Embed Size (px)
Citation preview
X SYMPOZJUM NAUKOWO-TECHNICZNE ”Cement – właściwości i zastosowanie”
GÓRAŻDŻE CEMENT S.A.
Katedra Procesów Budowlanych Wydział Budownictwa Politechniki Śląskiej w Gliwicach
GÓRAŻDŻE CEMENT HEIDELBERGCEMENT Group
REOLOGIA W TECHNOLOGII BETONU
Gliwice 2008
2
KOMITET PROGRAMOWY Przewodniczący:
prof. dr hab. inż. JANUSZ SZWABOWSKI Politechnika Śląska inż. ANDRZEJ BALCEREK Prezes Zarządu, Dyrektor Generalny Górażdże CEMENT S.A.
Członkowie:
mgr inż. CZESŁAW NIERZWICKI Dyrektor Handlowy Górażdże CEMENT S.A. dr inż. JACEK GOŁASZEWSKI Politechnika Śląska dr inż. Maciej Urban Politechnika Krakowska dr hab. inż. ZBIGNIEW GIERGICZNY Górażdże CEMENT S.A.
Sekretariat sympozjum: lic. EWA GRZYBOWSKA Katedra Procesów Budowlanych Wydział Budownictwa Politechniki Śląskiej ul. Akademicka 5, 44-100 Gliwice tel. (0-32) 237-22-94 fax (0-32) 237-27-37 e-mail: [email protected]
3
SPIS TREŚCI
REOLOGIA W TECHNOLOGII BETONU
I sesja Przewodniczący sesji - prof. dr hab. inż. Janusz Szwabowski Politechnika Śląska
1. Właściwości stwardniałego betonu z dodatkiem popiołów lotnych
z palenisk fluidalnych - str. 5 - dr hab. inż. Zbigniew Giergiczny, mgr inż. Tomasz Pużak, Górażdże Cement S.A.
2. TioCem – cement z przyszłością - str. 17 - mgr inż. Damian Dziuk, mgr inż. Marcin Sokołowski, Górażdże Cement S.A.
3. Wpływ zabiegów technologicznych na tempo narastania wytrzymałości
na ściskanie betonu - str.25
- mgr inż. Artur Golda, mgr inż. Sebastian Kaszuba, Betotech Sp. z o.o. Dąbrowa Górnicza 4. Właściwości reologiczne kompozytów cementowych z dodatkiem polimerowego
superabsorbera ograniczającym efekty samoosuszania - str. 33 - mgr inż. Magdalena Piechówka, Politechnika Wrocławska
5. Kamień wapienny składnikiem cementu - str. 45 - dr hab.inż. Zbigniew Giergiczny, mgr inż. Marcin Sokołowski, Górażdże Cement S.A.
II sesja Przewodniczący sesji - dr hab.inż. Zbigniew Giergiczny Górażdże Cement S.A.
1. Lekkie betony samozagęszczalne – ocena wpływu kompozycji kruszywa na właściwości - str. 61 - dr inż. Maria Kaszyńska, Politechnika Szczecińska
2. Objętość zaprawy w mieszance betonowej a efekty działania
superplastyfikatora - str. 71
- dr hab. inż. Jacek Gołaszewski, Politechnika Śląska
3. Sposoby uzyskiwania krzywej płynięcia mieszanki betonowej z wyników
badań reologicznych uzyskiwanych w reometrze - str. 85 - dr inż. Maciej Urban, Politechnika Krakowska
4
4. Wpływ technologii wykonywania na właściwości konstrukcyjnych
betonów lekkich - str. 99
- dr inż. Lucyna Domagała, Politechnika Krakowska
5. Wpływ napowietrzenia na właściwości reologiczne samozagęszczalnej
mieszanki betonowej - str. 113
- mgr inż. Beata Łaźniewska-Piekarczyk, Politechnika Śląska
6. Wpływ sposobu wypełniania formy na dystrybucję włókien
w fibrobetonie - str. 125 - dr inż. Tomasz Ponikiewski, Politechnika Śląska
5
X SYMPOZJUM NAUKOWO-TECHNICZNE REOLOGIA W TECHNOLOGII BETONU
Gliwice 2008
Zbigniew Giergiczny1 Tomasz Pużak2
WŁAŚCIWOŚCI STWARDNIAŁEGO BETONU Z DODATKIEM POPIOŁÓW LOTNYCH Z PALENISK FLUIDALNYCH
1. Wprowadzenie Popioły lotne są podstawowym ubocznym produktem spalania pyłu z węgla kamiennego lub brunatnego w elektrowniach i elektrociepłowniach. Stanowią one cenny i pożądany na rynku surowiec dla przemysłu materiałów budowlanych, zwłaszcza dla producentów cementu i betonu. Ma to swoje odzwierciedlenie w obowiązujących normach, które precyzyjnie określają wymagania dla popiołu stosowanego jako dodatek do cementu lub betonu [1,2]. W ostatnich latach, oprócz typowych popiołów lotnych krzemionkowych powstałych w klasycznych paleniskach, powstają nowe rodzaje popiołów, które są mieszaniną produktów równoczesnego spalania węgla i procesu odsiarczania gazów (popioły połączone z produktami suchych metod odsiarczania spalin i popioły z palenisk fluidalnych). Są to materiały, które nie spełniają obowiązujących norm, ale jednocześnie są coraz częściej stosowane w budownictwie w oparciu o krajowe aprobaty techniczne [3,4]. Prezentowane w niniejszej pracy wyniki badań są kontynuacją programu badawczego, które część poświęcona wpływowi popiołów fluidalnych na właściwości mieszanki betonowej przedstawiono podczas IX Sympozjum „Reologia w technologii betonu” [5]. Prezentowany artykuł przedstawia wpływ dodatku popiołów fluidalnych, uzyskanego ze spalenia węgla brunatnego i kamiennego, na właściwości stwardniałego betonu. Jako matrycę porównawczą stosowano beton z dodatkiem normowego popiołu lotnego krzemionkowego (spełniający wymagania normy PN-EN 450-1 [2]). 1 dr hab. inż., prof. nadzw. Politechniki Opolskiej; Górażdże Cement S.A.; [email protected] 2 mgr inż., Górażdże Cement S.A.; [email protected]
6
2. Charakterystyka materiałów stosowanych w badaniach W tablicach 1 i 2 przedstawiono właściwości zastosowanych w badaniach popiołów lotnych.
Tablica 1. Skład chemiczny popiołów lotnych
Rodzaj popiołu Zawartość, % mas. SiO2 Al2O3 Fe2O3 CaO MgO Na2O K2O
Krzemionkowy 51,50 27,83 7,50 3,68 2,51 1,07 2,97 Fluidalny z
węgla brunatnego
37,97 29,82 4,63 14,16 1,83 Nie badano
Fluidalny z węgla
kamiennego 46,83 24,53 8,65 5,85 2,17 1,42 2,40
Tablica 2. Właściwości popiołów lotnych wg PN-EN 450-1:2006
Rodzaj popiołu Strata
prażenia [%]
SO3[%]
CaOwolne[%]
Cl- [%]
Aktywność pucolanowa [%] Miałkość
[%] Gęstość [g/cm3] Po 28
dniach Po 90 dniach
Krzemionkowy 2,24 0,67 0,07 0,007 78,4 93,2 34,0 2,13 Fluidalny z
węgla brunatnego
2,26 3,94 1,59 0,025 92,3 95,0 34,0 2,66
Fluidalny z węgla
kamiennego 3,84 3,58 0,25 0,128 88,2 88,9 21,2 2,65
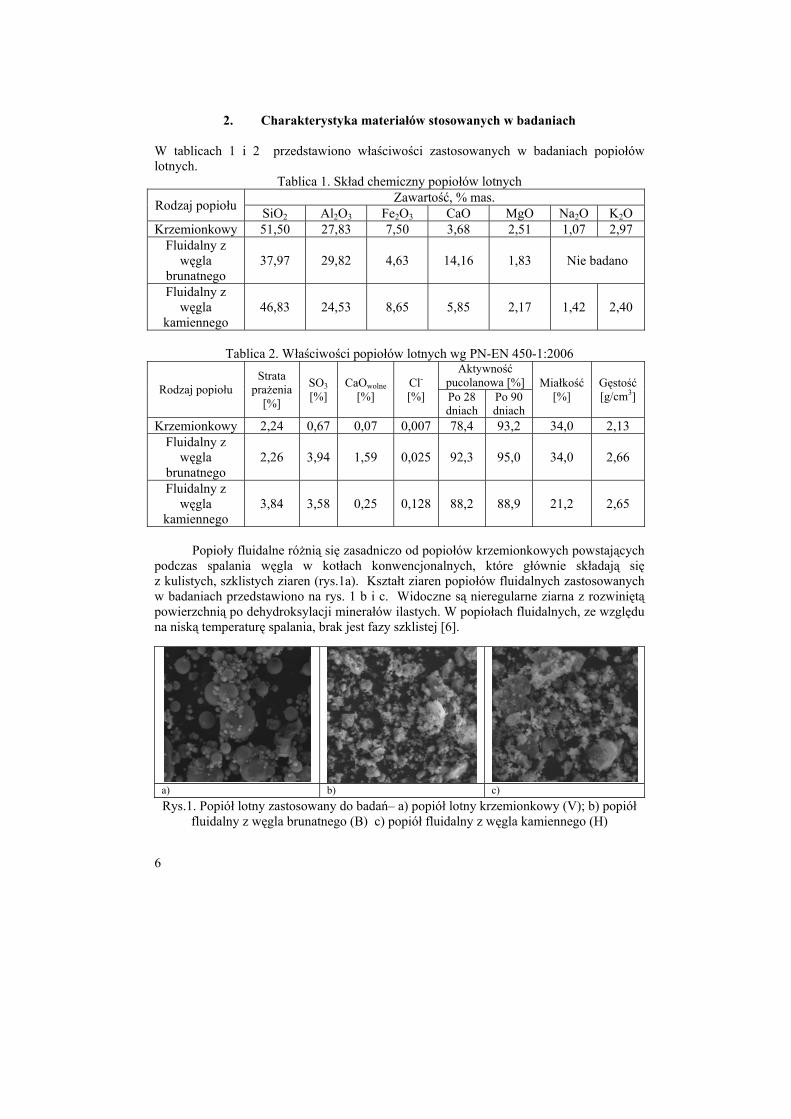
Popioły fluidalne różnią się zasadniczo od popiołów krzemionkowych powstających podczas spalania węgla w kotłach konwencjonalnych, które głównie składają się z kulistych, szklistych ziaren (rys.1a). Kształt ziaren popiołów fluidalnych zastosowanych w badaniach przedstawiono na rys. 1 b i c. Widoczne są nieregularne ziarna z rozwiniętą powierzchnią po dehydroksylacji minerałów ilastych. W popiołach fluidalnych, ze względu na niską temperaturę spalania, brak jest fazy szklistej [6].
a) b) c) Rys.1. Popiół lotny zastosowany do badań– a) popiół lotny krzemionkowy (V); b) popiół
fluidalny z węgla brunatnego (B) c) popiół fluidalny z węgla kamiennego (H)
7
Do przygotowania mieszanek betonowych użyto cementu portlandzkiego CEM I 42,5R o właściwościach przedstawionych w tablicy 3 i 4 oraz piasku (0÷2mm) i kruszyw żwirowych frakcji 2÷8 mm i 8÷16 mm.
Tablica 3. Właściwości fizyczne i mechaniczne cementu CEM I 42,5R
Właściwość Wymagania wg PN-EN 197-1
Wynik badań laboratorium zakładowego
Zmiany objętości, Le Chatelier ≤ 10 mm 0,2 mm
Początek czasu wiązania ≥ 60 min 170 min Wytrzymałość na ściskanie
po 2 dniach ≥ 20 MPa 25,2 MPa
Wytrzymałość na ściskanie po 28 dniach
≥ 42,5 MPa ≤ 62,5 MPa 50,5 MPa
Tablica 4. Skład chemiczny cementu CEM I 42,5R
Właściwość Wymagania wg PN-EN 197-1
Wynik badań laboratorium zakładowego
Strata prażenia ≤ 5,0 % 3,45 %
Pozostałość nierozpuszczalna ≤ 5,0 % 0,73 %
Zawartość siarczanów (SO3) ≤ 4,0 % 2,7 %
Zawartość chlorków (Cl-) ≤ 0,10 % 0,048 %
3. Skład mieszanek betonowych Skład badanych mieszanek betonowych pokazano w tablicy 5. Popiół lotny dodawano w ilości 20% i 33% w stosunku do masy cementu. W prowadzonych pracach badawczych popioły oznaczono jako: V – popiół lotny krzemionkowy, B – popiół fluidalny z węgla brunatnego, H – popiół fluidalny z węgla kamiennego. Cement oznaczono symbolem – C I. Ilość spoiwa w poszczególnych mieszankach obliczano zgodnie z zasadami określonymi w normie PN-EN 206-1 [10] z uwzględnieniem wartości „k” równej 0,2 oraz 0,4 (s = c+k⋅p [kg]; gdzie s- ilość spoiwa w kg, c – ilość cementu w kg, p – ilość popiołu w kg). Stosunek wodno-spoiwowy (w/s) dla wszystkich mieszanek wynosił 0,5. Ilość superplastyfikatora dobierano tak, aby uzyskać opad stożka na poziomie 15÷18 cm (beton pompowalny). W przypadku nie uzyskania zakładanej konsystencji zwiększano ilość superplastyfikatora do maksymalnej dawki zalecanej przez producenta (2% masy cementu), a następnie, jeśli działanie to nie przynosiło zakładanego efektu, zwiększano ilości wody zarobowej aż do uzyskania zakładanej konsystencji.
8
Tablica 5. Skład mieszanek betonowych
SP - superplastyfikator; I- CEM I 42,5R; 20; 33 – procentowy udział popiołu lotnego w składzie mieszanki, V- popiół lotny krzemionkowy, B – popiół fluidalny z węgla brunatnego, H – popiół fluidalny z węgla kamiennego Właściwości mieszanki betonowej, zawierającej dodatek popiołu lotnego krzemionkowego oraz popiołu fluidalnego, zostały przedstawione w na IX Sympozjum „Reologia w technologii betonu” [5].
4. Wpływ dodatku popiołów na właściwości stwardniałego betonu Zakres badań stwardniałego betonu obejmował oznaczenie:
• wytrzymałości na ściskanie po 2, 7, 28 i 180 dniach twardnienia według procedury podanej w normie PN-EN 12390-3 [8],
• głębokości penetracji wody pod ciśnieniem według normy PN-EN 12390-8 [9], • nasiąkliwości według normy PN-B/88 – 06250 [7], • mrozoodporności betonu według normy PN-B/88– 06250 [7] dla stopnia
mrozoodporności F 150 i F 300, • wpływu pielęgnacji wczesnej na wytrzymałość na ściskanie betonu.
Wyniki przeprowadzonych badań przedstawiono w tablicach 6-9 oraz na rys. 2 -5.
Symbol mieszanki
Wartość „k”
Zawartość składnika, [kg/m3] Cement Popiół Piasek Żwir 2-8 Żwir 8-16 SP Woda
C I - 320 - 699 612 641 3,6 160 I/20- 1 (V,B,H) 0,2 308 62 676 592 620 2,7 160
I/20-2 (V,B,H) 0,4 296 59 681 596 625 2,6 160
I/33-1 (V,B,H) 0,2 300 99 663 580 608 2,6 160
I/33-2 (V,B,H) 0,4 283 93 671 587 615 2,6 160
9
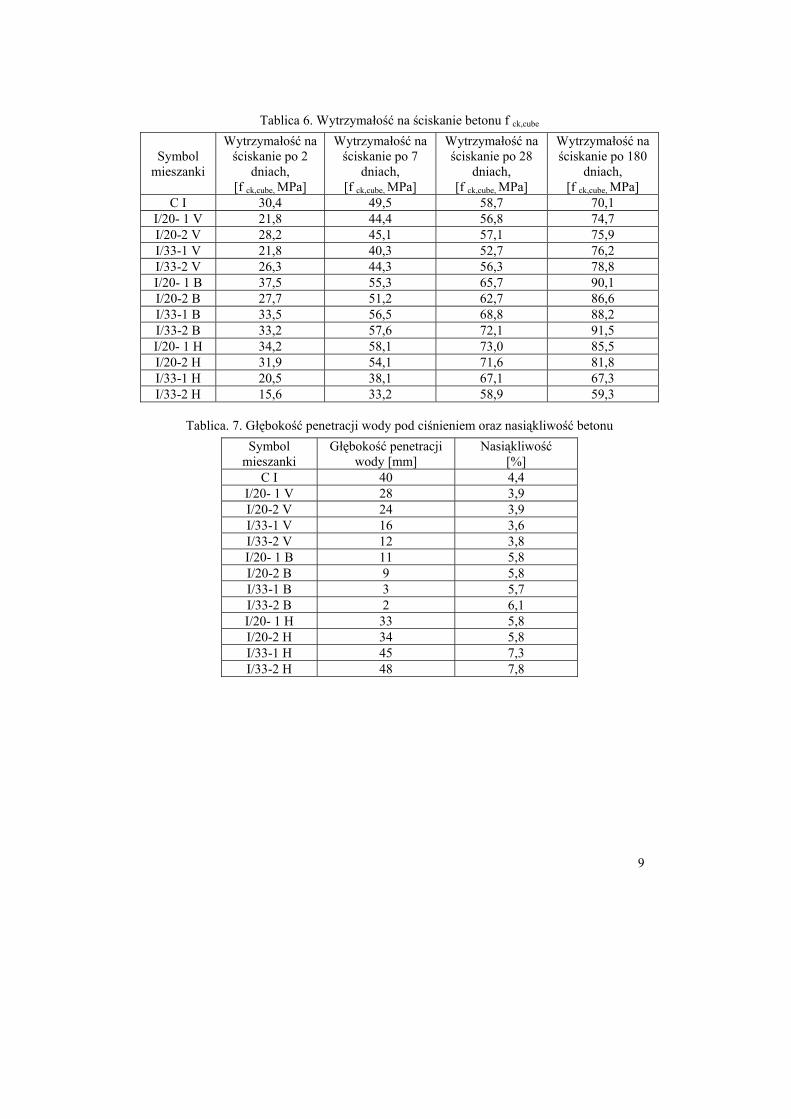
Tablica 6. Wytrzymałość na ściskanie betonu f ck,cube
Tablica. 7. Głębokość penetracji wody pod ciśnieniem oraz nasiąkliwość betonu
Symbol mieszanki
Wytrzymałość na ściskanie po 2
dniach, [f ck,cube, MPa]
Wytrzymałość na ściskanie po 7
dniach, [f ck,cube, MPa]
Wytrzymałość na ściskanie po 28
dniach, [f ck,cube, MPa]
Wytrzymałość na ściskanie po 180
dniach, [f ck,cube, MPa]
C I 30,4 49,5 58,7 70,1 I/20- 1 V 21,8 44,4 56,8 74,7 I/20-2 V 28,2 45,1 57,1 75,9 I/33-1 V 21,8 40,3 52,7 76,2 I/33-2 V 26,3 44,3 56,3 78,8 I/20- 1 B 37,5 55,3 65,7 90,1 I/20-2 B 27,7 51,2 62,7 86,6 I/33-1 B 33,5 56,5 68,8 88,2 I/33-2 B 33,2 57,6 72,1 91,5 I/20- 1 H 34,2 58,1 73,0 85,5 I/20-2 H 31,9 54,1 71,6 81,8 I/33-1 H 20,5 38,1 67,1 67,3 I/33-2 H 15,6 33,2 58,9 59,3
Symbol mieszanki
Głębokość penetracji wody [mm]
Nasiąkliwość [%]
C I 40 4,4 I/20- 1 V 28 3,9 I/20-2 V 24 3,9 I/33-1 V 16 3,6 I/33-2 V 12 3,8 I/20- 1 B 11 5,8 I/20-2 B 9 5,8 I/33-1 B 3 5,7 I/33-2 B 2 6,1 I/20- 1 H 33 5,8 I/20-2 H 34 5,8 I/33-1 H 45 7,3 I/33-2 H 48 7,8
10
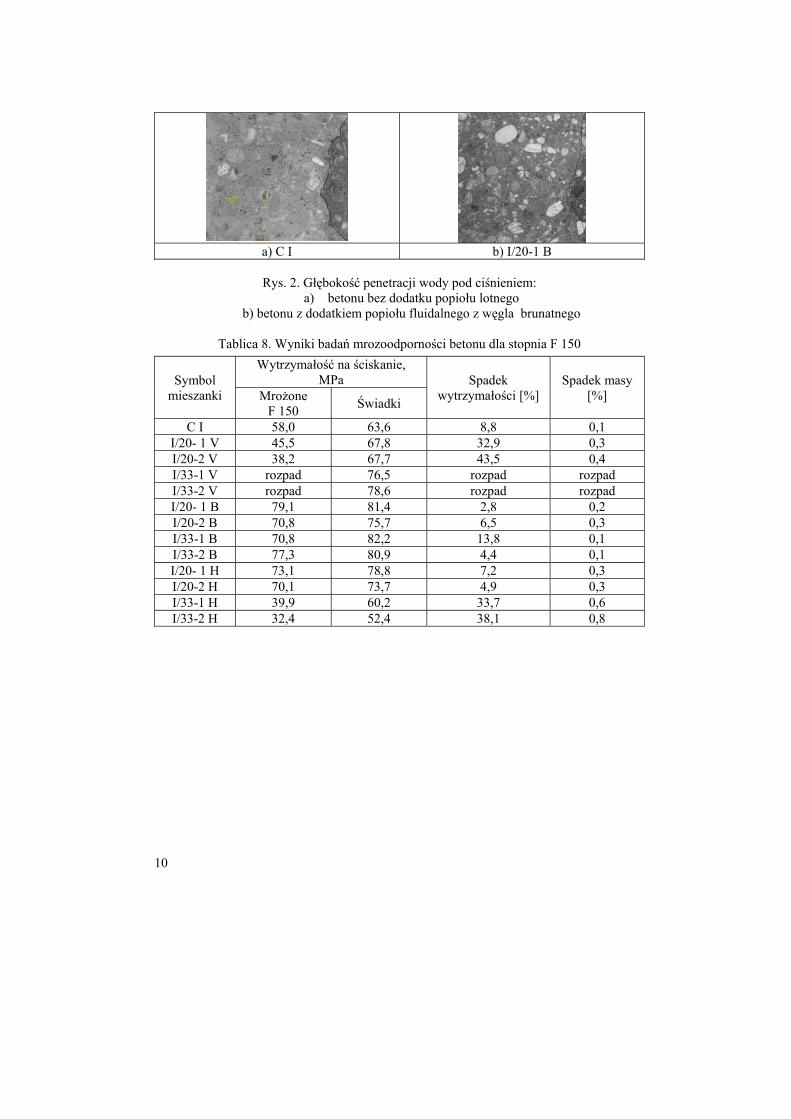
a) C I b) I/20-1 B
Rys. 2. Głębokość penetracji wody pod ciśnieniem:
a) betonu bez dodatku popiołu lotnego b) betonu z dodatkiem popiołu fluidalnego z węgla brunatnego
Tablica 8. Wyniki badań mrozoodporności betonu dla stopnia F 150
Symbol mieszanki
Wytrzymałość na ściskanie, MPa Spadek
wytrzymałości [%] Spadek masy
[%] Mrożone F 150 Świadki
C I 58,0 63,6 8,8 0,1 I/20- 1 V 45,5 67,8 32,9 0,3 I/20-2 V 38,2 67,7 43,5 0,4 I/33-1 V rozpad 76,5 rozpad rozpad I/33-2 V rozpad 78,6 rozpad rozpad I/20- 1 B 79,1 81,4 2,8 0,2 I/20-2 B 70,8 75,7 6,5 0,3 I/33-1 B 70,8 82,2 13,8 0,1 I/33-2 B 77,3 80,9 4,4 0,1 I/20- 1 H 73,1 78,8 7,2 0,3 I/20-2 H 70,1 73,7 4,9 0,3 I/33-1 H 39,9 60,2 33,7 0,6 I/33-2 H 32,4 52,4 38,1 0,8
11
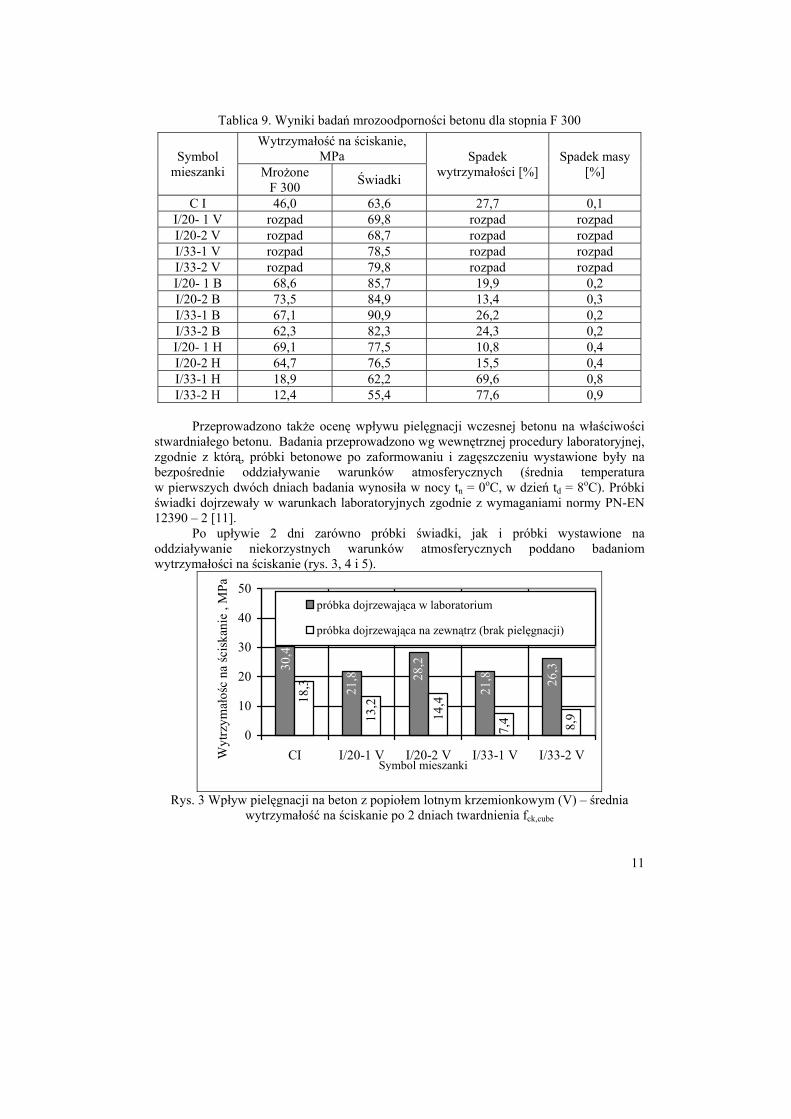
Tablica 9. Wyniki badań mrozoodporności betonu dla stopnia F 300
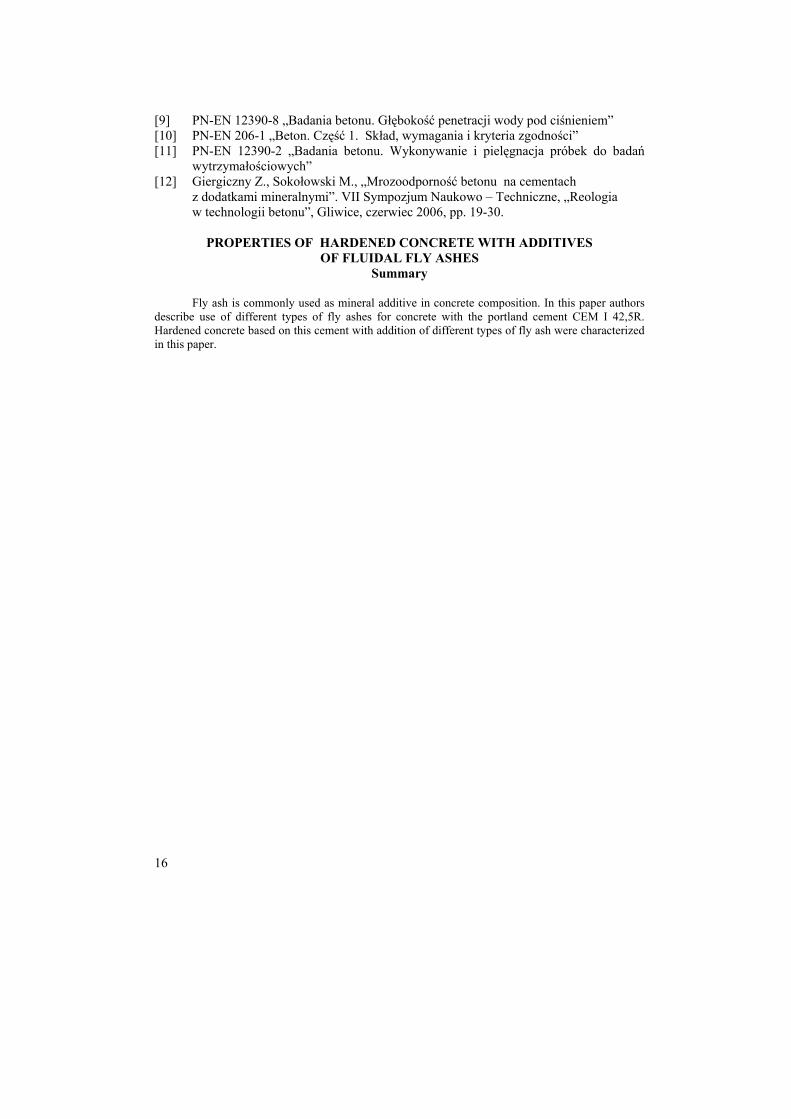
Przeprowadzono także ocenę wpływu pielęgnacji wczesnej betonu na właściwości stwardniałego betonu. Badania przeprowadzono wg wewnętrznej procedury laboratoryjnej, zgodnie z którą, próbki betonowe po zaformowaniu i zagęszczeniu wystawione były na bezpośrednie oddziaływanie warunków atmosferycznych (średnia temperatura w pierwszych dwóch dniach badania wynosiła w nocy tn = 0oC, w dzień td = 8oC). Próbki świadki dojrzewały w warunkach laboratoryjnych zgodnie z wymaganiami normy PN-EN 12390 – 2 [11]. Po upływie 2 dni zarówno próbki świadki, jak i próbki wystawione na oddziaływanie niekorzystnych warunków atmosferycznych poddano badaniom wytrzymałości na ściskanie (rys. 3, 4 i 5).
21,8 28
,2
21,8 26
,330,4
8,9
7,414
,4
13,218
,3
0
10
20
30
40
50
CI I/20-1 V I/20-2 V I/33-1 V I/33-2 VWyt
rzym
ałoś
c na
ścis
kani
e , M
Pa
próbka dojrzewająca w laboratorium
próbka dojrzewająca na zewnątrz (brak pielęgnacji)
Rys. 3 Wpływ pielęgnacji na beton z popiołem lotnym krzemionkowym (V) – średnia
wytrzymałość na ściskanie po 2 dniach twardnienia fck,cube
Symbol mieszanki
Wytrzymałość na ściskanie, MPa Spadek
wytrzymałości [%] Spadek masy
[%] Mrożone F 300 Świadki
C I 46,0 63,6 27,7 0,1 I/20- 1 V rozpad 69,8 rozpad rozpad I/20-2 V rozpad 68,7 rozpad rozpad I/33-1 V rozpad 78,5 rozpad rozpad I/33-2 V rozpad 79,8 rozpad rozpad I/20- 1 B 68,6 85,7 19,9 0,2 I/20-2 B 73,5 84,9 13,4 0,3 I/33-1 B 67,1 90,9 26,2 0,2 I/33-2 B 62,3 82,3 24,3 0,2 I/20- 1 H 69,1 77,5 10,8 0,4 I/20-2 H 64,7 76,5 15,5 0,4 I/33-1 H 18,9 62,2 69,6 0,8 I/33-2 H 12,4 55,4 77,6 0,9
Symbol mieszanki
12
37,5
27,7
33,5
33,2
30,4
16,824
,4
19,8
27,5
18,3
0
10
20
30
40
50
60
CI I/20-1 B I/20-2 B I/33-1 B I/33-2 B
Wyt
rzym
ałoś
c na
ści
skan
ie, M
Pa próbka dojrzewajaca w laboratorium
próbka dojrzewająca na zewnątrz (brak pielęgnacji)
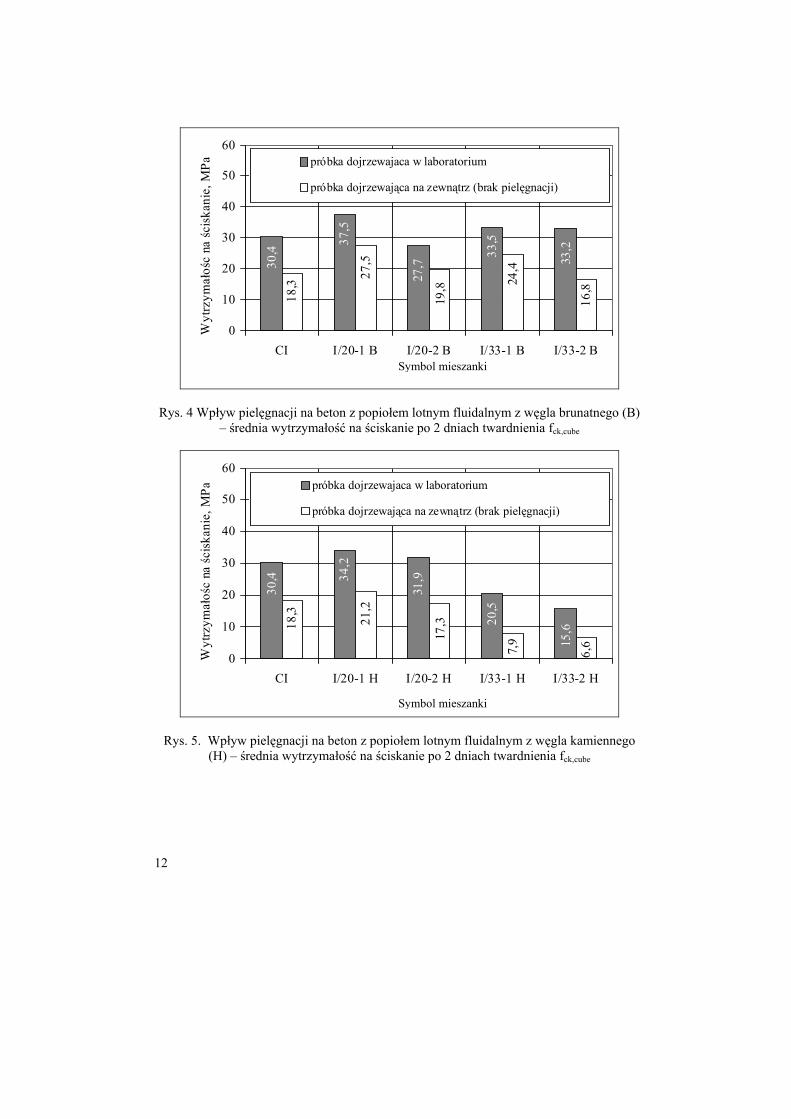
Rys. 4 Wpływ pielęgnacji na beton z popiołem lotnym fluidalnym z węgla brunatnego (B) – średnia wytrzymałość na ściskanie po 2 dniach twardnienia fck,cube
34,2
31,9
20,5
15,6
30,4
6,67,917
,321,2
18,3
0
10
20
30
40
50
60
CI I/20-1 H I/20-2 H I/33-1 H I/33-2 H
Wyt
rzym
ałoś
c na
ści
skan
ie, M
Pa próbka dojrzewajaca w laboratorium
próbka dojrzewająca na zewnątrz (brak pielęgnacji)
Rys. 5. Wpływ pielęgnacji na beton z popiołem lotnym fluidalnym z węgla kamiennego (H) – średnia wytrzymałość na ściskanie po 2 dniach twardnienia fck,cube
Symbol mieszanki
Symbol mieszanki
13
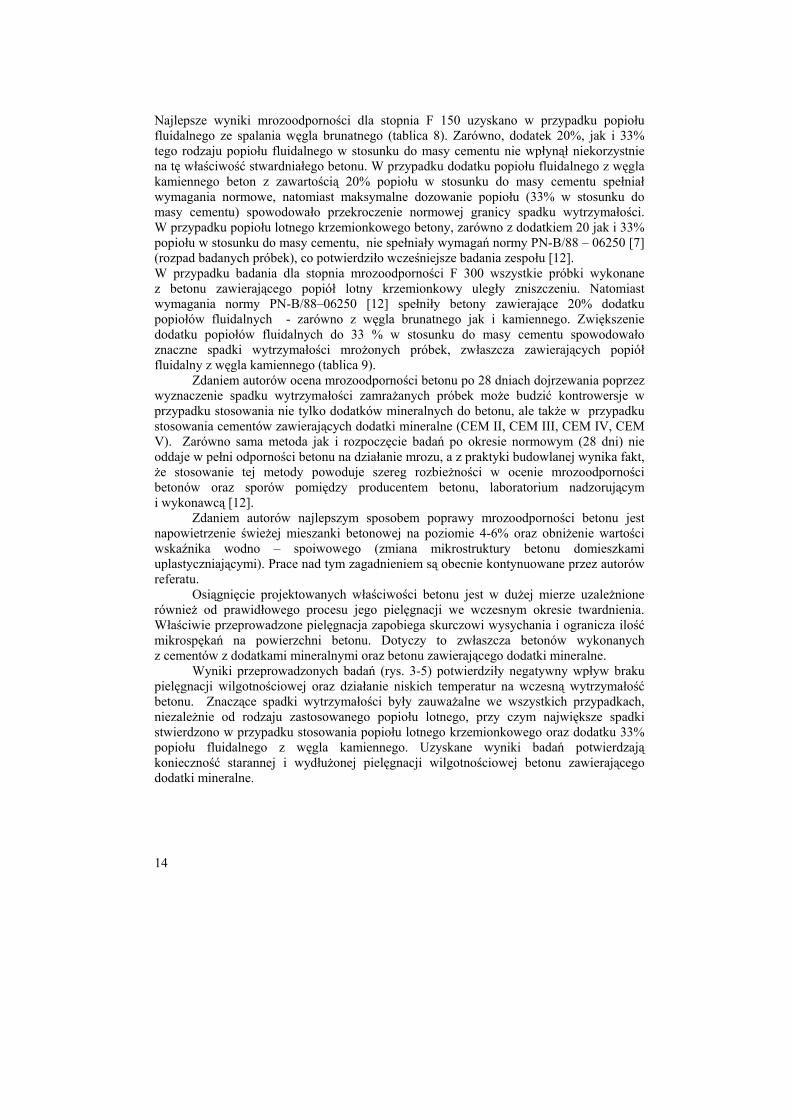
5. Omówienie wyników badań Popiół lotny jako składnik betonu modyfikuje zarówno właściwości mieszanki betonowej, jak i stwardniałego betonu. Wpływ popiołu na właściwości betonu zależy od jego składu chemicznego i fazowego popiołu, a także od rodzaju instalacji, z jakiej pochodzi (warunki otrzymywania) [5,6]. Wytrzymałość wczesna na ściskanie betonu (po 2 i 7 dniach dojrzewania) zawierającego dodatek popiołu lotnego krzemionkowego (V) jest niższa niż betonu kontrolnego, wykonanego bez dodatków mineralnych (tablica 6). Wielkość spadku wytrzymałości jest zależna od ilości wprowadzonego popiołu lotnego. Wynika to z aktywności pucolanowej popiołu lotnego krzemionkowego, która to w temperaturze pokojowej jest stosunkowo mała i jej pozytywny wpływ na właściwości betonu i kompozytów cementowych jest zauważalny dopiero po dłuższym okresie twardnienia (28 dni i dłużej). W praktyce zwiększenie aktywności spoiw zawierających popioły lotne krzemionkowe uzyskuje się poprzez dodatkowy przemiał, obróbkę cieplna lub aktywacje chemiczną [6]. Analizując wyniki badań wytrzymałości na ściskanie (tablica 6) widać znaczące przyrosty wytrzymałości pomiędzy 28 a 180 dniem twardnienia. Zdaniem autorów, w przypadku wprowadzenia dużej ilości popiołu lotnego krzemionkowego do składu betonu (20% masy cementu i więcej) korzystniej jest oceniać jego właściwości nie po okresie normowym (28 dni), ale po dłuższych okresach twardnienia (56, 90 dni) [12]. Dotyczy to zwłaszcza budowy obiektów hydrotechnicznych, betonów masywnych, obiektów oczyszczalni ścieków itp. Wymaga to jednak uzgodnień i zapisów już na etapie przygotowania specyfikacji technicznej budowanego obiektu. Dodatek popiołów fluidalnych, zarówno ze spalania węgla brunatnego (B) jak i kamiennego (H) znacząco poprawia wytrzymałość wczesną betonu. Najwyższe przyrosty wytrzymałości wczesnej zaobserwowano w przypadku popiołu fluidalnego ze spalania węgla brunatnego (tablica 6). W przypadku popiołu fluidalnego z węgla kamiennego stwierdzono, iż dodatek jego powyżej 20% w stosunku do masy cementu jest nieefektywny i w rezultacie powoduje znaczne spadki wytrzymałości na ściskanie. Wytrzymałości na ściskanie w okresie normowym (28 dni) i w długich okresach twardnienia (180 dni) są wyższe niż w przypadku betonów bez dodatku popiołu i z dodatkiem popiołu lotnego krzemionkowego, spełniającego wymagania normy PN-EN 450-1. Uzyskano także zadowalające wyniki głębokości penetracji wody pod ciśnieniem. Wszystkie betony charakteryzowały się głębokością penetracji poniżej 50 mm. Najlepszy rezultat uzyskano przy dodatku 33% popiołu fluidalnego z węgla brunatnego; najgorszy – na betonie z dodatkiem 33% popiołu fluidalnego z węgla kamiennego (tablica 7). Najniższą nasiąkliwością charakteryzowały się betony bez dodatku popiołu oraz z dodatkiem popiołu lotnego krzemionkowego. Dodatek, zarówno popiołu fluidalnego z węgla brunatnego jak i z kamiennego, zwiększał nasiąkliwość betonu, przy czym przy stosowaniu popiołu fluidalnego wyniki były znacznie gorsze. Najwyższą nasiąkliwością charakteryzowały się betony z dodatkiem 33% popiołu fluidalnego z węgla kamiennego (od 5,8% do 7,8%; tablica 7). Badania mrozoodporności przeprowadzono dla stopnia mrozoodporności F 150 i F300 zgodnie z wymaganiami PN-B-88/06250 [12]. Badanie mrozoodporności rozpoczynano po 28 dniach dojrzewania próbek, przechowywanych zgodnie z wymaganiami PN-EN 12390 – 2 [16].
