-
Sugar Technology Reviews, 14 (1988) 207-274 Elsevier Science
Publishers B.V., Amsterdam - Printed in The Netherlands
RECENT TRENDS IN THE USE OF ION EXCHANGE IN THE SUGAR
INDUSTRY
Xavier Lancrenon" and Daniel Herve""
CONTENTS
11. Progress Made in Recent Years,209 A. Resin
Characteristics,209 B. Ion Exchange Process, Engineering and
Equipment,211 C. Ion Exchange Plant Control,218 D. Ion Exchange and
Waste Waters,220 E . Integration of Ion Exchange in the Process,
223
111. Principal Industrial Applications for Ion Exchange in the
Sugar Industry, 232 A. Deliming (Beet Sugar Factory),232 B.
Nonsugar Removal from Different Streams of a Beet Sugar Factory,243
C. Production of Liquid Sugar without Preliminary Crystallization,
256 D. Other Well-Established Ion Exchange Processes Used in the
Sugar
Industry, 258
Summary, 271 (in Spanish, 274 )
References, 272
I. INTRODUCTION
The purpose of this article is not to explain the principle of
ion ex-
change and recount the history of its application in the sugar
industry. An
excellent and very comprehensive review of Landi and ~antovani,'
published in
1975, provides a good basis for understanding the ion exchange
principle, as
well as a chronology of its use in the beet sugar industry from
1941 to the
mid-seventies.
We will discuss here the trends observed in the industry over
the last
ten years or so.
Our discussion will be limited to the so-called "conventional"
sugar in-
dustry. We would be remiss, however, if we failed to mention
that during this
same '75-'85 period a new sugar industry emerged,L one with an
impressive growth
rate in the United States: the manufacture of high fructose corn
syrup by the
*Applexion S.A., 15700 Lathrop Avenue, Harvey, Illinois 60426,
USA. **Applexion S.A., 3 avenue de la Mauldre, 78680 Epone,
France.
-
corn refiners. This industry presently produces more than 40% of
all the
sweeteners consumed in the United States, and at the heart of
their manufactur-
ing process we find the latest enzymatic and ion exchange
technologies. In
reading this review one should keep in mind that this young
industry of high
fructose corn syrups has created a market for ion exchange
resins which is now
far greater (in terms of resin volume consumption) than the
volume of resin
presently consumed by the conventional sugar industry.
The sugar industry (and we will henceforth be speaking of the
conven-
tional sugar industry) now faces a great challenge--one which
will determine
its future existence: how to decrease production costs and
increase sugar re-
covery in order to remain competitive with the new high fructose
corn syrup
industry.
One answer, and to a large degree the most significant, is ion
exchange.
Ion exchange is now used by most of the world's important sugar
producers
To present ion exchange in the sugar industry as a new
technology--pio-
neered by small, specially-funded groups which experiment with
new, unproven
technologies--is a gross misrepresentation. The fact is, ion
exchange is now
the Intelligent choice of most progressive companies, who use
this unit opera-
tion for separation very profitably in their sugar process, when
dictated by
their particular market and the current economic situation.
When used wisely, ion exchange can significantly improve the
profit margin
of the sugar manufacturer. Most successful sugar manufacturers
in the Western
world use it extensively. Increased profits through the use of
ion exchange
are, however, seldom publicized. This is probably mainly because
ion exchange
is not used by every sugar manufacturer, and, in a market where
competition is
keener than ever, the deciding factor between two competing
companies could di-
rectly relate to the use of ion exchange.
The increased profits enjoyed by those in the sugar industry
employing
ion exchange processes confirm the progress made in this area in
the last decade.
This progress is reflected in
- better resin characteristics, I
- better ion exchange engineering, I - better plant control, I -
inclusion of waste water treatment in the ion exchange process
(when
required), and
- optimum integration of the ion exchange system in the general
factory process--which generates indirect, supplementary savings to
further enhance global factory economics.
The principal industrial applications for ion exchange in the
sugar in-
dustry today are:
- thin juice deliming (beet sugar industry)
-
- nonsugar removal from b e e t t h i n j u i c e l t h i c k ju
i ce / low g reen syrup/ molasses (bee t suga r i n d u s t r y
)
- l i q u i d suga r p roduc t ion from t h i c k j u i c e (bee
t suga r i n d u s t r y ) - Quentin p roces s (bee t sugar i n d u
s t r y )
- d e c o l o r i z a t i o n of f i n e l i q u o r s (cane and
b e e t sugar r e f i n e r i e s )
11. PROGRESS MADE I N RECENT YEARS
A . Res in C h a r a c t e r i s t i c s
1. Macro re t i cu l a r* Resins
Developed i n e a r l y 1960 by Rohm and H a a ~ , ~ t h e m a c
r o r e t i c u l a r r e s i n s
have, wi thout a doubt , had a profound e f f e c t on t h e p
rog res s of i o n exchange
i n t h e suga r i n d u s t r y . P roces ses which p rev ious
ly used g e l type r e s i n s were
upgraded by us ing t h i s new range of p roduc t s a v a i l a
b l e on t h e market .
One of t h e main r ea sons f o r t h e succes s of t h e s e r
e s i n s i s t h e i r excel -
l e n t p h y s i c a l s t a b i l i t y , which a l lows f o r
a t t r i t i o n r e s i s t a n c e under cond i t i ons
of h igh f low r a t e and s e v e r e osmot ic shock. This i s
p a r t i c u l a r l y impor tant
i n p roces ses where, du r ing t h e same c y c l e , suga r sy
rups a t h igh Br ix and ve ry
d i l u t e water s o l u t i o n s a r e passed s u c c e s s i
v e l y through a r e s i n bed: Gry l lu s
p roces s , d e c o l o r i z a t i o n of f i n e l i q u o r ,
Quentin p roces s , e t c .
Another r ea son f o r t h e i r u s e i s t h a t they a r e p
a r t i c u l a r l y e f f i c i e n t i n
t h e removal of c o l l o i d a l and h igh molecular weight
subs t ances ( e . g . , product ion
of l i q u i d suga r s from cane molasses)
More r e c e n t l y , t h e development of a complete range of
m a c r o r e t i c u l a r ad-
so rben t r e s i n s opened a new avenue i n t h e d e c o l o
r i z a t i o n of sugar s o l u t i o n s .
These adsorbent r e s i n s have been used by t h e b e e t suga
r i n d u s t r y f o r s e v e r a l
y e a r s now i n t h e p roduc t ion of l i q u i d suga r from
t h i c k j u i c e .
2. A c r y l i c Res ins
Po lys ty rene type r e s i n s have been used i n t h e suga r
i n d u s t r y f o r y e a r s ,
f o r a l l a p p l i c a t i o n s .
S p e c i a l a p p l i c a t i o n s have now been developed f
o r t h e a c r y l i c type r e s i n s ,
s i g n i f i c a n t l y improving t h e economics of t he p
roces ses i nvo lved . For example,
we have
(1) t h e use of a c r y l i c anion exchange r e s i n s f o r
t he demine ra l i za t ion of
t h i n j u i c e i n t h e b e e t suga r i n d u s t r y ,
1
(2) t h e use of a c r y l i c , s t r o n g an ion exchange r e
s i n s i n t he c h l o r i d e form
f o r t h e d e c o l o r i z a t i o n of f i n e l i q u o r s
i n t he suga r refiner^,^ and
* The term "macro re t i cu l a r " , i n t roduced by Rohm and
Haas Company, c h a r a c t e r i z e s t h e p h y s i c a l pore
s t r u c t u r e of t h i s new type of i o n exchange r e s i n
and poly- mer ic adso rben t . I n a d s o r p t i o n terminology,
m a c r o r e t i c u l a r r e f e r s t o pores of a d iameter l
a r g e r t han 400 angst roms.
-
( 3 ) the use of acrylic, weak cation exchange resins5 for the
final af-
fination of liquid sucrose in mixed-bed ion exchangers.
For each of these cases acrylic resin offers a different
advantage:
For (1) - High capacity nonsugar removal.
For (2) - High capacity decolorization, and excellent yield in
regenera-
t ion.
For (3) - Low acidity, avoiding the production of invert
sugar.
3. Improvement in Capacity of Polystyrenic Macroreticular
Anion
Exchangers
For the demineralization of beet sugar products, acrylic
weak-base resins,
due to their higher nonsugar removal capacity, are often
preferred to the poly-
styrenic weak-base resins.
The resin manufacturers have endeavored to provide new,
high-capacity,
macroreticular, polystyrenic weak-base resins for the
demineralization of sugar
products.6 This has been mainly in response to the demands of
the corn refining
industry, which has always preferred polystyrenic resins over
the acrylic resins.
Presently, high-capacity, weak-base acrylic, and high-capacity,
weak-base poly-
choice of acrylic or polystyrenic resin is based more on factors
such as regen-
eration efficiency, physical stability, resin life, the product
treated, etc.
styrenic resins give very similar results in terms of nonsugar
removal. The
1 Ion exchange resins come in granular and spherical forms. The
spherical
form is presently the most popular due to its superior hydraulic
characteristics.
Most ion exchange resins are supplied as spherical beads having
a diameter be-
tween 0.2 and 1.2 mm, with 90% of the beads within t 20% of the
mean bead size. Dow Chemical company7 recently introduced what they
term "monosphere"
resins, the resin beads being within + 10% of the mean bead
size. This bead size, they claim, is "tailored" to the customer's
requirements. This latest
improvement will mainly affect the hydraulic characteristics of
the resin.
I
5. Reproducibility of Resin
In industrial use, different batches of the same brand-name
resin some-
times display differences in resin behavior which cannot always
be attributed
to operating differences in the ion exchange plant.8 Small
differences in the
resin manufacturing process itself can in fact affect the
properties of the
resin. This is extremely difficult to detect early in resin
life, since the
rinsing properties or physical characteristics (bead moisture,
bead breakage,
etc.) can only be judged after many cycles. Part of the progress
achieved in
resin characteristics is, therefore, in the standardization and
better control
-
of resin manufacture in order to ensure perfect reproduction
from one batch
of resin to another.
