Embed Size (px)
Citation preview

Doktorska disertacija
RAČUNSKI MODEL ZA UGOTAVLJANJE
UPOGIBNE TRDNOSTI SINTRANIH ZOBNIKOV
Maribor, junij, 2015 Avtor: Marko ŠORI
Mentor: red. prof. dr. Srečko GLODEŽ
Somentor: doc. dr. Tomaž VUHERER


ZAHVALA
Zahvaljujem se mentorju red. prof. dr. Srečku Glodežu
in somentorju doc. dr. Tomažu Vuhererju za strokovno
pomoč in vodenje pri nastajanju doktorske disertacije.
Prav tako se zahvaljujem zaposlenim v podjetju
UNIOR d.d. za nesebično deljene namige, nasvete in
praktične izkušnje iz industrijskega okolja.
Zahvaljujem se tudi Javni agenciji za raziskovalno
dejavnost Republike Slovenije za financiranje v okviru
programa izobraževanja mladih raziskovalcev.
Posebna zahvala velja staršem, ki so me vsa leta
izobraževanja spodbujali in mi omogočili študij ter
Barbari za neomajno podporo, potrpežljivost in
razumevanje.
Avtor


- I -
KAZALO
1 UVOD ................................................................................................................................ 1
1.1 OPREDELITEV PROBLEMA ............................................................................................. 2
1.2 CILJI IN TEZE DOKTORSKE DISERTACIJE ........................................................................ 3
1.3 PREGLED VSEBINE ......................................................................................................... 4
2 METALURGIJA PRAHOV ............................................................................................ 7
2.1 PROIZVODNJA KOVINSKIH PRAHOV ............................................................................... 7
2.2 POSTOPKI OBLIKOVANJA KOVINSKIH PRAHOV ............................................................... 9
2.2.1 Avtomatsko stiskanje v togi jekleni formi ............................................................ 9
2.2.2 Izostatsko stiskanje kovinskih prahov ................................................................ 10
2.2.3 Injekcijsko oblikovanje kovin ............................................................................ 10
2.3 SINTRANJE .................................................................................................................. 11
2.4 VMESNE IN NAKNADNE OBDELAVE ............................................................................. 12
3 PREGLED STANJA OBRAVNAVANE TEMATIKE ............................................... 13
3.1 MEHANSKE LASTNOSTI SINTRANIH GRADIV ................................................................ 13
3.2 NOSILNOST SINTRANIH ZOBNIKOV .............................................................................. 14
4 MATERIALNE LASTNOSTI IZBRANEGA SINTRANEGA GRADIVA .............. 17
4.1 MATERIALNE LASTNOSTI PRI STATIČNI OBREMENITVI ................................................. 20
4.1.1 Rezultati 2012/10 ................................................................................................ 21
4.1.2 Rezultati 2014/10 ................................................................................................ 22
4.1.3 Rezultati 2015/01 ................................................................................................ 26
4.2 MATERIALNE LASTNOSTI PRI DINAMIČNI OBREMENITVI .............................................. 28
4.2.1 Potek dinamičnih preizkusov ............................................................................. 29
4.2.2 Rezultati dinamičnih preizkusov ........................................................................ 30
4.2.3 Vpliv trdote na časovno dinamično trdnost sintranega gradiva ......................... 32
4.3 MIKROSTRUKTURA ..................................................................................................... 33
4.3.1 Zelenec pred sintranjem...................................................................................... 33

- II -
4.3.2 Sintrano jeklo ..................................................................................................... 35
4.3.3 Sintrano jeklo po kaljenju .................................................................................. 36
4.4 MATERIALNI PARAMETRI PRI ŠIRJENJU RAZPOK .......................................................... 38
4.4.1 Meritve parametrov Parisove enačbe ................................................................. 39
4.4.2 Meritve lomne žilavosti izbranega sintranega gradiva ...................................... 40
4.4.3 Rezultati ............................................................................................................. 47
5 UGOTAVLJANJE DOBE TRAJANJA SINTRANIH ZOBNIKOV ........................ 51
5.1 IZRAČUN PRIČAKOVANE DOBE TRAJANJA ................................................................... 52
5.1.1 Numeričen izračun napetosti v korenu zoba ...................................................... 52
5.1.2 Izračun predvidene dobe trajanja ....................................................................... 55
5.1.3 Statistična ocena intervala dobe trajanja ............................................................ 57
5.2 EKSPERIMENTALNO UGOTAVLJANJE DOBE TRAJANJA ................................................. 59
5.2.1 Modificirano FZG preizkuševališče ................................................................... 60
5.2.2 Rezultati – zgolj sintrani zobniki ....................................................................... 62
5.2.3 Rezultati – dodatno kaljeni sintrani zobniki ...................................................... 65
5.2.4 Analiza rezultatov .............................................................................................. 86
6 DISKUSIJA .................................................................................................................... 89
6.1 RAZTROS REZULTATOV .............................................................................................. 89
6.2 IZRAČUN UPOGIBNE TRDNOSTI ................................................................................... 90
6.3 REZULTATI TESTIRANJ ZOBNIKOV .............................................................................. 90
6.4 ŠTUDIJA NIHANJA OBREMENITVENEGA MOMENTA ...................................................... 91
6.5 PRELOMNE POVRŠINE NA ZOBNIKIH ............................................................................ 94
6.6 PRIMERJAVA MIKROSTRUKTURE K03 IN K14 ............................................................. 95
6.7 UPAD OBREMENITVENEGA MOMENTA ........................................................................ 97
7 SKLEP............................................................................................................................. 99
7.1 DOSEŽENI IZVIRNI ZNANSTVENI PRISPEVKI ............................................................... 100
7.2 PREDLOGI ZA NADALJNJE DELO ................................................................................ 100
7.2.1 Materialne lastnosti .......................................................................................... 100
7.2.2 Razvoj FZG preizkuševališča .......................................................................... 101

- III -
7.2.3 Dodatne raziskave sintranih zobnikov .............................................................. 101
8 SEZNAM UPORABLJENIH VIROV ........................................................................ 103

- IV -

- V -
KAZALO SLIK
Slika 1.1: Proizvodni proces metalurgije prahov [1] .................................................................. 1
Slika 2.1: Cikel avtomatskega stiskanja v togi matrici ............................................................... 9
Slika 2.2: Osnovni postopek sintranja: a – predgrevanje, b – sintranje, c – ohlajanje ............. 11
Slika 4.1: Shematsko prikazana delca: a) Distaloy in b) Astaloy ............................................. 17
Slika 4.2: Oblika preizkušancev: a) zunanja kontura in b) izometrični pogled ........................ 19
Slika 4.3: Merilni sistem MTS 810 v podjetju Cimos d.d. ....................................................... 20
Slika 4.4: Vpetje preizkušanca s hidravličnimi čeljustmi MTS 647 na merilnem sistemu ...... 20
Slika 4.5: Diagram napetosti v odvisnosti od deformacije kaljenih (K) in sintranih (S)
preizkušancev ................................................................................................................... 22
Slika 4.6: Diagram napetosti v odvisnosti od deformacije sintranih (S), kaljenih (K), dvakrat
sintranih (2S), po sintranju peskanih (SP) in po kaljenju peskanih preizkušancev (KP) . 23
Slika 4.7: Del diagrama napetosti v odvisnosti od deformacije kaljenih (K) in po kaljenju
peskanih preizkušancev (KP) ........................................................................................... 24
Slika 4.8: Del diagrama napetosti v odvisnosti od deformacije sintranih (S), dvakrat sintranih
(2S) in po sintranju peskanih preizkušancev (SP) ............................................................ 25
Slika 4.9: Diagram napetosti v odvisnosti od deformacije kaljenih (K) preizkušancev........... 27
Slika 4.10: Mesta in smeri meritve hrapavosti na preizkušancu .............................................. 28
Slika 4.11: Začetek obremenjevanja ......................................................................................... 29
Slika 4.12: Podatkovne točke dinamičnih testiranj sintranih preizkušancev............................ 30
Slika 4.13: Podatkovne točke dinamičnih testiranj kaljenih preizkušancev ............................. 31
Slika 4.14: S-N linija časovne trdnosti sintranih (modra črta) in po sintranju kaljenih
preizkušancev (oranžna črta) ............................................................................................ 32
Slika 4.15: Trdota sintranih in po sintranju kaljenih preizkušancev glede na relativno pozicijo
podatkovne točke glede na izračunano S-N linijo ............................................................ 33
Slika 4.16: Mikroskopski posnetek zelenca (180x povečava) .................................................. 34

- VI -
Slika 4.17: Mikroskopski posnetek pore v zelencu (1550x povečava) .................................... 34
Slika 4.18: Mikroskopski posnetek sintranega jekla (180x povečava) .................................... 35
Slika 4.19: Mikrostruktura sintranega jekla (500x povečava) ................................................. 36
Slika 4.20: Mikroskopski posnetek sintranega jekla po kaljenju (200x povečava) ................. 36
Slika 4.21: Mikrostruktura sintranega jekla po kaljenju z jedkano površino (zgoraj: 100x
povečava in spodaj: 1000x povečava) ............................................................................. 37
Slika 4.22: Odvisnost hitrosti širjenja razpoke od razpona faktorja intenzitete napetosti ....... 38
Slika 4.23: Preizkušanec za ugotavljanje parametrov Parisove enačbe s prilepljenima
merilnima folijama in na njiju spojena kabla ................................................................... 39
Slika 4.24: Resonančna naprava Rumul Cracktronic (levo) in vpetje preizkušanca (desno) .. 40
Slika 4.25: Preizkušanec po testiranju ..................................................................................... 40
Slika 4.26: Priprava preizkušanca za meritev lomne žilavosti ................................................. 41
Slika 4.27: Postavitev preizkušanca pri določevanju lomne žilavosti ..................................... 42
Slika 4.28: Meritve dolžin razpok na sintranih preizkušancih za določitev lomne žilavosti ... 42
Slika 4.29: Meritve dolžin razpok na dodatno kaljenih sintranih preizkušancih za določitev
lomne žilavosti ................................................................................................................. 43
Slika 4.30: Odpiranje ustja razpoke (CMOD) glede na upogibno obremenitev ...................... 44
Slika 4.31: Hitrost rasti razpoke da/dN v odvisnosti od razpona faktorja intenzitete
napetosti ΔK pri sintranih preizkušancih ......................................................................... 47
Slika 4.32: Hitrost rasti razpoke da/dN v odvisnosti od razpona faktorja intenzitete
napetosti ΔK pri dodatno kaljenih preizkušancih............................................................. 48
Slika 4.33: Primerjava odvisnosti hitrosti rasti razpoke da/dN od razpona faktorja intenzitete
napetosti ΔK med sintranim in kaljenim sintranim jeklom .............................................. 49
Slika 5.1: 3D model obravnavanega zobniškega para ............................................................. 53
Slika 5.2: Numerična mreža 3D modela .................................................................................. 53
Slika 5.3: Napetostno polje prve glavne napetosti v prerezu pastorka v inkrementu 12 pri
obremenitvi 27,54 Nm ..................................................................................................... 54

- VII -
Slika 5.4: Predvideno število obremenitvenih ciklov do zloma zoba Nest v odvisnosti od
obremenitvenega momenta T za kaljene sintrane zobnike ............................................... 56
Slika 5.5: Določanje σf`i poljubne podatkovne točke Ti ........................................................... 57
Slika 5.6: Predvideno število obremenitvenih ciklov do zloma zoba Nest v odvisnosti od
obremenitvenega momenta T za kaljene sintrane zobnike z upoštevanjem raztrosa ....... 58
Slika 5.7: Sintran zobnik po sintranju (levo), po mehanski obdelavi (na sredi) in
po kaljenju (desno) ........................................................................................................... 59
Slika 5.8: 3D model zasnovanega FZG preizkuševališča......................................................... 60
Slika 5.9: Fotografija zasnovanega FZG preizkuševališča ....................................................... 61
Slika 5.10: Obremenitveni moment glede na čas obratovanja zobnika S01 ............................ 63
Slika 5.11: Primerjava zgolj sintranega zobnika pred (levo) in po obremenjevanju (desno) ... 63
Slika 5.12: Poškodbe na zobniku S01 ...................................................................................... 64
Slika 5.13: Poškodbe na zobniku S02 ...................................................................................... 64
Slika 5.14: Obremenitveni moment glede na čas obratovanja zobnika K01 ............................ 65
Slika 5.15: Poškodbe na zobniku K01 ...................................................................................... 65
Slika 5.16: Obremenitveni moment glede na čas obratovanja zobnika K02 ............................ 66
Slika 5.17: Poškodbe na zobniku K02 ...................................................................................... 66
Slika 5.18: Obremenitveni moment glede na čas obratovanja zobnika K03 ............................ 67
Slika 5.19: Poškodbe na zobniku K03 ...................................................................................... 67
Slika 5.20: Obremenitveni moment glede na čas obratovanja zobnika K04 ............................ 68
Slika 5.21: Poškodbe na zobniku K04 ...................................................................................... 68
Slika 5.22: Obremenitveni moment glede na čas obratovanja zobnika K05 ............................ 69
Slika 5.23: Poškodbe na zobniku K05 ...................................................................................... 69
Slika 5.24: Obremenitveni moment glede na čas obratovanja zobnika K06 ............................ 70
Slika 5.25: Poškodbe na zobniku K06 ...................................................................................... 70
Slika 5.26: Obremenitveni moment glede na čas obratovanja zobnika K07 ............................ 71
Slika 5.27: Poškodbe na zobniku K07 ...................................................................................... 71

- VIII -
Slika 5.28: Obremenitveni moment glede na čas obratovanja zobnika K08 ........................... 72
Slika 5.29: Poškodbe na zobniku K08 ..................................................................................... 72
Slika 5.30: Obremenitveni moment glede na čas obratovanja zobnika K09 ........................... 73
Slika 5.31: Poškodbe na zobniku K09 ..................................................................................... 73
Slika 5.32: Obremenitveni moment glede na čas obratovanja zobnika K10 ........................... 74
Slika 5.33: Poškodbe na zobniku K10 ..................................................................................... 74
Slika 5.34: Obremenitveni moment glede na čas obratovanja zobnika K11 ........................... 75
Slika 5.35: Poškodbe na zobniku K11 ..................................................................................... 75
Slika 5.36: Obremenitveni moment glede na čas obratovanja zobnika K12 ........................... 76
Slika 5.37: Poškodbe na zobniku K12 ..................................................................................... 76
Slika 5.38: Obremenitveni moment glede na čas obratovanja zobnika K13 ........................... 77
Slika 5.39: Poškodbe na zobniku K13 ..................................................................................... 77
Slika 5.40: Obremenitveni moment glede na čas obratovanja zobnika K14 ........................... 78
Slika 5.41: Poškodbe na zobniku K14 ..................................................................................... 78
Slika 5.42: Obremenitveni moment glede na čas obratovanja zobnika K15 ........................... 79
Slika 5.43: Poškodbe na zobniku K15 ..................................................................................... 79
Slika 5.44: Obremenitveni moment glede na čas obratovanja zobnika K16 ........................... 80
Slika 5.45: Poškodbe na zobniku K16 ..................................................................................... 80
Slika 5.46: Obremenitveni moment glede na čas obratovanja zobnika K17 ........................... 81
Slika 5.47: Poškodbe na zobniku K17 ..................................................................................... 81
Slika 5.48: Obremenitveni moment glede na čas obratovanja zobnika K18 ........................... 82
Slika 5.49: Poškodbe na zobniku K18 ..................................................................................... 82
Slika 5.50: Obremenitveni moment glede na čas obratovanja zobnika K19 ........................... 83
Slika 5.51: Poškodbe na zobniku K19 ..................................................................................... 83
Slika 5.52: Obremenitveni moment glede na čas obratovanja zobnika K20 – prvi del ........... 84
Slika 5.53: Obremenitveni moment glede na čas obratovanja zobnika K20 – drugi del ......... 84
- IX -
Slika 5.54: Obremenitveni moment glede na čas obratovanja zobnika K20 – tretji del .......... 85
Slika 5.55: Poškodbe na zobniku K20 ...................................................................................... 85
Slika 5.56: Grafično prikazani rezultati preizkušanja kaljenih sintranih zobnikov .................. 87
Slika 6.1: Nihanje obremenitvenega momenta na pastorku ..................................................... 92
Slika 6.2: Nihanja obremenitvenega momenta na pastorku (oranžna polna črta) in
matematično zapisano nihanje na pastorku (črna črtkana črta) ........................................ 93
Slika 6.3: Prelomne površine na zobnikih K06, K07 in K08 ................................................... 94
Slika 6.4: Študija preloma na zobniku K07 .............................................................................. 94
Slika 6.5: Mehanizem nastanka neznačilnih prelomnih površin .............................................. 95
Slika 6.6: Mikrostruktura zobnika K03 (zgoraj: 170x povečava) in zobnika K14 (spodaj:
170x povečava) ................................................................................................................. 96
Slika 6.7: Na primeru zobnika K17 označen nenaden padec momenta ................................... 97

- X -

- XI -
RAČUNSKI MODEL ZA UGOTAVLJANJE UPOGIBNE TRDNOSTI
SINTRANIH ZOBNIKOV
Ključne besede: metalurgija prahov, utrujanje, upogibna trdnost, sintrani zobniki
UDK klasifikacija: [519.6:539.413]:[621.833:669.14-138](043.3)
POVZETEK
Metalurgija prahov je že dodobra uveljavljen proizvodni proces v industrijah z velikoserijsko
proizvodnjo. V avtomobilski industriji so tako izdelani npr. različni manjši nosilci
kompleksnih oblik, zobniki oljnih črpalk in njihova ohišja. Napredek tehnologije in materialov
pa že nakazuje prodor kovinskih prahov tudi v bolj obremenjene avtomobilske dele; npr.
ojnice in zobniki v menjalniku.
Predlagan računski model izračuna upogibne trdnosti sintranih zobnikov temelji na
dobrem poznavanju materialnih parametrov in geometrije obravnavanega zobnika. S
klasičnim kvazistatičnim nateznim preizkusom so ugotovljene osnovne mehanske lastnosti
materiala. Dinamičen odziv je ugotovljen glede na parametre Basquinove enačbe, ki so
izračunani iz rezultatov testiranj pri utripni obremenitvi. Zaradi velike verjetnosti nastanka
razpok med proizvodnim procesom je analiziran vpliv prisotnosti razpoke tako, da so
določeni parametri Parisove enačbe, prag širjenja razpoke in lomna žilavost. Rezultati so
pokazali izjemno pomembnost preprečevanja nastanka plastnih razpok, saj le-te kritično
vplivajo na nosilnost sintranega izdelka. Tako kot običajno jeklo, se lahko tudi sintrano jeklo
po sintranju še dodatno toplotno obdela z različnimi toplotnimi obdelavami, zato je vpliv
poboljšanja, ki se navzven vidi kot sprememba mehanskih lastnosti materiala, preučen v
analizi mikrostrukture.
Računski model je predstavljen na primeru, ki implementira izmerjene materialne
parametre in poznano geometrijo zobnika. Napetostno stanje v korenu zoba je z numeričnimi
postopki ugotovljeno na podlagi geometrije in materialnih parametrov in se nato oplemeniti z
izračunanimi parametri Basquinove enačbe do verjetnostne napovedi intervala, v katerem se
pričakuje zlom zoba sintranega zobnika. Testiranje sintranih zobnikov na modificiranem FZG
preizkuševališču pokaže, da predstavljen računski model ob znani geometriji in materialnih
parametrih z natančnostjo velikostnega razreda napove dobo trajanja sintranega zobnika.

- XII -

- XIII -
COMPUTATIONAL MODEL FOR BENDING STRENGTH
DETERMINATION OF SINTERED GEARS
Key words: powder metallurgy, fatigue, bending strength, sintered gears
ABSTRACT
Powder metallurgy is a well-established production process in large-series production
industries. Many parts in automotive industry, such as small complex brackets, oil pump
gears and housings, are made with this technology. Its quick development and improvement
of metal powders show a great potential to be used as a favorable process also in more
demanding car parts, e.g. connecting rods and transmission gears.
Proposed computational model for bending strength determination of sintered gears is
based on well-known material properties and geometry of treated gear. Classical quasi-static
pull test is used to determine basic mechanical properties. Dynamic response of material is
based on Basquin`s equation parameters, which are calculated from dynamic tests, performed
at pulsating load. Due to high probability of layer cracks formation during production
process, effect of crack presence is analyzed with determined Paris equation parameters,
crack formation threshold and fracture toughness. Results showed prevention of layer cracks
has extreme importance, as they significantly affect the load capacity of a sintered part. As
well as conventional steel, sintered steel can also undergo an additional heat treatment with
different procedures. Therefore, hardening effects are studied as change in mechanical
properties as well as in microstructure analysis.
Computational model, that implements measured material properties and known
geometry of a gear, is presented on a particular case for better understanding. Numerical
procedures are used to determine gear tooth root stress field, which is then complemented
with calculated parameters of Basquin expression to prediction of an interval, in which gear
tooth brakeage is expected with known probability. Tests of sintered gears on modified FZG
rig showed that presented model yields fatigue lifetime predictions within one size class for a
sintered gear with known geometry and material properties.

- XIV -

- XV -
UPORABLJENI SIMBOLI
TS - temperatura sintranja
TP - temperatura predgrevanja
σ - napetost
ε - deformacija
E - modul elastičnosti
Rp0,1 - napetost tečenja z 0,1 % plastične deformacije
Rp0,2 - napetost tečenja z 0,2 % plastične deformacije
Rm - natezna trdnost
A - raztezek ob pretrgu
N - število obremenitvenih ciklov
σf´ - amplitudna dinamična trdnost pri N = 0,5
b - eksponent Basquinove enačbe
R - obremenitveno razmerje (Fmin/Fmax)
Fmax - maksimalna sila pri utrujanju
Fmin - minimalna sila pri utrujanju
f - frekvenca obremenjevanja
σa - amplitudna napetost
A´ - amplitudna dinamična trdnost pri N = 1
σf´s - amplitudna dinamična trdnost pri N = 0,5 sintranih preizkušancev
σf´k - amplitudna dinamična trdnost pri N = 0,5 po sintranju kaljenih preizkušancev
bs - eksponent Basquinove enačbe sintranega jekla
bk - eksponent Basquinove enačbe po sintranju kaljenega jekla
da/dN - hitrost širjenja razpoke
ΔK - razpon faktorja intenzitete napetosti
ΔKth - prag širjenja razpoke
m - eksponent Parisovega zakona
C - koeficient Parisovega zakona
KIc - lomna žilavost v primeru RDS
Kc - lomna žilavost v primeru RNS
S - razdalja med podporami pri upogibnem preizkusu
Pq - pomožna veličina pri računanju lomne žilavosti materiala KIc

- XVI -
Pmax - maksimalna sila med upogibnim preizkusom
B - širina upogibnega preizkušanca
W - višina upogibnega preizkušanca
𝑓(𝑎0𝑊) - oblikovna funkcija
a0 - dolžina začetne razpoke
a1-9 - izmerjene dolžine razpoke
KIcWitt - lomna žilavost izračunana po alternativni energijski metodi
KIcASTM - lomna žilavost izračunana po standardni metodi
KV - udarna žilavost po Charpyju
a - medosni razmik
mn - normalni modul
αn - vpadni kot normalnega profila
β - kot poševnosti zob
b1,2 - širina zob pastorka, zobnika
z1,2 - število zob pastorka, zobnika
x1,2 - koeficient profilnega premika pastorka, zobnika
n1,2 - vrtilna frekvenca pastorka, zobnika
E1,2 - modul elastičnosti materiala pastorka, zobnika
ν1,2 - Poissonovo razmerje materiala pastorka, zobnika
T - obremenitveni moment
σ1 - prva primerjalna napetost
σM - Misesova primerjalna napetost
κ - koeficient kapa (pomožni koeficient)
Nest - predvideno število obremenitvenih ciklov do zloma zoba
Ti - podatkovna točka v diagramu log(σa) – log(N) s koordinatami (Ni, σi)
Ni - N-koordinata podatkovne točke Ti
σi - σa-koordinata podatkovne točke Ti
σf`i - parameter σf` za podatkovne točke Ti
n - število podatkovnih točk Ti
δσf - standardni odklon n množice σf`i
σa± - spodnja in zgornja meja polja (95 %) v diagramu N – σa
T± - spodnja in zgornja meja polja (95 %) v diagramu N – T
f1,2 - sinusoida nihanja obremenitvenega momenta pastorka, zobnika
C1,2 - amplituda nihanja obremenitvenega momenta pastorka, zobnika

- XVII -
D1,2 - fazni zamik nihanja obremenitvenega momenta pastorka, zobnika
t - čas obremenjevanja
Tavg - povprečni obremenitveni moment

- XVIII -

- XIX -
UPORABLJENE KRATICE
PM - Powder Metallurgy – metalurgija prahov
MPIF - Metal Powder Industries Federation – Združenje podjetij metalurgije prahov
DIN - Deutsches Institut für Normung – Nemški inštitut za standardizacijo
AGMA - American Gear Manufacturers Association – Ameriško združenje
proizvajalcev zobnikov
EN - European Norms – Evropski standardi
ISO - International Organization for Standardization – Mednarodna organizacija
za standardizacijo
MIM - Metal Injection Molding – injekcijsko oblikovanje kovin
ADC - Automatic Die Compaction – avtomatsko stiskanje v togi jekleni formi
CIP - Cold Isostatic Pressing – hladno izostatsko sitskanje
HIP - Hot Isostatic Pressing – vroče izostatsko stiskanje
RCF - Rolling Contact Fatigue – kotalno kontaktno utrujanje
LEML - linearno elastična mehanika loma
ASTM - American Society for Testing and Materials - Ameriško združenje za
testiranje in materiale
RDS - ravninsko deformacijsko stanje
RNS - ravninsko napetostno stanje
CMOD - Crack Mouth Opening Displacement – odpiranje ustja razpoke
3D - tri dimenzionalen
FZG - Forschungsstelle für Zahnräder und Getriebebau – raziskovalna postaja za
zobnike in gonila

- XX -

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 1 -
1 UVOD
Metalurgija prahov (ang. Powder Metallurgy – PM) je proizvodni proces, ki je v osnovi
sestavljen iz treh faz: mešanje finih kovinskih prahov v želeno prašno mešanico, stiskanje v
končno obliko in segrevanje na temperaturo pod tališčem (sintranje). Slednje povzroči, da se v
obliko stisnjeni fini kovinski prašni delci med seboj difuzijsko sprimejo. Celoten proces z
možnimi vmesnimi in naknadnimi obdelavami je prikazan na sliki 1.1.
Slika 1.1: Proizvodni proces metalurgije prahov [1]

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 2 -
Ideja o takem proizvodnem procesu je že precej stara. Surovo obliko metalurgije prahov
so namreč poznali že v staroegipčanski civilizaciji pred 5000 leti. Približno v 4. stoletju
našega štetja so indijski kovači izdelali 6,5 ton težek železni steber postavljen na severu Indije
v Delhiju. Surovo metalurgijo prahov so poznali tudi starodavni Inki, ki so iz plemenitih
kovin izdelovali nakit in ostale artefakte [2]. Sodobna metalurgija prahov in posledično
masovna proizvodnja PM izdelkov se je razmahnila proti koncu 19. stoletja. Letni promet v
Evropi zadnja leta presega 6 milijard evrov, na svetu pa se letno proizvede več kot milijon ton
kovinskih prahov [1].
Sintranje kovinskih prahov torej postaja vse bolj zanimiva proizvodna tehnologija za
velikoserijsko proizvodnjo izdelkov z ozkimi tolerancami, gladkimi površinami in dobrimi
mehanskimi lastnostmi ob relativno nizkih cenah. Sintrani izdelki so že dlje časa prisotni
predvsem v avtomobilski industriji kot razni manj pomembni sklopi; npr. ohišja in rotorji
oljnih črpalk [3]. Hiter napredek metalurgije prahov napoveduje uporabo sintranih kovinskih
prahov tudi za najbolj obremenjene dele v avtomobilski industriji [4], kot so npr. ojnice [3] in
zobniki v menjalniku [5].
1.1 Opredelitev problema
Razvoj trdnostnih lastnosti sintranih kovin je sprožil klasifikacijo prašnih mešanic v različne
razrede glede na kemijsko sestavo, končno gostoto in v nekaterih primerih tudi glede na
toplotno obdelavo po sintranju. Najpomembnejša standarda sta ameriški MPIF Standard
35 [6] in nemški DIN 30910-4 [7], ki podajata osnovne mehanske lastnosti sintranih kovin.
Omeniti velja tudi standard DIN EN ISO 2740 [8], ki določa oblike preizkušancev za namene
ugotavljanja trdnostnih lastnosti gradiv iz sintranih kovinskih prahov.
Čeprav so standardi za klasifikacijo gradiv iz kovinskih prahov na voljo, ta gradiva niso
zajeta znotraj standardov za preračun zobnikov, npr. ISO 6336 [9] in DIN 3990 [10]. Zatorej
ti standardi niso primerni za preračun nosilnosti sintranih zobnikov [11]. Ameriška zveza
proizvajalcev zobnikov (American Gear Manufacturers Association – AGMA) je sicer podala
priporočila za preračun sintranih zobnikov, ki pa ne služijo kot standard [12]. V njih je podan
največji dopustni obremenitveni moment v primeru ponavljajoče se obremenitve, ki je
odvisen predvsem od trajne dinamične trdnosti gradiva, in največji dopustni obremenitveni
moment v primeru občasnih preobremenitev, ki je najbolj odvisen od napetosti tečenja
gradiva. Za izvedbo obeh preračunov je potrebno poleg glavnih dimenzijskih mer (modul,

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 3 -
premer razdelnega kroga, itd.) natančno poznati še geometrijo zobnika predvsem v korenu
zoba. Ta je lahko namreč poljubno oblikovan, saj ni geometrijskih omejitev zaradi profila
orodja, kot npr. pri rezkanju zobnikov. Priporočila zato zahtevajo kompleksno analizo korena
zoba, ki je lahko za uporabo v praksi prezahtevna.
1.2 Cilji in teze doktorske disertacije
Cilj doktorske disertacije je razvoj računskega modela za določitev upogibne trdnosti
sintranih zobnikov, s katerim bo mogoče napovedati dobo trajanja sintranega zobnika. Za
zobnik z znano geometrijo in z znanimi materialnimi lastnostmi gradiva zobnika bo model
omogočal določitev pričakovane obratovalne dobe ob znani zunanji obremenitvi.
Najprej bodo ugotovljene osnovne materialne mehanske lastnosti jeklene prašne
mešanice, ki se tipično uporablja za izdelavo sintranih zobnikov. Po standardu DIN EN ISO
2740 [8] izdelani preizkušanci bodo najprej obremenjeni kvazistatično, kar bo omogočalo
izris krivulje v diagramu odvisnosti napetosti od deformacije. Posledično bodo tako lahko
določeni modul elastičnosti, natezna trdnost, deformacija ob prelomu in napetost tečenja, če
obstaja.
Preizkušanci enakih oblik bodo uporabljeni za ugotovitev odziva materiala na
dinamične zunanje obremenitve. Rezultat teh eksperimentov bo krivulja v diagramu, ki
povezuje število obremenitvenih ciklov do zloma z napetostjo obremenjevanja. Po
logaritmiranju obeh osi tega diagrama krivulja preide v premico, ki ji lahko določimo
parametre Basquin-ove enačbe [13-15]. Ob dovolj velikem številu eksperimentov je nato
mogoče z določeno verjetnostjo ob znani obremenitvi napovedati število ciklov do zloma.
Odziv materiala na zareze in razpoke bo določen na ustrezno prirejenih preizkušancih z
različnimi zarezami. Na podlagi teh preizkusov bo možno oceniti hitrost napredovanja
razpoke ob znani obremenitvi in kritično vrednost faktorja intenzitete napetosti v korenu zoba
za iniciacijo razpoke.
Po ugotovljenih mehanskih lastnosti gradiva za sintrane zobnike bo izvedena numerična
analiza zobnika z znano geometrijo. Ta bo omogočala neposredno povezavo obremenitvenega
momenta na zobniku z napetostnim poljem v korenu zobnika. Klasične metode preračuna
napetosti v korenu zoba [9, 10] v primeru sintranih zobnikov niso primerne, saj tehnologija
pri stiskanju kovinskih prahov omogoča kakršnokoli obliko korena zoba. Numerična analiza
bo izvedena v programskem paketu Abaqus/Standard [16].