14
Najlepsze wyniki mrozoodporności dla stopnia F 150 uzyskano w przypadku popiołu fluidalnego ze spalania węgla brunatnego (tablica 8). Zarówno, dodatek 20%, jak i 33% tego rodzaju popiołu fluidalnego w stosunku do masy cementu nie wpłynął niekorzystnie na tę właściwość stwardniałego betonu. W przypadku dodatku popiołu fluidalnego z węgla kamiennego beton z zawartością 20% popiołu w stosunku do masy cementu spełniał wymagania normowe, natomiast maksymalne dozowanie popiołu (33% w stosunku do masy cementu) spowodowało przekroczenie normowej granicy spadku wytrzymałości. W przypadku popiołu lotnego krzemionkowego betony, zarówno z dodatkiem 20 jak i 33% popiołu w stosunku do masy cementu, nie spełniały wymagań normy PN-B/88 – 06250 [7] (rozpad badanych próbek), co potwierdziło wcześniejsze badania zespołu [12]. W przypadku badania dla stopnia mrozoodporności F 300 wszystkie próbki wykonane z betonu zawierającego popiół lotny krzemionkowy uległy zniszczeniu. Natomiast wymagania normy PN-B/88–06250 [12] spełniły betony zawierające 20% dodatku popiołów fluidalnych - zarówno z węgla brunatnego jak i kamiennego. Zwiększenie dodatku popiołów fluidalnych do 33 % w stosunku do masy cementu spowodowało znaczne spadki wytrzymałości mrożonych próbek, zwłaszcza zawierających popiół fluidalny z węgla kamiennego (tablica 9). Zdaniem autorów ocena mrozoodporności betonu po 28 dniach dojrzewania poprzez wyznaczenie spadku wytrzymałości zamrażanych próbek może budzić kontrowersje w przypadku stosowania nie tylko dodatków mineralnych do betonu, ale także w przypadku stosowania cementów zawierających dodatki mineralne (CEM II, CEM III, CEM IV, CEM V). Zarówno sama metoda jak i rozpoczęcie badań po okresie normowym (28 dni) nie oddaje w pełni odporności betonu na działanie mrozu, a z praktyki budowlanej wynika fakt, że stosowanie tej metody powoduje szereg rozbieżności w ocenie mrozoodporności betonów oraz sporów pomiędzy producentem betonu, laboratorium nadzorującym i wykonawcą [12]. Zdaniem autorów najlepszym sposobem poprawy mrozoodporności betonu jest napowietrzenie świeżej mieszanki betonowej na poziomie 4-6% oraz obniżenie wartości wskaźnika wodno – spoiwowego (zmiana mikrostruktury betonu domieszkami uplastyczniającymi). Prace nad tym zagadnieniem są obecnie kontynuowane przez autorów referatu. Osiągnięcie projektowanych właściwości betonu jest w dużej mierze uzależnione również od prawidłowego procesu jego pielęgnacji we wczesnym okresie twardnienia. Właściwie przeprowadzone pielęgnacja zapobiega skurczowi wysychania i ogranicza ilość mikrospękań na powierzchni betonu. Dotyczy to zwłaszcza betonów wykonanych z cementów z dodatkami mineralnymi oraz betonu zawierającego dodatki mineralne. Wyniki przeprowadzonych badań (rys. 3-5) potwierdziły negatywny wpływ braku pielęgnacji wilgotnościowej oraz działanie niskich temperatur na wczesną wytrzymałość betonu. Znaczące spadki wytrzymałości były zauważalne we wszystkich przypadkach, niezależnie od rodzaju zastosowanego popiołu lotnego, przy czym największe spadki stwierdzono w przypadku stosowania popiołu lotnego krzemionkowego oraz dodatku 33% popiołu fluidalnego z węgla kamiennego. Uzyskane wyniki badań potwierdzają konieczność starannej i wydłużonej pielęgnacji wilgotnościowej betonu zawierającego dodatki mineralne.
15
6. Podsumowanie
Popioły lotne wpływają znacząco na właściwości stwardniałego betonu. Wpływ ten zależy jest od rodzaju i ilości wprowadzonego popiołu do składu betonu. Betony z popiołem lotnym krzemionkowym (V) charakteryzują się niższą wytrzymałością początkową, a pozytywny wpływ dodatku dobrej jakości popiołu krzemionkowego na właściwości betonu uwidacznia się dopiero po dłuższych okresach twardnienia. W przypadku betonów mrozoodpornych zalecane jest właściwe napowietrzenie mieszanki betonowej oraz rozpoczęcie badań po jak najdłuższym okresie dojrzewania betonu (56 dni i dłużej) [12]. Popioły fluidalne z węgla brunatnego (B) poprawiają większość parametrów stwardniałego betonu. W procesie produkcji betonu należy jednak pamiętać o ścisłej kontroli jakości i zapewnieniu stabilnych właściwości tego rodzaju popiołu lotnego. Należy także mieć na uwadze negatywny wpływ dodatku popiołu fluidalnego na właściwości reologiczne mieszanki betonowej [5]. Z tego też powodu popioły te mogą być efektywnie wykorzystywane , zdaniem autorów, tylko w ograniczonym segmencie budownictwa - wykonywanie podbudów, produkcja spoiw mieszanych do osuszania gruntu, produkcja betonów wibroprasowaneych o niskim wskaźniku w/c. Popioły fluidalne z węgla kamiennego (H) wpływają na stwardniały beton podobnie jak popioły fluidalne z węgla brunatnego, przy czym zdaniem autorów graniczną wartością stosowania tego dodatku do składu betonu jest 20% w stosunku do masy cementu. Wprowadzenie popiołu fluidalnego z węgla kamiennego w ilości powyżej 20% masy cementu bardzo negatywnie wpływa na wszystkie parametry wytrzymałościowe i trwałościowe betonu. Konieczność wykonywanie mieszanek o wyższej ciekłości (beton pompowany, zwłaszcza o długim czasie przerobu) zdaniem autorów praktycznie eliminuje popioły fluidalne jako efektywny dodatek do betonu [5].
Literatura
[1] PN-EN 197-1:2002 „Cement- Część1. Skład, wymagania i kryteria zgodności dotyczące cementów powszechnego użytku”
[2] PN-EN 450-1:2006 „Popiół lotny do betonu. Część 1: Definicje, specyfikacje i kryteria zgodności”
[3] Zestaw wyrobów do modyfikacji betonu: dodatek Flubet I domieszka Betostat. Aprobata Techniczna ITB AT-15-5257/2001. Warszawa, 2001.
[4] Zestaw materiałów i dodatek FLUBET i domieszka BETOSTAT do modyfikacji betonu stabilizacji kruszyw cementem. Aprobata Techniczna IBDiM Nr AT/2002- 04- 1249. Warszawa 2002.
[5] Giergiczny Z., Pużak T. „Wpływ popiołu lotnego na właściwości świeżego betonu” IX Sympozjum Naukowo – Techniczne, “Reologia w technologii betonu”, Gliwice, czerwiec 20007, pp. 5-15.
[6] Giergiczny Z. “Rola popiołów lotnych wapniowych i krzemionkowych w kształtowaniu właściwości współczesnych spoiw budowlanych i tworzyw cementowych”. Politechnika Krakowska, seria: Monografie 325, Kraków 2006
[7] PN-B/88 – 06250 „Beton zwykły” [8] PN-EN 12390-3 „Badania betonu. Wytrzymałość na ściskanie próbek do badania”
16
[9] PN-EN 12390-8 „Badania betonu. Głębokość penetracji wody pod ciśnieniem” [10] PN-EN 206-1 „Beton. Część 1. Skład, wymagania i kryteria zgodności” [11] PN-EN 12390-2 „Badania betonu. Wykonywanie i pielęgnacja próbek do badań
wytrzymałościowych” [12] Giergiczny Z., Sokołowski M., „Mrozoodporność betonu na cementach
z dodatkami mineralnymi”. VII Sympozjum Naukowo – Techniczne, „Reologia w technologii betonu”, Gliwice, czerwiec 2006, pp. 19-30.
PROPERTIES OF HARDENED CONCRETE WITH ADDITIVES
OF FLUIDAL FLY ASHES Summary
Fly ash is commonly used as mineral additive in concrete composition. In this paper authors describe use of different types of fly ashes for concrete with the portland cement CEM I 42,5R. Hardened concrete based on this cement with addition of different types of fly ash were characterized in this paper.
17
X SYMPOZJUM NAUKOWO-TECHNICZNE REOLOGIA W TECHNOLOGII BETONU
Gliwice 2008
Damian Dziuk1 Marcin Sokołowski2
TIOCEM – CEMENT Z PRZYSZŁOŚCIĄ
1. Wprowadzenie Beton jest powszechnie stosowanym materiałem konstrukcyjnym, który jednocześnie w efektywny sposób kształtuje wizerunek współczesnej architektury. Możliwości projektowania praktycznie dowolnych form oraz walory estetyczne i trwałość decydują o wyborze betonu do wykonywania budynków, budowli inżynierskich i obiektów infrastruktury drogowej, a także innych elementów istotnie kształtujących otaczający nas krajobraz. Jednakże nie tylko estetyka i trwałość obiektów budowlanych uzasadniają stosowanie betonu. Ważnym argumentem za stosowaniem tego materiału kompozytowego są także jego właściwości aktywnie wspomagające ochronę środowiska naturalnego. Przykładem takiego nowoczesnego produktu umożliwiającego ekologiczne wykorzystanie betonu jest opracowany przez grupę Heidelberg Cement cement o nazwie TioCem. Wprowadzony do składu tego cementu nanometryczny dwutlenek tytanu TiO2 posiada właściwości fotokatalityczne, które umożliwiają redukcję szkodliwych zanieczyszczeń obecnych w powietrzu otaczającym elementy i konstrukcje betonowe. Są to bardzo istotne właściwości, ponieważ ciągle wzrasta stężenie zanieczyszczeń gazowych w otaczającym nas środowisku powodowanych rozwojem motoryzacji i przemysłu. Przekraczane są dopuszczalne normy dopuszczalnych zawartości NOx, SO2 i innych. W konsekwencji mieszkańcy dużych aglomeracji narażeni są na problemy z oddychaniem i postępujące choroby płuc. Zastosowanie cementu TioCem gwarantuje również usuwanie zanieczyszczeń organicznych pokrywających betonowe powierzchnie budynków i konstrukcji inżynierskich. Wykonane z użyciem cementu TioCem betony mają właściwości samoczyszczące się; szczególnie istotna cecha w przypadku wykonywania reprezentacyjnych obiektów o wysokich walorach estetycznych z betonu białego lub barwionego.
1 Mgr inż., Górażdże Cement S.A.; e-mail: [email protected] 2 Mgr inż. Górażdże Cement S.A.; e-mail: [email protected]
18
W prezentowanej pracy przedstawiono i omówiono właściwości fotokatalityczne cementu TioCem oraz wskazano możliwe kierunki jego efektywnego wykorzystania w budownictwie.
2. Właściwości fotokatalityczne cementu TioCem Jak wspomniano we wprowadzeniu usuwanie szkodliwych związków z powietrza oraz samooczyszczanie się betonowych powierzchni obiektów budowlanych jest efektem fotokatalitycznych właściwości cementu TioCem, a ściślej, zawartego w jego składzie nanometrycznego dwutlenku tytanu TiO2. Dwutlenek tytanu TiO2 jest związkiem powszechnie stosowanym w wielu gałęziach przemysłu. Szczególne znaczenie dla większości zastosowań ma jego barwa, stanowiąca wzorzec koloru białego (biel tytanowa). Z tego powodu TiO2
jest cennym surowcem w produkcji pigmentów, farb, tworzyw sztucznych, papieru, barwnych atramentów, a także ze względu na nietoksyczne oddziaływanie, do wytwarzania kosmetyków i produktów farmaceutycznych. Omawiając właściwości fotokatalityczne dwutlenku tytanu, należy podkreślić, są one obserwowane tylko w przypadku stosowania nanokrystalicznego dwutlenku tytanu (1 nm = 1/1000000 mm) w odmianie polimorficznej anatazu, gdy jest on poddany działaniu fali świetlnej o długości < 410 nm, typowej dla promieniowania słonecznego UV. Poddany oddziaływaniu promieniowania UV nanokrystaliczny dwutlenek tytanu, ulega aktywacji. W dalszej fazie tego procesu, w obecności wody opadowej na powierzchni betonu zawierającego TiO2
tworzą się rodniki wodorotlenowe OH- oraz jony tlenowe O2-,
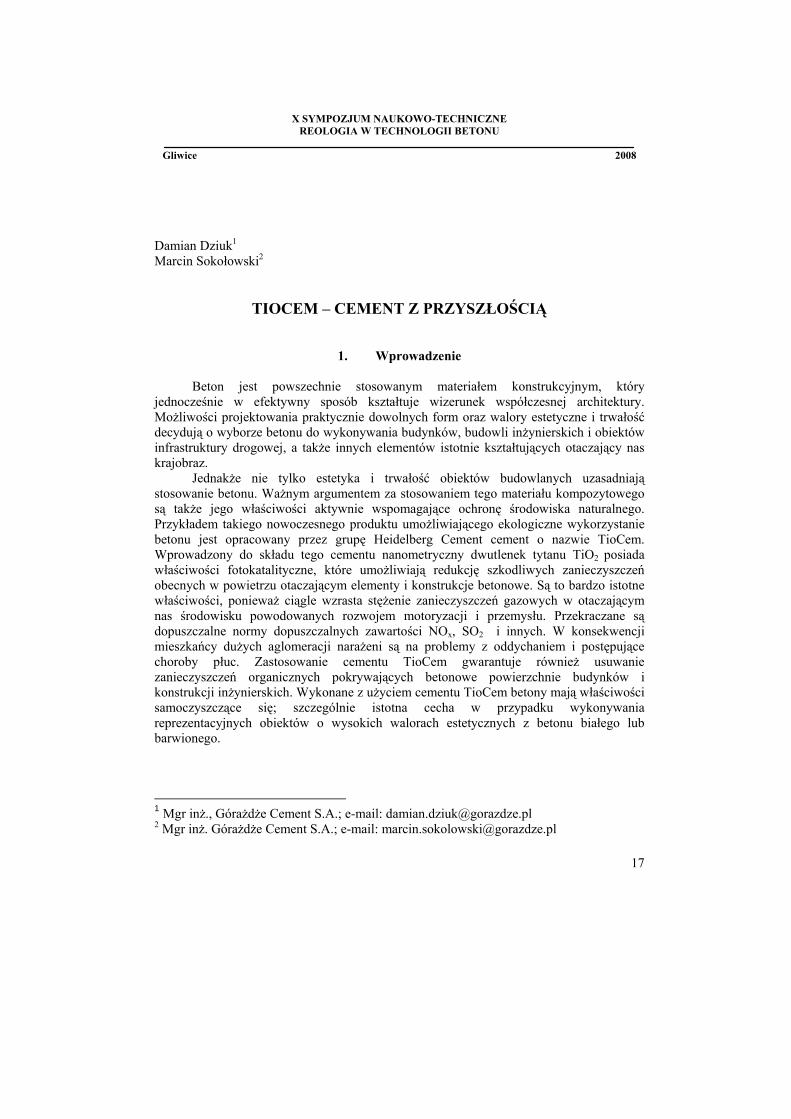
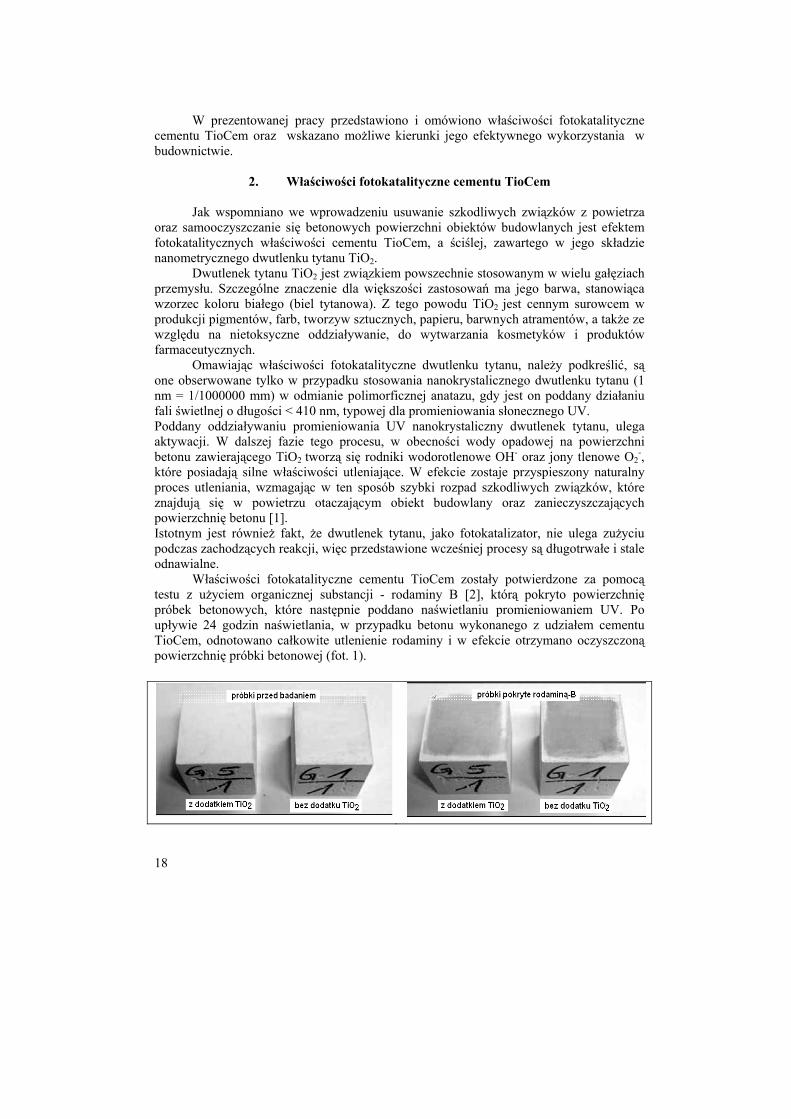
które posiadają silne właściwości utleniające. W efekcie zostaje przyspieszony naturalny proces utleniania, wzmagając w ten sposób szybki rozpad szkodliwych związków, które znajdują się w powietrzu otaczającym obiekt budowlany oraz zanieczyszczających powierzchnię betonu [1]. Istotnym jest również fakt, że dwutlenek tytanu, jako fotokatalizator, nie ulega zużyciu podczas zachodzących reakcji, więc przedstawione wcześniej procesy są długotrwałe i stale odnawialne. Właściwości fotokatalityczne cementu TioCem zostały potwierdzone za pomocą testu z użyciem organicznej substancji - rodaminy B [2], którą pokryto powierzchnię próbek betonowych, które następnie poddano naświetlaniu promieniowaniem UV. Po upływie 24 godzin naświetlania, w przypadku betonu wykonanego z udziałem cementu TioCem, odnotowano całkowite utlenienie rodaminy i w efekcie otrzymano oczyszczoną powierzchnię próbki betonowej (fot. 1).
19
Fot. 1. Właściwości fotokatalityczne cementu TioCem – test efektywności fotokatalitycznej
z zastosowaniem rodaminy-B i promieniowania UV
2. Redukcja zanieczyszczeń powietrza przez aktywne powierzchnie betonu wykonane z użyciem cementu TioCem Fotokatalitycznie aktywne powierzchnie betonu wykonanego z użyciem cementu TioCem wykazują działanie redukujące w przypadku szkodliwych tlenków azotu NOx, obecnych w spalinach emitowanych przez silniki pojazdów. Redukcja tlenków NOx zawartych w powietrzu jest istotnym zagadnieniem ekologicznym ponieważ intensywny ruch samochodowy zwiększając koncentrację tlenków azotu, wzmaga powstawanie ozonu, który jako główny składnik miejskiego smogu negatywnie wpływa na zdrowie człowieka. Zastosowanie cementu TioCem pozwala zredukować szkodliwe tlenki azotu NOx
na drodze procesów fotochemicznych i utlenienia, do nieszkodliwych jonów azotanowych NO3
- [3]. Zachodzące procesy można opisać reakcjami: NO + 2OH- NO2
+ H2O - utlenienie tlenku azotu NO do dwutlenku azotu NO2 NO2
+ OH- NO3- + H+ - redukcja dwutlenku azotu NO2 do jonów azotanowych NO3
-
oraz NOx + O2
- NO3- - redukcja tlenków azotu NOx do jonów azotanowych NO3
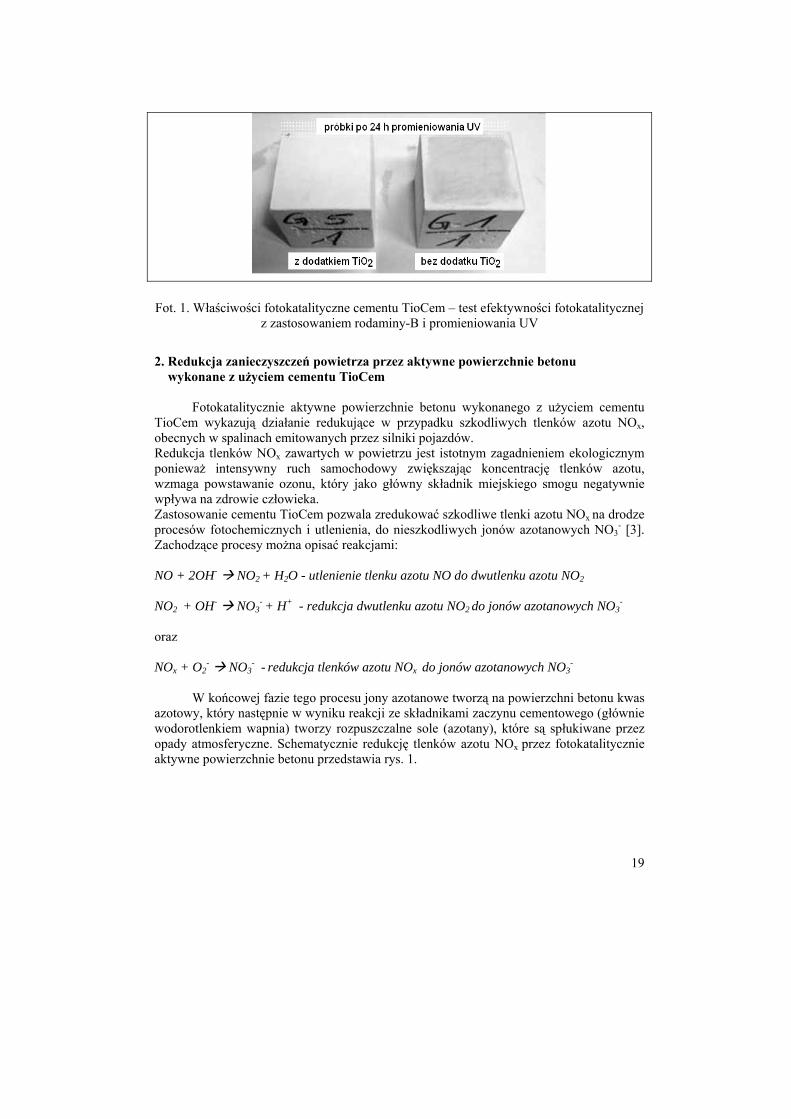
- W końcowej fazie tego procesu jony azotanowe tworzą na powierzchni betonu kwas azotowy, który następnie w wyniku reakcji ze składnikami zaczynu cementowego (głównie wodorotlenkiem wapnia) tworzy rozpuszczalne sole (azotany), które są spłukiwane przez opady atmosferyczne. Schematycznie redukcję tlenków azotu NOx przez fotokatalitycznie aktywne powierzchnie betonu przedstawia rys. 1.
20
Rys. 1. Schemat redukcji tlenków azotu NOx przez aktywne fotokatalitycznie powierzchnie
betonu zawierające cement TioCem Redukcję tlenków azotu NOx zawartych w powietrzu potwierdzono wynikami badań wykonanymi w laboratorium Heidelberg Technology Center w Leimen, w których badaniom poddano beton wykonany z użyciem cementu TioCem i typowego cementu powszechnego użytku. Spowodowano przepływ powietrza zawierającego tlenki azotu po
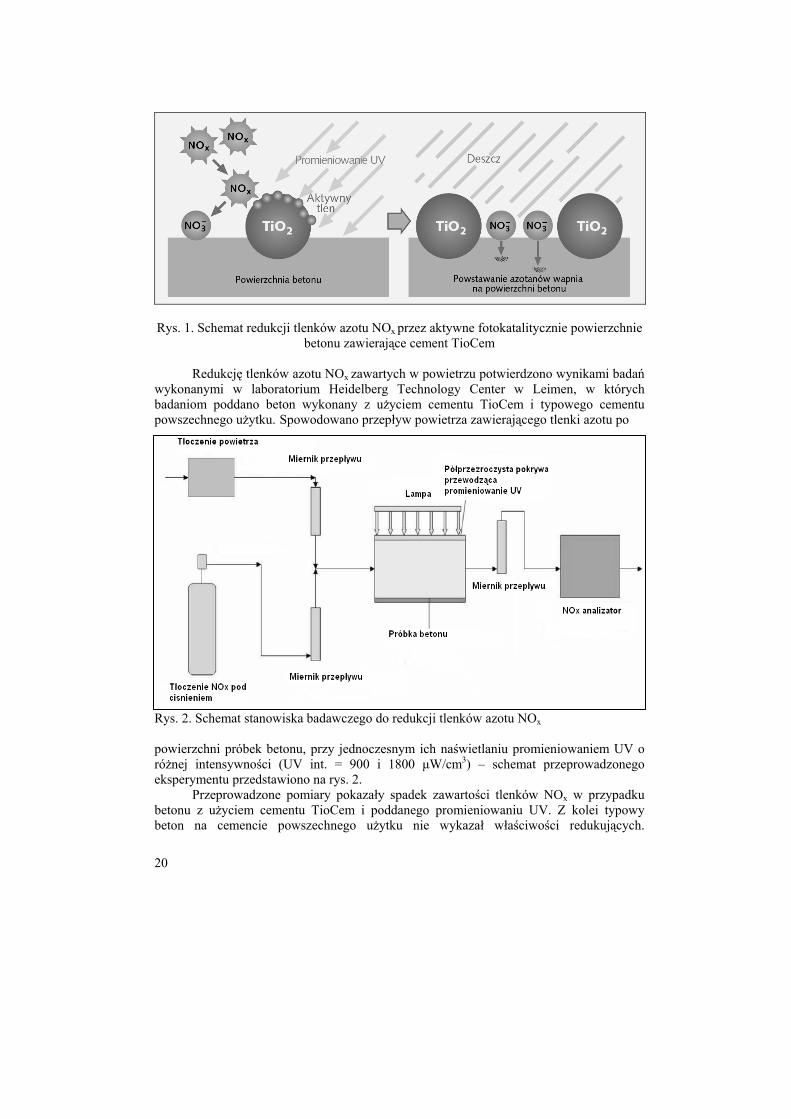
Rys. 2. Schemat stanowiska badawczego do redukcji tlenków azotu NOx powierzchni próbek betonu, przy jednoczesnym ich naświetlaniu promieniowaniem UV o różnej intensywności (UV int. = 900 i 1800 µW/cm3) – schemat przeprowadzonego eksperymentu przedstawiono na rys. 2. Przeprowadzone pomiary pokazały spadek zawartości tlenków NOx w przypadku betonu z użyciem cementu TioCem i poddanego promieniowaniu UV. Z kolei typowy beton na cemencie powszechnego użytku nie wykazał właściwości redukujących.
21
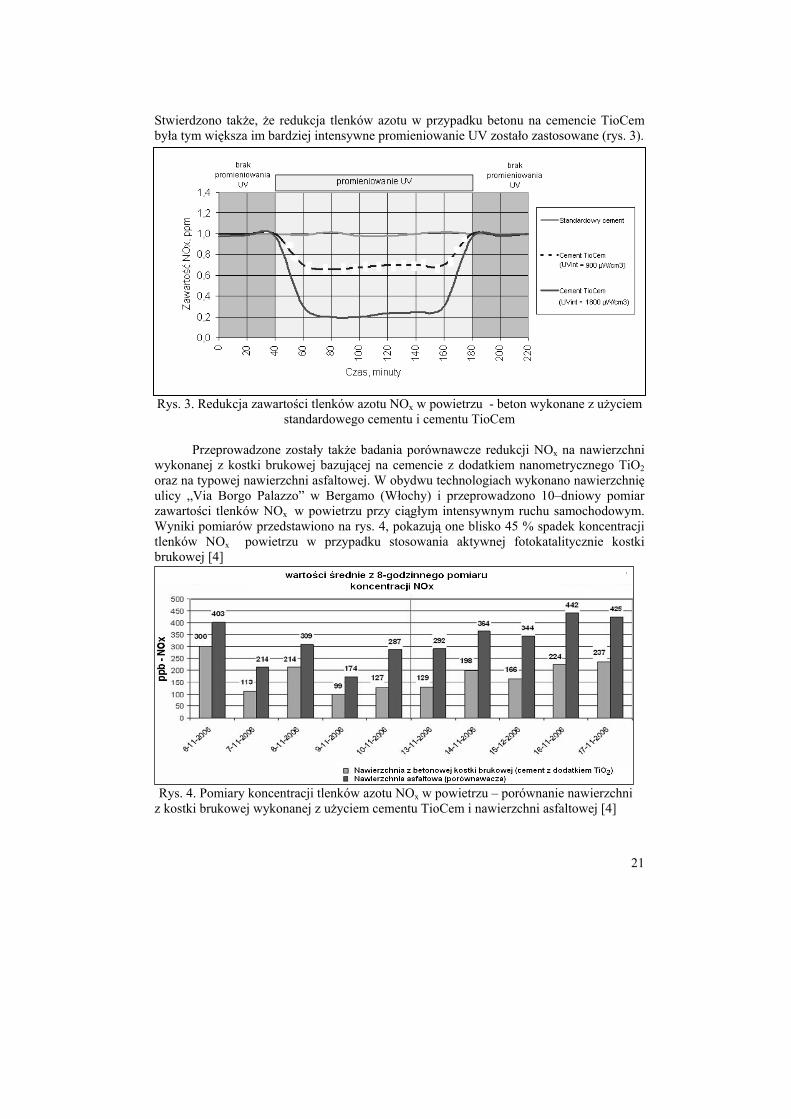
Stwierdzono także, że redukcja tlenków azotu w przypadku betonu na cemencie TioCem była tym większa im bardziej intensywne promieniowanie UV zostało zastosowane (rys. 3).
Rys. 3. Redukcja zawartości tlenków azotu NOx w powietrzu - beton wykonane z użyciem standardowego cementu i cementu TioCem
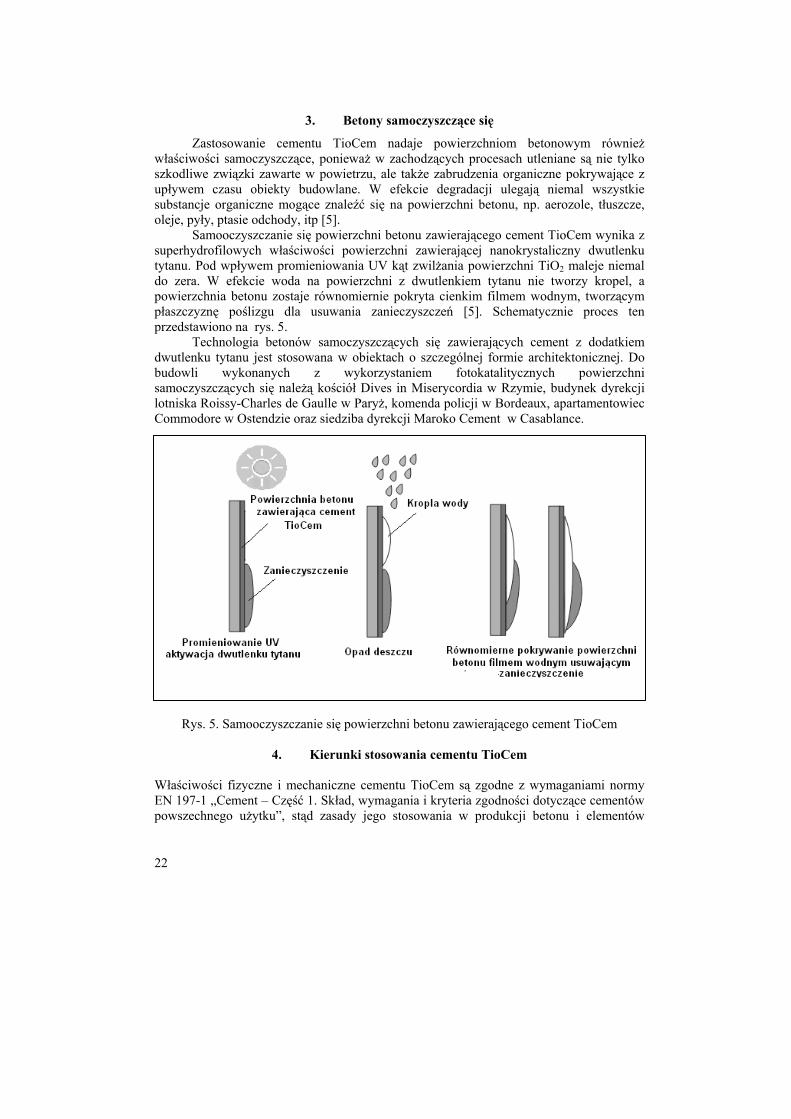
Przeprowadzone zostały także badania porównawcze redukcji NOx na nawierzchni wykonanej z kostki brukowej bazującej na cemencie z dodatkiem nanometrycznego TiO2 oraz na typowej nawierzchni asfaltowej. W obydwu technologiach wykonano nawierzchnię ulicy „Via Borgo Palazzo” w Bergamo (Włochy) i przeprowadzono 10–dniowy pomiar zawartości tlenków NOx
w powietrzu przy ciągłym intensywnym ruchu samochodowym. Wyniki pomiarów przedstawiono na rys. 4, pokazują one blisko 45 % spadek koncentracji tlenków NOx powietrzu w przypadku stosowania aktywnej fotokatalitycznie kostki brukowej [4]
Rys. 4. Pomiary koncentracji tlenków azotu NOx w powietrzu – porównanie nawierzchni z kostki brukowej wykonanej z użyciem cementu TioCem i nawierzchni asfaltowej [4]
22
3. Betony samoczyszczące się
Zastosowanie cementu TioCem nadaje powierzchniom betonowym również właściwości samoczyszczące, ponieważ w zachodzących procesach utleniane są nie tylko szkodliwe związki zawarte w powietrzu, ale także zabrudzenia organiczne pokrywające z upływem czasu obiekty budowlane. W efekcie degradacji ulegają niemal wszystkie substancje organiczne mogące znaleźć się na powierzchni betonu, np. aerozole, tłuszcze, oleje, pyły, ptasie odchody, itp [5]. Samooczyszczanie się powierzchni betonu zawierającego cement TioCem wynika z superhydrofilowych właściwości powierzchni zawierającej nanokrystaliczny dwutlenku tytanu. Pod wpływem promieniowania UV kąt zwilżania powierzchni TiO2 maleje niemal do zera. W efekcie woda na powierzchni z dwutlenkiem tytanu nie tworzy kropel, a powierzchnia betonu zostaje równomiernie pokryta cienkim filmem wodnym, tworzącym płaszczyznę poślizgu dla usuwania zanieczyszczeń [5]. Schematycznie proces ten przedstawiono na rys. 5. Technologia betonów samoczyszczących się zawierających cement z dodatkiem dwutlenku tytanu jest stosowana w obiektach o szczególnej formie architektonicznej. Do budowli wykonanych z wykorzystaniem fotokatalitycznych powierzchni samoczyszczących się należą kościół Dives in Miserycordia w Rzymie, budynek dyrekcji lotniska Roissy-Charles de Gaulle w Paryż, komenda policji w Bordeaux, apartamentowiec Commodore w Ostendzie oraz siedziba dyrekcji Maroko Cement w Casablance.
Rys. 5. Samooczyszczanie się powierzchni betonu zawierającego cement TioCem
4. Kierunki stosowania cementu TioCem
Właściwości fizyczne i mechaniczne cementu TioCem są zgodne z wymaganiami normy EN 197-1 „Cement – Część 1. Skład, wymagania i kryteria zgodności dotyczące cementów powszechnego użytku”, stąd zasady jego stosowania w produkcji betonu i elementów
23
prefabrykowanych są identyczne jak w przypadku cementów powszechnego użytku. W tablicy 1 pokazano podstawowe właściwości cementu TioCem otrzymanego w skali przemysłowej. Ze względu na to, że fotokatalityczne działanie cementu TioCem wymaga światła słonecznego, wystarczy stosować go w powierzchniowych warstwach betonu, np. do warstwy fakturowej kostki brukowej lub prefabrykatów elewacyjnych (rachunek ekonomiczny).
Tablica 1. Podstawowe właściwości cementu TioCem
Właściwość Wyniki badań cementu TioCem
Wymagania wg PN-EN 197-1
dla cementu klasy 42,5R Początek czasu wiązania 140 minut ≥ 60 minut Koniec czasu wiązania 190 minut Brak wymagania
Wytrzymałość po 2 dniach 29,0 MPa ≥ 20,0 MPa
Wytrzymałość po 28 dniach 60,0 MPa ≥ 42,5 MPa ≤ 62,5 MPa
Zastosowanie cementu TioCem jest szczególnie zalecane w obiektach i konstrukcjach budowlanych eksploatowanych w obszarach intensywnego ruchu samochodowego. Z tego też względu jest to efektywne spoiwo przy wykonywaniu nawierzchni drogowych w tunelach i elementów obudowy ciągów komunikacyjnych oraz w wykonawstwie elewacji i dachów budynków, a w szczególności do: • wykonywania betonowych nawierzchni drogowych (lotniska, autostrady); • napraw nawierzchni drogowych (technologia whitetopping); • produkcji kostki brukowej w technologii dwuwarstwowej (do wykonania warstwy
fakturowej); • produkcji ekranów akustycznych i ochronnych w budownictwie drogowym; • produkcji drogowych barier bezpieczeństwa • wykonywania okładzin ścian tuneli; • produkcji elementów fasadowych; • produkcji dachówki cementowej.
5. Podsumowanie Problemy związane z ochroną środowiska, a także trwałość i estetyka obiektów budowlanych, często są inspiracją dla poszukiwania nowoczesnych materiałów i wdrażaniu nowych technologii. Jednym z rozwiązań technologicznych tak zdefiniowanego problemu jest cement TioCem. Zawarty w składzie cementu nanometryczny dwutlenek tytanu TiO2 umożliwia wykonywanie aktywnych fotokatalitycznie powierzchni betonowych, redukujących zanieczyszczenia gazowe zawarte w powietrzu oraz posiadających właściwości samoczyszczące. Cement TioCem jest produkowany zgodnie z technologią TX Active, definiującej wymagania, jakie muszą spełniać materiały budowlane posiadające właściwości fotokatalityczne. Gwarantuje to, że producenci stosujący cement TioCem wytwarzają również materiały i elementy o potwierdzonych właściwościach fotokatalitycznych.
