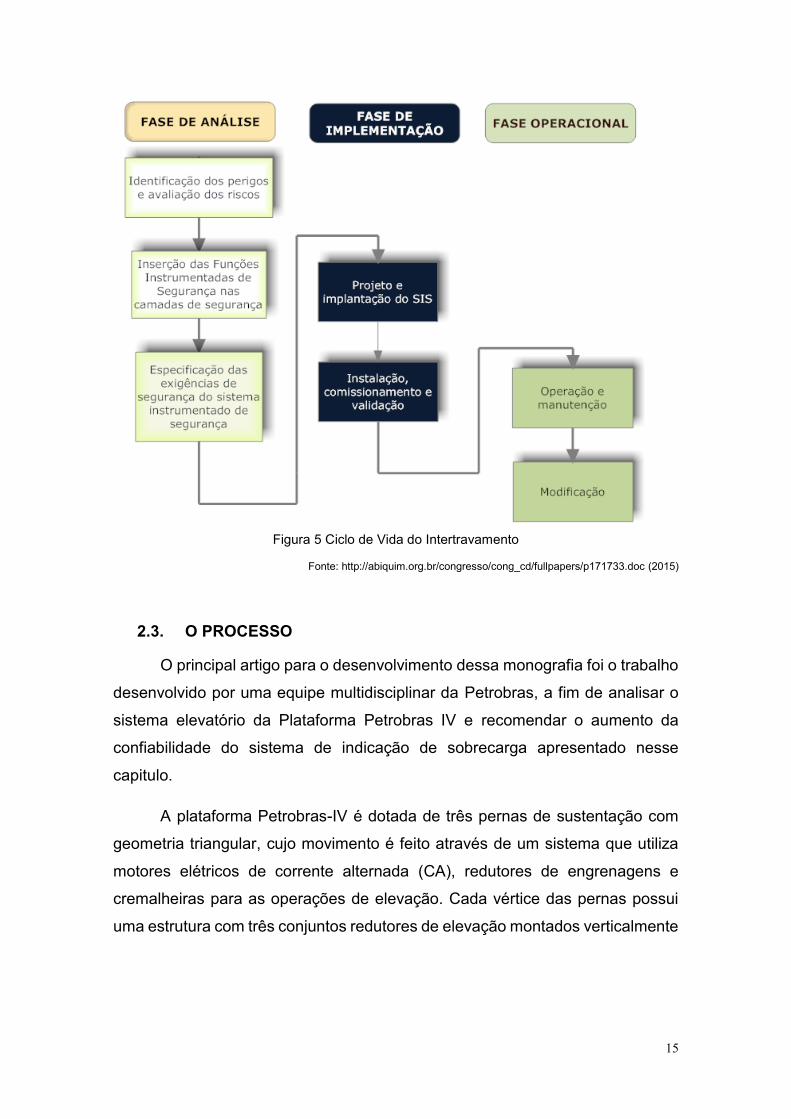
e fabricados pela Le Tourneau. A Figura 6 mostra a localização das unidades,
como também a sua identificação.
Figura 6 - Identificação das Unidades do Sistema Elevatório (Plataforma P-IV)
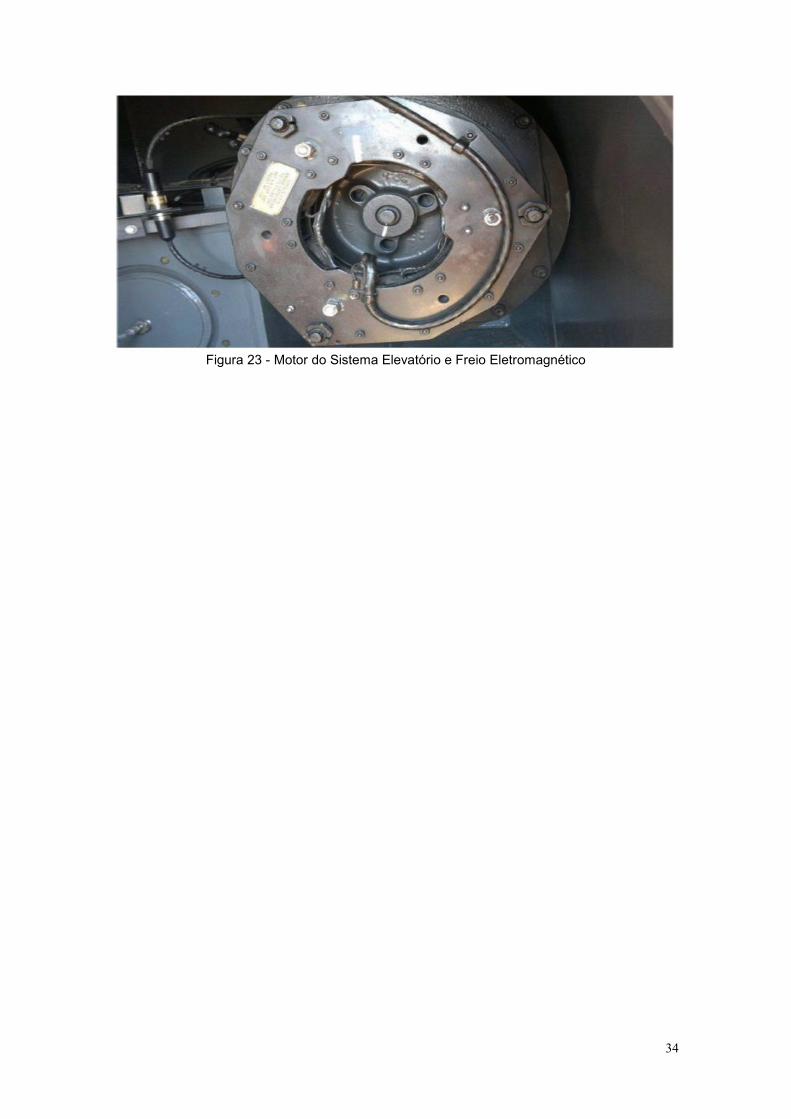
Os motores utilizados possuem freios eletromagnéticos integrados que
devem ser liberados quando o motor é energizado. Conectado ao eixo do motor
tem-se o pinhão de acionamento da caixa redutora. A Figura 7 mostra a motor
elétrico CA fabricado pela Le Tourneau.

