Embed Size (px)
Citation preview

EXAMENSARBETE INOM MASKINTEKNIK,
Industriell Ekonomi och Produktion, högskoleingenjör 15 hp SÖDERTÄLJE, SVERIGE 2018
Reducing die change time with lean tools
JULIA BJÖRCK ROBIN HAMMAR
SKOLAN FÖR INDUSTRIELL TEKNIK OCH MANAGEMENT
INSTITUTIONEN FÖR HÅLLBAR PRODUKTIONSUTVECKLING


Reducing die change time with lean tools
by
Julia Björck Robin Hammar
Examensarbete TRITA-ITM-EX 2018:14
KTH Industriell teknik och management
Tillämpad maskinteknik
Kvarnbergagatan 12, 151 81 Södertälje


Examensarbete TRITA-ITM-EX 2018:14
Reducing die change time with lean tools
Julia Björck
Robin Hammar
Godkänt
2018-02-26
Examinator KTH
Claes Hansson/ Alexander Engström
Handledare KTH
Bertil Wanner
Uppdragsgivare
Crane Currency Företagskontakt/handledare
Albin Risfelt
Sammanfattning
Kunder numera kräver snabbare och snabbare leveranser, vilket ställer höga krav på företagen. Detta betyder att företagen måste kunna producera snabbt för att inte förlora kunder till sina konkurrenter. Många företag jobbar därför hårt med att reducera tiden från att kunden lägger en order, till det att kunden får sin produkt. En del av denna tid innefattar ställtiden, vilket är tiden som det tar för företaget att ställa om en given maskin från att producera en produkt till en annan. Under denna tid kan inte företaget producera något, och det är just här som företaget då förlorar mycket pengar.
Detta projekt gick ut på att observera ställtiden på den maskin med lägst kapacitet på företaget för att därefter komma med förslag på hur den ska kunna minimeras med hjälp av olika Lean verktyg.
Under projektets gång har det avgränsats till att problem som förlänger ställtiden, men har sin grund i andra avdelningar inte kommer att beröras, då projektets tid var begränad.
Förslagen som gavs var att företaget borde införa en noggrann beskrivning av varje arbetsmoment med hjälpa av Standard Operating Procedure, genomföra en ordentlig städning och sortering på arbetsstationen med hjälp av 5S, införa ordentliga checklistor så att inte tryckarna faller tillbaka i gamla fotspår när nya implementeringar införs, optimera de moment som omställningen består av samt flytta vissa moment till att göras utanför omställningen, och till sist rekommenderas att företaget tränar upp sin personal för att omställningen ska kunna utföras trots att de inte är fullbemannade.
Detta visade sig ge ett resultat som kan reducera företagets ställtid med 3-4 timmar. Detta skulle påverka företagets lönsamhet då varje förlorad timme för denna maskin kostar företaget 50 000 SEK eftersom den är systemets flaskhals.


Bachelor of Science Thesis TRITA-ITM-EX 2018:14
Reducing die change time with lean tools
Julia Björck
Robin Hammar
Approved
2018-02-26
Examiner KTH
Claes Hansson/ Alexander Engström
Supervisor KTH
Bertil Wanner
Commissioner
Crane Currency
Contact person at company
Albin Risfelt
Abstract The demand for faster delivery times are increasing, which in turn increases the pressure on production companies to meet deadlines. This means that companies need to reduce their lead times to avoid losing customers to their competitors. One part of the lead time is the changeover downtime, which is the time it takes for the company to change a given machine from producing one product to another. As the machine is not producing during this process, it is time where the company is losing money. The purpose of this project was to attempt to reduce this changeover time through observing the machine in the production line with the lowest capacity. Through these observations, suggestions were generated as to how to reduce the changeover time through the use of an assortment of Lean tools. During the project, these suggestions were limited to not include other departments at the company. The suggested improvements were: - Introduce thorough documentation of each step of the die change through Standard Operating Procedure. - Perform a thorough cleaning and sorting of the workstation using the 5S-principles. - Implement checklists to prevent backsliding from occurring. - Optimize each step of the changeover. - Train staff to be proficient in operating several machines in the production line to reduce the impact of staff members being absent. These improvements were shown to be able to reduce the changeover time by 3 to 4 hours. This would have an impact on the profitability of the company, as each hour lost for the observed machine costs the company roughly 50 000 SEK due to it being the bottleneck of the system. Key-words Click here to insert text


PREFACE
We would like to extend our deepest gratitude to anyone who has helped us during our thesis
project.
We would especially like to thank our mentor, Bertil Wanner, for his guidance and assistance
throughout the thesis.
We would also like to thank our guide at the company, Albin Risfelt, for always being ready to
answer questions and discuss the thesis.
Finally, we would like to thank all printers and operators for allowing us to observe and question
their methodology.
Stockholm, Sweden
January 2018
Julia Björck and Robin Hammar


GLOSSARY
Backsliding The gradual regression of implemented improvements, leading back to
earlier habits
Batch size The amount of products that are to be produced before the machine is
retooled to produce something else.
Die change The process of changing the machines tools and setting so it produces a
different product.
IFS Tracking system for logistics, orders and related things.
Just in Time (JIT) Receiving goods only as they are needed in the production process.
Outsourcing The company allows another company to handle one or more processes.
Post-processing The task required to finish and assemble a product before it is completely
ready for delivery.
Prosit Keeps track of the numbering of the pallets.
ProTAK A computer program that tracks production speed and the OEE of the
system.
Return of Investment
(ROI)
A performance measure used to evaluate the efficiency of an investment.
Scheduled maintenance A planned maintenance that aims to prevent downtime from occurring.
Standard Operating
Proceedure (SOP)
A detailed description of how a particular task is to be performed.
Unscheduled maintenance
A non-planned maintenance that fixes a particular problem.


Content
Introduction................................................................................................................... 1
1.1 Background ....................................................................................................................... 1
1.2 Problem statement ........................................................................................................... 1
1.3 Purpose ............................................................................................................................. 1
1.4 Limitations ........................................................................................................................ 1
Method ......................................................................................................................... 3
2.1 Lean .................................................................................................................................. 3
2.2 Kaizen ............................................................................................................................... 3
2.3 Single Minute Exchange of Die ......................................................................................... 3
2.4 Standard operating procedures ........................................................................................ 3
2.5 The seven wastes .............................................................................................................. 4
2.6 Ishikawa diagram ............................................................................................................. 4
2.7 5-Whys .............................................................................................................................. 4
2.8 6 Wise Men ....................................................................................................................... 5
2.9 PDCA Cycle ........................................................................................................................ 5
2.10 Brainstorming ................................................................................................................... 5
2.11 Overall Equipment Efficiency ............................................................................................ 6
2.12 Application of methods .................................................................................................... 6
Analysis of current state ................................................................................................. 7
3.1 Overall picture of the production flow ............................................................................. 7
3.2 Object of study .................................................................................................................. 8
3.3 Die change process ........................................................................................................... 8
Problem areas ............................................................................................................... 11
4.1 Differences in methodology when performing tasks ...................................................... 11
4.2 Unnecessary items in the workplace .............................................................................. 11
4.3 Backsliding ...................................................................................................................... 11
4.4 Unnecessary call for the maintenance staff ................................................................... 11
4.5 Shift handover ................................................................................................................ 12
4.6 Unoptimized die change process .................................................................................... 12
4.7 Machine downtime due to operator absence ................................................................ 12
Improvement suggestions ............................................................................................. 13
5.1 Difference in methodology when performing tasks - Standard ..................................... 13
5.2 Unnecessary things in the workplace – 5S ..................................................................... 13
5.3 Backsliding ...................................................................................................................... 15
5.4 Unnecessary call of the mechanics - Checklist ................................................................ 16
5.5 Tasks are redone at shift change .................................................................................... 17
5.6 Unoptimized die change process .................................................................................... 17
5.7 Machine downtime due to operator absence ................................................................ 19
Economic calculations ................................................................................................... 21
6.1 Current values ................................................................................................................. 21
6.2 New values ..................................................................................................................... 22