24
Literatura
[1] Bolte G., Photocatalysis in cement-bonded materials, Cement International, 3/2005
Vol. 3 [2] Stephan D., Wilhelm P., Schmidt M., Photocatalytic degradation of rhodamine B on
building materials influence of substrate and environment, International RILEM Symposium, Florence, October 2007
[3] Dalton J.S., Janes P.A., Jones N.G., Nicholson J.A., Hallam K.R., Allen G.C., Photocatalytic oxidation of NOx gases using TiO2: a surface spectroscopic approach, Environmaental Pollution, , Issue 2/2002, Vol. 120
[4] Guerrini G.L., Peccati E., Photocatalytic cementitious roads for depollution, International RILEM Symposium, Florence, October 2007
[5] Gawlicki M., Inteligentny SCC, Budownictwo, technologie, architektura, nr 4/2005 Polski Cement, Kraków 2005
TIOCEM – CEMENT FOR FUTURE
Summary
Ecological aspects as well as durability and aesthetics of building construction have been presenting as important issues to look for new building materials and technologies. The innovative product – cement TioCem offered by HeidelbergCement Group is one of the technological solution of defined problem. Because of content of titanium dioxide TiO2 this high-tech cement has photocatalytic properties which guarantee reduction of pollutants in the air and self cleaning concrete surfaces. Cement TioCem fulfills requirements of the TX Active technology which are respected in whole Europe for confirmation of photocatalytic properties of building materials. Photocatalytic properties of TioCem and effects of its activity and as well as directions of use are presented in the paper.

25
X SYMPOZJUM NAUKOWO-TECHNICZNE REOLOGIA W TECHNOLOGII BETONU
Gliwice 2008
Artur Golda1 Sebastian Kaszuba2
WPŁYW ZABIEGÓW TECHNOLOGICZNYCH NA TEMPO NARASTANIA WYTRZYMAŁOŚCI NA ŚCISKANIE BETONU
1. Wprowadzenie Współczesny przemysł produkcji materiałów budowlanych stawia coraz wyższe wymagania dotyczące czasu uzyskania przez beton projektowanych właściwości. Skrócenie czasu wiązania i/lub twardnienia betonu (cementu) możliwe jest w wyniku przeprowadzenia odpowiedniej obróbki termicznej zabudowanego betonu lub stosowania odpowiednio dobranych domieszek chemicznych. Niezwykle istotnym aspektem stosowania zabiegów technologicznych jest uwzględnienie ich wpływu na końcowe właściwości mechaniczne oraz trwałość gotowego wyrobu. Zwiększenie tempa narastania wytrzymałości początkowej betonu oraz skrócenie czasu przejścia mieszanki betonowej w stwardniały beton znacząco wpływa na wzrost porowatości matrycy cementowej, co pociąga za sobą niebezpieczeństwo obniżenia szczelności matrycy cementowej oraz trwałości betonu [1] (rys. 1). Dzieje się tak głównie z powodu szybkości powstawania produktów hydratacji cementu i ich form krystalicznych. Rachunek ekonomiczny związany z efektywnym wykorzystaniem form czy szalunków, a konkretnie dążenie do minimalizacji czasu przebywania betonu w szalunkach czy formach, powoduje wśród producentów betonu towarowego coraz większe zainteresowanie domieszkami przyśpieszającymi twardnienie betonu oraz technologiami pozwalającymi na skrócenie tego czasu. Zdecydowanie prężną branżą działającą w tym kierunku jest branża domieszek chemicznych, gdzie w ostatnich latach dokonał się niemal przeskok „epokowy”. Obecnie dostępne domieszki chemiczne umożliwiają częściową lub całkowitą rezygnacje z obróbki cieplnej młodego betonu, oraz znaczne ograniczenie kosztów i stopnia skomplikowania linii technologicznej. Niemniej jednak stosowanie domieszek chemicznych winno być poparte gruntowną analizą i przebadaniem układu domieszka –
1 Mgr inż., Betotech Sp. z o.o., e-mail: [email protected] 2 Mgr inż., Betotech Sp. z o.o., e-mail: [email protected]
26
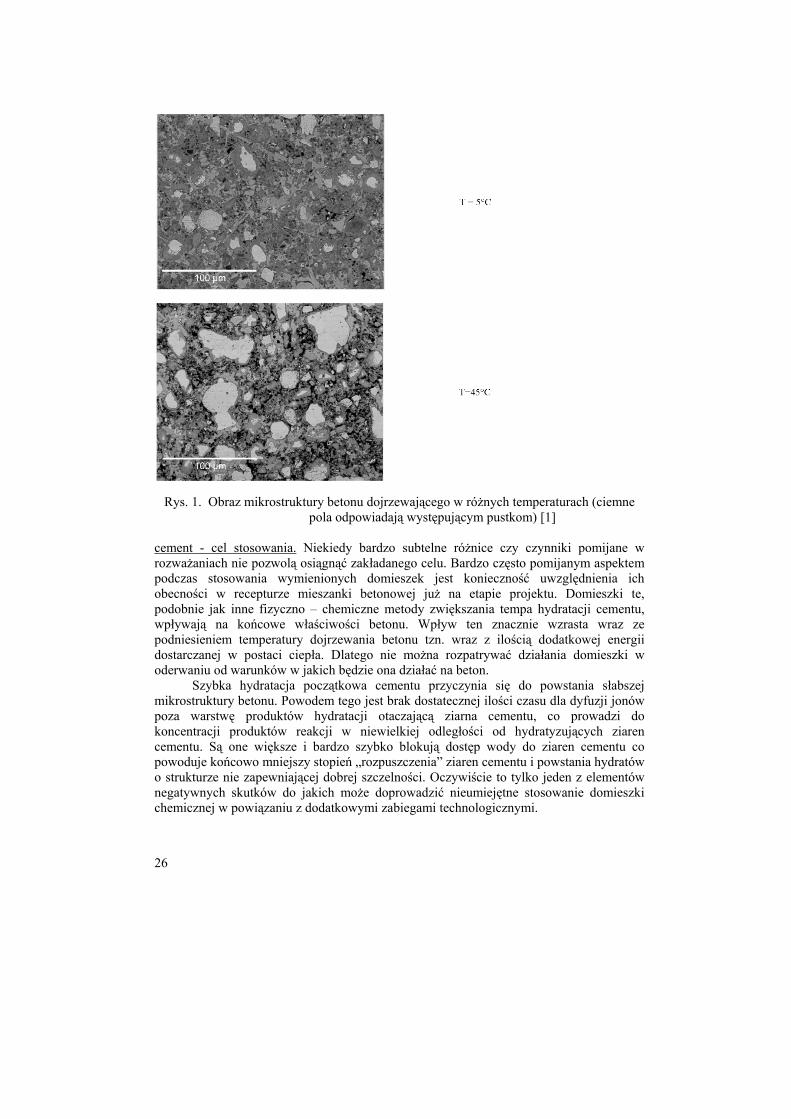
Rys. 1. Obraz mikrostruktury betonu dojrzewającego w różnych temperaturach (ciemne
pola odpowiadają występującym pustkom) [1]
cement - cel stosowania. Niekiedy bardzo subtelne różnice czy czynniki pomijane w rozważaniach nie pozwolą osiągnąć zakładanego celu. Bardzo często pomijanym aspektem podczas stosowania wymienionych domieszek jest konieczność uwzględnienia ich obecności w recepturze mieszanki betonowej już na etapie projektu. Domieszki te, podobnie jak inne fizyczno – chemiczne metody zwiększania tempa hydratacji cementu, wpływają na końcowe właściwości betonu. Wpływ ten znacznie wzrasta wraz ze podniesieniem temperatury dojrzewania betonu tzn. wraz z ilością dodatkowej energii dostarczanej w postaci ciepła. Dlatego nie można rozpatrywać działania domieszki w oderwaniu od warunków w jakich będzie ona działać na beton.
Szybka hydratacja początkowa cementu przyczynia się do powstania słabszej mikrostruktury betonu. Powodem tego jest brak dostatecznej ilości czasu dla dyfuzji jonów poza warstwę produktów hydratacji otaczającą ziarna cementu, co prowadzi do koncentracji produktów reakcji w niewielkiej odległości od hydratyzujących ziaren cementu. Są one większe i bardzo szybko blokują dostęp wody do ziaren cementu co powoduje końcowo mniejszy stopień „rozpuszczenia” ziaren cementu i powstania hydratów o strukturze nie zapewniającej dobrej szczelności. Oczywiście to tylko jeden z elementów negatywnych skutków do jakich może doprowadzić nieumiejętne stosowanie domieszki chemicznej w powiązaniu z dodatkowymi zabiegami technologicznymi.
27
2. Technologiczne metody przyśpieszania dojrzewania betonu
2.1. Fizyczne metody przyśpieszonego dojrzewania Fizyczne metody przyśpieszonego dojrzewania betonu polegają na dostarczaniu
energii w postaci ciepła intensyfikującego wczesne etapy hydratacji spoiwa. Wśród najbardziej rozpowszechnionych metod należy wymienić:
a) autoklawizację, b) niskoprężne naparzanie. c) elektronagrzew.
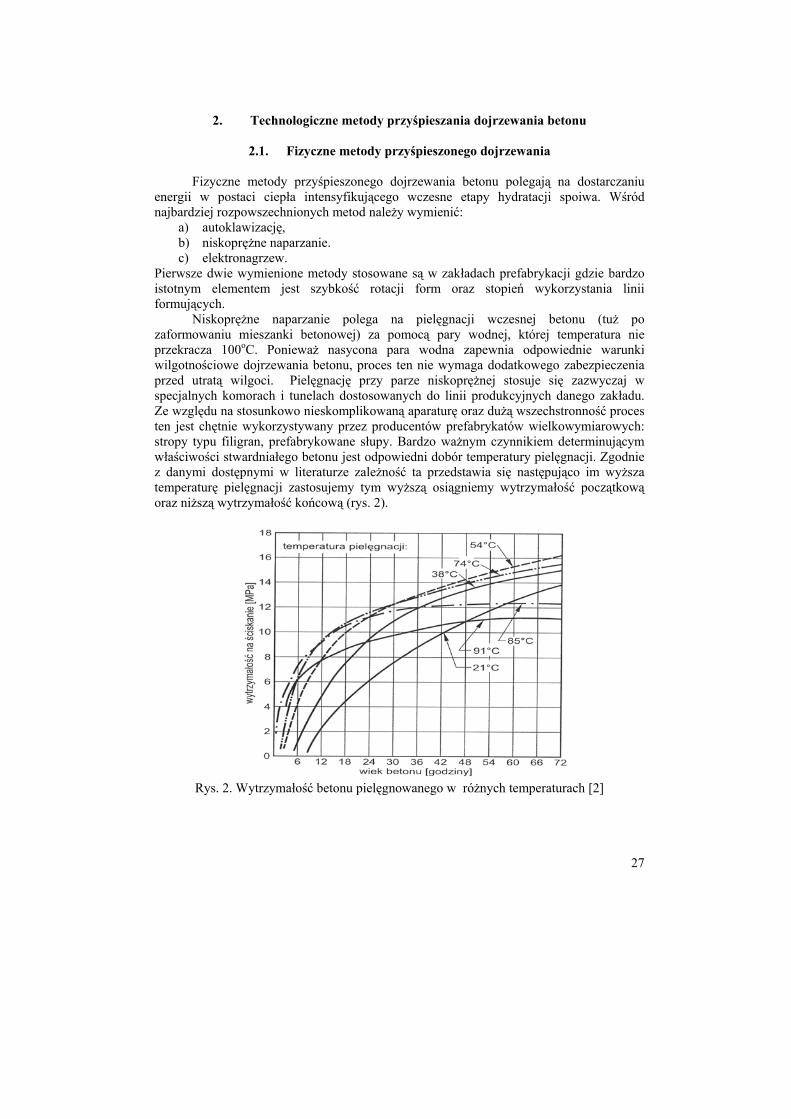
Pierwsze dwie wymienione metody stosowane są w zakładach prefabrykacji gdzie bardzo istotnym elementem jest szybkość rotacji form oraz stopień wykorzystania linii formujących. Niskoprężne naparzanie polega na pielęgnacji wczesnej betonu (tuż po zaformowaniu mieszanki betonowej) za pomocą pary wodnej, której temperatura nie przekracza 100oC. Ponieważ nasycona para wodna zapewnia odpowiednie warunki wilgotnościowe dojrzewania betonu, proces ten nie wymaga dodatkowego zabezpieczenia przed utratą wilgoci. Pielęgnację przy parze niskoprężnej stosuje się zazwyczaj w specjalnych komorach i tunelach dostosowanych do linii produkcyjnych danego zakładu. Ze względu na stosunkowo nieskomplikowaną aparaturę oraz dużą wszechstronność proces ten jest chętnie wykorzystywany przez producentów prefabrykatów wielkowymiarowych: stropy typu filigran, prefabrykowane słupy. Bardzo ważnym czynnikiem determinującym właściwości stwardniałego betonu jest odpowiedni dobór temperatury pielęgnacji. Zgodnie z danymi dostępnymi w literaturze zależność ta przedstawia się następująco im wyższa temperaturę pielęgnacji zastosujemy tym wyższą osiągniemy wytrzymałość początkową oraz niższą wytrzymałość końcową (rys. 2).
Rys. 2. Wytrzymałość betonu pielęgnowanego w różnych temperaturach [2]
28
Autoklawizacja polega na pielęgnacji betonu parą o ciśnieniu przekraczającym ciśnienie atmosferyczne. Optymalną temperaturą obróbki termicznej tej metody jest temperatura 177oC co odpowiada ciśnieniu pary wodnej wynoszącym 0,8 MPa powyżej ciśnienia atmosferycznego. Tego typu warunki wymagają zastosowania zaawansowanych komór ciśnieniowych wyposażonych w dodatkowych dopływ mokrej pary wodnej, która ma za zadanie zapewnienie odpowiedniej ilości wilgoci dla betonu. Specyficzne warunki pielęgnacji sprawiają, iż produkty hydratacji powstające po procesie autoklawizacji różnią się od produktów hydratacji spoiwa w warunkach naturalnych. Produkty tworzą stosunkowo duże formy w większości krystaliczne. Pociąga to za sobą zmiany we właściwościach stwardniałego zaczynu: niższy skurcz, zwiększenie odporności na korozję siarczanową, zwiększenie kruchości betonu. Istotnym czynnikiem determinującym skuteczności procesu jest dobór odpowiedniej charakterystyki temperaturowej procesu ogrzewania, co zapobiegnie potencjalnym zakłóceniom procesu wiązania i twardnienia. Opisywany sposób pielęgnacji stosowany jest w zakładach produkujących małogabarytowe elementy: beton komórkowy, cegła wapienno – piaskowa. Ze względu na konstrukcję komór, urządzenia tego typu dostosowane są zazwyczaj do jednego typu wyrobu.
Metoda elektronagrzewu stosowana jest często w budownictwie ogólnym. Polega ona na podgrzaniu betonu za pomocą prądu elektrycznego płynącego przez świeży beton pomiędzy elektrodami zewnętrznymi lub poprzez zbrojenie konstrukcyjne. Metoda ta wiąże się z niebezpieczeństwem nierównomiernego podgrzania objętości betonu, co może wywołać powstanie miejscowych krytycznych naprężeń termicznych objawiających się powstawaniem rys w strukturze i na powierzchni betonu.
2.2. Domieszki chemiczne Fizyczne metody przyśpieszonego dojrzewania są coraz częściej, częściowo lub
całkowicie, zastępowane poprzez stosowanie odpowiednio dobranych kompozycji domieszek chemicznych. Domieszki chemiczne zwiększające rozwój wytrzymałości betonu można podzielić na dwie grupy:
a) upłynniacze najnowszej generacji b) domieszki przyśpieszające twardnienie
Domieszki upłynniające najnowszej generacji, oparte na bazie polimerów polikarboksylowych, umożliwiają zwiększenie wytrzymałości wczesnej betonu wskutek redukcji ilości wody (niższy współczynnik w/c). Prowadzi to zarówno do wzrostu wytrzymałości, jak również trwałości matrycy cementowej. Zmniejszenie wskaźnika wodno - spoiwowego wpływa w znaczący sposób na wytrzymałość na ściskanie betonu w pierwszych 24 godzinach dojrzewania. Często ze względu na konieczność zwolnienia linii lub zwiększenia szybkości rotacji form jest to okres zbyt długi i potrzebne jest zastosowanie dodatkowych zabiegów technologicznych.
Domieszki przyśpieszające twardnienie powszechnie używane są w celu skrócenia okresu pielęgnacji betonu w warunkach obniżonych temperatur oraz ograniczenia czasu potrzebnego na uzyskanie przez beton warunkowej mrozoodporności. Coraz częściej znajdują także zastosowanie w specjalistycznych mieszankach betonowych dla zakładów prefabrykacji zapewniając znaczne zwiększenie możliwości produkcyjnych. Doświadczenia praktyczne związane z procesem przyspieszania dojrzewania betonu w prefabrykacji betonowej są przedmiotem części doświadczalnej niniejszej pracy.
29
3. Część doświadczalna
3.1. Materiały stosowane w badaniach Cement. W badaniach stosowano cement portlandzki CEM I 42,5R spełniający wymagania normy PN-EN 197-1:2002 Cement – Część 1:Skład, wymagania i kryteria zgodności dotyczące cementów powszechnego użytku. Domieszki chemiczne. Do sporządzenia mieszanek betonowych wykorzystano domieszkę upłynniającą najnowszej generacji na bazie eterów polikarboksylowych oraz domieszkę przyśpieszającą twardnienie zawierającą azotan (V) wapnia. Zarówno domieszka upłynniająca, jak i przyśpieszająca twardnienie spełniały wymagania normy PN-EN 934-2:2002 Domieszki do betonu, zaprawy i zaczynu Część 2 Domieszki do betonu Definicje, wymagania, zgodność, znakowanie, etykietowanie. Kruszywa. Kruszywa zastosowane w niniejszej pracy odpowiadały wymaganiom normy PN-EN 12620:2004 Kruszywo do betonu. Wyniki badań właściwości geometrycznych oraz fizycznych kruszyw zestawiono w tablicy 1.
Tablica 1. Właściwości kruszyw stosowanych w badaniach Właściwość Kruszywo naturalne
frakcja 0/2 frakcja 2/8 frakcja 8/16 Kategoria uziarnienia Gf85 Gc85/20 Gc85/20 Kategoria zawartości pyłów <0,063mm f3 f1,5 f1,5
Wskaźnik płaskości - Fl15 Fl15
Mrozoodporność - F1 F1
3.2. Skład mieszanek betonowych i zakres ich badań
W tablicy 2 podano skład zaprojektowanych mieszanek betonowych, dla których oznaczono konsystencję według metodyki podanej w normie PN-EN 12350-5:2001 Badanie mieszanki betonowej – Część 5: Badanie konsystencji metodą stolika rozpływowego.
Opierając się na praktycznych doświadczeniach zaprojektowano cztery receptury mieszanek betonowych o różnych wskaźnikach w/c i zmiennej zawartości domieszki przyśpieszającej twardnienie.
Stwardniały beton o został poddany badaniom mającym na celu określenie wytrzymałości na ściskanie po 16, 24, 36 godzinach oraz po 28 i 56 dniach dojrzewania zgodnie z PN-EN 12390-3:2002 Badania betonu Część 3: Wytrzymałość na ściskanie próbek do badania.
Dojrzewanie próbek było prowadzone w warunkach niskoprężnego naparzania w temperaturze 85oC przez 12 godzin, a następnie próbki dojrzewały w wodzie w temperaturze 20oC aż do terminu badania (dojrzewanie przyśpieszone). Natomiast druga część próbek, po 36 godzinach dojrzewania w temperaturze 20cC i wilgotności 65%,
30
umieszczona została w wodzie w temperaturze 20cC aż do terminu badania (dojrzewanie naturalne).
Tablica 2. Skład mieszanek betonowych
Ozn
acze
nie
mie
szan
ki
labo
rato
ryjn
ej
Zaw
artość
cem
entu
C
EM I
42,5
R
[kg/
m3 ]
Zaw
artość
wod
y [k
g/m
3 ]
Kru
szyw
o [k
g/m
3 ]
War
unki
doj
rzew
ania
Supe
rpla
styf
ikat
or[%
m
.c.]
Dom
iesz
ka
przyśp
iesz
ając
a [%
m
.c.]
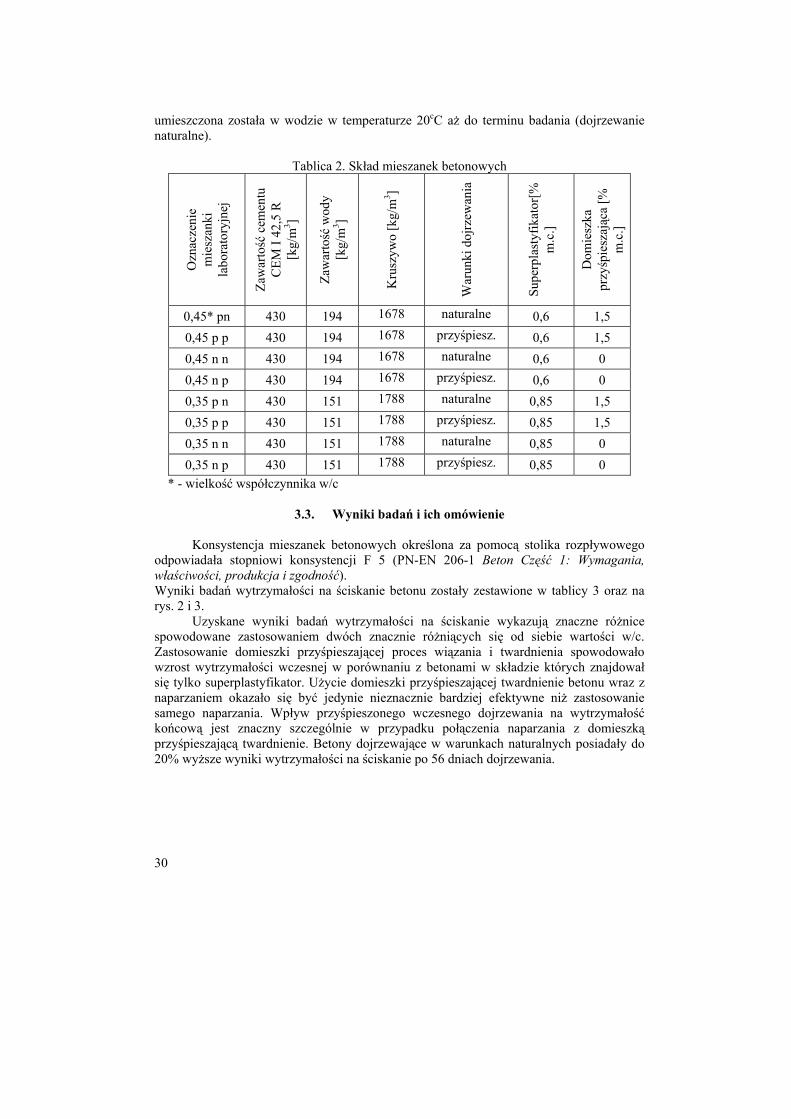
0,45* pn 430 194 1678 naturalne 0,6 1,5 0,45 p p 430 194 1678 przyśpiesz. 0,6 1,5 0,45 n n 430 194 1678 naturalne 0,6 0 0,45 n p 430 194 1678 przyśpiesz. 0,6 0 0,35 p n 430 151 1788 naturalne 0,85 1,5 0,35 p p 430 151 1788 przyśpiesz. 0,85 1,5 0,35 n n 430 151 1788 naturalne 0,85 0 0,35 n p 430 151 1788 przyśpiesz. 0,85 0
* - wielkość współczynnika w/c
3.3. Wyniki badań i ich omówienie Konsystencja mieszanek betonowych określona za pomocą stolika rozpływowego
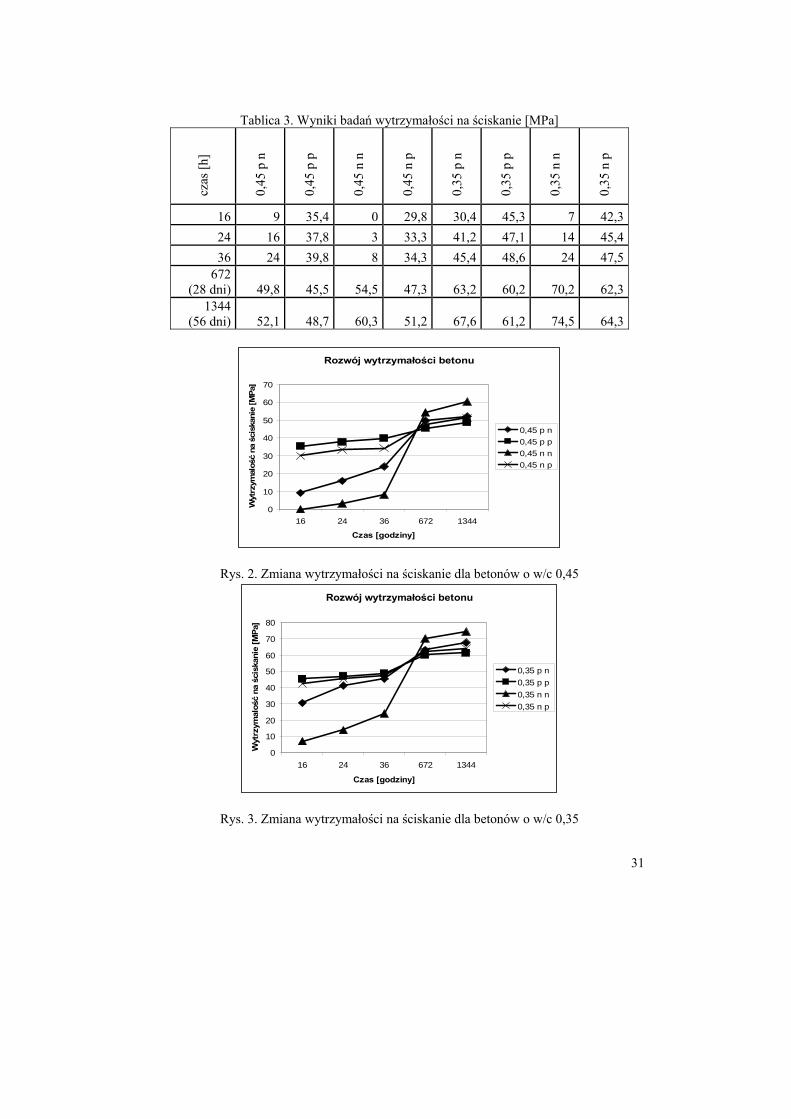
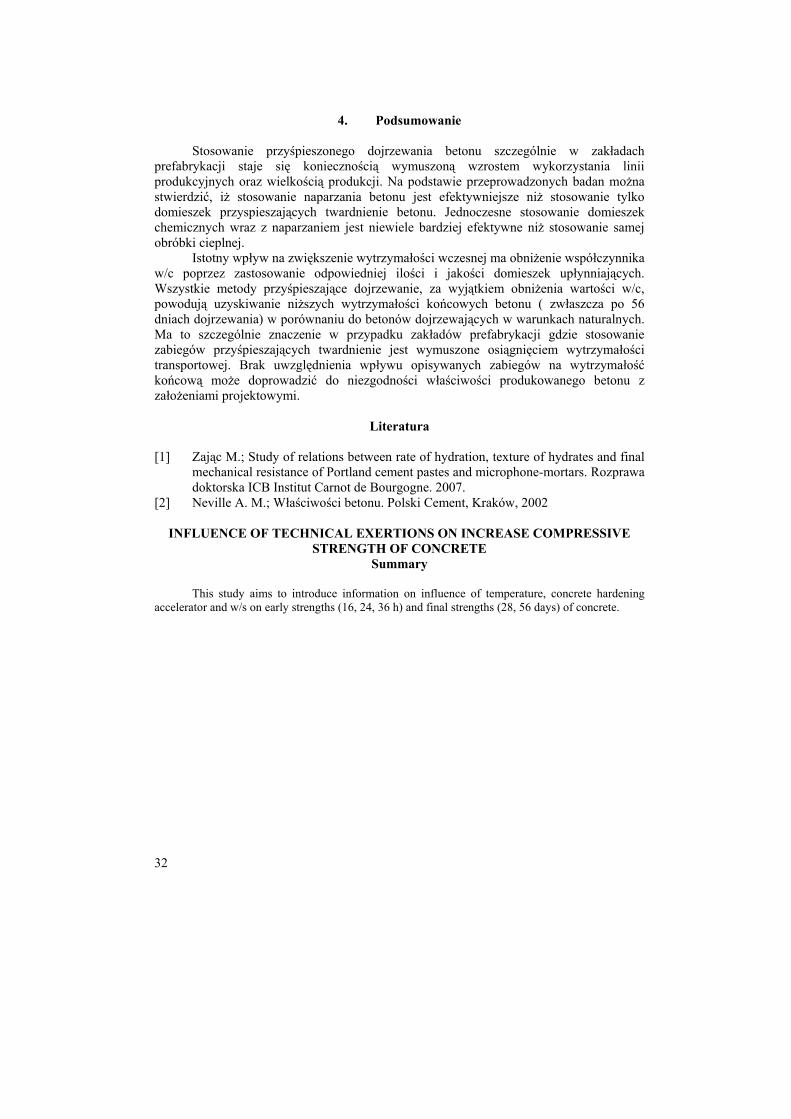
odpowiadała stopniowi konsystencji F 5 (PN-EN 206-1 Beton Część 1: Wymagania, właściwości, produkcja i zgodność). Wyniki badań wytrzymałości na ściskanie betonu zostały zestawione w tablicy 3 oraz na rys. 2 i 3.
Uzyskane wyniki badań wytrzymałości na ściskanie wykazują znaczne różnice spowodowane zastosowaniem dwóch znacznie różniących się od siebie wartości w/c. Zastosowanie domieszki przyśpieszającej proces wiązania i twardnienia spowodowało wzrost wytrzymałości wczesnej w porównaniu z betonami w składzie których znajdował się tylko superplastyfikator. Użycie domieszki przyśpieszającej twardnienie betonu wraz z naparzaniem okazało się być jedynie nieznacznie bardziej efektywne niż zastosowanie samego naparzania. Wpływ przyśpieszonego wczesnego dojrzewania na wytrzymałość końcową jest znaczny szczególnie w przypadku połączenia naparzania z domieszką przyśpieszającą twardnienie. Betony dojrzewające w warunkach naturalnych posiadały do 20% wyższe wyniki wytrzymałości na ściskanie po 56 dniach dojrzewania.
31
Tablica 3. Wyniki badań wytrzymałości na ściskanie [MPa]
czas
[h]
0,45
p n
0,45
p p
0,45
n n
0,45
n p
0,35
p n
0,35
p p
0,35
n n
0,35
n p
16 9 35,4 0 29,8 30,4 45,3 7 42,3 24 16 37,8 3 33,3 41,2 47,1 14 45,4 36 24 39,8 8 34,3 45,4 48,6 24 47,5
672 (28 dni) 49,8 45,5 54,5 47,3 63,2 60,2 70,2 62,3
1344 (56 dni) 52,1 48,7 60,3 51,2 67,6 61,2 74,5 64,3
Rozwój wytrzymałości betonu
0
10
20
30
40
50
60
70
16 24 36 672 1344
Czas [godziny]
Wyt
rzym
alość
na ś
cisk
anie
[MPa
]
0,45 p n 0,45 p p0,45 n n 0,45 n p
Rys. 2. Zmiana wytrzymałości na ściskanie dla betonów o w/c 0,45
Rozwój wytrzymałości betonu
0
10
20
30
40
50
60
70
80
16 24 36 672 1344
Czas [godziny]
Wyt
rzym
alość
na ś
cisk
anie
[MPa
]
0,35 p n 0,35 p p0,35 n n 0,35 n p
Rys. 3. Zmiana wytrzymałości na ściskanie dla betonów o w/c 0,35
32
4. Podsumowanie
Stosowanie przyśpieszonego dojrzewania betonu szczególnie w zakładach prefabrykacji staje się koniecznością wymuszoną wzrostem wykorzystania linii produkcyjnych oraz wielkością produkcji. Na podstawie przeprowadzonych badan można stwierdzić, iż stosowanie naparzania betonu jest efektywniejsze niż stosowanie tylko domieszek przyspieszających twardnienie betonu. Jednoczesne stosowanie domieszek chemicznych wraz z naparzaniem jest niewiele bardziej efektywne niż stosowanie samej obróbki cieplnej.
Istotny wpływ na zwiększenie wytrzymałości wczesnej ma obniżenie współczynnika w/c poprzez zastosowanie odpowiedniej ilości i jakości domieszek upłynniających. Wszystkie metody przyśpieszające dojrzewanie, za wyjątkiem obniżenia wartości w/c, powodują uzyskiwanie niższych wytrzymałości końcowych betonu ( zwłaszcza po 56 dniach dojrzewania) w porównaniu do betonów dojrzewających w warunkach naturalnych. Ma to szczególnie znaczenie w przypadku zakładów prefabrykacji gdzie stosowanie zabiegów przyśpieszających twardnienie jest wymuszone osiągnięciem wytrzymałości transportowej. Brak uwzględnienia wpływu opisywanych zabiegów na wytrzymałość końcową może doprowadzić do niezgodności właściwości produkowanego betonu z założeniami projektowymi.
Literatura [1] Zając M.; Study of relations between rate of hydration, texture of hydrates and final
mechanical resistance of Portland cement pastes and microphone-mortars. Rozprawa doktorska ICB Institut Carnot de Bourgogne. 2007.
[2] Neville A. M.; Właściwości betonu. Polski Cement, Kraków, 2002
INFLUENCE OF TECHNICAL EXERTIONS ON INCREASE COMPRESSIVE STRENGTH OF CONCRETE
Summary
This study aims to introduce information on influence of temperature, concrete hardening accelerator and w/s on early strengths (16, 24, 36 h) and final strengths (28, 56 days) of concrete.
33
X SYMPOZJUM NAUKOWO-TECHNICZNE REOLOGIA W TECHNOLOGII BETONU
Gliwice 2008
Magdalena Piechówka1
WŁAŚCIWOŚCI REOLOGICZNE KOMPOZYTÓW CEMENTOWYCH Z DODATKIEM POLIMEROWEGO
SUPERABSORBERA OGRANICZAJĄCYM EFEKTY SAMOOSUSZANIA
1. Wprowadzenie
Postęp w technologii betonów spowodował coraz powszechniejsze użycie betonów wysokowytrzymałościowych i wysokowartościowych (BWW), które charakteryzują się niskim w/c (poniżej 0,4), zwiększoną ilością spoiwa cementowego, dodatkiem pyłu krzemionkowego i superplastyfiaktorów [1]. Rosnącym problemem w tego typu betonach jest skurcz, który wywołuje mikropęknięcia niebezpieczne dla długotrwałego życia betonu. Zmiany objętości są często spowodowane wysuszaniem się betonów przez cały okres trwałości. Prezentowana praca przybliża problematykę związaną z pojawianiem się skurczu chemicznego (wywołanego wewnętrzną redukcją objętości) i autogenicznego (zewnętrzna zmiana objętości) w mieszankach betonowych. Przedstawiono metody łagodzenia skurczu poprzez odpowiednią pielęgnację. W prowadzonych badaniach własnych określono wpływ dodatku polimerowego superabsorbera (0-0,9% masy cementu) na właściwości reologiczne zaczynów cementowych jako jednej z możliwych metod wewnętrznej pielęgnacji.
2. Problem skurczu betonu
Skurcz w betonach występuje w dwóch etapach: we wczesnym i późnym okresie, rys.1. Wczesny okres definiowany jest jako pierwszy dzień, w którym beton został ułożony i zaczyna twardnieć. Późny wiek (długi okres) występuje powyżej 24h. W tych dwóch etapach istotną rolę odgrywają liniowe zmiany, które mogą być mierzone fizycznie na próbkach, określając wielkość skurczu od wysychania i skurczu autogenicznego. Przyrosty obu skurczów powodują zmianę objętości spowodowaną termicznymi zmianami i reakcją karbonatyzacji.
1 Mgr inż., Politechnika Wrocławska
34
Skurcz poniżej 24h jest problematyczny z powodu najwolniejszego przyrostu wytrzymałości, a mieszanka jest najbardziej wrażliwa na powstające naprężenia wewnętrzne.
Rys.1. Etapy skurczu [2]
Chemiczne reakcje zachodzące w cemencie portlandzkim są bardzo złożone.
Przedstawiono poniżej zarys równań chemicznych dla każdego związku, w którym występuje gips [3]: 2·C3S + 6·H2O → C3S2H3 + 3·Ca(OH)2
2·C2S + 4·H2O → C3S2H3 + Ca(OH)2
C3A + 3·(CaSO4·2·H2O) + 26·H2O → C3A·3·CaSO4·32·H2O
2·C3A + C3A·3·CaSO4·32·H2O + 4·H2O → 3·[C3A·CaSO4·12·H2O]
C3A + Ca(OH)2 +12·H2O → C3A·Ca(OH)2·12·H2O
C4AF + 3·(CaSO4·2·H2O) + 27·H2O → C3(AF)·3·CaSO4·32·H2O + Ca(OH)2
2·C4AF + C3(AF)·3·CaSO4·32·H2O + 6·H2O → 3·[ C3(AF)·CaSO4·12·H2O] + 2·Ca(OH)2
C4AF + 10·H2O + 2·Ca(OH)2 → C3AH6 – C3FH6 (roztwór stały)
Przykładowo skurcz chemiczny można obliczyć dla pierwszego równania i ma postać:
2·C3S + 6·H2O → C3S2H3 + 3·Ca(OH)2
waga 456,6 108,1 342,5 222,3
gęstość względna 3,15 1,00 2,71 2,24
objętość 145,0 108,1 126,4 99,2
253,1 225,6
35
Skurcz chemiczny: (253,1 – 225,6) / 253,6 · 100 = 10,87 (%)
Skurcz chemiczny jest wynikiem reakcji pomiędzy cementem i wodą i powoduje wewnętrzną redukcję objętości. Powodem jest mniejsza objętość hydratyzowanych produktów reakcji niż objętość wody i cementu przed hydratacją [4].