17
Figura 7 - Motor do Sistema Elevatório e Freio Eletromagnético (Le Tourneau)
O excesso de carga (peso) sobre a plataforma, o que provoca a
sobrecarga elétrica no motor, travamento mecânico do sistema de redução de
uma unidade do sistema elevatório ou a não liberação do freio do motor por
motivo mecânico ou elétrico, pode provocar problemas, dos quais podem-se
destacar a sobrecarga elétrica no motor e uma excessiva força mecânica sobre
o conjunto de engrenagens pela força dos demais motores tentando arrastar o
motor freado.
Os problemas citados no parágrafo anterior podem provocar deformação
plástica, ou até mesmo a quebra de dentes da cremalheira (Figura 8), a quebra
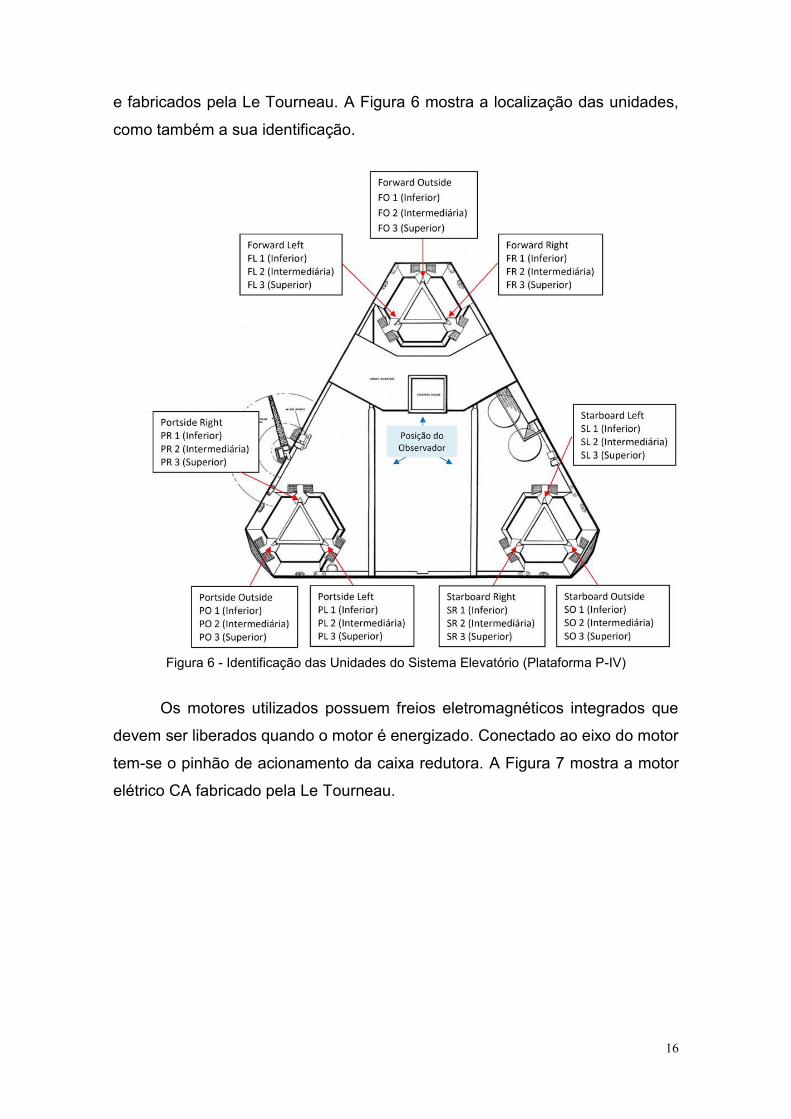
do eixo das engrenagens (Figura 9), quebra dos mancais, cisalhamento dos
parafusos de fixação dos cubos, entre outros problemas.
Figura 8 - Escoamento de material do dente quebrado e cremalheira danificada.
18
Figura 9 - Quebra nos Dentes da Coroa do Eixo
Dessa forma se procurou implementar as recomendações sugeridas no
grupo de trabalho (GT), e entre essas recomendações a que será explorada aqui
é a que tem relação com o estudo apresentado nessa monografia.
Recomendação - Aumento da Confiabilidade do Sistema de Indicação de Sobrecarga (GT).
A sobrecarga dos motores do sistema elevatório é indicada através de um
sistema de monitoração arcaico, que é composto por um circuito eletrônico que
indica quando a corrente do motor excede o limite ajustado. Esse circuito
monitora apenas uma das três fases sendo sinalizada individualmente através
de sinaleiros luminosos a sobrecarga para cada um dos seus 27 motores.
Existem também três indicadores analógicos de potência para cada perna, o que
possibilita fazer apenas uma avaliação qualitativa da situação.
Dada a importância do Sistema de Indicação de Sobrecarga para a
segurança das operações de movimentação (Figura 1), o grupo de trabalho
recomendou ao gerente, a elaboração de um “upgrade” de todo o sistema,
objetivando um aumento da confiabilidade do mesmo, e efetuada uma avaliação
crítica da viabilidade de implantação do monitoramento com leitura individual da
corrente de cada motor do sistema elevatório durante a operação.
O sistema elevatório da plataforma P-IV tem dois tipos de intertravamento:
elétrico e Lógico.
1. O intertravamento elétrico consiste em uma série entre todos os
19
relés do painel (motores e freios) utilizando contatos de segurança
normalmente fechados quando o relé está normalizado (alimentado
e sem falha). Ao existir alguma falha em qualquer relé, abrirá essa
série e não será permitida a operação no modo normal. Neste
momento, a sinalização visual referente a essa unidade motor-freio
se acenderá.
2. O intertravamento lógico é feito através de uma saída do
controlador que inibe a operação em modo normal. Para ter a
permissão de operar em modo normal, todas as unidades motor-
freio da perna em questão deverão estar sem falha ou com o by-
pass individual habilitado para a unidade com falha. O by-pass
individual atua apenas no intertravamento lógico, ou seja, se a falha
provocar também uma falha no relé à operação em modo normal
não será permitida pelo intertravamento elétrico.