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 4 -
Končni model bo ob znanih materialnih lastnostih in znani obremenitvi omogočal
določitev velikostnega razreda obratovalne dobe do zloma v korenu zoba sintranega zobnika.
1.3 Pregled vsebine
V uvodnem poglavju doktorske disertacije je zapisan kratek pregled tehnologije metalurgije
prahov, ki se nadaljuje v opredelitev problema, ki je osredotočen na trdnostno kontrolo
sintranih zobnikov iz kovinskih prahov. Sledijo cilji in teze doktorske disertacije ter pregled
vsebine.
V drugem poglavju je predstavljena proizvodna tehnologija metalurgije prahov, ki je
razdeljena na tri glavne faze: proizvodnja kovinskih prahov, stiskanje kovinskih prahov in
sintranje kovinskih prahov. Možne vmesne in naknadne obdelave so na kratko opisane v
zaključku poglavja.
V tretjem poglavju je podan kratek pregled stanja obravnavane tematike, ki je razdeljen
na dva dela. V prvem so opisani splošni ključni dosežki pri razvoju mehanskih lastnosti
sintranih gradiv, v drugem delu pa je poudarek na raziskavah sintranih zobnikov.
V četrtem poglavju so opisani postopki merjenja in rezultati raziskav materialnih
lastnosti sintranega gradiva. Poglavje je razdeljeno na štiri večje dele: v prvem podpoglavju
so obravnavane mehanske lastnosti pri statični obremenitvi, v drugem je analiza odziva na
dinamično obremenitev. V tretjem podpoglavju je analizirana mikrostruktura izbranega
gradiva, ki vsebuje mikroskopske posnetke kovinskega prahu v stanju po stiskanju, sintranem
in poboljšanem stanju. V četrtem podpoglavju so podani materialni parametri pri širjenju
razpok izbranega gradiva in na kratko opisani postopki merjenja in računanja.
Peto poglavje je razdeljeno na izračun pričakovane dobe trajanja in na meritve dejanske
dobe trajanja. V prvem delu je predstavljen postopek določitve dobe trajanja, ki zajema
izračun napetosti v korenu zoba, izračun predvidene dobe trajanja in statistično oceno
intervala, v katerem se pričakuje zlom zoba. V drugem delu je predstavljeno modificirano
FZG preizkuševališče, rezultati testiranj zgolj sintranih in po sintranju poboljšanih zobnikov
ter analiza rezultatov, ki se naveže na izračunane vrednosti v prvem delu poglavja.
V šestem poglavju je diskusija o nekaterih ugotovitvah doktorske disertacije, ki je
razdeljena na 7 podpoglavij. V prvem podpoglavju je naslovljena problematika raztrosa
podatkov pri raziskavah mehanskih lastnosti sintranih gradiv. V drugem podpoglavju so

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 5 -
omenjene nekatere predpostavke in omejitve pri preračunu upogibne trdnosti. Sledijo
komentarji glede preizkušanja sintranih zobnikov in povezava z izračunanimi vrednostmi. V
četrtem podpoglavju je predstavljena problematika nihanja obremenitvenega momenta in
ugotovljeni razlogi. V petem podpoglavju so analizirane prelomne površine in podan možen
mehanizem za nastanek takšnih prelomnih površin. V šestem podpoglavju sta primerjani
mikrostrukturi kaljenih sintranih zobnikov iz dveh različnih serij in zapisane ugotovitve, ki
pojasnjujejo odstopanje prve serije od izračunanih vrednosti. V zadnjem podpoglavju je
podan možen vzrok za nenaden padec obremenitvenega momenta hitro po začetku
obremenjevanja.
V sedmem sklepnem poglavju je kratek pregled opravljenega dela in potrditev teze
doktorske disertacije. Zapisani so doseženi izvirni znanstveni prispevki in predlogi za
nadaljnje delo, ki so razdeljeni na tri sklope.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 6 -

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 7 -
2 METALURGIJA PRAHOV
Metalurgija prahov (ang. Powder Metallurgy – PM) lahko pokriva bistveno večji spekter
izdelkov kot postopki s taljenjem in legiranjem kovin, kjer glavno omejitev predstavlja fazno
pravilo [17], ki določuje razmerje trdnih in tekočih faz. Pri metalurgiji prahov so lahko legirni
elementi prisotni praktično v poljubnem razmerju. Lep primer je prašna mešanica aluminijeve
zlitine s približno 15 % silicija [18]. Vendar pa ima metalurgija prahov tudi svoje
pomanjkljivosti, ki so povezane predvsem z ravnanjem s kovinskimi prahovi. Posebno
pozornost je potrebno nameniti oksidaciji prahov na osnovi železa in aluminija, možni
eksplozivnosti prahov na osnovi aluminija, čistoči prostorov in podobno [19].
2.1 Proizvodnja kovinskih prahov
Načini proizvodnje kovinskih prahov so precej različni. Najstarejša in najpogosteje
uporabljena metoda za izdelavo železovega prahu je redukcija v trdnem stanju. Zdrobljeno
železovo rudo se najprej pomeša z ogljikom in nato pošlje skozi kontinuirano peč, kjer poteče
reakcija. Nastane železova goba z določenim deležem nekovinskega materiala, ki se po
drobljenju preseje in odstrani. Čistoča tako pridobljenih kovinskih prahov je zelo odvisna od
čistoče začetnih surovin [20].
Pri pridobivanju kovinskih prahov na osnovi bakra ali kar čistih bakrenih prahov je zelo
pomembna čistoča, saj se bakren prah mnogokrat uporablja kot legirni dodatek prašnim
mešanicam na osnovi železa ali aluminija [21]. Ustrezen postopek pridobitve takih prahov je
elektroliza. Ob primerni sestavi elektrolita, gostoti toka in temperature se namreč nekatere
kovine izločajo v obliki prahov ali kovinske gobe. Nadaljnji postopki, kot so npr. pranje,
sušenje, redukcija, drobljenje in žarjenje, omogočajo pridobitev kovinskega prahu z visoko
čistočo [22].
Atomizacija ali razprševanje taline je izmed omenjenih najbolj priznana in razširjena
metoda pridobivanja kovinskih prahov. Izbrana talina se pod tlakom razprši in hitro ohladi
pod curkom plina (npr. zrak, dušik, argon) ali kapljevine (npr. voda). Nadzor velikostne
porazdelitve delcev v širokem spektru omogočajo različni dejavniki: število šob, tlak in pretok
taline, tlak in pretok hladilnega curka … Morfologija delcev je odvisna predvsem od hitrosti
ohlajanja. Ohlajevalni mediji z nizko toplotno kapaciteto omogočajo nastanek delcev

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 8 -
pravilnih krogelnih oblik, medtem ko po ohlajanju taline v curku vode nastanejo delci zelo
nepravilnih oblik. Na ta način so izdelani prahovi na osnovi železa, bakra, brona, aluminija,
cinka, kadmija, kositra, svinca ter orodnih in legiranih jekel. Atomizacija je posebej prikladna,
ko gre za proizvodnjo kovinskih zlitin v prahu, saj se legirni elementi v tekoči fazi
enakomerno porazdelijo in se pri strjevanju izločajo v trdni fazi. Zatorej končni izdelek
vsebuje drobne in enakomerno razporejene delce legirnih elementov v vsakem prašnem
delcu [23].
Kovinski prah se lahko izdela tudi z drobljenjem v hladnem toku (ang. coldstream
process). Na ta način so izdelani kovinski prahovi, namenjeni za injekcijsko oblikovanje
kovin (ang. Metal Injection Molding – MIM). Pri tem proizvodnem procesu se grobozrnat
prah doda v plin v ožjem delu venturijeve cevi, kjer je tlak manjši kot v okolici, zaradi česar
pride do sesanja prahu v cev. Tok plina s prašnimi delci nato potuje v širši del cevi, kjer se
plin zaradi adiabatnega raztezanja močno ohladi, kar povzroči hitro ohlajanje prašnih delcev,
ki postanejo bolj krhki. Tok plina s krhkimi prašnimi delci je usmerjen v tarčo, kjer se delci
razletijo na manjše delce nepravilnih oblik [24].
Ko je zahtevana izredno visoka čistost kovinskih prahov, se običajno uporabijo različni
kemijski postopki. Lep primer je proizvodnja nikljevega prahu, kjer nikljev karbonil reagira z
ogljikovim monoksidom in se ob povišani temperaturi ali znižanem tlaku razkroji nazaj v čisti
nikelj [25].
Proizvodni procesi za izdelavo kovinskih prahov so torej precej kompleksni in zato
podjetja, ki izdelujejo sintrane izdelke, raje prepustijo izdelavo surovin specializiranim
podjetjem, ki se ukvarjajo zgolj s proizvodnjo kovinskih prahov. Možno je nabaviti osnovne
prahove in jih pomešati v ustreznem razmerju pred stiskanjem, pogosteje pa se nabavi že kar
želena pretaljena in običajno atomizirana zlitina, ki jo je pred stiskanjem vseeno potrebno
premešati, saj lahko pride do segregacije prašnih delcev [26]. Proizvajalci kovinskih
prahov [27-29] ponujajo precej širok spekter že pripravljenih prašnih mešanic z različnimi
deleži legirnih elementov, ki močno vplivajo na mehanske lastnosti končnega izdelka [30,
31]. Nekatere prašne mešanice so celo standardizirane in zbrane v standardih, kjer so zapisane
tudi nekatere mehanske lastnosti sintranih gradiv iz teh mešanic [6, 7].

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 9 -
2.2 Postopki oblikovanja kovinskih prahov
Kovinski prahovi se iz sipke oblike z nasipno gostoto stiskajo v končno ali skoraj končno
obliko z različnimi postopki stiskanja. Stisnjenci ali zelenci (ang. »green« parts) imajo v tej
fazi zeleno gostoto, ki se lahko po sintranju spremeni zaradi dimenzijskih sprememb med
sintranjem [32].
2.2.1 Avtomatsko stiskanje v togi jekleni formi
Najbolj pogost postopek stiskanja kovinskih prahov je avtomatsko stiskanje v togi jekleni
matrici (ang. Automatic Die Compaction – ADC), ki poteka na električni, hidravlični ali
mehanski stiskalnici [33]. Orodje je sestavljeno iz vsaj štirih sestavnih delov (zgornji trn,
matrica ali forma, polnilni čevelj in spodnji trn) prikazanih na sliki 2.1.
Slika 2.1: Cikel avtomatskega stiskanja v togi matrici
Na sliki 2.1 je prikazan celoten cikel avtomatskega stiskanja v togi matrici. Med
postopkom stiskanja se najprej spodnji trn pomakne v polnilni položaj; takrat je razdalja med
zgornjo ploskvijo spodnjega trna in zgornjo ploskvijo matrice, po kateri drsi polnilni čevelj,
definirana kot polnilna višina. Polnilni čevelj se nato pomakne po zgornji površini matrice,
tako da mešanica kovinskega prahu in maziva pade v luknjo. Volumen prašne mešanice je na
spodnji strani omejen s spodnjim trnom, ob straneh pa s stenami matrice. Ko se luknja napolni
s kovinskim prahom, se polnilni čevelj odmakne, ter s tem poravna volumen nasipanega
prahu, tako da je v enaki ravnini kot zgornja ploskev matrice. Hkrati z odmikom polnilnega
čevlja se začne primikati zgornji trn. Ko zgornji trn doseže v matrico nasipan kovinski prah,
se začne enostransko stiskanje – pomik le enega izmed trnov. V primeru, ko se primikata oba
trna, gre za obojestransko stiskanje, ki je pogostejši način stiskanja. Ker ima trenje med
stiskanim prahom in stenami matrice velik vpliv, je v slednjem primeru možno doseči

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 10 -
enakomernejšo porazdelitev lokalne gostote in višjo gostoto zelencev nasploh [34]. Po
stiskanju se začne faza izmeta, ko se spodnji in zgornji trn hkrati pomikata navzgor. Ko
zgornja površina spodnjega trna (hkrati spodnja površina zelenca) doseže zgornjo ploskev
matrice, se spodnji trn ustavi, zgornji pa se odmakne v začetni položaj. Sledi pomik
polnilnega čevlja, ki potisne zelenec iz delovnega območja. Na koncu se spodnji trn pomakne
v polnilni položaj in postopek se ponovi.
Tako stisnjeni izdelki imajo približno 10 % poroznosti, ki je zaradi trenja med
kovinskim prahom in stenami matrice ter zaradi medsebojnega trenja med posameznimi delci
bolj ali manj neenakomerno porazdeljena po volumnu. Delež poroznosti je odvisen od
količine in tipa maziva, ki je primešano kovinskemu prahu. V te namene so v uporabi različne
stearinske kisline in amidni voski, najpogosteje pa se uporabljajo kompozitna maziva, posebej
razvita za tehnologijo metalurgije prahov. Komercialno dobavljivim kovinskim prašnim
mešanicam so maziva običajno že dodana, njihova točna sestava pa je strogo varovana
poslovna skrivnost podjetij, ki jih izdelujejo [27-29].
2.2.2 Izostatsko stiskanje kovinskih prahov
Manjši delež poroznosti je moč doseči z izostatskim stiskanjem, kjer mazivo ni potrebno, kar
omogoča doseganje višjih gostot. Stiskanje kovinskega prahu v želeno obliko lahko poteka pri
običajni temperaturi – hladno izostatsko stiskanje (ang. Cold Isostatic Pressing – CIP) ali pri
povišani temperaturi – vroče izostatsko stiskanje (ang. Hot Isostatic Pressing – HIP).
Pri CIP postopku se kovinski prah v elastični formi, ki je običajno iz poliuretana, potopi
v vodo, kateri se poveča tlak, kar omogoča, da se forma enakomerno stisne iz vseh smeri. Ta
postopek oblikovanja prahov v končne oblike se je uveljavil ne le na področju metalurgije
prahov, ampak tudi pri stiskanju keramike [35].
HIP postopek je precej podoben CIP postopku, le da gre za stiskanje pri povišanih
temperaturah, zato forma ni iz elastomera, ampak iz duktilne kovine. Tudi medij, v katerega
je potopljena forma s kovinskih prahom, ni voda, temveč vroč plin – običajno argon. Na ta
način so izdelana rezalna orodja iz karbidnih trdnin [36].
2.2.3 Injekcijsko oblikovanje kovin
Precej podoben postopek brizganju plastike je injekcijsko oblikovanje kovin (ang. Metal
Injection Molding – MIM). Mešanica kovinskega prahu in organskega veziva se pri zmerno
povišani temperaturi vbrizga v formo. Izdelek se nato odstrani iz forme in se po
Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 11 -
odstranjevanju maziva posintra. Ta postopek je v primerjavi z ostalimi postopki stiskanja
kovinskih prahov nekoliko dražji, vendar omogoča izdelavo bolj kompliciranih oblik, ki jih z
ostalimi postopki ni možno izdelati. Kljub vsemu je še vedno cenejši od konvencionalnih
načinov proizvodnje [25].
2.3 Sintranje
Sintranje je toplotna obdelava zelencev pri temperaturi nižji od temperature tališča glavne
sestavine z namenom povečati njihovo trdnost z difuzijskim povezovanjem posameznih
delcev kovinskega prahu. Glede na gostoto in sestavo zelencev je potrebno prilagoditi
parametre sintranja, saj le-ti ključno vplivajo na mehanske lastnosti končnega izdelka [37-40].
Slika 2.2: Osnovni postopek sintranja: a – predgrevanje, b – sintranje, c – ohlajanje
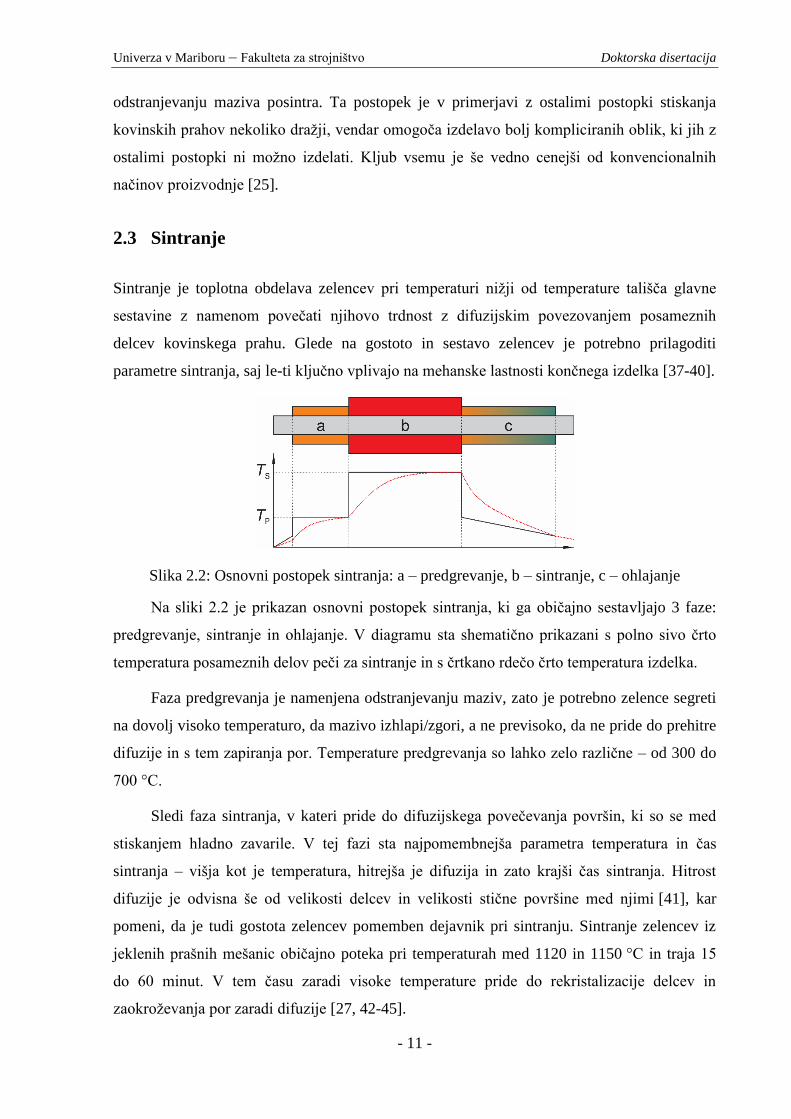
Na sliki 2.2 je prikazan osnovni postopek sintranja, ki ga običajno sestavljajo 3 faze:
predgrevanje, sintranje in ohlajanje. V diagramu sta shematično prikazani s polno sivo črto
temperatura posameznih delov peči za sintranje in s črtkano rdečo črto temperatura izdelka.
Faza predgrevanja je namenjena odstranjevanju maziv, zato je potrebno zelence segreti
na dovolj visoko temperaturo, da mazivo izhlapi/zgori, a ne previsoko, da ne pride do prehitre
difuzije in s tem zapiranja por. Temperature predgrevanja so lahko zelo različne – od 300 do
700 °C.
Sledi faza sintranja, v kateri pride do difuzijskega povečevanja površin, ki so se med
stiskanjem hladno zavarile. V tej fazi sta najpomembnejša parametra temperatura in čas
sintranja – višja kot je temperatura, hitrejša je difuzija in zato krajši čas sintranja. Hitrost
difuzije je odvisna še od velikosti delcev in velikosti stične površine med njimi [41], kar
pomeni, da je tudi gostota zelencev pomemben dejavnik pri sintranju. Sintranje zelencev iz
jeklenih prašnih mešanic običajno poteka pri temperaturah med 1120 in 1150 °C in traja 15
do 60 minut. V tem času zaradi visoke temperature pride do rekristalizacije delcev in
zaokroževanja por zaradi difuzije [27, 42-45].

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 12 -
Med sintranjem je potrebno zagotoviti ustrezno zaščitno atmosfero, saj visoke
temperature pospešujejo oksidacijo izdelkov. Obstajajo tri večje skupine zaščitnih atmosfer:
redukcijska atmosfera za razogljičenje (npr. H2 ali 75 % H2 + 25 % N2), redukcijska
atmosfera za ogljičenje (npr. 32 % H2 + 23 % CO + 0-0,2 % CO2 + 0-0,5 % CH4 + N2) in
nevtralna atmosfera (npr. N2 ali Ar) [27].
Na koncu sledi še faza ohlajanja, kjer se posintrani izdelki postopoma ohladijo do
temperatur med 250 in 150 °C. Hitrost ohlajanja se prilagaja glede na velikost izdelkov in
želeno mikrostrukturo sintranega gradiva.
Pomemben pojav med sintranjem so tudi dimenzijske spremembe, ki so posledica
difuzijskega spajanja delcev. Ta pojav se kontrolira z deleži legirnih elementov in je bolj ali
manj predvidljiv [30, 31].
2.4 Vmesne in naknadne obdelave
Izdelki iz sintranega gradiva se že med stiskanjem oblikujejo v končno ali skoraj končno
obliko, zato so naknadne obdelave redke. Višina izdelka se korigira z brušenjem, konture pa s
kalibracijskim stiskanjem. Mehanske obdelave so večinoma minimalne in pridejo v poštev le,
ko ozkih toleranc ni možno doseči s korekcijami stiskalnega orodja, kalibracijskimi postopki,
kemijsko sestavo ali parametri sintranja.
Med trnom in matrico je zmeraj neka minimalna zračnost, ki prepreči zatikanje orodja
med stiskanjem. Zaradi te zračnosti na stiskancih nastaja srh (ang. burr), ki ga je potrebno
odstraniti. Odstranjevanje srha ali raziglevanje lahko poteka neposredno po stiskanju, kjer
robotska roka vzame zelenec iz delovnega območja in ga podrgne po posebnih ščetinah,
preden ga odloži na pladenj ali neposredno na tekoči trak peči za sintranje. Raziglevanje lahko
poteka tudi po sintranju med korekcijo višine ali z bobnanjem [46].
Čeprav se večina sintranih izdelkov uporablja kar v sintranem stanju, so zraven
mehanskih naknadnih obdelav možne tudi toplotne obdelave po klasičnih postopkih kaljenja
in popuščanja z nekaterimi specifikami za metalurgijo prahov [38]. Ti postopki povečajo
trdoto in natezno trdnost, duktilnost pa se ustrezno zmanjša [47, 48].
Druge možne naknadne obdelave so še impregnacija, galvaniziranje, obdelava z vodno
paro [46, 49]…

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 13 -
3 PREGLED STANJA OBRAVNAVANE TEMATIKE
Ideja o stiskanju kovinskih prahov in njihovem difuzijskem spajanju je že precej stara. Prvi
resni prispevki na tematiko metalurgije prahov se pojavijo na začetku druge polovice 20.
stoletja [20, 41-45]. Tehnologija se je nato hitro razvijala in raziskovalci so iskali nove
možnosti proizvodnje kovinskih prahov [24], nove kombinacije kovin [19] in opazovali
pojave med sintranjem – npr. dimenzijske spremembe [32].
3.1 Mehanske lastnosti sintranih gradiv
Za zagotavljanje ustrezne nosilnosti posameznih sintranih izdelkov je potrebno natančno
poznati mehanske lastnosti sintranih gradiv iz kovinskih prahov. Na splošno je o mehanskih
lastnostih sintranih gradiv, predvsem dinamičnih, že leta 1989 pisal O´Brien [50]. Izpodbil je
splošno prepričanje, da je ocena trajne dinamične trdnosti s faktorjem 0,38 pomnožena
vrednost statične natezne trdnosti. V svojih raziskavah je pokazal, da lahko ta faktor niha od
0,16 do 0,47.
V kasnejših letih so različni raziskovalci iskali načine, kako izboljšati mehanske
lastnosti sintranih gradiv, predvsem odpornost na dinamične obremenitve. Sonsino je s
sodelavci poskušal z zapiranjem površinskih por z valjanjem in opazil izboljšave dinamične
nosilnosti sintranih izdelkov [51]. Tudi Chernenkoff in sodelavci so izboljšali dinamično
nosilnost s povečevanjem lokalne gostote na površini in z zapiranjem por, vendar s
peskanjem. Na površini se zato pojavijo tlačne zaostale napetosti, ki zavirajo nastanek in
širjenje razpok iz por [52]. Saritas je šel celo korak dlje in določil, katere intenzitete peskanja
so najbolj primerne za sintrana jekla glede na vsebnost legirnih elementov [53].
Vzporedno z razvojem železnih prahov je tekel napredek metalurgije prahov iz
neželeznih prahov. Zanimiv je napredek predvsem aluminijevih prašnih mešanic, tako pri
stiskanju [54], kot pri sintranju [40] in tudi pri ohlajanju [39]. Napredek je prinesel višje
vrednosti natezne trdnosti in boljšo odpornost na utrujanje [55, 56]. Metalurgija prahov je
prinesla tudi aluminijeva gradiva s 15 % silicija [18], ki v litem stanju niso možna zaradi
faznega pravila [17].

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 14 -
Tudi kotalno kontaktno utrujanje (ang. Rolling Contact Fatigue – RCF) površinsko
zgoščenih sintranih gradiv je doseglo lep napredek. Sintrani preizkušanci dosegajo 107 ciklov
pri 2100 MPa Hertzovega kontaktnega tlaka, medtem ko preizkušanci iz jekla 16MnCr5 pri
2200 MPa [57].
Po letu 2000 se je pojavila nova metoda poboljšanja sintranih gradiv, t.i. direktno
kaljenje iz sintranja (ang. sinter-hardening). Pri tem postopku se sintranci že v sinter peči
hitro ohladijo, kar omogoča nastajanje martenzitne mikrostrukture [27, 58-60]. Tako
posintrani izdelki imajo podobne mehanske lastnosti kot naknadno poboljšani sintranci [61].
Nekatere ugotovitve celo kažejo, da direktno kaljeni preizkušanci nimajo izrazite trajne
dinamične trdnosti pri 106 ciklih in kažejo časovno trdnost vse do 109 ciklov [62].
Napredek maziv je omogočil izboljšanje mehanskih lastnostih sintranih gradiv [63] in
omogočil stiskanje kovinskih prahov pri povišani temperaturi [64]. Oboje omogoča doseganje
višje zelene gostote, ki je neposredno povezana z mehanskimi lastnostmi [37, 38, 63-67].
Glede na to, da začetki metalurgije segajo že več kot 50 let v preteklost, ni presenetljivo,
da obstajata standarda DIN [7] in MPIF [6] za klasifikacijo sintranih gradiv glede na sestavo,
gostoto in vsebnost legirnih elementov, ter podajata okvirne vrednosti za natezno trdnost,
mejo plastičnosti, trdoto in za nekatera sintrana gradiva celo trajno dinamično trdnost.
3.2 Nosilnost sintranih zobnikov
Že leta 1985 so se v Sovjetski zvezi ukvarjali z nosilnostjo sintranih zobnikov, ki naj bi bili
uporabljeni kot planetniki v avtomobilskem diferencialu [68]. Že takrat so ugotavljali, da
imajo sintrana jekla podobne mehanske lastnosti kot jekla brez poroznosti.
Rezultati raziskav mehanskih lastnosti so bili hitro vključeni v preizkušanje sintranih
zobnikov. Tako je Bengtsson svoje ugotovitve glede kotalnega kontaktnega utrujanja (RCF)
sintranega gradiva [57] prenesel v raziskave sintranih zobnikov [69]. Ugotovili so, da je
raztros pomembnih mer na sintranih zobnikih manjši kot pri zobnikih s konvencionalno
izdelavo. Na mestih lokalne zgostitve zobnika se poveča še trdnost in zmanjša hrapavost, kar
ugodno vpliva na obratovanje zobnika.
Tudi Lawcock se je ukvarjal s kotalnim kontaktnim utrujanjem (RCF). V svojih
raziskavah je ugotovil, da na odpornost proti RCF vplivata predvsem profil podpovršinskih

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 15 -
strižnih napetosti in strižna trdnost materiala. Med ugotovitve je zapisal tudi, da so bile morda
takratne metode testiranja RCF preveč podcenjujoče za sintrana gradiva [70].
Liu se je pri svojih raziskavah osredotočil zgolj na koren sintranih zobnikov in na
optimizacijo oblike v korenu zoba. Numerično je izračunaval napetosti v korenu zoba in s
korekcijo zaokrožitve v korenu optimiziral upogibno trdnost sintranega zobnika [71].
Tudi Cedergen se je ukvarjal z napetostmi v korenu sintranega zobnika. Upoštevajoč
lokalno porazdelitev gostote je z Gursonovim modelom kopičenja poškodb predlagal
enostaven model za predvidevanje dobe trajanja v območju malocikličnega utrujanja (ang.
low cycle fatigue – LCF) sintranih zobnikov ob pogostih preobremenitvah [72].
Podobno kot Bengtsson se je tudi Koide ukvarjal z raziskovanjem efektov selektivnega
zgoščevanja kovinskih prahov na zobnih bokih zobnika. Iskal je povezavo med načinom
valjanja in dobljeno poroznostjo in trdoto [73] ter podal izračun nosilnosti površinsko valjanih
zobnikov [74].
V [75] je Sigl v glavnem skušal opisati lastnosti površinsko zgoščenih sintranih
zobnikov, ki jih je primerjal s konvencionalno izdelanimi zobniki. Ugotovil je, da sintrani
zobniki dosegajo kvaliteto 8 po DIN standardu, imajo ožji raztros funkcionalnih mer in nižjo
hrapavost v primerjavi s konvencionalno izdelanimi zobniki.
Čeprav so bile analize nosilnosti površinsko zgoščenih sintranih zobnikov precej
obetavne, je dodaten proizvodni proces pri izdelavi povečal stroške in s tem zmanjšal
ekonomsko prednost sintranih zobnikov pred konvencionalnimi zobniki. Kovinski prah je
namreč bilo potrebno stisniti do višjih gostot že med avtomatskim stiskanjem v togo matrico.
Eden od cenovno še sprejemljivih načinov je toplo stiskanje. Postopek je enak kot pri
avtomatskem stiskanju v togo matrico (glej poglavje 2.2.1), le da je potrebno med stiskanjem
ogrevati orodje za stiskanje in kovinski prah. S tem se doseže višjo gostoto in posledično tudi
boljše mehanske lastnosti [76, 77].
Način za povečanje nosilnosti zobnikov je tudi porazdelitev obremenitve na več zob,
kar pomeni izdelavo poševnega ozobja, ki ga je bilo zaradi tehnoloških značilnosti do
nedavnega nemogoče izdelati z ADC postopkom. Postopek toplega stiskanja jeklenega prahu
v obliko zobnika s poševnim ozobjem za menjalnik v družinskem avtomobilu srednje
velikosti je opisal Larsson [78].

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 16 -

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 17 -
4 MATERIALNE LASTNOSTI IZBRANEGA SINTRANEGA
GRADIVA
Proizvajalci kovinskih prahov ponujajo celo vrsto že pripravljenih prašnih mešanic glede na
namembnost izdelka [27]. Izmed nabora švedskega proizvajalca kovinskih prahov
Höganäs AB so najprimernejše mešanice na osnovi železa zapisane v preglednici 4.1.
Preglednica 4.1: Najpogostejše prašne mešanice za izdelavo sintranih zobnikov
Prašna mešanica Ni [%] Cu [%] Mo [%] C [%]
Distaloy® AB
Distaloy® AE
Distaloy® AQ
Astaloy™ 85Mo
1,75
4,0
0,5
-
1,5
1,5
-
-
0,5
0,5
0,5
0,85
0 – 0,8
0 – 0,8
0 – 0,8
0 – 0,8
Naštete prašne mešanice v preglednici 4.1 se delijo glede na način legiranja. Distaloy
mešanice so delno predlegirane ali difuzijsko legirane, kar pomeni, da so legirni elementi v
obliki finih delcev delno difuzijsko spojeni z večjimi železnimi delci, kar preprečuje
segregacijo. Mešanice tipa Astaloy so pripravljene tako, da se legirni elementi dodajo talini še
pred atomizacijo (glej poglavje 2.1). Na sliki 4.1 je shematsko prikazana razlika med tipoma
Distaloy in Astaloy na nivoju posameznega delca.
Slika 4.1: Shematsko prikazana delca: a) Distaloy in b) Astaloy
V preglednici 4.1 so zapisane okvirne kemijske sestave različnih prašnih mešanic. Delež
ogljika je pri vseh podan z intervalom od 0 – 0,8 %, saj se lahko ogljik dodaja poljubno glede
na želene mehanske lastnosti. Večji kot je delež ogljika, višja je natezna trdnost, trdota in
modul elastičnosti, manjša pa udarna žilavost in raztezek ob prelomu [79].