6. Outlook: New Products for Decolorization or Demineralization
of
Sugar
(a) Powdered Resins
Although the subject under discussion here is the use of resin
beads
i which can be saturated and regenerated in ion exchange
reactors, we must not
overlook the recent use in the sugar industry of powdered
resins--mainly for
7 decolorization of concentrated syrups9--which act in the same
way as powdered
activated carbon and can be used in conjunction with the
filtration process for i
I these syrups. I 1
(b) Mineral Resins
I The term "ion exchange resins" is very often considered as
calling
i for organic polymeric compounds, in exactly the same way as
the membranes were ~ assimilated in organic compounds. Today,
research is being carried on using I I mineral porous beads1' as
raw material for the production of ion exchange resins.
This follows the same trend observed in membrane technology with
the recent de-
velopment of mineral membranes.
Concluding this chapter on the progress made in resin
manufacture, it can be
stated unequivocally that the commercial resins now available
have improved
characteristics, compared with those produced ten to fifteen
years ago. This
means that the processes using resins are now more economical
because of im-
proved resin performance and extended resin life. In certain
cases, the use
in the sugar industry of new types of resin (such as the
strong-base acrylic
resins) has been a real technological breakthrough.
B. Ion Exchange Process, Engineering and Equipment
As is the case with most technologies, ion exchange is in
perpetual
evolution as a result of the work being continually carried on
for the purpose
of improving the process, the engineering, and the
equipment.
We will not go into detail here with regard to the different
technologies
being applied, but rather summarize briefly the recent trends,
as well as the
guidelines being followed.
L P r o c e s s Considerations
(a) Continuous System Versus Fixed-Bed
Between 1960 and 1975 intensive efforts were made by
innovative
process designers 11'12 to promote the "universal" continuous
system, where
resins are moved continuously, countercurrent to the different
fluids they en-
counter. While the theory is very attractive, most of these
systems have ulti-
mately proven unsuccessful.
-
Experience shows that for ion exchange technology, as is true
for
other technologies, there is no universal system. Furthermore,
here, the
simple solution is the ultimate answer: It is easier to move the
different
fluid streams through the resin beads.
More than 95% of the industrial-scale ion exchange plants
using
resin in today's sugar industry are of the so-called fixed-bed
type, where
the resin is placed in a fixed reactor, where all the operations
of a cycle
take place (sweetening-on/off, regeneration, rinsing, etc.). The
only sequence
where resin can sometimes be moved out of the reactor is the
backwashing se-
quence.
It is important to consider the progress made in the design of
these
fixed-bed systems--which can be any of a variety of designs,
depending on the
resin used and the type of application involved.
A word about the use of fixed beds as a "discontinuous"
process
technology: Ion exchange is discontinuous in principle due to
its sequential
characteristic, the resin being submitted to different
operations in a method-
ical, sequential order. The fixed-bed technology is particularly
well adapted
to this sequential characteristic. This does not mean, however,
that a proper
arrangement of fixed-bed reactors cannot fit perfectly into a
continuous process.
This is especially true today, in light of the progress made in
automatic con-
trol.
(b) Use of Reagents for Resin Regeneration
In most cases, the use of ion exchange systems in the sugar
industry
requires reagents for the regeneration of the resins. The cost
of these re-
agents is always an important consideration in the decision to
install an ion
exchange system. Therefore, the process designer takes into
account the reagent
consumption in the conception of his ion exchange system design.
Based on this
consideration, the evolution of the process has tended to
concentrate on:
- Minimization of reagent consumption.
- Recovery of reagents for marketing in another form (such as
fertilizer).
- Recycling of reagents. - Complete elimination of reagents.
(i) Minimization of Reagent Consumption
Considerable progress has been made in recent years in
minimiz-
ing the consumption of reagents. A decisive step in this
progress has been the
systematic use of countercurrent regeneration in the design of
ion exchangers--
particularly those using strong cation or strong anion resins.
When applied,
this allows savings of up to 40% of the normal amount of reagent
required in
the cocurrent regeneration of these types of resin. 13
-
(ii) Recovery of Reagents for Marketing in Another Form
Another way to minimize the cost of reagent consumption is
to
recover the reagents after regeneration to sell in another
form.
For example: In the thin juice demineralization using the
H-OH
form of the resins, sulfuric acid and ammonia used for the
regeneration of the
resins can be sold as fertilizer, when combined with potassium
extracted from
the thin juice. 14
(iii)
Efforts have been made to design systems which recover
reagents
through the use of other unit operations, such as distillation.
The systems use
reagents which are sufficiently volatile to be recovered in this
manner, such as
ammonium carbonate. 15
It does not appear that a real industrial breakthrough has
been
achieved in this area, although an industrial plant has run for
several cam-
paigns at the Enns factory (Austria) using this principle.
Recently, laboratory tests and pilot studies, with ammonium
bicar-
bonate as the regenerant, have been conducted using the same
principle 1 6 3 1 7 to
seek better regeneration techniques.
(iv) Eliminating the Use of External Reagent
Some processes have been developed which eliminate totally
the
use of external reagents for resin regeneration. The most
well-known of these
processes is the Gryllus. 18' l9 In this process, thick juice or
low green syrup
is used for the regeneration of the resins after their
exhaustion. The conven-
tional deliming system uses brine, an external reagent, for the
same purpose.
The Gryllus process is a clever technique for totally
eliminat-
ing the use of external regenerant by employing in the process
one of the beet
sugar factory's internal syrup streams for the purpose of
regeneration.
Another example of a process which does not consume reagents
is
the ion exclusion process, based on the chromatographic
separation of sugar and
nonsugar. This has been developed on an industrial scale for the
purification
of beet molasses.20 It should be noted, however, that before
this process is
initiated, a complete softening of the molasses must be
accomplished. This
softening consumes reagents (NaC1 or HC1, or NaOH).
Needless to say, in the process design, reagent cost is not
the
only factor to be considered in the economic evaluation.
In comparing a process using reagents with a process assumed
to
not use reagents, it is important to consider the entire
process, including
both pre-treatment and post-treatment. The cost for these
auxiliary treatments
can be very high, not only in reagents and energy, but also in
sugar losses.
-
It w i l l be i n t e r e s t i n g t o f o l l o w t h e f u t
u r e of two nonsugar r e -
moval t echno log ie s i n t h e bee t suga r i n d u s t r y :
i o n e x c l u s i o n f o r t h e t r ea tmen t
of bee t molasses v e r s u s i o n exchange f o r t h e t r ea
tmen t of t h i n j u i c e s and t h i c k
j u i c e s
( c ) Problems of Product I n t e r m i x t u r e
E f f o r t s have a l s o been made i n r e c e n t y e a r s t
o dec rease product
intermixture--which c r e a t e s r e c y c l e
problems--through improved p roces s des ign .
When us ing s o l u t i o n s of d i f f e r e n t d e n s i t i
e s i n t h e i o n exchange r e a c t o r s , t h e
i d e a i s t o r e s p e c t t h e n a t u r a l o r d e r of i
n t r o d u c t i o n of p roduc t s i n t h e r e -
ac to r . ' l For example: A lower d e n s i t y s o l u t i o n
would be in t roduced i n downflow,
i f i t i s i n t roduced i n t h e system a f t e r a heavy d e
n s i t y s o l u t i o n .
Using downflow o r upflow sys tems, depending on t h e d e n s i
t y of t h e
product , i s no longe r a d i f f i c u l t eng inee r ing
problem. Designs a r e now much
more f l e x i b l e i n t h i s r ega rd . As a r e s u l t , t
h e d i l u t i o n e f f e c t , o r sweetwater
p roduc t ion , i s b e t t e r c o n t r o l l e d , t hus r
ende r ing t h e i o n exchange process more
a t t r a c t i v e t han i n t h e p a s t .
2. Engineer ing Cons ide ra t ions
( a ) S i z ing of Reactors
One of t h e r u l e s i n des ign ing fixed-bed columns i s t o
end up wi th a
r e s i n bed which a l lows enough c o n t a c t t ime f o r t
h e i o n exchange r e a c t i o n , a s
w e l l a s smooth hand l ing of t h e r e s i n du r ing t h e
run (no exces s ive p r e s s u r e drop,
space f o r t h e r e s i n t o s w e l l , e t c . ) , and a
smooth r e g e n e r a t i o n (backwashing pos-
s i b i l i t i e s f o r a r e s i n expansion of up t o 50% o
r more of i t s compacted volume).
There have been no major breakthroughs h e r e .
Usua l ly , t h e i o n exchangers a r e made of c y l i n d r i
c a l r e a c t o r s conta in-
i n g beds of r e s i n having a bed dep th of 0 . 7 t o 2 m. I
n c e r t a i n c a s e s , i n o rde r
t o a l l ow t h e r e s i n t o s w e l l , t h e r e a c t o r
s have a c o n i c a l shape .
Due t o t h e more e x t e n s i v e use of i o n exchange r e s
i n s , t h e r e i s now a
demand f o r l a r g e r i o n exchange r e a c t o r s t han i
n t h e p a s t . With a l a r g e volume
r e a c t o r , s p e c i a l eng inee r ing f e a t u r e s
must be i nco rpo ra t ed . The c o n s t r u c t i o n
of p re s su r i zed v e s s e l s i n a workshop i s l i m i t
e d by t h e maximum a l lowab le diam-
e t e r f o r t r a n s p o r t i n g t h e v e s s e l from t h
e workshop t o t h e f a c t o r y . As the bed
depth r equ i r ed f o r smooth o p e r a t i o n i n a s i n g
l e bed of r e s i n i s a l s o l i m i t e d ,
one can see t h a t t h e r e a r e r e s t r i c t i o n s t o
cons ide r i n t h e c o n s t r u c t i o n of
s i n g l e c e l l systems. It i s t h e r e s p o n s i b i l
i t y of t h e i o n exchange s p e c i a l i s t
t o dec ide i f , f o r t h e volume of r e s i n cons ide red ,
a s i n g l e c e l l o r m u l t i p l e
c e l l system i s r e q u i r e d .