6.3 Return of Investment ...................................................................................................... 22
Conclusions ................................................................................................................... 25
7.1 Summary of Suggested Improvements ........................................................................... 25
7.2 Discussion ....................................................................................................................... 25
7.3 Future work .................................................................................................................... 26
References
Appendix
9.1 Specification of Accountability System
9.2 Specification of Checklist Template
9.3 Checklist Template
9.4 Competence matrix
9.5 Current Die Change Process
9.6 New Die Change Process
9.8 Checklist SMED-Process for printer 1 and 2
9.9 Checklist SMED-Process for printer 3
9.10 Checklist for mechanics
9.11 Checklist for shift changes

1
Introduction
This section includes the thesis and the mission statement, as well as the background for the
current situation.
1.1 Background
It is becoming progressively more important for companies to deliver their products Just In Time
(JIT). This is in part due to the fact that having large stock requires storage to match, and thus
results in increased storage costs. In order for a company to deliver JIT, they need to produce
relatively small batch sizes. This requires short and effective die changes in order for it to be
profitable. To ensure this, many companies opt to introduce a Lean way of thinking to reduce die
change times and other types of resource waste.
This thesis project was performed at a company with high-security production. The company
makes their product from scratch, and uses no outsourcing. One machine (SI) in the production
line have been identified as a bottleneck. The machine is positioned relatively far down in the
chain of production (See Figure 1). If everything works as intended, the die change time is
estimated to be about 20-25 hours. This happens very rarely, and it is not uncommon for the die
change to take up to 48 hours.
1.2 Problem statement
When conducting standard manufacturing, there are three reasons for the production to come to
a halt:
• Scheduled maintenance
• Unscheduled maintenance
• Die change
These three should equate to the total downtime on a specific machine, assuming a well-planned
production schedule. Downtime on a machine is directly related to Overall Equipment Efficiency
(OEE), which is the primary measurement for how much a given machine is utilized. Therefore,
reducing the time for these three production stops will increase the OEE, and will be the primary
purpose of this thesis project.
1.3 Purpose
The purpose for this project will be to identify problems in the production, and suggestions
solutions in order to reduce the waste of resources related to die change. This can be done in a
variety of ways, such as the reduction of machine downtime, or a decrease in ramp-up time that
exists after maintenance or die changes.
1.4 Limitations

2
This thesis project will not include the following:
• Any related problems identified in areas other than the printing area.
• Any machine other than SI.
• Implementation of suggested improvements.
• Inventory control.
• Unscheduled maintenance.
Furthermore, the following assumptions will be made:
• The material delivered to the machine is of adequate quality.

3
Method
This section details the tools and terms used in this thesis project.
2.1 Lean
Lean is a management philosophy and a systematic method for optimizing production by
reducing waste without sacrificing productivity. To accomplish this, Lean principles include the
use of several tools, such as SMED, 5S, standard operating procedures, visual management,
kaizen and the seven wastes. According to Lean principles, focus should be on the big picture,
not just on one part of the company or machine. Solving a problem in one area of the company
doesn’t necessarily result in an improvement for the company as a whole. With a focus that is too
narrow, one risks solving a problem in one area, only to end up causing new problems in other
areas doing so; i.e. the “push down, pop up principle”. The Lean process also emphasizes the
necessity of every employee following the newly implemented rules, otherwise the whole process
is a waste of time and money. This is often the biggest challenge. (Bicheno & Holweg, 2016)
2.2 Kaizen
Kaizen is a principle for continuous improvement through smaller incremental improvements of
each part of an operation. This is done through the use of the PDCA-wheel. The theory behind
Kaizen is that larger improvements are difficult to implement due to the fact that they involve
many people and several systems. This can also complicate evaluating the results. As a result of
this, it is preferable to make small improvements, but more frequently.
2.3 Single Minute Exchange of Die
Single minute exchange of die (SMED) is a method for reducing the die change of a machine.
This is done by dividing the die change into “internal” and “external” activities; where internal
activities require for production to be stopped entirely, while external activities can take place
during production; i.e. before the old production is stopped or after the new production starts.
Once activities have been categorized, internal activities are minimized by converting them into
external activities, as well as reducing waste activities. Finally, external activities are reduced in
order to enable the production of small batches.
2.4 Standard operating procedures
A standard operating procedure (SOP) is a set of step-by-step instructions for routine operations.
Lean principles encourage writing a SOP for every machine, with instructions for every step of
the die change and/or for when the machine is running. Through this, efficiency and consistency
are improved, while miscommunication is reduced.

4
2.5 The seven wastes
In Lean, the seven wastes, also called “Muda” are defined as “Anything beyond the minimum
amount of equipment, material, parts, space, and worker’s time absolutely essential in order to
add value to the product”. The seven wastes that create no value to the customers are:
• Overproduction
• Waiting
• Transport
• Unnecessary motions
• Over-processing
• Unnecessary inventory
• Defects
Some of these wastes, such as defects and waiting, are impossible to reduce to zero. However,
every little improvement is a success for the company, and results in money saved.
2.6 Ishikawa diagram
An Ishikawa diagram, also called fishbone diagram or cause and effect diagram, is a method used
for visualizing the causes of a problem connected to a specific machine or part of an operation. It
is a useful tool for breaking down a big problem into its many root causes. Once that is done, it is
easier to find the original cause of the big problem by applying 5S on the root causes. A common
way to find the root causes is to start from the six Ms. These are the Machines, Materials,
Methods, Measurements, Mother Nature (Environment) and Manpower (People).
2.7 5-Whys
The ”5-whys” approach is an iterative root cause analysis tool that aims to find the original cause
of a specific problem through repeatedly asking “why” the problem occurred. (Serrat, 2009) The
answer to this question then becomes to subject of the next, until a cause has been identified,
whose elimination will prevent the error from occurring again. (Brożyńska, et al., 2016) Usually
this is done 5 times, hence the name, but sometimes fewer questions are needed, and sometimes
more.
5-whys is useful because most problems are at the end of a long chain of events, where solving
the problem at the start of the chain solves every subsequent problem in the chain. The method
helps isolate that problem, and ensures that work is not wasted on solving problems that didn’t
need solving.