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 18 -
Izmed naštetih prašnih mešanic v preglednici 4.1 je bila zaradi izkušenj pri stiskanju in
sintranju v podjetju Unior Kovaška industrija d.d. [80] izbrana mešanica Distaloy® AB, h
kateri sta bila primešana še ogljik in mazivo.
Pomembna splošna materialna parametra kovinskih prahov, predvsem med fazo
polnjenja pri stiskanju (glej poglavje 2.2.1), sta nasipna gostota in tekočnost [81]. Po podatkih
o sarži je bila nasipna gostota prašne mešanice Distaloy® AB brez primešanega maziva in
ogljika 3,15 g/cm3, tekočnost pa 29 s/50g. Slednje pomeni, da je potrebno 29 sekund, da 50
gramov prašne mešanice steče skozi Hallov lijak [81]. Sejalna analiza, iz katere bi bila
razvidna velikostna porazdelitev delcev, ni bila posebej opravljena, saj je podana v ustrezni
literaturi, kjer je razvidno, da v mešanici ni delcev večjih od 212 μm, delež delcev velikosti od
150 μm do 212 μm je 7 %, delež delcev, ki so manjši od 45 μm pa je 26 % [79].
Preglednica 4.2: Kemijska sestava izbrane mešanice pred sintranjem, mejne vrednosti
ustreznih standardiziranih prašnih mešanic in mejne vrednosti komercialne prašne mešanice
[%] Izbrana
mešanica DIN SINT D-30 MPIF FD-0205 Distaloy® AB
Fe Bal Bal Bal Bal
C 0,29 < 0,3 0,3 – 0,6 < 0,01
Cu 1,47 1,0 – 5,0 1,3 – 1,7 1,35 – 1,65
Ni 1,69 1,0 – 5,0 1,55 – 1,95 1,57 – 1,93
Mo 0,50 < 0,6 0,4 – 0,6 0,45 – 0,55
Mn / / 0,05 – 0,30 /
Kenolube P11 0,58 / / /
V preglednici 4.2 je podana kemijska sestava preizkušancev pred sintranjem primerjana
s kemijsko sestavo ustreznih tipov prašnih mešanic iz standardov DIN 30910-4 [7] in
MPIF Standard 35 [6], ter s komercialno prašno mešanico Distaloy® AB. Kot je razvidno iz
preglednice, je bilo k obstoječi mešanici dodano 0,29 % ogljika v obliki naravnega in
prečiščenega grafita UF4 [82] in 0,58 % maziva Kenolube P11 [27, 79].
Iz preglednice 4.2 je razvidno tudi, da ima klasifikacija po DIN standardu bistveno večji
razpon deleža legirnih elementov kot klasifikacija po MPIF, nadalje je razpon še nekoliko
zmanjšan pri prašni mešanici Distaloy® AB, kar namiguje na načrtovano prašno mešanico,
vendar brez mangana.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 19 -
Izbrana prašna mešanica je bila uporabljena za izdelavo preizkušancev z načinom
avtomatskega hladnega stiskanja v togi matrici (glej poglavje 2.2.1) v standardno obliko [8].
Polnilne višine in premiki orodja so bili nastavljeni tako, da je bila višina zelencev 6,3 mm,
zelena gostota pa 7,07 g/cm3. Geometrija preizkušancev je prikazana na sliki 4.2.
Sintranje preizkušancev je potekalo v nadzorovani atmosferi (10 % H2 + 90 % N2) pri
temperaturi 1120 °C in je trajalo 30 minut. Po sintranju je bila polovica preizkušancev še
dodatno poboljšana po priporočilih proizvajalca prašne mešanice (avstenitizacija pri 915 °C,
kaljenje v olju in popuščanje za 1 uro na temperaturi 175 °C). Ker se opisan postopek
poboljšanja pogosto imenuje kar »kaljenje«, bo v nadaljevanju izraz »kaljen« uporabljen kot
sklic na opisan postopek poboljšanja. Kočna gostota tako sintranih kot dodatno kaljenih
preizkušancev je bila 7,07 g/cm3, torej se med sintranjem in naknadnim kaljenjem ni
spremenila. Tako pripravljeni preizkušanci so bili uporabljeni za ugotavljanje materialnih
lastnosti pri statičnih in dinamičnih obremenitvah.
Slika 4.2: Oblika preizkušancev: a) zunanja kontura in b) izometrični pogled
Na omenjenih preizkušancih je bila izmerjena trdota po Vickersu [83]. Naključno so bili
izbrani trije samo sintrani in trije dodatno kaljeni preizkušanci. Na vsakem preizkušancu so
bile opravljene tri meritve trdote na čelni in tri na prečni strani. Neodvisno od pozicije meritve
je bila trdota samo sintranih preizkušancev od 160 do 180 HV1, trdota dodatno kaljenih pa od
310 do 340 HV1.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 20 -
4.1 Materialne lastnosti pri statični obremenitvi
Izbrani preizkušanci so bili izpostavljeni enosmerni natezni obremenitvi v vzdolžni smeri pri
sobnih pogojih na merilnem sistemu MTS 810 v podjetju Cimos d.d. v Kopru [84], ki je
prikazan na sliki 4.3.
Slika 4.3: Merilni sistem MTS 810 v podjetju Cimos d.d.
Slika 4.4: Vpetje preizkušanca s hidravličnimi čeljustmi MTS 647 na merilnem sistemu
Preizkušanci so bili vpeti v hidravlične čeljusti, kot prikazuje slika 4.4, in kvazistatično
obremenjeni s hitrostjo pomika 0,5 mm/min. Podatki o sili so bili merjeni neposredno na
stroju, podatki o raztezku pa so bili izmerjeni z ekstenziometrom, ki je bil pritrjen na ozek del
preizkušanca. Zajem podatkov je bil opravljen računalniško s hitrostjo beleženja 500 Hz.
Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 21 -
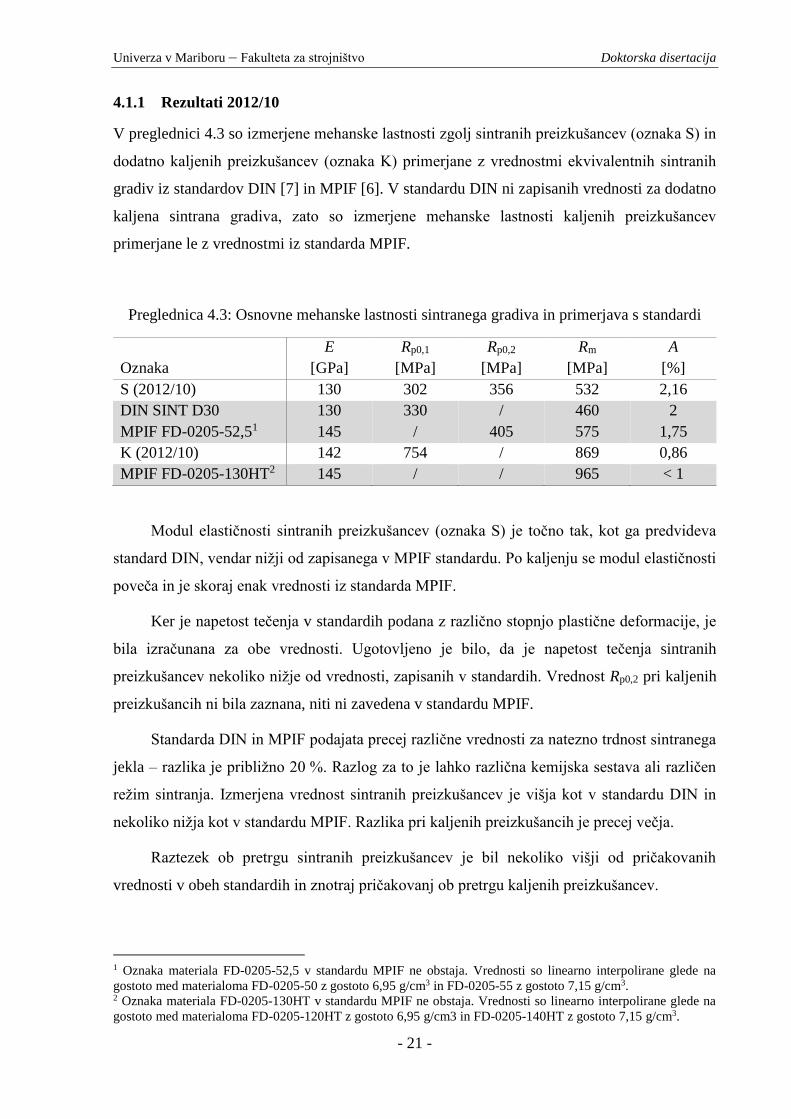
4.1.1 Rezultati 2012/10
V preglednici 4.3 so izmerjene mehanske lastnosti zgolj sintranih preizkušancev (oznaka S) in
dodatno kaljenih preizkušancev (oznaka K) primerjane z vrednostmi ekvivalentnih sintranih
gradiv iz standardov DIN [7] in MPIF [6]. V standardu DIN ni zapisanih vrednosti za dodatno
kaljena sintrana gradiva, zato so izmerjene mehanske lastnosti kaljenih preizkušancev
primerjane le z vrednostmi iz standarda MPIF.
Preglednica 4.3: Osnovne mehanske lastnosti sintranega gradiva in primerjava s standardi
Oznaka
E
[GPa]
Rp0,1
[MPa]
Rp0,2
[MPa]
Rm
[MPa]
A
[%]
S (2012/10) 130 302 356 532 2,16
DIN SINT D30 130 330 / 460 2
MPIF FD-0205-52,51 145 / 405 575 1,75
K (2012/10) 142 754 / 869 0,86
MPIF FD-0205-130HT2 145 / / 965 < 1
Modul elastičnosti sintranih preizkušancev (oznaka S) je točno tak, kot ga predvideva
standard DIN, vendar nižji od zapisanega v MPIF standardu. Po kaljenju se modul elastičnosti
poveča in je skoraj enak vrednosti iz standarda MPIF.
Ker je napetost tečenja v standardih podana z različno stopnjo plastične deformacije, je
bila izračunana za obe vrednosti. Ugotovljeno je bilo, da je napetost tečenja sintranih
preizkušancev nekoliko nižje od vrednosti, zapisanih v standardih. Vrednost Rp0,2 pri kaljenih
preizkušancih ni bila zaznana, niti ni zavedena v standardu MPIF.
Standarda DIN in MPIF podajata precej različne vrednosti za natezno trdnost sintranega
jekla – razlika je približno 20 %. Razlog za to je lahko različna kemijska sestava ali različen
režim sintranja. Izmerjena vrednost sintranih preizkušancev je višja kot v standardu DIN in
nekoliko nižja kot v standardu MPIF. Razlika pri kaljenih preizkušancih je precej večja.
Raztezek ob pretrgu sintranih preizkušancev je bil nekoliko višji od pričakovanih
vrednosti v obeh standardih in znotraj pričakovanj ob pretrgu kaljenih preizkušancev.
1 Oznaka materiala FD-0205-52,5 v standardu MPIF ne obstaja. Vrednosti so linearno interpolirane glede na
gostoto med materialoma FD-0205-50 z gostoto 6,95 g/cm3 in FD-0205-55 z gostoto 7,15 g/cm3. 2 Oznaka materiala FD-0205-130HT v standardu MPIF ne obstaja. Vrednosti so linearno interpolirane glede na
gostoto med materialoma FD-0205-120HT z gostoto 6,95 g/cm3 in FD-0205-140HT z gostoto 7,15 g/cm3.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 22 -
Splošna ugotovitev kvazistatičnih nateznih preizkusov je bila, da dodatno kaljenje
sintranega gradiva poveča njegovo natezno trdnost in zmanjša duktilnost, kar je razvidno na
sliki 4.5, kjer so prikazani σ-ε diagrami vseh opravljenih preizkusov.
Slika 4.5: Diagram napetosti v odvisnosti od deformacije kaljenih (K) in sintranih (S)
preizkušancev
4.1.2 Rezultati 2014/10
Zaradi majhnega števila vzorcev pri preizkušanju materialnih lastnosti pri statični obremenitvi
v prejšnjem podpoglavju, je bilo opravljeno dodatno testiranje izbranega sintranega gradiva.
Sintrani (oznaka S) in dodatno kaljeni preizkušanci (oznaka K) so bili pripravljeni na enak
način kot je opisano v začetku poglavja. Ostali preizkušanci so bili podvrženi dodatni
obdelavi, ki je opisana v nadaljevanju.
Preizkušanci z oznako 2S so nastali zaradi dileme, ali so mehanske lastnosti sintranega,
nato kaljenega in ponovno sintranega gradiva enake lastnostim zgolj sintranega gradiva. Po
kaljenju nastala martenzitno – avstenitna mikrostruktura (glej poglavje 4.3) namreč med
sintranjem rekristalizira in pričakovati je, da bodo mehanske lastnosti gradiva vsaj podobne,
0
100
200
300
400
500
600
700
800
900
0 0,5 1 1,5 2 2,5
Nap
eto
st -
σ[M
Pa
]
Deformacija - ε [%]
S
K

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 23 -
če ne enake kot v primeru enkratnega sintranja. Po drugi strani se čas sintranja podvoji, kar
lahko bistveno vpliva na mehanske lastnosti, saj se difuzija med delci lahko nadaljuje.
Preizkušanci z oznakama SP in KP so bili pripravljeni na enak način kot preizkušanci z
oznakama S (samo sintrani) in K (dodatno kaljeni), le da so bili na koncu še mehansko
obdelani s peskanjem. Vmesna ali končna obdelava s peskanjem je lahko namenjena za
odstranjevanje srha [85] ali za lokalno površinsko povečanje gostote [52, 53].
Slika 4.6: Diagram napetosti v odvisnosti od deformacije sintranih (S), kaljenih (K), dvakrat
sintranih (2S), po sintranju peskanih (SP) in po kaljenju peskanih preizkušancev (KP)
Na sliki 4.6 so prikazani σ-ε diagrami vseh opravljenih preizkusov. Podobno kot pri
rezultatih iz prejšnjega poglavja je opazno povečanje natezne trdnosti in zmanjšanje
duktilnosti po kaljenju. Medtem ko med preizkušanci K in KP ni posebnih razlik, so razlike
med S, 2S in SP precejšnje.
0
100
200
300
400
500
600
700
800
900
0 1 2 3 4 5
Nap
eto
st -
σ[%
]
Deformacija - ε [%]
S
K
2S
SP
KP
Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 24 -
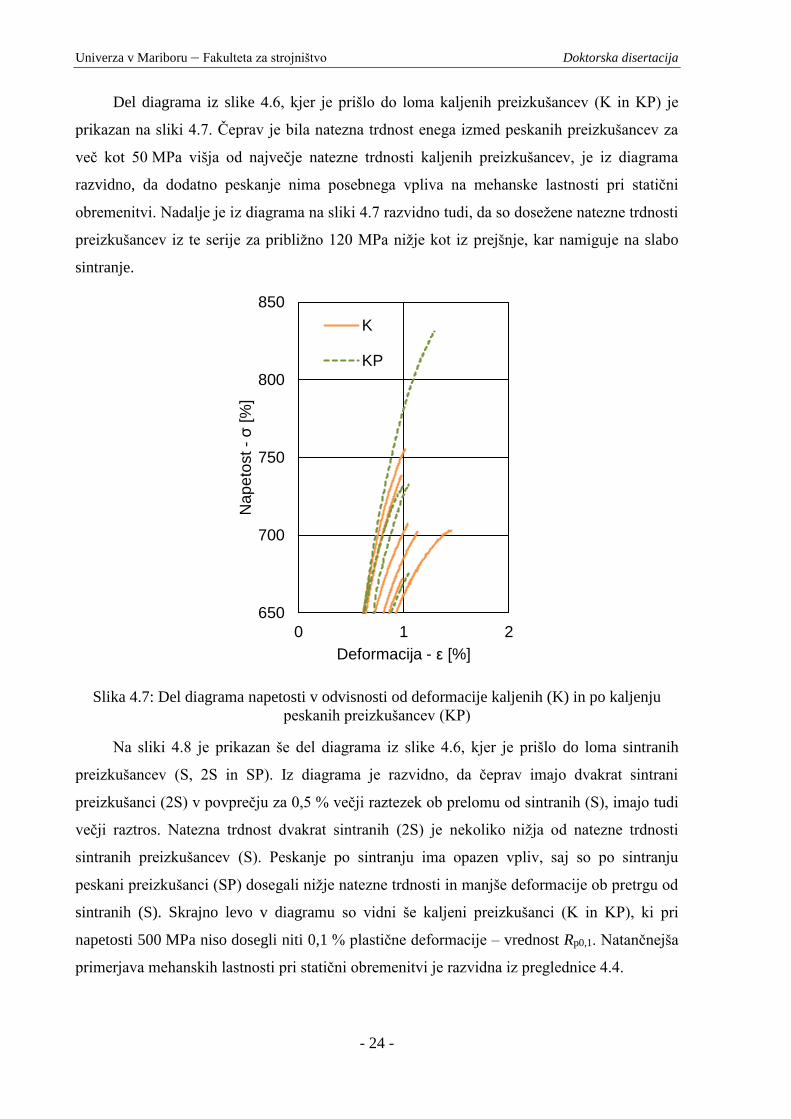
Del diagrama iz slike 4.6, kjer je prišlo do loma kaljenih preizkušancev (K in KP) je
prikazan na sliki 4.7. Čeprav je bila natezna trdnost enega izmed peskanih preizkušancev za
več kot 50 MPa višja od največje natezne trdnosti kaljenih preizkušancev, je iz diagrama
razvidno, da dodatno peskanje nima posebnega vpliva na mehanske lastnosti pri statični
obremenitvi. Nadalje je iz diagrama na sliki 4.7 razvidno tudi, da so dosežene natezne trdnosti
preizkušancev iz te serije za približno 120 MPa nižje kot iz prejšnje, kar namiguje na slabo
sintranje.
Slika 4.7: Del diagrama napetosti v odvisnosti od deformacije kaljenih (K) in po kaljenju
peskanih preizkušancev (KP)
Na sliki 4.8 je prikazan še del diagrama iz slike 4.6, kjer je prišlo do loma sintranih
preizkušancev (S, 2S in SP). Iz diagrama je razvidno, da čeprav imajo dvakrat sintrani
preizkušanci (2S) v povprečju za 0,5 % večji raztezek ob prelomu od sintranih (S), imajo tudi
večji raztros. Natezna trdnost dvakrat sintranih (2S) je nekoliko nižja od natezne trdnosti
sintranih preizkušancev (S). Peskanje po sintranju ima opazen vpliv, saj so po sintranju
peskani preizkušanci (SP) dosegali nižje natezne trdnosti in manjše deformacije ob pretrgu od
sintranih (S). Skrajno levo v diagramu so vidni še kaljeni preizkušanci (K in KP), ki pri
napetosti 500 MPa niso dosegli niti 0,1 % plastične deformacije – vrednost Rp0,1. Natančnejša
primerjava mehanskih lastnosti pri statični obremenitvi je razvidna iz preglednice 4.4.
650
700
750
800
850
0 1 2
Nap
eto
st -
σ[%
]
Deformacija - ε [%]
K
KP

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 25 -
Slika 4.8: Del diagrama napetosti v odvisnosti od deformacije sintranih (S), dvakrat sintranih
(2S) in po sintranju peskanih preizkušancev (SP)
Preglednica 4.4: Mehanske lastnosti pri statični obremenitvi sintranih (S), dvakrat sintranih
(2S), po sintranju peskanih (SP), kaljenih (K) in po kaljenju peskanih (KP) v primerjavi z
rezultati iz prejšnjega poglavja in standardi
Oznaka
E
[GPa]
Rp0,1
[MPa]
Rp0,2
[MPa]
Rm
[MPa]
A
[%]
S (2012/10) 130 302 356 532 2,16
S (2014/10) 137 (2) 238 (6) 294 (9) 482 (9) 3,06 (0,07)
2S (2014/10) 155 (12) 251 (12) 297 (9) 445 (15) 3,54 (1,06)
SP (2014/10) 127 (11) 246 (18) 301 (15) 454 (26) 2,18 (0,17)
DIN SINT D30 130 330 / 460 2
MPIF FD-0205-52,51 145 / 405 575 1,75
K (2012/10) 142 754 / 869 0,86
K (2014/10) 145 (8) 533 (59) 609 (47) 713 (27) 1,10 (0,16)
KP (2014/10) 152 (14) 539 (49) 621 (39) 728 (58) 1,01 (0,20)
MPIF FD-0205-130HT2 145 / / 965 < 1
1 Oznaka materiala FD-0205-52,5 v standardu MPIF ne obstaja. Vrednosti so linearno interpolirane glede na
gostoto med materialoma FD-0205-50 z gostoto 6,95 g/cm3 in FD-0205-55 z gostoto 7,15 g/cm3. 2 Oznaka materiala FD-0205-130HT v standardu MPIF ne obstaja. Vrednosti so linearno interpolirane glede na
gostoto med materialoma FD-0205-120HT z gostoto 6,95 g/cm3 in FD-0205-140HT z gostoto 7,15 g/cm3.
350
400
450
500
0 1 2 3 4 5
Nap
eto
st -
σ[%
]
Deformacija - ε [%]
S
K
2S
SP
KP

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 26 -
V preglednici 4.4 so zapisane mehanske lastnosti pri statični obremenitvi obravnavanih
preizkušancev s podanimi standardnimi deviacijami v oklepajih. Iz preglednice je razvidno,
da so vrednosti nateznih trdnosti vseh preizkušancev nižje od vrednosti iz prejšnje serije –
razlog je bila okvara peči za sintranje in posledično napačen režim sintranja, kar očitno
drastično vpliva na mehanske lastnosti sintranih gradiv. Ker pa so bili vsi preizkušanci iz te
serije sintrani hkrati, slabo sintranje ne vpliva na njihovo medsebojno primerjavo.
Kot je razvidno že iz slik 4.6, 4.7 in 4.8, dodatno peskanje nima posebnega vpliva na
materialne lastnosti sintranega gradiva pri statični obremenitvi, razen nekoliko nižje natezne
trdnosti in manjše deformacije ob pretrgu sintranih preizkušancev. Iz vrednosti standardnih
deviacij je še razvidno, da je raztros rezultatov po peskanju večji.
Dvakrat sintrani preizkušanci imajo sicer ob pretrgu v povprečju za skoraj 0,5 % večji
raztezek, ampak je iz podanih standardnih deviacij v oklepajih razvidno, da so posamezni
rezultati precej bolj razpršeni, kar se vidi tudi iz diagramov na slikah 4.6 in 4.8. Takšna
neponovljivost je prav tako zelo nezaželena, ko gre za končne izdelke.
4.1.3 Rezultati 2015/01
Zaradi zagotavljanja primerljivosti rezultatov testiranja sintranih zobnikov in mehanskih
lastnosti sintranega gradiva so bili hkrati z zobniki, namenjenimi za testiranje na FZG napravi,
posintrani in zakaljeni še preizkušanci enake oblike, kot je opisano na začetku tega poglavja.
Diagram napetosti v odvisnosti od deformacije kaljenih (K) preizkušancev iz te serije je
prikazan na sliki 4.9. Sintrani vzorci niso bili testirani, saj je bilo s preliminarnim testiranjem
sintranih zobnikov ugotovljeno, da ima zgolj sintrano gradivo (brez kaljenja) prenizko trdoto
in zato ni primerno za izdelavo zobnikov.
Primerjava kaljenih preizkušancev iz te serije s preizkušanci iz prejšnje je v
preglednici 4.5, kjer je razvidno, da so mehanske lastnosti zadnje serije (2015/01) primerljive
s tistimi iz prve (2012/10). Čeprav povprečne vrednosti natezne trdnosti, meje plastičnosti pri
0,1 % plastične deformacije in raztezka ob prelomu iz zadnje serije namigujejo nekoliko večjo
duktilnost v primerjavi s povprečnimi vrednostmi iz prve serije, se lahko iz v oklepajih
zapisanih standardnih deviacij sklepa, da so vrednosti znotraj raztrosa in zato primerljive.
Modul elastičnosti preizkušancev iz zadnje serije je precej nizek v primerjavi s prejšnjimi,
vendar še vedno v pričakovanih mejah.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 27 -
Slika 4.9: Diagram napetosti v odvisnosti od deformacije kaljenih (K) preizkušancev
Preglednica 4.5: Mehanske lastnosti pri statični obremenitvi kaljenih (K) v primerjavi z
rezultati iz prejšnjih poglavij in standardom MPIF.
Oznaka
E
[GPa]
Rp0,1
[MPa]
Rp0,2
[MPa]
Rm
[MPa]
A
[%]
K (2012/10) 142 754 / 869 0,86
K (2014/10) 145 (8) 533 (59) 609 (47) 713 (27) 1,10 (0,16)
KP (2014/10) 152 (14) 539 (49) 621 (39) 728 (58) 1,01 (0,20)
K (2015/01) 129 (3) 716 (14) 815 (16) 852 (37) 0,92 (0,06)
MPIF FD-0205-130HT1 145 / / 965 < 1
1 Oznaka materiala FD-0205-130HT v standardu MPIF ne obstaja. Vrednosti so linearno interpolirane glede na
gostoto med materialoma FD-0205-120HT z gostoto 6,95 g/cm3 in FD-0205-140HT z gostoto 7,15 g/cm3.
0
100
200
300
400
500
600
700
800
900
1000
0,0 0,2 0,4 0,6 0,8 1,0 1,2
Nap
eto
st -
σ[M
Pa
]
Deformacija - ε [%]
K
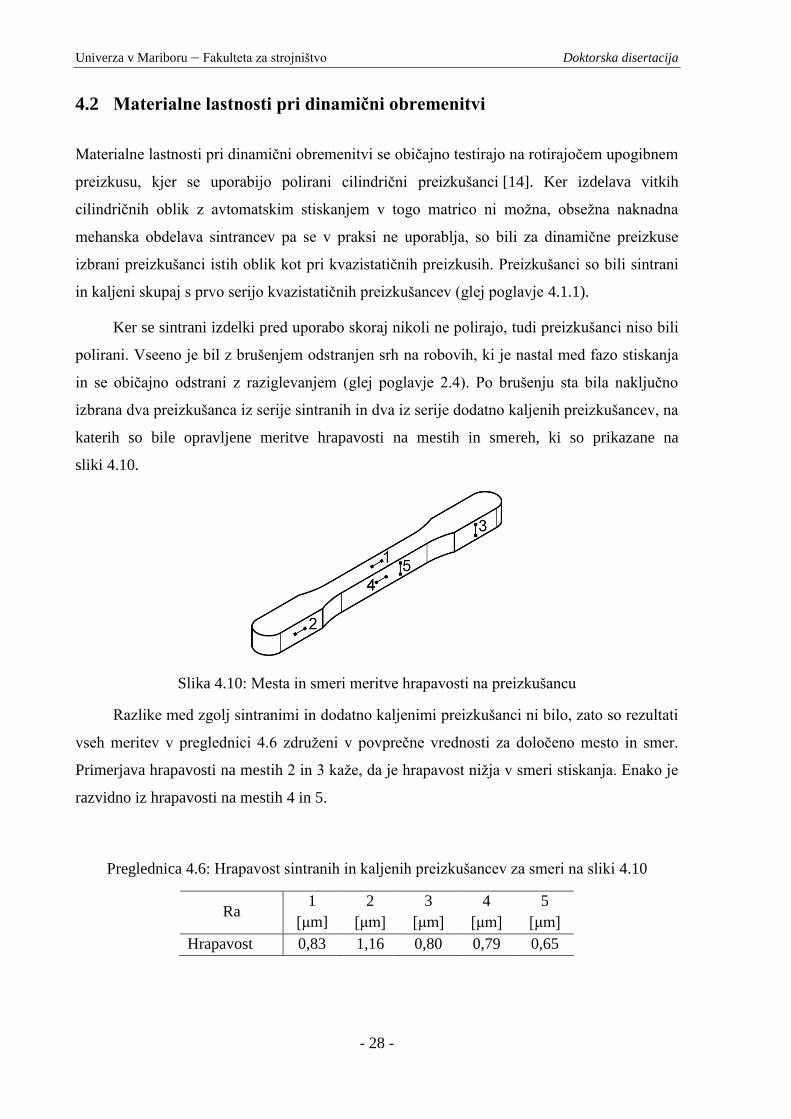
Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 28 -
4.2 Materialne lastnosti pri dinamični obremenitvi
Materialne lastnosti pri dinamični obremenitvi se običajno testirajo na rotirajočem upogibnem
preizkusu, kjer se uporabijo polirani cilindrični preizkušanci [14]. Ker izdelava vitkih
cilindričnih oblik z avtomatskim stiskanjem v togo matrico ni možna, obsežna naknadna
mehanska obdelava sintrancev pa se v praksi ne uporablja, so bili za dinamične preizkuse
izbrani preizkušanci istih oblik kot pri kvazistatičnih preizkusih. Preizkušanci so bili sintrani
in kaljeni skupaj s prvo serijo kvazistatičnih preizkušancev (glej poglavje 4.1.1).
Ker se sintrani izdelki pred uporabo skoraj nikoli ne polirajo, tudi preizkušanci niso bili
polirani. Vseeno je bil z brušenjem odstranjen srh na robovih, ki je nastal med fazo stiskanja
in se običajno odstrani z raziglevanjem (glej poglavje 2.4). Po brušenju sta bila naključno
izbrana dva preizkušanca iz serije sintranih in dva iz serije dodatno kaljenih preizkušancev, na
katerih so bile opravljene meritve hrapavosti na mestih in smereh, ki so prikazane na
sliki 4.10.
Slika 4.10: Mesta in smeri meritve hrapavosti na preizkušancu
Razlike med zgolj sintranimi in dodatno kaljenimi preizkušanci ni bilo, zato so rezultati
vseh meritev v preglednici 4.6 združeni v povprečne vrednosti za določeno mesto in smer.
Primerjava hrapavosti na mestih 2 in 3 kaže, da je hrapavost nižja v smeri stiskanja. Enako je
razvidno iz hrapavosti na mestih 4 in 5.
Preglednica 4.6: Hrapavost sintranih in kaljenih preizkušancev za smeri na sliki 4.10
Ra 1
[μm]
2
[μm]
3
[μm]
4
[μm]
5
[μm]
Hrapavost 0,83 1,16 0,80 0,79 0,65

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 29 -
Nadaljnja primerjava hrapavosti je med mestoma 2 in 4, ko gre v obeh primerih za
hrapavost v prečni smeri stiskanja, vendar je hrapavost na ozkem delu preizkušanca bistveno
manjša kot na širokem. Ista ugotovitev velja v primerjavi hrapavosti na mestih 3 in 5. Razlika
nastane zaradi ožjih toleranc na ozkem delu preizkušanca. Iz slike 4.2 je razvidno, da je širina
tolerančnega polja na ozkem delu preizkušanca 0,04 mm, na širokem pa 0,2 mm.
4.2.1 Potek dinamičnih preizkusov
Kot že zapisano uvodoma tega poglavja, se parametri utrujanja (σf´ in b) običajno določijo z
rotirajočimi upogibnimi preizkusi [14]. Ker pravokotni presek preizkušancev pri takem načinu
obremenjevanja ne omogoča ustrezne enakomerne obremenitve, so bili dinamični preizkusi
izvedeni v enoosni natezni smeri z obremenitvenim razmerjem R = 0. Tako kot kvazistatični
natezni preizkusi so bili tudi dinamični preizkusi izvedeni na merilnem sitemu MTS 810 z
ustrezno spremenjeno konfiguracijo obremenjevanja.
Režim obremenjevanja je bil izveden s kontrolo maksimalne sile Fmax. Da obremenitev
na začetku dinamičnega testiranja ne bi presegla te meje, maksimalna sila prvega cikla ni bila
enaka Fmax, ampak približno 90 % nastavljene vrednosti. Podobno tudi minimalna sila ni bila
enaka nastavljeni Fmin = 0, ampak približno 10 % Fmax. Nastavljeni vrednosti Fmax in Fmin sta
bili postopoma doseženi po prvih 50 obremenitvenih ciklih. Začetek obremenjevanja
prikazuje slika 4.11.
Slika 4.11: Začetek obremenjevanja
V izogib pregrevanju gradiva med dinamičnim testiranjem zaradi notranjega trenja in
učinkov dušenja [62] je bila izbrana relativno nizka frekvenca obremenjevanja f = 10 Hz, ker
hlajenje preizkušancev ni bilo mogoče. Zaradi nizke frekvence obremenjevanja so preizkusi
potekali relativno počasi, saj je bilo potrebnih skoraj 28 ur obremenjevanja za doseg 106
ciklov, zato je bilo preizkušanje osredotočeno na območje med 104 in 106 ciklov.
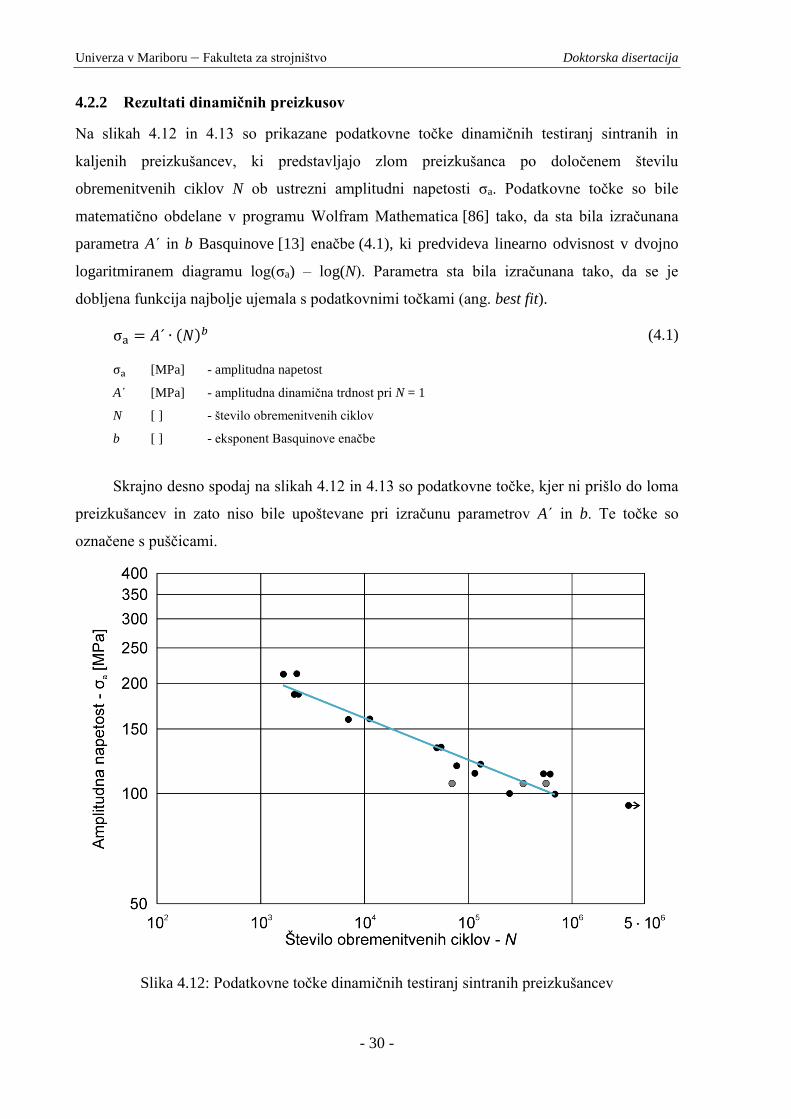
Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 30 -
4.2.2 Rezultati dinamičnih preizkusov
Na slikah 4.12 in 4.13 so prikazane podatkovne točke dinamičnih testiranj sintranih in
kaljenih preizkušancev, ki predstavljajo zlom preizkušanca po določenem številu
obremenitvenih ciklov N ob ustrezni amplitudni napetosti σa. Podatkovne točke so bile
matematično obdelane v programu Wolfram Mathematica [86] tako, da sta bila izračunana
parametra A´ in b Basquinove [13] enačbe (4.1), ki predvideva linearno odvisnost v dvojno
logaritmiranem diagramu log(σa) – log(N). Parametra sta bila izračunana tako, da se je
dobljena funkcija najbolje ujemala s podatkovnimi točkami (ang. best fit).
σa = 𝐴´ ∙ (𝑁)𝑏 (4.1)
σa [MPa] - amplitudna napetost
A´ [MPa] - amplitudna dinamična trdnost pri N = 1
N [ ] - število obremenitvenih ciklov
b [ ] - eksponent Basquinove enačbe
Skrajno desno spodaj na slikah 4.12 in 4.13 so podatkovne točke, kjer ni prišlo do loma
preizkušancev in zato niso bile upoštevane pri izračunu parametrov A´ in b. Te točke so
označene s puščicami.
Slika 4.12: Podatkovne točke dinamičnih testiranj sintranih preizkušancev