The l a r g e r t h e i on exchange r e a c t o r , t h e l a r
g e r t h e s u r f a c e a r e a
f o r t he d i s t r i b u t i o n and c o l l e c t i o n of t
h e f l u i d s passed through t h e r e a c t o r .
-
i n g c h a r a c t e r i s t i c s of t h e r e s i n i n t h e
p roces s , and t h e r e q u i r e d volume of
The re fo re , s p e c i a l c a r e must be t aken t o a s s u
r e t h a t t h e r e i s a homogeneous
d i s t r i b u t i o n of f l u i d s through t h e r e a c t o
r .
(b) Decompression and Backwashing of t h e Resins
S p e c i a l mention should be made of t h e backwashing p o s
s i b i l i t i e s of
a r e s i n bed i n a r e a c t o r , s i n c e t h i s i s one
of t h e key f a c t o r s i n good regenera-
t i o n .
Convent ional ly , backwashing i s made a t t h e conclus ion of
every c y c l e
t o v e r i f y
(1 ) t h e e l i m i n a t i o n of suspended s o l i d s s t i
l l p r e sen t i n t h e product and
which have been f i l t e r e d by t h e r e s i n bed du r ing
t h e running pe r iod ;
( 2 ) t h e e l i m i n a t i o n of r e s i n f i n e s c r e a
t e d by r e s i n a t t r i t i o n and which
should n o t be allowed t o accumulate i n t h e r e s i n bed;
and
(3) t h e t o t a l s w e l l i n g of t h e r e s i n , making
c e r t a i n t h a t no p a r t of t h e
bed remains compacted--which could c r e a t e premature r e s i
n a t t r i t i o n
and p o s s i b l e channel ing , w i t h p r e f e r e n t i a
l passages f o r t h e f l u i d s .
Depending on t h e "c leanness" of t h e product t o be t r e a
t e d , t h e swel l -
r e s i n f o r t h e a p p l i c a t i o n , t h e above t h r
e e r e q u i s i t e s can be accomplished--
e i t h e r t o g e t h e r o r separa te ly--dur ing t h e
backwashing of t h e r e s i n . For ex-
ample: For an upflow p roces s des ign t h e r e s i n w i l l r
i s e t o t h e t o p of t h e r e -
a c t o r du r ing t h e run and mig ra t e t o t h e bottom of
t h e r e a c t o r du r ing t h e down-
f low r e g e n e r a t i o n . Res in decompaction w i l l a u
t o m a t i c a l l y occur when advancing
from t h e run t o t h e r e g e n e r a t i o n , making
backwashing a t every c y c l e unnecessary ,
i f t h e product t r e a t e d i s c l e a n and t h e r e s i
n i s i n good c o n d i t i o n . The back-
washing dev ice is des igned acco rd ing ly .
Th i s p a r t i c u l a r example shows t h e type of p rog res
s ach ievab le w i th
a good unders tanding of t h e t r u e f u n c t i o n of t h e
backwashing o p e r a t i o n .
Fewer backwashings can mean cons ide rab le s av ings i n wa te
r .
( c ) Countercurrent Regenera t ion
Even wi thou t a " r evo lu t ion" i n i o n exchange
technology, t h e p re sen t
e x t e n s i v e use of coun te rcu r r en t r e g e n e r a t
i o n i s c e r t a i n l y one of t h e most pro-
g r e s s i v e s t e p s made i n i o n exchange technology.
Cocurrent r e g e n e r a t i o n is no
longe r j u s t i f i ed - - a long wi th t h e b u i l d i n g
of i o n exchange p l a n t s u s ing s t r o n g
an ion r e s i n s r egene ra t ed wi th NaOH o r s t r o n g c
a t i o n r e s i n s r egene ra t ed wi th
hydroch lo r i c o r s u l f u r i c a c i d .
Even i f t h e coun te rcu r r en t r e g e n e r a t i o n r e
q u i r e s a s l i g h t l y h ighe r
c a p i t a l c o s t inves tment , t h i s i s ve ry qu ick ly
recovered through sav ings i n r e -
agen t consumption.
When u s i n g t h i s technology i t i s impor tant t o make s
u r e t h a t t h e
bed of r e s i n is p rope r ly packed. I f t h e r e g e n e r
a t i o n i s made i n upflow, t h e
-
r e s i n should never be f l u i d i z e d . Each eng inee r
ing group has i t s method f o r ac-
complishing t h i s . Regardless of how t h i s i s achieved,
proper bed packing w i l l
ensure t h e e f f i c i e n c y of t h e r e g e n e r a t i o
n .
(d) Upflow Design
I n speaking of t h e p rog res s made i n eng inee r ing des
ign , a word should
be s a i d r ega rd ing t h e cho ice of upflow des ign where t
h e r e a r e i n t e r m i x t u r e prob-
lems o r where t h e d e n s i t y of t h e r e s i n is lower t
han t h a t of t h e product t o be
t r e a t e d . For example: I n t h e t r ea tmen t of sy rups
a t 60% t o t a l s o l i d s o r more,
t h e r e s i n may f l o a t i n t h e sy rup . I n such c a s
e s , t h e downflow system does n o t
guarantee good packing of t h e r e s i n bed.
S ince t h e concept ion of upflow des ign no longe r p r e s e
n t s a problem,
t h e engineer now has t h e choice of upflow o r downflow,
depending on t h e process
requirement . This l ends much more f l e x i b i l i t y t o i
o n exchange technology.
The upflow des ign i s now much more v i s i b l e i n i n d u s
t r y . The Bayer
Company has c o n t r i b u t e d g r e a t l y t o t h i s
phenomenon. 22,23
3.Equipment Cons ide ra t ions
( a ) P re s su r i zed Vesse l s
Ion exchange r e a c t o r s a r e u s u a l l y p r e s s u r i
z e d v e s s e l s , e s p e c i a l l y
t hose f o r l a r g e i n d u s t r i a l p l a n t s . The c u
r r e n t range of p r e s s u r e v a r i e s between
3 and 10 b a r s , depending on t h e a p p l i c a t i o n .
Pas s ing sy rups o r o t h e r v i scous
p roduc t s through i o n exchange r e a c t o r s ( a s i s t h
e ca se w i th t h e suga r i n d u s t r y )
makes i t neces sa ry t o apply p r e s s u r e t o t h e s e f
l u i d s . Care must be taken t o
c o n t r o l t h e p r e s s u r e drop through t h e r e s i n
beds. I t i s impor t an t t o avoid a
b i g p re s su re d rop through t h e r e s i n bed. Depending
on t h e r e s i n s , a p r e s s u r e
drop of 0 .2 t o 2 b a r s i s w i t h i n t h e a c c e p t a b
l e l i m i t .
(b) Rubber Lining
While d i scuss ing the p rog res s made i n i o n exchange
technology, i t i s I impor tant t o p o i n t out a t t h e same
time c e r t a i n s t a t e - o f - t h e - a r t f e a t u r e s
which
have been improved on, but n o t r a d i c a l l y changed.
Rubber l i n i n g i s one such
f e a t u r e , A t t h i s s t a g e of t h e technology, no b
e t t e r p r o t e c t i o n a g a i n s t corro-
s i v e products and r eagen t s has been found than rubbe r - l
i n ing t h e r e a c t o r s .
Rubber l i n i n g i s w e l l adapted t o t h e s t a t i c
shape of t h e i o n exchange p l a n t and
t h e u s u a l range of tempera ture and p roduc t s t r e a t
e d . I t p r e s e n t l y has no eco-
nomical e q u i v a l e n t , i n s o f a r a s r e s i s t a n
c e t o c o r r o s i o n from d i l u t e d a c i d s , such
a s hydroch lo r i c o r s u l f u r i c a c i d , o r t h e o
rgan ic a c i d s o f t e n p re sen t i n t h e
p roduc t s be ing t r e a t e d . Improvements i n rubber l i n
i n g s have been made s p e c i f -
i c a l l y f o r t h e food and sweeteners i n d u s t r i e s
, t o meet FDA and USDA r e q u i r e -
ments.
-
( c ) D i s t r i b u t i o n System
An impor tant p a r t of t h e i o n exchange r e a c t o r i s
t h e dev ice f o r
d i s t r i b u t i n g and c o l l e c t i n g t h e d i f f e
r e n t f l u i d s passed through t h e r e s i n .
There a r e two main types of equipment p r e s e n t l y i n u
se :
(1 ) D i s t r i b u t i o n P la t fo rms
These a r e p l a t fo rms wi th numerous p e r f o r a t i o n
s . Each ho le i s
equipped wi th a s p e c i a l nozz l e which a l lows on ly t h
e f l u i d t o pass
through, n o t t h e r e s i n . P l a t fo rms a r e used when
t h e r e s i n bed must
be suppor ted by them o r compacted a g a i n s t them. When us
ing t h e
p l a t fo rm a t e i t h e r ex t r emi ty of t h e r e a c t o
r , t h e d i s t r i b u t i o n of
t he f l u i d s i s made on t h e s i d e of t h e p l a t fo
rm where t h e r e s i n is
n o t p r e s e n t . The un i fo rmi ty of d i s t r i b u t i
o n a c r o s s t h e r e a c t o r i s
ensured by t h e i n d i v i d u a l nozz l e s be ing p laced a
t measured i n t e r -
v a l s .
Network of Tubular Screens
Another method f o r d i s t r i b u t i n g and c o l l e c t i
n g f l u i d s i s by t h e u se
of a network of s p e c i a l t u b u l a r s c r e e n s p l
aced a c r o s s t h e r e a c t o r
and connected t o a c e n t r a l c o l l e c t o r . The s c r
e e n s a r e s l o t t e d , a l -
lowing t h e f l u i d t o pas s through and l e a v e t h e r e
s i n behind. This
system is now widely used i n t h e i n d u s t r y and i s p a
r t i c u l a r l y w e l l
s u i t e d t o mixed-bed technology, o r coun te rcu r r en t
technology, where
i t i s neces sa ry t o have t h e d i s t r i b u t i o n
system p laced i n s i d e t h e
l o a d of r e s i n .