5
An important fact to keep in mind regarding 5-whys is that “people don’t fail, but processes do.”.
W. Edwards Deming himself once said that “96 % of problems lie with the system, and the
remaining 4 % with the people.” (Bicheno & Holweg, 2016)
2.8 6 Wise Men
The 6 wise men analysis is a method for solving problems through defining a set of 6
perspectives regarding a particular problem. These are: What, Why, When, How, Where and
Who. By answering these 6 questions in advance, problems can be identified and avoided ahead
of time.
2.9 PDCA Cycle
The PDCA-cycle, also known as the Deming Cycle or Shewhart Cycle, is a four-step process for
continuous improvement used in many different areas. It consists of the following steps:
• Plan: The first step. Here, the project is scoped, lines of communication are established,
and discussions are held in order to reach a consensus about the goal of the project.
Potential solutions are suggested, and root causes are identified.
• Do: The implementation stage. At this point, it is time to start putting the plans in
motion. This is done by executing tests and experiments.
• Check: The validation stage. This is done in order to see if the implemented changes
actually had the desired result, and if not, why? This also checks whether an observed
improvement in the process is stable or a product of the Hawthorne Effect.
• Act: The final step, where the new and improved process is standardized, and systems are
put in place to make sure the process does not revert to a previous stage.
Once this cycle has been completed, it starts all over again with a new area of investigation,
resulting in a steady and continuous improvement.
2.10 Brainstorming
Brainstorming is a method for generating ideas. It “combines a relaxed, informal approach to
problem solving with lateral thinking.” (Mind Tools Content Team, 2017) Simply put, it is about
creating an atmosphere where the participants can feel comfortable throwing around both
practical and crazy ideas, and attempting to combine them in order to craft unique and useful
solutions.
Brainstorming is done in sessions of about an hour, and usually has a designated leader that
attempts to guide the discussion and employ various techniques to increase the amount of ideas
generated.

6
During these sessions, it is important to avoid talking negatively about any of the ideas that are
presented, as this can affect the atmosphere that is at the core of brainstorming.
At the end of a brainstorming session, the ideas generated are evaluated, and a few are singled
out for further analysis. (Företagande.se, 2010)
2.11 Overall Equipment Efficiency
Overall Equipment Efficiency, or OEE, is a key performance indicator that measures how well
utilized a given machine is. It is calculated from three factors:
• Availability (A): what percentage of the planned production time is actually utilized for
production.
• Performance (P): what percentage of maximum speed the machine is operated at.
• Quality (Q): what percentage of the produced product is actually shipped to customer as
opposed to discarded due to quality concerns.
Combined, this gives the following formula:
• OEE = A * P * Q
2.12 Application of methods
The workflow of this project will begin with a thorough investigation of the current situation, as
well as the recent past of the processes in focus. This will lead to the identification of key areas
for improvement, which will then be visualized using an Ishikawa diagram, with “Where does the
die exchange process lose efficiency?” as the main question to be answered.
The identification process will be conducted in two parts, using the theory of 7 wastes as a basis
for the process, and Brainstorming as the method for generating ideas.
The first part will involve going through the individual parts of the SMED process, and
generating ideas regarding where time is lost due to inefficiency.
The second part will focus on the process as a whole, and generate ideas regarding where time is
lost due to confusion and unnecessary movements.
Once these areas have been identified, the PDCA methodology will be applied to the Ishikawa
diagram as a whole, with the goal of reducing the time it takes for the die exchange to be
completed.

7
Analysis of current state
In this section the current situation, including the method of operations during die changes, is
presented. The data used in this section has been gathered through interviews, observations, and
information provided by the company.
3.1 Overall picture of the production flow
The company employs a pull-based production system that produces banknotes. These
banknotes are produced using several different machines that each print a specific feature, most
of them for the sake of security and preventing forgery.
The production facility is comprised of a banknote printing unit, a paper mill and a set of
administrative units. However, this thesis will deal exclusively with the printing unit.
The machine observed are relatively far ahead in the process (See Figure 1). Most of the products
go through all of the machines in the production flow, but there are some products that do not
need to be processed in NS and/or LACK. If this is decided by the customer, the products just
skip these steps and go directly to the next machine in line.
If all steps of the die change work as intended, and the operators receive all the materials they
need from other departments in time, the die change is calculated to take about 20-25 hours.
Currently, this happens very rarely, and die changes often take up to 40-50 hours.
Figure 1. Describes where is the process the machine is located.
Cotton preperation
Papermaking PrintingPost-
processing
SUSI NS SI SOI SCNU NOP

8
3.2 Object of study
The machine that has been studied is a Super Intaglio, produced by KBA-NotaSys – a company
that produces printing machinery especially tailored towards creating high-security banknotes and
documents.
The Super Intaglio utilizes the Intaglio printing technique in order to create sharp, textured
images on the target paper. This is done by incising the image onto the surface of a plate using
acid or tools. The surface is then coated with ink, and wiped clean so that the ink remains only in
the incised areas. Finally, paper is pressed onto the surface, transferring the indentations and ink
from the plate to the paper. (Wanczura, u.d.)
The machine is operated by three staff members referred to as “printers”. These manage the
machine on a daily basis, and make sure it runs smoothly. The machine runs 24 hours per day.
During weekdays, this is split up in three shifts of 8 hours: 06:00 – 14:00, 14:00-22:00 and 22:00-
06:00. During weekends, it is done in two shifts: 06:00-18:00, and 18:00-06:00, starting on
Saturday mornings. These shifts are staffed by five different teams, each consisting of three
printers.
3.3 Die change process
During the die change process, each of the three printers have a different set of tasks to perform.
Currently, there are no descriptions of how these tasks are to be performed. This has resulted in
each team having a different method to complete them. As such, there is no accurate data on
how much time these tasks take to perform. The process, along with an estimation of how much
time each task takes, can be seen in chapter 9.5. Studying this, it becomes clear that the printer
designated “printer 3” has a set of tasks that take less time than the others. As such, the total time
it takes for the die change to be completed is dependent on the sequence of tasks completed by
printer 1 and 2.
Die change process
Printer 1 Printer 2 Printer 3
Rengöra färgverk Cleaning the inking device
Rengöra färgverk Cleaning the inking device
Banda ihop sista pallar och rapportera
Tie together the last pallets and report
Uttag wiping och rengöra grottan
Remove the wiping cloth clean the “cave”
Uttag schbloner och rengör cylindrar
Remove the templates and clean the cylinders
Packa ihop Makpall, rapportera i Prosit, plomba/följesedel och
lämna till logsitik Package the revocation pallet,
report, plomb, add a waybill and turn over to logistics.
Uttag plåtar och rengöra cylindrar
Remove the plates and clean the cylinders
Uttag plåtar och rengöra cylindrar
Remove the plates and clean the cylinders
Rengör färgpumpar och byt fat. Rapportera kvarvarande färg i
IFS.