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 31 -
Na vsakem od diagramov na slikah 4.12 in 4.13 so po tri podatkovne točke obarvane s
sivo barvo. Na teh preizkušancih so bile opravljene dodatne analize za ugotavljanje vpliva
trdote na časovno dinamično trdnost sintranega gradiva. Ugotovitve so zapisane v
poglavju 4.2.3.
Slika 4.13: Podatkovne točke dinamičnih testiranj kaljenih preizkušancev
Enačba (4.1) se večinoma zapiše v nekoliko drugačni obliki [14]. Parameter A´ je
zamenjan z izrazom 2b∙σf´, kjer parameter σf´ predstavlja teoretično napetost pri N = 0,5 in je
približno enak natezni trdnosti [15]. Tako dobimo enačbo (4.2).
σa = σf´(2 ∙ 𝑁)𝑏 (4.2)
σa [MPa] - amplitudna napetost
σf´ [MPa] - amplitudna dinamična trdnost pri N = 0,5
N [ ] - število obremenitvenih ciklov
b [ ] - eksponent Basquinove enačbe
Parameter σf´ v enačbi (4.2) se izračuna tako, da se izračunan parameter A´ deli z 2b,
parameter b pa je enak v obeh enačbah (4.1) in (4.2) ter predstavlja naklon premice v dvojno
logaritmiranem diagramu log(σa) – log(N). Končne izračunane vrednosti parametrov utrujanja
so zapisane v preglednici 4.7, iz katere je razvidno, da sta amplitudni dinamični trdnosti pri
N = 0,5 zelo podobni vrednostim natezne trdnosti ugotovljene v poglavju 4.1.1.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 32 -
Preglednica 4.7: Vrednosti parametrov σf´ in b za sintrane in po sintranju kaljene
preizkušance
σf´ [MPa] b [ ]
Sintrani preizkušanci 537 -0,121
Kaljeni preizkušanci 875 -0,153
Na sliki 4.14 sta izračunani S-N liniji za sintrane in kaljene preizkušance. Ustrezno so
tudi označeni parametri σf´s, bs, σf´k in bk, ki opisujejo časovno trdnost sintranega (indeks s) in
po sintranju kaljenega gradiva (indeks k). Iz slike je razvidna višja časovna dinamična trdnost
po sintranju kaljenih preizkušancev v območju med 103 in 104 ciklov v primerjavi s sintranimi
preizkušanci, ki je pri 105 ciklih bistveno manjša in pri 106 ciklih praktično izgine.
Slika 4.14: S-N linija časovne trdnosti sintranih (modra črta) in po sintranju kaljenih
preizkušancev (oranžna črta)
4.2.3 Vpliv trdote na časovno dinamično trdnost sintranega gradiva
Na diagramu na sliki 4.12 so podatkovne točke sintranih preizkušancev pri amplitudni
napetosti σa = 107 MPa obarvane s sivo. Ena točka je pod izračunano S-N linijo, druga je
praktično na njej in tretja nad njo. Tudi na sliki 4.13 so podatkovne točke po sintranju kaljenih
preizkušancev obarvane pri amplitudni napetosti σa = 200 MPa obarvane na enak način. Gre
za preizkušance, na katerih se je na 10 mestih na ozkem delu preizkušanca dodatno izmerila
trdota HV1.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 33 -
Za vsak preizkušanec je bila izračunana povprečna trdota in standardna deviacija, s
katero je mogoče oceniti raztros podatkov. Izračunane vrednosti so prikazane v diagramu na
sliki 4.15. Čeprav je raztros podatkov večji kot razlika med posameznimi povprečnimi
vrednostmi, diagram namiguje, da višja trdota dodatno kaljenega gradiva pomeni daljšo dobo
trajanja in ravno nasprotno pri zgolj sintranem gradivu.
Slika 4.15: Trdota sintranih in po sintranju kaljenih preizkušancev glede na relativno pozicijo
podatkovne točke glede na izračunano S-N linijo
4.3 Mikrostruktura
Analiza mikrostrukture je bila opravljena na svetlobnem mikroskopu Olympus BX51M in
posnetki zajeti s kamero Olympus DP71 v metalurškem laboratoriju v podjetju Cimos d.d.
Analizirani vzorci so bili naključno izbrani med preizkušanci iz prve serije kvazistatičnih
preizkusov (glej poglavje 4.1.1). Vzorci so bili pred analizo mikrostrukture zbrušeni in
spolirani, nekateri še nato 5 sekund jedkani z Nitalom (raztopina dušikove (V) kisline in
metanola za jedkanje nizko legiranih jekel: 5 % HNO3 + 95 % CH3OH).
4.3.1 Zelenec pred sintranjem
Na slikah 4.16 in 4.17 sta mikroskopska posnetka zelenca brez jedkanja. Kljub temu da so
pore lepo vidne kot črna območja, deleža poroznosti ali gostote opazovanega vzorca ni
mogoče oceniti. Med brušenjem in poliranjem odpadli delci se lahko namreč zagozdijo v
obstoječe pore in s tem zmanjšajo vidno poroznost. Po drugi strani lahko brušenje in poliranje
povzroči, da se posamezen delec izpuli iz vzorca in s tem poveča vidno poroznost na
posnetku. Na sliki 4.16 so označeni še nekateri izmed mnogih vidnih delcev bakra, ki so
pobližje prikazani na sliki 4.17.
0
50
100
150
200
250
300
350
400
pod S-N S-N nad S-N
Trd
ota
-H
V1
Sintrani
Kaljeni

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 34 -
Slika 4.16: Mikroskopski posnetek zelenca (180x povečava)
Slika 4.17: Mikroskopski posnetek pore v zelencu (1550x povečava)
baker

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 35 -
4.3.2 Sintrano jeklo
Na slikah 4.18 in 4.19 so mikroskopski posnetki sintranega jekla, ki je bilo 5 sekund jedkano
z 5 % Nitalom. Ponovno je potrebno poudariti, da vidne pore na mikroskopskih posnetkih
niso nujno v enakem deležu kot poroznost po volumnu obravnavanega vzorca. Med
brušenjem in poliranjem odpadli delci se namreč lahko zagozdijo v pore in s tem zmanjšajo
vidno poroznost. Ta pojav se nekoliko zmanjša po kaljenju, vendar še vedno ni zanemarljiv.
Slika 4.18: Mikroskopski posnetek sintranega jekla (180x povečava)
Pestra kemijska sestava in ohlajevalni režim peči za sintranje omogočajo zanimivo
mikrostrukturo. Bela območja so feritna zrna, ki lahko vsebujejo sledi perlita in običajno
predstavljajo jedra originalnih železnih delcev v pripravljeni prašni mešanici (glej začetek
poglavja 4). Vsebnost niklja omogoča nastanek avstenita z visokim deležem niklja in je na
slikah rjavo bele barve. Zaradi ohlajevalnega režima v peči za sintranje nastaja tudi martenzit,
ki je nekoliko temnejšega rjavega odtenka v primerjavi z avstenitom. Prisotni so še bainit,
perlit in fini perlit, ki so skupaj z omenjenimi mikrostrukturami označeni na sliki 4.19.
pore

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 36 -
Slika 4.19: Mikrostruktura sintranega jekla (500x povečava)
4.3.3 Sintrano jeklo po kaljenju
Na mikroskopskem posnetku sintranega jekla po kaljenju brez jedkanja na sliki 4.20 se vidi
velikost in oblika por v sintranem jeklu, vendar ne predstavlja dejanske poroznosti (glej
poglavje 4.3.2.
Slika 4.20: Mikroskopski posnetek sintranega jekla po kaljenju (200x povečava)
ferit s sledovi perlita
avstenit z veliko niklja
bainit
martenzit
fini perlit
perlit

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 37 -
Slika 4.21: Mikrostruktura sintranega jekla po kaljenju z jedkano površino (zgoraj: 100x
povečava in spodaj: 1000x povečava)
Mikroskopska posnetka sintranega jekla po kaljenju na sliki 4.21 prikazujeta večinoma
martenzitno mikrostrukturo, v kateri je prisoten tudi z nikljem bogat avstenit. Velik delež
martenzita ugodno vpliva na trdnostne lastnosti in zvišuje trdoto. S popuščanjem eno uro pri
temperaturi 175 °C nastaja še avstenit z veliko niklja, ki izboljša duktilnost.
avstenit z veliko niklja
martenzit
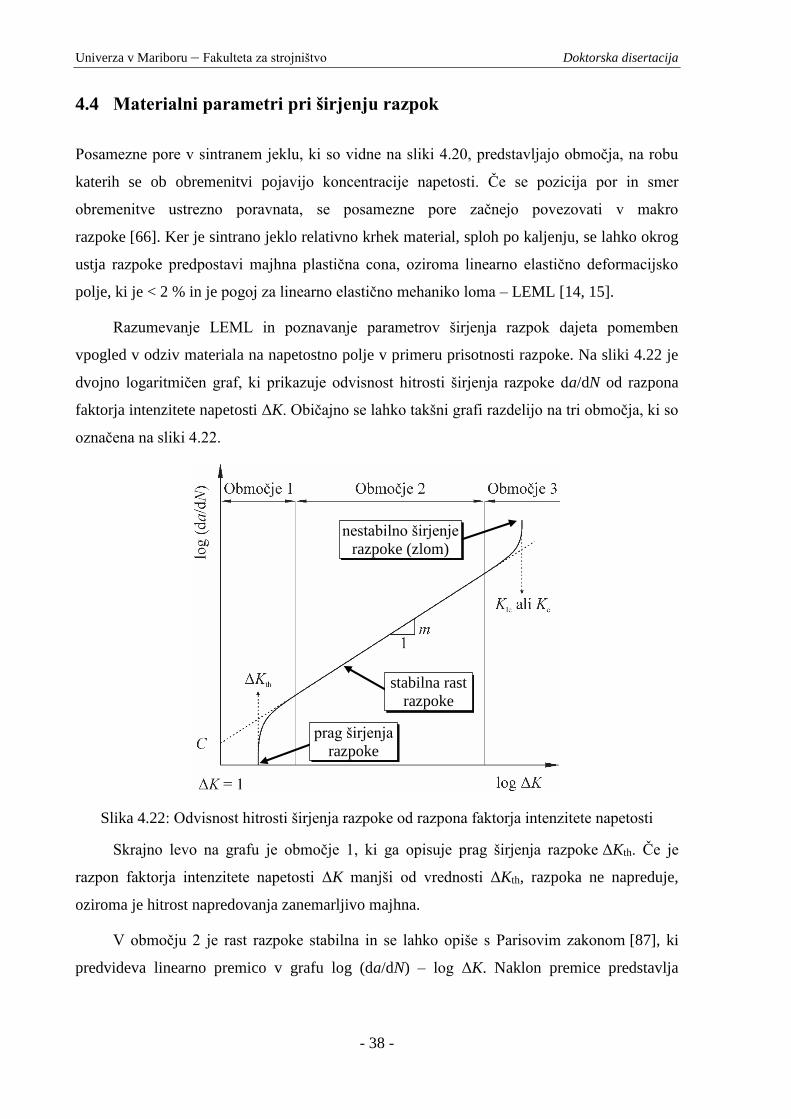
Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 38 -
4.4 Materialni parametri pri širjenju razpok
Posamezne pore v sintranem jeklu, ki so vidne na sliki 4.20, predstavljajo območja, na robu
katerih se ob obremenitvi pojavijo koncentracije napetosti. Če se pozicija por in smer
obremenitve ustrezno poravnata, se posamezne pore začnejo povezovati v makro
razpoke [66]. Ker je sintrano jeklo relativno krhek material, sploh po kaljenju, se lahko okrog
ustja razpoke predpostavi majhna plastična cona, oziroma linearno elastično deformacijsko
polje, ki je < 2 % in je pogoj za linearno elastično mehaniko loma – LEML [14, 15].
Razumevanje LEML in poznavanje parametrov širjenja razpok dajeta pomemben
vpogled v odziv materiala na napetostno polje v primeru prisotnosti razpoke. Na sliki 4.22 je
dvojno logaritmičen graf, ki prikazuje odvisnost hitrosti širjenja razpoke da/dN od razpona
faktorja intenzitete napetosti ΔK. Običajno se lahko takšni grafi razdelijo na tri območja, ki so
označena na sliki 4.22.
Slika 4.22: Odvisnost hitrosti širjenja razpoke od razpona faktorja intenzitete napetosti
Skrajno levo na grafu je območje 1, ki ga opisuje prag širjenja razpoke ΔKth. Če je
razpon faktorja intenzitete napetosti ΔK manjši od vrednosti ΔKth, razpoka ne napreduje,
oziroma je hitrost napredovanja zanemarljivo majhna.
V območju 2 je rast razpoke stabilna in se lahko opiše s Parisovim zakonom [87], ki
predvideva linearno premico v grafu log (da/dN) – log ΔK. Naklon premice predstavlja
prag širjenja
razpoke
stabilna rast
razpoke
nestabilno širjenje
razpoke (zlom)

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 39 -
parameter m, parameter C pa je definiran s presečiščem premice z ordinato, ki je postavljena
pri ΔK = 1. Linearna odvisnost v območju 2 je zapisana v enačbi 4.3.
d𝑎
d𝑁= 𝐶 ∙ (∆𝐾)𝑚 (4.3)
da/dN [m/cikel] - hitrost širjenja razpoke
C [MPa√m] - koeficient Parisovega zakona
ΔK [m/cikel
(MPa√m)𝑚] - razpon faktorja intenzitete napetosti
m [ ] - eksponent Parisovega zakona
Območje 3 je v primeru, ko gre za ravninsko deformacijsko stanje (RDS), definirano s
parametrom KIc, oziroma s parametrom Kc, ko gre za ravninsko napetostno stanje (RNS). Če
razpon faktorja intenzitete ΔK preseže to kritično vrednost, pride do nestabilnega širjenja
razpoke in posledično do zloma.
4.4.1 Meritve parametrov Parisove enačbe
Ugotavljanje parametrov mehanike loma in spremljanje rasti razpoke pri različnih razponih
faktorja intenzitete napetosti je potekalo v Laboratoriju za varjenje na Fakulteti za strojništvo,
Univerze v Mariboru na resonančni napravi za utrujanje Rumul Cracktronic.
Iz valjev, ki so bili izdelani na način, zapisan na začetku poglavja 4, je bilo z žično
erozijo izdelanih 12 preizkušancev z gostoto 6,90 g/cm3, dolžine 100 mm, širine 10 mm in
višine 10 mm. Na sredini je bila izdelana 2 mm globoka zareza s kotom odprtja 45° in radijem
v ustju 0,25 mm. Polovica preizkušancev je bila nato še toplotno obdelana po postopku, ki je
zapisan na začetku poglavja 4. Na vsak preizkušanec sta bili nato zalepljeni dve merilni foliji
tipa RMF A-5, ki sta omogočali sledenje dolžini preostalega ligamenta, zatorej tudi dolžini
razpoke na obeh straneh. Preizkušanec s prilepljenima merilnima folijama in na njiju spojena
kabla so prikazani na sliki 4.23.
Slika 4.23: Preizkušanec za ugotavljanje parametrov Parisove enačbe s prilepljenima
merilnima folijama in na njiju spojena kabla
Potek preizkušanja na resonančni napravi Rumul Cracktronic je prikazan na sliki 4.24,
kjer je tudi prikazano vpetje preizkušanca v napravo. Preizkušanje je potekalo pri
obremenitvenem razmerju R = 0, s kontrolo razpona faktorja intenzitete napetosti ΔK,

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 40 -
obremenitev pa je bila ustrezno računalniško nadzorovana glede na dolžino razpoke, ki je bila
merjena z merilnima folijama na obeh straneh. Ob prirastku razpoke je bila torej obremenitev
samodejno zmanjšana z namenom zagotoviti konstanten ΔK in s tem tudi konstantno hitrost
širjenja razpoke da/dN. Preizkušanje se je začelo pri nizkih vrednostih ΔK in se nadaljevalo s
povečevanjem tega parametra. Ko je bila zaznana rast razpoke, se je ΔK počasi zmanjševal do
zaustavitve rasti razpoke (prirastek razpoke manj kot 1μm na 106 obremenitvenih ciklov).
Takrat je bila odčitana vrednost ΔK, ki ustreza parametru ΔKth. Za tem se je parameter ΔK
postopno povečeval in preizkušanje zaključilo, ko je fronta razpoke na eni izmed merilnih
folij napredovala izven merilnega območja.
Slika 4.24: Resonančna naprava Rumul Cracktronic (levo) in vpetje preizkušanca (desno)
Slika 4.25: Preizkušanec po testiranju
Z zgoraj opisanim postopkom so bile določene vrednosti parametra ΔKth in parametra
Parisove enačbe. Postopek določevanja lomne žilavosti KIc je opisan v sledečem poglavju, vsi
rezultati pa so zbrani v poglavju 4.4.3, kjer so zraven omenjenih parametrov zapisane še
vrednosti udarne žilavosti.
4.4.2 Meritve lomne žilavosti izbranega sintranega gradiva
Podobno kot v poglavju 4.4.1, so bili tudi preizkušanci za meritve lomne žilavosti izbranega
materiala izdelane z žično erozijo iz že posintranih valjev. Izdelanih je bilo 9 preizkušancev z
gostoto 6,9 g/cm3, dolžine 100 mm, širine 8 mm in višine 16 mm. Na sredini je bila izdelana
razpoka z dolžino 3 mm in širino reza žične erozije – cca. 0,35 mm. Pet preizkušancev je bilo
nato toplotno obdelanih po postopku, ki je zapisan na začetku poglavja 4. Naknadno je bil
izdelan še utor, t.i. »lastovičji rep«, označen na sliki 4.26, ki je omogočal vpetje merilnika
odpiranja ustja razpoke (ang. Crack Mouth Opening Displacement – CMOD).

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 41 -
Za izvedbo meritev lomne žilavosti izbranega materiala je bilo potrebno najprej na
preizkušancih narediti utrujenostno razpoko ustrezne dolžine, predpisane s standardom [88].
Ker je bil del krivulje, ki povezuje hitrost širjenja razpoke in razpon faktorja intenzitete
napetosti že znan, so bile utrujenostne razpoke narejene na resonančni napravi Rumul
Cracktronic, prikazani na sliki 4.24, vendar zagotavljanje konstantnega ΔK ni bilo mogoče,
ker merilni lističi niso bili uporabljeni. Dolžina utrujenostne razpoke je lahko pri višini
preizkušanca 16 mm v relativno širokem območju med 7,2 in 8,8 mm, zato je bila kontrola
dolžine razpoke opravljena vizualno.
Pred začetkom obremenjevanja je bila ročno vpisana dolžina začetne zareze in
nastavljena želena vrednost ΔK obremenjevanja. Ob začetku obremenjevanja je bila rast
razpoke zelo nizka, vendar zaznavna preko počasnega padanja lastne frekvence, ki se je zaradi
nižanja togosti zmanjševala. Ker je razpoka rasla, vrednost ΔK pa je bila vezana na
konstantno vrednost dolžine razpoke, se je glede na prirastek razpoke hitrost rasti razpoke
eksponentno višala. Zatorej je bila potrebna pozornost pri obremenjevanju in pravočasna
ustavitev, med katero se je vpisala nova dolžina razpoke, kar je povzročilo zmanjšanje
obremenitve in s tem nižjo hitrost rasti razpoke. Na sliki 4.26 je prikazan vpet preizkušanec z
zarisanimi mejami želene dolžine razpoke, na katerem se vidi tudi utrujenostna razpoka.
Slika 4.26: Priprava preizkušanca za meritev lomne žilavosti
Ko so bile razpoke znotraj želenega območja, so se meritve nadaljevale v Laboratoriju
za strojne elemente in konstrukcije na Fakulteti za strojništvo, Univerze v Mariboru.
Preizkušanci so bili pri sobni temperaturi upogibno obremenjeni na podporah z razmikom
s = 64 mm, kot prikazuje slika 4.27. Med obremenjevanjem se je merila sila obremenjevanja
in odpiranje ustja razpoke (CMOD).
utrujenostna
razpoka začetna zareza
»lastovičji rep«
označbi 7,2 mm
in 8,8 mm

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 42 -
Po koncu meritev so bili preizkušanci segreti na temperaturo cca. 200 °C, da so zraku
izpostavljene površine močno oksidirale, kar je učinkovit način označevanja dolžine razpoke
v primerih, ko ne pride do popolnega preloma preizkušancev.
Slika 4.27: Postavitev preizkušanca pri določevanju lomne žilavosti
Slika 4.28: Meritve dolžin razpok na sintranih preizkušancih za določitev lomne žilavosti
trn
podpora podpora
čeljusti ekstenziometra
zareza »lastovičji rep«

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 43 -
Po oksidaciji površin so bili preizkušanci zlomljeni do konca, da se je lahko izmerila
dolžina in ugotovila oblika razpok, nastalih v posameznih fazah. Na sliki 4.28 so prikazane
meritve dolžin razpok na sintranih preizkušancih, ki so bile opravljene na devetih mestih po
širini preizkušanca, skladno s standardom ASTM E 1820 [88]. Na enak način so bile
izmerjene tudi razpoke na dodatno kaljenih sintranih preizkušancih na sliki 4.29.
Poudariti je potrebno, da se na slikah prelomov ne vidi celotne začetne zareze, ki mora
biti upoštevana in je pri meritvah razpoke označena v celoti. Zaradi prisotnosti »lastovičjega
repa«, vidnega na sliki 4.27, je površina namreč pomaknjena izven fokusa mikroskopa in se
zato ne vidi, vseeno pa jo je potrebno upoštevati pri meritvah dolžine razpoke.
Slika 4.29: Meritve dolžin razpok na dodatno kaljenih sintranih preizkušancih za določitev
lomne žilavosti
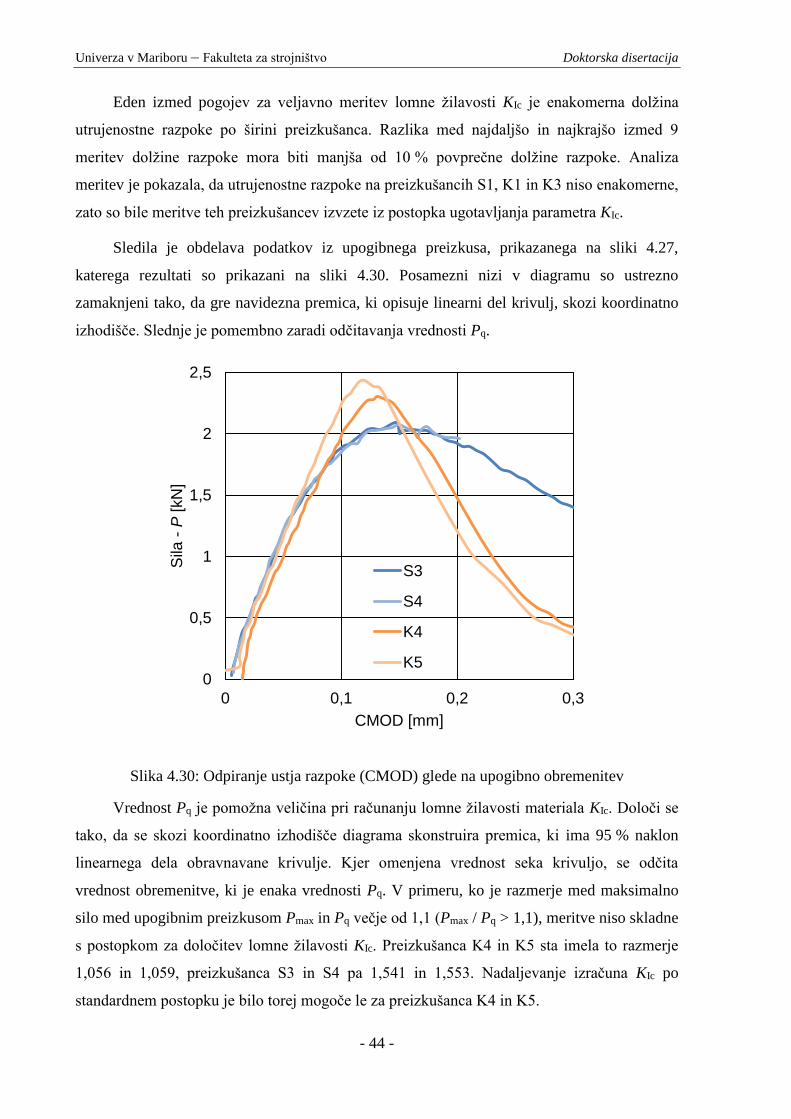
Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 44 -
Eden izmed pogojev za veljavno meritev lomne žilavosti KIc je enakomerna dolžina
utrujenostne razpoke po širini preizkušanca. Razlika med najdaljšo in najkrajšo izmed 9
meritev dolžine razpoke mora biti manjša od 10 % povprečne dolžine razpoke. Analiza
meritev je pokazala, da utrujenostne razpoke na preizkušancih S1, K1 in K3 niso enakomerne,
zato so bile meritve teh preizkušancev izvzete iz postopka ugotavljanja parametra KIc.
Sledila je obdelava podatkov iz upogibnega preizkusa, prikazanega na sliki 4.27,
katerega rezultati so prikazani na sliki 4.30. Posamezni nizi v diagramu so ustrezno
zamaknjeni tako, da gre navidezna premica, ki opisuje linearni del krivulj, skozi koordinatno
izhodišče. Slednje je pomembno zaradi odčitavanja vrednosti Pq.
Slika 4.30: Odpiranje ustja razpoke (CMOD) glede na upogibno obremenitev
Vrednost Pq je pomožna veličina pri računanju lomne žilavosti materiala KIc. Določi se
tako, da se skozi koordinatno izhodišče diagrama skonstruira premica, ki ima 95 % naklon
linearnega dela obravnavane krivulje. Kjer omenjena vrednost seka krivuljo, se odčita
vrednost obremenitve, ki je enaka vrednosti Pq. V primeru, ko je razmerje med maksimalno
silo med upogibnim preizkusom Pmax in Pq večje od 1,1 (Pmax / Pq > 1,1), meritve niso skladne
s postopkom za določitev lomne žilavosti KIc. Preizkušanca K4 in K5 sta imela to razmerje
1,056 in 1,059, preizkušanca S3 in S4 pa 1,541 in 1,553. Nadaljevanje izračuna KIc po
standardnem postopku je bilo torej mogoče le za preizkušanca K4 in K5.
0
0,5
1
1,5
2
2,5
0 0,1 0,2 0,3
Sila
-P
[kN
]
CMOD [mm]
S3
S4
K4
K5

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 45 -
Lomna žilavost materiala KIc se izračuna po enačbi (4.4), kjer je standardni enačbi
zaradi pretvorbe enot v MPa√m dodan še faktor 1000-0,5.
𝐾Ic =𝑃q ∙ 𝑆
𝐵 ∙ 𝑊32
∙ 𝑓 (𝑎0𝑊) ∙
1
√1000 (4.4)
KIc [MPa√m] - lomna žilavost
Pq [N] - pomožna veličina
S [mm] - razdalja med podporami pri upogibnem preizkusu
B [mm] - širina upogibnega preizkušanca
W [mm] - višina upogibnega preizkušanca
𝑓(𝑎0𝑊) [ ] - oblikovna funkcija (enačba 4.5)
𝑓(𝑎0𝑊) =
3√𝑎0𝑊 [1,99 −
𝑎0𝑊 (1 −
𝑎0𝑊)(2,15 − 3,93
𝑎0𝑊 + 2,7 (
𝑎0𝑊)
2
)]
2 (1 + 2𝑎0𝑊)(1 −
𝑎0𝑊)
32
(4.5)
𝑓(𝑎0𝑊) [ ] - oblikovna funkcija
a0 [mm] - dolžina začetne razpoke (enačba 4.6)
W [mm] - višina upogibnega preizkušanca
Ker je začetna razpoka različna glede na debelino preizkušanca, se vrednost a0 izračuna
po enačbi (4.6) iz 9 meritev dolžine razpoke, ki so za vsak preizkušanec posebej prikazane na
slikah 4.28 in 4.29. Dolžini razpok a1 in a9 sta izmerjeni pri robu preizkušanca, ostale pa na
enakomernih razmikih med njima.
𝑎0 =1
8[𝑎1 + 𝑎9
2+∑𝑎1
8
2
] (4.6)
a0 [mm] - dolžina začetne razpoke
a1-9 [mm] - izmerjene dolžine razpoke (sliki 4.28 in 4.29)
Lomni žilavosti KIc preostalih dveh preizkušancev K4 in K5 sta bili izračunani po
enačbi (4.4) in sta 25,2 in 25,7 MPa√m, oziroma je njuna povprečna vrednost 25,45 MPa√m.
Na koncu je bilo potrebno le še preveriti kriterij veljavnost LEML, ki predpostavlja RDS.
Veljavnost se preverja s pogoji, ki so zapisani v enačbah (4.7) in (4.8).