Após a solução do problema que resultou em uma falha na unidade, o
operador deverá apertar o botão rearme na tela de defeitos.Com isso, a
sinalização da falha no sistema de supervisão deverá se normalizar e a
sinalização visual de falha deverá se apagar.
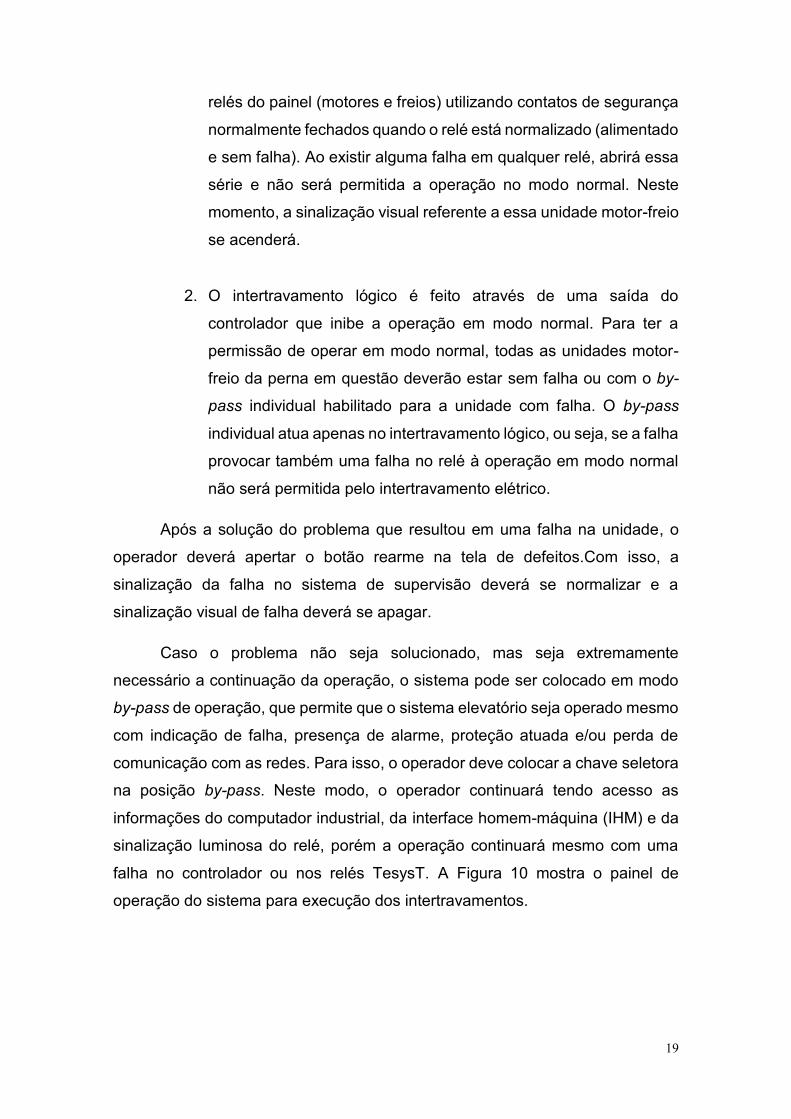
Caso o problema não seja solucionado, mas seja extremamente
necessário a continuação da operação, o sistema pode ser colocado em modo
by-pass de operação, que permite que o sistema elevatório seja operado mesmo
com indicação de falha, presença de alarme, proteção atuada e/ou perda de
comunicação com as redes. Para isso, o operador deve colocar a chave seletora
na posição by-pass. Neste modo, o operador continuará tendo acesso as
informações do computador industrial, da interface homem-máquina (IHM) e da
sinalização luminosa do relé, porém a operação continuará mesmo com uma
falha no controlador ou nos relés TesysT. A Figura 10 mostra o painel de
operação do sistema para execução dos intertravamentos.
20
Figura 10 - Painel de operação
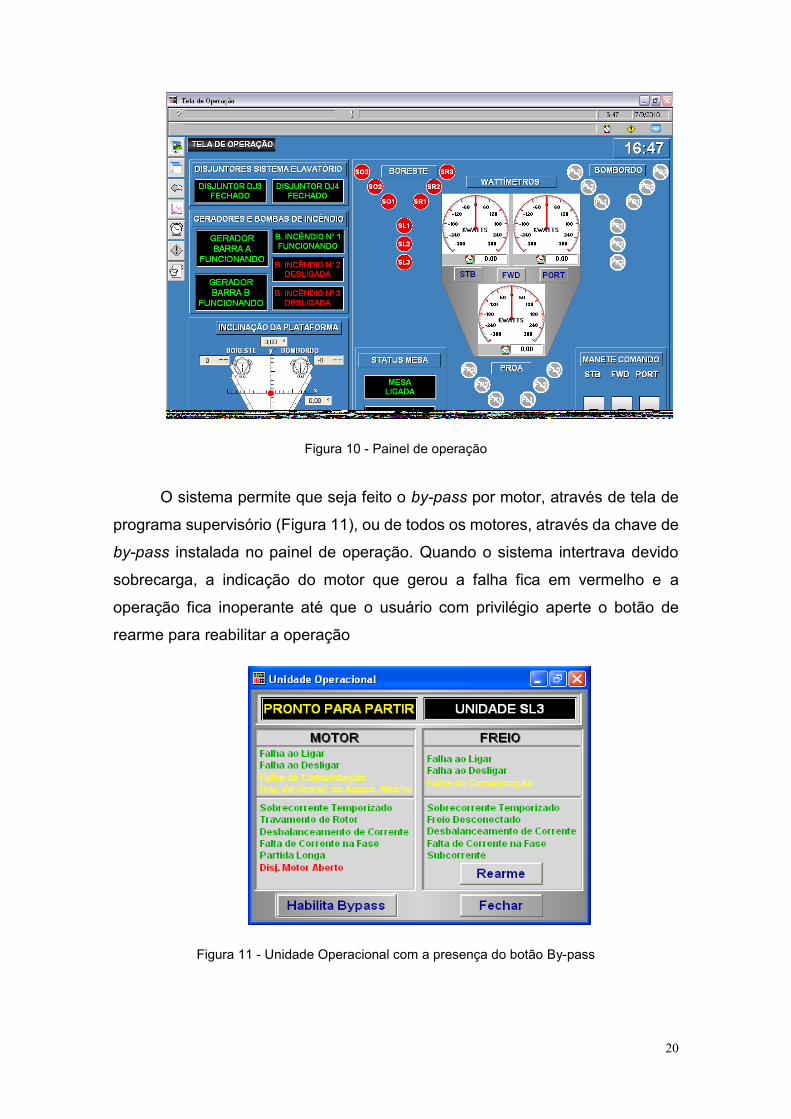
O sistema permite que seja feito o by-pass por motor, através de tela de
programa supervisório (Figura 11), ou de todos os motores, através da chave de
by-pass instalada no painel de operação. Quando o sistema intertrava devido
sobrecarga, a indicação do motor que gerou a falha fica em vermelho e a
operação fica inoperante até que o usuário com privilégio aperte o botão de
rearme para reabilitar a operação
Figura 11 - Unidade Operacional com a presença do botão By-pass
21
3. METODOLOGIA
Para o desenvolvimento de uma pesquisa, além do respaldo fornecido
pela fundamentação teórica, torna-se indispensável a definição dos métodos que
serão adotados. Nesta perspectiva, foi relevante para este estudo o
aprofundamento dos conhecimentos operacionais do processo de
movimentação da plataforma, levantamento dos recursos existentes e
necessários, a fim de verificar a melhor forma de fazer a implementação do
sistema de intertravamento.