9
Clean the inkpumps and change the inkdrum. Report amount of
remaining ink
Byt dukar Change the cloths
Byt dukar Change the cloths
Ta fram SMED-vagn Bring out the SMED-trolley
Nolla linjaler och sätt i plåtar Reset rulers and insert plates
Nolla linjaler och sätt i plåtar Reset rulers and insert plates
Slå för intagspall och ställ in iläggare
Smoothen out the input pallet and configure the feeder
Nolla linjaler och sätt i schabloner
Reset rulers and insert templates
Nolla linjaler och sätt i schabloner
Reset rulers and insert templates
Säkerställ att arket får bra gripartag i svänggriparen
Confirm the pivoting gripper gets a good grip on the sheet
Nolla fronthållare Reset frontal grip
Nolla fronthållare Reset frontal grip
Grovställa avläggare Roughly adjust the layer
Justera arkbanan och kontrollera gripartag
Adjust the sheet path and confirm grip
Justera arkbanan och kontrollera gripartag
Adjust the sheet path and confirm grip
Kontrollera IFS/Prosit/ProTak Confirm IFS/Prosit/ProTak
Ställ valsar och tryck Adjust cylinders and pressure
Ställ valsar och tryck Adjust cylinders and pressure
Kontrollera Make-Ready sensorn Control Make-Ready sensor
Rikta schblon mot plåt Align template and plate
Rikta schablon mot plåt Align template and plate
5S Rond 5S Round
Ställ färger och finlira Configure ink and improve
settings
Ställ färger och finlira Configure ink and improve
settings
Köra iläggare och finlira avläggare
Run the feeder and configure the layer
Godkänning Approval
Godkänning Approval
Intagspallar körda Run input pallets
Ställ in NotaSave Configure NotaSave
Ställ in NotaSave Configure NotaSave
Kör iläggare och slå för upplaga Run the feeder and smoothen
the pressing
Starta produktion Start Production
Starta produktionen Start Production
Starta produktionen Start Production
During the production
Särtryck/Godkänningsark Offprint/Approvalsheet
Särtryck Offprint
Rapportera avvikelser Report deivation
Veckans FU Weekly FU
Tabel 1. All moments during the die change.

10

11
Problem areas
In this section the problems observed during the die change are presented.
4.1 Differences in methodology when performing tasks
Several operations during the die change are performed differently depending of which shift is
working, and which person is performing it. This creates problems for new employees, as they
can only learn from the other printers in the same shift. It also makes it difficult to generate any
accurate data on how much time is required for each operation, making it impossible to
determine where in the process most time is wasted. An example of this was when a shift
removed the finger protection during fastening of the printing plates. The next shift that then
arrived shortly after had no idea how to put them back, which resulted in the process taking
more time than was necessary.
4.2 Unnecessary items in the workplace
The surfaces and areas around the workplace are currently filled with needless, unutilized papers
and objects. This makes it seem very cluttered, which can make things hard to find, and has the
potential to cause stress-related errors in judgement.
4.3 Backsliding
While studying the workspace around the designated machines, it was revealed that many
previously implemented changes and solutions to problems had stopped being used over time.
The skill and knowledge gained in the organization over time had been lost due to a lack of
proper documentation. This was found to be caused by a lack of feedback between the
production floor and management about whether or not implemented solutions and
improvements were actually being utilized, resulting in any effort on the part of management to
be entirely wasted, as it did not result in any meaningful change in worker methodology.
4.4 Unnecessary call for the maintenance staff
During the observation of the die change, the operators were unable to reach the goal pressure of
the machine. They tried to solve it themselves, but failed. That led to the mechanics being called
in, in hopes that they could solve it. The mechanics tried, but could not. When the time came for
shift handover, the new shift solved the problem immediately. One operator noticed that the
temperature was set to 60 degrees, when it should be 80 degrees. They adjusted the temperature,
and once the machine had heated up, the pressure reached the goal value. After that, the new
shift had to readjust all settings, wasting another 2-3 hours. Based off of data from interviews,
mechanics are generally called at least once per die change.

12
4.5 Shift handover
When shift handover occurs in the middle of an operation during a die change, the shift taking
over will often redo the entire operation or parts of it. This is due to the fact that the new shift is
uncertain whether the shift before has performed every step correctly. Because of the fact that
there is no standard operating procedure for the die changes, there is no established “correct”
way to perform the die change, and every shift performs the change in their own way. When a
new shift takes over, they thus redo the operation using their own method in order to make sure
it is performed correctly.
4.6 Unoptimized die change process
Because there are no Standard Operating Procedure established for the individual moments in
the die change process it is impossible to determine just how much time each moment should
take. In addition to this, the distribution of work between the three printers is uneven, resulting
in printer 3 having tasks equal to roughly 11 hours whereas printer 1 and 2 have tasks equal to
roughly 23 hours. Furthermore, as the moments have not been thoroughly documented, there
may be activities in each moment that could be done in preparation for a die change or after the
die change, as opposed to being done during it.
4.7 Machine downtime due to operator absence
Machines can only operate when there are two or more knowledgeable operators. This results in
complications related to meal breaks and personnel shortages. Often, only two operators man
each machine, leading to the machine having to shut down entirely when one or both of them
leaves for lunch or dinner. This particular scenario, per example, result in an average of 40
minutes of lost time. This causes a loss of production while operators are away as well as while
the machine is ramping back up to full production. If a personnel shortage arises, the machine
will often be offline for up to 8 hours.

13
Improvement suggestions
In this section, solutions to the issues discussed are presented.
5.1 Difference in methodology when performing tasks -
Standard
In order to make all the printers perform every operation during the die change the same way,
there needs to be detailed instructions to follow. There are currently five different shifts working
with the machine, and they are all performing several operations in different ways. This creates
problems for new employees, as they can only learn from the other printers in the same shift.
One particularly clear example of this is the pattern plates. Currently, some shifts clean the paint
off of these plates when taking them out during the die change process. This is entirely pointless,
as they are immediately discarded once they are used.
In order to make all the shifts perform every step the same way, it is recommended to introduce
a Standard Operating Procedure. This document should specify in detail how every step is
performed.
Implementing these will give the company a solid foundation on which to begin implementing
improvements, and will simplify the introductory period for new hires.
5.2 Unnecessary things in the workplace – 5S
In order to improve the structure of the workplace, it is recommended to utilize the 5S-theory.
Below follows a suggestion on how this could be implemented:
1. Sort: Begin by setting aside a table where all items can be collected (this includes
everything in the locker, on the desk and in the desk drawers and all papers on the tables),
along with three sorts of tags (green, yellow and red). Each shift should then place these
tags on each item on the table and write their shift number on it, where the chosen color
indicates how useful it is to them. Red tag means useless, green tag means useful and
yellow tag indicates uncertainty.
Once all items have been tagged appropriately, all items with yellow tags should be
investigated to determine whether they should be converted to red or green.
The items marked exclusively with red tags should immediately be removed from the
workplace, while items marked green by every shift should be set aside. This leaves only
items with a mix of red and green tags. These should be marked with a special tag that
indicates they are only used by some shifts.
2. Set in order: Once the sorting phase has been completed, the remaining items should be
group up according to function and positioned close to where in the workplace they are
used. It is important that each item has a unique place for when it is not currently being