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 46 -
𝐵 >2,5 ∙ 𝐾Ic𝑅p0,2
(4.7)
B [mm] - širina upogibnega preizkušanca
KIc [MPa√m] - lomna žilavost (enačba 4.4)
Rp0,2 [MPa] - meja tečenja z 0,2 % plastične deformacije
(𝑊 − 𝑎0) >2,5 ∙ 𝐾Ic𝑅p0,2
(4.8)
W [mm] - višina upogibnega preizkušanca
a0 [mm] - dolžina začetne razpoke (enačba 4.6)
KIc [MPa√m] - lomna žilavost (enačba 4.4)
Rp0,2 [MPa] - meja tečenja z 0,2 % plastične deformacije
Čeprav pravkar opisan standardni postopek ni primeren za določitev lomne žilavosti
sintranih preizkušancev, obstaja alternativni postopek določitve lomne žilavosti preko
površine pod krivuljo v diagramu na sliki 4.30 v območju od koordinatnega izhodišča do
točke, kjer obremenitev doseže maksimalno vrednost [89]. Dobljene vrednosti lomne žilavosti
KIc po Wittu so zapisane v preglednici 4.8 skupaj z regularnimi vrednostmi KIc po ASTM.
Preglednica 4.8: Dobljene vrednosti lomne žilavosti po standardu ASTM in po alternativni
metodi po Wittu
KIc [MPa√m]
ASTM Witt
S3 / 36,4049
S4 / 35,4172
K4 25,1893 29,7299
K5 25,7228 30,5497
Iz preglednice 4.8 je razvidno, da alternativna metoda po Wittu daje nekoliko višje
vrednosti lomne žilavosti KIc v primerjavi s standardno metodo po ASTM, kar pomeni, da te
vrednosti niso neposredno primerljive z zapisanimi vrednostmi v katalogih materialov.
Vendarle pa v danem primeru omogoča neposredno primerjavo lomne žilavosti zgolj
sintranega jekla v primerjavi z dodatno kaljenim. Iz podanih rezultatov bi se lahko sklepalo,
da je zgolj sintrano jeklo nekoliko bolj odporno na prisotnost razpok, kar nakazuje že
nekoliko položnejša premica v diagramu log (σa) – log (N) v poglavju 4.2.2.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 47 -
4.4.3 Rezultati
Na sliki 4.31 so prikazane meritve odvisnosti hitrosti rasti razpoke da/dN od razpona faktorja
intenzitete napetosti ΔK za 6 sintranih preizkušancev. Pri izračunu linearnega dela so bile
upoštevane podatkovne točke, kjer razpon faktorja intenzitete napetosti ΔK zavzame vrednosti
med 9,9 in 20,2 MPa√m. Izračunana regresijska vrednost je v tem intervalu 91,23 % in je ob
povečanju intervala hitro padla. Podatkovne točke, ko je ΔK < 9,9 MPa√m torej spadajo v
območje 1, oziroma v območje 3, ko velja ΔK > 20,2 MPa√m. Na sliki 4.22 označeni območji
1 in 3 veljata za področje, kjer na rast razpoke bistveno vpliva tako obremenitveno razmerje
in mikrostruktura [14, 15], kot tudi velikost, delež, oblika in razporeditev por [66].
Na grafu na sliki 4.31 sta označeni še vrednost ΔKth = 5,20 MPa√m, ki je najmanjša
vrednost razpona faktorja intenzitete napetosti ΔK, pri katerem je še bila zaznana rast razpoke
in vrednost KIcWitt = 35,9 MPa√m izračunana po alternativnem energijskem pristopu [89].
Slika 4.31: Hitrost rasti razpoke da/dN v odvisnosti od razpona faktorja intenzitete
napetosti ΔK pri sintranih preizkušancih
ΔKth
KIcWitt

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 48 -
Slika 4.32 prikazuje meritve odvisnosti hitrosti rasti razpoke da/dN od razpona faktorja
intenzitete napetosti ΔK za 6 po sintranju kaljenih preizkušancev. Izračun linearnega dela je
bil iz istih razlogov kot pri sintranih preizkušancih omejen na vrednosti razpona faktorja
intenzitete napetosti ΔK med 8,0 in 19,9 MPa√m. Izračunana regresijska vrednost v
omenjenem intervalu je 96,05 %.
Vrednost KIc po sintranju kaljenih preizkušancev je bila izračunana tako po standardnem
ASTM postopku [88] kot tudi po Witt-ovem alternativnem energijskem pristopu [89].
Vrednosti KIcASTM = 25,5 MPa√m in KIc
Witt = 30,1 MPa√m sta označeni na grafu na sliki 4.32
skupaj z vrednostjo ΔKth = 5,24 MPa√m.
Slika 4.32: Hitrost rasti razpoke da/dN v odvisnosti od razpona faktorja intenzitete
napetosti ΔK pri dodatno kaljenih preizkušancih
Rezultati prikazani na slikah 4.31 in 4.32 omogočajo natančnejšo primerjavo sintranega
jekla s kaljenim sintranim jeklom v vseh treh območjih prikazanih na sliki 4.22. Rezultati
vseh preizkusov so združeni v grafu na sliki 4.33 in povzeti v preglednici 4.10.
KIcWitt
KIcASTM
ΔKth
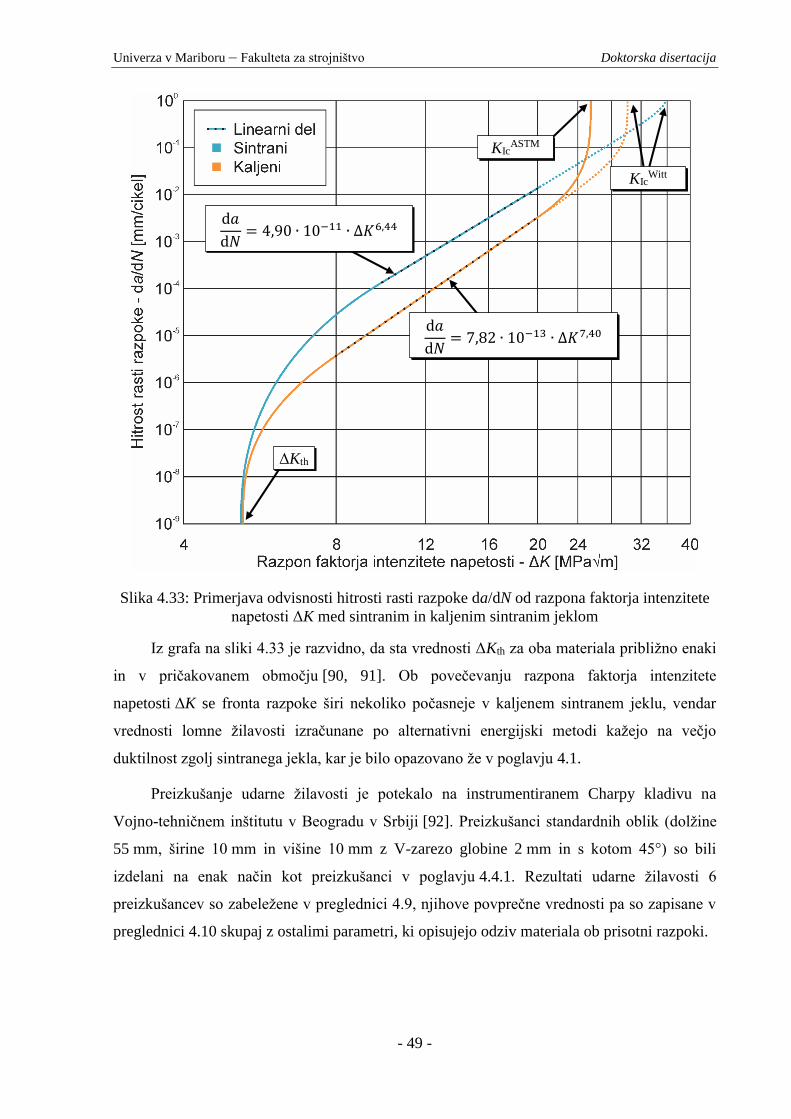
Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 49 -
Slika 4.33: Primerjava odvisnosti hitrosti rasti razpoke da/dN od razpona faktorja intenzitete
napetosti ΔK med sintranim in kaljenim sintranim jeklom
Iz grafa na sliki 4.33 je razvidno, da sta vrednosti ΔKth za oba materiala približno enaki
in v pričakovanem območju [90, 91]. Ob povečevanju razpona faktorja intenzitete
napetosti ΔK se fronta razpoke širi nekoliko počasneje v kaljenem sintranem jeklu, vendar
vrednosti lomne žilavosti izračunane po alternativni energijski metodi kažejo na večjo
duktilnost zgolj sintranega jekla, kar je bilo opazovano že v poglavju 4.1.
Preizkušanje udarne žilavosti je potekalo na instrumentiranem Charpy kladivu na
Vojno-tehničnem inštitutu v Beogradu v Srbiji [92]. Preizkušanci standardnih oblik (dolžine
55 mm, širine 10 mm in višine 10 mm z V-zarezo globine 2 mm in s kotom 45°) so bili
izdelani na enak način kot preizkušanci v poglavju 4.4.1. Rezultati udarne žilavosti 6
preizkušancev so zabeležene v preglednici 4.9, njihove povprečne vrednosti pa so zapisane v
preglednici 4.10 skupaj z ostalimi parametri, ki opisujejo odziv materiala ob prisotni razpoki.
KIcWitt
KIcASTM
ΔKth
d𝑎
d𝑁= 7,82 ∙ 10−13 ∙ ∆𝐾7,40
d𝑎
d𝑁= 4,90 ∙ 10−11 ∙ ∆𝐾6,44

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 50 -
Preglednica 4.9: Rezultati meritev udarne žilavosti
Udarna žilavost – KV [J/cm2]
Sintrani 7,84 7,26 7,01
Kaljeni 6,03 6,03 6,19
V preglednici 4.10 so povzeti materialni parametri pri širjenju razpok. Zraven
ugotovljenega praga širjenja razpok ΔKth, parametrov Parisove enačbe C in m, lomne žilavosti
po ASTM KIcASTM in lomne žilavosti po Wittu KIc
Witt so zapisane tudi povprečne vrednosti
standardizirane udarne žilavosti po Charpyju s standardno V-zarezo KV [93].
Preglednica 4.10: Materialni parametri pri širjenju razpok v sintranem jeklu
ΔKth
[MPa√m]
C
[MPa√m]
m
[ ]
KIcASTM
[MPa√m]
KIcWitt
[MPa√m]
KV
[J/cm2]
Sintrani 5,197 4,896∙10-11 6,440 / 35,9 7,37
Kaljeni 5,240 7,824∙10-13 7,396 25,45 30,1 6,08
V preglednici 4.10 zapisani materialni parametri opisujejo odziv sintranega jekla ob
prisotnosti razpoke. Kljub podobnemu pragu širjenja razpoke ΔKth, je hitrost širjenja razpoke
da/dN v dodatno kaljenem sintranem jeklu skoraj 10-krat manjša kot v zgolj sintranem in se s
povečevanjem razpona faktorja intenzitete napetosti ΔK postopoma manjša. Po drugi strani
primerjava lomne žilavosti po Wittu KIcWitt kaže, da bo do nekontrolirane rasti razpoke prišlo
pri nižjih razponih faktorja intenzitete napetosti ΔK v kaljenem jeklu, kar potrjuje tudi
primerjava udarne žilavosti KV, ki kaže na večjo absorpcijo energije.
Iz zapisanih rezultatov je razvidno, da je sintrano jeklo zelo občutljivo na zarezne
učinke, ki so posledica nespretno zasnovane geometrije, in na prisotnost morebitnih razpok, ki
se lahko pojavijo v obliki plastnih razpok tekom ADC proizvodnega procesa.
V primerjavi lomno-mehanskih lastnosti z naborom jekel brez poroznosti, se lahko
sintrano jeklo primerja s trdim in krhkim jeklom, ki ima visok delež kroma (ang. high
chromium steel). Takšna jekla se npr. uporabljajo za izdelavo delovne plasti valjev za valjanje
pločevine [94].
Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 51 -
5 UGOTAVLJANJE DOBE TRAJANJA SINTRANIH
ZOBNIKOV
V tem poglavju je v prvem delu opisan postopek preračuna dobe trajanja sintranega zobnika
na izbranem primeru [95]. V drugem delu je predstavljeno eksperimentalno delo na namensko
zasnovanem preizkuševališču.
Geometrija zobnika za izbran primer je bila določena glede na obstoječa orodja za
stiskanje v podjetju Unior d.d. in izbrana tako, da je bil normalni modul karseda najbližje
modulu testne zobniške dvojice tipa A po DIN ISO 14635 [96]. Izbrana geometrija
zobniškega para je zapisana v preglednici 5.1.
Preglednica 5.1: Osnovni podatki izbrane testne zobniške dvojice
Veličina Pastorek Zobnik
Medosni razmik a = 80 mm
Normalni modul mn = 4 mm
Vpadni kot normalnega profila αn = 25°
Kot poševnosti zob β = 0°
Širina zob b1 = 5 mm b2 = 20 mm
Število zob z1 = 9 z2 = 31
Koeficient profilnega premika x1 = -0,0345 x2 = 0,0345
Gradivo zobnikov DIN SINT D30 42CrMo4
Toplotna obdelava zobnikov sintranje in kaljenje cementiranje in kaljenje
Vrtilna frekvenca n1 = 800 min-1 n1 = 232 min-1
Iz nabora orodij za stiskanje zobnikov v podjetju Unior d.d. je bilo orodje za izdelavo
zobnika z 9 zobmi, modulom 4 mm in vpadnim kotom normalnega profila 25° najbližje
standardnim vrednostim pastorka. Zaradi nižjega števila zob in manjšega modula, je bil
spremenjen še medosni razmik iz standardne vrednosti na 80 mm. S tem je bilo določeno
število zob večjega zobnika in prestavno razmerje. Nadaljnja sprememba je bila še širina
testnega pastorka iz sintranega jekla, saj je preliminarni izračun pokazal, da bi bile napetosti v
korenu zoba s standardno širino 20 mm prenizke za nastanek poškodbe v korenu zoba.
Maksimalni obremenitveni moment testnega pastorka je bil namreč omejen glede na premer
luknje in posledično glede na premer gredi, ki je bil le 15 mm.
Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 52 -
5.1 Izračun pričakovane dobe trajanja
Pričakovana doba trajanja sintranega zobnika z izbrano geometrijo in iz izbranega sintranega
gradiva se izračuna glede na primerjalno napetost v korenu zoba, iz katere se določi
pričakovano število ciklov iz parametrov utrujanja, ugotovljenih v poglavju 4.2.2 in zapisanih
v preglednici 4.7.
Čeprav je izračun napetosti v korenu zoba relativno enostavno izvesti po standardnih
postopkih [9, 10], ni primeren, ko gre za sintrane zobnike, saj lahko imajo poljubno oblikovan
koren zoba. Poljubna oblika je omogočena z načinom izdelave orodja za stiskanje kovinskih
prahov. Tako matrica kot trni so izdelani z žično erozijo, ki omogoča izdelavo poljubnih
kontur po digitalnem modelu. Isti model se lahko uporabi za numeričen izračun napetosti v
korenu zoba ob znani zunanji obremenitvi.
5.1.1 Numeričen izračun napetosti v korenu zoba
V programskem paketu ABAQUS/Standard [16] je bil pripravljen 3D model zobniškega para,
ki je prikazan na sliki 5.1. Pastorek je bil vstavljen v sestav kot tretjinski model, ki je bil
kinematično povezan z referenčno točko 1 (RT-1) preko cilindrične površine luknje in dveh
površin, nastalih ob izdelavi tretjinskega modela. Zobnik ni bil zmodeliran posebej, temveč je
bil na mesto zoba zobnika postavljen razširjen zob pastorka na način, da je bilo mesto
kontakta na zunanji točki enojnega ubiranja. Podobno kot model pastorka je bil tudi model
zobnika povezan z referenčno točko 2 (RT-2), ki je bila ustrezno oddaljena od RT-1.
Med modeloma pastorka in zobnika je bil predpisan kontakt na ustreznih zobnih bokih,
ki je bil v tangencialni smeri brez trenja, v normalni smeri pa je bil tog (ang. »Hard« contact).
Material pastorka je bil predpisan kot linearno elastičen z elastičnim modulom
kaljenega sintranega jekla, ki je bil določen v poglavju 4.1.1 (E1 = 142 GPa) in s Poissonovim
razmerjem ν1 = 0,27 [97]. Tudi material zobnika je bil predpisan kot linearno elastičen,
vendar z elastičnim modulom E2 = 210 GPa in s Poissonovim razmerjem ν2 = 0,3 [15].
Celoten model je bil zamrežen z linearnimi tetraedri tipa C3D4H. V mreži pastorka je
bilo 284807 omenjenih elementov, del zobnika pa je bil sestavljen iz 63758 elementov. Na
sliki 5.2 prikazana mreža končnih elementov je bila zgoščena v korenu zoba obravnavanega
zobnika in na območju kontakta obeh delov.
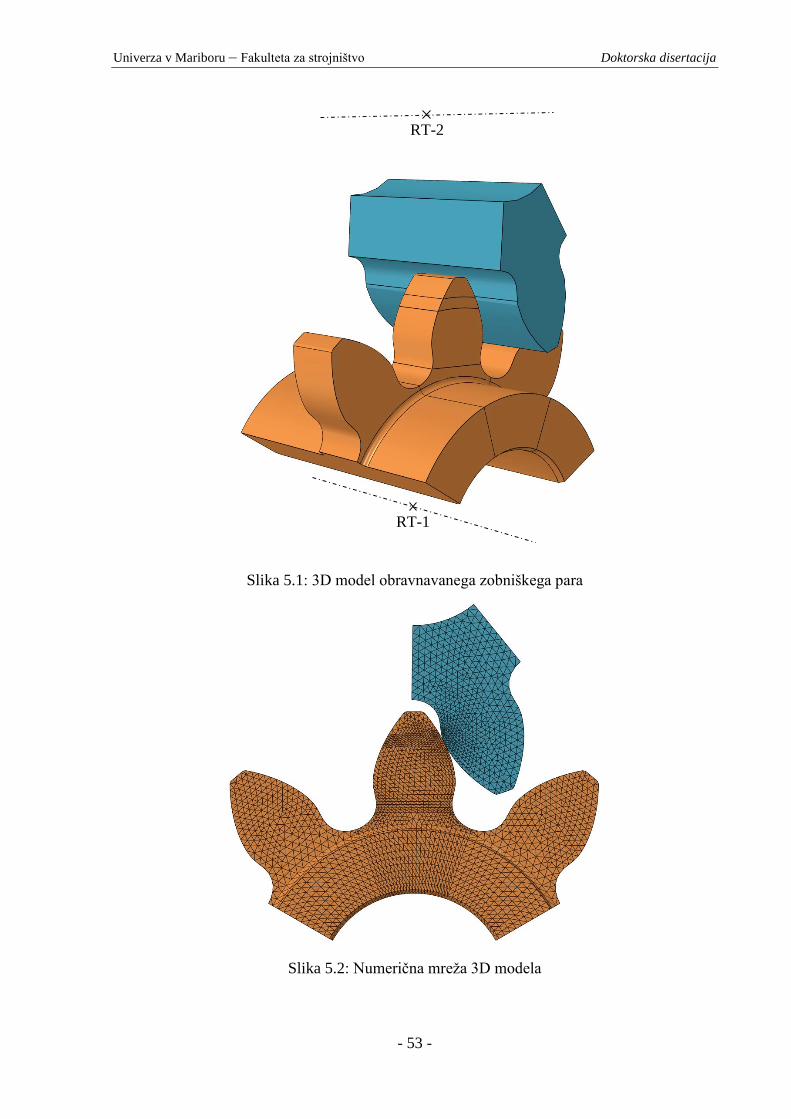
Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 53 -
Slika 5.1: 3D model obravnavanega zobniškega para
Slika 5.2: Numerična mreža 3D modela
RT-1
RT-2

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 54 -
Robni pogoji so bili postavljeni zgolj na referenčni točki (RT-1 in RT-2), saj sta bili
kinematično povezani z ustreznimi površinami na modelih. Pomiki in zasuki referenčnih točk
so bili v inicializaciji simulacije enaki nič. Obremenitev pastorka je bila izvedena z rotacijo
zoba zobnika proti zobu pastorka in je bila 0,003 rad, oziroma približno 0,1719°. Korak
simulacije je bil razdeljen na 20 inkrementov, kar je omogočilo večjo stabilnost na začetku
simulacije ob vzpostavitvi kontakta in različne obremenitve pastorka.
Obremenitveni moment na pastorku je bil odčitan iz reakcijskega momenta v referenčni
točki RT-1. Prva glavna in Misesova primerjalna napetost sta bili odčitani iz integracijske
točke elementa, v vozlišču katerega se je pojavila maksimalna prva glavna napetost. Primer
napetostnega polja prve glavne napetosti z označenim vozliščem z največjo vrednostjo je
prikazan na sliki 5.3.
Slika 5.3: Napetostno polje prve glavne napetosti v prerezu pastorka v inkrementu 12 pri
obremenitvi 27,54 Nm
Odčitane vrednosti obremenitvenega momenta, prve glavne napetosti in Misesove
primerjalne napetosti so za nekatere inkremente zapisane v preglednici 5.2. Kot pričakovano,
sta bili tako prva glavna napetost, kot Misesova primerjalna napetost linearno odvisni od
obremenitvenega momenta, ob izvzetju prvih petih inkrementov. Kot je razvidno iz
preglednice 5.2, v prvem inkrementu še ni bilo kontakta, natančnejša analiza simulacije pa je
razkrila, da se kontakt stabilizira šele v inkrementu 6.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 55 -
Preglednica 5.2: Odvisnost prve glavne napetosti σ1 in Misesove primerjalne napetosti σM v
korenu zoba od obremenitvenega momenta T
Inkrement T
[Nm]
σ1
[MPa]
σM
[MPa]
1 ~0 ~0 ~0
2 0,3723 3,387 3,136
3 3,085 28,12 26,04
4 5,800 52,87 48,96
5 8,517 77,64 71,89
12 27,54 251,2 232,5
20 49,28 449,5 415,9
5.1.2 Izračun predvidene dobe trajanja
Ugotovljena linearna odvisnost med Misesovo primerjalno napetostjo σM od obremenitvenega
momenta T je zapisana v enačbi (5.1), kjer je koeficient κ numerično določen iz zadnjih 15
inkrementov numerične simulacije.
σM = κ ∙ 𝑇 (5.1)
σM [MPa] - Misesova primerjalna napetost
T [Nm] - obremenitveni moment
κ [m-1mm-2] - koeficient kapa (v obravnavanem primeru: 8,4408 m-1mm-2)
Ob upoštevanju, da je amplitudna napetost enaka polovici Misesove primerjalne
napetosti σa = σM/2, se lahko zapiše:
σa =1
2κ ∙ 𝑇 (5.2)
σa [MPa] - amplitudna napetost
T, κ - enako kot v enačbi (5.1)
V enačbi (5.2) je tako zapisana numerično ugotovljena linearna odvisnost amplitudne
napetosti σa od obremenitvenega momenta T. Ob vstavitvi enačbe (5.2) v modificirano
Basquinovo enačbo (4.2), sta obremenitveni moment T in predvideno število obremenitvenih
ciklov do zloma zoba Nest preko materialnih parametrov (σf´, b) in geometrijskega parametra κ
povezana v medsebojno odvisnost, zapisano v enačbi (5.3).

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 56 -
1
2κ ∙ 𝑇 = σf´(2𝑁est)
𝑏 (5.3)
κ [m-1mm-2] - koeficient kapa (v obravnavanem primeru: 8,4408 m-1mm-2)
T [Nm] - obremenitveni moment
σf` [MPa] - amplitudna dinamična trdnost pri N = 0,5 (v obravnavanem primeru: 875 MPa)
Nest [ ] - predvideno število obremenitvenih ciklov do zloma zoba
b [ ] - eksponent Basquinove enačbe (v obravnavanem primeru: -0,153)
Odvisnost predvidenega števila obremenitvenih ciklov do zloma zoba Nest od
obremenitvenega momenta T za obravnavan primer kaljenega sintranega zobnika je grafično
prikazana še na diagramu na sliki 5.4.
Slika 5.4: Predvideno število obremenitvenih ciklov do zloma zoba Nest v odvisnosti od
obremenitvenega momenta T za kaljene sintrane zobnike
Enačbo (5.3) se lahko zapiše tudi kot enačbo premice v ravnini log(T) – log(N) in tako
preide v enačbo (5.4), iz katere se lahko ob znanih parametrih izračuna koeficient premice v
omenjeni ravnini, eksponent pa ostaja enak.
𝑇 =σf´
κ∙ 2(1+𝑏) ∙ 𝑁est
𝑏 (5.4)
T, σf`, κ, b, Nest - enako kot v enačbi (5.3)
0
10
20
30
40
50
60
1,E+03 1,E+04 1,E+05 1,E+06
Ob
rem
en
itve
ni m
om
en
t -
T [
Nm
]
Predvideno število obremenitvenih ciklov do zloma zoba - Nest
103 104 105 106
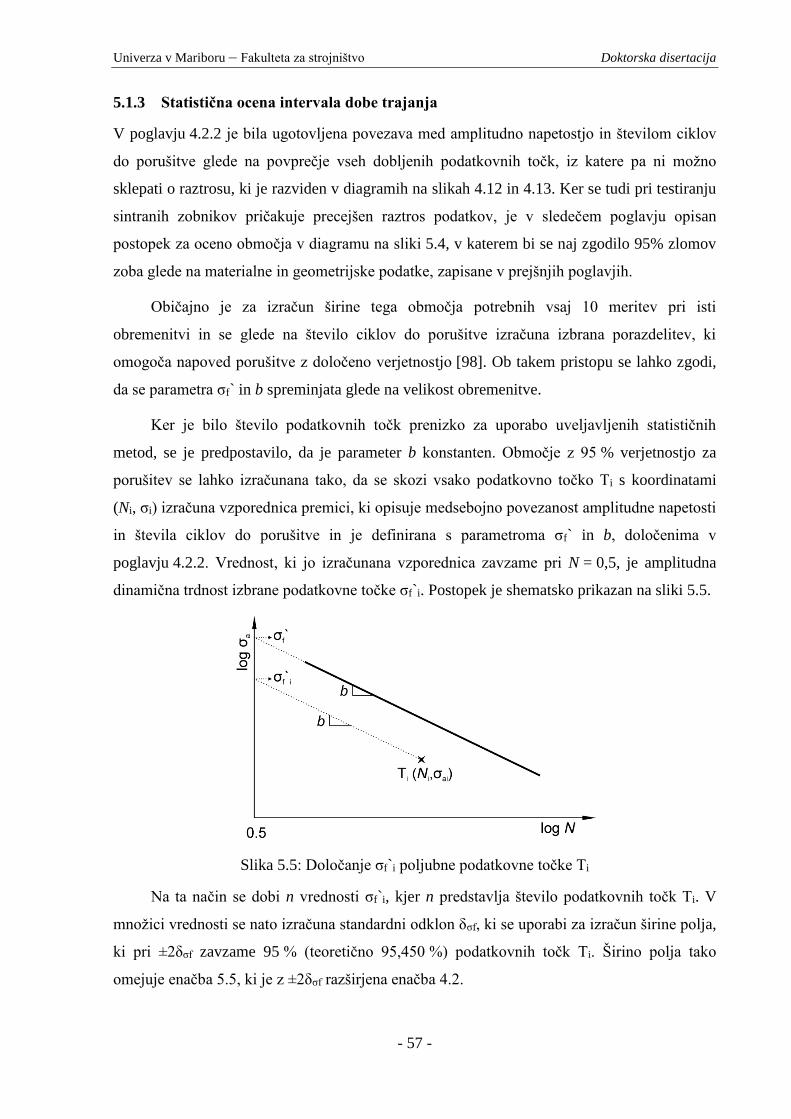
Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 57 -
5.1.3 Statistična ocena intervala dobe trajanja
V poglavju 4.2.2 je bila ugotovljena povezava med amplitudno napetostjo in številom ciklov
do porušitve glede na povprečje vseh dobljenih podatkovnih točk, iz katere pa ni možno
sklepati o raztrosu, ki je razviden v diagramih na slikah 4.12 in 4.13. Ker se tudi pri testiranju
sintranih zobnikov pričakuje precejšen raztros podatkov, je v sledečem poglavju opisan
postopek za oceno območja v diagramu na sliki 5.4, v katerem bi se naj zgodilo 95% zlomov
zoba glede na materialne in geometrijske podatke, zapisane v prejšnjih poglavjih.
Običajno je za izračun širine tega območja potrebnih vsaj 10 meritev pri isti
obremenitvi in se glede na število ciklov do porušitve izračuna izbrana porazdelitev, ki
omogoča napoved porušitve z določeno verjetnostjo [98]. Ob takem pristopu se lahko zgodi,
da se parametra σf` in b spreminjata glede na velikost obremenitve.
Ker je bilo število podatkovnih točk prenizko za uporabo uveljavljenih statističnih
metod, se je predpostavilo, da je parameter b konstanten. Območje z 95 % verjetnostjo za
porušitev se lahko izračunana tako, da se skozi vsako podatkovno točko Ti s koordinatami
(Ni, σi) izračuna vzporednica premici, ki opisuje medsebojno povezanost amplitudne napetosti
in števila ciklov do porušitve in je definirana s parametroma σf` in b, določenima v
poglavju 4.2.2. Vrednost, ki jo izračunana vzporednica zavzame pri N = 0,5, je amplitudna
dinamična trdnost izbrane podatkovne točke σf`i. Postopek je shematsko prikazan na sliki 5.5.
Slika 5.5: Določanje σf`i poljubne podatkovne točke Ti
Na ta način se dobi n vrednosti σf`i, kjer n predstavlja število podatkovnih točk Ti. V
množici vrednosti se nato izračuna standardni odklon δσf, ki se uporabi za izračun širine polja,
ki pri ±2δσf zavzame 95 % (teoretično 95,450 %) podatkovnih točk Ti. Širino polja tako
omejuje enačba 5.5, ki je z ±2δσf razširjena enačba 4.2.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 58 -
σa± = (σf´ ± 2δσf) ∙ (2 ∙ 𝑁)𝑏 (5.5)
σa± [MPa] - spodnja in zgornja meja polja (95 %) v diagramu N – σa
σf´ [MPa] - amplitudna dinamična trdnost pri N = 0,5
δσf [MPa] - standardni odklon množice σf`i
N [ ] - število obremenitvenih ciklov
b [ ] - eksponent Basquinove enačbe
Enačba 5.5 predstavlja torej dve premici, ki omejujeta polje z 95 % verjetnostjo loma.
Ko je predznak pred členom 2δσf negativen, enačba 5.5 predstavlja mejo, pod katero pride do
loma v 2,5 % primerov in ko je pozitiven, predstavlja mejo, pod katero pride do loma v
97,5 % primerov. Podobno se lahko dopolni tudi enačba 5.4 v enačbo 5.6.
𝑇± =σf´ ± 2δσf
κ∙ 2(1+𝑏) ∙ 𝑁est
𝑏 (5.6)
T± [Nm] - spodnja in zgornja meja polja (95 %) v diagramu N – T
σf`, κ, b, Nest - enako kot v enačbi (5.3)
δσf [MPa] - standardni odklon množice σf`i
Zatorej se lahko graf na sliki 5.4 dopolni z območjem, v katerem se pričakuje, da bo
prišlo do loma zoba v 95 % primerov. Na sliki 5.6 je to območje omejeno s sivima krivuljama
enačbe 5.6.
Slika 5.6: Predvideno število obremenitvenih ciklov do zloma zoba Nest v odvisnosti od
obremenitvenega momenta T za kaljene sintrane zobnike z upoštevanjem raztrosa
0
10
20
30
40
50
60
1,E+03 1,E+04 1,E+05 1,E+06
Ob
rem
en
itve
ni m
om
en
t -
T [
Nm
]
Število obremenitvenih ciklov - N103 104 105 106