Durante essa etapa foi encontrado os recursos listados a seguir, os quais
se mostraram suficiente para o desenvolvimento do projeto.
Softwares:
x RSLogix 5000 Professional/Network Edition, Version 19.01.00 (CPR 9 SR3)Rockwell Automation, Inc.
x RSLinx Classic Gateway - Version 2.57.00.14 (CPR 9 SR3) Rockwell Automation, Inc.
x Factory Talk View Site Edition Client, Version 1.01 Rockwell Automation, Inc.
Hardwares:
x Notebook Sony Vaio – VPCEB13EB
x 01 CLP - CompactLogix 5332C Controller, Firmware 15.3Allen-Bradley - 1769-L32C
x 02 Monitores industriais - Versa View 1950M, 19” Touch ScreenAllen-Bradley
x Cabo – Cabo de Rede Ethernet com terminais RJ45
Outra etapa importante para o desenvolvimento desse trabalho foi obter
conhecimento das operações e falhas recorrentes que poderiam provocar a
quebra do equipamento. Para isto foi feito a leitura do manual operacional da
instalação na qual se pretende fazer os estudos, assim como a leitura do relatório
técnico de instalações similares onde se detectou defeitos similares e na qual
foram implementadas melhorias para aumentar a segurança operacional.
A atividade seguinte foi adquirir conhecimentos técnicos nos softwares de
programação de CLP, supervisórios, arquitetura de rede e configurações de
22
instrumentos, para que fosse possível fazer as alterações e testes nos softwares
de programação e de monitoramento.
A atividade seguinte foi adquirir conhecimentos técnicos nos softwares de
programação de CLP, supervisórios, arquitetura de rede e configurações de
instrumentos, para que fosse possível fazer as alterações e testes nos softwares
de programação e de monitoramento.
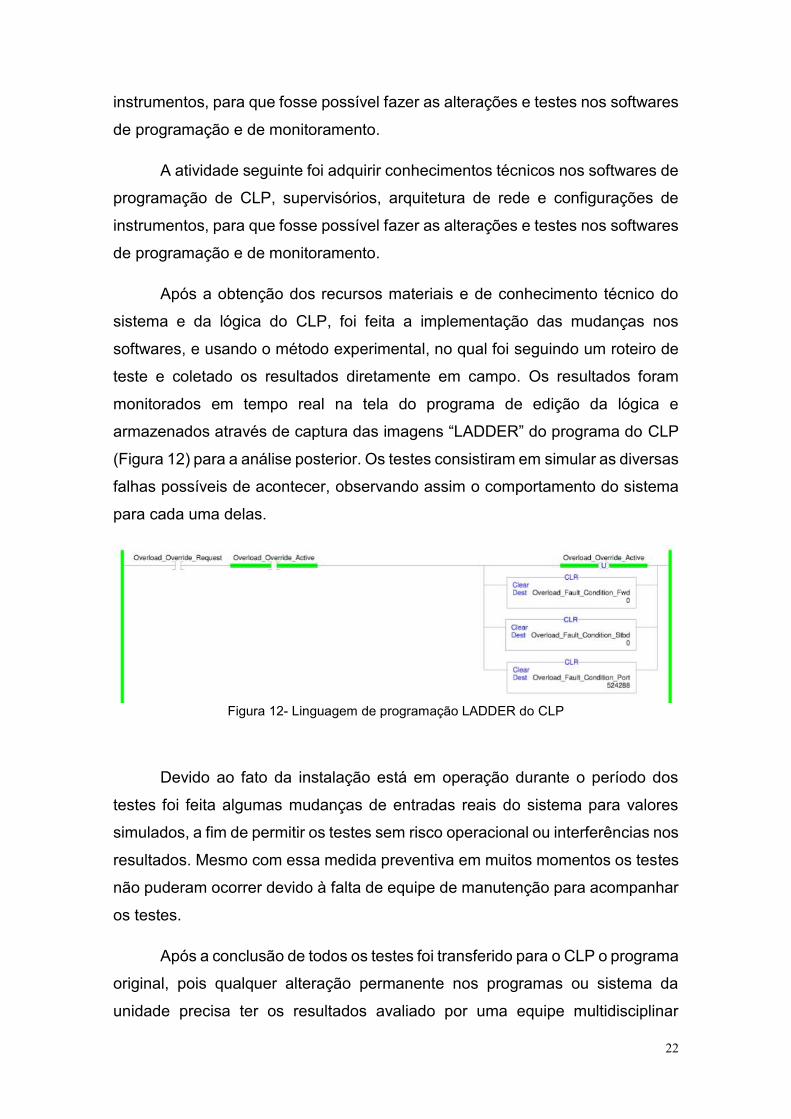
Após a obtenção dos recursos materiais e de conhecimento técnico do
sistema e da lógica do CLP, foi feita a implementação das mudanças nos
softwares, e usando o método experimental, no qual foi seguindo um roteiro de
teste e coletado os resultados diretamente em campo. Os resultados foram
monitorados em tempo real na tela do programa de edição da lógica e
armazenados através de captura das imagens “LADDER” do programa do CLP
(Figura 12) para a análise posterior. Os testes consistiram em simular as diversas
falhas possíveis de acontecer, observando assim o comportamento do sistema
para cada uma delas.