Zatem postać równania dla wyznaczenia ilościowego całkowitego skurczu chemicznego przedstawia się równaniem:
VCS-TOTAL=0,0532[C3S]+0,0400[C2S]+0,1113[C4AF]+0,1785[C3A] [5]
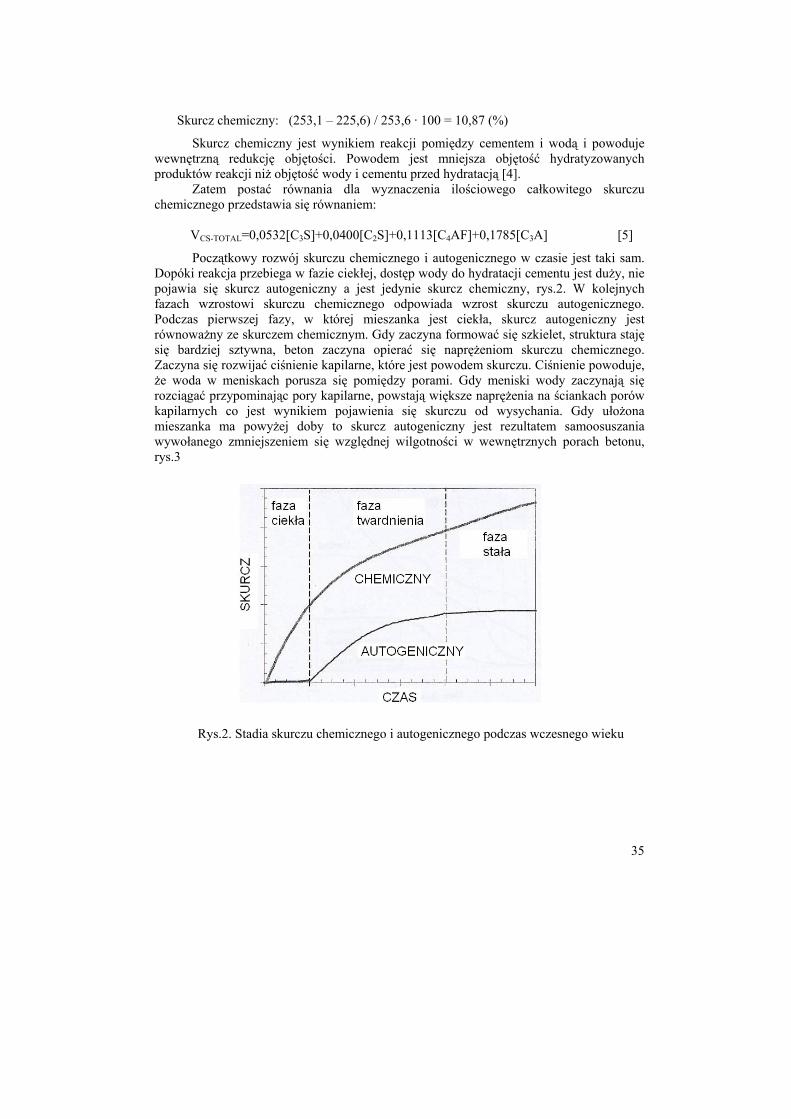
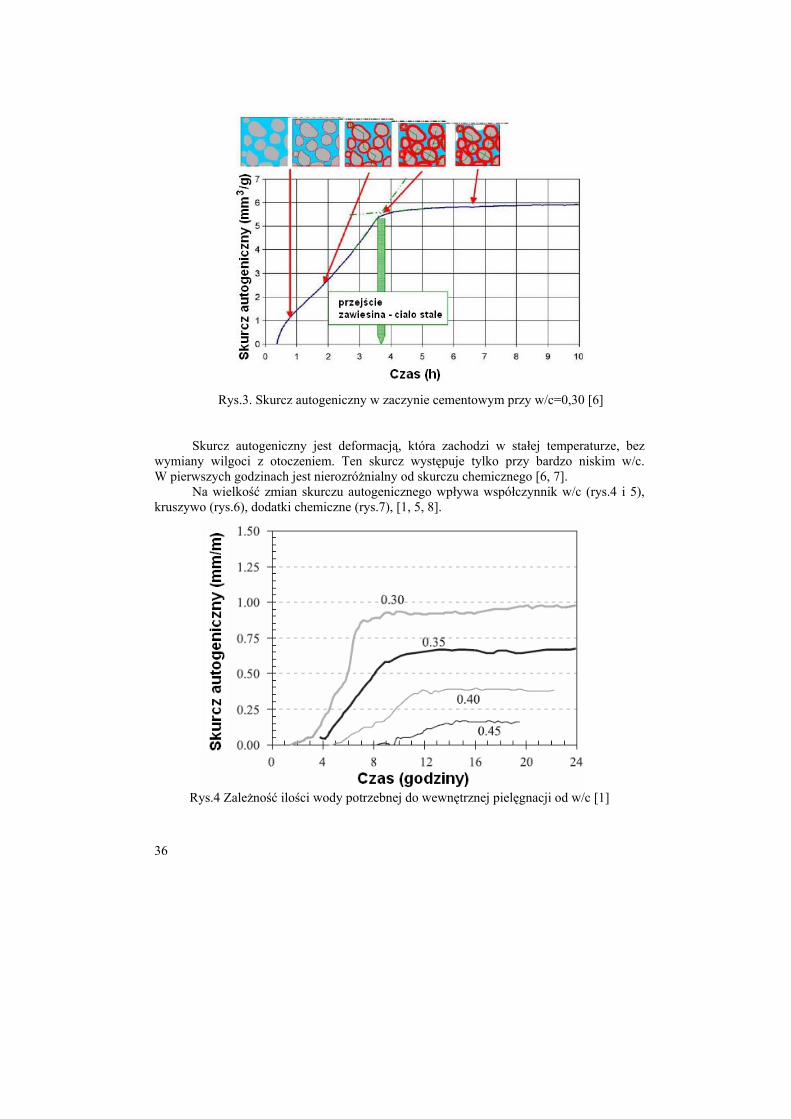
Początkowy rozwój skurczu chemicznego i autogenicznego w czasie jest taki sam. Dopóki reakcja przebiega w fazie ciekłej, dostęp wody do hydratacji cementu jest duży, nie pojawia się skurcz autogeniczny a jest jedynie skurcz chemiczny, rys.2. W kolejnych fazach wzrostowi skurczu chemicznego odpowiada wzrost skurczu autogenicznego. Podczas pierwszej fazy, w której mieszanka jest ciekła, skurcz autogeniczny jest równoważny ze skurczem chemicznym. Gdy zaczyna formować się szkielet, struktura staję się bardziej sztywna, beton zaczyna opierać się naprężeniom skurczu chemicznego. Zaczyna się rozwijać ciśnienie kapilarne, które jest powodem skurczu. Ciśnienie powoduje, że woda w meniskach porusza się pomiędzy porami. Gdy meniski wody zaczynają się rozciągać przypominając pory kapilarne, powstają większe naprężenia na ściankach porów kapilarnych co jest wynikiem pojawienia się skurczu od wysychania. Gdy ułożona mieszanka ma powyżej doby to skurcz autogeniczny jest rezultatem samoosuszania wywołanego zmniejszeniem się względnej wilgotności w wewnętrznych porach betonu, rys.3
Rys.2. Stadia skurczu chemicznego i autogenicznego podczas wczesnego wieku
36
Rys.3. Skurcz autogeniczny w zaczynie cementowym przy w/c=0,30 [6]
Skurcz autogeniczny jest deformacją, która zachodzi w stałej temperaturze, bez wymiany wilgoci z otoczeniem. Ten skurcz występuje tylko przy bardzo niskim w/c. W pierwszych godzinach jest nierozróżnialny od skurczu chemicznego [6, 7].
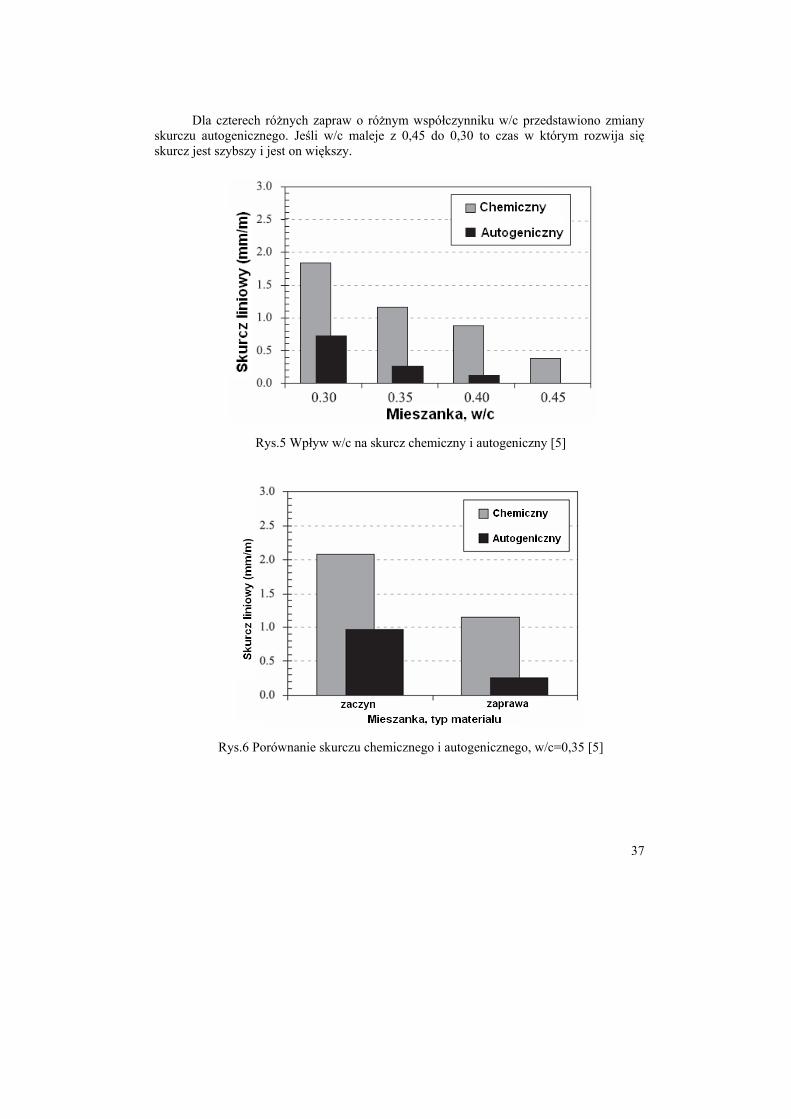
Na wielkość zmian skurczu autogenicznego wpływa współczynnik w/c (rys.4 i 5), kruszywo (rys.6), dodatki chemiczne (rys.7), [1, 5, 8].
Rys.4 Zależność ilości wody potrzebnej do wewnętrznej pielęgnacji od w/c [1]
37
Dla czterech różnych zapraw o różnym współczynniku w/c przedstawiono zmiany skurczu autogenicznego. Jeśli w/c maleje z 0,45 do 0,30 to czas w którym rozwija się skurcz jest szybszy i jest on większy.
Rys.5 Wpływ w/c na skurcz chemiczny i autogeniczny [5]
Rys.6 Porównanie skurczu chemicznego i autogenicznego, w/c=0,35 [5]
38
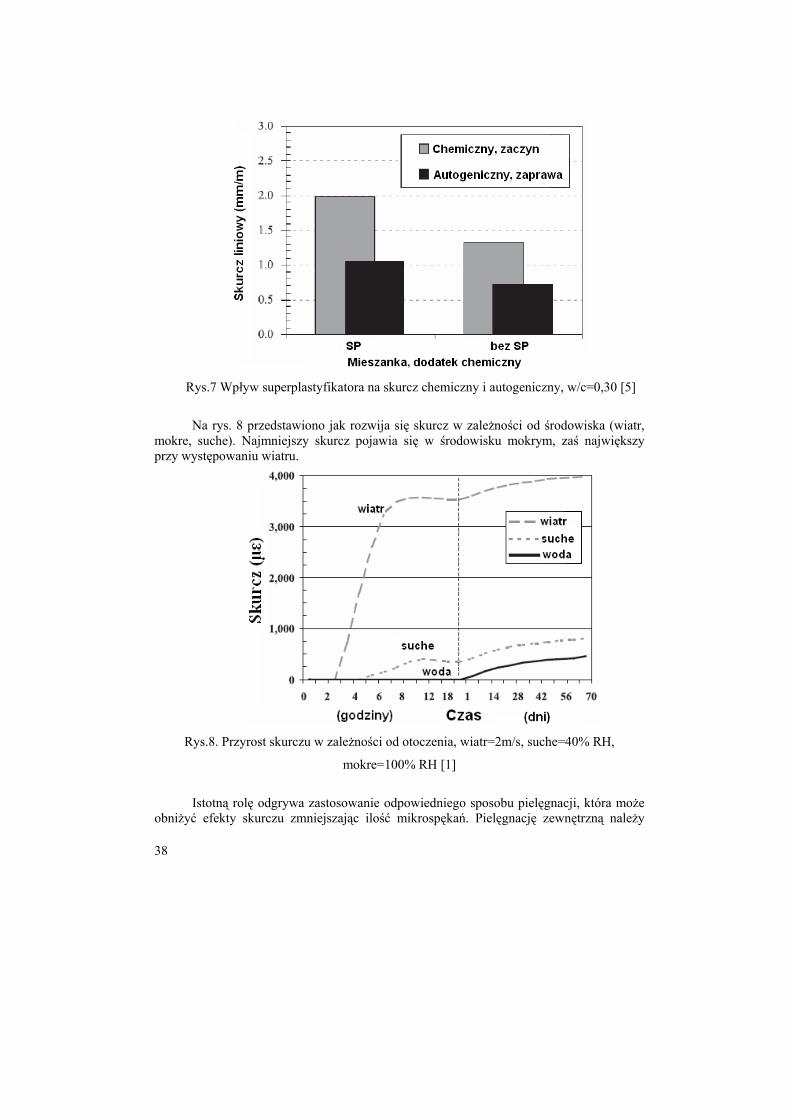
Rys.7 Wpływ superplastyfikatora na skurcz chemiczny i autogeniczny, w/c=0,30 [5]
Na rys. 8 przedstawiono jak rozwija się skurcz w zależności od środowiska (wiatr,
mokre, suche). Najmniejszy skurcz pojawia się w środowisku mokrym, zaś największy przy występowaniu wiatru.
Rys.8. Przyrost skurczu w zależności od otoczenia, wiatr=2m/s, suche=40% RH,
mokre=100% RH [1]
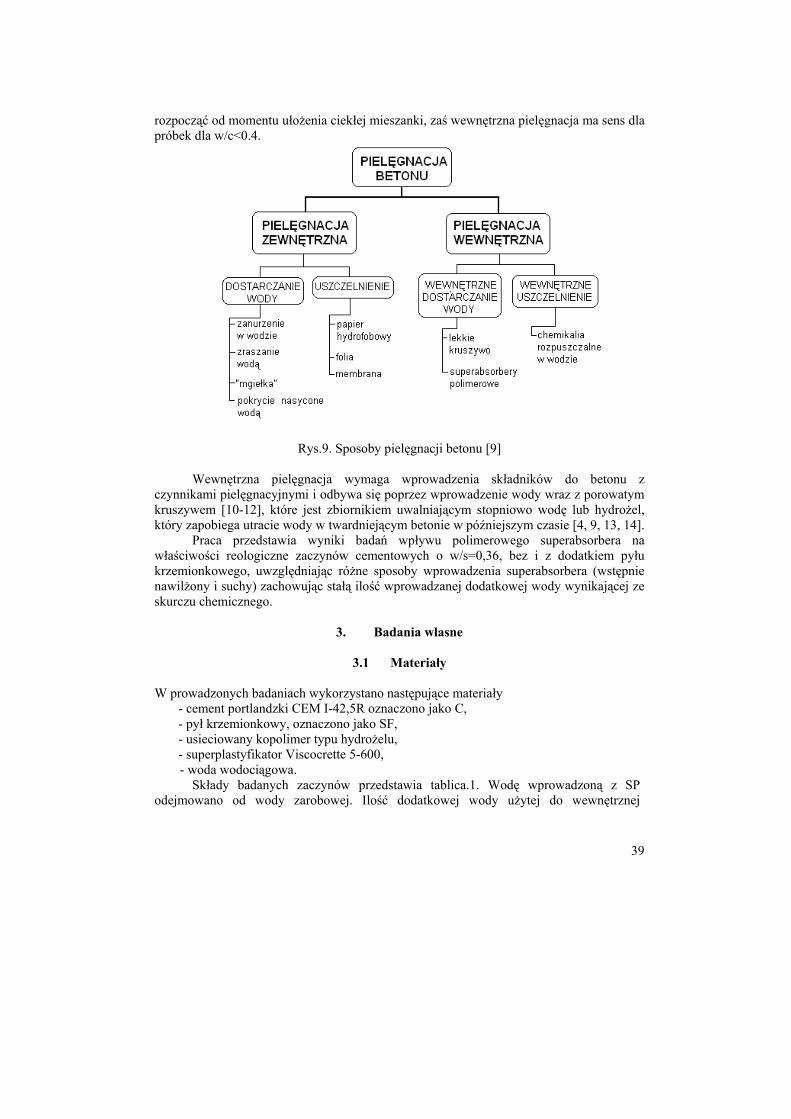
Istotną rolę odgrywa zastosowanie odpowiedniego sposobu pielęgnacji, która może
obniżyć efekty skurczu zmniejszając ilość mikrospękań. Pielęgnację zewnętrzną należy
39
rozpocząć od momentu ułożenia ciekłej mieszanki, zaś wewnętrzna pielęgnacja ma sens dla próbek dla w/c<0.4.
Rys.9. Sposoby pielęgnacji betonu [9]
Wewnętrzna pielęgnacja wymaga wprowadzenia składników do betonu z czynnikami pielęgnacyjnymi i odbywa się poprzez wprowadzenie wody wraz z porowatym kruszywem [10-12], które jest zbiornikiem uwalniającym stopniowo wodę lub hydrożel, który zapobiega utracie wody w twardniejącym betonie w późniejszym czasie [4, 9, 13, 14].
Praca przedstawia wyniki badań wpływu polimerowego superabsorbera na właściwości reologiczne zaczynów cementowych o w/s=0,36, bez i z dodatkiem pyłu krzemionkowego, uwzględniając różne sposoby wprowadzenia superabsorbera (wstępnie nawilżony i suchy) zachowując stałą ilość wprowadzanej dodatkowej wody wynikającej ze skurczu chemicznego.
3. Badania własne
3.1 Materiały
W prowadzonych badaniach wykorzystano następujące materiały
- cement portlandzki CEM I-42,5R oznaczono jako C, - pył krzemionkowy, oznaczono jako SF, - usieciowany kopolimer typu hydrożelu, - superplastyfikator Viscocrette 5-600, - woda wodociągowa. Składy badanych zaczynów przedstawia tablica.1. Wodę wprowadzoną z SP
odejmowano od wody zarobowej. Ilość dodatkowej wody użytej do wewnętrznej
40
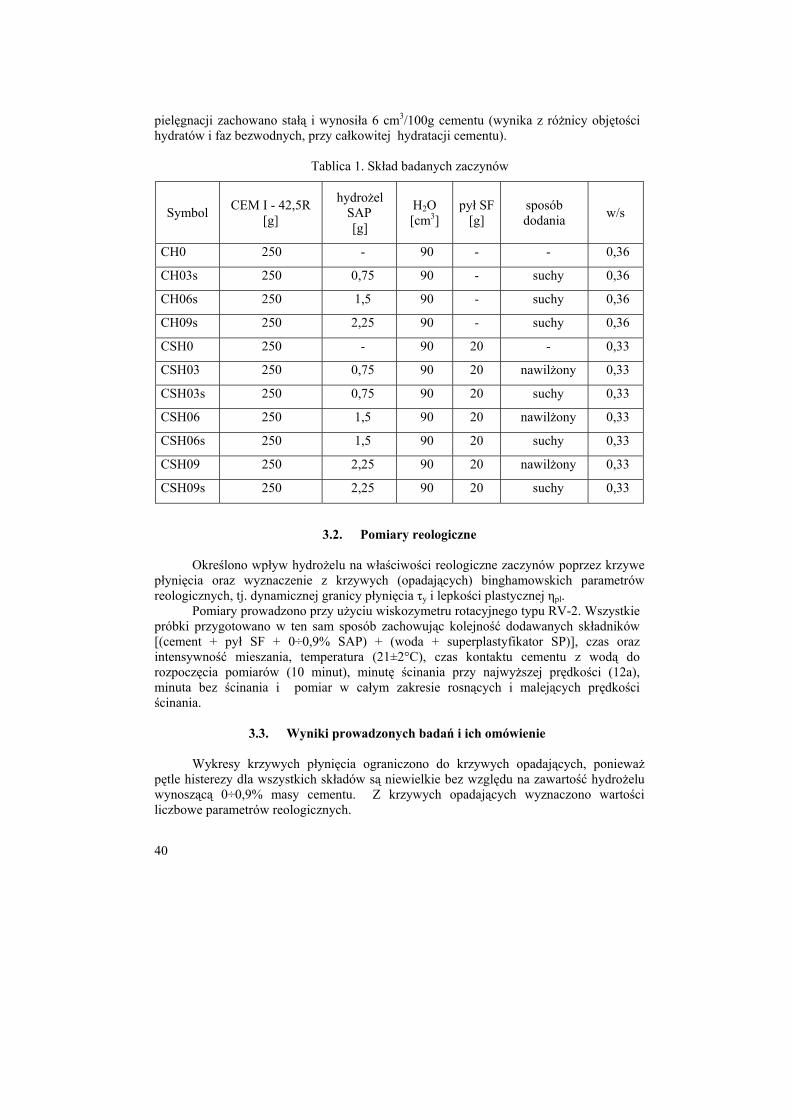
pielęgnacji zachowano stałą i wynosiła 6 cm3/100g cementu (wynika z różnicy objętości hydratów i faz bezwodnych, przy całkowitej hydratacji cementu).
Tablica 1. Skład badanych zaczynów
Symbol CEM I - 42,5R [g]
hydrożel SAP [g]
H2O [cm3]
pył SF [g]
sposób dodania w/s
CH0 250 - 90 - - 0,36
CH03s 250 0,75 90 - suchy 0,36
CH06s 250 1,5 90 - suchy 0,36
CH09s 250 2,25 90 - suchy 0,36
CSH0 250 - 90 20 - 0,33
CSH03 250 0,75 90 20 nawilżony 0,33
CSH03s 250 0,75 90 20 suchy 0,33
CSH06 250 1,5 90 20 nawilżony 0,33
CSH06s 250 1,5 90 20 suchy 0,33
CSH09 250 2,25 90 20 nawilżony 0,33
CSH09s 250 2,25 90 20 suchy 0,33
3.2. Pomiary reologiczne Określono wpływ hydrożelu na właściwości reologiczne zaczynów poprzez krzywe płynięcia oraz wyznaczenie z krzywych (opadających) binghamowskich parametrów reologicznych, tj. dynamicznej granicy płynięcia τy i lepkości plastycznej ηpl.
Pomiary prowadzono przy użyciu wiskozymetru rotacyjnego typu RV-2. Wszystkie próbki przygotowano w ten sam sposób zachowując kolejność dodawanych składników [(cement + pył SF + 0÷0,9% SAP) + (woda + superplastyfikator SP)], czas oraz intensywność mieszania, temperatura (21±2°C), czas kontaktu cementu z wodą do rozpoczęcia pomiarów (10 minut), minutę ścinania przy najwyższej prędkości (12a), minuta bez ścinania i pomiar w całym zakresie rosnących i malejących prędkości ścinania.
3.3. Wyniki prowadzonych badań i ich omówienie
Wykresy krzywych płynięcia ograniczono do krzywych opadających, ponieważ
pętle histerezy dla wszystkich składów są niewielkie bez względu na zawartość hydrożelu wynoszącą 0÷0,9% masy cementu. Z krzywych opadających wyznaczono wartości liczbowe parametrów reologicznych.
41
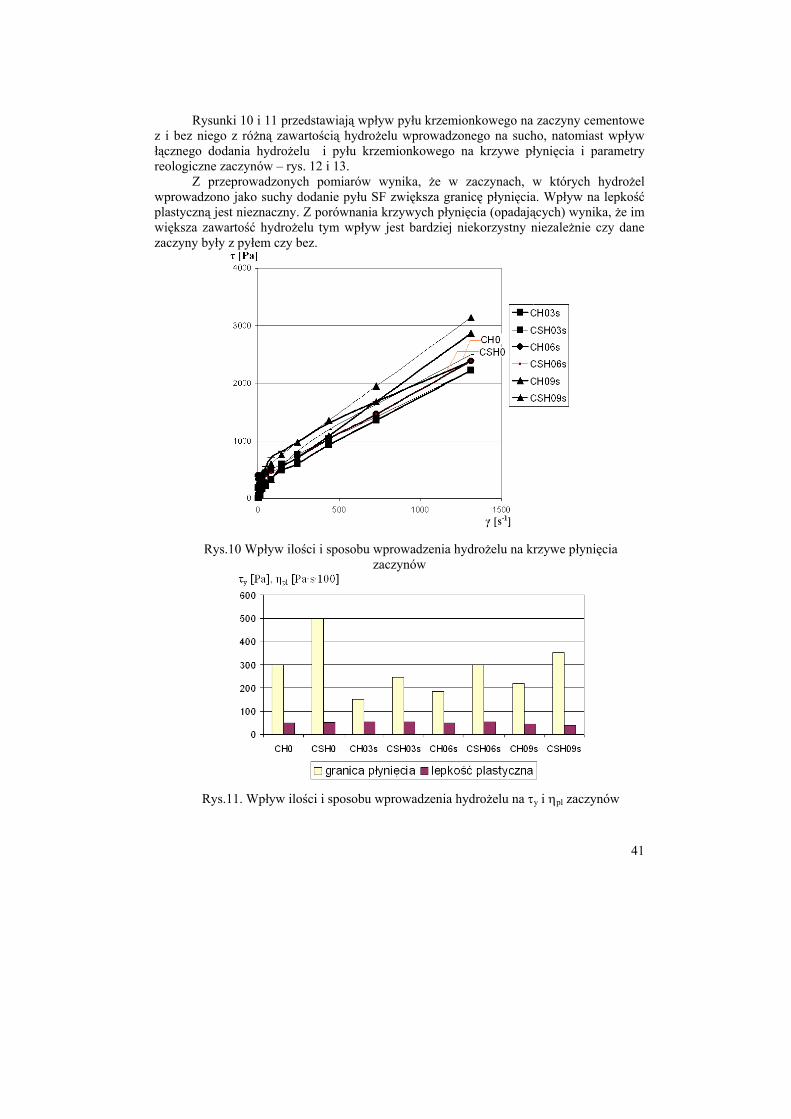
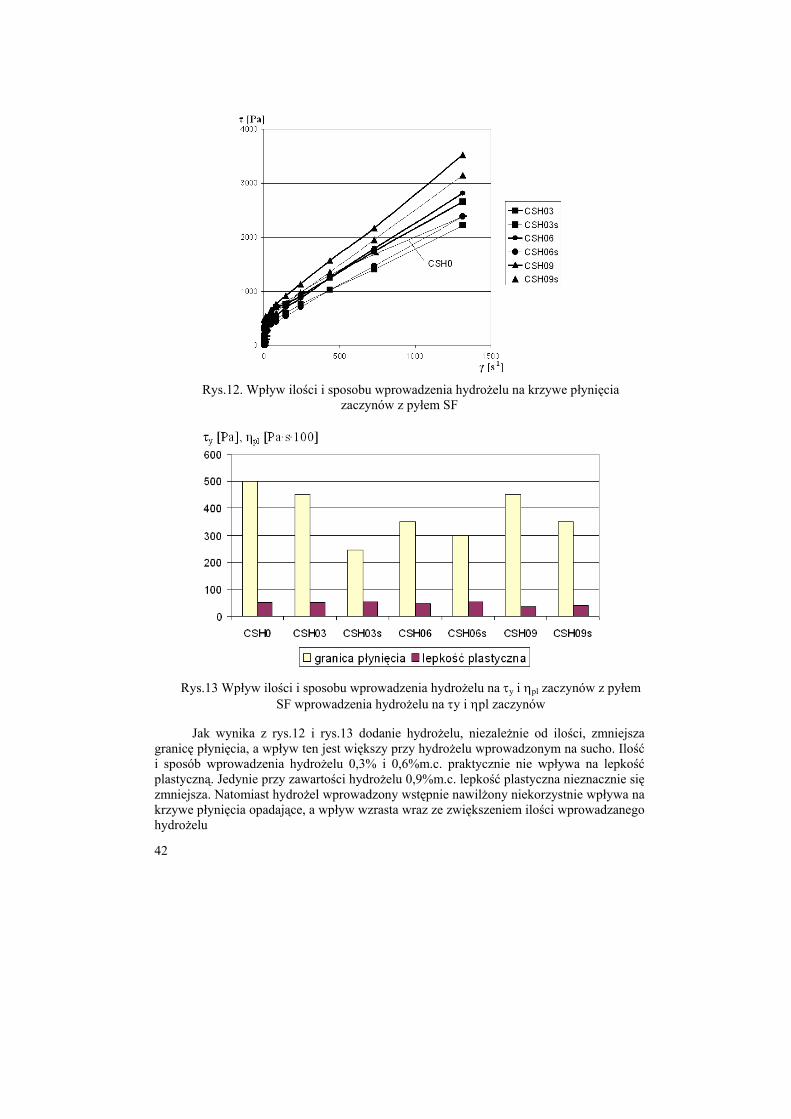
Rysunki 10 i 11 przedstawiają wpływ pyłu krzemionkowego na zaczyny cementowe z i bez niego z różną zawartością hydrożelu wprowadzonego na sucho, natomiast wpływ łącznego dodania hydrożelu i pyłu krzemionkowego na krzywe płynięcia i parametry reologiczne zaczynów – rys. 12 i 13.
Z przeprowadzonych pomiarów wynika, że w zaczynach, w których hydrożel wprowadzono jako suchy dodanie pyłu SF zwiększa granicę płynięcia. Wpływ na lepkość plastyczną jest nieznaczny. Z porównania krzywych płynięcia (opadających) wynika, że im większa zawartość hydrożelu tym wpływ jest bardziej niekorzystny niezależnie czy dane zaczyny były z pyłem czy bez.
Rys.10 Wpływ ilości i sposobu wprowadzenia hydrożelu na krzywe płynięcia
zaczynów
Rys.11. Wpływ ilości i sposobu wprowadzenia hydrożelu na τy i ηpl zaczynów
42
Rys.12. Wpływ ilości i sposobu wprowadzenia hydrożelu na krzywe płynięcia
zaczynów z pyłem SF
Rys.13 Wpływ ilości i sposobu wprowadzenia hydrożelu na τy i ηpl zaczynów z pyłem
SF wprowadzenia hydrożelu na τy i ηpl zaczynów
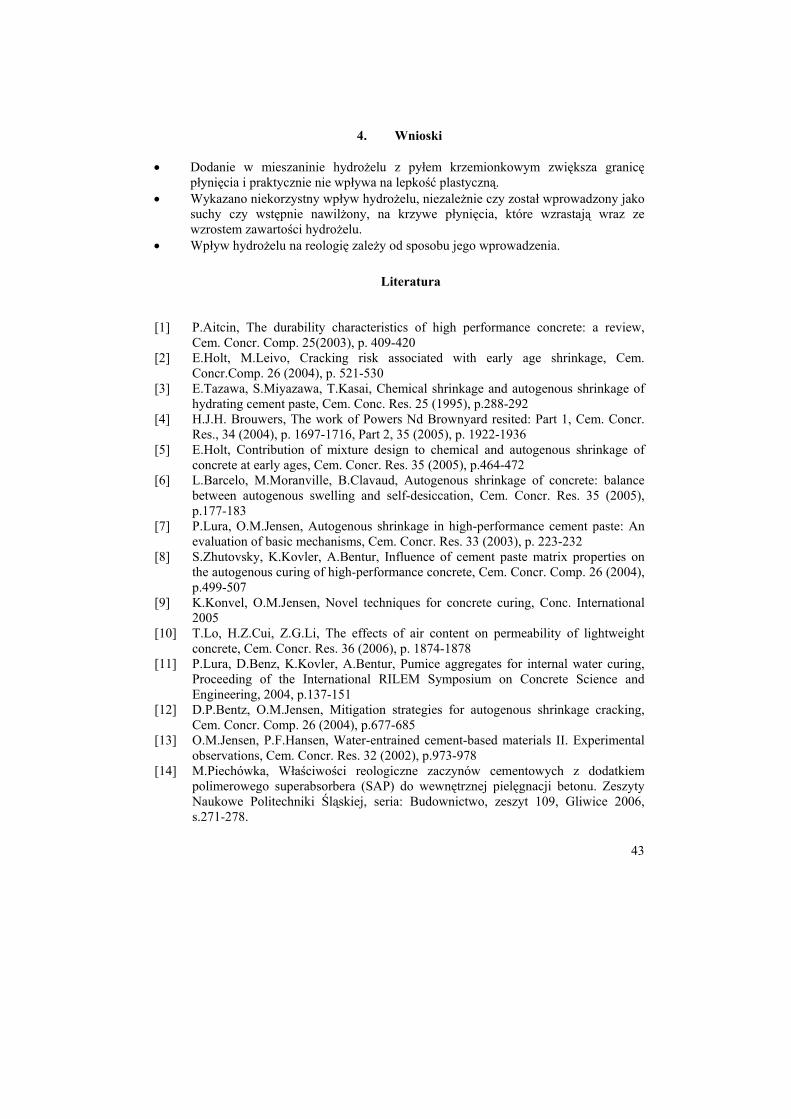
Jak wynika z rys.12 i rys.13 dodanie hydrożelu, niezależnie od ilości, zmniejsza granicę płynięcia, a wpływ ten jest większy przy hydrożelu wprowadzonym na sucho. Ilość i sposób wprowadzenia hydrożelu 0,3% i 0,6%m.c. praktycznie nie wpływa na lepkość plastyczną. Jedynie przy zawartości hydrożelu 0,9%m.c. lepkość plastyczna nieznacznie się zmniejsza. Natomiast hydrożel wprowadzony wstępnie nawilżony niekorzystnie wpływa na krzywe płynięcia opadające, a wpływ wzrasta wraz ze zwiększeniem ilości wprowadzanego hydrożelu
43
4. Wnioski
• Dodanie w mieszaninie hydrożelu z pyłem krzemionkowym zwiększa granicę
płynięcia i praktycznie nie wpływa na lepkość plastyczną. • Wykazano niekorzystny wpływ hydrożelu, niezależnie czy został wprowadzony jako
suchy czy wstępnie nawilżony, na krzywe płynięcia, które wzrastają wraz ze wzrostem zawartości hydrożelu.
• Wpływ hydrożelu na reologię zależy od sposobu jego wprowadzenia.
Literatura
[1] P.Aitcin, The durability characteristics of high performance concrete: a review, Cem. Concr. Comp. 25(2003), p. 409-420
[2] E.Holt, M.Leivo, Cracking risk associated with early age shrinkage, Cem. Concr.Comp. 26 (2004), p. 521-530
[3] E.Tazawa, S.Miyazawa, T.Kasai, Chemical shrinkage and autogenous shrinkage of hydrating cement paste, Cem. Conc. Res. 25 (1995), p.288-292
[4] H.J.H. Brouwers, The work of Powers Nd Brownyard resited: Part 1, Cem. Concr. Res., 34 (2004), p. 1697-1716, Part 2, 35 (2005), p. 1922-1936
[5] E.Holt, Contribution of mixture design to chemical and autogenous shrinkage of concrete at early ages, Cem. Concr. Res. 35 (2005), p.464-472
[6] L.Barcelo, M.Moranville, B.Clavaud, Autogenous shrinkage of concrete: balance between autogenous swelling and self-desiccation, Cem. Concr. Res. 35 (2005), p.177-183
[7] P.Lura, O.M.Jensen, Autogenous shrinkage in high-performance cement paste: An evaluation of basic mechanisms, Cem. Concr. Res. 33 (2003), p. 223-232
[8] S.Zhutovsky, K.Kovler, A.Bentur, Influence of cement paste matrix properties on the autogenous curing of high-performance concrete, Cem. Concr. Comp. 26 (2004), p.499-507
[9] K.Konvel, O.M.Jensen, Novel techniques for concrete curing, Conc. International 2005
[10] T.Lo, H.Z.Cui, Z.G.Li, The effects of air content on permeability of lightweight concrete, Cem. Concr. Res. 36 (2006), p. 1874-1878
[11] P.Lura, D.Benz, K.Kovler, A.Bentur, Pumice aggregates for internal water curing, Proceeding of the International RILEM Symposium on Concrete Science and Engineering, 2004, p.137-151
[12] D.P.Bentz, O.M.Jensen, Mitigation strategies for autogenous shrinkage cracking, Cem. Concr. Comp. 26 (2004), p.677-685
[13] O.M.Jensen, P.F.Hansen, Water-entrained cement-based materials II. Experimental observations, Cem. Concr. Res. 32 (2002), p.973-978
[14] M.Piechówka, Właściwości reologiczne zaczynów cementowych z dodatkiem polimerowego superabsorbera (SAP) do wewnętrznej pielęgnacji betonu. Zeszyty Naukowe Politechniki Śląskiej, seria: Budownictwo, zeszyt 109, Gliwice 2006, s.271-278.

44
RHEOLOGICAL PROPERTIES OF CEMENT COMPOSITES WITH ADDITION OF SUPERABSORBENT POLYMERS REDUCED EFFECTS
OF SELF-DESSICATION SHRINKAGE Summary
This work involves the question concerning the chemical shrinkage (internal volume
reduction) and autogenous shrinkage (external volume change) in mixture of concrete. Acquaintance influence w/c ratio, aggregate amount, superplasticizer (SP) and chemical addition describe mechanism of cracking. Mitigation strategies of shrinkage through appropriate curing were presented. Obtained results showed the influence of superabsorbent polymers (0-0,9% of cement weight) on the rheological properties of cement paste as an example of the possible method of internal curing.
45
X SYMPOZJUM NAUKOWO-TECHNICZNE REOLOGIA W TECHNOLOGII BETONU
Gliwice 2008
Zbigniew Giergiczny 1 Marcin Sokołowski2
KAMIEŃ WAPIENNY SKŁADNIKIEM CEMENTU
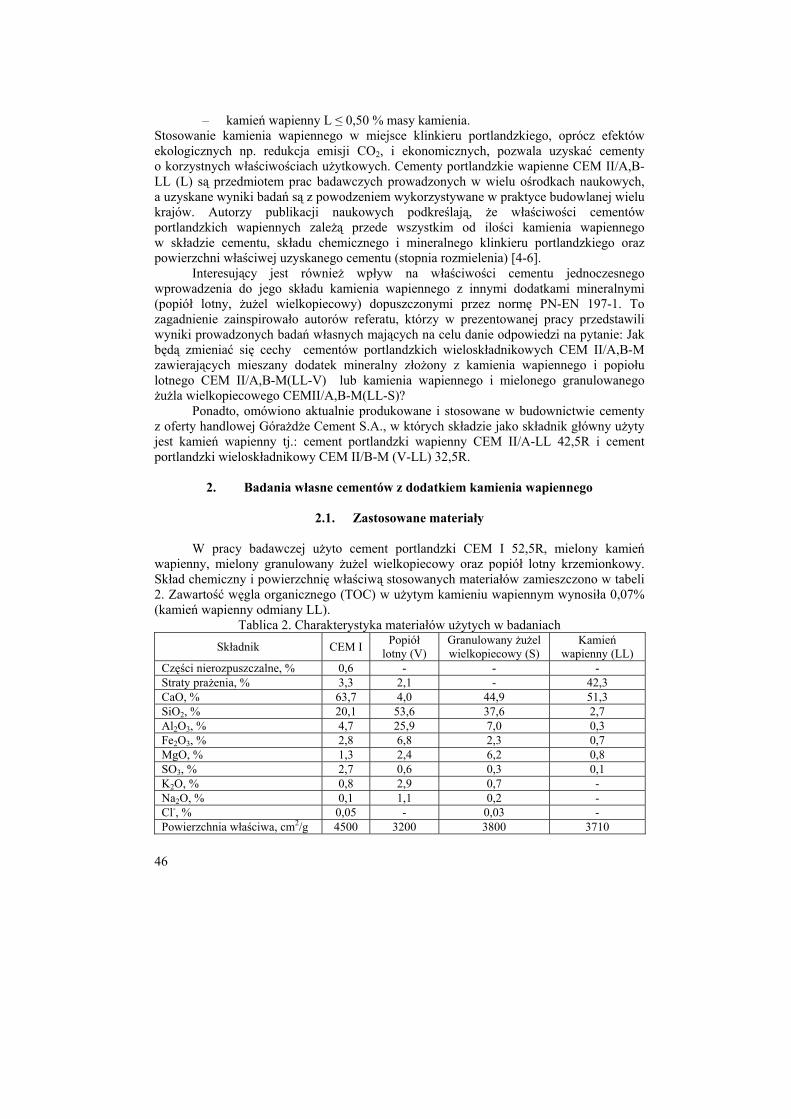
1. Wprowadzenie Kamień wapienny jest ważnym surowcem naturalnym stosowanym zarówno w produkcji klinkieru cementowego, jak i w produkcji cementu [1, 2]. Według zapisów normy PN-EN 197-1 [3], wapień (kamień wapienny) może być składnikiem głównym cementów portlandzkich wapiennych CEM II/A,B-LL(L) i cementów portlandzkich wieloskładnikowych CEM II/A,B-M (tablica 1). Wapień jest także powszechnie stosowanym dodatkiem drugorzędnym praktycznie we wszystkich rodzajów cementów powszechnego użytku.