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 59 -
5.2 Eksperimentalno ugotavljanje dobe trajanja
Preizkušanje izbranega sintranega zobnika je potekalo na prototipnem preizkuševališču za
zobnike, ki je bilo zasnovano po standardnem FZG (nem. Forschungsstelle für Zahnräder und
Getreibebau) preizkuševališču [96]. Testni pastorki z geometrijo, zapisano v začetku
poglavja 5, so bili izdelani iz enake prašne mešanice kot preizkušanci v poglavju 4
(Distaloy™ AB + 0,3 % ogljika + 0,6 % maziva) in sintrani po enakem režimu – 30 min pri
temperaturi 1120 °C v kontrolirani atmosferi vodika in dušika: 10 % H2 + 90 % N2.
Zobnikom je bila nato z mehansko obdelavo zmanjšana širina ozobja iz 25 mm na 5 mm in
dodan utor za nizki moznik po DIN ISO 2491. Faze izdelave od sintranja do kaljenja so
prikazane na sliki 5.7.
Slika 5.7: Sintran zobnik po sintranju (levo), po mehanski obdelavi (na sredi) in
po kaljenju (desno)
Sprva je bil namen ugotavljati dobo trajanja zobnikov v sintranem in kaljenem stanju,
vendar se je že po prvih testiranjih zgolj sintranih zobnikov izkazalo, da je trdota nekaljenega
sintranega gradiva prenizka, zato površinski tlaki povzročijo obsežno plastično deformacijo in
obrabo na zobnih bokih že pri obremenitvah, ko napetosti v korenu zoba ne zadoščajo za zlom
zoba (glej poglavje 5.2.2). Zaradi tega je bila glavnina testiranj omejena le na zobnike, ki so
bili po mehanski obdelavi še dodatno kaljeni na enak način kot preizkušanci v poglavju 4.1.3.
Gostote obeh tipov sintranih zobnikov so bile med seboj primerljive in nekoliko manjše v
primerjavi s preizkušanci v poglavju 4. Zgolj sintrani zobniki so imeli gostoto 6,88 g/cm3,
dodatno kaljeni pa 6,91 g/cm3.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 60 -
5.2.1 Modificirano FZG preizkuševališče
Preizkuševališče za zobnike je bilo zasnovano po vzoru FZG preizkuševališča iz standarda
DIN ISO 14635 [96], vendar z ustreznimi spremembami zaradi vnaprej določene geometrije
testnega zobnika, ki so opisane v začetku poglavja 5.
Na sliki 5.8 je prikazan model zasnovanega FZG preizkuševališča za preizkušanje
sintranih zobnikov, ki ga zraven gredi, podporne plošče in pomožnih elementov sestavljajo še:
1) ohišje s testnim pastorkom in podpornim zobnikom,
2) ohišje s podporno zobniško dvojico,
3) servomotor,
4) merilnik momenta (do 200 Nm),
5) merilnik momenta (do 20 Nm),
6) mehasta sklopka,
7) mehasta sklopka z veliko torzijsko togostjo,
8) mehasta varnostna sklopka
9) in podporni ležaj.
Slika 5.8: 3D model zasnovanega FZG preizkuševališča
Nastavljanje začetnega obremenitvenega momenta poteka tako, da se onemogoči zasuk
gredi desno od sklopke (7) na mestu (b) in se z namenskim ključem na mestu (a) torzijsko
obremeni gred levo od sklopke (7). Ker sklopka (7) ni sklenjena, elastičnost gredi in zobnikov
omogoča relativni zasuk, s katerim je določen obremenitveni moment. Ob vzpostavitvi
ustreznega torzijskega zasuka se sklopka (7) sklene in zaradi visoke torzijske togosti te
sklopke je padec momenta ob odstranitvi namenskih ključev zanemarljivo majhen.
Maksimalna obremenitev testnega zobnika je pogojena s premerom njegove luknje in je v
izbranem primeru 50 Nm, kar je največji dopustni vzvojni moment gredi ob upoštevanju
upogibnega momenta in ustreznega varnostnega koeficienta.
1 2 3
4
5
6 6 7
8 6
9
a b

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 61 -
Ko je obremenitveni moment vzpostavljen in sklopka (7) sklenjena, se zaradi
elastičnosti zobnikov in gredi v sistemu vzpostavi notranja obremenitev, ki se preko merilnika
momenta (4) s poljubno frekvenco meri in izpisuje na računalniškem zaslonu. Po vklopu
servomotorja (3) se tudi na merilniku (5) pojavi moment, ki pa s časom upada zaradi
zmanjševanja viskoznosti olja v obeh ohišjih. Slednje je posledica povišanih temperatur, ki so
rezultat trenja v ležajih, na tesnilnih mestih in zobnih bokih v celotnem sistemu.
Ko ob zagonu preizkuševališča moment na merilniku (5) preseže vnaprej določeno
vrednost (v tem primeru 2 Nm), se prične beleženje meritev na računalniku. Vsako sekundo
obratovanja se izmeri in zapiše 50 vrednosti na obeh merilnikih, kar pomeni, da se vrednosti
beležijo na 20 ms. Izbrana frekvenca omogoča grobe meritve v enem obratu testnega pastorka
(3,75 meritev na obrat pastorka) in dovolj nizko število podatkovnih točk v primeru izteka –
doseženih 106 obratovalnih ciklov.
V primeru, ko pride do loma zoba na testnem pastorku, se zaradi nizke torzijske togosti
gredi med podpornim ležajem (9) in ohišjem s testnimi zobniki (1) testni pastorek in podporni
zobnik zatakneta. To povzroči sunkovit skok momenta na varnostni sklopki (8) in s tem
izklop pogona. Posledično pade na nič tudi moment na merilniku (5), s čimer se avtomatsko
zaključi zajemanje podatkov na računalniku.
Merilniki momenta (4) in (5) so preko enote za zajem podatkov povezani z osebnim
računalnikom, na katerem je nameščena originalna programska oprema proizvajalca
merilnikov HBM [99], v kateri so bili merilniki konfigurirani in so pred vsakim testom
kalibrirani. Uporabniku prijazno programsko okolje zraven beleženja podatkov omogoča tudi
vnos uporabniških funkcij, spremljanje meritev in naknadno obdelavo zajetih podatkov.
Slika 5.9: Fotografija zasnovanega FZG preizkuševališča

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 62 -
Glavna prednost takšnega preizkuševališča je dobra energijska učinkovitost. Sistem
omogoča preizkušanje na obratovalni moči, ki je nekajkrat višja od nazivne moči
servomotorja. V primeru, ko testni pastorek obratuje pod obremenitvijo 35 Nm pri 800 min-1,
prenaša približno 3 kW moči. Hkrati je takrat elektromotor pri isti vrtilni frekvenci
obremenjen le z 3 Nm navora, kar znese približno 250 W in v glavnem predstavlja izgube v
sistemu zaradi trenja na zobnih bokih, tesnilnih mestih, v ležajih in zaradi hidrodinamičnega
upora olja.
Zasnovano prototipno preizkuševališče ima tudi nekatere slabosti. Zaradi manjkajočega
filtrirnega sistema ni možno oceniti obrabe zobnih bokov, saj odpadli delci v olju brusijo
površino zobnih bokov. Pomembna pomanjkljivost v povezavi z mazalnim sistemom je
odsotnost grelca olja. Ker se obremenitev nastavi pri sobni temperaturi, temperatura olja in s
tem tudi ohišja pa med obratovanjem naraste, pride v celotnem sistemu do fizikalnih
sprememb. Dodatna pomanjkljivost je še nekontroliran upad obratovalnega momenta, ki je do
neke mere posledica segrevanja ohišja in povečevanja medosnega razmika, v glavnem pa je
vzrok za to obraba na zobnih bokih, zaradi česar pride do zmanjševanja torzijskega zasuka.
5.2.2 Rezultati – zgolj sintrani zobniki
Kljub pričakovani veliki obrabi na zobnih bokih zgolj sintranih zobnikov zaradi nizke trdote
je bil izveden en preizkus zobnika s 5 mm širokim ozobjem in en preizkus zobnika z 10 mm
širokim ozobjem. V prvem testiranju je bil zgolj sintran zobnik s širino ozobja 5 mm
obremenjen z začetnim obremenitvenim momentom 33,5 Nm in testiran pri 800 min-1.
Meritve momenta tekom preizkušanja so prikazane v diagramu na sliki 5.10.
Širok pas v grafu na sliki 5.10 je posledica nihanja obremenitvenega momenta, ki
nastane zaradi odstopanja pozicije središčne luknje od centra zobnika glede na ozobje. Odstop
nastane, ker so središčne skoznje luknje v ADC tehnologiji večinoma izdelane tako, da je
skozi luknjo v trnu vstavljeno še jedro. Ker se mora jedro premikati relativno glede na trn,
mora biti med njima zagotovljena določena zračnost, ki zraven morebitne neenakomerne
polnitve orodja s prašno mešanico povzroči odstope od idealne središčne pozicije. Iz celotne
serije izdelanih zobnikov so bili naključno izbrani trije zobniki, na katerih se je izmerila
toleranca centričnosti, ki je znašala 0,02 mm. Natančnejša analiza ubiranja je opisana v
poglavju 6.4.
Kot je razvidno iz grafa na sliki 5.10, je obremenitveni moment na zobniku hitro padal
takoj po začetku preizkušanja, nato se stopnja zmanjševanja momenta nekoliko ustali in je po

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 63 -
30 minutah obremenjevanja približno 0,17 Nm/min. Po 63 minutah preizkušanja, kar znaša
približno 50 000 obremenitvenih ciklov, je obremenitveni moment padel na polovico
začetnega, zato je bilo preizkušanje ustavljeno in opravljena vizualna kontrola zobnih bokov
na zobniku.
Slika 5.10: Obremenitveni moment glede na čas obratovanja zobnika S01
Slika 5.11: Primerjava zgolj sintranega zobnika pred (levo) in po obremenjevanju (desno)
Na sliki 5.11 je prikazan zobnik S01 po obremenitvenem ciklu, prikazanem na sliki
5.10, primerjan z zobnikom brez poškodb. Posledici prenizke trdote sta obsežna obraba in
plastična deformacija zobnih bokov, kar je povzročilo padanje obremenitvenega momenta
med preizkušanjem. Zobnik S01 je bližje prikazan še na sliki 5.12, kjer so poškodbe še bolj
opazne.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 64 -
Slika 5.12: Poškodbe na zobniku S01
Neprimernost zgolj sintranih zobnikov je bila potrjena s testiranjem zobnika z oznako
S02, ki je imel povečano širino ozobja na 10 mm, zmanjšan začetni obremenitveni moment na
18 Nm in nižjo vrtilno frekvenco 600 min-1. Po 167 minutah obremenjevanja, kar ustreza
približno 100 000 ciklom, je obremenitveni moment po enakomernem padanju dosegel
16 Nm, kar pomeni, da je v povprečju stopnja zmanjševanja momenta 0,012 Nm/min. Iz
slednjega bi se lahko sklepalo, da je obraba kljub večjemu številu obremenitvenih ciklov
manjša v primerjavi z zobnikom S01, vendar se iz slike 5.13 vidi podobno stanje kot pri
zobniku S01.
Slika 5.13: Poškodbe na zobniku S02
Kot je razvidno iz slik 5.12 in 5.13, je zaradi obrabe in velike plastične deformacije
prišlo do krušenja večjih delcev, ki so med preizkušanjem ostajali v ohišju s testnimi zobniki,
saj sprotno filtriranje na sistemu ni bilo mogoče. Nepričakovano večjo obrabo na zobniku S02
bi lahko torej povzročila prisotnost delcev, ampak ker tega na obstoječem preizkuševališču ni
bilo možno relevantno oceniti, je bilo testiranje zgolj sintranih preizkušancev zaključeno s
testom zobnika S02.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 65 -
5.2.3 Rezultati – dodatno kaljeni sintrani zobniki
Ker je trdota po kaljenju sintranega jekla višja, je bilo pričakovano, da bo obraba na dodatno
kaljenih sintranih zobnikih manjša in da na zobnih bokih ne bo prišlo do tolikšne plastične
deformacije. Na naslednjih straneh so predstavljeni obremenitveni režimi kaljenih sintranih
zobnikov prve serije (K01, K02, K03 in K04), ki so bili sintrani in kaljeni skupaj s
preizkušanci (2014/10) – glej poglavje 4.1.2.
Zobnik K01 je bil ob začetku preizkušanja obremenjen z momentom 36,7 Nm in
testiran pri vrtilni frekvenci 800 min-1. Preizkus je bil ustavljen zaradi zloma zoba po 20 000
ciklih (25 min). Obremenitveni moment ob porušitvi je bil 32,9 Nm.
Slika 5.14: Obremenitveni moment glede na čas obratovanja zobnika K01
Slika 5.15: Poškodbe na zobniku K01
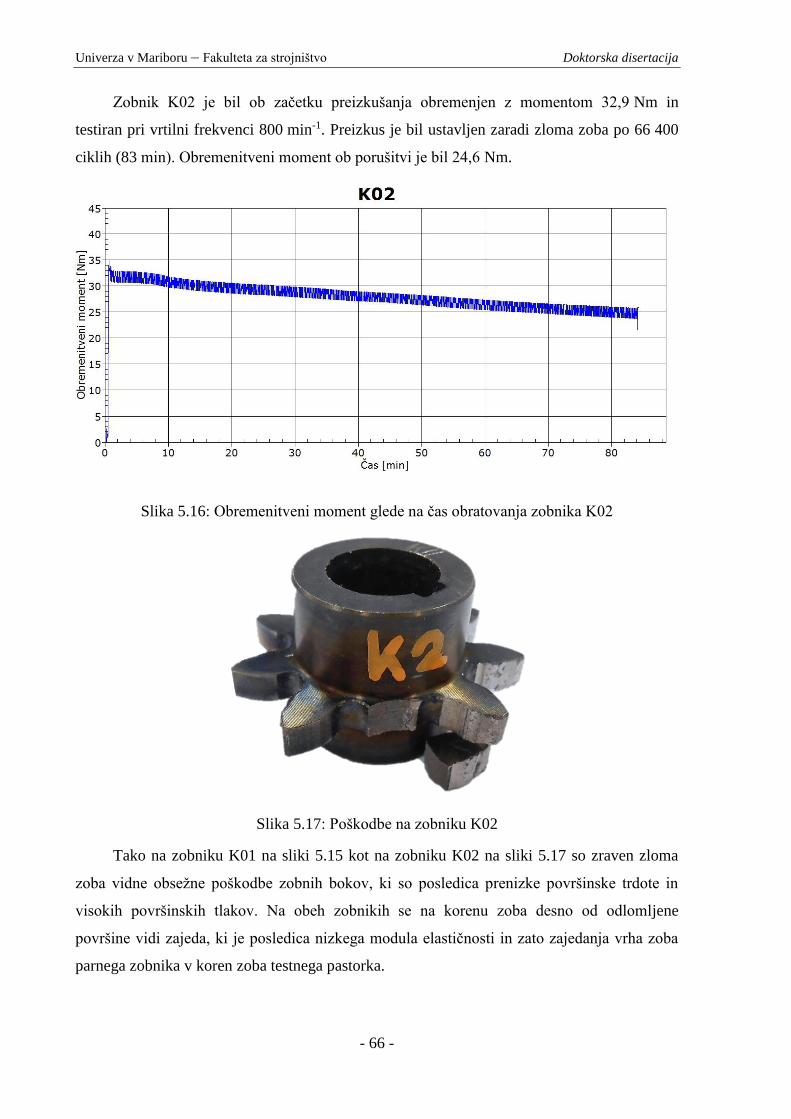
Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 66 -
Zobnik K02 je bil ob začetku preizkušanja obremenjen z momentom 32,9 Nm in
testiran pri vrtilni frekvenci 800 min-1. Preizkus je bil ustavljen zaradi zloma zoba po 66 400
ciklih (83 min). Obremenitveni moment ob porušitvi je bil 24,6 Nm.
Slika 5.16: Obremenitveni moment glede na čas obratovanja zobnika K02
Slika 5.17: Poškodbe na zobniku K02
Tako na zobniku K01 na sliki 5.15 kot na zobniku K02 na sliki 5.17 so zraven zloma
zoba vidne obsežne poškodbe zobnih bokov, ki so posledica prenizke površinske trdote in
visokih površinskih tlakov. Na obeh zobnikih se na korenu zoba desno od odlomljene
površine vidi zajeda, ki je posledica nizkega modula elastičnosti in zato zajedanja vrha zoba
parnega zobnika v koren zoba testnega pastorka.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 67 -
Zobnik K03 je bil ob začetku preizkušanja obremenjen z momentom 34,7 Nm in
testiran pri vrtilni frekvenci 800 min-1. Preizkus je bil ustavljen zaradi zloma zoba po 48 800
ciklih (61 min). Obremenitveni moment ob porušitvi je bil 27,1 Nm.
Slika 5.18: Obremenitveni moment glede na čas obratovanja zobnika K03
Slika 5.19: Poškodbe na zobniku K03
Poškodbe zobnika K03 na sliki 5.19 so primerljive s poškodbami zobnikov K01 in K02.
Na sliki 5.19 manjka odpadli zob, ker je bil uporabljen za kontrolo mikrostrukture v
poglavju 6.6. Kot že omenjeno v začetku poglavja 5.2.3, so bili zobniki K01, K02, K03 in
K04 toplotno obdelani skupaj s preizkušanci (2014/10), ki pa niso imeli ustreznih trdnostnih
lastnosti (glej poglavje 4.1.2).

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 68 -
Zobnik K04 je bil ob začetku preizkušanja obremenjen z momentom 29,0 Nm in
testiran pri vrtilni frekvenci 800 min-1. Preizkus je bil ustavljen zaradi zloma zoba po 49 600
ciklih (62 min). Obremenitveni moment ob porušitvi je bil 26,1 Nm.
Slika 5.20: Obremenitveni moment glede na čas obratovanja zobnika K04
Slika 5.21: Poškodbe na zobniku K04
Iz slike 5.21 je razvidno, da je imel tudi zobnik K04 po preizkušanju podobne poškodbe
na zobnih bokih kot predhodno testirani zobniki K01, K02 in K03 na slikah 5.15, 5.17 in 5.19.
Odvisnost števila obratovalnih ciklov od obremenitvenega momenta bo za to serijo prikazana
v grafu skupaj s sledečo serijo zobnikov, ki so bili enako toplotno obdelani kot preizkušanci v
poglavju 4.1.3.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 69 -
Naslednja serija testnih sintranih pastorkov se prične z zobnikom K05, ki je bil ob
začetku preizkušanja obremenjen z momentom 24,0 Nm in testiran pri vrtilni frekvenci
800 min-1. Preizkus je bil prekinjen po 400 000 ciklih (500 min) in 900 000 ciklih (1125 min)
zaradi padca obremenitve in ustavljen po 1 032 000 ciklih (1290 min) brez zloma zoba.
Slika 5.22: Obremenitveni moment glede na čas obratovanja zobnika K05
Slika 5.23: Poškodbe na zobniku K05
Na sliki 5.22 je označen nenaden padec obremenitvenega momenta, ki je najverjetneje
posledica zdrsa sklopke (7) – slika 5.8, ki zagotavlja obremenitveni moment v zaprti zanki
sistema za preizkušanje zobnikov.
Prekinitev 1 Prekinitev 2
Nenaden padec
obremenitve

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 70 -
Zobnik K06 je bil ob začetku preizkušanja obremenjen z momentom 35,8 Nm in
testiran pri vrtilni frekvenci 800 min-1. Preizkus je bil ustavljen zaradi zloma zoba po 113 600
ciklih (142 min). Obremenitveni moment ob porušitvi je bil 33,2 Nm.
Slika 5.24: Obremenitveni moment glede na čas obratovanja zobnika K06
Slika 5.25: Poškodbe na zobniku K06

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 71 -
Zobnik K07 je bil ob začetku preizkušanja obremenjen z momentom 40,9 Nm in
testiran pri vrtilni frekvenci 800 min-1. Preizkus je bil ustavljen zaradi zloma zoba po 45 500
ciklih (57 min). Obremenitveni moment ob porušitvi je bil 37,9 Nm.
Slika 5.26: Obremenitveni moment glede na čas obratovanja zobnika K07
Slika 5.27: Poškodbe na zobniku K07

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 72 -
Zobnik K08 je bil ob začetku preizkušanja obremenjen z momentom 32,9 Nm in
testiran pri vrtilni frekvenci 800 min-1. Preizkus je bil ustavljen zaradi zloma zoba po 229 500
ciklih (287 min). Obremenitveni moment ob porušitvi je bil 30,2 Nm.
Slika 5.28: Obremenitveni moment glede na čas obratovanja zobnika K08
Slika 5.29: Poškodbe na zobniku K08

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 73 -
Zobnik K09 je bil ob začetku preizkušanja obremenjen z momentom 31,5 Nm in
testiran pri vrtilni frekvenci 800 min-1. Do zloma zoba je prišlo po 320 600 ciklih (401 min),
vendar je bil sunek ob zlomu prenizek za izklop varnostne sklopke (8) – slika 5.8, zato je bil
sistem ustavljen šele 55 minut po zlomu zoba. Posledice so vidne na sliki 5.31.
Slika 5.30: Obremenitveni moment glede na čas obratovanja zobnika K09
Slika 5.31: Poškodbe na zobniku K09
Zlom zoba

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 74 -
Zobnik K10 je bil ob začetku preizkušanja obremenjen z momentom 29,5 Nm in
testiran pri vrtilni frekvenci 800 min-1. Preizkus je bil prekinjen zaradi korekcije momenta po
350 000 ciklih (438 min) in ustavljen zaradi zloma zoba po 455 800 ciklih (570 min).
Obremenitveni moment ob porušitvi je bil 25,9 Nm.
Slika 5.32: Obremenitveni moment glede na čas obratovanja zobnika K10
Slika 5.33: Poškodbe na zobniku K10
Prekinitev

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 75 -
Zobnik K11 je bil ob začetku preizkušanja obremenjen z momentom 27,5 Nm in
testiran pri vrtilni frekvenci 1200 min-1. Preizkus je bil po 130 minutah prekinjen zaradi
nepričakovane ustavitve programske opreme za zajem podatkov. Naslednji dve prekinitvi sta
bili izvedeni zaradi korekcije momenta po 768 000 ciklih (640 min) in 900 000 ciklih (750
min). Preizkus je bil ustavljen po 1 006 000 ciklih (838 min) brez zloma zoba.
Slika 5.34: Obremenitveni moment glede na čas obratovanja zobnika K11
Slika 5.35: Poškodbe na zobniku K11
Prekinitev 1 Prekinitev 2
Prekinitev 3
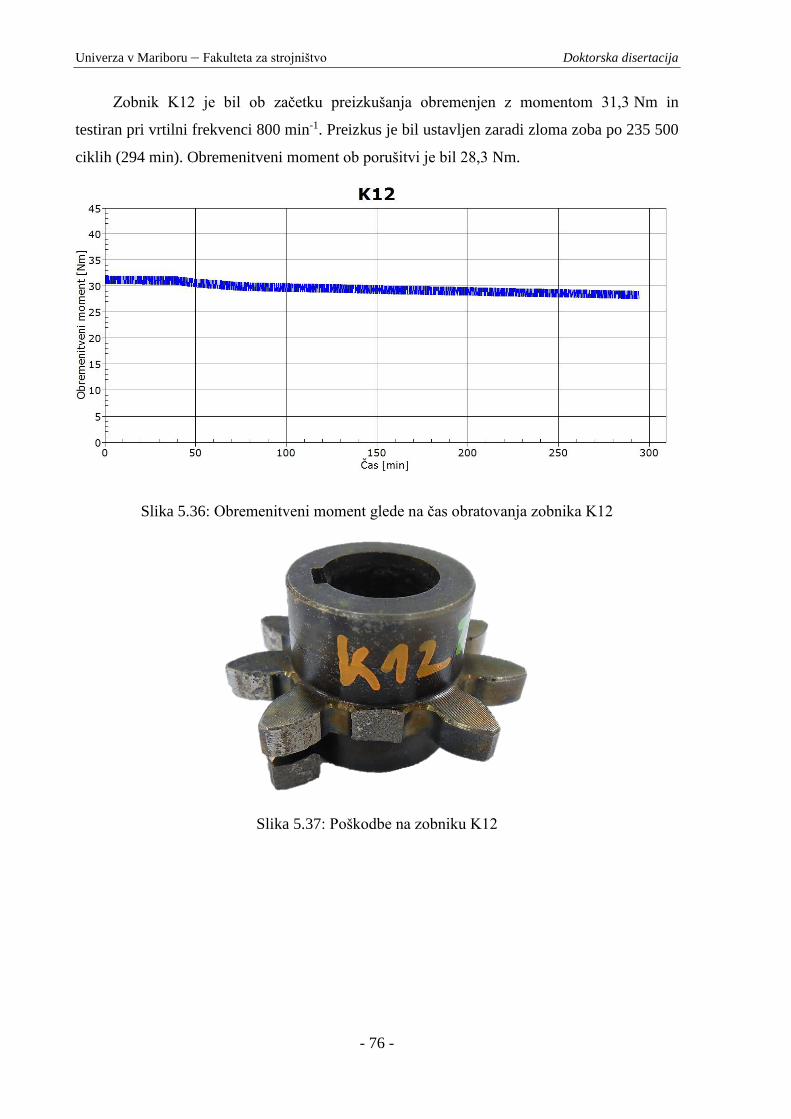
Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 76 -
Zobnik K12 je bil ob začetku preizkušanja obremenjen z momentom 31,3 Nm in
testiran pri vrtilni frekvenci 800 min-1. Preizkus je bil ustavljen zaradi zloma zoba po 235 500
ciklih (294 min). Obremenitveni moment ob porušitvi je bil 28,3 Nm.
Slika 5.36: Obremenitveni moment glede na čas obratovanja zobnika K12
Slika 5.37: Poškodbe na zobniku K12

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 77 -
Zobnik K13 je bil ob začetku preizkušanja obremenjen z momentom 33,0 Nm in
testiran pri vrtilni frekvenci 1200 min-1. Preizkus je bil prekinjen po 700 000 ciklih (583 min)
in 800 000 ciklih (667 min) zaradi padca obremenitve in ustavljen po 971 100 ciklih
(809 min) po nenadnem padcu momenta.
Slika 5.38: Obremenitveni moment glede na čas obratovanja zobnika K13
Slika 5.39: Poškodbe na zobniku K13
Prekinitev 1
Prekinitev 2

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 78 -
Zobnik K14 je bil ob začetku preizkušanja obremenjen z momentom 39,8 Nm in
testiran pri vrtilni frekvenci 800 min-1. Preizkus je bil ustavljen zaradi zloma zoba po 43 280
ciklih (54,1 min). Obremenitveni moment ob porušitvi je bil 37,2 Nm.
Slika 5.40: Obremenitveni moment glede na čas obratovanja zobnika K14
Slika 5.41: Poškodbe na zobniku K14

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 79 -
Zobnik K15 je bil ob začetku preizkušanja obremenjen z momentom 33,4 Nm in
testiran pri vrtilni frekvenci 800 min-1. Preizkus je bil ustavljen zaradi zloma zoba po 119 800
ciklih (150 min). Obremenitveni moment ob porušitvi je bil 29,9 Nm.
Slika 5.42: Obremenitveni moment glede na čas obratovanja zobnika K15
Slika 5.43: Poškodbe na zobniku K15

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 80 -
Zobnik K16 je bil ob začetku preizkušanja obremenjen z momentom 37,0 Nm in
testiran pri vrtilni frekvenci 800 min-1. Po 108 000 ciklih (135 min) je prišlo do drastičnega
padca momenta, vendar se je preizkus nadaljeval še naslednjih 50 minut, ker ni bilo sunka
momenta, ki bi izklopil varnostno sklopko. V pregledu preizkuševališča je bilo ugotovljeno,
da je prišlo do loma gredi zaradi utrujanja.
Slika 5.44: Obremenitveni moment glede na čas obratovanja zobnika K16
Slika 5.45: Poškodbe na zobniku K16

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 81 -
Zobnik K17 je bil ob začetku preizkušanja obremenjen z momentom 28,2 Nm in
testiran pri vrtilni frekvenci 800 min-1. Preizkus je bil ustavljen zaradi zloma zoba po 250 900
ciklih (314 min). Obremenitveni moment ob porušitvi je bil 24,8 Nm.
Slika 5.46: Obremenitveni moment glede na čas obratovanja zobnika K17
Slika 5.47: Poškodbe na zobniku K17

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 82 -
Zobnik K18 je bil ob začetku preizkušanja obremenjen z momentom 27,0 Nm in
testiran pri vrtilni frekvenci 800 min-1. Preizkus je bil ustavljen zaradi zloma zoba po 230 500
ciklih (288 min). Obremenitveni moment ob porušitvi je bil 24,4 Nm.
Slika 5.48: Obremenitveni moment glede na čas obratovanja zobnika K18
Slika 5.49: Poškodbe na zobniku K18

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 83 -
Zobnik K19 je bil ob začetku preizkušanja obremenjen z momentom 23,9 Nm in
testiran pri vrtilni frekvenci 800 min-1. Iz grafa na sliki 5.50 se vidi, da je prišlo do treh
prekinitev: po 550 000 ciklih (688 min), po 776 000 ciklih (970 min) in po 825 000 ciklih, ko
je bil hkrati korigiran obremenitveni moment. Po 1 007 000 ciklih (1259 min) je bil preizkus
ustavljen brez zloma zoba.
Slika 5.50: Obremenitveni moment glede na čas obratovanja zobnika K19
Slika 5.51: Poškodbe na zobniku K19
Prekinitev 1
Prekinitev 2
Prekinitev 3
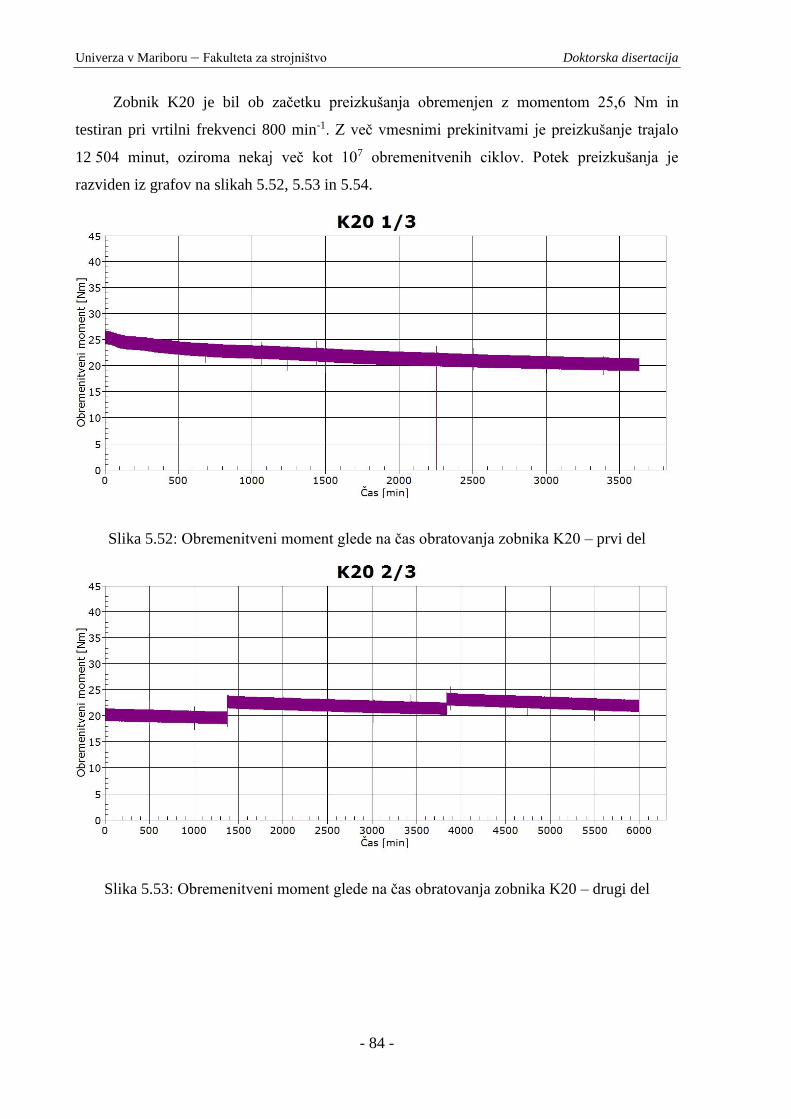
Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 84 -
Zobnik K20 je bil ob začetku preizkušanja obremenjen z momentom 25,6 Nm in
testiran pri vrtilni frekvenci 800 min-1. Z več vmesnimi prekinitvami je preizkušanje trajalo
12 504 minut, oziroma nekaj več kot 107 obremenitvenih ciklov. Potek preizkušanja je
razviden iz grafov na slikah 5.52, 5.53 in 5.54.
Slika 5.52: Obremenitveni moment glede na čas obratovanja zobnika K20 – prvi del
Slika 5.53: Obremenitveni moment glede na čas obratovanja zobnika K20 – drugi del

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 85 -
Slika 5.54: Obremenitveni moment glede na čas obratovanja zobnika K20 – tretji del
Slika 5.55: Poškodbe na zobniku K20

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 86 -
5.2.4 Analiza rezultatov
Rezultati preizkusov dodatno kaljenih sintranih zobnikov so zbrani v preglednici 5.3, kjer je
za vsak zobnik zapisana vrtilna frekvenca, povprečni moment, vrtilna frekvenca
obremenjevanja in število opravljenih ciklov. Ker so rezultati dinamičnih testiranj v
poglavju 4.2.2 določeni le do 106, so bila tudi testiranja sintranih zobnikov prekinjena, ko je
število obremenitvenih ciklov doseglo to vrednost.
Preglednica 5.3: Rezultati preizkušanja kaljenih sintranih zobnikov
Oznaka Vrtilna
frekvenca
Povprečni
moment Čas
Število
ciklov Opomba
[min-1] [Nm] [min]
K01 800 34,3 24,946 19 957 slaba
toplotna
obdelava
K02 800 28,0 83,179 66 543
K03 800 28,9 61,223 48 978
K04 800 27,0 61,898 49 518
K05 800 22,4 1293,1 1 034 480 iztek
K06 800 34,3 142,55 114 040
K07 800 39,5 56,885 45 508
K08 800 31,5 286,94 229 552
K09 800 28,4 400,80 320 640
K10 800 26,2 569,79 455 832
K11 1200 25,0 838,38 1 006 056 iztek
K12 800 29,1 294,36 235 488
K13 1200 29,6 809,26 971 112 iztek
K14 800 38,3 54,105 43 284
K15 800 31,6 149,77 119 816
K16 800 31,3 185,71 148 568 zlom gredi
K17 800 25,8 313,68 250 944
K18 800 25,2 288,08 230 464
K19 800 22,2 1258,8 1 007 040 iztek
K20 800 22,6 12504 10 003 200 iztek
Povprečni moment je bil določen v analiznem modulu istega programa, ki je bil
uporabljen za spremljanje in beleženje meritev. Program omogoča enostavno natančno
določevanje začetnega in končnega časa obremenjevanja, razlika med njima je skupni čas
obremenjevanja, ki je zapisan v minutah na pet signifikantnih mest natančno v
preglednici 5.3. Ker je zraven časa obratovanja znana tudi vrtilna frekvenca, se lahko
enostavno določi tudi število obremenitvenih ciklov.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 87 -
Ker so zobniki od K01 do K04 iz druge serije, ki je imela slabše mehanske lastnosti kot
preostali, so v preglednici 5.3 ločeni od ostalih s črto, v grafu na sliki 5.56 pa so obarvani
rdeče.
S sivo zapisana števila ciklov v preglednici 5.3 označujejo preizkuse, ko ni prišlo do
zloma zoba. V primerih K05, K11, K13, K19 in K20 gre za iztek, v primeru K16 pa za zlom
gredi med preizkušanjem. Omenjeni preizkusi so v diagramu na sliki 5.56 označeni s črtico.
Ker sta bila zobnika K11 in K13 testirana pri povišani vrtilni frekvenci, sta črtici oranžni,
primer zobnika K16 pa je označen rdeče.
Slika 5.56: Grafično prikazani rezultati preizkušanja kaljenih sintranih zobnikov
Sivi črti v diagramu na sliki 5.56 omejujeta v poglavju 5.1.3 izračunano območje, v
katerem je 95 % verjetnosti, da pride do zloma zoba na kaljenem sintranem zobniku. Iz
diagrama je razvidno, da je večinoma prišlo do zloma zoba v pričakovanem območju.
Toplotna obdelava zobnikov K01 – K04 ni bila ustrezna, zato so tudi na spodnji meji
pričakovanega območja. Zobnik K13 je sicer vzdržal več, kot je bilo izračunano, vendar je bil,
tako kot K11, testiran pri višji vrtilni frekvenci kot preostali zobniki, zato neposredna
primerjava ni mogoča.
Testiranje zobnika K20 ni bilo prekinjeno po 106 obremenitvenih ciklih, temveč se je
nadaljevalo do 107 obremenitvenih ciklov. Namen preizkusa je bil ugotoviti, če časovna
0
10
20
30
40
50
1,E+04 1,E+05 1,E+06 1,E+07
Ob
rem
en
itve
ni m
om
en
t -
T[N
m]
Število obremenitvenih ciklov - N
K01 - K04
zlom gredi
K13
K11
K20
104 105 106 107
Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 88 -
trdnost velja tudi po preteku 106 obremenitvenih ciklov. Območje, kjer je 95 % verjetnost
zloma zoba, je med 106 in 2∙107 obremenitvenimi ciklih označeno s črtkano sivo črto, saj gre
zgolj za ekstrapolacijo časovne trdnosti iz intervala med 104 in 106 obremenitvenimi cikli, ki
je bila ugotovljena z eksperimenti, opisanimi v poglavju 4.2.
Iz pozicije podatkovne točke zobnika K20 v diagramu na sliki 5.56 se lahko sklepa, da v
poglavju 4.2 izračunana parametra σf` in b pri utrujanju nad 106 obremenitvenih ciklov ne
ustrezata. Dobljen rezultat namiguje, da je pri sintranem jeklu možno doseči trajno dinamično
trdnost, kar se sklada tudi z MPIF standardom [6], v katerem so zapisane vrednosti trajne
dinamične trdnosti za 90 % delež brez porušitev v območju do 107 obremenitvenih ciklov pri
obremenitvenem razmerju R = -1 in frekvenci obremenjevanja 100 Hz. Po drugi strani pa
raziskave kažejo, da sintrana jekla kažejo časovno trdnosti tudi po 108 obremenitvenih
ciklih [62].