Figura 12- Linguagem de programação LADDER do CLP
Devido ao fato da instalação está em operação durante o período dos
testes foi feita algumas mudanças de entradas reais do sistema para valores
simulados, a fim de permitir os testes sem risco operacional ou interferências nos
resultados. Mesmo com essa medida preventiva em muitos momentos os testes
não puderam ocorrer devido à falta de equipe de manutenção para acompanhar
os testes.
Após a conclusão de todos os testes foi transferido para o CLP o programa
original, pois qualquer alteração permanente nos programas ou sistema da
unidade precisa ter os resultados avaliado por uma equipe multidisciplinar

23
composta por Engenheiro de Automação, Engenheiro de Segurança e Operador
do sistema e verificar a viabilidade da implementação do intertravamento.
24
4. RESULTADOS
Nesse tópico são abordados os resultados obtidos durante o trabalho.
4.1. IMPLEMENTAÇÃO DA ROTINA DE SOBRECARGA DOS
MOTORES
A primeira atividade feita na rotina de sobrecarga foi o direcionamento de
todos os sinais de alarmes de sobrecarga dos motores de proa em forma de bits
para uma mesma memória. Assim, qualquer motor que alarmasse, a sobrecarga
produziria nessa memória um número decimal diferente de zero. A mesma tarefa
foi realizada para a perna de bombordo e para a perna de boreste.
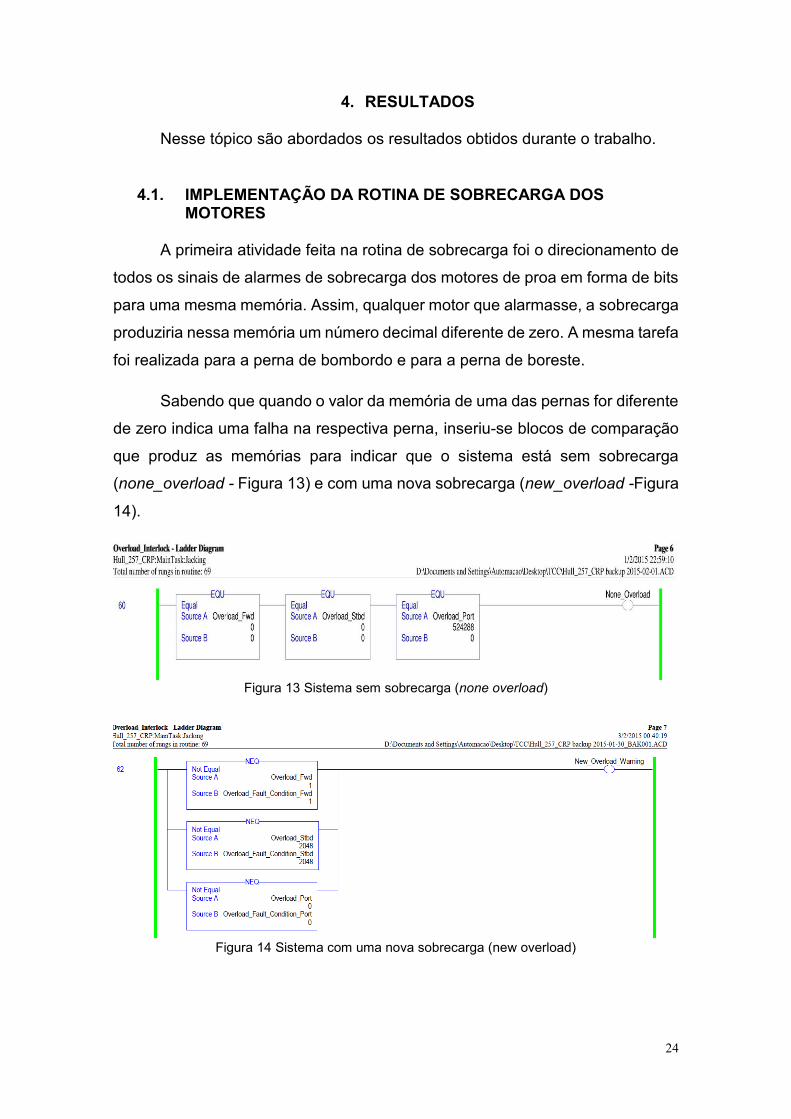
Sabendo que quando o valor da memória de uma das pernas for diferente
de zero indica uma falha na respectiva perna, inseriu-se blocos de comparação
que produz as memórias para indicar que o sistema está sem sobrecarga
(none_overload - Figura 13) e com uma nova sobrecarga (new_overload -Figura
14).