Regardless of t h e system used, p l a t fo rm o r t u b u l a r
s c r e e n , i t i s
ve ry impor tant t h a t t h e system be suppor ted by t h e
proper mechanica l dev ice t o
w i ths t and t h e f o r c e s exe r t ed w i t h i n t h e r e
a c t o r . These f o r c e s a r e due t o
- -pressure drop through t h e r e s i n bed, and
- -swel l ing of t h e r e s i n , which can r e s u l t i n i n
t e n s e p r e s s u r e
a g a i n s t t h e d i s t r i b u t i o n system, e s p e c i
a l l y i f t h i s system i s
l o c a t e d i n s i d e t h e r e s i n bed.
Typ ica l m a t e r i a l s of c o n s t r u c t i o n f o r t h
e nozz l e s and sc reens a r e
polypropylene o r s t a i n l e s s s t e e l . The s t a i n l
e s s s t e e l i s more s u i t a b l e f o r t h e
s c reens due t o i t s mechanical c h a r a c t e r i s t i c s
, but s p e c i a l c a r e must be taken
due t o p o s s i b l e c o r r o s i o n problems.
(d) Valves
Valves a r e an i n t r i n s i c p a r t of i o n exchange
technology, s i n c e t h i s
technology uses so many d i f f e r e n t t ypes of f l u i d s
which must be i n t roduced i n t o
t h e system and c o l l e c t e d from i t , one a f t e r t h
e o t h e r .
-
Each fluid is controlled by one or several valves at the inlet
and
outlet of the reactor--particularly when using automatic
systems, which is now
generally the case. Depending on its complexity and the process
in use, an ion
exchange plant in the sugar industry may include anywhere from
thirty to three
hundred automatic valves.
The reliability of these valves is essential to the successful
oper-
ation of the ion exchange plant. Needless to say, their proper
maintenance is
an important factor.
Until recently, the most popular valve in use in an ion
exchange
plant was the diaphragm type valve, rubber lined or not,
depending on the flu-
ids. Recent improvements in the "tightness" of the butterfly
valve make it an
interesting alternative to the diaphragm valve, particularly for
diameters over
150 mm.
C. Ion Exchange Plant Control
In the development of ion exchange in the sugar industry, one
very ob-
vious advancement is in plant control.
Most plants installed before the seventies were manual plants.
These
had limited instrumentation and were controlled only by the
skill of the oper-
ator. These operators could not be employed in other jobs in the
factory and,
too, each operator had his own individual method of operation.
This limited
the ion exchange possibilities to relatively simple processes,
such as deliming
of thin juice, for example, where the number of valves and
fluids to be con-
trolled was not excessive.
The limits for the manually controlled ion exchange plant in the
sugar
industry were probably reached with the demineralization of thin
juice, where
the short cycle means that at least three sets of cation and
anion exchangers
must be used for continuous operation--two in regeneration while
the third is
in operation. The success of such a plant was entirely dependent
upon the oper-
ator's skill. The possibilities for human error were such that
the manually-
operated plant could not be considered absolutely reliable.
One recent industrial application of ion exchange technology in
the sugar
industry is the production of high quality liquid sucrose from
thick juice,
without using crystalli~ation.~~ This most essential progress
for the sucrose
industry would not have been possible without automatic plant
control and reli-
able instrumentation.
1. Control Instruments
In the past, the ion exchange plant was often controlled by the
factory's
laboratory, whose duty it was to determine the end of the
cycles, or give the
operators the main parameters for the regeneration.
)
-
This control still exists today, but only as a check for the
automatic
controls. For example: The cycle of a demineralization train is
fixed to a
certain volume of product being treated. This is controlled by
measurement
of the feed flow of the incoming product, by means of an
electromagnetic flow-
meter, and calculating therefrom the exact volume passed through
the system,
until a certain preselected amount is reached. When this
preselected volume
is reached, the plant automatically starts the next
sequence.
In order not to rely solely on a volume controller, there are
additional
controls to check the quality of the product emerging. In the
case of a de-
mineralization train, the continual measurement of pH and
conductivity of the
f outgoing product will trigger an alarm if there is a quality
problem, calling
I this to the operator's attention--and, if necessary, stop the
plant.
Progress such as this in instrument control has made the ion
exchange pro-
cess much more reliable and easier to operate.
I One principle applied in today's ion exchange unit is that of
relying on
1 the actual volume passed through the system during each
sequence, rather than
the time elapsed, as was done in the past. The control panels of
these plants,
therefore, include a number of volume counters, whereas before
there were timer
controls.
Summarizing the different levels of control in the modern ion
exchange
unit, the general rule would be:
Level 1 Control through preselected volume.
Level 2 On-line quality control by specific sensors
(pH, conductivity, color, etc.).
i Level 3 Laboratory control. (Level 1 is the routine control,
Level 2 the alarm control, and
Level 3 the optimization control.)
In certain cases, there are no existing, or at least no
reliable, on-line
controls. For example: For the control of calcium removal in a
deliming plant
there is at present no on-line sensor. In this case, only Level
1 and Level 3
apply. The setting for Level 1 is determined by the analysis
made at Level 3.
2. Automatic Sequence Control
The instrumentation allows the operator to control the flow,
volume and
characteristics of the product passed through the ion exchange
system in one
sequence and to stop that sequence when desired. Passing from
one sequence to
the next (opening/closing of specific valves, and
starting/stopping of specific
pumps, etc.) is controlled by an automated device. In early ion
exchange tech-
nology this was done manually.
-
There were several stages of improvement in sequence control
between
the sixties and eighties. The beginning of automation was in the
use of pneu-
matic systems for opening and closing the pneumatic valves
individually from a
control panel. This relieved the operator of the responsibility
of doing this
manually. Further improvement came about in the form of a
"combined" valve
control for a simultaneous opening and closing of the
appropriate valves for
a sequence. This was accomplished by means of pre-engineered
mechanical de-
vices which allowed air distribution to the valves in a
predefined order. It,
however, had the disadvantage of being a very rigid arrangement
which did not
make allowance for changes in the established sequence. Then, in
the seventies,
came the use of electrically activated solenoid valves for the
control of the
pneumatic valves. Sequence programming could be arranged by
means of a diode
matrix, assigning to each sequence the necessary valves and
pumps. This had
the advantage of flexibility, since the sequence programming
could be easily
changed by simply removing and resetting the removable
diodes.
Next to arrive on the scene, at the end of the seventies, were
the pro-
grammable controllers, using microprocessors. This is the latest
stage in the
development of this technology, and it represents total control
of the sequen-
tial operations of an ion exchange plant. The programmable
controller system
offers the required flexibility, with absolute reliability, and
it can be con-
nected to computers which monitor the overall operation of the
factory.
This relatively recent progress in control of ion exchange
through auto-
mation has, without a doubt, been a decisive factor in the
extended use of this
unit operation in the sugar industry. Also, automation of the
control system
has made the industry less inclined to opt for the continuous
process over the
fixed-bed, since the problems previously associated with fixed
beds for con-
tinuous processes have been resolved.
D. Ion Exchange and Waste Waters
Waste water was not a sensitive issue, either in the sugar
industry or
in ion exchange, until the seventies. Since then, governmental
pressure and
the energy crisis have caused this to become a major problem,
not only for en-
vironmental reasons, but also for economic reasons, as it was
discovered that
reducing wastes has a tremendous impact on the utilities
consumption of a fac-
tory.
As is the case with other unit operations, ion exchange can no
longer
be considered on the basis of only its own input and output of
utilities and
wastes, but rather viewed as part of an integrated system which
includes the
necessary pretreatment of utilities and post-treatment of
wastes. Imaginative
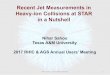
engineering has brought about considerable improvement in this
area. In most
cases, this has meant savings in dollars for the factory. (See
Figure No. 1.)
-
EVOLUTION OF THE UNIT OPERATION CONCEPT I N RECENT YEARS
OUTPUT OUTPUT
I AFTER I INPUT (NATURAL ENVIRONMENT)
POST-TREATMENT w 4 PRETREATMENT
t OUTPUT (NATURAL ENV IRONMENT)
NOW, MUCH MORE THAN I N THE PAST, EACH UNIT OPERATION OF A
PROCESS I S CONSIDERED FOR ALL PRE- AND POST-TREATMENTS I T
GENERATES, RATHER THAN FOR ITSELF ALONE.
PRETREATMENT
UNIT OPERATI ON
-
FIGURE NO. I
PR0CES5w
-
1. Water Consumption in Regeneration
Due to the cost of water, one of the first priorities was to
decrease
water consumption in resin regeneration. For example: In a
conventional de-
liming plant regenerated with lime, it was possible by
recovering the water
used for the final rinse of resins after regeneration and
reusing it at the
following regeneration--for purposes such as backwashing, brine
dilution, or
first rinse--to decrease water consumption by five bed volumes
(from 11 to 6
bed volumes). This decreased water consumption, and thereby
effluent volume,
by 45%. 2 5
In another case, the systematic recovery or recycling of water
used for
the regeneration of the resins in a thin juice demineralization
plant resulted
in an increase in effluent concentration from 3%-4% total solids
to 7.5%-8.5%
total solids. The evaporation of these effluents represented a
considerable
saving in energy.
2. Treatment of Effluents from the Ion Exchange System - Most of
the ion exchange systems used in the sugar industry have now
been studied for possible treatment of their effluents. An
outstanding example
is in the concentration of effluents from demineralization or
ion exclusion.
The existing demineralization plants for removal of nonsugar
from thin
juice by H-OH demineralization, or the removal of nonsugar from
molasses by
ion exclusion, are equipped with specific effluent treatment
systems which use
concentration and crystallization. In the case of H-OH
demineralization, the
effluents are concentrated and crystallized for the production
of two co-prod-
ucts: a fertilizer, which combines the potassium of the nonsugar
with the sul-
fates and ammonium ions coming from the regenerants; and an
organic compound,
rich in proteinic substances, which can be used as livestock
feed or used to
enrich the pulp in amino acids. 14
The effluents of an ion exclusion plant are usually concentrated
to give
a residual molasses with a purity of 20%, which can, for
example, still be sold
as molasses for livestock feed.