Tablica 1. Kamień wapienny jako składnik główny cementu wg normy PN-EN 197-1 Rodzaj cementu Zawartość kamienia wapiennego, %
CEM II/A-L; CEM II/A-LL 6÷20 CEM II/A-M 1)
CEM II/B-L; CEM II/B-LL 21÷35 CEM II/B-M 1)
1) oprócz kamienia wapiennego jako składniki główne cementu CEM II/A-M i CEM II/B-M mogą być stosowane popioły lotne wapniowe i krzemionkowe, granulowany żużel wielkopiecowy, pucolany naturalne i przemysłowe, łupek palony i pył krzemionkowy Kamień wapienny stosowany, jako dodatek mineralny do cementu jest oznaczany symbolem L lub LL i powinien spełniać wymagania [3]: • zawartość węglanu wapnia CaCO3 ≥75,0 %, • zawartość gliny (iłów) ≤ 1,2 g/100 g kamienia wapiennego, • zawartość ogólna węgla organicznego (TOC):
– kamień wapienny LL ≤ 0,20 % masy kamienia,
1 Dr hab. inż.; prof. PO – Górażdże Cement S.A.; Politechnika Opolska; e-mail: [email protected] 2 Mgr inż. – Górażdże Cement S.A.; e-mail: [email protected]
46
– kamień wapienny L ≤ 0,50 % masy kamienia. Stosowanie kamienia wapiennego w miejsce klinkieru portlandzkiego, oprócz efektów ekologicznych np. redukcja emisji CO2, i ekonomicznych, pozwala uzyskać cementy o korzystnych właściwościach użytkowych. Cementy portlandzkie wapienne CEM II/A,B-LL (L) są przedmiotem prac badawczych prowadzonych w wielu ośrodkach naukowych, a uzyskane wyniki badań są z powodzeniem wykorzystywane w praktyce budowlanej wielu krajów. Autorzy publikacji naukowych podkreślają, że właściwości cementów portlandzkich wapiennych zależą przede wszystkim od ilości kamienia wapiennego w składzie cementu, składu chemicznego i mineralnego klinkieru portlandzkiego oraz powierzchni właściwej uzyskanego cementu (stopnia rozmielenia) [4-6]. Interesujący jest również wpływ na właściwości cementu jednoczesnego wprowadzenia do jego składu kamienia wapiennego z innymi dodatkami mineralnymi (popiół lotny, żużel wielkopiecowy) dopuszczonymi przez normę PN-EN 197-1. To zagadnienie zainspirowało autorów referatu, którzy w prezentowanej pracy przedstawili wyniki prowadzonych badań własnych mających na celu danie odpowiedzi na pytanie: Jak będą zmieniać się cechy cementów portlandzkich wieloskładnikowych CEM II/A,B-M zawierających mieszany dodatek mineralny złożony z kamienia wapiennego i popiołu lotnego CEM II/A,B-M(LL-V) lub kamienia wapiennego i mielonego granulowanego żużla wielkopiecowego CEMII/A,B-M(LL-S)? Ponadto, omówiono aktualnie produkowane i stosowane w budownictwie cementy z oferty handlowej Górażdże Cement S.A., w których składzie jako składnik główny użyty jest kamień wapienny tj.: cement portlandzki wapienny CEM II/A-LL 42,5R i cement portlandzki wieloskładnikowy CEM II/B-M (V-LL) 32,5R.
2. Badania własne cementów z dodatkiem kamienia wapiennego
2.1. Zastosowane materiały W pracy badawczej użyto cement portlandzki CEM I 52,5R, mielony kamień wapienny, mielony granulowany żużel wielkopiecowy oraz popiół lotny krzemionkowy. Skład chemiczny i powierzchnię właściwą stosowanych materiałów zamieszczono w tabeli 2. Zawartość węgla organicznego (TOC) w użytym kamieniu wapiennym wynosiła 0,07% (kamień wapienny odmiany LL).
Tablica 2. Charakterystyka materiałów użytych w badaniach Składnik CEM I Popiół
lotny (V) Granulowany żużel wielkopiecowy (S)
Kamień wapienny (LL)
Części nierozpuszczalne, % 0,6 - - - Straty prażenia, % 3,3 2,1 - 42,3 CaO, % 63,7 4,0 44,9 51,3 SiO2, % 20,1 53,6 37,6 2,7 Al2O3, % 4,7 25,9 7,0 0,3 Fe2O3, % 2,8 6,8 2,3 0,7 MgO, % 1,3 2,4 6,2 0,8 SO3, % 2,7 0,6 0,3 0,1 K2O, % 0,8 2,9 0,7 - Na2O, % 0,1 1,1 0,2 - Cl-, % 0,05 - 0,03 - Powierzchnia właściwa, cm2/g 4500 3200 3800 3710
47
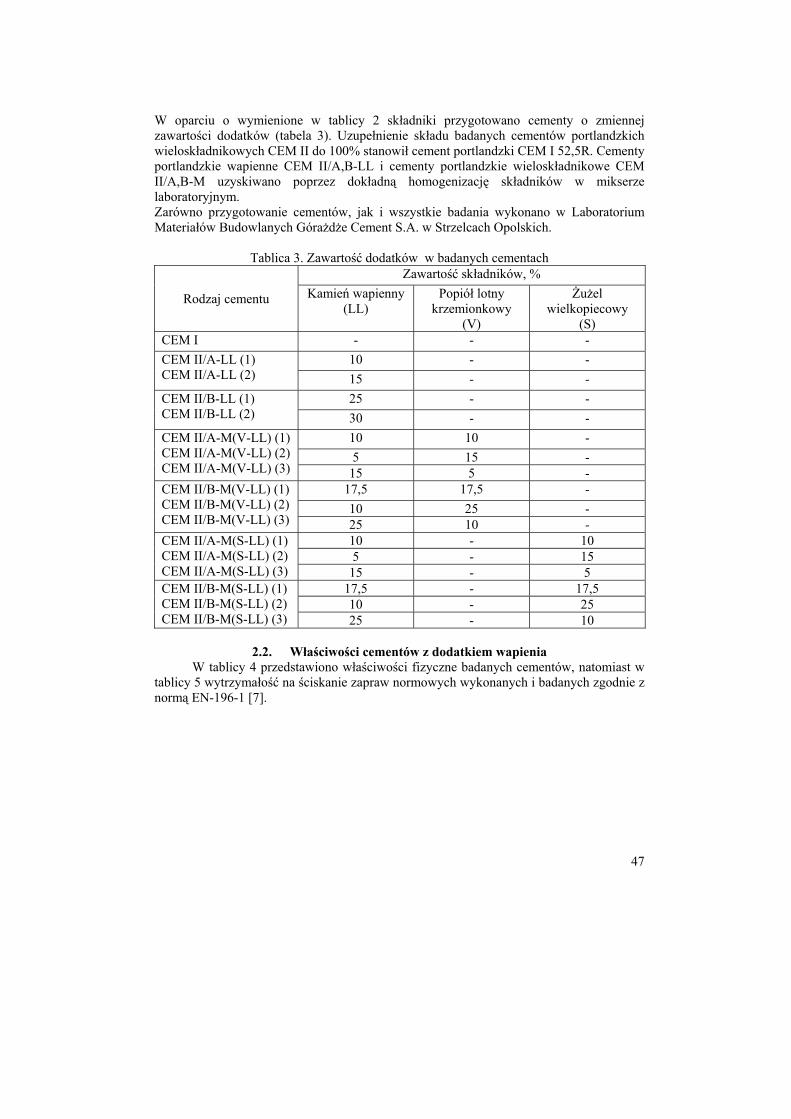
W oparciu o wymienione w tablicy 2 składniki przygotowano cementy o zmiennej zawartości dodatków (tabela 3). Uzupełnienie składu badanych cementów portlandzkich wieloskładnikowych CEM II do 100% stanowił cement portlandzki CEM I 52,5R. Cementy portlandzkie wapienne CEM II/A,B-LL i cementy portlandzkie wieloskładnikowe CEM II/A,B-M uzyskiwano poprzez dokładną homogenizację składników w mikserze laboratoryjnym. Zarówno przygotowanie cementów, jak i wszystkie badania wykonano w Laboratorium Materiałów Budowlanych Górażdże Cement S.A. w Strzelcach Opolskich.
Tablica 3. Zawartość dodatków w badanych cementach
Rodzaj cementu
Zawartość składników, % Kamień wapienny
(LL) Popiół lotny
krzemionkowy (V)
Żużel wielkopiecowy
(S) CEM I - - - CEM II/A-LL (1) CEM II/A-LL (2)
10 - - 15 - -
CEM II/B-LL (1) CEM II/B-LL (2)
25 - - 30 - -
CEM II/A-M(V-LL) (1) CEM II/A-M(V-LL) (2) CEM II/A-M(V-LL) (3)
10 10 - 5 15 -
15 5 - CEM II/B-M(V-LL) (1) CEM II/B-M(V-LL) (2) CEM II/B-M(V-LL) (3)
17,5 17,5 - 10 25 - 25 10 -
CEM II/A-M(S-LL) (1) CEM II/A-M(S-LL) (2) CEM II/A-M(S-LL) (3)
10 - 10 5 - 15
15 - 5 CEM II/B-M(S-LL) (1) CEM II/B-M(S-LL) (2) CEM II/B-M(S-LL) (3)
17,5 - 17,5 10 - 25 25 - 10
2.2. Właściwości cementów z dodatkiem wapienia
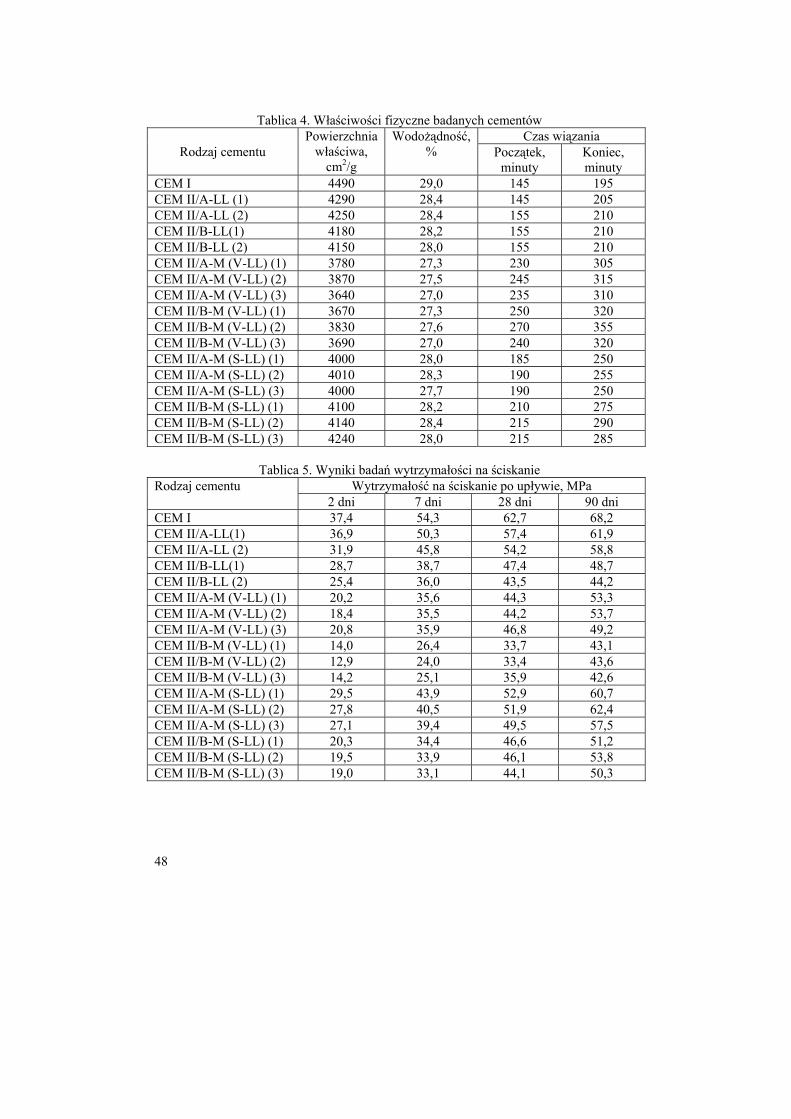
W tablicy 4 przedstawiono właściwości fizyczne badanych cementów, natomiast w tablicy 5 wytrzymałość na ściskanie zapraw normowych wykonanych i badanych zgodnie z normą EN-196-1 [7].
48
Tablica 4. Właściwości fizyczne badanych cementów
Rodzaj cementu Powierzchnia
właściwa, cm2/g
Wodożądność, %
Czas wiązania Początek,
minuty Koniec, minuty
CEM I 4490 29,0 145 195 CEM II/A-LL (1) 4290 28,4 145 205 CEM II/A-LL (2) 4250 28,4 155 210 CEM II/B-LL(1) 4180 28,2 155 210 CEM II/B-LL (2) 4150 28,0 155 210 CEM II/A-M (V-LL) (1) 3780 27,3 230 305 CEM II/A-M (V-LL) (2) 3870 27,5 245 315 CEM II/A-M (V-LL) (3) 3640 27,0 235 310 CEM II/B-M (V-LL) (1) 3670 27,3 250 320 CEM II/B-M (V-LL) (2) 3830 27,6 270 355 CEM II/B-M (V-LL) (3) 3690 27,0 240 320 CEM II/A-M (S-LL) (1) 4000 28,0 185 250 CEM II/A-M (S-LL) (2) 4010 28,3 190 255 CEM II/A-M (S-LL) (3) 4000 27,7 190 250 CEM II/B-M (S-LL) (1) 4100 28,2 210 275 CEM II/B-M (S-LL) (2) 4140 28,4 215 290 CEM II/B-M (S-LL) (3) 4240 28,0 215 285
Tablica 5. Wyniki badań wytrzymałości na ściskanie Rodzaj cementu Wytrzymałość na ściskanie po upływie, MPa
2 dni 7 dni 28 dni 90 dni CEM I 37,4 54,3 62,7 68,2 CEM II/A-LL(1) 36,9 50,3 57,4 61,9 CEM II/A-LL (2) 31,9 45,8 54,2 58,8 CEM II/B-LL(1) 28,7 38,7 47,4 48,7 CEM II/B-LL (2) 25,4 36,0 43,5 44,2 CEM II/A-M (V-LL) (1) 20,2 35,6 44,3 53,3 CEM II/A-M (V-LL) (2) 18,4 35,5 44,2 53,7 CEM II/A-M (V-LL) (3) 20,8 35,9 46,8 49,2 CEM II/B-M (V-LL) (1) 14,0 26,4 33,7 43,1 CEM II/B-M (V-LL) (2) 12,9 24,0 33,4 43,6 CEM II/B-M (V-LL) (3) 14,2 25,1 35,9 42,6 CEM II/A-M (S-LL) (1) 29,5 43,9 52,9 60,7 CEM II/A-M (S-LL) (2) 27,8 40,5 51,9 62,4 CEM II/A-M (S-LL) (3) 27,1 39,4 49,5 57,5 CEM II/B-M (S-LL) (1) 20,3 34,4 46,6 51,2 CEM II/B-M (S-LL) (2) 19,5 33,9 46,1 53,8 CEM II/B-M (S-LL) (3) 19,0 33,1 44,1 50,3
49
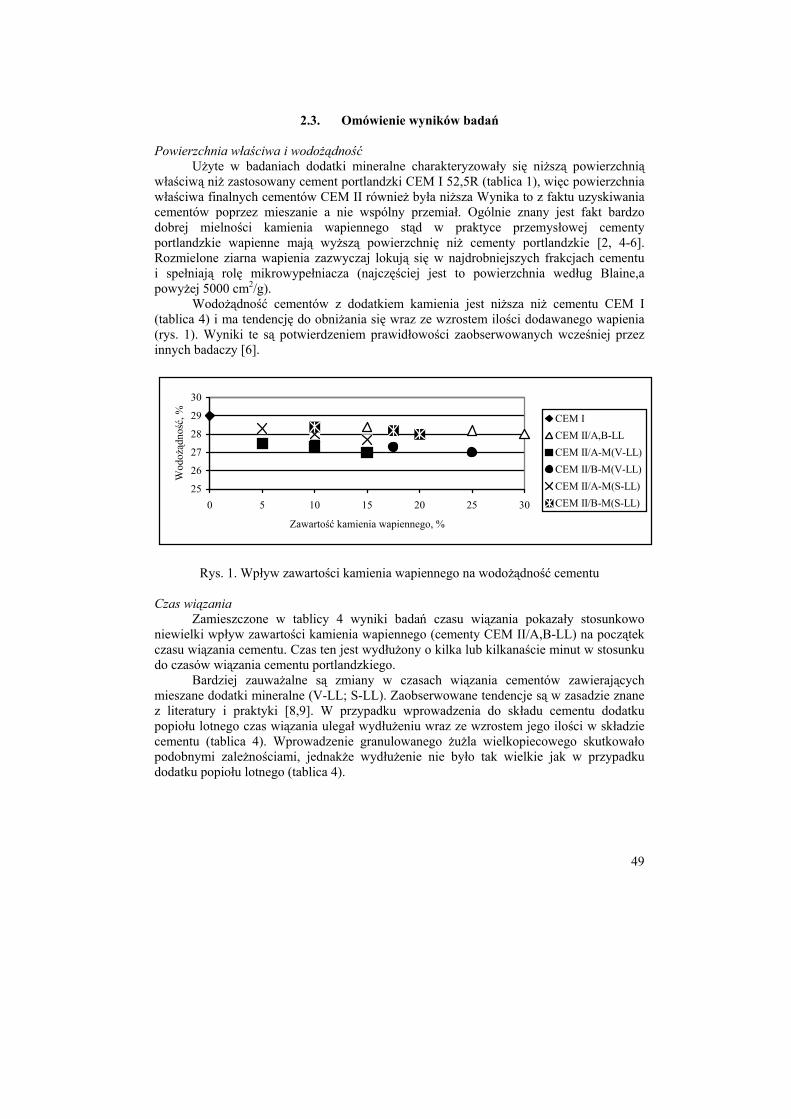
2.3. Omówienie wyników badań Powierzchnia właściwa i wodożądność Użyte w badaniach dodatki mineralne charakteryzowały się niższą powierzchnią właściwą niż zastosowany cement portlandzki CEM I 52,5R (tablica 1), więc powierzchnia właściwa finalnych cementów CEM II również była niższa Wynika to z faktu uzyskiwania cementów poprzez mieszanie a nie wspólny przemiał. Ogólnie znany jest fakt bardzo dobrej mielności kamienia wapiennego stąd w praktyce przemysłowej cementy portlandzkie wapienne mają wyższą powierzchnię niż cementy portlandzkie [2, 4-6]. Rozmielone ziarna wapienia zazwyczaj lokują się w najdrobniejszych frakcjach cementu i spełniają rolę mikrowypełniacza (najczęściej jest to powierzchnia według Blaine,a powyżej 5000 cm2/g). Wodożądność cementów z dodatkiem kamienia jest niższa niż cementu CEM I (tablica 4) i ma tendencję do obniżania się wraz ze wzrostem ilości dodawanego wapienia (rys. 1). Wyniki te są potwierdzeniem prawidłowości zaobserwowanych wcześniej przez innych badaczy [6].
25
26
27
28
29
30
0 5 10 15 20 25 30
Zawartość kamienia wapiennego, %
Wod
ożąd
ność
, % CEM ICEM II/A,B-LLCEM II/A-M(V-LL)CEM II/B-M(V-LL)CEM II/A-M(S-LL)CEM II/B-M(S-LL)
Rys. 1. Wpływ zawartości kamienia wapiennego na wodożądność cementu
Czas wiązania Zamieszczone w tablicy 4 wyniki badań czasu wiązania pokazały stosunkowo niewielki wpływ zawartości kamienia wapiennego (cementy CEM II/A,B-LL) na początek czasu wiązania cementu. Czas ten jest wydłużony o kilka lub kilkanaście minut w stosunku do czasów wiązania cementu portlandzkiego. Bardziej zauważalne są zmiany w czasach wiązania cementów zawierających mieszane dodatki mineralne (V-LL; S-LL). Zaobserwowane tendencje są w zasadzie znane z literatury i praktyki [8,9]. W przypadku wprowadzenia do składu cementu dodatku popiołu lotnego czas wiązania ulegał wydłużeniu wraz ze wzrostem jego ilości w składzie cementu (tablica 4). Wprowadzenie granulowanego żużla wielkopiecowego skutkowało podobnymi zależnościami, jednakże wydłużenie nie było tak wielkie jak w przypadku dodatku popiołu lotnego (tablica 4).
50
Wytrzymałość na ściskanie Cement portlandzki wapienny CEM II/A,B-LL Rozwój wytrzymałości na ściskanie badanych cementów portlandzkich wapiennych CEM II/A,B-LL, w porównaniu z cementem CEM I, przedstawiono na rys. 2.
01020304050607080
2 dni 28 dni 90 dni
Wyt
rzym
ałość,
MPa
CEM I
CEM II/A-LL (kam.wap. 10 %)
CEM II/A-LL (kam.wap. 15 %)
CEM II/B-LL (kam.wap. 25 %)
CEM II/B-LL (kam.wap. 30 %)
Rys. 2. Wytrzymałość na ściskanie zapraw cementowych wykonanych z użyciem
cementu CEM I i cementów CEM II/A,B-LL W przypadku najmniejszej zawartości kamienia wapiennego (10 %) w składzie cementu zaobserwowano niewielki spadek wytrzymałości wczesnej po 2 dniach. Jest to potwierdzenie wyników uzyskanych przez innych autorów [10, 11], którzy zaobserwowali podobne tendencje w rozwoju wytrzymałości, a nawet w przypadku wspólnego mielenia klinkieru i kamienia wapiennego dał się zauważyć wzrost wytrzymałości cementu portlandzkiego wapiennego CEM II/A-LL w stosunku do porównawczego cementu portlandzkiego CEM I. Większa zawartość kamienia wapiennego (≥ 15 %) składzie cementu znacząco obniża wytrzymałość wczesną w stosunku do cementu CEM I (rys. 3). Także poziom wytrzymałości normowej (28 dni) i długoterminowej (90 dni) wszystkich badanych cementów portlandzkich wapiennych był niższy niż cementu portlandzkiego CEM I (tablica 5; rys. 4).
405060708090
100
0 10 15 25 30
Zawartość kamienia wapiennego, %
Poz
iom
wyt
rzym
ałoś
ci,
%
2 dni dojrzewania
405060708090
100
0 10 15 25 30
Zawartość kamienia wapiennego, %
Poz
iom
wyt
rzym
ałoś
ci,
%
28 dni dojrzewania
Rys. 3. Wpływ zawartości kamienia wapiennego na spadek wytrzymałości
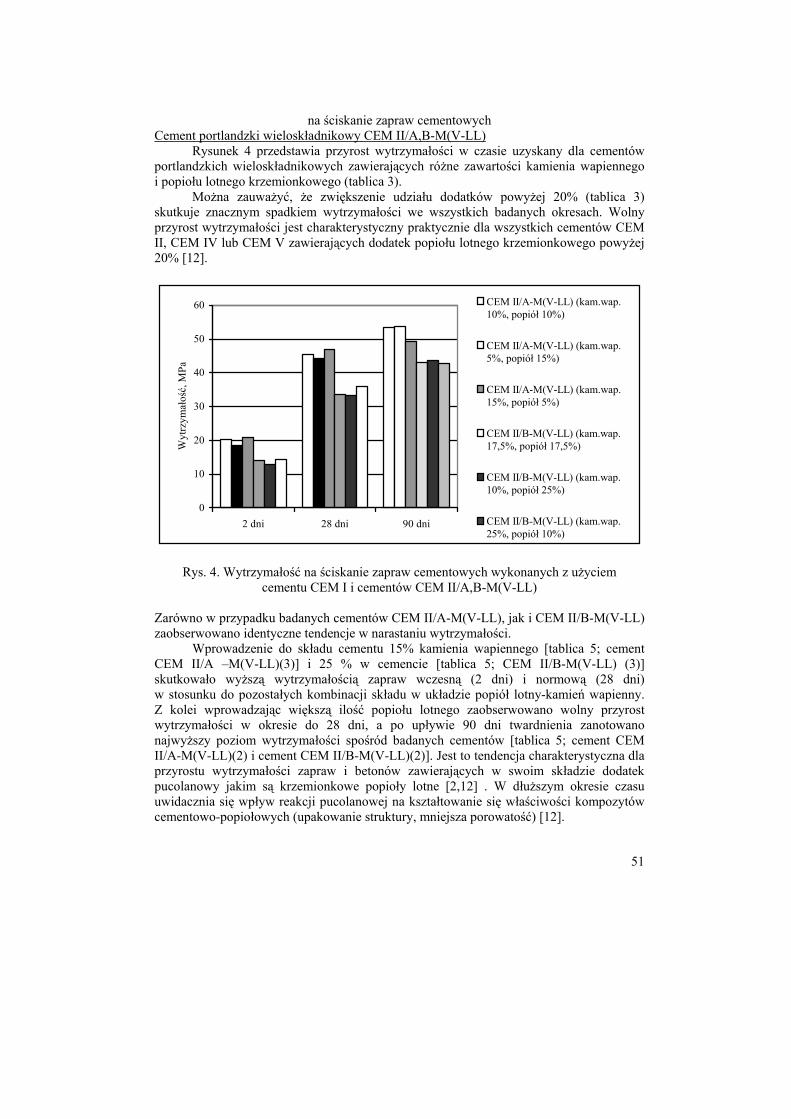
51
na ściskanie zapraw cementowych Cement portlandzki wieloskładnikowy CEM II/A,B-M(V-LL) Rysunek 4 przedstawia przyrost wytrzymałości w czasie uzyskany dla cementów portlandzkich wieloskładnikowych zawierających różne zawartości kamienia wapiennego i popiołu lotnego krzemionkowego (tablica 3). Można zauważyć, że zwiększenie udziału dodatków powyżej 20% (tablica 3) skutkuje znacznym spadkiem wytrzymałości we wszystkich badanych okresach. Wolny przyrost wytrzymałości jest charakterystyczny praktycznie dla wszystkich cementów CEM II, CEM IV lub CEM V zawierających dodatek popiołu lotnego krzemionkowego powyżej 20% [12].
0
10
20
30
40
50
60
2 dni 28 dni 90 dni
Wyt
rzym
ałość,
MPa
CEM II/A-M(V-LL) (kam.wap.10%, popiół 10%)
CEM II/A-M(V-LL) (kam.wap.5%, popiół 15%)
CEM II/A-M(V-LL) (kam.wap.15%, popiół 5%)
CEM II/B-M(V-LL) (kam.wap.17,5%, popiół 17,5%)
CEM II/B-M(V-LL) (kam.wap.10%, popiół 25%)
CEM II/B-M(V-LL) (kam.wap.25%, popiół 10%)
Rys. 4. Wytrzymałość na ściskanie zapraw cementowych wykonanych z użyciem
cementu CEM I i cementów CEM II/A,B-M(V-LL)
Zarówno w przypadku badanych cementów CEM II/A-M(V-LL), jak i CEM II/B-M(V-LL) zaobserwowano identyczne tendencje w narastaniu wytrzymałości. Wprowadzenie do składu cementu 15% kamienia wapiennego [tablica 5; cement CEM II/A –M(V-LL)(3)] i 25 % w cemencie [tablica 5; CEM II/B-M(V-LL) (3)] skutkowało wyższą wytrzymałością zapraw wczesną (2 dni) i normową (28 dni) w stosunku do pozostałych kombinacji składu w układzie popiół lotny-kamień wapienny. Z kolei wprowadzając większą ilość popiołu lotnego zaobserwowano wolny przyrost wytrzymałości w okresie do 28 dni, a po upływie 90 dni twardnienia zanotowano najwyższy poziom wytrzymałości spośród badanych cementów [tablica 5; cement CEM II/A-M(V-LL)(2) i cement CEM II/B-M(V-LL)(2)]. Jest to tendencja charakterystyczna dla przyrostu wytrzymałości zapraw i betonów zawierających w swoim składzie dodatek pucolanowy jakim są krzemionkowe popioły lotne [2,12] . W dłuższym okresie czasu uwidacznia się wpływ reakcji pucolanowej na kształtowanie się właściwości kompozytów cementowo-popiołowych (upakowanie struktury, mniejsza porowatość) [12].
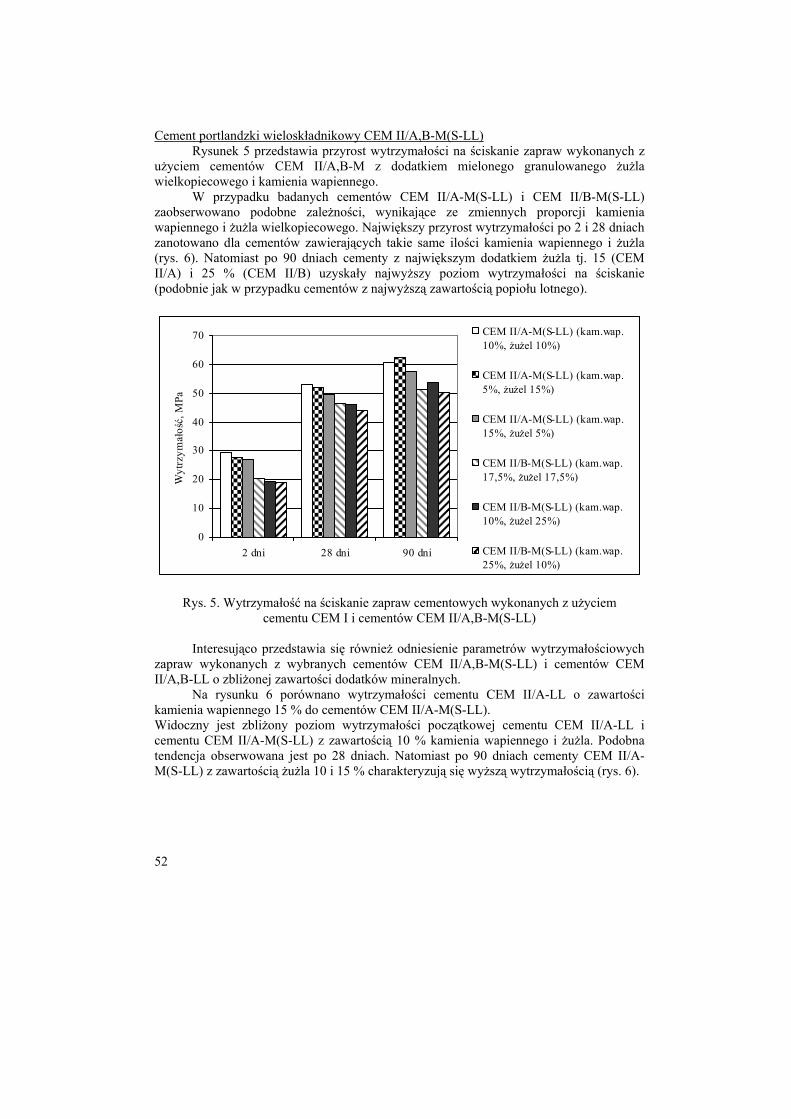
52
Cement portlandzki wieloskładnikowy CEM II/A,B-M(S-LL) Rysunek 5 przedstawia przyrost wytrzymałości na ściskanie zapraw wykonanych z użyciem cementów CEM II/A,B-M z dodatkiem mielonego granulowanego żużla wielkopiecowego i kamienia wapiennego. W przypadku badanych cementów CEM II/A-M(S-LL) i CEM II/B-M(S-LL) zaobserwowano podobne zależności, wynikające ze zmiennych proporcji kamienia wapiennego i żużla wielkopiecowego. Największy przyrost wytrzymałości po 2 i 28 dniach zanotowano dla cementów zawierających takie same ilości kamienia wapiennego i żużla (rys. 6). Natomiast po 90 dniach cementy z największym dodatkiem żużla tj. 15 (CEM II/A) i 25 % (CEM II/B) uzyskały najwyższy poziom wytrzymałości na ściskanie (podobnie jak w przypadku cementów z najwyższą zawartością popiołu lotnego).
0
10
20
30
40
50
60
70
2 dni 28 dni 90 dni
Wyt
rzym
ałość,
MPa
CEM II/A-M(S-LL) (kam.wap.10%, żużel 10%)
CEM II/A-M(S-LL) (kam.wap.5%, żużel 15%)
CEM II/A-M(S-LL) (kam.wap.15%, żużel 5%)
CEM II/B-M(S-LL) (kam.wap.17,5%, żużel 17,5%)
CEM II/B-M(S-LL) (kam.wap.10%, żużel 25%)
CEM II/B-M(S-LL) (kam.wap.25%, żużel 10%)
Rys. 5. Wytrzymałość na ściskanie zapraw cementowych wykonanych z użyciem
cementu CEM I i cementów CEM II/A,B-M(S-LL)
Interesująco przedstawia się również odniesienie parametrów wytrzymałościowych zapraw wykonanych z wybranych cementów CEM II/A,B-M(S-LL) i cementów CEM II/A,B-LL o zbliżonej zawartości dodatków mineralnych. Na rysunku 6 porównano wytrzymałości cementu CEM II/A-LL o zawartości kamienia wapiennego 15 % do cementów CEM II/A-M(S-LL). Widoczny jest zbliżony poziom wytrzymałości początkowej cementu CEM II/A-LL i cementu CEM II/A-M(S-LL) z zawartością 10 % kamienia wapiennego i żużla. Podobna tendencja obserwowana jest po 28 dniach. Natomiast po 90 dniach cementy CEM II/A-M(S-LL) z zawartością żużla 10 i 15 % charakteryzują się wyższą wytrzymałością (rys. 6).
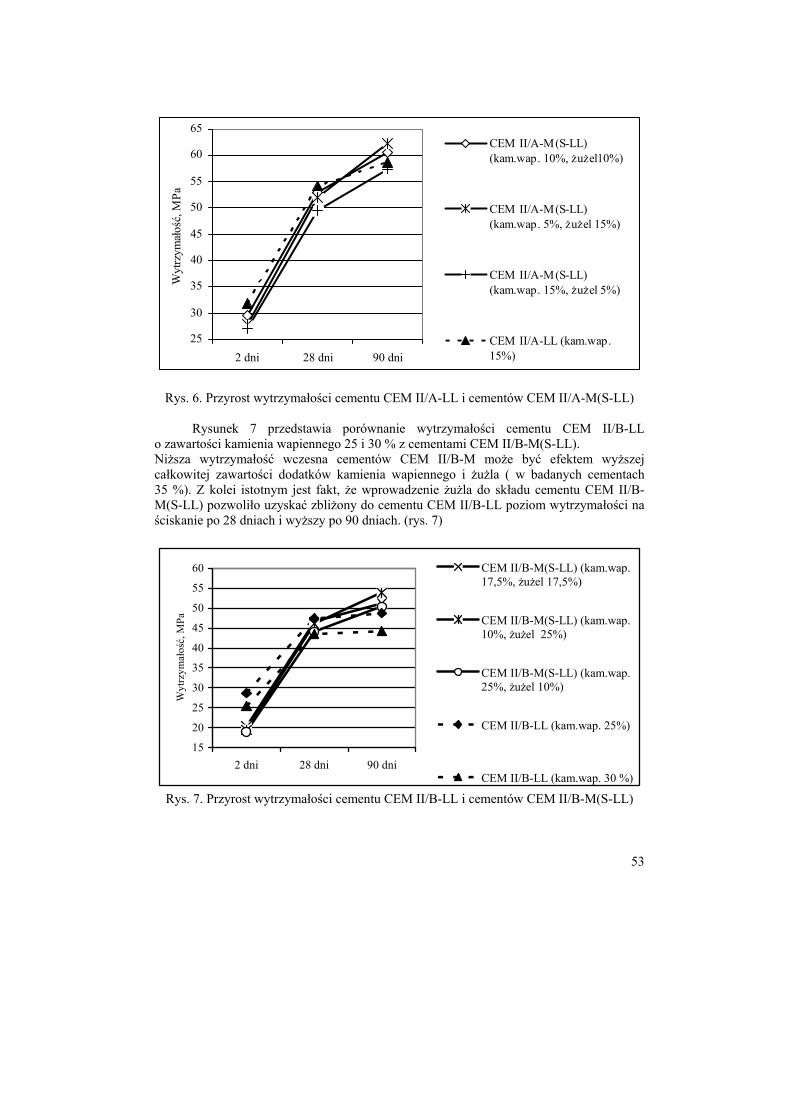
53
25
30
35
40
45
50
55
60
65
2 dni 28 dni 90 dni
Wyt
rzym
ałość,
MPa
CEM II/A-M(S-LL)(kam.wap. 10%, żużel10%)
CEM II/A-M(S-LL)(kam.wap. 5%, żużel 15%)
CEM II/A-M(S-LL)(kam.wap. 15%, żużel 5%)
CEM II/A-LL (kam.wap.15%)
Rys. 6. Przyrost wytrzymałości cementu CEM II/A-LL i cementów CEM II/A-M(S-LL)
Rysunek 7 przedstawia porównanie wytrzymałości cementu CEM II/B-LL o zawartości kamienia wapiennego 25 i 30 % z cementami CEM II/B-M(S-LL). Niższa wytrzymałość wczesna cementów CEM II/B-M może być efektem wyższej całkowitej zawartości dodatków kamienia wapiennego i żużla ( w badanych cementach 35 %). Z kolei istotnym jest fakt, że wprowadzenie żużla do składu cementu CEM II/B-M(S-LL) pozwoliło uzyskać zbliżony do cementu CEM II/B-LL poziom wytrzymałości na ściskanie po 28 dniach i wyższy po 90 dniach. (rys. 7)
15
20
25
30
35
40
45
50
55
60
2 dni 28 dni 90 dni
Wyt
rzym
ałość,
MPa
CEM II/B-M(S-LL) (kam.wap.17,5%, żużel 17,5%)
CEM II/B-M(S-LL) (kam.wap.10%, żużel 25%)
CEM II/B-M(S-LL) (kam.wap.25%, żużel 10%)
CEM II/B-LL (kam.wap. 25%)
CEM II/B-LL (kam.wap. 30 %)
Rys. 7. Przyrost wytrzymałości cementu CEM II/B-LL i cementów CEM II/B-M(S-LL)
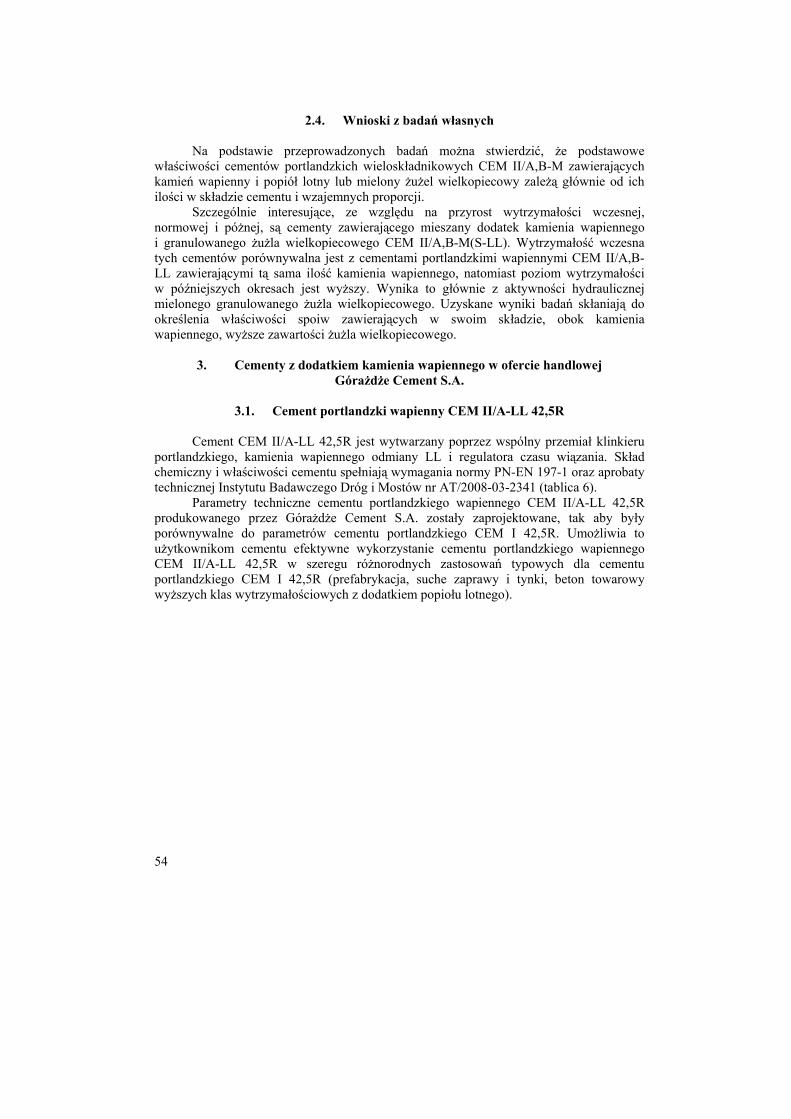
54
2.4. Wnioski z badań własnych
Na podstawie przeprowadzonych badań można stwierdzić, że podstawowe właściwości cementów portlandzkich wieloskładnikowych CEM II/A,B-M zawierających kamień wapienny i popiół lotny lub mielony żużel wielkopiecowy zależą głównie od ich ilości w składzie cementu i wzajemnych proporcji. Szczególnie interesujące, ze względu na przyrost wytrzymałości wczesnej, normowej i póżnej, są cementy zawierającego mieszany dodatek kamienia wapiennego i granulowanego żużla wielkopiecowego CEM II/A,B-M(S-LL). Wytrzymałość wczesna tych cementów porównywalna jest z cementami portlandzkimi wapiennymi CEM II/A,B-LL zawierającymi tą sama ilość kamienia wapiennego, natomiast poziom wytrzymałości w późniejszych okresach jest wyższy. Wynika to głównie z aktywności hydraulicznej mielonego granulowanego żużla wielkopiecowego. Uzyskane wyniki badań skłaniają do określenia właściwości spoiw zawierających w swoim składzie, obok kamienia wapiennego, wyższe zawartości żużla wielkopiecowego.