14
used. Start by decide what is used daily, what is used weekly, what is used monthly and
what is used only during a die change. Items that are only used during a die change
should be grouped together and placed somewhere out of sight. For example, in the
locker, as these items will be used relatively rarely. When everything has a unique
placement, every placement should be marked with a piece of tape which indicates what
item belongs there.
By the machine labelled SI, there are currently four small whiteboards, and one large
whiteboard, which is used to detail the die change procedure. The small whiteboards have
no specified use, but have various procedures and documents posted on them. The
problem is that many of these documents are either outdated or unused. This can lead to
confusion for the workers as they do not know what should be followed and what should
not. One of the interviewed employees even revealed that they had no idea what was on
the boards. It is recommended that all outdated documents posted to these whiteboards
are removed and archived, and replaced with updated versions where necessary.
Furthermore, there are a set of shelves above the desk that contain binders that are rarely
used. These should instead be moved to drawers so the space can be used for more
current and useful items.
It is also useful to whenever possible try to move items off the floor and up on the walls
to maximize space. For example, the coffee table could be replaced with a shelf, as there
is no need for it to ever be moved. Clearing as much floor area as possible gives
employees an easier time to move items around the production floor.
There are currently two printers connected to the computers by SI, with one being
connected to a standard workstation and the other connected to the computers that
control the production machine. Removing one of these printers would further save
space, as there is no need to have two things performing the same function in the
workspace.
It is also recommended to put all documentation related to the computers in a binder and
place it next to the machine control station.
The pallet delivery notes that is on the desk should each have separate folder on the wall
above the desk.
To save space in the locker, the employees boxes could be half the size as they currently
contain items that shouldn’t be there. For example, several of the workers have put in a
packet of plastic gloves in their boxes. These should have their own unique placement.
3. Shine: A round of cleaning should be done before every shift handover, and all
consumables should be checked to see if they need refilling. Anything found lacking
should be noted in a designated place on one of the whiteboards. Once a week, a more
thorough cleaning should be conducted based on a checklist which should be readily
available to the employees.

15
4. Standardize: To facilitate the cleaning and establish a routine, there should be pictures
above every area to be cleaned that shows how it should look like when the cleaning is
completed.
5. Sustain: The cleaning routine should be checked during shift changes. It is important
that every shift leader control these checklists and make sure they are being followed.
5.3 Backsliding
The proposed solution for handling backsliding is to implement a stricter documentation and
accountability process, that clearly indicates where backsliding was occurring. The system would
attempt to secure the implemented solutions and changes in the long-term by clarifying how
checklists and similar documents would move through the organization. Based on these needs, a
Product Specification was created (See Appendix 1). From this specification, the Accountability
System was created.
The Accountability System is a system that defines how documents would move through the
organization, and who would be accountable for a given document at a given point in the chain.
The system serves as a guideline for how to design and utilize documents in a way that makes
them work with the rest of the system, and becomes a basis for implementation of future
improvements. This is done by assigning every improvement or solution one or several
associated Points of Control that, upon being controlled, will reveal whether or not a given
solution or implantation has been utilized. These Points of Control are then gathered in the form
of a checklist, which gets assigned a User, a Controller (if necessary) and a Collector.
User
The User is the person who uses the checklist to perform a given task.
Controller
The Controller is the person that makes sure that the checklist has been utilized for a given task.
This should ideally be someone unrelated to the User (per example, for a checklist that ensures
good communication at a shift change, the controller would be a person from the arriving shift),
but can also be a co-worker at the same station.
Collector
The Collector is the person that gathers the document and archives it, so that it can be used to
create statistics on how a given change has affected Key Performance Indicators in the
production.

16
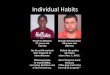
This results in a circle of accountability,
where each person in the chain requires the
previous person to perform their task in
order to perform their own task. If the User
doesn’t use the checklist, the Controller will
notice. If the Controller hasn’t signed the
checklist, the Collector will notice. If the
Collector hasn’t created any visualizations
from the data, the User will notice.
In order to work, a system like this requires
each document that is a part of it to be
designed in a manner that makes it clear
how this chain looks for that particular
document, and what stage in the chain a document is in at any point. Based on this, another
product specification was created (See chapter 9.2) for a checklist template.
The resulting template (See chapter 9.3) contains clear fields where the names or titles of the
User, Controller and Collector are listed. It also lists where the checklist should be stored until
the Collector gathers it, in addition to any other system-specific information that is required (such
as document ID). The method for describing the process is derived from a 6 Good Men analysis,
and lists what should be done, how it should be done, and why is should be done. It also lists
why the checklist exists, and when it should be utilized. Through this, all 6 perspectives of the 6
Good Men analysis are covered. Each field that needs to be filled in prior to usage has also been
marked with yellow to ensure it is not missed.
Finally, to tie it all together, a communications plan needs to be in place to follow up on any
misses that occur in the chain. If a checklist is missing, it needs to be followed up on to ensure
consistency in the system. It should also include a schedule for when the collector gathers any
relevant documents, and what sort of visualizations should be created as feedback based on these
checklists.
Implementation of this system will result in a clear line of accountability, which gives
management a clear indication whether implemented solution or improvements are actually being
utilized or not, and will form a basis for future continuous improvements.
Without a good system for following up and monitoring implementations, it can never be certain
that the work management puts in actually translates to an increase in product quality.
5.4 Unnecessary call of the mechanics - Checklist
To solve this problem, one possibility is a checklist for operators to go through before mechanics
are called. Through this, common causes of problems can be identified and eliminated by the
operators themselves. The goal of this is for mechanics to be called only when their specific
expertise is required, or when there is a task that only they are allowed to undertake. This means
Collector gather and adds any data points to statistics and
creates visualisations
User receives feedback thanks to visualisations
User fills in checklist
Controller ensures checklist is properly used

17
that the mechanics’ competence and skills will be utilized fully, and reduces the waiting times for
help.
An example of such a checklist can be seen in chapter 9.10. The list is intended to be an ongoing
project, where operators and their shift leaders can add things depending on new situations that
arise, or changes to the process.
5.5 Tasks are redone at shift change
To prevent moments being wholly or partially redone during shift changes, it is worth
investigating if the SMED-process can be split up into smaller parts. This is also an area where
implementing Standards of Operation will help, as it will make it clearer what has and has not
already been done.
Furthermore, improving the communication between shifts that occurs during shift changes
should also reduce the amount of work that is redone during the SMED-process. The
recommended solution for this is the implementation of a checklist with a list of topics that
should be discussed during the shift change. This checklist should be specified using the process
described in chapter 9.2.
An example of such a checklist can be found in chapter 9.11.
5.6 Unoptimized die change process
To optimize the die change process (see chapter 9.5), it is necessary to implement SOPs. Without
these, it is impossible to know how much time each task in the SMED-process actually takes.
Implementation of SOPs will allow for further optimization work to proceed, which will result in
a lower overall die change time. Furthermore, the SMED-process should be investigated
thoroughly with the goal of finding partial tasks that can be done in advance while the machine is
running, or tasks that can be transferred from printer 1 and 2 over to printer 3.
One such task is the changing on the cloth that presses the paper onto the plate. This process is
not dependent on any of the other tasks, and while it would take a bit more time, it can be
handled by a single person. Moving this task over to printer 3 would shorten the overall time
required to complete the entire process.
Additionally, it is recommended that the printers log the progress of the SMED-process in
ProTAK. This would be done by adding a comment for when each moment of the process starts
and ends. This is, per example, already done with breaks and when the machine is being cleaned.
If the time for a particular task takes considerably longer than what is specified in the SOP, it
should be investigated as an anomaly.
Another suggestion is to implement a checklist where the printers can fill in at what time each
task in the SMED-process starts, and what time it finishes. As tasks are sometimes started by one
shift and finished by another, the checklist needs to allow for each shift to sign which tasks they
start and which tasks they finish, along with the option to add comments regarding for far into
each task they got before handing over to the next shift, or if any problems arose during the task.