Another effort has been in the treatment of effluents from ion
exchange
decolorization plants which use brine as a reagent. In this area
there have as
yet been no industrial plants equipped with such treatment
facilities--probably
due to the fact that most of such sugar refineries are located
near the sea and
do not face great pressure from the populace or authorities for
discharging
salty effluents to this environment. There are, however,
processes which oxi-
dize the brine,26 or separate the coloring material from brine
by membranes, 27
which will certainly be applied to such treatment in the
future.
-
3. Waste-free P roces ses
There a l s o e x i s t s i n t h e suga r i n d u s t r y t h e
p o s s i b i l i t y of t o t a l l y
e l i m i n a t i n g t h e e f f l u e n t s t r eam from an i
o n exchange p roces s , t h u s obv ia t ing
t h e problem of e f f l u e n t t r ea tmen t . The b e s t
example of t h i s i s u se of t h e
Gry l lu s p roces s28 i n sugar j u i c e del iming, where t h
e r egene ran t and r i n s i n g
f l u i d s a r e t h i c k j u i c e o r low green sy rups and
t h i n j u i c e . I n t h i s ca se ,
t h e r e i s no water i n p u t and, t h e r e f o r e , no e f
f l u e n t i s c r e a t e d . The Gry l lu s
p roces s w i l l be d i scussed i n d e t a i l i n t h e chap
te r cover ing s p e c i f i c p roces ses .
Another i n t e r e s t i n g endeavor i n t h i s f i e l d i s
proposed by A s s a l i n i 2 9
f o r t h e r e g e n e r a t i o n of t h e Quentin c a t i o n
exchange r e s i n s u s ing Quentin mo-
l a s s e s ( r i c h i n magnesium), which would avoid t h e p
roduc t ion of waste water
i n a manner s i m i l a r t o t h e G r y l l u s p roces s
E. INTEGRATION OF I O N EXCHANGE I N THE PROCESS
More than any o t h e r u n i t o p e r a t i o n of s e p a r a
t i o n , i o n exchange i n t h e
suga r i n d u s t r y should be cons ide red n o t only f o r i
t s d i r e c t e f f e c t , but a l s o
t h e i n d i r e c t e f f e c t s of i t s presence i n t h e
p roces s . These i n d i r e c t e f f e c t s
have, i n f a c t , proven i n many c a s e s t o be t h e r ea
son f o r t h e succes s o r f a i l u r e
of a p l a n t .
1. Example 1: I n t e g r a t i o n of Deliming i n a Beet Sugar
Fac to ry
The d i r e c t e f f e c t of a de l iming p l a n t i s t h e
e l i m i n a t i o n of ca lc ium from
t h e t h i n j u i c e i n o r d e r t o dec rease f o u l i n
g of t he evapora to r s .
Deliming p l a n t s have f o r y e a r s been running w i t h a
b r i n e r e g e n e r a t i o n
system copied from t h e conven t iona l wa te r sof teners- -wi
th t h e fo l lowing d i r e c t
e f f e c t s :
-- Sugar l o s s e s i n molasses (due t o t h e replacement of
ca lc ium by sodium).
-- Sugar l o s s e s du r ing t h e sweetening-on and
sweetening-off of t h e p l a n t .
-- Consumption of water f o r t h e r e g e n e r a t i o n . --
Consumption of b r i n e . -- Product ion of ho t waste wa te r s c
o n t a i n i n g c h l o r i d e s .
A l l t h e above can be avoided by i n t e g r a t i n g t h e
del iming p l a n t i n t h e
suga r f a c t o r y p roces s and us ing t h e i n t e r n a l
l y genera ted p roduc t s of t h e fac-
t o r y ( t h i c k j u i c e o r low green syrup) f o r t h e
regenera t ion--a c l o s e d loop. 28
It i s i n t e r e s t i n g t o n o t e t h a t a l t hough t h
e Gry l lu s p roces s p r i n c i p l e
was de f ined i n t h e l a t e f i f t i e s , i t was not
recognized by t h e suga r i n d u s t r y
u n t i l twenty y e a r s l a t e r , and i s now widely
used.
2. Example 2 : I n t e g r a t i o n of Demine ra l i za t ion i
n a Beet Sugar Factory
The d i r e c t e f f e c t of a d e m i n e r a l i z a t i o n
p l a n t i n a bee t suga r f a c t o r y
i s t h e removal of nonsugar, which i n c r e a s e s suga r y
i e l d . There a r e , however,
-
indirect effects. The location chosen, within the process, for
the installa-
tion of the demineralization plant can have a great impact on
the successful
operation of the plant. If the plant is demineralizing molasses,
it will pro-
duce an extra sugar stream which will be sent to crystallization
and overload
the crystallization process with sugar and recycled nonsugar.
This will result
in a higher energy demand for crystallization. Conversely, if
the plant is de-
mineralizing thin juice, it will remove nonsugar from the main
process stream.
As a result, the volume of massecuite necessary for the
crystallization will
be lower and the energy consumption lower. 3 0
The diagrams shown represent:
In Figure No. 2 -- Crystallization in a beet sugar factory, with
the conven- tional method, using the remelt of sugar I1 and sugar
111. In this case a
massecuite volume of 35.8 11% beet is necessary for a sugar
extraction yield
of 84%.
In Figure No. 3 -- Crystallization of the same beet sugar
factory, with the
demineralization of thin juice. In this case, due to
considerable improvement
in the color of the standard liquor, it is possible to have a
sugar extraction
yield of 87.9% with a massecuite volume of 26.7 11% beet.
3. Example 3: Integration of a Liquid Sugar Plant in a Cane
Sugar
Refinery
The use of ion exchange for the production of liquid sugar may
change
drastically the production diagram of a refinery.
The five diagrams shown here (Figure Nos. 4, 5, 6, 7 and 8)
represent
the interaction between liquid sugar production and the diagram
of the factory--
depending on different production capacities tor liquid sugar,
different raw
materials used for the liquid sugar production, and different
capacities for
the factory itself.
It is interesting to note the interaction between the production
of
liquid sugar and
-- massecuite volume,
-- production of final molasses, and
-- the possibility of increasing the refinery capacity without
increas-
ing the massecuite volume.
From the three examples given, it is obvious that the use of ion
exchange
technology in the sugar industry has a profound effect on the
process itself.
When implementing the ion exchange plant, one should at the same
time modify
the areas of the factory which will be affected by its operation
(evaporators,
crystallizers, etc.), in order to maintain a good heat and
material balance
in the modified factory, and thereby benefit from all the good
side effects
(color removal, massecuite volume reduction, etc.) of the ion
exchange plant.
-
CRYSTALLIZATION WITH REMELT OF SUCROSE I 1 AND SUCROSE Ill
DIAGRAM NO. 1
.DRY SUBSTANCE. . 17.39
.COLORATIOH..... 1650 24.60 .......
.DRY SUBSTANCE.. 26.03
.COLOAATIW..... 1650 28.24 ......
.DRY SUBSTANCE.. 29.88
FIRST STRIKE I
...... I .SUCROSE.. 14.08 I - o A .CEE POINTS.. ... 8 . 2 -
I..... L T - 7
;;;;A ?T;:$:R 1 :;%2;:kb$k: : : : IT: 3 1 .DRY SUBSTAW..
11.95
:rz:::::: :,.: 1;;: 1 I:bW.$kb ;::: 1 . . "ASSECUITE 11
.NW-SUCROSE.. .MYSUBSTANCE.. 12.67 . WY SV89TANCE.. SECOND STRIKE
I
THIRD STRIKE ...... I .PURITY... 98.5 1
LITERS OF MSSECUlTEs - 21.7 + 9.1 + 5.0 = 35.8 FIGURE NO. 2
-
C R Y S T A L L I Z A T I O N WITH D E M I N E R A L I Z A T I O
N OF T H I N J U I C E DlAGRAM NO. 2
..... X DEUINERALIZU) JUICE.. 35.5 S OMINERALIZATI(W I N THE
~ ~ $ [ ~ l : f # ~ U ~ f i E ~ . .... 75 %ilE?~J~&!~h%kt: :
: : :. 7. 37
... ...... . M Y SUBSTANCE.. 17.02
I
i - REMELT SUCROSE Ill - 2000 ICUMSA 18.1 l
.DRY SUBSTANC~: : IS. 16
MASSECUITE I
FIRST STRIKE r
........ I ... . .SUCROSE CEE POINTS.. I .......
.DRY SUBSTANCE.. 8.76
... a MILCUATION.. 3970 ...... MASSECUlTE I J .SUCROSE..
........ NON-SUCROSE. .SUCROSE . ... .. SUBSTANCE.. 9.95
NWSVCROSE.. SECOND STRIKE
.DRY SUESTANCE. .
...... .SVMK15E.. 4.19 ..... .CEE POINTS 17.5 4 7
.PURITY.. ....... .. HOTHER LIQUOR . W - S ~ E . .
.DRY 9UIISTANE. . 4.57
THIRD STRIKE I .PURITY ......... s3.5 I
LITERS OF MASSECUITEt - 1 .59 + 7.1 r 3.7 = 26.7 F I G U R E NO.