3. Cementy z dodatkiem kamienia wapiennego w ofercie handlowej Górażdże Cement S.A.
3.1. Cement portlandzki wapienny CEM II/A-LL 42,5R
Cement CEM II/A-LL 42,5R jest wytwarzany poprzez wspólny przemiał klinkieru
portlandzkiego, kamienia wapiennego odmiany LL i regulatora czasu wiązania. Skład chemiczny i właściwości cementu spełniają wymagania normy PN-EN 197-1 oraz aprobaty technicznej Instytutu Badawczego Dróg i Mostów nr AT/2008-03-2341 (tablica 6). Parametry techniczne cementu portlandzkiego wapiennego CEM II/A-LL 42,5R produkowanego przez Górażdże Cement S.A. zostały zaprojektowane, tak aby były porównywalne do parametrów cementu portlandzkiego CEM I 42,5R. Umożliwia to użytkownikom cementu efektywne wykorzystanie cementu portlandzkiego wapiennego CEM II/A-LL 42,5R w szeregu różnorodnych zastosowań typowych dla cementu portlandzkiego CEM I 42,5R (prefabrykacja, suche zaprawy i tynki, beton towarowy wyższych klas wytrzymałościowych z dodatkiem popiołu lotnego).
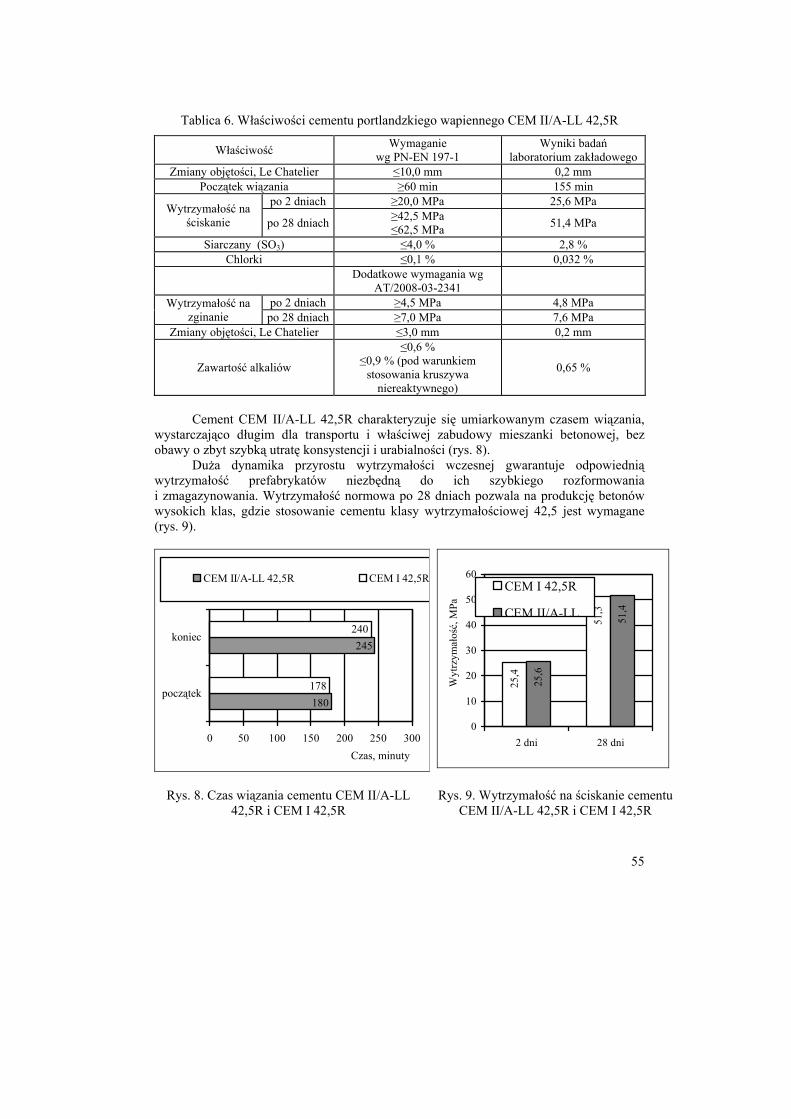
55
Tablica 6. Właściwości cementu portlandzkiego wapiennego CEM II/A-LL 42,5R
Właściwość Wymaganie wg PN-EN 197-1
Wyniki badań laboratorium zakładowego
Zmiany objętości, Le Chatelier ≤10,0 mm 0,2 mm Początek wiązania ≥60 min 155 min
Wytrzymałość na ściskanie
po 2 dniach ≥20,0 MPa 25,6 MPa
po 28 dniach ≥42,5 MPa ≤62,5 MPa 51,4 MPa
Siarczany (SO3) ≤4,0 % 2,8 % Chlorki ≤0,1 % 0,032 %
Dodatkowe wymagania wg AT/2008-03-2341
Wytrzymałość na zginanie
po 2 dniach ≥4,5 MPa 4,8 MPa po 28 dniach ≥7,0 MPa 7,6 MPa
Zmiany objętości, Le Chatelier ≤3,0 mm 0,2 mm
Zawartość alkaliów
≤0,6 % ≤0,9 % (pod warunkiem
stosowania kruszywa niereaktywnego)
0,65 %
Cement CEM II/A-LL 42,5R charakteryzuje się umiarkowanym czasem wiązania, wystarczająco długim dla transportu i właściwej zabudowy mieszanki betonowej, bez obawy o zbyt szybką utratę konsystencji i urabialności (rys. 8). Duża dynamika przyrostu wytrzymałości wczesnej gwarantuje odpowiednią wytrzymałość prefabrykatów niezbędną do ich szybkiego rozformowania i zmagazynowania. Wytrzymałość normowa po 28 dniach pozwala na produkcję betonów wysokich klas, gdzie stosowanie cementu klasy wytrzymałościowej 42,5 jest wymagane (rys. 9).
180
245
178
240
0 50 100 150 200 250 300
początek
koniec
Czas, minuty
CEM II/A-LL 42,5R CEM I 42,5R
25,4
51,3
25,6
51,4
0
10
20
30
40
50
60
2 dni 28 dni
Wyt
rzym
ałość,
MPa
CEM I 42,5R
CEM II/A-LL
Rys. 8. Czas wiązania cementu CEM II/A-LL 42,5R i CEM I 42,5R
Rys. 9. Wytrzymałość na ściskanie cementu CEM II/A-LL 42,5R i CEM I 42,5R
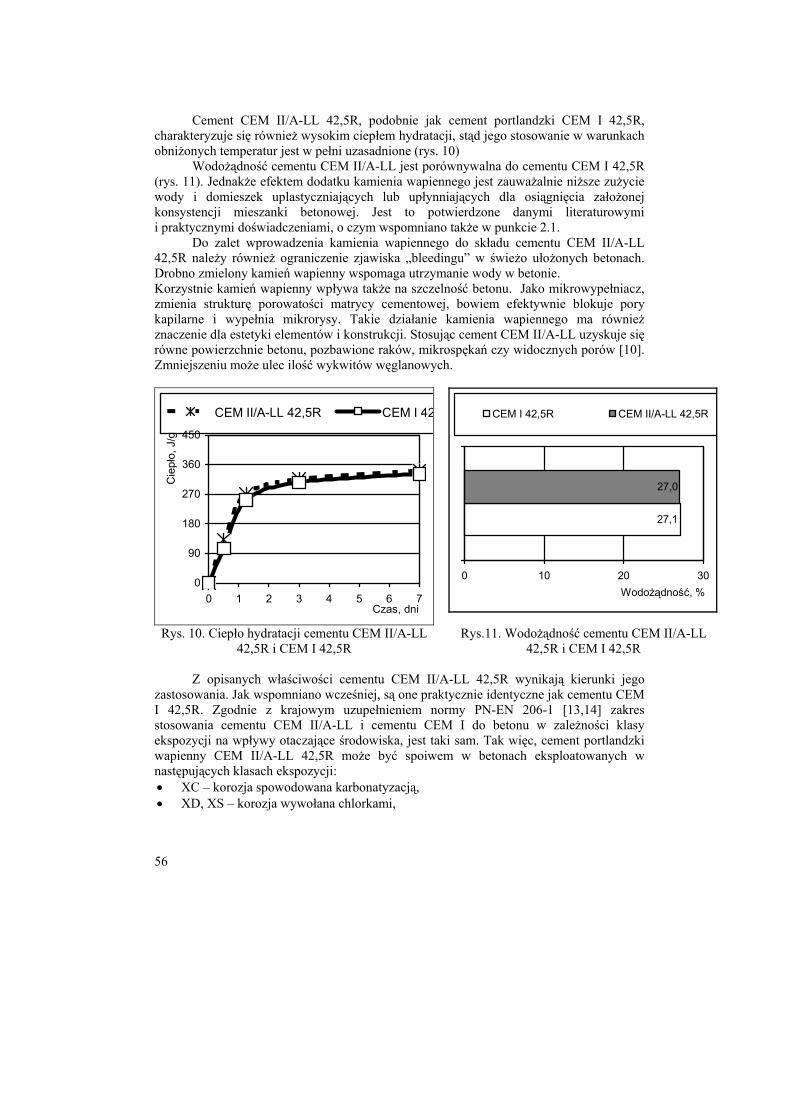
56
Cement CEM II/A-LL 42,5R, podobnie jak cement portlandzki CEM I 42,5R, charakteryzuje się również wysokim ciepłem hydratacji, stąd jego stosowanie w warunkach obniżonych temperatur jest w pełni uzasadnione (rys. 10) Wodożądność cementu CEM II/A-LL jest porównywalna do cementu CEM I 42,5R (rys. 11). Jednakże efektem dodatku kamienia wapiennego jest zauważalnie niższe zużycie wody i domieszek uplastyczniających lub upłynniających dla osiągnięcia założonej konsystencji mieszanki betonowej. Jest to potwierdzone danymi literaturowymi i praktycznymi doświadczeniami, o czym wspomniano także w punkcie 2.1. Do zalet wprowadzenia kamienia wapiennego do składu cementu CEM II/A-LL 42,5R należy również ograniczenie zjawiska „bleedingu” w świeżo ułożonych betonach. Drobno zmielony kamień wapienny wspomaga utrzymanie wody w betonie. Korzystnie kamień wapienny wpływa także na szczelność betonu. Jako mikrowypełniacz, zmienia strukturę porowatości matrycy cementowej, bowiem efektywnie blokuje pory kapilarne i wypełnia mikrorysy. Takie działanie kamienia wapiennego ma również znaczenie dla estetyki elementów i konstrukcji. Stosując cement CEM II/A-LL uzyskuje się równe powierzchnie betonu, pozbawione raków, mikrospękań czy widocznych porów [10]. Zmniejszeniu może ulec ilość wykwitów węglanowych.
0
90
180
270
360
450
0 1 2 3 4 5 6 7Czas, dni
Cie
pło,
J/g
CEM II/A-LL 42,5R CEM I 42
27,1
27,0
0 10 20 30Wodożądność, %
CEM I 42,5R CEM II/A-LL 42,5R
Rys. 10. Ciepło hydratacji cementu CEM II/A-LL 42,5R i CEM I 42,5R
Rys.11. Wodożądność cementu CEM II/A-LL 42,5R i CEM I 42,5R
Z opisanych właściwości cementu CEM II/A-LL 42,5R wynikają kierunki jego zastosowania. Jak wspomniano wcześniej, są one praktycznie identyczne jak cementu CEM I 42,5R. Zgodnie z krajowym uzupełnieniem normy PN-EN 206-1 [13,14] zakres stosowania cementu CEM II/A-LL i cementu CEM I do betonu w zależności klasy ekspozycji na wpływy otaczające środowiska, jest taki sam. Tak więc, cement portlandzki wapienny CEM II/A-LL 42,5R może być spoiwem w betonach eksploatowanych w następujących klasach ekspozycji: • XC – korozja spowodowana karbonatyzacją, • XD, XS – korozja wywołana chlorkami,
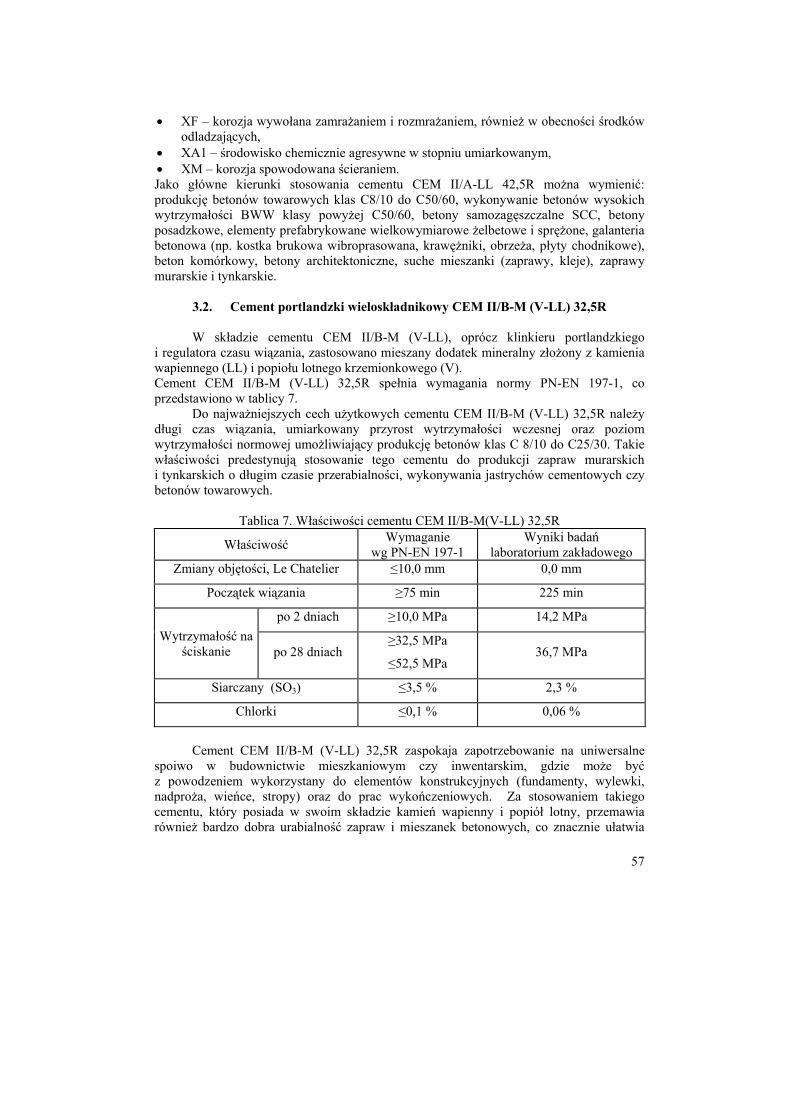
57
• XF – korozja wywołana zamrażaniem i rozmrażaniem, również w obecności środków odladzających,
• XA1 – środowisko chemicznie agresywne w stopniu umiarkowanym, • XM – korozja spowodowana ścieraniem. Jako główne kierunki stosowania cementu CEM II/A-LL 42,5R można wymienić: produkcję betonów towarowych klas C8/10 do C50/60, wykonywanie betonów wysokich wytrzymałości BWW klasy powyżej C50/60, betony samozagęszczalne SCC, betony posadzkowe, elementy prefabrykowane wielkowymiarowe żelbetowe i sprężone, galanteria betonowa (np. kostka brukowa wibroprasowana, krawężniki, obrzeża, płyty chodnikowe), beton komórkowy, betony architektoniczne, suche mieszanki (zaprawy, kleje), zaprawy murarskie i tynkarskie.
3.2. Cement portlandzki wieloskładnikowy CEM II/B-M (V-LL) 32,5R
W składzie cementu CEM II/B-M (V-LL), oprócz klinkieru portlandzkiego i regulatora czasu wiązania, zastosowano mieszany dodatek mineralny złożony z kamienia wapiennego (LL) i popiołu lotnego krzemionkowego (V). Cement CEM II/B-M (V-LL) 32,5R spełnia wymagania normy PN-EN 197-1, co przedstawiono w tablicy 7. Do najważniejszych cech użytkowych cementu CEM II/B-M (V-LL) 32,5R należy długi czas wiązania, umiarkowany przyrost wytrzymałości wczesnej oraz poziom wytrzymałości normowej umożliwiający produkcję betonów klas C 8/10 do C25/30. Takie właściwości predestynują stosowanie tego cementu do produkcji zapraw murarskich i tynkarskich o długim czasie przerabialności, wykonywania jastrychów cementowych czy betonów towarowych.
Tablica 7. Właściwości cementu CEM II/B-M(V-LL) 32,5R
Właściwość Wymaganie wg PN-EN 197-1
Wyniki badań laboratorium zakładowego
Zmiany objętości, Le Chatelier ≤10,0 mm 0,0 mm
Początek wiązania ≥75 min 225 min
Wytrzymałość na ściskanie
po 2 dniach ≥10,0 MPa 14,2 MPa
po 28 dniach ≥32,5 MPa
≤52,5 MPa 36,7 MPa
Siarczany (SO3) ≤3,5 % 2,3 %
Chlorki ≤0,1 % 0,06 %
Cement CEM II/B-M (V-LL) 32,5R zaspokaja zapotrzebowanie na uniwersalne spoiwo w budownictwie mieszkaniowym czy inwentarskim, gdzie może być z powodzeniem wykorzystany do elementów konstrukcyjnych (fundamenty, wylewki, nadproża, wieńce, stropy) oraz do prac wykończeniowych. Za stosowaniem takiego cementu, który posiada w swoim składzie kamień wapienny i popiół lotny, przemawia również bardzo dobra urabialność zapraw i mieszanek betonowych, co znacznie ułatwia
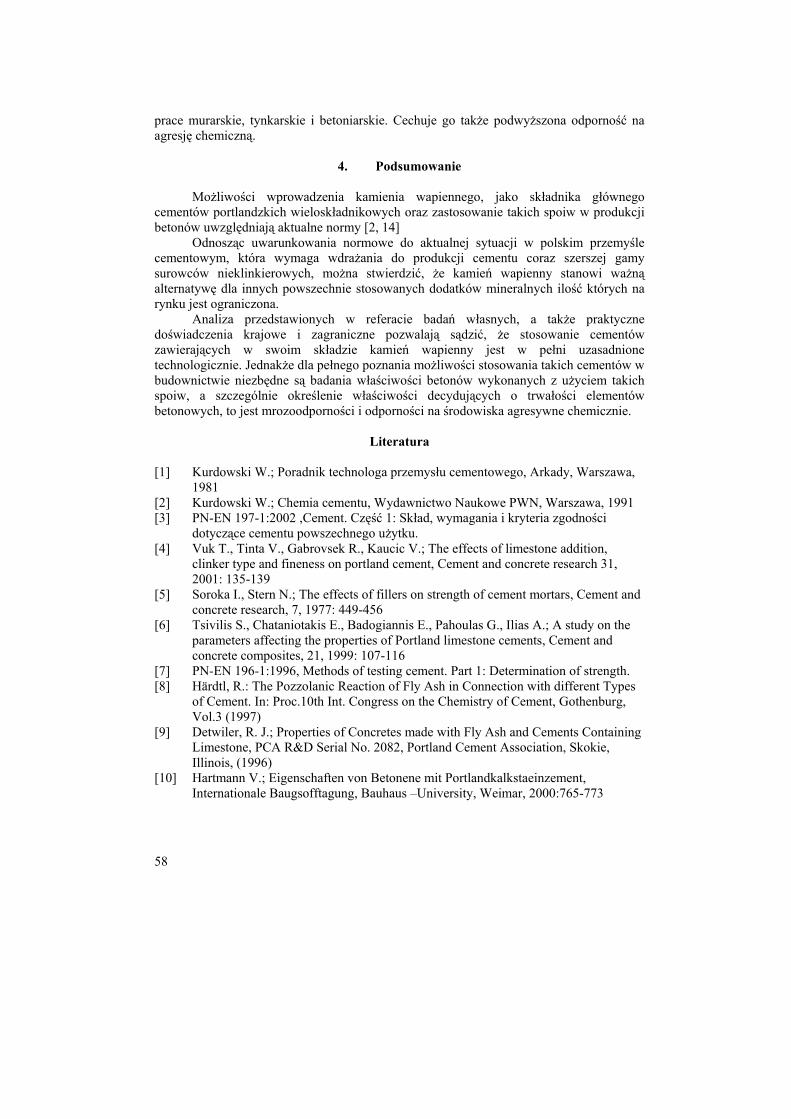
58
prace murarskie, tynkarskie i betoniarskie. Cechuje go także podwyższona odporność na agresję chemiczną.
4. Podsumowanie Możliwości wprowadzenia kamienia wapiennego, jako składnika głównego cementów portlandzkich wieloskładnikowych oraz zastosowanie takich spoiw w produkcji betonów uwzględniają aktualne normy [2, 14] Odnosząc uwarunkowania normowe do aktualnej sytuacji w polskim przemyśle cementowym, która wymaga wdrażania do produkcji cementu coraz szerszej gamy surowców nieklinkierowych, można stwierdzić, że kamień wapienny stanowi ważną alternatywę dla innych powszechnie stosowanych dodatków mineralnych ilość których na rynku jest ograniczona. Analiza przedstawionych w referacie badań własnych, a także praktyczne doświadczenia krajowe i zagraniczne pozwalają sądzić, że stosowanie cementów zawierających w swoim składzie kamień wapienny jest w pełni uzasadnione technologicznie. Jednakże dla pełnego poznania możliwości stosowania takich cementów w budownictwie niezbędne są badania właściwości betonów wykonanych z użyciem takich spoiw, a szczególnie określenie właściwości decydujących o trwałości elementów betonowych, to jest mrozoodporności i odporności na środowiska agresywne chemicznie.
Literatura
[1] Kurdowski W.; Poradnik technologa przemysłu cementowego, Arkady, Warszawa, 1981
[2] Kurdowski W.; Chemia cementu, Wydawnictwo Naukowe PWN, Warszawa, 1991 [3] PN-EN 197-1:2002 ,Cement. Część 1: Skład, wymagania i kryteria zgodności
dotyczące cementu powszechnego użytku. [4] Vuk T., Tinta V., Gabrovsek R., Kaucic V.; The effects of limestone addition,
clinker type and fineness on portland cement, Cement and concrete research 31, 2001: 135-139
[5] Soroka I., Stern N.; The effects of fillers on strength of cement mortars, Cement and concrete research, 7, 1977: 449-456
[6] Tsivilis S., Chataniotakis E., Badogiannis E., Pahoulas G., Ilias A.; A study on the parameters affecting the properties of Portland limestone cements, Cement and concrete composites, 21, 1999: 107-116
[7] PN-EN 196-1:1996, Methods of testing cement. Part 1: Determination of strength. [8] Härdtl, R.: The Pozzolanic Reaction of Fly Ash in Connection with different Types
of Cement. In: Proc.10th Int. Congress on the Chemistry of Cement, Gothenburg, Vol.3 (1997)
[9] Detwiler, R. J.; Properties of Concretes made with Fly Ash and Cements Containing Limestone, PCA R&D Serial No. 2082, Portland Cement Association, Skokie, Illinois, (1996)
[10] Hartmann V.; Eigenschaften von Betonene mit Portlandkalkstaeinzement, Internationale Baugsofftagung, Bauhaus –University, Weimar, 2000:765-773

59
[11] Manns W., Thielen G., Laskowski C.; Evaluation of the results of tests for building inspectorate approval of portland limestone cements, Concrete Technology Report 1988-2000, Verein Deutsch Zementwerke, 2001
[12] Giergiczny Z.; Rola popiołów lotnych wapniowych i krzemionkowych w kształtowaniu właściwości współczesnych spoiw budowlanych i tworzyw cementowych, Monografia nr 325, Politechnika Krakowska, 2005
[13] PN-EN 206-1:2003 „Beton. Część 1. Wymagania, właściwości, produkcja i zgodność”
[14] PN-B-6265:2004 „Krajowe uzupełnienia PN-EN 206-1:2003”
LIMESTONE AS A COMPONENT OF CEMENT
Summary Use of limestone as a component of cement allows for effective modification of cement properties and all composites based on cement - grouts, mortars and concretes. Use of limestone has also an ecological effect because of limitation of clinker consumption and lowering of CO2 emission. Influence of limestone on chosen properties of composite portland cements with other mineral additives (silica fly ash, ground granulated blast furnace slag) is presented in the paper. Additionally there is also presented two types of cements with limestone addition offered by Górażdże Cement S.A. (CEM II/A-LL 42,5R and CEM II/B-M(V-LL) 32,5R) which are becoming more and more popular among cement users.

61
X SYMPOZJUM NAUKOWO-TECHNICZNE REOLOGIA W TECHNOLOGII BETONU
Gliwice 2008
Maria Kaszyńska1
LEKKIE BETONY SAMOZAGĘSZCZALNE - OCENA WPŁYWU KOMPOZYCJI KRUSZYWA NA WŁAŚCIWOŚCI
1. Wprowadzenie
Lekkie betony samozagęszczalne (ang. Self–Compacting Lightweight Concrete), łączą w sobie zalety betonów lekkich z właściwościami betonów samozagęszczalnych. Wg normy PN-EN 206-1 betony lekkie to betony charakteryzujące się gęstością od 800 do 2000 kg/m3, obejmujące klasy wytrzymałości od LC 8/9 do LC80/88, z czego klasy od LC50/55 do LC80/88 są to klasy lekkiego betonu wysokiej wytrzymałości. Do betonów tych stosuje się tylko kruszywa lekkie lub kombinacje kruszywa lekkiego z kruszywem naturalnym. Lekkie betony konstrukcyjne wytwarzane na świecie, produkowane są najczęściej na bazie następujących kruszyw sztucznych: Leca i Liapor (kruszywo ze spiekanych glin pęczniejących, odmiana produkowanego w Polsce keramzytu), Stalite i Haydite (łupkoporyt, kruszywo z łupków pęczniejących produkowane w USA) oraz Lytag (popiołoporyt - kruszywo ze spiekanych popiołów lotnych). Kruszywa ze spiekanych glin pęczniejących mają różną nazwę w poszczególnych krajach. W Danii, Francji, Włoszech, Norwegii produkowane jest kruszywo typu „Leca”, w Niemczech, Austrii oraz Czechach jest to kruszywo typu „Liapor”. Kruszywa te są zróżnicowane pod względem ciężaru nasypowego i w związku z tym mają różne zastosowanie od betonów izolacyjnych do betonów konstrukcyjnych o wysokiej wytrzymałości na ściskanie. Mimo zaawansowanych już technologii wytwarzania zarówno lekkich betonów jak i betonów samozagęszczalnych o normalnej gęstości otrzymanie lekkich betonów samozagęszczalnych nie jest proste. Wstępne badania prowadzone są już w Niemczech, Japonii, Holandii oraz w USA, [1,2,3]. W referacie przedstawiono wyniki badań i analiz dotyczących oceny możliwości wykonywania lekkich betonów samozagęszczalnych z dostępnych na rynku krajowym kruszyw lekkich.
1 Dr inż, Politechnika Szczecińska
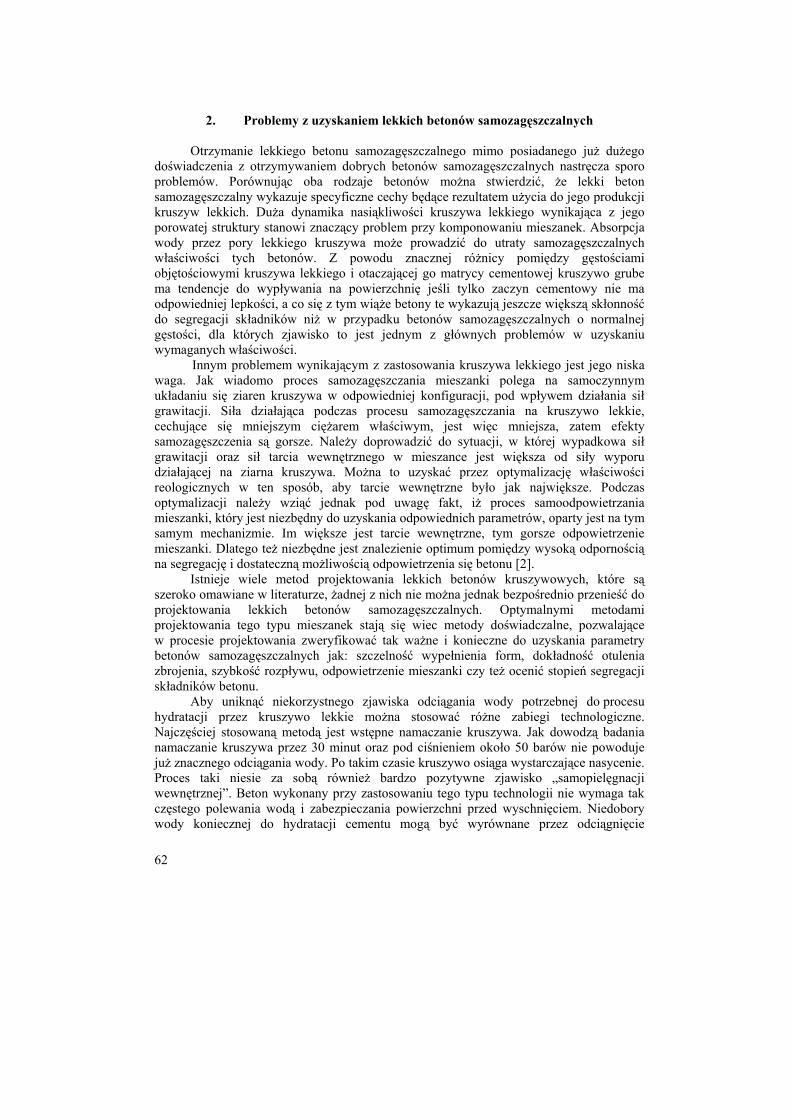
62
2. Problemy z uzyskaniem lekkich betonów samozagęszczalnych
Otrzymanie lekkiego betonu samozagęszczalnego mimo posiadanego już dużego doświadczenia z otrzymywaniem dobrych betonów samozagęszczalnych nastręcza sporo problemów. Porównując oba rodzaje betonów można stwierdzić, że lekki beton samozagęszczalny wykazuje specyficzne cechy będące rezultatem użycia do jego produkcji kruszyw lekkich. Duża dynamika nasiąkliwości kruszywa lekkiego wynikająca z jego porowatej struktury stanowi znaczący problem przy komponowaniu mieszanek. Absorpcja wody przez pory lekkiego kruszywa może prowadzić do utraty samozagęszczalnych właściwości tych betonów. Z powodu znacznej różnicy pomiędzy gęstościami objętościowymi kruszywa lekkiego i otaczającej go matrycy cementowej kruszywo grube ma tendencje do wypływania na powierzchnię jeśli tylko zaczyn cementowy nie ma odpowiedniej lepkości, a co się z tym wiąże betony te wykazują jeszcze większą skłonność do segregacji składników niż w przypadku betonów samozagęszczalnych o normalnej gęstości, dla których zjawisko to jest jednym z głównych problemów w uzyskaniu wymaganych właściwości. Innym problemem wynikającym z zastosowania kruszywa lekkiego jest jego niska waga. Jak wiadomo proces samozagęszczania mieszanki polega na samoczynnym układaniu się ziaren kruszywa w odpowiedniej konfiguracji, pod wpływem działania sił grawitacji. Siła działająca podczas procesu samozagęszczania na kruszywo lekkie, cechujące się mniejszym ciężarem właściwym, jest więc mniejsza, zatem efekty samozagęszczenia są gorsze. Należy doprowadzić do sytuacji, w której wypadkowa sił grawitacji oraz sił tarcia wewnętrznego w mieszance jest większa od siły wyporu działającej na ziarna kruszywa. Można to uzyskać przez optymalizację właściwości reologicznych w ten sposób, aby tarcie wewnętrzne było jak największe. Podczas optymalizacji należy wziąć jednak pod uwagę fakt, iż proces samoodpowietrzania mieszanki, który jest niezbędny do uzyskania odpowiednich parametrów, oparty jest na tym samym mechanizmie. Im większe jest tarcie wewnętrzne, tym gorsze odpowietrzenie mieszanki. Dlatego też niezbędne jest znalezienie optimum pomiędzy wysoką odpornością na segregację i dostateczną możliwością odpowietrzenia się betonu [2]. Istnieje wiele metod projektowania lekkich betonów kruszywowych, które są szeroko omawiane w literaturze, żadnej z nich nie można jednak bezpośrednio przenieść do projektowania lekkich betonów samozagęszczalnych. Optymalnymi metodami projektowania tego typu mieszanek stają się wiec metody doświadczalne, pozwalające w procesie projektowania zweryfikować tak ważne i konieczne do uzyskania parametry betonów samozagęszczalnych jak: szczelność wypełnienia form, dokładność otulenia zbrojenia, szybkość rozpływu, odpowietrzenie mieszanki czy też ocenić stopień segregacji składników betonu. Aby uniknąć niekorzystnego zjawiska odciągania wody potrzebnej do procesu hydratacji przez kruszywo lekkie można stosować różne zabiegi technologiczne. Najczęściej stosowaną metodą jest wstępne namaczanie kruszywa. Jak dowodzą badania namaczanie kruszywa przez 30 minut oraz pod ciśnieniem około 50 barów nie powoduje już znacznego odciągania wody. Po takim czasie kruszywo osiąga wystarczające nasycenie. Proces taki niesie za sobą również bardzo pozytywne zjawisko „samopielęgnacji wewnętrznej”. Beton wykonany przy zastosowaniu tego typu technologii nie wymaga tak częstego polewania wodą i zabezpieczania powierzchni przed wyschnięciem. Niedobory wody koniecznej do hydratacji cementu mogą być wyrównane przez odciągnięcie
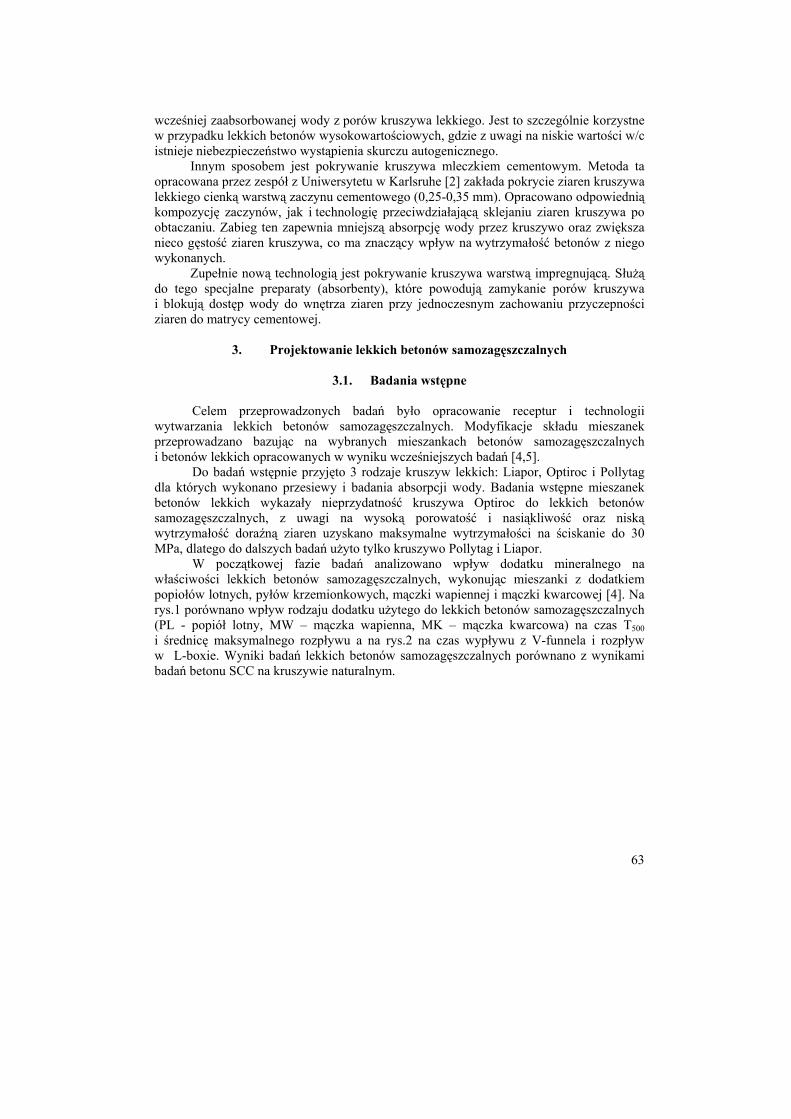
63
wcześniej zaabsorbowanej wody z porów kruszywa lekkiego. Jest to szczególnie korzystne w przypadku lekkich betonów wysokowartościowych, gdzie z uwagi na niskie wartości w/c istnieje niebezpieczeństwo wystąpienia skurczu autogenicznego. Innym sposobem jest pokrywanie kruszywa mleczkiem cementowym. Metoda ta opracowana przez zespół z Uniwersytetu w Karlsruhe [2] zakłada pokrycie ziaren kruszywa lekkiego cienką warstwą zaczynu cementowego (0,25-0,35 mm). Opracowano odpowiednią kompozycję zaczynów, jak i technologię przeciwdziałającą sklejaniu ziaren kruszywa po obtaczaniu. Zabieg ten zapewnia mniejszą absorpcję wody przez kruszywo oraz zwiększa nieco gęstość ziaren kruszywa, co ma znaczący wpływ na wytrzymałość betonów z niego wykonanych. Zupełnie nową technologią jest pokrywanie kruszywa warstwą impregnującą. Służą do tego specjalne preparaty (absorbenty), które powodują zamykanie porów kruszywa i blokują dostęp wody do wnętrza ziaren przy jednoczesnym zachowaniu przyczepności ziaren do matrycy cementowej.
3. Projektowanie lekkich betonów samozagęszczalnych
3.1. Badania wstępne
Celem przeprowadzonych badań było opracowanie receptur i technologii
wytwarzania lekkich betonów samozagęszczalnych. Modyfikacje składu mieszanek przeprowadzano bazując na wybranych mieszankach betonów samozagęszczalnych i betonów lekkich opracowanych w wyniku wcześniejszych badań [4,5].
Do badań wstępnie przyjęto 3 rodzaje kruszyw lekkich: Liapor, Optiroc i Pollytag dla których wykonano przesiewy i badania absorpcji wody. Badania wstępne mieszanek betonów lekkich wykazały nieprzydatność kruszywa Optiroc do lekkich betonów samozagęszczalnych, z uwagi na wysoką porowatość i nasiąkliwość oraz niską wytrzymałość doraźną ziaren uzyskano maksymalne wytrzymałości na ściskanie do 30 MPa, dlatego do dalszych badań użyto tylko kruszywo Pollytag i Liapor.
W początkowej fazie badań analizowano wpływ dodatku mineralnego na właściwości lekkich betonów samozagęszczalnych, wykonując mieszanki z dodatkiem popiołów lotnych, pyłów krzemionkowych, mączki wapiennej i mączki kwarcowej [4]. Na rys.1 porównano wpływ rodzaju dodatku użytego do lekkich betonów samozagęszczalnych (PL - popiół lotny, MW – mączka wapienna, MK – mączka kwarcowa) na czas T500 i średnicę maksymalnego rozpływu a na rys.2 na czas wypływu z V-funnela i rozpływ w L-boxie. Wyniki badań lekkich betonów samozagęszczalnych porównano z wynikami badań betonu SCC na kruszywie naturalnym.