18
An example of how this checklist could look can be found in chapter 8.8 and chapter 9.9.
Another problem with the die change process is that it currently is considered completed when
the machine is able to produce a single sheet of banknotes that is of adequate quality. However,
even after this is done the printers still modify and do small changes to the colours and pressure
of the machine in order to make sure it keeps printing well. This is done at a lower speed than
what the machine is capable of. This is referred to as the “ramp-up time”. This time is not
considered to be a part of the die change process, and therefor there is no data collected on how
long it should take or what circumstances cause it to take longer than needed.
In order to solve this problem, it is recommended to add a final task to the SMED-process
labelled “full production”, which becomes completed once the machine reaches full capacity.
This turns the otherwise unspecified time into a part of the die change process, and as such
becomes the responsibility of person in charge of that. This will allow for easier data collection
and turns reaching full production capacity into a more visual goal for the printers.
Another way to save time on the die change process is to purchase an additional set of certain
parts that require cleaning during the die change process. This will enable the printers to simply
swap out the dirty parts for another set of pre-cleaned parts, and save the cleaning process until
later or move the workload over to another part of the company. The parts that have been
identified as candidates for this are:
• The Paint Drip Basin.
This part is what collects the paint that drips off the plates during production.
• The Gables.
This part is what locks the seal for the plates in place.
• Stirrers.
This part stirs the paint around to make sure it keeps an even texture.
• Plate seals.
This part locks the plates onto the cylinders.
• Screws.
The screws used to lock the seals onto the cylinders.
These should be stored somewhere near the machine for easy access during the die change.

19
In addition to this, it was observed that the printers reset the liners for the plate seals during the
insertion of the printing plates. This could instead be moved up to be done during the extraction
of the previous printing plates. This would not necessarily save time, but would rather lessen the
impact of other delays.
Finally, a new method of resetting the front holder allows it to be done by one person as
opposed to the previous two. This means it can be moved from being a task done by printer 1
and 2 to being a task done by printer 3.
The new die change process that incorporates these changes can be found in appendix 6.
5.7 Machine downtime due to operator absence
A possible method for reducing interruptions in production is for the company to train the
operators to use several different machines. This reduces the necessity of having to shut down
production during meal breaks and in the case of personnel shortages, as operators from other
machines could take over the tasks of the operators that are absent. Despite the fact that most
machines require significant amounts of training to operate, the company still stands to gain from
this in the long run; especially for the bottleneck at machine 3. Machine 3 is shut down at least
once a week due to personnel shortages. If more operators are taught how to operate it, that
problem would disappear entirely.
In order for the shift leader to be able to assign personnel to where they are needed the most, a
competence matrix is to be put up on the wall (See chapter 9.4). The matrix shows which
machines each operator is trained to use, and to what degree.
Another suggestion is to let the printers choose which machines they are to learn next. It is
impossible for all the printers to learn every machine, but letting printers learn three or four
machines each should yield a notable improvement in machine uptime. Rotating employee on
different machines should also result in improved cohesion among the staff as they gain more
understanding of each other’s circumstances.
However, as it stands, there exists a “us and them” feeling in the production department.
Everyone does their own thing, with little help being provided across different positions even if
opportunity exists. Moving staff around will let them work with new people and on different
machines which should reduce that feeling. The company has to make the printers all work
towards a common goal, which is to maximize the output to post-processing. Right now, most of
them have that goal, but only for their own machine, as opposed to looking at the production at
large.

20

21
Economic calculations
To show an example of how much time and money the company can save, the OEE and ROI
were calculated for a particular change. The chosen change was that the company should train
their printers (chapter 5.7) so that they will not have to shut down the machine during lunch
breaks when they are not fully staffed.
6.1 Current values
The company employs two different methods of calculating the OEE: one with the die change
times included, and one without. Normally it is only done with the die change times included.
The calculation without die changes are done in order to clarify the effect unscheduled
maintenance has on the production, as it would otherwise be dwarfed by the die change time.
In this case, the OEE-value that includes the die change process will be investigated, as it is this
process is the topic of the thesis.
The current values can be seen in Table 2 and Table 3 nedan. Currently, there is a large difference
between these values. This is primarily due to the massive difference in availability. The OEE-
value without die change times was calculated based on production during 10 days from 14/10-
17 to 24/10-17, and the OEE-value with die change times was calculated based on production
during a month from 1/11-17 to 1/12-17 and includes 3 die change processes that total to 93
hours and 46 minutes.
With die changes included
Availability Performance Quality OEE
27.8 % (70 %) 85.4 % (90 %) 97.3 % (99.2 %) 23.1 % (62.5 %)
Table 2. Current OEE-calculation with die changes included.
Without die changes included
Availability Performance Quality OEE
63.1 % (70 %) 87.6 % (90 %) 99.2 % (99.2) 54.9 % (62.5 %)
Table 3. Current OEE-calculation without die changes included.
As evidenced by these numbers, the quality and performance are at roughly the same levels
during both of these time periods. The main factor that drives the differences between these two
calculations is the Availability.

22
6.2 New values
The current values can be seen in Table 4 and Table 5 nedan. After the suggestion has been
implemented, OEE should improve from 54.9 % to 58.3 % when die changes are excluded from
23.1 % to 24.2 % when die changes are included.
With die changes included
Availability Performance Quality OEE
29.2 % (70 %) 85.4 % (90 %) 97.3 % (99.2 %) 24.2 % (62.5 %)
Table 4. New OEE-calculation with die changes included.
Without die changes included
Availability Performance Quality OEE
67.1 % (70 %) 87.6 % (90 %) 99.2 % (99.2) 58.3 % (62.5 %)
Table 5. New OEE-calculation without die changes included.
6.3 Return of Investment
In order to further visualize the value of reducing machine downtime, a Return of Investment
(ROI) calculation was performed (See Table 6), detailing the monetary cost and gain from
educating more printers on how to operate SI.
As SI is the bottleneck of the system, the downtime cost for the machine is equal to the
downtime cost of the entire system. According to the economy department, this equals to 50 000
SEK per hour. And an hourly cost for a worker is 300 SEK. During the 10-day conducted during
the calculation of the OEE-value, it was determined that the machine has roughly 56.5 minutes
of downtime due to preventable lack of printers per day. During the course of a year, this means
that SI has a total of 324 hours of preventable downtime.