3
-
LIQUID SUGAR PROJECT 0 REFINERY DIAGRAM
400 T/D WITHOUT LIQUID SUGAR PRODUCTION
REMELT 5 = 420.3 5 = 420.3
P = 99 B R I X = 90
* I SYRUP 2 MASSECUITE 3
5 - 90 S = 90 .," .. -
P = 95.8 P = 95.8
i I
SUGAR 3 SYRUP 3 5 = 46.2 S = 43.0
NS = 0 . 2 NS = 3 . 8 P = 99.5 P = 92
FIGURE NO. 4
-
LIQUID SUGAR PROJECT 1 REFINERY DIAGRAM
400 T/D 20 T/DAY PRODUCTION OF LlQUID SUGAR
MOLASSES
NS= 7.0 P = 40.0
NS = 0 NS = 4 P = 100 P = 97.9 P = 97.9 BRIX = 91
FIGURE NO. 5
-
LIQUID SUGAR PROJECT 2 REFINERY DIAGRAM
400 T/D 35 T/DAY PRODUCTION OF LIQUID SUGAR
400 T/DAY AFFIN. MOLASSES
NS = 11.9 NS = 3.3 NS = 23.6
P = 97 P = 92.5 BRIX = 75
MASSECUITE 2 5 = 210.4 5 - 174.5 S = 174.5
NS = 3.8 NS = 3.8 P = 100 P = 97.9 P = 97.9 * - SUGAR 2 SYRUP
2
5 = 94.2 S = 80.3 - 5 = 80.3 NS = 0.2 ~ NS= 3.6 NS = 3.6
P = 95.-7
SYRUP 3 S - 41.4 S = 38.9
NS= 0 .3 NS = 3.3 P = 99.3 P = 92.5
FIGURE NO. 6
-
L I Q U I D SUGAR PROJECT 3 REFINERY DIAGRAM
400 T / D 35 T/DAY PRODUCTION OF L I Q U I D SUGAR, EL IM INAT
ING MOLASSES
SUGAR 3 S = 42.1 S = 38.9
NS= 3.3 P = 99.5 P = 92.5
FIGURE NO. 7
-
LIQUID SUGAR PROJECT 4 REFINERY DIAGRAM
600 T/D 35 T/DAY PRODUCTION OF LIQUID SUGAR
MASSECUITE 2
NS = 5.9 P = 100 P = 97.9 P = 97.9
SUGAR 2 SYRUP 2 MASSECUITE 3 5 = 143.2 5 = 126.7 5 = 126.7 NS =
0.4 NS = 5.5 P = 99.7 P = 95.8 P = 95.8
8 I
SUGAR 3 S = 65.1 9 = 61.3 NS = 0.3 NS = 5.2 P = 99.5 P =
92.2
FIGURE NO. 8
-
111. PRINCIPAL INDUSTRIAL APPLICATIONS FOR ION EXCHANGE IN THE
SUGAR
INDUSTRY
Following are brief descriptions of typical full-scale ion
exchange pro-
cesses in the sugar industry:
A. Deliming (Beet Sugar Factory)
1. Benefits of Thin Juice Deliming to the Beet Sugar
Industry
After two carbonation and two filtrations the purified thin
juice con-
tains between 40 mg/l and 200 mg/l soluble calcium, expressed as
CaO, depending
on the site of the beet sugar factory and the season. This can
be even higher
if the beets have been altered by too lengthy storage, or due to
frost. (Values
as high as 600 mg/l can be reached.)
The calcium left in the thin juice has an adverse effect on
results at
the beet sugar factory, mainly for two reasons:
(1) An important part of this calcium is precipitated on the
evaporator
tubes in the form of calcium carbonate, which adversely affects
the
investment, energy and manpower costs of the factory, as
explained
below.
(2) The calcium left in the thick juice after concentration may,
in
certain cases, be responsible for the turbidity sometimes
observed
when white sugar is dissolved to produce liquid sugar.
Although this second possibility can be very costly, especially
if you
lose a market due to a quality problem, we will at this time
consider in more
detail the effect of the calcium precipitation on the tube
evaporators.
The main effect of this precipitation is to create scaling of
the evap-
orator tubes. As a result, there is a reduction in the overall
heat transfer
coefficient.
Using a U of 600 Btu/hr/sq.ft./"F for a clean surface, the
necessary
thickness of calcium carbonate to reduce this value by 50% is
only 0.026 in. 32
The heat transfer coefficient is proportional to the inverse of
the sur-
face area considered. Therefore, due to scaling of the tubes in
a factory hav-
ing no deliming system, provision for surface area must be made
in advance,
taking into account the calcium carbonate scaling. For example:
For a beet
sugar factory processing 5,500 metric tons of beet per day, if
there is no
deliming plant, a surface area of 120,000 square feet should be
calculated.
With a deliming plant, this surface area would be reduced to
90,000 square
feet, and the difference in investment would be at least
US$300,000. Moreover,
for a given surface area, due to the progressive scaling of the
tubes, the
delta T between steam and juice must be increased in order to
maintain the same
evaporation--and this results in higher energy consumption.
-
It is estimated that for a sugar factory having no deliming
device, an
increase in steam consumption of 20 kg per ton of treated beet
must be calcu-
lated. This means--for 5,500 metric tons per day, a 150-day
season and steam
cost of US$b.OO/ton--an additional cost of ~~$100,000 per
season. (This fig-
ure is based on a coal-operated factory. It should be doubled if
the factory
is using fuel oil.)
To help maintain a clean evaporator, the sugar factory is
usually
thermically equilibrated in order to recover all the
condensation heat of the
vapors on recovery systems.
When efficiency decreases due to scaling, in order to retain the
con-
centration effect, the delta T is increased through control of
the vacuum on
the last effect, progressively introducing more vapor to the
final condenser.
At this stage, when the maximum delta T has been reached, it is
necessary to
proceed with manual cleaning of the evaporator. This means an
additional cost
in manpower, and this figure must be determined by each sugar
factory.
Summarizing the benefits of deliming:
-- No turbidity in remelt from whiLe sugar. -- Lower investment
in evaporation, or no investment necessary to in-
crease factory capacity.
-- Lower steam consumption.
-- Elimination of boilout during the season, representing
savings in
sugar losses and manpower costs.
2. Normal Configuration of a Deliming Plant
Figure No. 9 shows the usual arrangement of a deliming plant,
using
the three-vessel configuration. In this case, two reactors are
simultaneously
delimiiig thin juice when the third is in regeneration. The main
advantage
here is that of obtaining a soft thin juice, which is a mixture
of the treated
juice of one reactor at the beginning of its run and the juice
of the other at
the end of its run. The resulting mixture, therefore, has a CaO
content which
represents an average quality soft thin juice.
In some cases, especially where the hardness of thin juice is
very high,
it is more economical to have a two-reactor configuration (one
in deliming and
the other in regeneration).
3. Gryllus Process
The material balance shown in Figure 10 outlines the principle
of the
Gryllus process, using low green syrup for the regeneration of
the resin.
It is clear that at the inlet of the system no water is used,
only thin
juice and low green syrup. Therefore, no dilution occurs in the
system.
The low green syrup is used as a reagent for regeneration. Its
high
potassium and sodium content and high sugar concentration make
it very
-
ARRANGEMENT OF THREE VESSELS FOR THIN JUICE DELIMING
DELIMED THIN JUICE m-
I I I I I TIME 0 T 2T 3 T 4T
COLUMN I I PRODUCTION 'REENFR~ ITN' PRODUCT I ON I
COLUMN 2 I PRODUCTION 'REENFRTT r i i ~ '
COLUMN 3 I PRODUCTION I
8 = In-IIT 8 = MINIMUM PERIOD ALLOWED FOR A RUN n = NUMBER OF
VESSELS T = NECESSARY TIME FOR A REGENERATION
FIGURE NO. 9
-
FIGURE NO. 10
GRYLLUS REGENERATI ON SYSTEM
MATERIAL BALANCE FOR ONE COLUMN
I . PRODUCTION 1.5 + 2.0 = 2. PARTIAL DRAINING A EVAPORATION
3. AIR SCOURING
4. REGENERATION A
5. REGENERATION B
7. SWEETENING-OFF A
8. SWEETENING-OFF B
9. SWEETENING-OFF C
10. PARTIAL DRAINING C
11. AIR SCOURING
12. BACKWASHING A
13. WAITING
B. V. = BED VOLUME OF RESIN LGS = LOW GREEN SYRUP
NO DILUTION, NO WASTE, NO CHEMICAL
-
efficient to regenerate the resin after exhaustion with calcium.
Therefore,
no extra reagent is required for the regeneration.
At the outlet of the system, the juices and intermediate
products from
sweetening-on and sweetening-off are either recirculated prior
to the second
filtration or sent to the third crystallization. Therefore, no
waste is pro-
duced by this .system.
One important advantage of the Gryllus system is that no sodium
is in-
troduced in the system for the resin regeneration. Since the
sodium ion has
a melassigenic effect, the sugar factory using the Gryllus
system has a better
sugar extraction yield, compared with a sugar factory using the
conventional
process.
This is called "the Gryllus effect".
For an 85-day season, a sugar savings of 550 tons is estimated
for a
5,000 tons/day beet sugar factory using the Gryllus process,
compared with the
same factory using the conventional process. 3 3
Figure Nos. 11 and 12 show the integration of the Gryllus system
in a
beet sugar factory, and a typical regeneration curve for this
system.
4. N.R.S. Process 25, 63
The material balance shown in Figure 13 outlines the principle
of the
N.R. S. process.
As in the Gryllus process, no water is used, only thin juice.
Therefore,
no dilution occurs in the system.
For the regeneration, caustic soda is added to cold (40°C)
delimed juice
at the rate of 40 grams NaOH per liter of juice. One volume of
reagent is used
to regenerate one volume of resin.
The calcium from the resin is exchanged for the sodium in the
juice and
forms a soluble calcium-saccharate vith the sugar present in the
juice.
It is important to maintain a low temperature during the
regeneration
in order to avoid saccharate precipitation.
At the outlet of the system, the juice is returned either to
filtration
2 or to carbonation 2.
The juice containing the calcium removed from the resin is sent
to car-
bonation, where the calcium is separated from the sucrose and
calcium precipi-
tated as calcium carbonate.
The calcium carbonate will be removed at the second filtration.
The
calcium is completely removed from the process with the sludge
of carbonation.
Again, it can be seen that with this process no waste is
discharged to
the environment. Sodium, however, is added to the molasses,
having the same
melassigenic effect as with a conventional deliming process
which uses brine
for the regeneration.