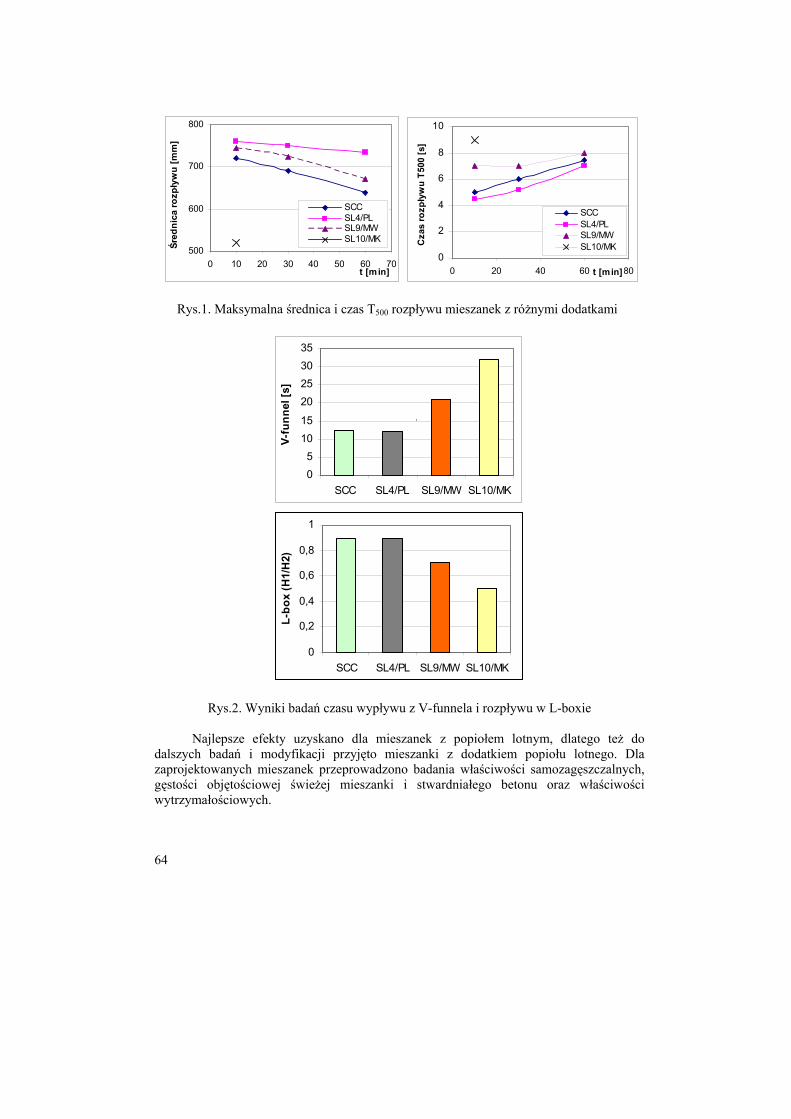
64
500
600
700
800
0 10 20 30 40 50 60 70t [min]
Śred
nica
rozp
ływ
u [m
m]
SCCSL4/PLSL9/MWSL10/MK
0
2
4
6
8
10
0 20 40 60 80t [min]
Cza
s ro
zpły
wu
T500
[s]
SCCSL4/PLSL9/MWSL10/MK
Rys.1. Maksymalna średnica i czas T500 rozpływu mieszanek z różnymi dodatkami
05
1015
20253035
SCC SL4/PL SL9/MW SL10/MK
V-fu
nnel
[s]
\
0
0,2
0,4
0,6
0,8
1
SCC SL4/PL SL9/MW SL10/MK
L-bo
x (H
1/H
2)
Rys.2. Wyniki badań czasu wypływu z V-funnela i rozpływu w L-boxie
Najlepsze efekty uzyskano dla mieszanek z popiołem lotnym, dlatego też do
dalszych badań i modyfikacji przyjęto mieszanki z dodatkiem popiołu lotnego. Dla zaprojektowanych mieszanek przeprowadzono badania właściwości samozagęszczalnych, gęstości objętościowej świeżej mieszanki i stwardniałego betonu oraz właściwości wytrzymałościowych.
65
3.2. Ocena wpływu technologii przygotowania kruszywa lekkiego
Aby ustalić wpływ sposobu przygotowania kruszywa na właściwości samozagęszczalne mieszanek w badaniach zastosowano kruszywo suche (oznaczenie mieszanek S), wstępnie namoczone (M) oraz powlekane warstewką zaczynu cementowego (MC). W tablicy 1 zestawiono receptury zaprojektowanych mieszanek. Przyjęto dwie mieszanki wyjściowe 1 i 2 o stałej ilości cementu i dodatków mineralnych wynoszącej 560 kg/m3. W mieszance 3 proporcjonalnie zmniejszono ilość zaprawy, a w mieszance 4 dodatkowo użyto piasku lekkiego Pollytag.
Tablica 1. Skład mieszanek betonowych [kg/m3] Beton 1 2 3 4 Cement CEMI 42,5 360 450 402 450 Woda 137,7 155 138,5 155 Piasek naturalny 740 623 556 320 Pollytag
0-4 mm - - - 158 6-8 mm 520 540 620 540
Popiół lotny 200 72 64 72 Pył krzemionkowy - 38 34 38 SikaViscocrete3 7,65 7,65 7,65 7,65
W tablicy 2 przedstawiono wyniki badań a na rys. 3 porównano jak przygotowanie
kruszywa wpływa na urabialność poszczególnych mieszanek w czasie do 60 minut.
Tablica 2. Wyniki badań właściwości samozagęszczalnych mieszanek betonowych
Beton
Rozpływ mieszanki po czasie V-funnel t
J-Ring
Dmax 10 min. 30 min. 60 min.
Dmax T500 Dmax T500 Dmax T500 [mm] [s] [mm] [s] [mm] [s] [s] [mm]
M1 760 6,2 740 7,3 - - 17,1 670 M2 765 2,6 750 3,9 640 4,5 5,9 760 M3 770 1,3 780 1,3 760 1,4 6,2 800 M4 745 1,9 760 2,2 745 2,8 5,9 800 S1 700 12,3 670 14,7 550 32,2 26,3 665 S2 585 19,0 500 26,4 - - 48,3 535 S3 775 2,4 700 3,5 630 4,4 9,1 720 S4 775 2,5 700 3,5 645 4,7 7,9 765
MC1 820 1,5 815 1,8 820 2,0 6,3 860 MC2 830 1,3 800 1,9 710 2,2 7,6 745 MC3 870 1.2 710 1.9 655 2.4 5.3 800 MC4 740 1.4 720 1.6 655 2.2 4.5 755
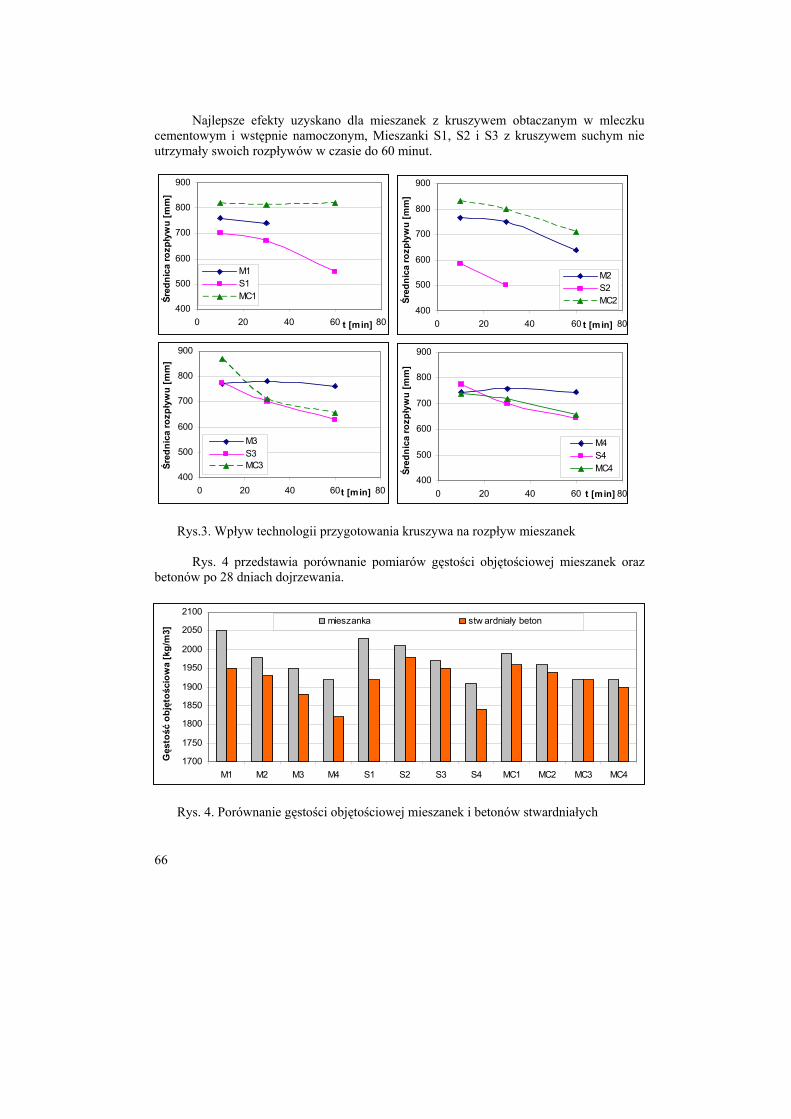
66
Najlepsze efekty uzyskano dla mieszanek z kruszywem obtaczanym w mleczku cementowym i wstępnie namoczonym, Mieszanki S1, S2 i S3 z kruszywem suchym nie utrzymały swoich rozpływów w czasie do 60 minut.
400
500
600
700
800
900
0 20 40 60 80t [min]
Śred
nica
rozp
ływ
u [m
m]
M1S1MC1
400
500
600
700
800
900
0 20 40 60 80t [min]
Śred
nica
rozp
ływ
u [m
m]
M2S2MC2
400
500
600
700
800
900
0 20 40 60 80t [min]
Śred
nica
rozp
ływ
u [m
m]
M3S3MC3
400
500
600
700
800
900
0 20 40 60 80t [min]
Śred
nica
rozp
ływ
u [m
m]
M4S4MC4
Rys.3. Wpływ technologii przygotowania kruszywa na rozpływ mieszanek
Rys. 4 przedstawia porównanie pomiarów gęstości objętościowej mieszanek oraz
betonów po 28 dniach dojrzewania.
1700
1750
1800
1850
1900
1950
2000
2050
2100
M1 M2 M3 M4 S1 S2 S3 S4 MC1 MC2 MC3 MC4
Gęs
tość
objęt
ości
owa
[kg/
m3]
mieszanka stw ardniały beton
Rys. 4. Porównanie gęstości objętościowej mieszanek i betonów stwardniałych
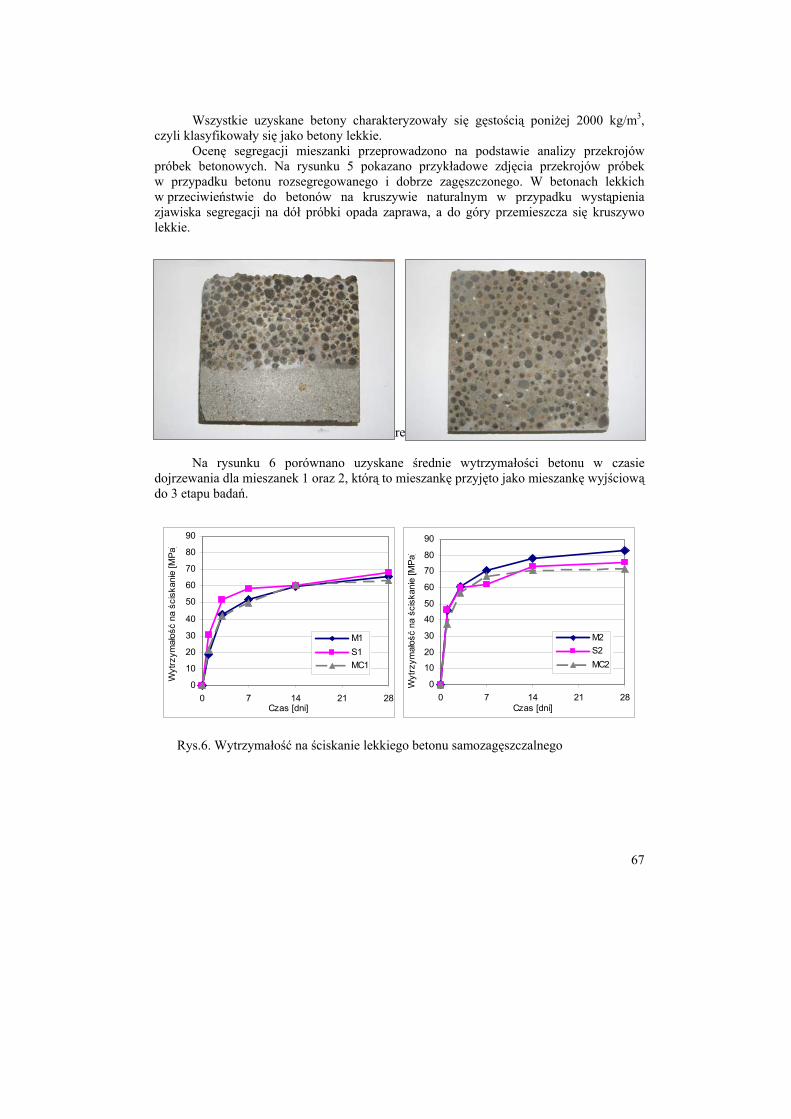
67
Wszystkie uzyskane betony charakteryzowały się gęstością poniżej 2000 kg/m3, czyli klasyfikowały się jako betony lekkie.
Ocenę segregacji mieszanki przeprowadzono na podstawie analizy przekrojów próbek betonowych. Na rysunku 5 pokazano przykładowe zdjęcia przekrojów próbek w przypadku betonu rozsegregowanego i dobrze zagęszczonego. W betonach lekkich w przeciwieństwie do betonów na kruszywie naturalnym w przypadku wystąpienia zjawiska segregacji na dół próbki opada zaprawa, a do góry przemieszcza się kruszywo lekkie.
Rys.5. Przykłady betonu lekkiego rozsegregowanego i poprawnie zagęszczonego
Na rysunku 6 porównano uzyskane średnie wytrzymałości betonu w czasie
dojrzewania dla mieszanek 1 oraz 2, którą to mieszankę przyjęto jako mieszankę wyjściową do 3 etapu badań.
0
10
20
30
40
50
60
70
80
90
0 7 14 21 28Czas [dni]
Wyt
rzym
ałość
na ś
cisk
anie
[MPa
]
M1S1MC1
0
10
20
30
40
50
60
70
80
90
0 7 14 21 28Czas [dni]
Wyt
rzym
ałość
na ś
cisk
anie
[MPa
]
M2S2MC2
Rys.6. Wytrzymałość na ściskanie lekkiego betonu samozagęszczalnego
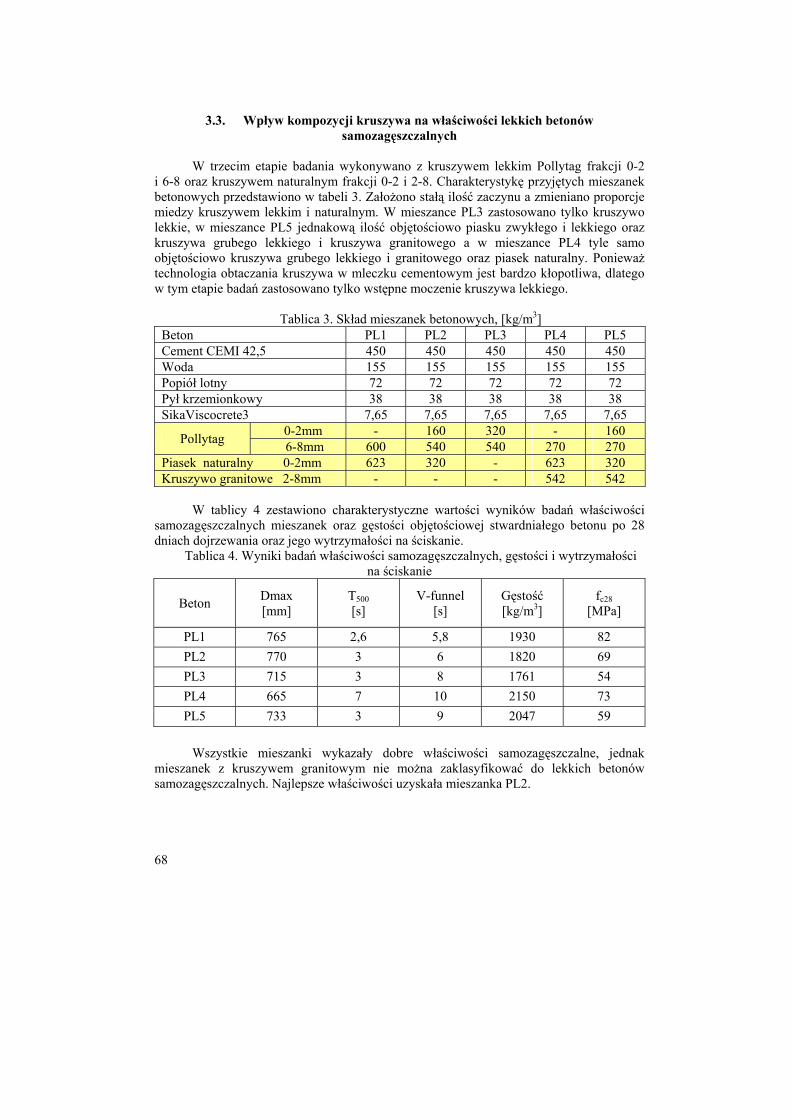
68
3.3. Wpływ kompozycji kruszywa na właściwości lekkich betonów samozagęszczalnych
W trzecim etapie badania wykonywano z kruszywem lekkim Pollytag frakcji 0-2
i 6-8 oraz kruszywem naturalnym frakcji 0-2 i 2-8. Charakterystykę przyjętych mieszanek betonowych przedstawiono w tabeli 3. Założono stałą ilość zaczynu a zmieniano proporcje miedzy kruszywem lekkim i naturalnym. W mieszance PL3 zastosowano tylko kruszywo lekkie, w mieszance PL5 jednakową ilość objętościowo piasku zwykłego i lekkiego oraz kruszywa grubego lekkiego i kruszywa granitowego a w mieszance PL4 tyle samo objętościowo kruszywa grubego lekkiego i granitowego oraz piasek naturalny. Ponieważ technologia obtaczania kruszywa w mleczku cementowym jest bardzo kłopotliwa, dlatego w tym etapie badań zastosowano tylko wstępne moczenie kruszywa lekkiego.
Tablica 3. Skład mieszanek betonowych, [kg/m3]
Beton PL1 PL2 PL3 PL4 PL5 Cement CEMI 42,5 450 450 450 450 450 Woda 155 155 155 155 155 Popiół lotny 72 72 72 72 72 Pył krzemionkowy 38 38 38 38 38 SikaViscocrete3 7,65 7,65 7,65 7,65 7,65
Pollytag 0-2mm - 160 320 - 160 6-8mm 600 540 540 270 270
Piasek naturalny 0-2mm 623 320 - 623 320 Kruszywo granitowe 2-8mm - - - 542 542
W tablicy 4 zestawiono charakterystyczne wartości wyników badań właściwości
samozagęszczalnych mieszanek oraz gęstości objętościowej stwardniałego betonu po 28 dniach dojrzewania oraz jego wytrzymałości na ściskanie.
Tablica 4. Wyniki badań właściwości samozagęszczalnych, gęstości i wytrzymałości na ściskanie
Beton Dmax [mm]
T500 [s]
V-funnel [s]
Gęstość [kg/m3]
fc28 [MPa]
PL1 765 2,6 5,8 1930 82 PL2 770 3 6 1820 69 PL3 715 3 8 1761 54 PL4 665 7 10 2150 73 PL5 733 3 9 2047 59
Wszystkie mieszanki wykazały dobre właściwości samozagęszczalne, jednak
mieszanek z kruszywem granitowym nie można zaklasyfikować do lekkich betonów samozagęszczalnych. Najlepsze właściwości uzyskała mieszanka PL2.
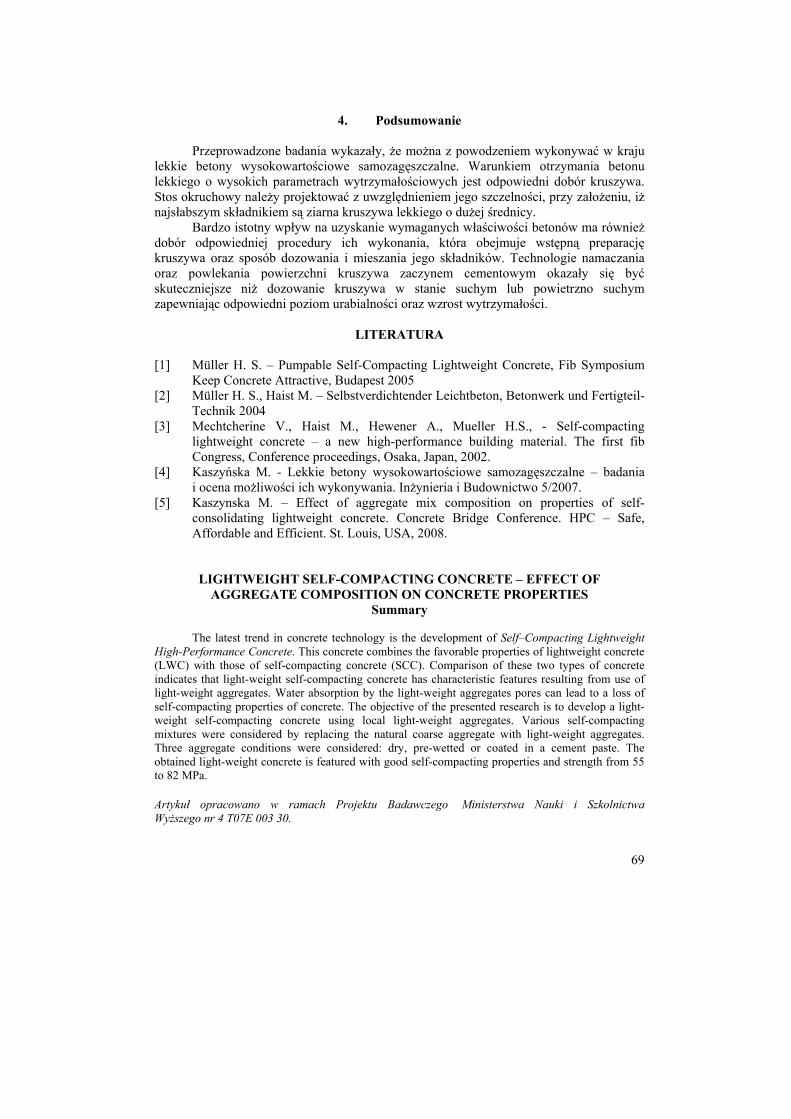
69
4. Podsumowanie
Przeprowadzone badania wykazały, że można z powodzeniem wykonywać w kraju lekkie betony wysokowartościowe samozagęszczalne. Warunkiem otrzymania betonu lekkiego o wysokich parametrach wytrzymałościowych jest odpowiedni dobór kruszywa. Stos okruchowy należy projektować z uwzględnieniem jego szczelności, przy założeniu, iż najsłabszym składnikiem są ziarna kruszywa lekkiego o dużej średnicy.
Bardzo istotny wpływ na uzyskanie wymaganych właściwości betonów ma również dobór odpowiedniej procedury ich wykonania, która obejmuje wstępną preparację kruszywa oraz sposób dozowania i mieszania jego składników. Technologie namaczania oraz powlekania powierzchni kruszywa zaczynem cementowym okazały się być skuteczniejsze niż dozowanie kruszywa w stanie suchym lub powietrzno suchym zapewniając odpowiedni poziom urabialności oraz wzrost wytrzymałości.
LITERATURA [1] Müller H. S. – Pumpable Self-Compacting Lightweight Concrete, Fib Symposium
Keep Concrete Attractive, Budapest 2005 [2] Müller H. S., Haist M. – Selbstverdichtender Leichtbeton, Betonwerk und Fertigteil-
Technik 2004 [3] Mechtcherine V., Haist M., Hewener A., Mueller H.S., - Self-compacting
lightweight concrete – a new high-performance building material. The first fib Congress, Conference proceedings, Osaka, Japan, 2002.
[4] Kaszyńska M. - Lekkie betony wysokowartościowe samozagęszczalne – badania i ocena możliwości ich wykonywania. Inżynieria i Budownictwo 5/2007.
[5] Kaszynska M. – Effect of aggregate mix composition on properties of self-consolidating lightweight concrete. Concrete Bridge Conference. HPC – Safe, Affordable and Efficient. St. Louis, USA, 2008.
LIGHTWEIGHT SELF-COMPACTING CONCRETE – EFFECT OF AGGREGATE COMPOSITION ON CONCRETE PROPERTIES
Summary
The latest trend in concrete technology is the development of Self–Compacting Lightweight High-Performance Concrete. This concrete combines the favorable properties of lightweight concrete (LWC) with those of self-compacting concrete (SCC). Comparison of these two types of concrete indicates that light-weight self-compacting concrete has characteristic features resulting from use of light-weight aggregates. Water absorption by the light-weight aggregates pores can lead to a loss of self-compacting properties of concrete. The objective of the presented research is to develop a light-weight self-compacting concrete using local light-weight aggregates. Various self-compacting mixtures were considered by replacing the natural coarse aggregate with light-weight aggregates. Three aggregate conditions were considered: dry, pre-wetted or coated in a cement paste. The obtained light-weight concrete is featured with good self-compacting properties and strength from 55 to 82 MPa.
Artykuł opracowano w ramach Projektu Badawczego Ministerstwa Nauki i Szkolnictwa Wyższego nr 4 T07E 003 30.
71
X SYMPOZJUM NAUKOWO-TECHNICZNE REOLOGIA W TECHNOLOGII BETONU
Gliwice 2008
Jacek Gołaszewski1 OBJĘTOŚĆ ZAPRAWY W MIESZANCE BETONOWEJ A EFEKTY
DZIAŁANIA SUPERPLASTYFIKATORA
1. Wprowadzenie
Dzięki stosowaniu superplastyfikatorów możliwa jest produkcja urabialnych mieszanek o małym stosunku w/c, a konsekwencji otrzymywanie betonów wysokowartościowych (BWW) i samozagęszczalnych (BSZ). Efektywne stosowanie superplastyfikatorów wymaga jednak opracowania szczegółowej bazy danych o ich wpływie na parametry reologiczne mieszanek w zależności od czynników materiałowych tzn. właściwości składników i składu mieszanki oraz technologicznych [1-3]. Wpływ superplastyfikatora na właściwości reologiczne mieszanki betonowej zależy przede wszystkim od właściwości, ilości i momentu jego dodania, właściwości cementu, stosunku w/c oraz temperatury mieszanki [1-7,9,11].
W pracy [8] wykazano, że charakter i zakres wpływu superplastyfikatora na właściwości reologiczne zapraw i mieszanek betonowych zależy również od objętości zaczynu. W projektowaniu mieszanek betonowych wobec których wymaga się dużego stopnia upłynnienia, a zwłaszcza w projektowaniu mieszanek BSZ, stosuje się jednak często metody iteracyjne w których najpierw przyjmuje się skład zaprawy, a następnie dodaje kruszywo grube i ustala ostateczny skład mieszanki betonowej spełniającej założone wymagania. W takim przypadku do skutecznego projektowania potrzebne jest sformułowanie ogólnych zależności wpływu zmian ilości zaprawy w mieszance betonowej oraz zmian właściwości i proporcji jej składników na właściwości reologiczne mieszanek betonowych. W niniejszym referacie przedstawiono metodykę i wyniki badań wpływu zwiększania dodatku superplastyfikatora na parametry reologiczne mieszanek betonowych o znacząco różnej objętości zaprawy i różnym stosunku w/c.
1 dr hab. inż., Politechnika Śląska
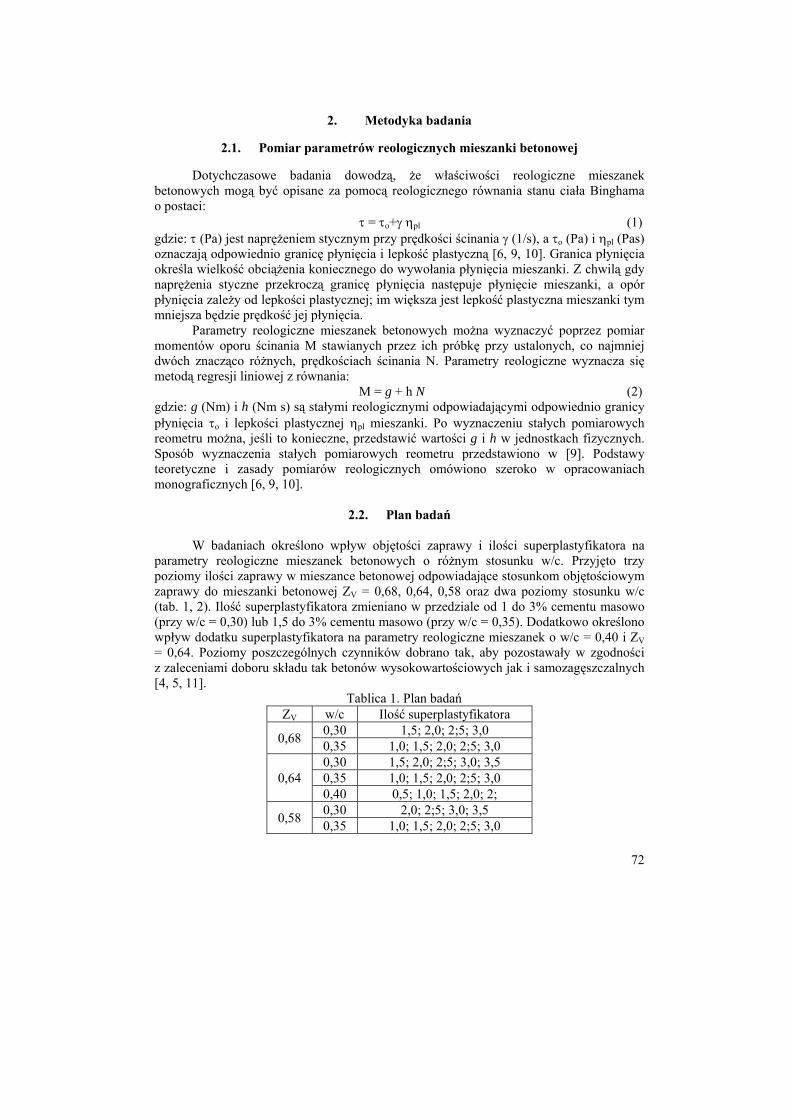
72
2. Metodyka badania
2.1. Pomiar parametrów reologicznych mieszanki betonowej
Dotychczasowe badania dowodzą, że właściwości reologiczne mieszanek betonowych mogą być opisane za pomocą reologicznego równania stanu ciała Binghama o postaci:
τ = τo+γ ηpl (1) gdzie: τ (Pa) jest naprężeniem stycznym przy prędkości ścinania γ (1/s), a τo (Pa) i ηpl (Pas) oznaczają odpowiednio granicę płynięcia i lepkość plastyczną [6, 9, 10]. Granica płynięcia określa wielkość obciążenia koniecznego do wywołania płynięcia mieszanki. Z chwilą gdy naprężenia styczne przekroczą granicę płynięcia następuje płynięcie mieszanki, a opór płynięcia zależy od lepkości plastycznej; im większa jest lepkość plastyczna mieszanki tym mniejsza będzie prędkość jej płynięcia.
Parametry reologiczne mieszanek betonowych można wyznaczyć poprzez pomiar momentów oporu ścinania M stawianych przez ich próbkę przy ustalonych, co najmniej dwóch znacząco różnych, prędkościach ścinania N. Parametry reologiczne wyznacza się metodą regresji liniowej z równania:
M = g + h N (2) gdzie: g (Nm) i h (Nm s) są stałymi reologicznymi odpowiadającymi odpowiednio granicy płynięcia τo i lepkości plastycznej ηpl mieszanki. Po wyznaczeniu stałych pomiarowych reometru można, jeśli to konieczne, przedstawić wartości g i h w jednostkach fizycznych. Sposób wyznaczenia stałych pomiarowych reometru przedstawiono w [9]. Podstawy teoretyczne i zasady pomiarów reologicznych omówiono szeroko w opracowaniach monograficznych [6, 9, 10].
2.2. Plan badań
W badaniach określono wpływ objętości zaprawy i ilości superplastyfikatora na parametry reologiczne mieszanek betonowych o różnym stosunku w/c. Przyjęto trzy poziomy ilości zaprawy w mieszance betonowej odpowiadające stosunkom objętościowym zaprawy do mieszanki betonowej ZV = 0,68, 0,64, 0,58 oraz dwa poziomy stosunku w/c (tab. 1, 2). Ilość superplastyfikatora zmieniano w przedziale od 1 do 3% cementu masowo (przy w/c = 0,30) lub 1,5 do 3% cementu masowo (przy w/c = 0,35). Dodatkowo określono wpływ dodatku superplastyfikatora na parametry reologiczne mieszanek o w/c = 0,40 i ZV = 0,64. Poziomy poszczególnych czynników dobrano tak, aby pozostawały w zgodności z zaleceniami doboru składu tak betonów wysokowartościowych jak i samozagęszczalnych [4, 5, 11].
Tablica 1. Plan badań ZV w/c Ilość superplastyfikatora
0,68 0,30 1,5; 2,0; 2;5; 3,0 0,35 1,0; 1,5; 2,0; 2;5; 3,0
0,64 0,30 1,5; 2,0; 2;5; 3,0; 3,5 0,35 1,0; 1,5; 2,0; 2;5; 3,0 0,40 0,5; 1,0; 1,5; 2,0; 2;
0,58 0,30 2,0; 2;5; 3,0; 3,5 0,35 1,0; 1,5; 2,0; 2;5; 3,0
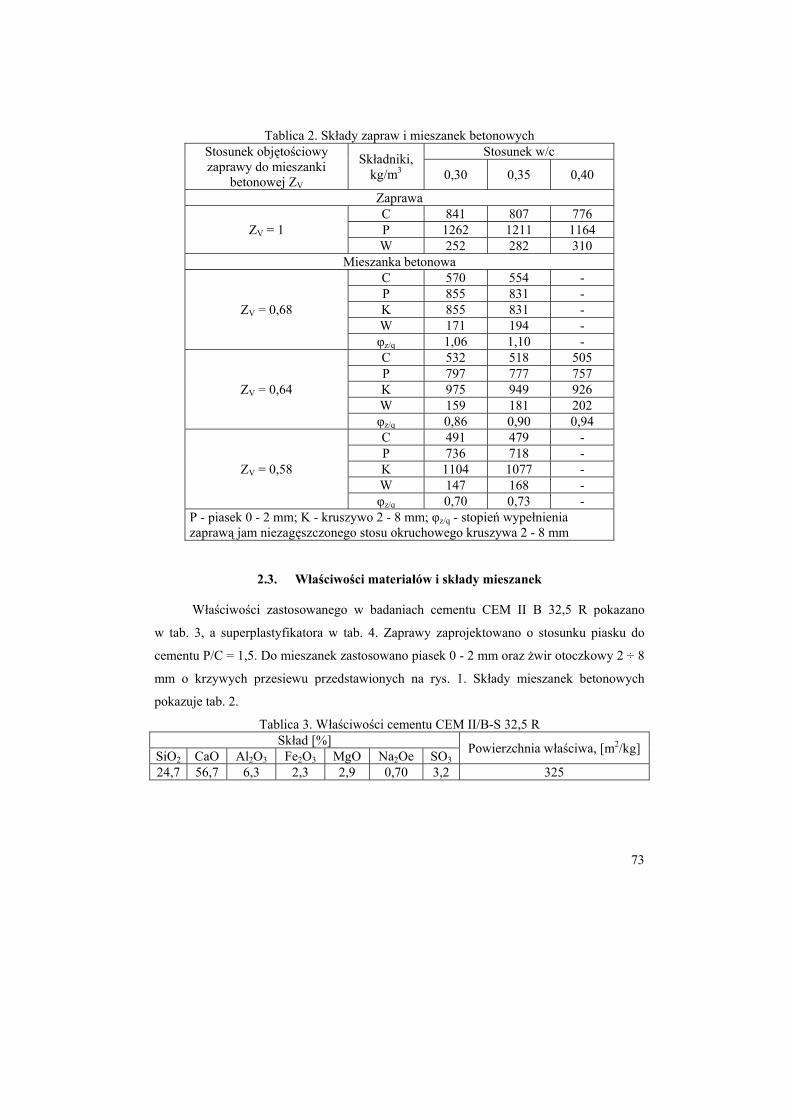
73
Tablica 2. Składy zapraw i mieszanek betonowych
Stosunek objętościowy zaprawy do mieszanki
betonowej ZV
Składniki, kg/m3
Stosunek w/c
0,30 0,35 0,40
Zaprawa
ZV = 1 C 841 807 776 P 1262 1211 1164 W 252 282 310
Mieszanka betonowa
ZV = 0,68
C 570 554 - P 855 831 - K 855 831 - W 171 194 - φz/q 1,06 1,10 -
ZV = 0,64
C 532 518 505 P 797 777 757 K 975 949 926 W 159 181 202 φz/q 0,86 0,90 0,94
ZV = 0,58
C 491 479 - P 736 718 - K 1104 1077 - W 147 168 - φz/q 0,70 0,73 -
P - piasek 0 - 2 mm; K - kruszywo 2 - 8 mm; φz/q - stopień wypełnienia zaprawą jam niezagęszczonego stosu okruchowego kruszywa 2 - 8 mm
2.3. Właściwości materiałów i składy mieszanek
Właściwości zastosowanego w badaniach cementu CEM II B 32,5 R pokazano
w tab. 3, a superplastyfikatora w tab. 4. Zaprawy zaprojektowano o stosunku piasku do
cementu P/C = 1,5. Do mieszanek zastosowano piasek 0 - 2 mm oraz żwir otoczkowy 2 ÷ 8
mm o krzywych przesiewu przedstawionych na rys. 1. Składy mieszanek betonowych
pokazuje tab. 2.
Tablica 3. Właściwości cementu CEM II/B-S 32,5 R Skład [%] Powierzchnia właściwa, [m2/kg] SiO2 CaO Al2O3 Fe2O3 MgO Na2Oe SO3
24,7 56,7 6,3 2,3 2,9 0,70 3,2 325
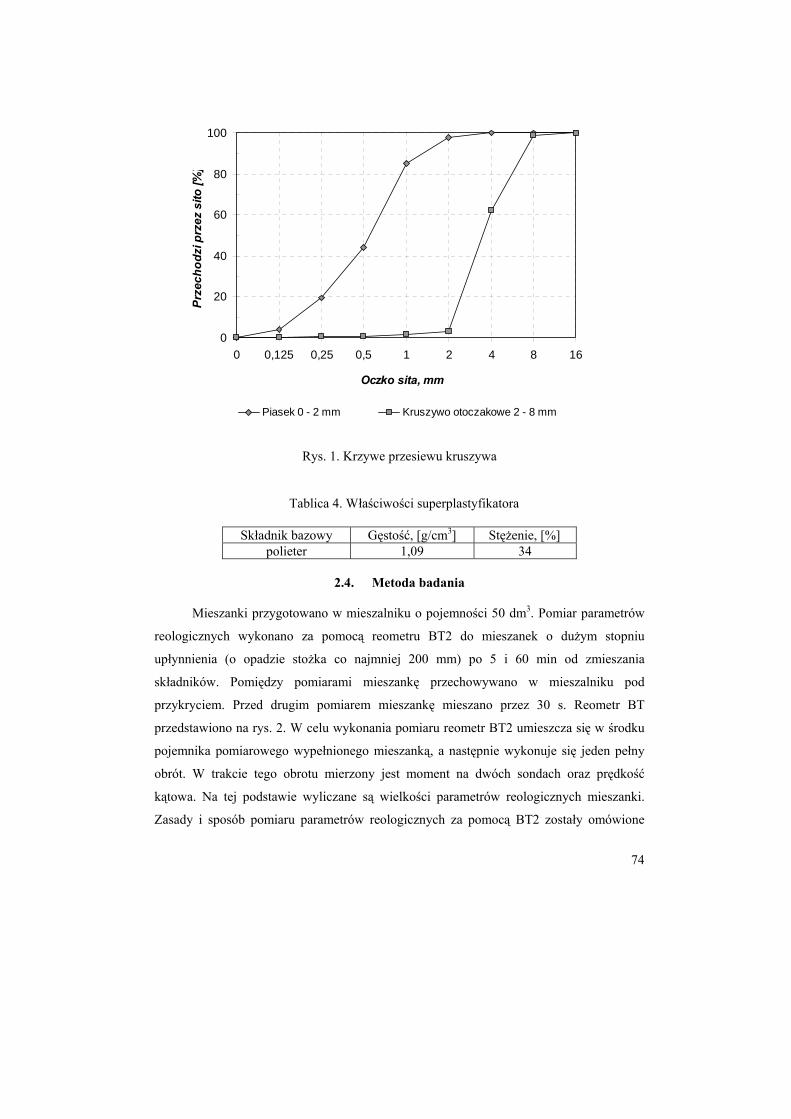
74
0
20
40
60
80
100
0 0,125 0,25 0,5 1 2 4 8 16
Oczko sita, mm
Prz
echo
dzi p
rzez
sito
[%]
Piasek 0 - 2 mm Kruszywo otoczakowe 2 - 8 mm
Rys. 1. Krzywe przesiewu kruszywa
Tablica 4. Właściwości superplastyfikatora
Składnik bazowy Gęstość, [g/cm3] Stężenie, [%] polieter 1,09 34
2.4. Metoda badania
Mieszanki przygotowano w mieszalniku o pojemności 50 dm3. Pomiar parametrów
reologicznych wykonano za pomocą reometru BT2 do mieszanek o dużym stopniu
upłynnienia (o opadzie stożka co najmniej 200 mm) po 5 i 60 min od zmieszania
składników. Pomiędzy pomiarami mieszankę przechowywano w mieszalniku pod
przykryciem. Przed drugim pomiarem mieszankę mieszano przez 30 s. Reometr BT
przedstawiono na rys. 2. W celu wykonania pomiaru reometr BT2 umieszcza się w środku
pojemnika pomiarowego wypełnionego mieszanką, a następnie wykonuje się jeden pełny
obrót. W trakcie tego obrotu mierzony jest moment na dwóch sondach oraz prędkość
kątowa. Na tej podstawie wyliczane są wielkości parametrów reologicznych mieszanki.