23
The estimated time required for education was determined to be 6 months. However, as the
printers also have other duties to perform, it was estimated that they could only spend 50 % of
their time on this education. Which means they will be fully trained after 12 months. As such, the
time required becomes 855 hours over a time period of a year per employee. As the company
employs 5 shifts, this means that a minimum of ten printers need to be educated (two in each
shift). The cost for this was calculated to be equal to the wage cost of the employees being
educated.
The calculation was performed on a 2-year basis, and assumes that a newly educated printer starts
being useful after the entire educational period has been completed. In reality, the printer can
probably begin assisting after 5-6 months.
𝑮𝒂𝒊𝒏 𝒐𝒇 𝒊𝒏𝒗𝒆𝒔𝒕𝒎𝒆𝒏𝒕 − 𝐂𝐨𝐬𝐭 𝐨𝐟 𝐢𝐧𝐯𝐞𝐬𝐭𝐦𝐞𝐧𝐭
𝐂𝐨𝐬𝐭 𝐨𝐟 𝐢𝐧𝐯𝐞𝐬𝐭𝐦𝐞𝐧𝐭 ROI
324 ∗ 50000 – 300 ∗ 855 ∗ 10
300 ∗ 855 ∗ 10 5.3
Table 6. ROI-calculation.

24

25
Conclusions
The main problem identified during this thesis project was the lack of standardization and data
collection in the production. The foundations for continuous improvements are not quite there,
which creates problems for both the printers and the management, as they cannot truly know
whether any implemented improvements or changes have any real effect on the production.
However, implementing a stricter documentation process and standardizing each task in the
SMED-process should give the company the basis it needs in order to truly begin improving the
efficiency of the production. It should be stressed that any other attempts at optimizing the
SMED-process cannot produce tangible or reliable results until these problems are solved. It is
therefore our recommendation that this work is given the highest priority.
Despite this, there are several things that can be improved upon even though Standard Operating
Procedures are not implemented. Training the printers, for example, on other machines can be
started. This will lead to a higher uptime on low-capacity machines. This should increase the
OEE of SI by 3,4%. A 5s-procedure can also be done to reduce the clutter of the workspace, and
the changes to shift change procedures can be implemented.
7.1 Summary of Suggested Improvements In summary, the suggested improvements are:
• Implementing SOPs for all tasks during the SMED-process.
• Implementing the Accountability system as described in section 5.3.
• Performing a 5S-procedure to clean up the workspace.
• Training printers on how to work other machines and constructing a competence matrix.
• Reorganizing the SMED-process to make the workload more even between the printers.
• Purchasing additional sets of parts that are cleaned during the SMED-process.
• Implementing a checklist that details what information should be communicated during a
shift change.
• Implementing a checklist detailing things to check before calling in the mechanics.
7.2 Discussion
The chosen process and methodology worked well for investigating the process and generating
solutions. However, a lot of time had to be spent on identifying problems. This could have been
done more efficiently and systematic.
The interviewing process could have been done more efficiently. Most of the information we
used from the people we talked to was not documented in any systematic manner, but was rather
just written down as notes in various notebooks. A more thorough investigation into how
interviews are conducted and better documentation procedures would have given more useful
information and better references for the rapport.
Furthermore, it was very difficult for us to fully observe the changeover process as it took over
24 hours. This means that a large part of it was done during the night. As we were not allowed to

26
film the process due to regulations, we were unable to ever observe a changeover from start to
finish. There were also not that many opportunities for us to observe the changeover procedure.
7.3 Future work
• Sometimes the ink is to be produced in time. This leads to the die change process not
being able to be completed, and the printers need to wait until the ink arrives.
• Due to the problems stated regarding observation of the die change process, the earlier
parts of the process were only observed once. Due to this, there are likely more
improvements that can be discovered here.

References Bicheno, J. & Holweg, M., 2016. The Lean Toolbox. 5th ed. Buckingham: PISCIE Books.
Brożyńska, M., Kowal, K., Lis, A. & Szymczak, M., 2016. 5xWhys. Method First Handbook. Łódź: 2K
Consulting.
Företagande.se, 2010. Brainstorming är kreativt tänkande i grupp, övningar. [Online]
Available at: https://www.foretagande.se/brainstorming-kreativt-tankande-i-grupp/
[Accessed 8 November 2017].
Mind Tools Content Team, 2017. Brainstorming - Creativity Techniques from Mindtools.com. [Online]
Available at: https://www.mindtools.com/brainstm.html
[Accessed 8 November 2017].
Serrat, O., 2009. The 5 Whys Technique. [Online]
Available at: https://www.adb.org/sites/default/files/publication/27641/five-whys-technique.pdf
[Accessed 6 November 2017].
Wanczura, D., n.d. Ingalio Printmaking - artelino. [Online]
Available at: https://www.artelino.com/articles/intaglio_printmaking.asp
[Accessed 30 November 2017].


Appendix
9.1 Specification of Accountability System Creator Information
Product Information
Product Specifications
Example
Company: KTH Stockholm
Contact Person: Robin Hammar & Julia Björck
Telephone: 072-5218941/076-9250199
E-mail: [email protected]/[email protected]
The Accountability System is a system of checklists and similar tools that work together to
create a concrete line of accountability throughout an entire process. This is done in order to
maintain improvement and solutions that have been implemented in the process, and to
prevent backsliding from occurring.
The idea of the system is to analyse every point where information is transferred, or where a
new methodology has been implemented and determine a set of Points of Control that will
serve as checkpoints to make sure that the new methodology is actually being utilized. These
Points of Control will be collected and organised in the form of checklists, that will each have a
controller and a user assigned to them. The user performs the checks specified in the checklist,
and the controller makes sure that the checklist is filled out.
Orignal version: 16/11-17
Current version: 20/11-17
The system MUST:
• Assign the administrative burden evenly across the system it is applied to.
• Not be time-consuming.
• Clearly assign two people for each checklist: one controller and one user.
• Clearly describe who is responsible for each step in the handling of the checklists.
• Make sure that there is exists a personal reason for everyone in the chain to do their part.
• Visualise both how well the checklists are being utilized and what effect they are having.
The system CAN:
• Be either digital or analogue.
Checklist is needed for making sure communication is working from one shift to another.
What does the checklist contain? Topics that should be covered during the shift change.
How is the checklist visualised? By connecting to Key Performance Indicators.
When is the checklist collected? During Gemba walks.
Where is checklist stored until collection? In a compartment by the machine.
Who is the user? The leaving shift.
Why should they do it? Because the arriving shift needs the information.
Who is the controller? The arriving shift.
Why should they do it? Because they need the information.
Who collects the checklists? The process owner.
Why should they do it? Because they need the statistics for Key Performance Indicators.

9.2 Specification of Checklist Template
Creator Information
Product Information
Product Specifications
Company: KTH Stockholm
Contact Person: Robin Hammar & Julia Björck
Telephone: 072-5218941/076-9250199
E-mail: [email protected]/[email protected]
The checklist is a series of Points of Control that work together to ensure a specific regulation
or procedure is followed. It does this by being part of a chain that makes sure that each
checklist is controlled twice, and then archived and used to create visualisations of the progress
in the area the checklist affects.
The checklist template is a base for how these checklists can look. It will through its design
make sure that it is clear who uses the checklist, who controls it and so on.
Orignal version: 20/11-17
Current version: 20/11-17
The checklist template MUST:
• Include a place for the controllers’ name or title.
• Include a place for the controller to sign the checklist.
• Include a place for the controlees’ name or title.
• Include a place for the controlee to sign the checklist.
• Include a place for the collectors’ name or title.
• Include a place for the collector to sign the checklist.
• Include a place for any other system-specific information (document ID, date etc.)
• Include clear steps on how to perform the check.
• Include a clear description for when the checklist should be used.