-
INTEGRATION OF THE GRYLLUS SYSTEM I N THE SUGAR FACTORY
THIN JUICE FROn SECOND CARBONATION
STRIKE 3
HMASSES SUGAR 3
FIGURE NO. I I
-
REGENERATION BY GRYLLUS PROCESS I I I I I '
1 PARTIAL 1 5W I 5W 5W 1 I REGEN. B I REGEN. A I D I o ~ ~ ~ ~ O
F F B ~ O F F C
I 1
FIGURE NO. 12
OF RESIN
-
N. R. 5. REGENERATI ON SYSTEM
MATERIAL BALANCE FOR ONE COLUMN
2. PARTIAL DRAINING
3. AIR SCOURING
4. BACKWASHING
6. REGENERATI ON
7. SLOW RINSING
8. FAST RINSING
9. WAITING
B. V. = BED VOLUME OF RE5 IN
NO DILUTION NO WASTE NO ADDITIONAL CHEMICAL (IF CAUSTIC SODA IS
BEING USED FOR THIN JUICE ALKALINIZATIONI
FIGURE NO. 13
-
Figure Nos. 14 and 15 show the integration of the N.R.S. process
in the
sugar factory, and a typical regeneration curve for this
system.
5. Softening, Using a Weak Cation Resin in the Hydrogen Form
This fairly recent process has been described by
~choenrock~~
and uses the high affinity of weak acidic cation exchangers for
the calcium
ions.
The advantages of this system are as follows:
(1) High capacity of the ion exchanger, as compared with other
deliming
systems (0.8 eq/l for a Gryllus or N.R.S. system versus 2.5
eq/l
for this system).
This would reduce the investment cost considerably.
(2) Regeneration of the cation exchanger with a stoichiometric
quan-
tity of acid, due to the high affinity of the resin for the
hydro-
gen ion.
(3) Possibility of neutralizing the treated thin juice with
active mag-
nesium oxide, contributing to less molasses formation.
(4) Using sulfuric acid for the regeneration, it is possible to
use the
gypsum formed after the regeneration as a pulp-pressing aid for
the
pulp dewatering.
These advantages are great, if we compare this system with the
conven-
tional system using brine for regeneration.
There are, however, certain things which must be taken into
consideration
in using this system: +
(1) Risk of sucrose inversion in the cation resins in the H
form:
Flow and temperature parameters must be very carefully
controlled.
(2) Sensitivity to suspended solids in the feed: Due to the very
high
flow rates used to avoid sucrose inversion, the reactors are
more
susceptible to plugging by suspended materials. The thin
juice
feed must be perfectly clear.
(3) Resin stability: The weak acidic exchangers are carboxylic
resins
which have less stability than the conventional polystyrenic
strong
cation resins. Resin consumption is, therefore, higher.
Comparing this with the Gryllus and N.R.S., where no water is
sent to
the reactors, this system also has the three disadvantages of
the conventional
brine regeneration system:
-
INTEGRATION OF THE N.R.S. SYSTEM I N THE SUGAR FACTORY
FIGURE NO. 14
-
REGENERA TI ON BY N. R . 5. PROCESS
I I I I 1 FAST I I VOW RINSING I RINSING I I I I
I B.V.= 7 BED VOLUME OF RESIN
F I G U R E NO. 15
. k s . F y
-
-- Consumption of water.
-- Dilution effect on the juice during sweetening-on and -off.
-- Losses in sugar at the end of each cycle.
Figure No. 16 represents the integration of the H+ softening
system in
the sugar factory.
B. Nonsugar Removal from Different Streams of the Beet Sugar
Factory
After carbonation and filtration, the thin juice of the beet
sugar fac-
tory has a purity varying between 88% and 92%, depending on the
factory setup.
i For the conventional factory, the amount of nonsucrose present
in the
thin juice after carbonation and filtration will directly
determine the amount
of sucrose lost in molasses. This can be calculated as follows:
For each ton
of nonsucrose sent to crystallization, one and one-half tons of
sucrose will be
lost in molasses. This is estimated to represent an extraction
loss of 12%-16%
of the sucrose contained in the unprocessed beet. 3 5
1. Brief Review of the Methods Being Used to Increase Sugar
Extraction
Needless to say, sugar technologists have been trying since the
birth of
the industry to minimize the amount of sugar carried out of the
beet sugar fac-
tory in molasses
Various methods have been applied to improve extraction.
(a) Methods for Decreasing Molasses Production of the
Factory
(i) Improve crystallization by boiling to high density,
cool-
ing to low temperature, and allowing a longer period of time for
crystalliza-
t ion.
(ii) Decrease the melassigenic effect of the nonsucrose by
partially replacing the sodium and potassium in the nonsucrose
with magnesium.
(iii) Remove nonsugar from thinlthick juice or low green
syrup by demineralization. This reduces the molasses produced in
proportion
to the amount of nonsugar removed.
(b) Methods for Molasses Re-treatment
(i) Precipitate a calcium saccharate from the molasses for
recycling to factory carbonation (Steffen process).
(ii) Separate sucrose and nonsucrose in molasses by using
ion
exclusion. The sucrose fraction recovered after separation is
then recycled
through the factory process.
All of these methods are presently used in the beet sugar
industry.
The factory's improvement in sucrose yield varies, depending on
the method
chosen:
-
-- Methods (a)(i) and (a)(ii) increase sucrose recovery by up to
4% of the su-
crose present in the beet.
-- Methods (a) (iii), (b) (i) and (b) (ii) make possible an
increase in sucrose
recovery which can exceed 10% oE the available sucrose in the
beet.
2. Removal of Nonsugar from ThinIThick Juice or Low Green Syrup
by
Demineralization
(a) Brief History
The first industrial trials on demineralization of these
products
were in the United States. 36' 37 Between 1945 and 1949 four
units were oper-
ating in the U.S.A., but by the early fifties all had been
closed dorm due to
the poor economics of the operation
These plants employed the simple demineralization system, using
t
cation exchangers in the H form and anion exchangers in the OH-
form.
Improvements in this technology brought renewed interest, and
in
1957 a French company, Generale Sucriere, started up several new
demineraliza-
tion plants for thin juice demineralization. (It should be noted
that some of
these plants have been running ever since their start-up, which
now represents
some thirty years of experience in this technology for each of
these plants.)
This so-called H-OH demineralization has benefited over the
years from the
evolution of ion exchange technology in general. The system has
been applied
in 1taly,12 and, more recently, again in the U.S.A. 39
For nonsugar removal by ion exchange, H-OH demineralization
using
thinlthick juice or low green syrup is the only technology which
has been con-
firmed over the years as being commercially feasible. During its
development,
several other demineralization processes were proposed and
tried, but ulti-
mately failed, e.g.,
-- using ion exchange for nonsugar removal and eliminating the
carbonation of diffusion juice in the beet sugar factory:
Assalini "A" process ; 40 and
-- recycling the regenerating chemicals necessary for the de-
mineralization process: Moebes process41 and Vajna process.
42
Schoenrock 16' l7 recently proposed a new version of the Moebes
process, using
ammonium bicarbonate as a regenerant. This has not, however,
been applied on
a commercial scale.
(b) Location of the H-OH Demineralization Plant within
the%Beet
Sugar Process
The best location for the H-OH demineralization plant within
the
beet sugar process is at the point of thin or thick juice
treatment, as al-
ready emphasized in Chapter 11, paragraph E (2). The reasons for
this are:
-
( i ) These products a r e c l e a r l i q u i d s which do n o
t c o n t a i n
suspended m a t e r i a l s t h a t could p lug the r e s i n
bed. They have been c l a r i f i e d
by ca rbona t ion and f i l t r a t i o n . Th i s i s always p
a r t of t he b e e t suga r p roces s .
On t h e o t h e r hand, i n t h e cane suga r i n d u s t r y ,
t h e l a c k of c l a r i f i c a t i o n of
equ iva l en t p roduc t s has u n t i l now been a b a r r i e
r f o r t h e i o n exchange p roces ses .
( i i ) These a r e r e l a t i v e l y h igh p u r i t y p
roduc t s which do no t
exhaust t oo qu ick ly the i o n exchange r e s i n s used f o r
t h e i r p u r i f i c a t i o n .
( i i i ) Removing nonsugars from t h e product b e f o r e c r
y s t a l l i z a -
t i o n has an i n d i r e c t and d e s i r a b l e e f f e c t
on the c r y s t a l l i z a t i o n diagram. 3 0
The energy saved i n c r y s t a l l i z a t i o n w i l l coun
te rb l ance t h e energy neces sa ry
f o r t he c o n c e n t r a t i o n and c r y s t a l l i z a t
i o n of t h e d e m i n e r a l i z a t i o n e f f l u e n t s
.
F igure 17 i l l u s t r a t e s a t y p i c a l i n t e g r a t
i o n of an H-OH d e m i n e r a l i z a t i o n p l a n t
i n t h e b e e t suga r f a c t o r y .
I n a n ion exchange process sugar l o s s e s a r e a lmost n e
g l i g i b l e , s i n c e
on ly t h e i m p u r i t i e s a r e r e t a i n e d by t h e r
e s i n . The re fo re , a t t h e end of a pro-
duc t ion run , t h e sugar i n t h e i on exchange r e a c t o
r can be complete ly washed ou t
of t h e r e s i n , f o r an almost t o t a l sugar recovery .
The suga r y i e l d obta ined i s ,
i n f a c t , i n exces s of 9 9 . 5 % .
( c ) P r a c t i c a l Arrangement of an H-OH Demine ra l i za
t ion P l a n t
The average demine ra l i za t ion p l a n t i s des igned t o r
e c e i v e cont in-
uously t h e f low of j u i c e t o be t r e a t e d .
It c o n s i s t s of t h r e e i d e n t i c a l l i n e s ,
each having a s t r o n g c a t i o n
exchanger i n t h e H+ form and a weak base an ion exchanger i n
t h e OH- form.
The j u i c e , a t a concen t r a t ion which can va ry from 16
t o 35 Br ix ,
i s passed through two exchangers i n succes s ion a t a tempera
ture of lZ°C. I n
t h e c a t i o n exchanger t h e mine ra l c a t i o n s
(potass ium, sodium, ca lc ium, magnesium,
e t c . ) and t h e o rgan ic c a t i o n s ( b e t a i n e ,
amino a c i d s , e t c . ) a r e r e t a i n e d . I n
t h e anion exchanger t h e mine ra l an ions ( c h l o r i d e
s , s u l f a t e s , n i t r a t e s , e t c . )
and o rgan ic a c i d s (g lu tamic a c i d , weak a c i d s
produced by suga r deg rada t ion , e t c . )
a r e r e t a i n e d . Low tempera ture of t h e j u i c e i s
neces sa ry i n o r d e r t o avoid in-
v e r s i o n i n t he c a t i o n i c r e s i n , which would
be d e t r i m e n t a l t o t h e product ion of
g ranu la t ed suga r .