Figura 13 Sistema sem sobrecarga (none overload)
Figura 14 Sistema com uma nova sobrecarga (new overload)
25
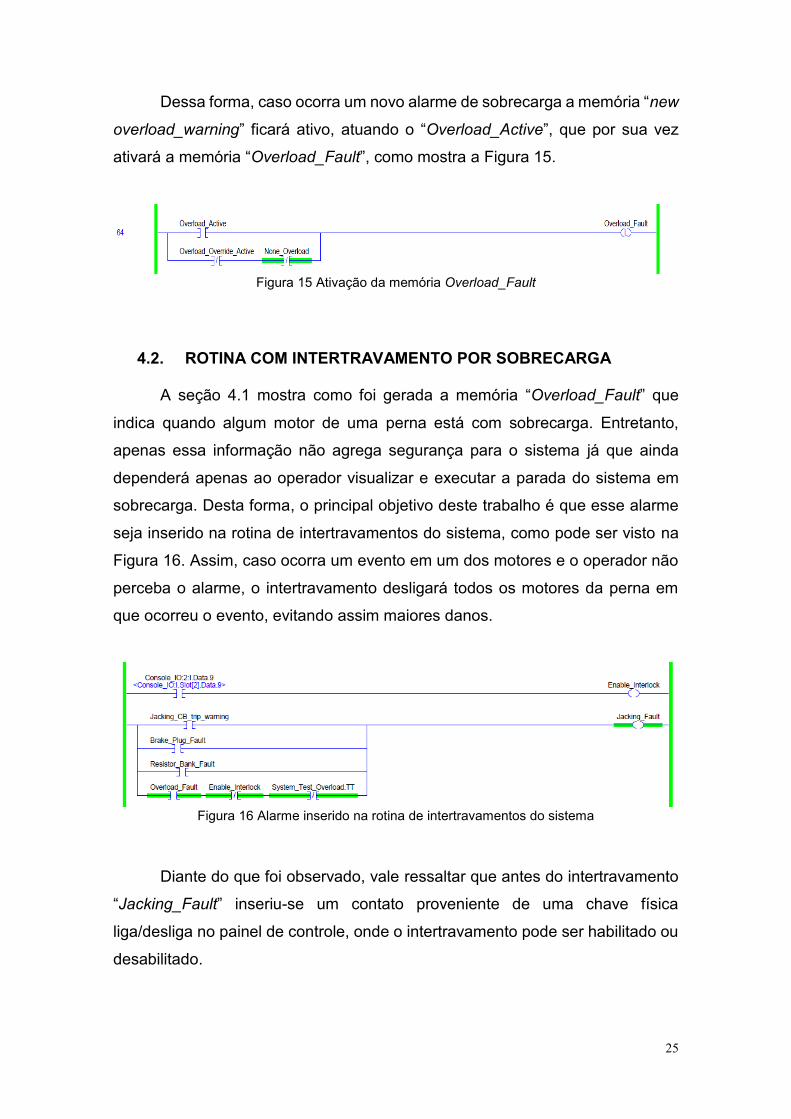
Dessa forma, caso ocorra um novo alarme de sobrecarga a memória “new
overload_warning” ficará ativo, atuando o “Overload_Active”, que por sua vez
ativará a memória “Overload_Fault”, como mostra a Figura 15.
Figura 15 Ativação da memória Overload_Fault
4.2. ROTINA COM INTERTRAVAMENTO POR SOBRECARGA
A seção 4.1 mostra como foi gerada a memória “Overload_Fault” que
indica quando algum motor de uma perna está com sobrecarga. Entretanto,
apenas essa informação não agrega segurança para o sistema já que ainda
dependerá apenas ao operador visualizar e executar a parada do sistema em
sobrecarga. Desta forma, o principal objetivo deste trabalho é que esse alarme
seja inserido na rotina de intertravamentos do sistema, como pode ser visto na
Figura 16. Assim, caso ocorra um evento em um dos motores e o operador não
perceba o alarme, o intertravamento desligará todos os motores da perna em
que ocorreu o evento, evitando assim maiores danos.
Figura 16 Alarme inserido na rotina de intertravamentos do sistema
Diante do que foi observado, vale ressaltar que antes do intertravamento
“Jacking_Fault” inseriu-se um contato proveniente de uma chave física
liga/desliga no painel de controle, onde o intertravamento pode ser habilitado ou
desabilitado.
26
4.2.1. ROTEIRO DE TESTES
Após todas as modificações na lógica do CLP, foi feito no dia 15 de maio
de 2015 os testes de funcionalidade do intertravamento. Porém como é
necessário que os disjuntores de cada uma das três pernas estejam fechados
para permitir a operação de jacking (movimento de subida ou descida da
plataforma), e devido à indisponibilidade de operar a plataforma, foi preciso
forçar no CLP a indicação de disjuntor fechado, para os três disjuntores dos
motores de cada uma das pernas, permitindo assim o fechamento dos contatores
sem a passagem de energia elétrica e consequente acionamento dos motores.
Há dois contatores por perna para fazer o acionamento dos motores,
sendo que um contator para subida de plataforma e o outro com duas fases
invertidas em relação ao primeiro, para descer a plataforma. Como forma de
proteção um intertravamento mecânico (uma haste metálica que impede o
fechamento dos dois contatores ao mesmo tempo) e elétrico (o contato normal
fechado de um contator em série com o acionamento do outro) para impedir que
os dois contatores sejam acionados ao mesmo tempo.
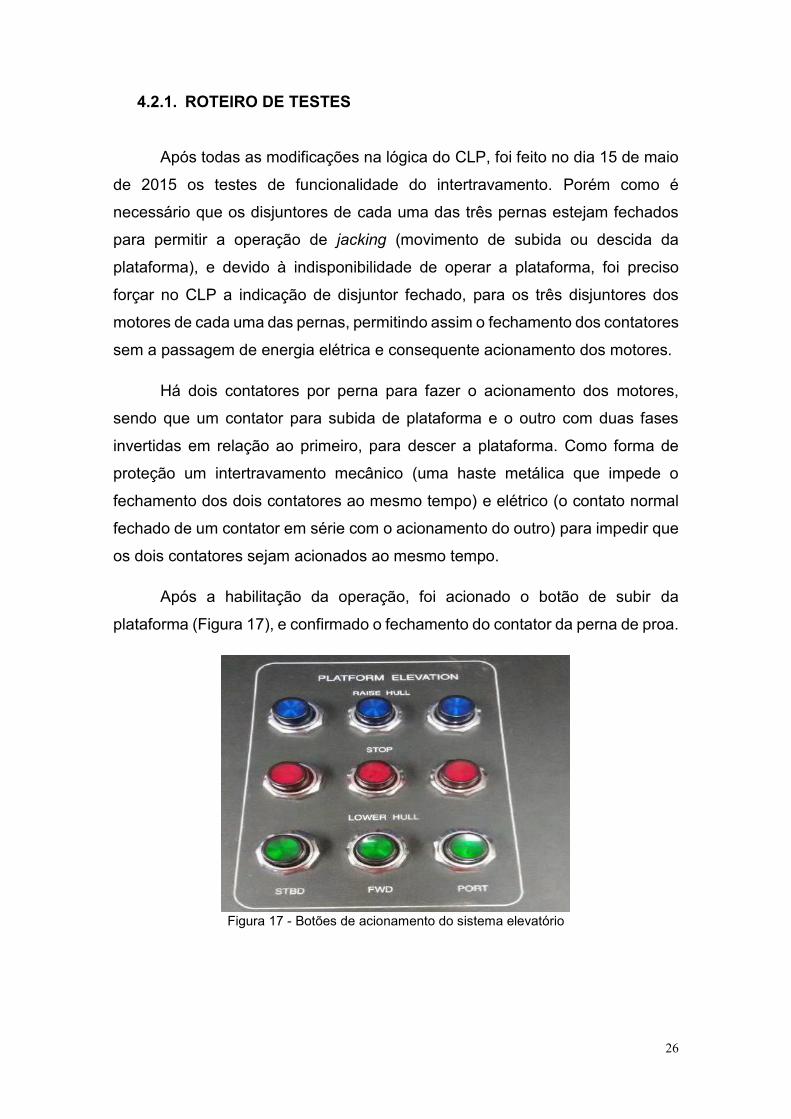
Após a habilitação da operação, foi acionado o botão de subir da
plataforma (Figura 17), e confirmado o fechamento do contator da perna de proa.