9.3 Checklist Template

9.4 Competence matrix

9.5 Current Die Change Process
CURRENT
Before stop
-
Printer 1 Time
(h) Printer 2
Time (h)
Printer 3 Time
(h)
Rengöra färgverk
Cleaning the inking device
3
Rengöra färgverk
Cleaning the inking device
3
Banda ihop sista pallar och rapportera
Tie together the last pallets and report
0,5
Uttag wiping och rengöra grottan
Remove the wiping cloth
clean the “cave”
2
Uttag schbloner och rengör cylindrar
Remove the
templates and clean the cylinders
3
Packa ihop Makpall, rapportera i Prosit,
plomba, följesedel och lämna till logsitik
Package the revocation pallet, report, plomb, add a waybill and turn
over to logistics.
0,5
Uttag plåtar och rengöra cylindrar
Remove the
plates and clean the cylinders
3
Uttag plåtar och rengöra cylindrar
Remove the plates
and clean the cylinders
3
Rengör färgpumpar och byt fat. Rapportera
kvarvarande färg i IFS.
Clean the inkpumps and change the inkdrum. Report amount of
remaining ink
3
Byt dukar
Change the cloths
0,33 Byt dukar
Change the cloths
0,33
Ta fram SMED-vagn
Bring out the SMED-trolley
0,17
Nolla linjaler och sätt i plåtar
Reset rulers and
insert plates
4
Nolla linjaler och sätt i plåtar
Reset rulers and
insert plates
4
Slå för intagspall och ställ in iläggare
Smoothen out the input pallet and configure the
feeder
0,33
Nolla linjaler och sätt i schabloner
Reset rulers and insert templates
2
Nolla linjaler och sätt i schabloner
Reset rulers and insert templates
2
Säkerställ att arket får bra gripartag i svänggriparen
Confirm the pivoting
gripper gets a good grip on the sheet
0,083
Nolla fronthållare
Reset frontal grip
0,33 Nolla fronthållare
Reset frontal grip
0,33 Grovställa avläggare
Roughly adjust the layer
0,33

Justera arkbanan och kontrollera
gripartag
Adjust the sheet path and confirm
grip
1
Justera arkbanan och kontrollera
gripartag
Adjust the sheet path and confirm
grip
1
Kontrollera IFS/Prosit/ProTak
Confirm
IFS/Prosit/ProTak
0,083
Ställ valsar och tryck
Adjust cylinders
and pressure
0,33
Ställ valsar och tryck
Adjust cylinders and pressure
0,33
Kontrollera Make-Ready sensorn
Control Make-Ready
sensor
0,083
Rikta schblon mot plat
Align template
and plate
0,33
Rikta schablon mot plat
Align template and
plate
0,33 5S Rond
5S Round
0,17
Ställ färger och finlira
Configure ink and improve
settings
1
Ställ färger och finlira
Configure ink and improve settings
1
Köra iläggare och finlira avläggare
Run the feeder and configure the layer
0,33
Godkänning
Approval
Godkänning
Approval
Intagspallar körda
Run input pallets
Ställ in NotaSave
Configure NotaSave
0,5 Ställ in NotaSave
Configure NotaSave
0,5
Kör iläggare och slå för upplaga
Run the feeder and
smoothen the pressing
0,33
Starta production
Start Production 0,17
Starta produktionen
Start Production 0,17
Starta produktionen
Start Production 0,17
Total tid 18 Total tid 19 Total tid 6,08
During the production
Särtryck/Godkänningsark
Offprint/Approvalsheet
Särtryck
Offprint
Veckans FU
Report deivation
Rapportera avvikelser
Weekly FU
9.6 New Die Change Process
NEW
Before stop
Ta fram SMED-vagn
Bring out the SMED-trolley
Printer 1 Time
(h) Printer 2
Time (h)
Printer 3 Time
(h)

Rengöra färgverk
Cleaning the inking device
2
Rengöra färgverk
Cleaning the inking device
2
Banda ihop sista pallar och rapportera
Tie together the last pallets and report
0,5
Uttag wiping och rengöra grottan
Remove the wiping
cloth clean the “cave”
2
Uttag schbloner, rengör cylindrar och nolla linjaler
Remove the
templates and clean the cylinders
3
Packa ihop Makpall, rapportera i Prosit,
plomba, följesedel och lämna till logsitik
Package the revocation pallet, report, plomb, add a waybill and turn
over to logistics.
0,5
Uttag plåtar, rengöra cylindrar och nolla linjaler
Remove the plates, clean the cylinders and reset the rulers
2
Uttag plåtar, rengöra cylindrar och nolla linjaler
Remove the
plates, clean the cylinders and
reset the rulers
2,5
Rengör färgpumpar och byt fat. Rapportera
kvarvarande färg i IFS.
Clean the inkpumps and change the inkdrum. Report amount of
remaining ink
3
Sätt i plåtar
Insert plates 3,5
Sätt i plåtar
Insert plates 3,5
Byt dukar
Change the cloths 0,5
Sätt i schabloner
Insert templates 1,5
Sätt i schabloner
Insert templates 1,5
Slå för intagspall och ställ in iläggare
Smoothen out the input pallet and configure the
feeder
0,33
Justera arkbanan och kontrollera
gripartag
Adjust the sheet path and confirm
grip
1
Justera arkbanan och kontrollera
gripartag
Adjust the sheet path and confirm
grip
1
Säkerställ att arket får bra gripartag i svänggriparen
Confirm the pivoting
gripper gets a good grip on the sheet
0,083
Ställ valsar och tryck
Adjust cylinders and
pressure
0,33
Ställ valsar och tryck
Adjust cylinders
and pressure
0,33 Grovställa avläggare
Roughly adjust the layer
0,33
Rikta schblon mot plat
Align template and
plate
0,33
Rikta schablon mot plat
Align template
and plate
0,33
Kontrollera IFS/Prosit/ ProTAK
Confirm
IFS/Prosit/ProTak
0,083

Ställ färger och finlira
Configure ink and improve settings
1
Ställ färger och finlira
Configure ink and improve
settings
1
Kontrollera Make-Ready sensorn
Control Make-Ready
sensor
0,083
Godkänning
Approval
Godkänning
Approval
Köra iläggare och finlira avläggare
Run the feeder and configure the layer
0,34
Ställ in NotaSave 0,5 Ställ in NotaSave 0,5 Nolla fronthållaren
Reset frontal grip
0,5
Starta produktion 0,17 Starta
produktionen 0,17
Kör iläggare och slå för upplaga
Run the feeder and
smoothen the pressing
0,33
Intagspallar körda
Run input pallets
Starta produktionen 0,17
Total tid 14,5 Total tid 16,5 Total tid 6,75
During the production
Särtryck/ Godkänningsark
Offprint/Approvals
heet
5S Rond
5S
Round
Full produktions-takt
Särtryck
Offprint
Veckans FU
Weekly FU
Rappo
rtera
avvike
lser
Report
deivati
on

9.8 Checklist SMED-Process for printer 1 and 2



9.9 Checklist SMED-Process for printer 3


9.10 Checklist for mechanics

9.11 Checklist for shift changes