When t h e r e s i n s of one l i n e a r e exhausted , t h i s
l i n e i s prepared f o r
r egene ra t ion . S u l f u r i c a c i d i s u s u a l l y
used f o r t h e r e g e n e r a t i o n of t h e c a t i o n
exchanger, and ammonia f o r t h e r e g e n e r a t i o n of t
h e anion exchanger.
Time neces sa ry f o r r e g e n e r a t i o n i s approximate
ly double t h a t r e -
qu i r ed f o r t h e product ion cyc l e .
-
SCHEMATIC DIAGRAM OF DEMINERALIZATION INTEGRATION IN THE SUGAR
FACTORY PROCESS
I SEMH) FILmATION SECOH) I EFFECTS 1 AND 2 EVAPORATION
CAG80N1TION
A
I
WIIPWNO
r - - - - - - A CRYSTAL FERTILIZER
,STEAM
I
EVAPORATION STRIKE 1 STRIKE 2 STFtIKE 3 HMAS5E5 EFFECTS 3 TO 5 I
I
FIGURE NO. 17
-
Therefore, a continuous system, with three lines of cation and
anion
exchangers, runs as follows:
Line 1 P R P R P R - - - - - - - - - - - - - - - - - - - - - - -
- - - - - - - - - - Line 2 R P R P R P R - - - - - - - - - - - - -
- - - - - - - - - - - - - - - - - - - - Line 3 R P R P R P
---------- - ---------- - ---------- -
P = Production R = Regeneration
In the system indicated, one line is always in service while
the
other two are in regeneration.
It is the responsibility of the ion exchange engineer to choose
the
correct volume of resin and the proper ratio of cationic resin
to anionic resin,
based on the type of resin selected and the type of product to
be treated.
It should be noted14 that some variations of the system have
been de-
signed to recover valuable nonsugars such as betaine, amino
acids and pyrroli-
done carboxylic acid (PCA).
Bichsel 43' 44 developed a very interesting concept--which was
applied
at the Holly Sugar Corporation's beet sugar factory in Hamilton
City, California,
and later at American Crystal Sugar's beet sugar factory in
Moorhead, Minnesota--
where the cation and anion exchangers run independently and are
controlled by
conductivity and pH, respectively. In this system two weak anion
exchangers
(primary and secondary) are run in succession. This allows full
loading of the
primary anion exchanger with nonsugar at each production
cycle.
At the Nassandres (France) beet sugar factory of the Generale
Su-
criere (whose demineralization plant was built by Applexion) ,45
the deminerali-
zation system includes two strong anion exchangers in the OH-
form, for the pur-
pose of pH adjustment prior to concentration of the
demineralized juice.
All existing improvements to the H-OH demineralization plant
have not
been published, partly to protect the confidential interests of
the end-users.
Actually, this process, which is in full operation in many
countries (France,
Italy, Holland, Japan, etc.), has been in a state of ongoing
evolution since its
beginning--shortly after World War 11.
(d) Treatment of the Effluents of Ion Exchange
Demineralization
The effluents of the modern demineralization plant are never
rejected
to the environment, but are treated for the production of
co-products from the
nonsugar which has been recovered from the juice plus reagents
which were used
for regeneration of the resins.
Two principal co-products are normally manufactured: a solid
ferti-
lizer containing mainly potassium and ammonium sulfate; and a
liquid organic
-
concentrate, rich in proteinic nitrogen, which can be used as a
dietary supple-
ment in animal feed. The methods normally used to separate the
minerals from
the organics are fractionation directly at the elution of the
resins, 46, 47
or by crystallization 45y 48 of the minerals after concentration
of the total
effluents. Experiments have also been done using spray drying4'
of the mineral
fraction for the production of special types of fertilizers.
To ensure the best economics for a demineralization plant, it is
es-
sential that the energy required for the production of the
co-products be offset
by the energy savings brought about by the use of the
demineralization plant in
the sugar factory. Marketing of the co-products is also a very
important con-
sideration. If these products are properly marketed, the profit
derived from
their sale adds to the overall profitability of the
demineralization process.
(e) Indications of the Economics of the H-OH
Demineralization
Process
The figures given below represent the published commercial
perform-
ance3' of a modern plant running at 80% of its maximum design
capacity:
-- Nonsugar elimination: 155 g of nonsugar per liter of resin
(cation
+ anion) per day. -- Water to be evaporated from effluents and
sugar streams: 40.9 tons
per ton of nonsugar eliminated.
-- 100% H2S04 : 0.8 ton per ton of nonsugar eliminated.
-- 100% NH3 : 0.32 ton per ton of nonsugar eliminated.
-- Additional sugar produced by the factory: 1.32 tons of sugar
per ton
of nonsugar eliminated (or 204 kg of sugar per cubic meter of
resin
installed per day).
The above figures are not given as the general rule or as the
final state of
the art (~uerinl~ indicates a performance by a commercial unit
of 405 kg sugar
recovered per cubic meter of resin installed per day). They can,
however, be
taken as solid, conservative figures for the study of this
technology.
It is not possible to complete a cost estimate for the
introduction
of H-OH demineralization in a beet sugar factory without an
integration study
to evaluate all the side effects of demineralization on factory
economics.
Demineralization cannot be placed in a beet sugar factory as a
complement to
the conventional process. It must be introduced as a new,
essential part of
the general process, modifying radically the crystallization
diagram.
3. Removal of Nonsugar from Molasses by Ion Exclusion
(a) Brief History
Landi and ~antovani' relate the history of the laboratory and
pilot
scale development of ion exclusion--from heato on's^^ research
in the early fifties to the encouraging data compiled by ~ r o s s
~ l in the early seventies.
-
The real commercial development of ion exclusion on beet
molasses
began at the plants of The Finnish Sugar and Pfeifer und Langen
I Company.52 A few first generation commercial plants were built in
Europe
during the seventies, using the discrete fraction recirculation
system, i.e.,
discontinuous ion exclusion system. Since that time, however,
development of
this technology has been very slow. Ion exclusion technology, as
reported by
~ u n i n , ~ ~ by the mid-eighties had not yet shown any
"commercial promise".
New hope for the development of ion exclusion has been raised
more
recently, with the appearance on the market of the better
performing resins, 54
and the use of the simulated moving-bed technology (continuous
chromatographic
separation). This technology, invented by Broughton and ~erhold,
55 and applied
successfully since the early eighties for the separation of
glucose and fruc-
tose, improves the actual performance of the ion exclusion
process. Schoen-
rock56 indicates the existence of two commercial units in Japan,
in operation
in 1987, using the simulated moving-bed technology, and
considers "highly prob-
able that the universal application of ion exclusion may be
unavoidable in the
sugar industry if this industry is to stay competitive against
substitute sweet-
eners".
(b) Location of the Ion Exclusion Plant in the Beet Sugar
Process
The principle of ion exclusion--the chromatographic separation
of
sucrose and nonsucrose--makes impractical the total recovery of
the sucrose
entered in the separation system. Yields of 70%-85% are
currently observed
for commercial plants using the discontinuous system. 57y 58
With sugar yields
such as this, it is impossible to place an ion exclusion system
for the puri-
fication of products such as thin or thick juice--or even
machine syrup. In
fact, all the existing commercial plants have been using beet
molasses as raw
material.
The sucrose fraction obtained after ion exclusion is a product
hav-
ing a purity of 90%-95%, which is usually sent to the head of
the sugar factory
process at the carbonation step.
The nonsucrose load of the purified molasses.must be added to
the
normal nonsucrose of the main stream. This is very important to
consider for
the avoidance of "surprises" in sugar quality and overload of
the crystallization
equipment. ~driaensen~~ reports an increase in thin juice
color--from the normal
value of 900 ICUMSA, up to a value of 1390 ICUMSA units--and a
thick juice color
of 3500 instead of 1700 ICUMSA, due to the recycling of purified
molasses.
Progress has been reported56 recently, and sugar yields as high
as
97% have been claimed possible. This means that future plants
could use ion
exclusion starting from products having a higher purity than
molasses, such as
machine syrup, or even low green syrup.
-
( c ) P r a c t i c a l Arrangement of an Ion Exclus ion P l a n
t
The molasses t o be t r e a t e d must be delimed and f i l t e
r e d .
Deliming i s e s s e n t i a l , s i n c e t h e c a t i o n i c
r e s i n used f o r t h e chro- +
matographic s e p a r a t i o n i s i n t h e Na form. I f ca lc
ium and magnesium a r e pre-
s e n t i n t h e molasses , t hey w i l l be exchanged i n t h
e r e s i n f o r sodium i o n s ,
and p r o g r e s s i v e l y exhaust t h e r e s i n . As a r e
s u l t , t h e r e s i n w i l l l o s e i t s
s e p a r a t i o n e f f i c i e n c y .
To avoid r a p i d f o u l i n g of t h e r e s i n s by
suspended m a t e r i a l s , which
w i l l n e c e s s i t a t e f r e q u e n t backwashing, good
f i l t r a t i o n of t h e molasses p r i o r
t o e n t e r i n g t h e chromatographic s e p a r a t i o n u
n i t i s a l s o e s s e n t i a l .
The p r e t r e a t e d molasses , d i l u t e d t o 40-70 Br ix
, i s s e n t a t h igh
tempera ture t o s e p a r a t i o n . The water used f o r t h
e chromatographic s e p a r a t i o n
must be e i t h e r s o f t e n e d o r condensed w a t e r
.
I n o rde r t o avoid degass ing of f l u i d s w i th in t h e
s e p a r a t i o n column,
which could c r e a t e c h a n n e l l i n g and d i s t u r b
t h e chromatographic p roces s , i t i s
necesa ry t o d e g a s i f y f l u i d s p r i o r t o t h e i
r e n t r y i n t he column.
The s e p a r a t i o n p r i n c i p l e i s p r i m a r i l y
t h e a p p l i c a t i