Figura 17 - Botões de acionamento do sistema elevatório

27
Simulado falha de sobrecarga no monitor de corrente do motor da perna
de proa (Figura 18), foi verificado que a operação de subir da plataforma para e
é acionado o alarme sonoro, alarme visual do motor em sobrecarga e mensagem
de “Jacking_Halted”, informando que a operação foi parada e outra de
“Jacking_Fault”, sinalizando que existe falha no sistema elevatório da
plataforma.
Figura 18 - Monitor de Corrente trifásico
Ao reconhecer a falha e tentar retomar a operação de subir a plataforma,
a mesma não era acionada. Ao apertar o botão de “Overload_Override” (by-pass
da falha de sobrecarga), Figura 19, foi verificado que a mensagem de
“Jacking_Fault” é substituída pela mensagem “Jacking_Enable” e acionando o
botão de subir plataforma da perna de proa o contator é atuado novamente.
É feito o segundo teste que é simular um novo alarme de sobrecarga,
agora na perna de boreste (direito), verificando mais uma vez que o jacking é
parado e é acionado o alarme sonoro, indicação do motor em falha, mensagem
de “Jacking_Halted” e de “Jacking_Fault” apareceram na tela novamente.
Entretanto, uma vez acionando “Overload_Override” verificou-se que a
mensagem de “Jacking_Fault” é substituída pela mensagem “Jacking_Enable”,
permitindo o comando da operação de jacking novamente.
Assim, iniciou-se então um terceiro teste que foi a mudança da chave de
ativação do intertravamento por sobrecarga para desabilitado (Figura 19).
28
Figura 19 - Proposta de posicionamento dos botões de Override do Sistema Elevatório
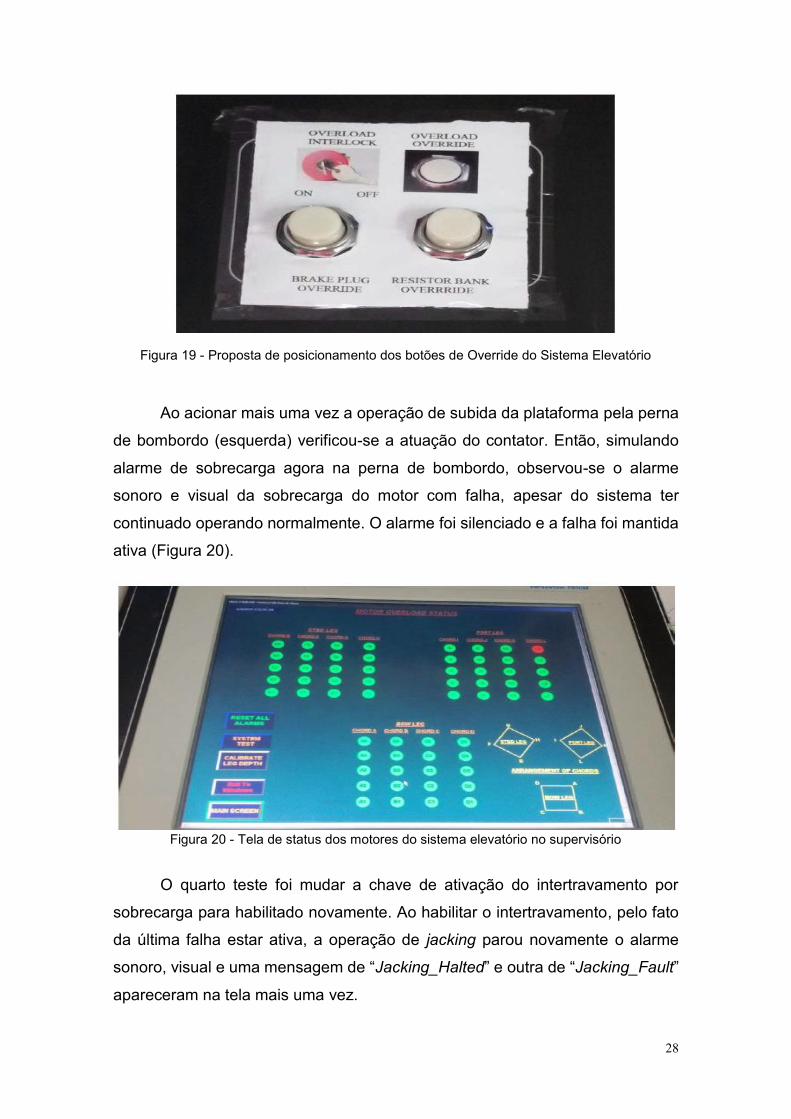
Ao acionar mais uma vez a operação de subida da plataforma pela perna
de bombordo (esquerda) verificou-se a atuação do contator. Então, simulando
alarme de sobrecarga agora na perna de bombordo, observou-se o alarme
sonoro e visual da sobrecarga do motor com falha, apesar do sistema ter
continuado operando normalmente. O alarme foi silenciado e a falha foi mantida
ativa (Figura 20).