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 89 -
6 DISKUSIJA
V tem poglavju je zapisana diskusija o posameznih študijah znotraj opravljenih analiz v
poglavjih 4 in 5. Obravnavan je raztros podatkov, izračun upogibne trdnosti, študija ubiranja,
prelomne površine in primerjava mikrostrukture zobnikov iz različnih serij.
6.1 Raztros rezultatov
Že prvi preizkusi mehanskih lastnosti, opisani v poglavju 4.1.1, so nakazali precejšen raztros
mehanskih lastnosti obravnavanega sintranega jekla. Na sliki 4.5 je vidna precejšnja razlika
(cca. 50 MPa) v natezni trdnosti med posamezni preizkušanci tako sintranega, kot tudi po
sintranju kaljenega jekla. Precejšnja razlika, predvsem med zgolj sintranima preizkušancema,
je tudi v raztezku ob porušitvi, ki se v absolutni vrednosti razlikuje približno za 0,5 %,
oziroma 25 % relativne vrednosti. Prvi preizkusi pri statični obremenitvi so torej zgolj
nakazali mehanske lastnosti sintranega jekla pri statični obremenitvi.
Pri naslednjih mehanskih preizkusih pri statični obremenitvi je bilo preizkušenih več
preizkušancev ravno zaradi raztrosa podatkov. Zraven rezultatov, zapisanih v preglednici 4.4,
so zato v oklepajih zapisane še vrednosti standardnega odklona, kar omogoča boljše
razumevanje obravnavanega materiala.
Nadalje se je velik raztros pokazal tudi pri dinamičnih testiranjih. Čeprav pride tudi pri
natančno kontroliranih pogojih in identičnih obremenitvah do precejšnega raztrosa rezultatov
dinamičnih testiranj [14, 15], je ta pojav še toliko bolj izražen v sintranem jeklu [62]. Zaradi
raztrosa rezultatov dinamičnih testiranj je območje s 95 % verjetnostjo zloma zoba v korenu
široko približno en velikostni razred.
Precej velik raztros obravnavanega sintranega materiala se kaže tudi pri preizkusih
mehanike loma – predvsem v območju praga rasti razpoke. Iz grafov na slikah 4.31 in 4.32 je
razvidno, da je bil prag širjenja razpoke ΔKth za posamezne preizkušance precej različen, v
preglednici 4.10 pa so konservativno zapisane zgolj najmanjše izmerjene vrednosti.
Rezultati mehanskih lastnosti obravnavanega sintranega jekla imajo torej velik raztros,
ki je v glavnem posledica deleža poroznosti ter oblike in velikosti posameznih por. Četudi je
merjenje gostote dober način, kako ugotoviti povprečno gostoto posameznega kosa, ni

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 90 -
mogoče pričakovati, da bo lokalna gostota povsod po volumnu enaka izmerjeni. Čeprav je
mogoče lokalno gostoto določiti z numeričnimi postopki [100], je za izvedbo potrebno
natančno poznati materialne parametre numeričnega modela, ki opisuje stiskanje kovinskega
prahu. Zraven tega je potrebno upoštevati še spreminjajoč se koeficient trenja med kovinskim
prahom in stenami matrice, ki je glavni vzrok za neenakomerno gostoto končnih izdelkov. Če
se omenjeno trenje zanemari, je možno izračun porazdelitve gostote izvesti tudi
analitično [101].
6.2 Izračun upogibne trdnosti
Osnovo za izračun upogibne trdnosti predstavlja znana geometrija, ki je običajno dovolj dobro
definirana z digitalnim modelom, in znani materialni podatki; vsaj modul elastičnosti in
Poissonovo razmerje. Za izračun časovne trdnosti sta potreba še parametra Basquinove
enačbe, ali trajna dinamična trdnost materiala, če gre za izračun trajne dinamične upogibne
trdnosti obravnavanega zobnika.
Čeprav površinska hrapavost in obremenitveno razmerje bistveno vplivata na časovno
trdnost materiala pri utrujanju [14, 15], v izračunu nista posebej upoštevana. Preizkušanci so
bili namreč izdelani na enak način kot zobniki in med dinamičnim preizkušanjem
obremenjeni z utripno obremenitvijo, ki ustreza napetostnemu polju v korenu zoba zobnika.
V poglavju 5.1 je prikazan primer izračuna za zobnik iz kaljenega sintranega jekla, saj
zaradi nizkih trdot zgolj sintrano jeklo ni primerno gradivo za zobnike, kar je zelo nazorno
prikazano v poglavju 5.2.2. Primerjava med izračunom dobe trajanja in dejanskimi rezultati
testiranj kaljenih sintranih zobnikov je prikazana na diagramu na sliki 5.56.
6.3 Rezultati testiranj zobnikov
Razen nekaterih izjem je računski postopek za izračun dobe trajanja ustrezno podal velikostni
razred števila nihajev, ko bi naj prišlo do porušitve zaradi zloma zoba sintranega zobnika, kar
je nazorno prikazano na sliki 5.56.
Kot pričakovano, so zobniki K01 – K04 na spodnji meji izračunanega intervala, saj
toplotna obdelava ni bila ustrezna. Podrobna primerjava med zobom zobnika iz te serije in
zobom zobnika naslednje serije z ustrezno toplotno obdelavo je podana v poglavju 6.6.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 91 -
Preostali izstopajoč rezultat je iztek zobnika K13 bistveno izven izračunanega področja.
Najverjetnejši razlog za ta rezultat je povišana vrtilna frekvenca na 1200 min-1, zaradi katere
je bila frekvenca obremenjevanja posameznega zoba na zobniku 20 Hz. Preostali zobniki so
bili testirani na vrtilni frekvenci 800 min-1, kar ustreza frekvenci obremenjevanja
posameznega zobnika 13,33 Hz, ki je bližje frekvenci obremenjevanja med dinamičnim
testiranjem obravnavanega materiala, opisanem v poglavju 4.2.1, kjer je bila frekvenca
obremenjevanja 10 Hz.
6.4 Študija nihanja obremenitvenega momenta
Na grafih, ki prikazujejo obremenitveni moment glede na čas obremenjevanja sintranih
zobnikov v poglavju 5.2, je opazen relativno širok pas obremenitvenega momenta pri vseh
sintranih zobnikih. Kot je že bilo omenjeno v poglavju 5.2.2, je najverjetnejši vzrok
ekscentričnost zobnikov, ki zaradi zaprte mehanske zanke obremenitvenega momenta
povzroči nihanje v obremenitvi sintranega zobnika.
Med preizkušanjem zobnikov je bila izbrana prenizka frekvenca zajema podatkov iz
merilnikov za učinkovito študijo nihanja obremenitvenega momenta, saj je bilo v povprečju
zapisanih le 3,75 meritev na en obrat sintranega pastorka. Ker je merilna oprema omogočala
hitrost zapisovanja podatkov do 2400 Hz, je bil naknadno izveden še kratek test kaljenega
sintranega zobnika pri vrtilni frekvenci 800 min-1 z najvišjo frekvenco zapisovanja podatkov,
kar je omogočalo zapis 180 meritev ob enem obratu pastorka. V programu proizvajalca
merilnikov so bili podatki obdelani in pripravljeni za izvoz v program MS Excel.
Zaradi enostavnejše manipulacije s podatki v MS Excelu je bilo uvoženih zgolj 16 740
podatkovnih točk, kar ustreza času obremenjevanja 6,975 sekund. V tem času se je kaljeni
sintrani pastorek zavrtel 93-krat, zobnik pa 27-krat. Ker sta imela pastorek in zobnik odnosno
9 in 31 zob, pride v tem času 3-krat do ubira dveh istih zob.
Na sliki 6.1 je diagram, ki prikazuje nihanje obremenitve na kaljenem sintranem
pastorku v času obremenjevanja 6,975 sekund. Diagram je razdeljen na 3 enako dolge
intervale, v katerih poljubno izbrana zoba pastorka in zobnika prideta v ubiranje natanko
enkrat. Pričakovano je, da bo krivulja obremenitvenega momenta v posameznih intervalih z
dolžino 2,325 sekunde enaka, kar je tudi razvidno iz diagrama na sliki 6.1. Nadalje je
razvidno tudi, da je znotraj enega intervala 9 večjih nihajev, kar ravno ustreza znani vrtilni

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 92 -
frekvenci zobnika. Zraven večjih nihajev je opazno tudi večje število manjših nihajev, ki bi
glede na dolžino med posameznimi lepo vidnimi nihaji lahko ustrezali frekvenci pastorka.
Slika 6.1: Nihanje obremenitvenega momenta na pastorku
Ker sta vrtilni frekvenci pastorka in zobnika znani, se lahko zapišeta funkciji sinusnega
nihanja obremenitvenega momenta, ki je posledica ekscentričnosti središčne luknje glede na
kinematični krog ozobja. Funkciji sinusnega nihanja pastorka in zobnika sta zapisani v
enačbah 6.1 in 6.2. V enačbi 6.3 je zapisana predvidena funkcija nihanja, ki bi z ustreznimi
vrednostmi parametrov C1, C2, D1 in D2 opisala nihanje obremenitvenega momenta v
diagramu na sliki 6.1.
𝑓1 = 𝐶1 ∙ sin [2𝜋 ∙ 𝑡 ∙𝑛1
60 smin
∙𝑧1𝑧2+ 𝐷1] (6.1)
𝑓2 = 𝐶2 ∙ sin [2𝜋 ∙ 𝑡 ∙𝑛2
60 smin
+𝐷2] (6.2)
𝐹(𝑡) = 𝑓1 + 𝑓2 + 𝑇avg (6.3)
f1,2 [Nm] - sinusoida nihanja obremenitvenega momenta pastorka, zobnika
C1,2 [Nm] - amplituda nihanja obremenitvenega momenta pastorka, zobnika
D1,2 [ ] - fazni zamik nihanja obremenitvenega momenta pastorka, zobnika
t [s] - čas obremenjevanja
n1,2 [min-1] - vrtilna frekvenca pastorka, zobnika (n1 = 800 min-1)
z1,2 [ ] - število zob pastorka, zobnika (z1 = 9; z2 = 31)
Tavg [Nm] - povprečni obremenitveni moment (Tavg = 20,792 Nm)
19
20,792
0,000 2,325 4,650 6,975
Ob
rem
en
itve
ni m
om
en
t [N
m]
Čas obremenjevanja [s]
20,792
22,5
19,0
0,000 6,9754,6502,325

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 93 -
S poskušanjem so bile v programu MS Excel določene približne vrednosti parametrov
C1, C2, D1 in D2, ki so bile nato kot začetne vrednosti vnesene za iterativni izračun v
programu Wolfram Mathematica [86]. Končne izračunane vrednosti parametrov so zapisane v
preglednici 6.1.
Preglednica 6.1: Iterativno izračunane vrednosti parametrov C1, C2, D1 in D2
Parameter Vrednost
C1 0,185057 Nm
C2 1,08693 Nm
D1 4,86573
D2 1,18074
Izračunane vrednosti parametrov C1, C2, D1 in D2 so bile nato vstavljene v enačbi 6.1 in
6.2, ki sta bili v enačbi 6.3 prišteti k izračunanemu povprečnemu obremenitvenemu
momentu Tavg. Krivulja enačbe 6.3 s parametri iz preglednice 6.1 je skupaj z izmerjenim
nihanjem prikazana v diagramu na sliki 6.2.
Slika 6.2: Nihanja obremenitvenega momenta na pastorku (oranžna polna črta) in
matematično zapisano nihanje na pastorku (črna črtkana črta)
Kljub manjšim odstopanjem se lahko ugotovi, da je ekscentričnost zobnika glavni vzrok
relativno velikega nihanja obremenitvenega momenta, kar je razvidno iz visoke vrednosti
parametra C2. Potrebno je še upoštevati, da morebitna ekscentričnost zobnika v podpornem
ohišju prispeva k nihanju obremenitvenega momenta z enako frekvenco, kar v najslabšem
primeru pomeni, da se amplitudi nihanja seštejeta. Po drugi strani obstaja med omenjenima
zobnikoma fazni zamik, kjer se omenjeni amplitudi med seboj odštejeta.
19
20,792
0,000 2,325
Ob
rem
en
itve
ni m
om
en
t [N
m]
Čas obremenjevanja [s]
22,5
20,792
19,0
0,000 2,325

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 94 -
6.5 Prelomne površine na zobnikih
V poglavju 5.2.3 so zbrane slike vseh testiranih kaljenih zobnikov. V nekaterih primerih, ko je
prišlo do loma zoba, so bile opažene za sintrana gradiva neznačilne prelomne površine, ki so
prikazane na sliki 6.3 na primerih zobnikov K06, K07 in K08.
Slika 6.3: Prelomne površine na zobnikih K06, K07 in K08
Na sliki 6.4 je študija primera K07, kjer sta označena obremenjeni in neobremenjeni
zobni bok, iz česar se lahko ugotovi, kje na prelomu sta natezna in tlačna cona. Ker je
omenjena prelomna površina v tlačni coni, najverjetneje nastane v zadnji fazi preloma in zato
ni posledica utrujenostne rasti razpoke ali drgnjenja med morebitnim zapiranjem ustja
razpoke.
Slika 6.4: Študija preloma na zobniku K07
Slika 6.5 shematsko prikazuje mehanizem nastanka omenjenih prelomnih površin med
kritičnim obremenitvenim ciklom ob prelomu zoba. Na sliki 6.5 a je stanje na zobu brez
razpoke na začetku kritičnega obremenitvenega cikla. Slika 6.5 b prikazuje drugo fazo, ko se
kontaktna sila pomakne po zobnem boku vstran od korena zoba, kar povzroči kritično
povečanje napetosti v korenu zoba, zaradi katere se posamezne pore začnejo povezovati v
razpoko. Nastanek razpoke kritično poveča faktor intenzitete napetosti, kar povzroči prelom
večjega dela preseka v korenu zoba. Na sliki 6.5 c je tretja faza, ko je kontaktna sila blizu
zunanje točke enojnega ubiranja in je zaradi velikega kota vpadnega profila αn, kot med
kontaktno silo in simetralo zoba relativno majhen. Zaradi ekstremnega kota tlačna
Nepričakovana prelomna
površina v tlačni coni
Natezna
cona
Obremenjen
zobni bok Neobremenjen
zobni bok

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 95 -
komponenta napetosti ni več zanemarljiva in skoraj odpadli zob pritiska v preostali ligament.
Ko kontakta sila preide zunanjo točko enojnega ubiranja pride v ubiranje naslednji zob, zato
se velikost sile zmanjša, odlomljen zob pa zdrsne po prelomni površini, kot je shematsko
prikazano na sliki 6.5 d. Opisan mehanizem nastanka opaženih prelomnih površin je zgolj
domneva in ostaja predmet morebitnih nadaljnjih raziskav.
Slika 6.5: Mehanizem nastanka neznačilnih prelomnih površin
6.6 Primerjava mikrostrukture K03 in K14
Tekom preizkušanja mehanskih lastnosti pri statični obremenitvi obravnavanega sintranega
jekla v poglavju 4.1.2 je bilo ugotovljeno, da so bile mehanske lastnosti zaradi okvare peči
slabše kot v predhodni seriji v poglavju 4.1.1. Ker so bili zobniki K01 – K04 toplotno
obdelani skupaj s preizkušanci iz poglavja 4.1.2, niso imeli zadovoljivih mehanskih lastnosti
in so v primerjavi z ostalimi zobniki dosegli nižje število obremenitvenih ciklov, kar je
razvidno iz diagrama na sliki 5.56 v poglavju 5.2.4.
Izmed zobnikov prve serije je bil izbran zobnik K03, katerega mikrostruktura je bila
primerjana z mikrostrukturo zobnika K14, ki je pri bistveno večji obremenitvi vzdržal
podobno število obremenitvenih ciklov do porušitve. Iz preglednice 5.3 je razvidno, da je bil
zobnik K03 obremenjen s povprečnim momentom 28,9 Nm in dosegel približno 49 000
ciklov, medtem ko je zobnik K14 dosegel 43 000 ciklov s povprečnim momentom 38,3 Nm.
Na sliki 6.6 sta mikroskopska posnetka mikrostrukture zobnika K03 (zgoraj) in zobnika
K14 (spodaj), ki sta bila pripravljena na enak način kot je opisano v poglavju 4.3. Na prvi
pogled se zdi, da je v vzorcu K14 nekoliko večji delež martenzita, vendar je razlog za
temnejšo sliko nekoliko intenzivnejše jedkanje, delež martenzita pa je v obeh vzorcih
primerljiv. Opažene slabše materialne lastnosti zatorej niso posledica drugačne
mikrostrukture, ampak zaradi nekoliko slabše difuzije med delci, ki je posledica slabega
sintranja. Bodisi neustrezena čas ali temperatura sintranja, ali celo morebitna prisotnost kisika
v peči za sintranje.
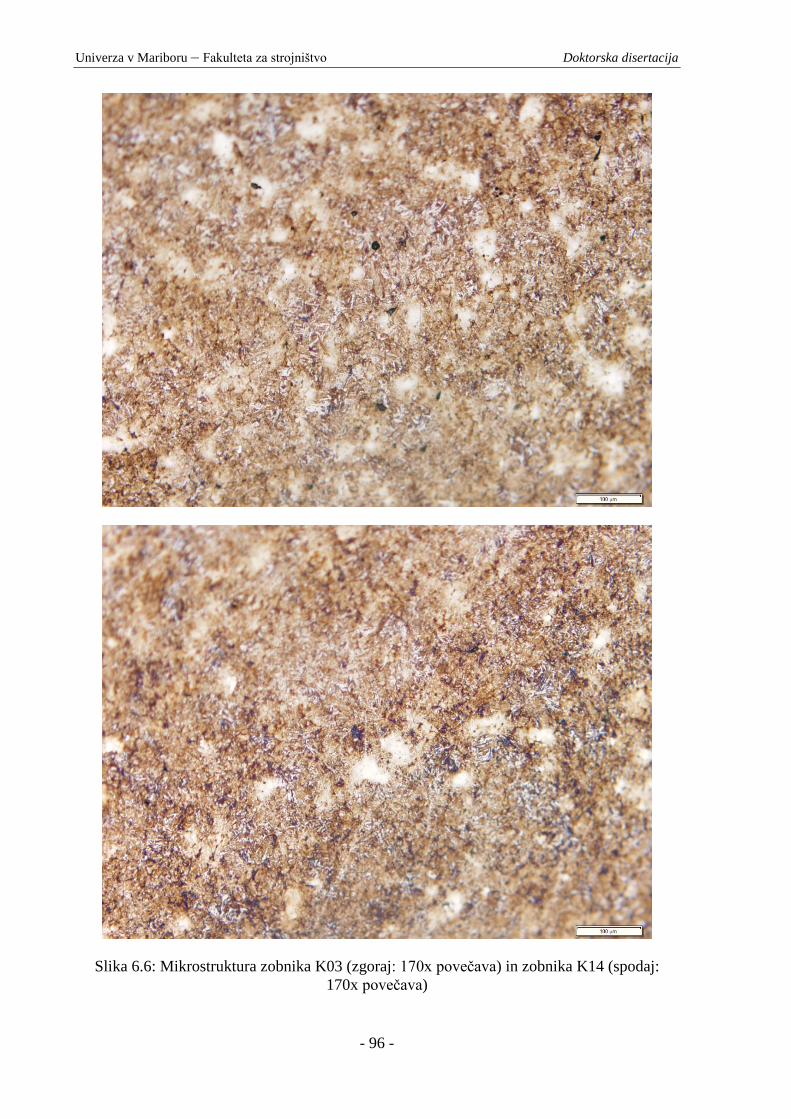
Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 96 -
Slika 6.6: Mikrostruktura zobnika K03 (zgoraj: 170x povečava) in zobnika K14 (spodaj:
170x povečava)

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 97 -
6.7 Upad obremenitvenega momenta
Kot je razvidno iz diagramov na slikah v poglavju 5.2.3, je bilo pri vseh kaljenih sintranih
zobnikih tekom preizkušanja opazovano konstantno in relativno počasno padanje
obremenitvenega momenta, ki je posledica obrabe na zobnih bokih zaradi visokih kontaktnih
tlakov in drsnega trenja. Čeprav je bila stopnja obrabe na nekaterih zobnikih vidna celo s
prostim očesom, ostaja tema za morebitno nadaljnje delo.
Zraven počasnega in enakomernega padanja momenta je bil opažen še nenaden padec
momenta v začetnih fazah obremenjevanja, ki je označen na primeru zobnika K17 na sliki 6.7.
Tak padec bi lahko bil posledica dviga temperature, kar bi lahko povzročilo povečan medosni
razmik in s tem padec obremenitvenega momenta. Vendar so bile tekom preizkušanja
posameznega zobnika tudi nekajurne prekinitve, zaradi katerih se je olje ohladilo na sobno
temperaturo, zato bi moral biti obremenitveni moment ob naslednjem zagonu nekoliko višji,
ampak se to ni zgodilo. Zatorej dvig temperature ni vzrok za nenaden padec momenta.
Slika 6.7: Na primeru zobnika K17 označen nenaden padec momenta
Možen vzrok za nenaden padec momenta bi lahko bilo zgoščevanje sintranega gradiva
na zobnih bokih [51, 57, 69, 73-75]. Ker so kontaktni tlaki med zobnimi boki dokaj visoki in
ker ima podporni zobnik bistveno večjo trdoto ter togost, obstaja možnost, da je na zobnih
bokih sintranega pastorka prišlo do valjanja in s tem tudi (vsaj do neke mere) utrditve
površine.
Nenaden padec
obremenitvenega
momenta

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 98 -

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 99 -
7 SKLEP
Glavni cilj doktorske disertacije je bil razvoj računskega modela za izračun upogibne trdnosti
sintranih zobnikov, s katerim bo mogoče napovedati dobo trajanja sintranega zobnika. Model
naj ob znani geometriji, obremenitvi in materialnih lastnosti omogoča izračun dobe trajanja na
velikostni razred natančno.
V ta namen so bile analizirane mehanske lastnosti izbranega sintranega gradiva, ki se
pogosto uporablja za izdelavo sintranih zobnikov. V poglavju 4 so predstavljene mehanske
lastnosti izbranega sintranega gradiva pri statični obremenitvi in odziv gradiva na dinamične
obremenitve. Analizirana je tudi mikrostruktura in odziv gradiva na zarezne učinke ter
prisotne razpoke. Ugotovljeno je bilo, da kaljenje izboljša natezno trdnost, vendar se zaradi
tega ustrezno zmanjša raztezek in posledično duktilnost, kar je bilo potrjeno z večjo udarno in
lomno žilavostjo zgolj sintranega gradiva. Vendar pa je bilo opaženo, da je hitrost
napredovanja fronte razpoke manjša v dodatno kaljenem sintranem gradivu. Posledično se
lahko sklepa, da je zgolj sintrano gradivo v primerjavi z dodatno kaljenim odpornejše na
udarne obremenitve, dodatno kaljeno sintrano gradivo pa se zaradi povečane trdnosti bolje
obnese pri enakomernih in ponavljajočih se obremenitvah.
Pridobljene materialne lastnosti so bile uporabljene za pripravo računskega modela, ki z
vnaprej znano verjetnostjo napoveduje dobo trajanja sintranih zobnikov in je na primeru
predstavljen v poglavju 5.1. Da bi se ugotovila ustreznost modela za preračun sintranih
zobnikov, je bilo zasnovano in izdelano modificirano preizkuševališče, na katerem so potekali
preizkusi sintranih zobnikov, opisani v poglavju 5.2. Ugotovljeno je bilo, da se rezultati
preizkusov dovolj dobro ujemajo z napovedanim intervalom, ki je bil izračunan z računskim
modelom.
V diskusiji so podrobneje naslovljena nekatera opažanja tekom doktorske disertacije.
Podrobneje je razložen raztros podatkov, naslovljena sta izračun upogibne trdnosti in rezultati
testiranj ter njuna dobra korelacija, ki potrjuje tezo doktorske disertacije. Ugotovljen je še
razlog za relativno veliko nihanje obremenitvenega momenta, opisane prelomne površine na
zobnikih, primerjana mikrostruktura različnih serij zobnikov in podan možen vzrok za
nenaden padec momenta po začetku preizkušanja.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 100 -
7.1 Doseženi izvirni znanstveni prispevki
V okvirju doktorske disertacije so bili doseženi izvirni znanstveni prispevki na področju
metalurgije prahov:
Vpliv naknadne toplotne obdelave na mehanske lastnosti pri statični in dinamični
obremenitvi obravnavanega sintranega gradiva [47].
Lastnosti obravnavanega sintranega gradiva pri utrujanju [48].
Izmerjeni parametri mehanike loma in ocenjena občutljivost sintranega gradiva na
zarezne učinke in prisotnost razpok.
Razvit računski model za izračun upogibne trdnosti sintranih zobnikov [95].
7.2 Predlogi za nadaljnje delo
Predlogi za nadaljnje delo so razdeljeni glede na področje; nadaljevanje raziskav materialnih
lastnosti, razvoj obstoječega FZG preizkuševališča in nadaljnje raziskave na področju
sintranih zobnikov.
7.2.1 Materialne lastnosti
Osnovne materialne lastnosti sintranih gradiv so v glavnem znane in zapisane v katalogih
proizvajalcev in v standardih. Navkljub temu je med proizvodnim procesom metalurgije
prahov toliko dejavnikov, ki vplivajo na gostoto in mikrostrukturo, da so potrebne konstantne
raziskave vpliva tako bolj očitnih dejavnikov (npr. delež maziva ali delež legirnih elementov),
kot tudi manj očitnih (npr. vpliv relativne vlažnosti zraka v prostoru med stiskanjem
kovinskih prahov).
Materialne lastnosti sintranih kovinskih prahov so močno odvisne od gostote, zato je v
industriji velika tendenca po razvoju načina za ugotavljanje porazdelitve gostote oz. lokalne
gostote, ki se lahko napove s pomočjo ustreznih numeričnih orodij pred stiskanjem [100] ali z
rentgensko analizo zelencev po stiskanju [102].
Ker gre pri ubiranju zobnikov na zobnih bokih za kombinacijo kotalnega in drsnega
trenja, bi bilo smiselno raziskave razširiti tudi na področje kotalnega kontaktnega utrujanja
kaljenih sintranih materialov.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 101 -
7.2.2 Razvoj FZG preizkuševališča
V okviru nastajanja doktorske disertacije je bilo zasnovano in izdelano preizkuševališče za
zobnike, ki omogoča osnovne preizkuse zobnikov, vendar ne izključuje vplivnih dejavnikov
kot sta temperatura in čistoča olja. Zatorej bi bilo potrebno k preizkuševališču dodati grelec in
filter olja ter namestiti še temperaturna tipala v ohišju s testnim zobnikom.
Potrebno bi bilo tudi zmanjšati nihanje obremenitvenega razmerja med preizkušanjem.
Možni rešitvi sta zmanjšanje tolerance centričnosti središčne luknje na podpornih in testnih
zobnikih ali ustrezni fazni zamik, opisan v diskusiji.
Pri krmilnem sistemu FZG preizkuševališča bi bilo potrebno narediti dodatno varovalo
za primer zloma zoba. Čeprav je na preizkuševališču varnostna sklopka, se lahko zgodi, da je
sunek preblag in se varnostna sklopka ne izklopi, kot se je zgodilo v primeru zobnika K09.
7.2.3 Dodatne raziskave sintranih zobnikov
Tekom preizkušanja je bila na zobnih bokih opažena obraba sintranega zobnika, vendar ni
bila posebej preučevana, ker preizkuševališče še ni imelo filtrirnega sistema, ki bi odstranil
med preizkušanjem odpadle delce. Z možnostjo filtriranja bi se odprle nove možnosti raziskav
na področju obrabe sintranih zobnikov, ki je verjetno bolj problematična kot zlom v korenu
zoba, saj so površinske trdote v primerjavi z običajnimi zobniki precej nizke.
Nadalje bi bilo zanimivo raziskati vpliv različnih ukrepov, ki bi naj povečali trdoto in s
tem izboljšali obrabo. Nekateri taki ukrepi so npr. povečevanje vsebnosti ogljika, direktno
kaljenje (ang. sinter hardening), karbonitracija, selektivno površinsko zgoščevanje, toplo
stiskanje, visokotemperaturno sintranje …