Figura 20 - Tela de status dos motores do sistema elevatório no supervisório
O quarto teste foi mudar a chave de ativação do intertravamento por
sobrecarga para habilitado novamente. Ao habilitar o intertravamento, pelo fato
da última falha estar ativa, a operação de jacking parou novamente o alarme
sonoro, visual e uma mensagem de “Jacking_Halted” e outra de “Jacking_Fault”
apareceram na tela mais uma vez.
29
O quinto e último teste foi acionar novamente o botão “Overload_Override”
e verificar que a mensagem de “Jacking_Fault” substituiu-se pela mensagem
“Jacking_Enable”, permitindo o comando da operação de jacking novamente.
Então, foi finalizado o teste para análise das informações.
Como observação tem-se a verificação de que os testes tiveram a
resposta esperada, porém como o botão “Overload_Override” e a chave
habilita/desabilita intertravamento por sobrecarga não estavam instaladas no
painel, foi necessário usar outros botões existentes no painel que não seriam
usados nessa operação (“BrakePlugOverride” como chave habilita/desabilita
intertravamento por sobrecarga e o botão “Resistor Bank Override” como
“Overload Override”), ver Figura 19. Essa substituição foi feita no programa do
CLP através de mudança de endereços das entradas digitais.
30
5. CONSIDERAÇÕES FINAIS
O objetivo deste trabalho foi a implementação de um intertravamento de
modo que seja possível aumentar a segurança das operações de
movimentações autoelevatórias. Com este trabalho foi possível comprovar na
prática que o sistema é viável, pois atinge o objetivo com baixo custo de
implementação devido a arquitetura de instrumentação já existente, além de
contribuir com minimização dos custos associados com manutenção corretiva do
sistema elevatório.
Após o termino dos testes, a análise dos resultados encontrados foi
enviada para os gerentes da unidade e gerou a criação de uma equipe
multidisciplinar para avaliar o estudo feito e a forma de implantação das
mudanças sem impacto a operação da unidade.
A continuidade deste trabalho seja exatamente sua implementação e
expansão para as demais unidades com as mesmas características da
companhia, pois como os instrumentos já são existentes, só é necessário
descarregar o programa do CLP desenvolvido nessa unidade nas demais, e o
sistema já funcionará com proteção do intertravamento, ficando como parte física
somente a instalação do botão de override e da chave de habilitação do
intertravamento.
Como esse trabalho teve o objetivo de dar mais segurança ao sistema
com um baixo custo, a fim de se tornar viável, ele teve o foco na parada do
sistema em caso de uma das diversas falhas que pode ocorrer e provocar uma
sobrecarga nos motores do sistema elevatório, porém como sugestão para
trabalhos futuros pode-se criar meios de identificar qual a falha que está
causando a sobrecarga, como por exemplo a instalação de um instrumento que
indique a abertura do freio, já que a não abertura do freio eletromecânico do
motor é a falha mais comum devido oxidação das molas, parafusos, contatos
das conexões elétricas, entre outros. E no mais, pode atingir um nível mais
elevado de SIL usando-se redundância nos medidores de sobrecarga.
31
6. REFERÊNCIAS
1. IHS Petrodata Offshore Rig Day Rate Trends. Disponível em: <https://www.ihs.com/products/oil-gas-drilling-rigs-offshore-day-rates.html>. Acesso em 22 maio. 2016
2. Conceito de CLP - DIGEL ELÉTRICA. Disponível em: <http://www.digel.com.br/novosite/index.php?option=com_content&view=article&id=116:clp>. Acesso em 19 nov. 2015.
3. Curso de Controladores lógicos programáveis, Programa Prodenge /
Sub-Programa Reenge Universidade do Estado do Rio de Janeiro. Disponível em: <http://www.lee.eng.uerj.br/downloads/cursos/clp/clp.pdf.>. Acesso em: 19 nov. 2015.
4. Bollmann, A. Fundamentos da Automação Industrial Pneutrônica. São Paulo: ABHP, 1997.
5. Introdução aos Controladores Lógicos Programáveis (CLPs). Disponível em: <http://www.ejm.com.br/download/Introducao%20CLP.pdf.>. Acesso em: 19 nov. 2015.
6. Freitas, Carlos Márcio, Controlador Lógico Programável - CLP - Parte 1, Disponível em: <http://www.embarcados.com.br/clp-parte/>. Acesso em: 19 nov. 2015.
7. Kondrasovas, Igor, 7. Controlador Lógico Programável (CLP),
Universidade do Estado de Santa Catarina, Departamento de engenharia de produção e sistemas. <http://www.joinville.udesc.br/portal/professores/kondrasovas/materiais/7_Controlador_L_gico_Program_vel__CLP_.pdf> Acesso em: 19 nov. 2015
8. Cassiolato, César, Sistemas Instrumentados de Segurança – Uma
visão prática – Parte 5, artigo técnico SMAR 2010.
9. Borba, Acacio O.; Lima, Aquiles Roncaglia, “As normas
regulamentadoras e a gestão do intertravamento de caldeiras, vasos de pressão e fornos no Brasil”, DEX ENGENHARIA E CONSULORIA LTDA, Curitiba, Paraná, Brasil. Disponível em: <http://abiquim.org.br/congresso/cong_cd/fullpapers/p171733.doc>. Acesso em: 19 nov. 2015.
10. PETROBRAS, Apostila P-IV, Mário,2009.

32
11. Elevating control & monitoring system mobile offshore drilling unit class super 116e, Operating and Service Manual (OSM), Letourneau Technologies (24/08/2010).
12. Souza, S. Neemias, Apostila de acionamentos elétricos, (novembro 2009).

33
7. ANEXOS
Figura 21 - Painel principal do sistema elevatório
Figura 22 - Pernas da Plataforma
34
Figura 23 - Motor do Sistema Elevatório e Freio Eletromagnético





