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 102 -

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 103 -
8 SEZNAM UPORABLJENIH VIROV
[1] European Powder Metallugy Association [svetovni splet]. Dostopno na WWW:
www.epma.com [15. 12. 2014].
[2] White Charles. History of powder metallurgy. ASM Handbook, (1998), 7, str. 3-8.
[3] Brian James W. High performance ferrous PM materials for automotive applications.
Metal Powder Report, (1991), 46(9), str. 26-32.
[4] PM Applications and Markets/Industries. [svetovni splet]. Metal Powder Industries
Federation. Dostopno na WWW: www.mpif.org [31. 5. 2014].
[5] A Flodin, C Brecher, C Gorgels, T Rothlingshofer, J Henser. Designing Powder Metal
Gears. Gear Solutions, (2011), august, str. 10.
[6] MPIF Standard 35. Material Standards for PM Structural Steel. Metal Powder
Industries Federation, Princeton, 2007.
[7] DIN 30910-4. Sintered metal materials – Sintered-material specifications - Part 4:
Materials for structural parts. Deutsches Institut für Normung, Berlin, 2010.
[8] DIN EN ISO 2740. Sintered metal materials, excluding hardmetals – Tensile test
pieces. Deutsches Institut für Normung, Berlin, 2001.
[9] ISO 6336. Calculation of load capacity of spur and helical gears. ISO - International
Standard Organization, Ženeva, Švica, 2006.
[10] DIN 3990. Calculation of load capacity of cylindrical gears; Calculation of tooth
strength. Deutsches Institut für Normung, Berlin, 1987.
[11] Flašker Jože, Glodež Srečko, Ren Zoran. Zobniška gonila. Ljubljana: Pasadena, 2010.
[12] AGMA 930-A05. Calculated Bending Load Capacity of Powder Metallurgy (P/M)
External Spur Gears. American Gear Manufacturers Association, Alexandria,
Virginia, 2005.
[13] Basquin O.H. The Exponential Law of Endurance Tests. Proceedings of American
Society for Testing Materials, (1910), 10, str. 625-630.
[14] Stephens R. I., Fatemi A., Stephens R. R., Fuchs H. O. Metal fatigue in engineering.
New York: John Wiley & Sons Inc., 2001.
[15] Glodež Srečko, Flašker Jože. Dimenzioniranje na življenjsko dobo: znanstvena
monografija. Maribor: Založništvo Fakultete za strojništvo, 2006.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 104 -
[16] Hibbitt, Karlsson, Sorensen. ABAQUS/Standard user's manual. Hibbitt, Karlsson &
Sorensen, 2001.
[17] Gibbs Josiah Willard. The scientific papers of JW Gibbs, vol. 1. New York: Dover,
1961.
[18] Heard DW, Donaldson IW, Bishop DP. Metallurgical assessment of a hypereutectic
aluminum–silicon P/M alloy. Journal of Materials Processing Technology, (2009),
209(18), str. 5902-5911.
[19] Sheasby JS. Powder Metallurgy of Iron-Aluminum. Powder Metall. Powder Technol.,
(1979), 15(4), str. 301-305.
[20] Jones William David. Fundamental principles of powder metallurgy. E. Arnold, 1960.
[21] Narasimhan KS. Sintering of powder mixtures and the growth of ferrous powder
metallurgy. Materials Chemistry and Physics, (2001), 67(1), str. 56-65.
[22] German Randall M. Powder metallurgy science. Metal Powder Industries Federation
Princeton, NJ, 1984.
[23] Lawley Alan. Atomization: the production of metal powders. Metal Powder Industries
Federation Princeton, NJ, 1992.
[24] Walraedt J. Coldstream process - A New Powder Production Equipment. International
Journal of Powder Metallurgy, (1970), 2(3), str. 77-80.
[25] German Randall M. Powder injection molding. Cambridge Univ Press, 1990.
[26] Kulkarni PA, Bradley MSA, Farnish RJ. Segregation of metal powders. in Euro PM
2005: Powder Metallurgy Congress and Exhibition. 2005. European Powder
Metallurgy Association (EPMA).
[27] Höganäs. [svetovni splet]. Dostopno na WWW: http://www.hoganas.com/ [6. 1. 2015]
[28] Ecka Granules. [svetovni splet]. Dostopno na WWW: http://www.ecka-granules.com/
[6. 1. 2015].
[29] Pometon Powder. [svetovni splet]. Dostopno na WWW: http://www.pometon.com/ [6.
1. 2015].
[30] Petrova A. M., Stepichev A. V. Effect of carbon on volume changes during the
sintering of an iron-chromiuim material. Powder Metallurgy and Metal Ceramics,
(1998), 37(5-6), str. 270-273.
[31] Khraisat W., Nyborg L. Effect of carbon and phosphorus addition on sintered density
and effect of carbon removal on mechanical properties of high density sintered steel.
Materials Science and Technology, (2004), 20(6), str. 705-710.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 105 -
[32] Kaysser WA, Huppmann WJ, Petzow G. Analysis of dimensional changes during
sintering of Fe-Cu. Powder Metallurgy, (1980), 23(2), str. 86-91.
[33] DORST Technologies GmbH & Co. KG. [svetovni splet]. Dostopno na WWW:
http://www.dorst.de/ [6. 1. 2015].
[34] Li YY, Ngai Tungwai Leo, Zhang DT, Long Yan, Xia Wei. Effect of die wall
lubrication on warm compaction powder metallurgy. Journal of Materials Processing
Technology, (2002), 129(1), str. 354-358.
[35] Kennard F. Cold isostatic pressing. ASM International, Engineered Materials
Handbook., (1991), 4, str. 147-152.
[36] Larker Hans T, Larker Richard. Hot isostatic pressing. Materials Science and
Technology, (1991).
[37] Candela N., Velasco F., Martinez M. A., Torralba J. M. Influence of microstructure on
mechanical properties of molybdenum alloyed P/M steels. Journal of Materials
Processing Technology, (2005), 168(3), str. 505-510.
[38] Predki W., Miltenovic A. Influence of Hardening on the Microstructure and the Wear
Capacity of Gears Made of Fe1.5Cr0.2Mo Sintered Steel. Science of Sintering, (2010),
42(2), str. 183-191.
[39] Hennessey C. W., Caley W. F., Kipouros G. J., Bishop D. P. Development of a PM
aluminum alloy: Effect of post-sinter cooling conditions. International Journal of
Powder Metallurgy, (2006), 42(6), str. 39-50.
[40] Pieczonka T., Kazior J., Szewczyk-Nykiel A., Hebda M., Nykiel M. Effect of
atmosphere on sintering of Alumix 431D powder. Powder Metallurgy, (2012), 55(5),
str. 354-360.
[41] Kuczynski George C. Self-diffusion in sintering of metallic particles. Transactions of
the American Institute of Mining and Metallurgical Engineers, (1949), 185, str. 169-
178.
[42] Cabrera N. Note on surface diffusion in sintering of metallic particles. Transactions of
the American Institute of Mining and Metallurgical Engineers, (1950), 188, str. 667-
668.
[43] Herring Conyers. Effect of change of scale on sintering phenomena. Journal of
Applied Physics, (1950), 21(4), str. 301-303.
[44] Schwed P. Surface Diffusion in Sintering of Spheres on Planes. J. Metals (NY),
(1951), 3.
[45] Bockstiegel Gerhard. On the Rate of Sintering. J. Metals, (1956), 8.
Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 106 -
[46] Deiss P. Finishing processes in powder metallurgy. Powder Metallurgy, (1989), 32(4),
str. 277-284.
[47] Šori Marko, Verlak Tomaž, Glodež Srečko. Heat Treatment Effects on Static and
Dynamic Mechanical Properties of Sintered SINT D30 Powder Metal. Key
Engineering Materials, (2014), 592, str. 643-646.
[48] Šori Marko, Šuštaršič Borivoj, Glodež Srecko. Fatigue properties of sintered DIN
SINT-D30 powder metal before and after heat treatment. Materiali in tehnologije,
(2014), 48(6), str. 837-840.
[49] Beiss P. Steam treatment of sintered parts. Powder Metallurgy, (1991), 34(3), str. 173-
177.
[50] O'Brien R. C. Fatigue properties of P/M materials. SAE transactions, (1989), 97, str.
77-86.
[51] Sonsino CM, Mueller F, Mueller R. The improvement of fatigue behaviour of sintered
steels by surface rolling. International Journal of Fatigue, (1992), 14(1), str. 3-13.
[52] Chernenkoff RA, Mocarski S, Yeager DA. Increased fatigue strength of powder
forged connecting rods by optimised shot peening. International Journal of Powder
Metallurgy, (1995), 38(3), str. 196-200.
[53] Saritas S, Dogan C, Varol R. Improvement of fatigue properties of PM steels by shot
peening. Powder Metallurgy, (1999), 42(2), str. 126-130.
[54] Boland C. D., Bishop D. P., Hexemer R. L., Donaldson I. W. Development of an
Aluminum Pm Alloy for "Press-Sinter-Size" Technology. International Journal of
Powder Metallurgy, (2011), 47(1), str. 39-48.
[55] Chekroud S., Bois N., Cizeron G. Study of Structural and Mechanical-Behavior of Pm
Aluminum Iron-Alloys Produced by Sinter-Forging. Revue De Metallurgie-Cahiers D
Informations Techniques, (1994), 91(5), str. 707-719.
[56] Eksi A., Veltl G., Petzoldt F., Lipp K., Sonsino C. M. Tensile and fatigue properties of
cold and warm compacted Alumix 431 alloy. Powder Metallurgy, (2004), 47(1), str.
60-64.
[57] Bengtsson Sven, Fordén Linnéa, Johansson Pernilla, Dizdar Senad. Rolling contact
fatigue tests of selectively densified materials. ADVANCES IN POWDER
METALLURGY AND PARTICULATE MATERIALS, (2001), (10), str. 10-71.
[58] Rutz Howard G, Graham Amie H, Davala Alan B. Sinter-hardening P/M steels.
Advances in Powder Metallurgy and Particulate Materials, (1997), 1, str. 8.
Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 107 -
[59] James W Brian. What is sinter-hardening. in Proceedings of International Conference
on Powder Metallurgy & Particulate Materials PM2TEC. 1998.
[60] Engstrom U. Evaluation of Sinter Hardening of Different P/M Materials. Advances in
Powder Metallurgy and Particulate Materials, (2000), 2(4/5), str. 5-147.
[61] Bocchini GF, Rivolta B, Silva G, Poggio E, Pinasco MR, Ienco MG. Microstructural
and mechanical characterisation of some sinter hardening alloys and comparisons with
heat treated PM steels. Powder metallurgy, (2004), 47(4), str. 343-351.
[62] Dlapka M., Danninger H., Gierl C., Klammer E., Weiss B., Khatibi G., Betzwar-Kotas
A. Fatigue Behaviour and Wear Resistance of Sinter-Hardening Steels. International
Journal of Powder Metallurgy, (2012), 48(5), str. 49-60.
[63] Polasik S. J., Williams J. J., Chawla N. Fatigue crack initiation and propagation of
binder-treated powder metallurgy steels. Metallurgical and Materials Transactions A,
(2002), 33(1), str. 73-81.
[64] Fordén Linnéa, Bengtsson Sven, Bergström Magnus. Comparison of high performance
PM gears manufactured by conventional and warm compaction and surface
densification. Powder metallurgy, (2005), 48(1), str. 10-12.
[65] Kabatova M., Dudrova E., Wronski A. S. Microcrack nucleation, growth, coalescence
and propagation in the fatigue failure of a powder metallurgy steel. Fatigue &
Fracture of Engineering Materials & Structures, (2009), 32(3), str. 214-222.
[66] Chawla N., Deng X. Microstructure and mechanical behavior of porous sintered steels.
Materials Science and Engineering: A, (2005), 390(1-2), str. 98-112.
[67] Danninger H., Spoljaric D., Weiss B. Microstructural features limiting the
performance of P/M steels. International Journal of Powder Metallurgy, (1997),
33(4), str. 43-53.
[68] Dorofeev Yu G., Baidala É S. Static strength of the teeth of powder metallurgy
planetary pinions for the Zhiguli automobile differential. Soviet Powder Metallurgy
and Metal Ceramics, (1985), 24(8), str. 644-647.
[69] Bengtsson Sven, Fordén Linnea, Dizdar Senad, Johansson Pernilla. Surface densified
P/M transmission gear. in World PM 2001. 2001. Ypsilanti, Michigan, USA.
[70] Lawcock Roger. Rolling Contact Fatigue of Surface Densified PM Gears. Gear
Solutions, (2006), (10), str. 28-43.
[71] Liu H. R., The Profile Calculation and the Best Fillet of Powder Metallurgical Gears,
in Frontier of Nanoscience and Technology, R. Chen, Editor. 2011, Trans Tech
Publications Ltd: Stafa-Zurich. str. 851-854.
Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 108 -
[72] Cedergren J., Melin S., Lidström P. Numerical investigation of Powder Metallurgy
manufactured gear wheels subjected to fatigue loading. Powder Technology, (2005),
160(3), str. 161-169.
[73] Koide Takao, Maemori Takatoshi, Takemasu Teruie, Miyachika Kouitsu, Namba
Chiaki. Effects of Rolling on Load Bearing Capacity of Sintered Metal Gears. in
ASME 2007 International Design Engineering Technical Conferences and Computers
and Information in Engineering Conference. 2007. American Society of Mechanical
Engineers.
[74] Koide T, Ishizuka I, Takemasu T, Miyachika K, Oda S. Load bearing capacity of
surface-rolled sintered metal gears. International Journal of Automation Technology,
(2008), 2(5), str. 334-340.
[75] Sigl Lorenz S, Rau Günter, Krehl Michael. Properties of surface densified P/M gears.
in SAE World Congress. 2005. Detroit, Michigan, USA.
[76] Li Yuan-yuan, Ngai Tungwai Leo, Xiao Zhi-yu, Zhang Da-tong, Chen Wei-ping.
Study on mechanical properties of warm compacted iron-base materials. Journal of
Central South University of Technology, (2002), 9(3), str. 154-158.
[77] Engström U. New High-Performance PM Applications by Warm Compaction of
Densmix Powders. in Euro PM 2000. 2000. München, Nemčija.
[78] Larsson Mats, Andersson Michael, Höganäs AB, Rauch Peter, Alvier AG.
Compaction of a Helical PM Transmission Gear. in World Congress PM2014. 2014.
Orlando.
[79] Iron Höganäs. Steel powders for sintered components. Höganäs AB, Švedska: 2002.
[80] Unior Kovaška industrija d.d. [svetovni splet]. Dostopno na WWW:
http://www.unior.si/ [16. 12. 2014].
[81] Peterson JE, Small WM. Evaluation of metal powders using Arnold density meter and
Hall flowmeter. Powder metallurgy, (1994), 37(1), str. 37-41.
[82] Danninger Herbert, Frauendienst Gerald, Streb Klaus-Dieter, Ratzi Raimund.
Dissolution of different graphite grades during sintering of PM steels. Materials
Chemistry and Physics, (2001), 67(1), str. 72-77.
[83] ISO 6507. Metallic Materials: Vickers hardness test. International Standard
Organization, Ženeva, Švica, 2008.
[84] Cimos d.d. [svetovni splet]. Dostopno na WWW: http://www.cimos.eu/ [19. 1. 2015].
[85] Gillespie LaRoux K. Deburring and edge finishing handbook. Society of
Manufacturing Engineers, 1999.
Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 109 -
[86] Wolfram Stephen. The MATHEMATICA® book, version 4. Cambridge university
press, 1999.
[87] Paris Paul C, Gomez Mario P, Anderson William E. A rational analytic theory of
fatigue. The trend in engineering, (1961), 13(1), str. 9-14.
[88] ASTM E 1820. Standard Test Method for Measurment of Fracture Toughness. ASTM
International, West Conshohocken, Pennsylvania, ZDA, 2001.
[89] Witt F. Joel. The equivalent energy method: An engineering approach to fracture.
Engineering Fracture Mechanics, (1981), 14(1), str. 171-187.
[90] Gerosa R, Rivolta B, Tavasci A, Silva G, Bergmark A. Crack initiation and
propagation in Chromium pre-alloyed PM-steel under cyclic loading. Engineering
Fracture Mechanics, (2008), 75(3), str. 750-759.
[91] Piotrowski George B, Deng Xin, Chawla Nikhilesh, Narasimhan Kalathur S, Marucci
Michael L. Fatigue-Crack Growth Of Fe-0. 85 Mo-2 Ni-01. 6 C Steels With A
Heterogeneous Microstructure. International Journal of Powder Metallurgy, (2005),
41(1), str. 31-41.
[92] Vojno-tehnični inštitut Beograd. [svetovni splet]. Dostopno na WWW:
http://www.vti.mod.gov.rs/ [8. 3. 2015].
[93] ISO 14556. Steel - Charpy V-notch pendulum impact test - Instrumented test method.
International Standard Organization, Ženeva, Švica, 2000.
[94] Drobne M, Vuherer Tomaž, Samardžić Ivan, Glodež S. Fatigue crack growth and
fracture mechanics analysis of a working roll surface layer material. Metalurgija,
(2014), 53(4), str. 481-484.
[95] Glodež Srečko, Šori Marko, Verlak Tomaž. A Computational Model for Bending
Fatigue Analyses of Sintered Gears. Journal of Mechanical Engineering, (2014),
60(10), str. 649-655.
[96] DIN ISO 14635. Zahnräder: FZG-Prüfverfahren. Deutsches Institut für Normung,
Berlin, 2005.
[97] Martin C. L. Elasticity, fracture and yielding of cold compacted metal powders.
Journal of the Mechanics and Physics of Solids, (2004), 52(8), str. 1691-1717.
[98] Glodež S, Šori M, Kramberger J. A statistical evaluation of micro‐crack initiation in
thermally cut structural elements. Fatigue & Fracture of Engineering Materials &
Structures, (2013), 36(12), str. 1298-1305.
[99] HBM. [svetovni splet]. Dostopno na WWW: http://www.hbm.com/ [18. 2. 2015].

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 110 -
[100] Šori Marko, Verlak Tomaž, Glodež Srečko. Numerical simulation of powder metal
compaction with Drucker-Prger cap model in a multi height component. in Euro PM
2013. 2013.
[101] Bocchini G. F., Canali A., Viganò M. Density Distribution of PM Parts with
Continuously Varying Compaction Thickness: Theoretical Evaluations and
Comparison with Practical Results. Euro PM 2014, (2014), str. 1-6.
[102] Bateni A, Parvin N, Ahmadi M. Density evaluation of powder metallurgy compacts
using in situ X-ray radiography. Powder Metallurgy, (2011), 54(4), str. 533-536.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 111 -
BIBLIOGRAFIJA
Marko Šori
Osebna bibliografija za obdobje 2011-2015
ČLANKI IN DRUGI SESTAVNI DELI
1.01 Izvirni znanstveni članek
1. ŠUŠTARŠIČ, Borivoj, MEDVED, Jože, GLODEŽ, Srečko, ŠORI, Marko, KOROŠEC,
Albert. DSC/TG of Al-based alloyed powders for p/m applications = DSC/TG prahov na
osnovi Al primernih za P/M uporabo. Materiali in tehnologije, ISSN 1580-2949. [Tiskana
izd.], jul.-avg. 2014, letn. 48, št. 4, str. 531-536. http://mit.imt.si/Revija/. [COBISS.SI-ID
18068246]
2. ŠORI, Marko, ŠUŠTARŠIČ, Borivoj, GLODEŽ, Srečko. Fatigue properties of sintered
DIN SINT-D30 powder metal before and after heat treatment = Lastnosti sintranega
kovinskega prahu DIN SINT-D30 pri utrujanju pred toplotno obdelavo in po njej. Materiali in
tehnologije, ISSN 1580-2949. [Tiskana izd.], 2014, letn. 48, št. 6, str. 837-840, tabele, graf.
prikazi. http://mit.imt.si/Revija/. [COBISS.SI-ID 21045512]
3. ŠORI, Marko, VERLAK, Tomaž, GLODEŽ, Srečko. Heat treatment effects on static and
dynamic mechanical properties of sintered SINT D30 powder metal. V: 7th International
Conference on Materials Structure & Micromechanics of Fracture (MSMF-7), July 1-3, 2013,
Brno, Czech Republic. ŠANDERA, Pavel (ur.). Materials structure & micromechanics of
fracture VII : selected, peer reviewed papers from the 7th International Conference on
Materials Structure & Micromechanics of Fracture (MSMF-7), July 1-3, 2013, Brno, Czech
Republic, (Key engineering materials, ISSN 1013-9826, vol. 592-593). Zurich: Trans Tech
Publications, cop. 2014, vol. 592-593, str. 643-646, doi:
10.4028/www.scientific.net/KEM.592-593.643. [COBISS.SI-ID 20328456]
tipologija 1.08 -> 1.01

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 112 -
4. GLODEŽ, Srečko, ŠORI, Marko, VERLAK, Tomaž. A computational model for bending
fatigue analyses of sintered gears. Strojniški vestnik, ISSN 0039-2480, Oct. 2014, vol. 60, no.
10, str. 649-655, ilustr., doi: 10.5545/sv-jme.2014.1791. [COBISS.SI-ID 13722907]
5. GLODEŽ, Srečko, ŠORI, Marko, KRAMBERGER, Janez. Prediction of micro-crack
initiation in high strength steels using Weibull distribution. V: CARPINTERI, Andrea (ur.).
Crack Paths 2012, (Engineering Fracture Mechanics, ISSN 0013-7944, Vol. 108 (Aug.
2013)). [S. l.]: Elsevier, cop. 2013, vol. 108, str. 263-274, graf. prikazi, doi:
10.1016/j.engfracmech.2013.02.015. [COBISS.SI-ID 16783638]
tipologija 1.08 -> 1.01
6. GLODEŽ, Srečko, ŠORI, Marko, KRAMBERGER, Janez. A statistical evaluation of
micro-crack initiation in thermally cut structural elements. Fatigue & fracture of engineering
materials & structures, ISSN 8756-758X, 2013, vol. 32, issue 12, str. 1298-1305, doi:
10.1111/ffe.12068. [COBISS.SI-ID 16878358]
1.04 Strokovni članek
7. ŠUŠTARŠIČ, Borivoj, GODEC, Matjaž, DONIK, Črtomir, PAULIN, Irena, GLODEŽ,
Srečko, ŠORI, Marko, RATEJ, Milan, JAVORNIK, Nada. The influence of the morphology
of iron powder particles on their compaction in an automatic die = Vpliv morfologije delcev
železovega prahu na njegovo sposobnost za avtomatsko enoosno stiskanje. Materiali in
tehnologije, ISSN 1580-2949. [Tiskana izd.], 2015, letn. 49, št. 2, str. 303-309, ilustr.
http://mit.imt.si/Revija/izvodi/mit152/sustarsic.pdf. [COBISS.SI-ID 1130666]
8. ŠUŠTARŠIČ, Borivoj, PAULIN, Irena, GODEC, Matjaž, GLODEŽ, Srečko, ŠORI,
Marko, FLAŠKER, Jože, KOROŠEC, Albert, KORES, Stanislav, ABRAMOVIĆ, Goran.
Morphological and microstructural features of Al-based alloyed powders for powder-
metallurgy applications = Morfološke in mikrostrukturne značilnosti kovinskih prahov na
osnovi aluminija za izdelavo izdelkov po postopkih metalurgije prahov. Materiali in
tehnologije, ISSN 1580-2949. [Tiskana izd.], maj-jun. 2014, letn. 48, št. 3, str. 439-450, ilustr.
http://mit.imt.si/Revija/. [COBISS.SI-ID 20584456]

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 113 -
1.08 Objavljeni znanstveni prispevek na konferenci
9. ŠORI, Marko, VUHERER, Tomaž, GLODEŽ, Srečko. Determination of fracture
mechanics parameters of SINT D30 sintered steel. V: Euro PM2014 proceedings, the
Messezentrum Salzburg, Austria, 21-24 September 2014. Shrewsbury: European Powder
Metallurgy Association, cop. 2014, str. 1-5, ilustr. [COBISS.SI-ID 20920072]
10. ŠORI, Marko, VERLAK, Tomaž, GLODEŽ, Srečko. Determination of bending strength
of sintered spur gear made of SINT D30 powder metal. V: International Gear conference 2014
: 26-28 August 2014, Lyon Villeurbanne, France : [conference proceedings]. Amsterdam
[etc.]: Woodhead Publishing, 2014, zv. 2, str. 681-688, ilustr. [COBISS.SI-ID 20904712]
11. ŠORI, Marko, VERLAK, Tomaž, GLODEŽ, Srečko. Numerical simulation of powder
metal compaction with Drucker-Prager cap model in a multi height component. V: Euro
PM2013 congress & exhibition : proceedings : 15-18 September 2013, Svenska Mässan, the
Swedish Exhibition and Congress Centre, Gothenburg, Sweden. Vol. 2. Shrewsbury:
European Powder Metallurgy Association, cop. 2013, str. 7-11, graf. prikazi. [COBISS.SI-ID
20099848]
12. ŠORI, Marko, GLODEŽ, Srečko, FEVŽER, Uroš. A statistical evaluation of micro-crack
initiation and growth in thermally cut structural elements. V: CARPINTERI, Andrea (ur.).
Proceedings of the 4th International conference on Crack paths (CP 2012), Gaeta (Italy), 19-
21 September, 2012. [Gaeta: s. n.], 2012, str. 457-464. [COBISS.SI-ID 19473160]
1.12 Objavljeni povzetek znanstvenega prispevka na konferenci
13. ŠUŠTARŠIČ, Borivoj, GODEC, Matjaž, GLODEŽ, Srečko, ŠORI, Marko, RATEJ,
Mitja, JAVORNIK, Nada. The influence of iron powder particles morphology on its ability
for automatic die compaction. V: 22. mednarodna konferenca o materialih in tehnologijah,
20.-22. oktober 2014, Portorož, Slovenija. GODEC, Matjaž (ur.), et al. Program in knjiga
povzetkov = Program and book of abstracts. Ljubljana: Inštitut za kovinske materiale in
tehnologije, 2014, str. 227. [COBISS.SI-ID 18251030]
14. VERLAK, Tomaž, ŠORI, Marko, GLODEŽ, Srečko. Numerical simulation of compaction
process of sintered double height gears. V: 22. mednarodna konferenca o materialih in
tehnologijah, 20.-22. oktober 2014, Portorož, Slovenija. GODEC, Matjaž (ur.), et al. Program
in knjiga povzetkov = Program and book of abstracts. Ljubljana: Inštitut za kovinske
materiale in tehnologije, 2014, str. 243. [COBISS.SI-ID 20911368]

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 114 -
15. ŠORI, Marko, VERLAK, Tomaž, GLODEŽ, Srečko. Heat treatment effects on static and
dynamic mechanical properties of sintered SINT D30 powder metal. V: 7th International
Conference on Materials Structure & Micromechanics of Fracture, MSMF7, Brno, Czech
Republic, July 1-3, 2013. ŠANDERA, Pavel (ur.). Abstract booklet. Brno: Brno University of
Technology, cop. 2013, str. 154. [COBISS.SI-ID 19974408]
16. ŠORI, Marko, ŠUŠTARŠIČ, Borivoj, GLODEŽ, Srečko. Fatigue properties of sintered
powder metal DIN SINT D-30 before and after heat treatment. V: 21. Mednarodna konferenca
o materialih in tehnologijah, 13.-15. november 2013, Portorož = 21st International
Conference on Materials and Technology, 13-15 November 2013, Portorož, Slovenia.
GODEC, Matjaž (ur.), et al. Program in knjiga povzetkov = Program and book of abstracts.
Ljubljana: Inštitut za kovinske materiale in tehnologije, 2013, str. 172.
http://icmt21.imt.si/fileadmin/dokumenti/21._konferenca/Book_of_Abstracts_21_ICM_T.pdf.
[COBISS.SI-ID 17326870]
17. ŠUŠTARŠIČ, Borivoj, PAULIN, Irena, GODEC, Miha, GLODEŽ, Srečko, ŠORI, Marko,
FLAŠKER, Jože, KOROŠEC, Albert. Morphological and microstructural features of Al-
based alloyed powders for powder metallurgy applications. V: 21. Mednarodna konferenca o
materialih in tehnologijah, 13.-15. november 2013, Portorož = 21st International Conference
on Materials and Technology, 13-15 November 2013, Portorož, Slovenia. GODEC, Matjaž
(ur.), et al. Program in knjiga povzetkov = Program and book of abstracts. Ljubljana: Inštitut
za kovinske materiale in tehnologije, 2013, str. 183.
http://icmt21.imt.si/fileadmin/dokumenti/21._konferenca/Book_of_Abstracts_21_ICM_T.pdf.
[COBISS.SI-ID 17327126]
18. ŠUŠTARŠIČ, Borivoj, MEDVED, Jože, GLODEŽ, Srečko, ŠORI, Marko, KOROŠEC,
Albert. DSC/TG of Al-based powder for P/M applications. V: 21. Mednarodna konferenca o
materialih in tehnologijah, 13.-15. november 2013, Portorož = 21st International Conference
on Materials and Technology, 13-15 November 2013, Portorož, Slovenia. GODEC, Matjaž
(ur.), et al. Program in knjiga povzetkov = Program and book of abstracts. Ljubljana: Inštitut
za kovinske materiale in tehnologije, 2013, str. 184.
http://icmt21.imt.si/fileadmin/dokumenti/21._konferenca/Book_of_Abstracts_21_ICM_T.pdf.
[COBISS.SI-ID 17327894]

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 115 -
19. ŠORI, Marko, GLODEŽ, Srečko, FEVŽER, Uroš. Determination of micro-crack initiation
and growth in thermally cut structural components. V: Fifth International Conference on
Engineering Failure Analysis, Hilton Hotel, The Hague, The Netherlands, 1-4 July 2012.
ICEFA V : abstract. [S. l.]: Elsevier, 2012, [1] str. [COBISS.SI-ID 19258888]
MONOGRAFIJE IN DRUGA ZAKLJUČENA DELA
2.11 Diplomsko delo
20. ŠORI, Marko. Dimenzioniranje polžnega gonila za pogon sledilnika sonca : diplomsko
delo univerzitetnega študijskega programa Strojništvo. Maribor: [M. Šori], 2011. XIV, 73 f.,
ilustr. http://dkum.uni-mb.si/IzpisGradiva.php?id=19725. [COBISS.SI-ID 15447062]
2.13 Elaborat, predštudija, študija
21. GLODEŽ, Srečko, ŠORI, Marko, GÖNCZ, Péter. Določitev nosilnosti vijačnih zvez
HSX-1, HSX-2 in HSX-3. Maribor: Fakulteta za strojništvo, Laboratorij za vrednotenje
konstrukcij, Inštitut za konstrukterstvo in oblikovanje, 2013. 15 str., graf. prikazi.
[COBISS.SI-ID 17190422]
22. GLODEŽ, Srečko, ŠORI, Marko. Kontrolni geometrijski izračuni reduktorjev i=1365 in
i=1820. Maribor: Fakulteta za strojništvo, Laboratorij za vrednotenje konstrukcij, Inštitut za
konstrukterstvo in oblikovanje, 2013. 14 str., graf. prikazi. [COBISS.SI-ID 17188886]
23. GLODEŽ, Srečko, ŠORI, Marko. Merjenje medosnih razdalj reduktorjev i=1365 in
i=1820. Maribor: Fakulteta za strojništvo, Laboratorij za vrednotenje konstrukcij, Inštitut za
konstrukterstvo in oblikovanje, 2013. 4 str., graf. prikazi. [COBISS.SI-ID 17189398]
Izpis bibliografskih enot: vse bibliografske enote
Izbrani format bibliografske enote: ISO 690
Vir bibliografskih zapisov: Vzajemna baza podatkov COBISS.SI/COBIB.SI, 25. 5. 2015

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 116 -

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 117 -
ŽIVLJENJEPIS
OSEBNI PODATKI
Ime in priimek: MARKO ŠORI
Izobrazba: univerzitetni diplomirani inženir strojništva
Datum in kraj rojstva: 3. 9. 1987, Ptuj
Državljanstvo: Slovensko
Naslov: Mihovce 58, 2326 Cirkovce, Slovenija
IZOBRAŽEVANJE
2011 – 2015 podiplomski (direktni doktorski) študij
Fakulteta za strojništvo, Univerza v Mariboru
2006 – 2011 dodiplomski (univerzitetni) študij
Fakulteta za strojništvo, Univerza v Mariboru
2002 – 2006 gimnazijski maturant
Gimnazija Ptuj
DELOVNE IZKUŠNJE
2011 – 2015 mladi raziskovalec
Fakulteta za naravoslovje in matematiko, Univerza v Mariboru
RAČUNALNIŠKA ZNANJA
Microsoft Office, KISSsoft, SolidWorks, Catia V5, Corel Draw,
Wolfram Mathematica, Simulia Abaqus
TUJI JEZIKI
angleščina: aktivno
nemščina: pasivno
RAZNO
2002 – 2011 Zoisov štipendist
2010 – 2012 Sodelovanje na projektu Formula Student


UNIVERZA V MARIBORU
FAKULTETA ZA STROJNIŠTVO
IZJAVA DOKTORSKEGA KANDIDATA
Podpisani Marko ŠORI, vpisna številka S3000351
izjavljam,
da je doktorska disertacija z naslovom: Računski model za ugotavljanje upogibne trdnosti
sintranih zobnikov
rezultat lastnega raziskovalnega dela,
da predložena disertacija v celoti ali v delih ni bila predložena za pridobitev
kakršnekoli izobrazbe po študijskem programu druge fakultete ali univerze,
da so rezultati korektno navedeni in
da nisem kršil-a avtorskih pravic in intelektualne lastnine drugih.
Maribor, 24. 06. 2015 Podpis: ___________________________



