Zasady i sposób pomiaru parametrów reologicznych za pomocą BT2 zostały omówione
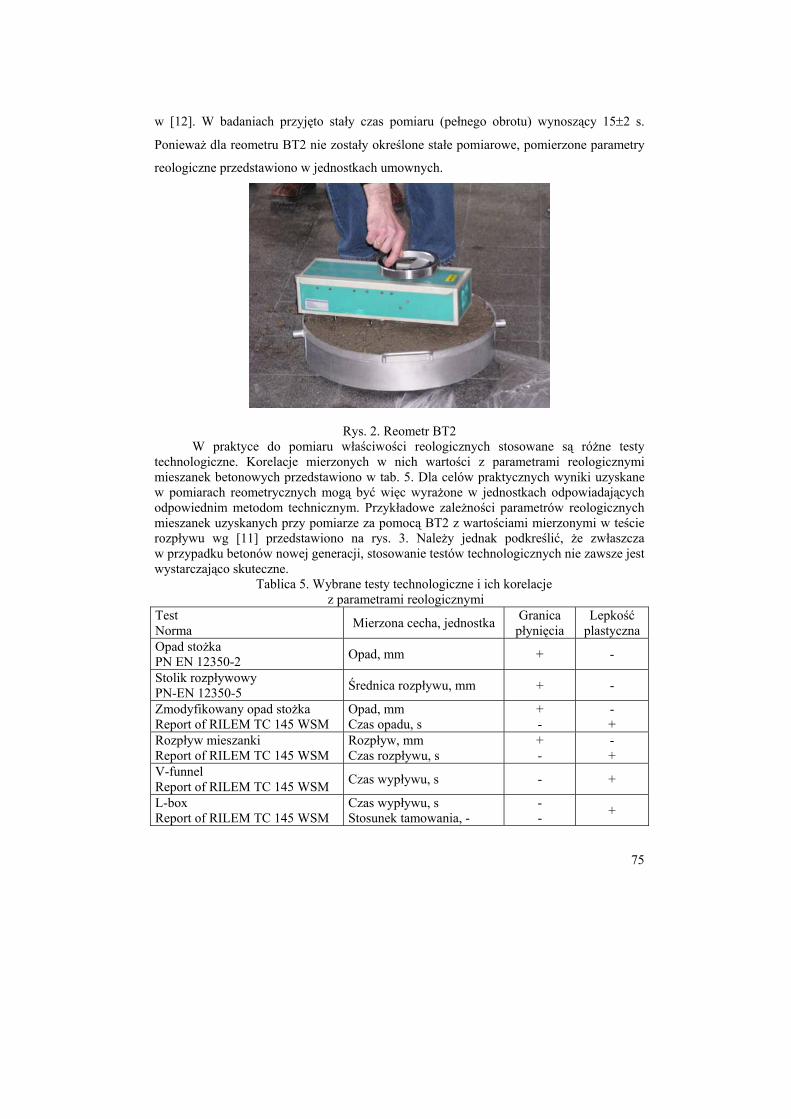
75
w [12]. W badaniach przyjęto stały czas pomiaru (pełnego obrotu) wynoszący 15±2 s.
Ponieważ dla reometru BT2 nie zostały określone stałe pomiarowe, pomierzone parametry
reologiczne przedstawiono w jednostkach umownych.
Rys. 2. Reometr BT2 W praktyce do pomiaru właściwości reologicznych stosowane są różne testy
technologiczne. Korelacje mierzonych w nich wartości z parametrami reologicznymi mieszanek betonowych przedstawiono w tab. 5. Dla celów praktycznych wyniki uzyskane w pomiarach reometrycznych mogą być więc wyrażone w jednostkach odpowiadających odpowiednim metodom technicznym. Przykładowe zależności parametrów reologicznych mieszanek uzyskanych przy pomiarze za pomocą BT2 z wartościami mierzonymi w teście rozpływu wg [11] przedstawiono na rys. 3. Należy jednak podkreślić, że zwłaszcza w przypadku betonów nowej generacji, stosowanie testów technologicznych nie zawsze jest wystarczająco skuteczne.
Tablica 5. Wybrane testy technologiczne i ich korelacje z parametrami reologicznymi
Test Norma Mierzona cecha, jednostka Granica
płynięcia Lepkość
plastyczna Opad stożka PN EN 12350-2 Opad, mm + -
Stolik rozpływowy PN-EN 12350-5 Średnica rozpływu, mm + -
Zmodyfikowany opad stożka Report of RILEM TC 145 WSM
Opad, mm Czas opadu, s
+ -
- +
Rozpływ mieszanki Report of RILEM TC 145 WSM
Rozpływ, mm Czas rozpływu, s
+ -
- +
V-funnel Report of RILEM TC 145 WSM Czas wypływu, s - +
L-box Report of RILEM TC 145 WSM
Czas wypływu, s Stosunek tamowania, -
- - +
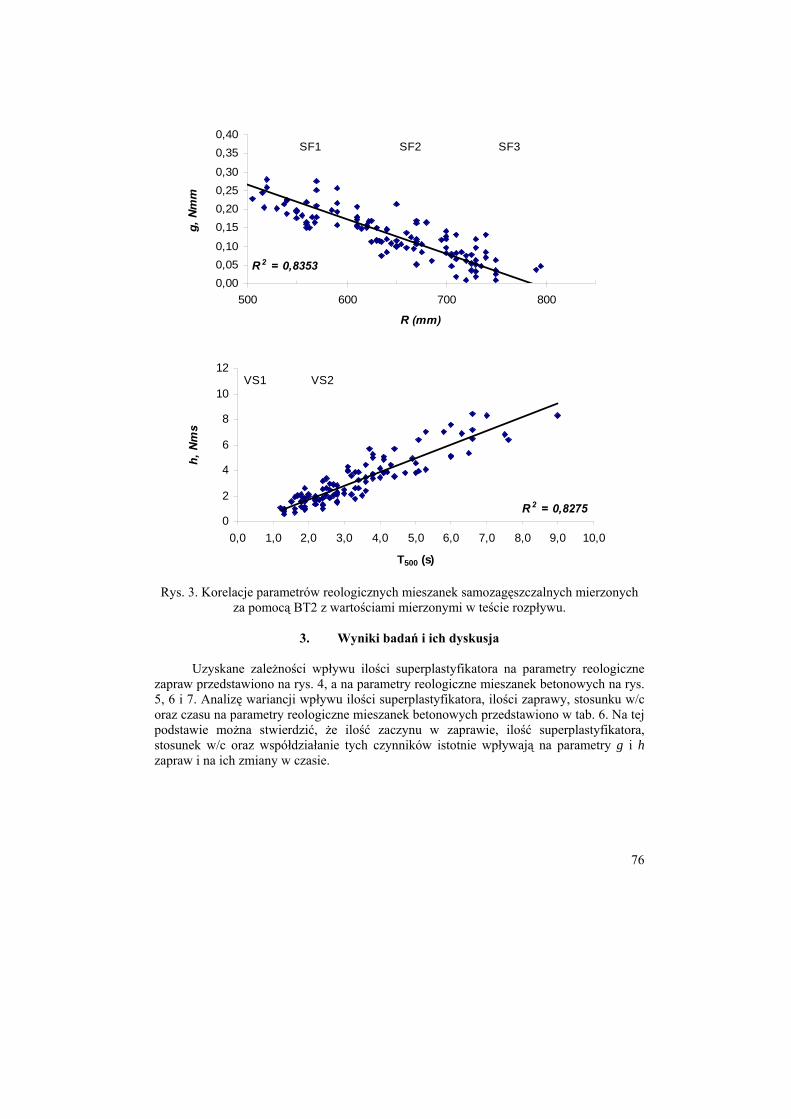
76
R 2 = 0,83530,000,050,10
0,150,200,250,30
0,350,40
500 600 700 800
R (mm)
g, N
mm
SF1 SF2 SF3
R 2 = 0,82750
2
4
6
8
10
12
0,0 1,0 2,0 3,0 4,0 5,0 6,0 7,0 8,0 9,0 10,0
T500 (s)
h, N
ms
VS1 VS2
Rys. 3. Korelacje parametrów reologicznych mieszanek samozagęszczalnych mierzonych
za pomocą BT2 z wartościami mierzonymi w teście rozpływu.
3. Wyniki badań i ich dyskusja Uzyskane zależności wpływu ilości superplastyfikatora na parametry reologiczne zapraw przedstawiono na rys. 4, a na parametry reologiczne mieszanek betonowych na rys. 5, 6 i 7. Analizę wariancji wpływu ilości superplastyfikatora, ilości zaprawy, stosunku w/c oraz czasu na parametry reologiczne mieszanek betonowych przedstawiono w tab. 6. Na tej podstawie można stwierdzić, że ilość zaczynu w zaprawie, ilość superplastyfikatora, stosunek w/c oraz współdziałanie tych czynników istotnie wpływają na parametry g i h zapraw i na ich zmiany w czasie.
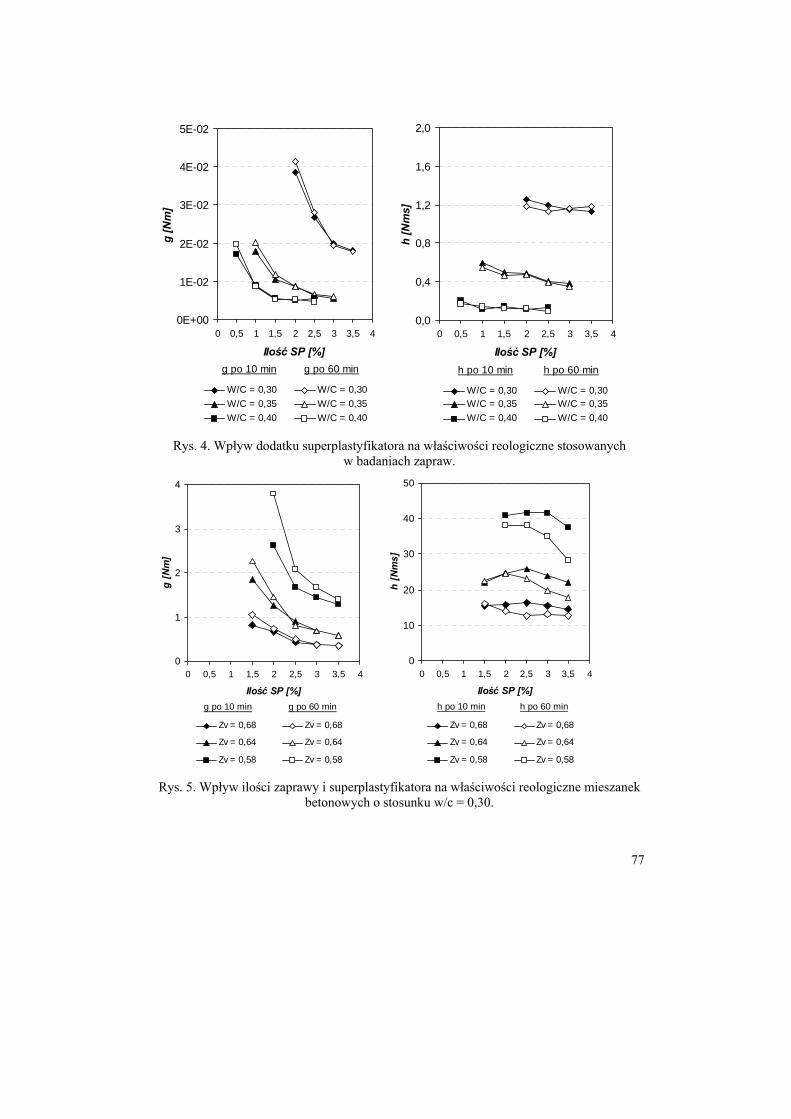
77
0E+00
1E-02
2E-02
3E-02
4E-02
5E-02
0 0,5 1 1,5 2 2,5 3 3,5 4
Ilość SP [%]
g [N
m]
W/C = 0,30 W/C = 0,30W/C = 0,35 W/C = 0,35W/C = 0,40 W/C = 0,40
g po 10 min g po 60 min
0,0
0,4
0,8
1,2
1,6
2,0
0 0,5 1 1,5 2 2,5 3 3,5 4
Ilość SP [%]
h [N
ms]
W/C = 0,30 W/C = 0,30W/C = 0,35 W/C = 0,35W/C = 0,40 W/C = 0,40
h po 10 min h po 60 min
Rys. 4. Wpływ dodatku superplastyfikatora na właściwości reologiczne stosowanych
w badaniach zapraw.
0
1
2
3
4
0 0,5 1 1,5 2 2,5 3 3,5 4
Ilość SP [%]
g [N
m]
Zv = 0,68 Zv = 0,68
Zv = 0,64 Zv = 0,64
Zv = 0,58 Zv = 0,58
g po 10 min g po 60 min
0
10
20
30
40
50
0 0,5 1 1,5 2 2,5 3 3,5 4
Ilość SP [%]
h [N
ms]
Zv = 0,68 Zv = 0,68
Zv = 0,64 Zv = 0,64
Zv = 0,58 Zv = 0,58
h po 10 min h po 60 min
Rys. 5. Wpływ ilości zaprawy i superplastyfikatora na właściwości reologiczne mieszanek
betonowych o stosunku w/c = 0,30.
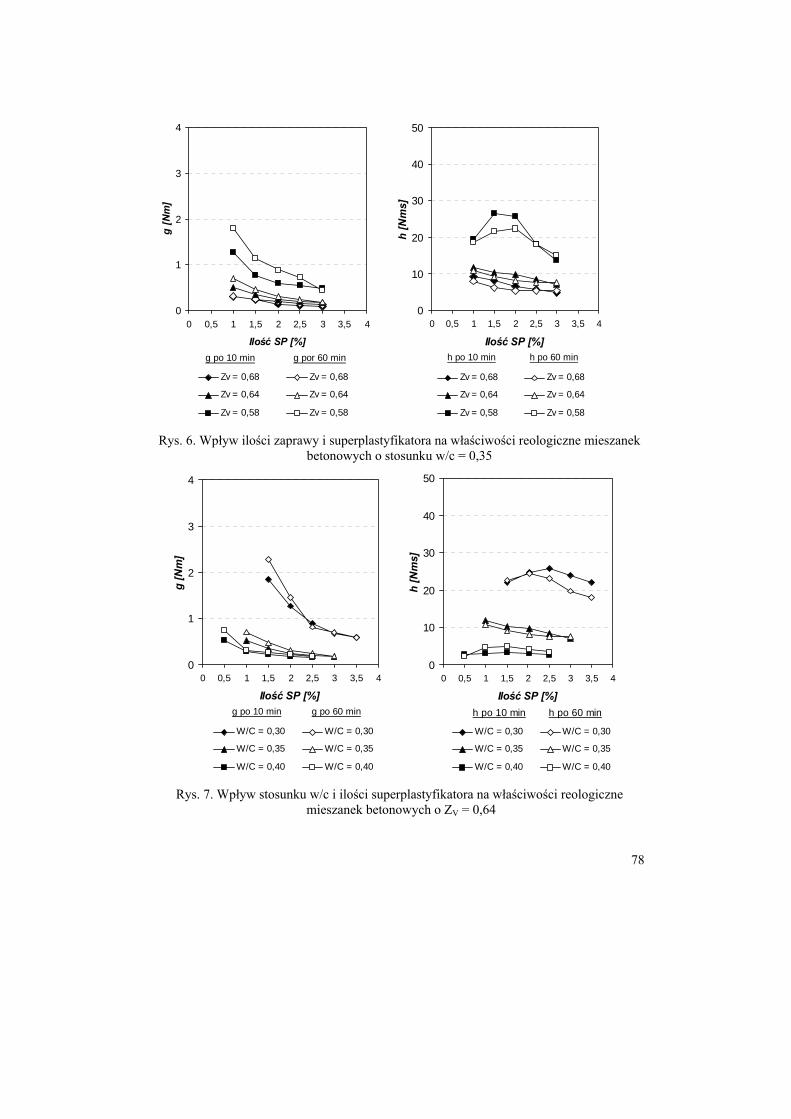
78
0
1
2
3
4
0 0,5 1 1,5 2 2,5 3 3,5 4
Ilość SP [%]
g [N
m]
Zv = 0,68 Zv = 0,68
Zv = 0,64 Zv = 0,64
Zv = 0,58 Zv = 0,58
g po 10 min g por 60 min
0
10
20
30
40
50
0 0,5 1 1,5 2 2,5 3 3,5 4
Ilość SP [%]
h [N
ms]
Zv = 0,68 Zv = 0,68
Zv = 0,64 Zv = 0,64
Zv = 0,58 Zv = 0,58
h po 10 min h po 60 min
Rys. 6. Wpływ ilości zaprawy i superplastyfikatora na właściwości reologiczne mieszanek
betonowych o stosunku w/c = 0,35
0
1
2
3
4
0 0,5 1 1,5 2 2,5 3 3,5 4
Ilość SP [%]
g [N
m]
W/C = 0,30 W/C = 0,30
W/C = 0,35 W/C = 0,35
W/C = 0,40 W/C = 0,40
g po 10 min g po 60 min
0
10
20
30
40
50
0 0,5 1 1,5 2 2,5 3 3,5 4
Ilość SP [%]
h [N
ms]
W/C = 0,30 W/C = 0,30
W/C = 0,35 W/C = 0,35
W/C = 0,40 W/C = 0,40
h po 10 min h po 60 min
Rys. 7. Wpływ stosunku w/c i ilości superplastyfikatora na właściwości reologiczne
mieszanek betonowych o ZV = 0,64
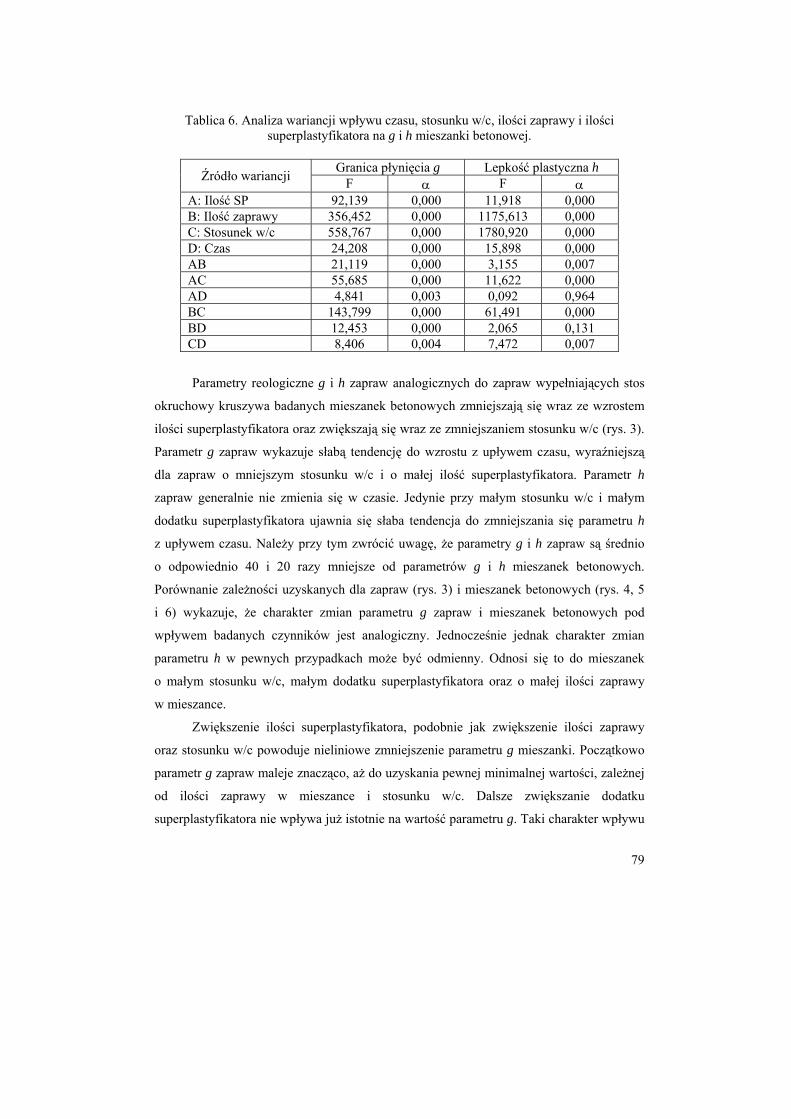
79
Tablica 6. Analiza wariancji wpływu czasu, stosunku w/c, ilości zaprawy i ilości superplastyfikatora na g i h mieszanki betonowej.
Źródło wariancji Granica płynięcia g Lepkość plastyczna h F α F α
A: Ilość SP 92,139 0,000 11,918 0,000 B: Ilość zaprawy 356,452 0,000 1175,613 0,000 C: Stosunek w/c 558,767 0,000 1780,920 0,000 D: Czas 24,208 0,000 15,898 0,000 AB 21,119 0,000 3,155 0,007 AC 55,685 0,000 11,622 0,000 AD 4,841 0,003 0,092 0,964 BC 143,799 0,000 61,491 0,000 BD 12,453 0,000 2,065 0,131 CD 8,406 0,004 7,472 0,007
Parametry reologiczne g i h zapraw analogicznych do zapraw wypełniających stos
okruchowy kruszywa badanych mieszanek betonowych zmniejszają się wraz ze wzrostem
ilości superplastyfikatora oraz zwiększają się wraz ze zmniejszaniem stosunku w/c (rys. 3).
Parametr g zapraw wykazuje słabą tendencję do wzrostu z upływem czasu, wyraźniejszą
dla zapraw o mniejszym stosunku w/c i o małej ilość superplastyfikatora. Parametr h
zapraw generalnie nie zmienia się w czasie. Jedynie przy małym stosunku w/c i małym
dodatku superplastyfikatora ujawnia się słaba tendencja do zmniejszania się parametru h
z upływem czasu. Należy przy tym zwrócić uwagę, że parametry g i h zapraw są średnio
o odpowiednio 40 i 20 razy mniejsze od parametrów g i h mieszanek betonowych.
Porównanie zależności uzyskanych dla zapraw (rys. 3) i mieszanek betonowych (rys. 4, 5
i 6) wykazuje, że charakter zmian parametru g zapraw i mieszanek betonowych pod
wpływem badanych czynników jest analogiczny. Jednocześnie jednak charakter zmian
parametru h w pewnych przypadkach może być odmienny. Odnosi się to do mieszanek
o małym stosunku w/c, małym dodatku superplastyfikatora oraz o małej ilości zaprawy
w mieszance.
Zwiększenie ilości superplastyfikatora, podobnie jak zwiększenie ilości zaprawy
oraz stosunku w/c powoduje nieliniowe zmniejszenie parametru g mieszanki. Początkowo
parametr g zapraw maleje znacząco, aż do uzyskania pewnej minimalnej wartości, zależnej
od ilości zaprawy w mieszance i stosunku w/c. Dalsze zwiększanie dodatku
superplastyfikatora nie wpływa już istotnie na wartość parametru g. Taki charakter wpływu

80
superplastyfikatora nie zależy od ilości zaprawy w mieszance i od stosunku w/c. Czynniki
te wpływają jednak istotnie na zakres zmian parametru g w wyniku dodania
superplastyfikatora. W przypadku mieszanek o małej objętości zaprawy i/lub małym
stosunku w/c zmniejszenie parametru g w efekcie dodania superplastyfikatora jest zwykle
duże. Wpływ dodania superplastyfikatora na wartość parametru g mieszanki zmniejsza się
znacząco wraz ze wzrostem objętości zaprawy i/lub stosunku w/c. Należy zaznaczyć, że im
mniejsze są stosunek w/c i/lub objętość zaprawy w mieszance tym więcej trzeba dodać
superplastyfikatora, aby uzyskać określoną wartość parametru g. Jeśli objętość zaprawy
i/lub stosunek w/c są małe, uzyskanie mieszanki o zbliżonej wartości parametru g jak
mieszanki o dużej objętości zaprawy i/lub dużym stosunku w/c może nie być możliwe,
nawet jeśli dodatek superplastyfikatora będzie bardzo duży.
Parametr g badanych mieszanek betonowych zawsze zwiększa się z upływem czasu.
Zakres tego wzrostu zależy kolejno od: ilości zaprawy w mieszance, stosunku w/c oraz
ilości superplastyfikatora. Zwiększenie ilości zaprawy, podobnie jak zwiększenie stosunku
w/c zmniejsza zakres wzrostu parametru g w czasie. Zwiększenie dodatku
superplastyfikatora zawsze zmniejsza wzrost parametru g w czasie, przy czym znaczenie
tego czynnika jest tym większe im mniejsza jest ilość zaprawy w mieszance i mniejszy jest
stosunek w/c. Należy przy tym podkreślić, że uzyskanie mieszanki charakteryzującej się
brakiem zmian parametru g w czasie wymaga zwykle stosowania superplastyfikatora
w ilości wyraźnie przekraczającej dodatek wystarczający do uzyskania minimalnej wartości
parametru g bezpośrednio po zakończeniu mieszania.
Parametr h mieszanek betonowych maleje wraz ze wzrostem stosunku w/c
i objętości zaprawy, a jednocześnie wpływ objętości zaprawy w mieszance na parametr h
zmniejsza się wraz ze wzrostem stosunku w/c. W badanym zakresie zmian charakter
wpływu ilości superplastyfikatora na parametr h zależy do stosunku w/c i ilości zaprawy
w mieszance. W przypadku mieszanek o w/c = 0,30 zwiększanie dodatku
superplastyfikatora początkowo powoduje wzrost parametru h, a następnie, po osiągnięciu
pewnego maksimum, jego zmniejszenie. Efekt ten jest mniejszy gdy ilość zaprawy w
mieszance jest większa. Gdy ilość zaprawy w mieszance jest mniejsza, to maksymalna
wartość jaką uzyskuje parametr h jest większa i występuje ona przy większej ilości
dodanego superplastyfikatora. W przypadku mieszanek o większym stosunku w/c
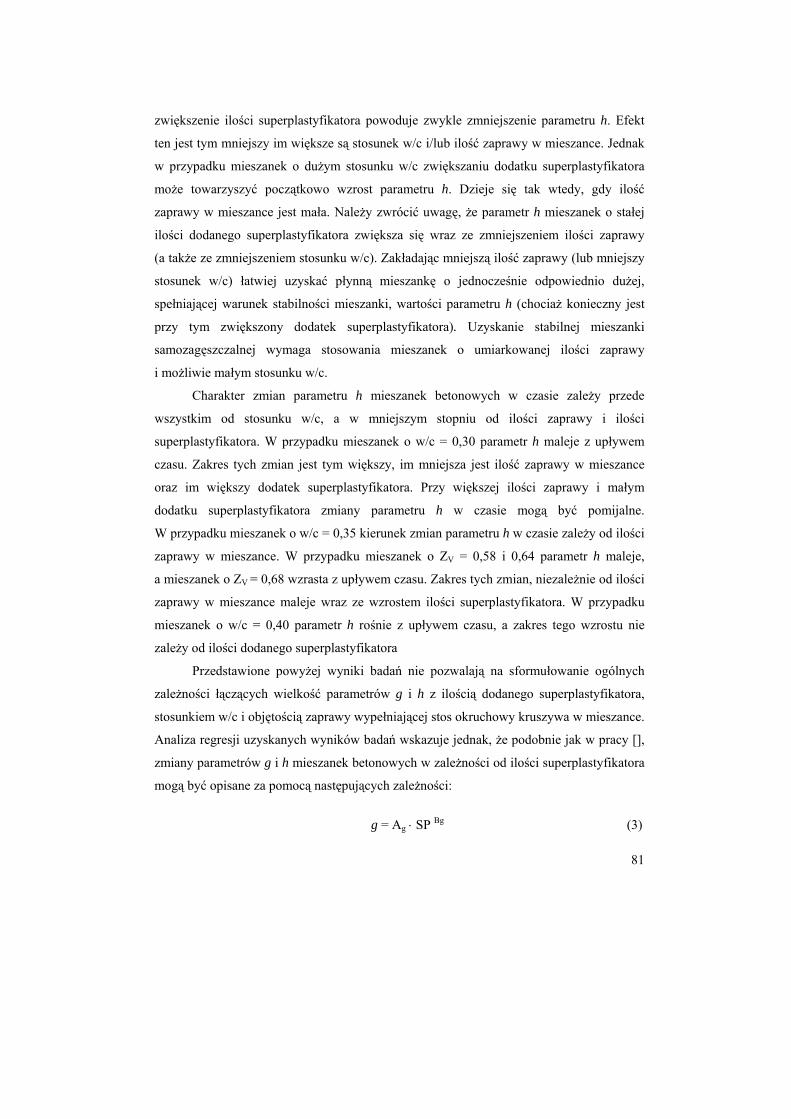
81
zwiększenie ilości superplastyfikatora powoduje zwykle zmniejszenie parametru h. Efekt
ten jest tym mniejszy im większe są stosunek w/c i/lub ilość zaprawy w mieszance. Jednak
w przypadku mieszanek o dużym stosunku w/c zwiększaniu dodatku superplastyfikatora
może towarzyszyć początkowo wzrost parametru h. Dzieje się tak wtedy, gdy ilość
zaprawy w mieszance jest mała. Należy zwrócić uwagę, że parametr h mieszanek o stałej
ilości dodanego superplastyfikatora zwiększa się wraz ze zmniejszeniem ilości zaprawy
(a także ze zmniejszeniem stosunku w/c). Zakładając mniejszą ilość zaprawy (lub mniejszy
stosunek w/c) łatwiej uzyskać płynną mieszankę o jednocześnie odpowiednio dużej,
spełniającej warunek stabilności mieszanki, wartości parametru h (chociaż konieczny jest
przy tym zwiększony dodatek superplastyfikatora). Uzyskanie stabilnej mieszanki
samozagęszczalnej wymaga stosowania mieszanek o umiarkowanej ilości zaprawy
i możliwie małym stosunku w/c.
Charakter zmian parametru h mieszanek betonowych w czasie zależy przede
wszystkim od stosunku w/c, a w mniejszym stopniu od ilości zaprawy i ilości
superplastyfikatora. W przypadku mieszanek o w/c = 0,30 parametr h maleje z upływem
czasu. Zakres tych zmian jest tym większy, im mniejsza jest ilość zaprawy w mieszance
oraz im większy dodatek superplastyfikatora. Przy większej ilości zaprawy i małym
dodatku superplastyfikatora zmiany parametru h w czasie mogą być pomijalne.
W przypadku mieszanek o w/c = 0,35 kierunek zmian parametru h w czasie zależy od ilości
zaprawy w mieszance. W przypadku mieszanek o ZV = 0,58 i 0,64 parametr h maleje,
a mieszanek o ZV = 0,68 wzrasta z upływem czasu. Zakres tych zmian, niezależnie od ilości
zaprawy w mieszance maleje wraz ze wzrostem ilości superplastyfikatora. W przypadku
mieszanek o w/c = 0,40 parametr h rośnie z upływem czasu, a zakres tego wzrostu nie
zależy od ilości dodanego superplastyfikatora
Przedstawione powyżej wyniki badań nie pozwalają na sformułowanie ogólnych
zależności łączących wielkość parametrów g i h z ilością dodanego superplastyfikatora,
stosunkiem w/c i objętością zaprawy wypełniającej stos okruchowy kruszywa w mieszance.
Analiza regresji uzyskanych wyników badań wskazuje jednak, że podobnie jak w pracy [],
zmiany parametrów g i h mieszanek betonowych w zależności od ilości superplastyfikatora
mogą być opisane za pomocą następujących zależności:
g = Ag ⋅ SP Bg (3)
82
h = Ah ⋅ SP2 + Bh ⋅ SP + Ch (4)
gdzie: SP - ilość superplastyfikatora, Ag, Bg, Ah, Bh, Ch - stałe materiałowe zależne głównie
od stosunku w/c, objętości zaprawy w mieszance i uziarnienia kruszywa, właściwości
cementu i superplastyfikatora oraz czasu. Wielkość stałych materiałowych oraz
współczynników korelacji dla badanych mieszanek przedstawiono w tab. 7. Należy
zaznaczyć, że charakter uzyskanych dla zapraw i mieszanek zależności pozostają
w zgodności w zależnościami uzyskanymi w pracy [8] dla zaczynów i zapraw.
Tablica 7. Stałe materiałowe i współczynniki korelacji R2 dla równań (3), (4)
Stałe i R2
w/c = 0,30 w/c = 0,35 Stosunek objętościowy zaprawy do mieszanki betonowej ZV
0,68 0,64 0,58 0,68 0,64 0,58 0,68 0,64 0,58 0,68 0,64 0,58 g i h po 10 min g i h po 60 min g i h po 10 min g i h po 60 min
g (3)
Ag 5,80 3,29 1,37 11,83 4,39 2,57 1,87 0,51 0,23 1,18 0,73 0,29 Bg -1,24 -1,41 -1,94 -1,76 -1,67 -2,58 -1,16 -1,02 -0,27 -0,84 -1,21 -0,95 R2 0,930 0,997 0,917 0,951 0,977 0,988 0,958 0,997 0,701 0,963 0,996 0,888
h (4)
Ah -4,85 -3,39 -0,9 -6,79 -2,64 2,6 -8,33 -0,07 0,24 -4,84 1,08 1,27 Bh 24,67 16,81 4,1 30,98 10,44 -13,7 29,54 -1,96 -3,21 17,30 -5,96 -6,26 Ch 10,71 4,62 11,36 3,19 13,36 30,83 -0,66 13,71 12,24 6,27 15,75 12,92 R2 0,956 0,953 0,728 0,99 0,909 0,998 0,88 0,99 0,991 0,91 0,999 0,973
4. Podsumowanie
Zakres, a w przypadku lepkości plastycznej również charakter wpływu
superplastyfikatora na parametry reologiczne mieszanek zależą od ilości zaprawy
w mieszance i stosunku w/c. Zwiększanie dodatku superplastyfikatora powoduje znaczące
zmniejszenie granicy płynięcia (parametr g) mieszanki aż do pewnej wartości minimalnej.
Wartość ta zależy od ilości zaprawy w mieszance i stosunku w/c i maleje wraz z ich
wzrostem. Granica płynięcia mieszanki betonowej zwiększa się z upływem czasu. Wzrost
parametru g w czasie jest tym większy im mniej zaprawy zawiera mieszanka, im mniejszy
jest stosunek w/c oraz im mniejszy jest dodatek superplastyfikatora. Zwiększanie dodatku
superplastyfikatora w mieszankach o małej ilości zaprawy i/lub małym stosunku w/c
powoduje wzrost lepkości plastycznej mieszanek aż do uzyskania pewnego maksimum,
tym większego im mniejsza jest ilość zaprawy w mieszance i/lub stosunek w/c. Po
przekroczeniu tego maksimum lepkość plastyczna maleje wraz ze wzrostem dodatku
83
superplastyfikatora. W przypadku mieszanek o dużej ilości zaprawy i/lub dużym stosunku
w/c zwiększanie dodatku superplastyfikatora powoduje zmniejszenie lepkości plastycznej.
Lepkość plastyczna mieszanek o dużej ilości zaprawy i/ stosunku w/c wzrasta z upływem
czasu; zakres tych zmian jednak w niewielkim stopniu zależy od ilości superplastyfikatora.
W przypadku mieszanek o mniejszej ilości zaczynu i/lub o mniejszym stosunku w/c,
kierunek zmian ich lepkości plastycznej w czasie zależy od ilości dodanego
superplastyfikatora. W tym przypadku tendencje nie są jednak jednoznaczne.
Wpływ dodatku superplastyfikatora na właściwości reologiczne mieszanek
betonowych należy rozpatrywać w zależności od objętości zaprawy w mieszance i wartości
stosunku w/c.
Przedstawione wyniki badań generalnie potwierdzają wnioski z prac [7 i 13], że
badania zapraw mogą być wykorzystane do przewidywania właściwości reologicznych
mieszanek betonowych. Projektowanie, optymalizacja, kontrola i korygowanie urabialności
mieszanek betonowych mogą więc być prowadzone w oparciu o pomiary właściwości
reologicznych zapraw. Należy przy tym jednak zwrócić uwagę, że w przypadku mieszanek
o małej ilości zaprawy przewidywanie zmian lepkości plastycznej mieszanki na bazie
pomiaru lepkości plastycznej zaprawy może być niedokładne.
LITERATURA
[1] Punkki J., Gołaszewski J., Gjørv O.E.: Workability loss of High-Strength Concrete.
ACI Materials Journal, V.93, No. 5, September-October 1996. [2] Aitcin, P-C.: High Performance Concrete, EF&N SPON, London, 1998. [3] Neville, A M.: Właściwości betonu, Polski Cement, Kraków, 2000. [4] Giergiczny Z., Małolepszy J., Szwabowski J., Śliwiński J.: Cementy z dodatkami
mineralnymi w technologii betonów nowej generacji. Wydawnictwo Instytut Śląski sp. z o.o. w Opolu, Opole 2002.
[5] Collepardi M. A.: The New Concrete, Treviso: Grafiche Tintoretto, 2006. [6] Szwabowski, J.: Reologia mieszanek na spoiwach cementowych, Wydawnictwo
Politechniki Śląskiej, Gliwice, 1999, 239 pp. [7] Gołaszewski, J.: Wpływ superplastyfikatorów na właściwości reologiczne
mieszanek na spoiwach cementowych w układzie zmiennych czynników technologicznych,. Wydawnictwo Politechniki Śląskiej, Budownictwo z. 106, Gliwice, 2006, s 157.
[8] Gołaszewski J.: The influence of cement paste volume in mortar on the rheological effects of the addition of superplasticizer, Proceeding of 8th International Conference Brittle Matrix Composites. Ed. A.M. Brandt, Warszawa, Poland, 2006, s. 441 - 449
84
[9] Ferraris Ch. F.: Measurement of the Rheological Properties of High Performance Concrete: State of Art Report. Journal of Research of the National Institute of Standards and Technology, Vol. 104, No. 5, 1999, 461 - 478.
[10] Tattarsall, G H, Banfill, P F G.: The Rheology of Fresh Concrete, Pitman Books Limited, Boston, 1983.
[11] The European Guidelines for Self-Compacting Concrete Specification, Production and Use EFNARC Report, 2005
[12] Greim M.: Rheological Measurement on Building Materials, a Comprehensive Research Program. Annual Transactions of the Nordic Rheology Society, Vol. 5, 1997, 13.
[13] Gołaszewski J.: Reologia zapraw a reologia mieszanek betonowych, Cement Wapno Beton, Nr 1, 2006, s. 17-28.
MORTAR CONTENT IN FRESH CONCRETE AND RHEOLOGICAL EFFECTS
OF SUPERPLASTICIZER ACTION Summary
The methodology and the results of the investigation into the influence of mortar volume in
concrete and superplasticizer content on the rheological properties of different in w/c ratio fresh concretes are presented and discussed in the paper. The obtained results show that the nature and range of superplasticizer influence on rheological parameters of fresh concrete is influenced by mortar volume and w/c ratio. Volume of mortar and w/c ratio are also the factors affecting range (yield value and plastic viscosity) and direction of changes (plastic viscosity) of the rheological parameters of mixture with time. On the ground of obtained results the simple empirical relations joining the rheological parameters of fresh concrete with superplasticizer content were established. It is concluded that effects of superplasticizer addition on rheology of fresh concrete should be considered in respect to mortar volume and w/ ratio. The results obtained with mortars generally may be used for predicting trends of changes in rheological behavior of fresh concrete.
85
X SYMPOZJUM NAUKOWO-TECHNICZNE REOLOGIA W TECHNOLOGII BETONU
Gliwice 2008
Maciej URBAN1
SPOSOBY UZYSKIWANIA KRZYWEJ PŁYNIĘCIA MIESZANKI BETONOWEJ Z WYNIKÓW BADAŃ REOLOGICZNYCH
UZYSKIWANYCH W REOMETRZE
1. Wstęp – przebieg analizy wyników badań reologicznych
Analiza wyników badań reologicznych jest wbrew pozorom procesem bardzo skomplikowanym. Składa się szeregu następujących po sobie etapów, przy czym każdy z tych etapów stanowi bazę dla następnego. Przebieg takiego procesu przedstawia się najczęściej następująco [1]: 1) Dobiera się i realizuje przebieg prędkościowo – czasowy próby ścinania. Jest to
bardzo ważny etap ze względu na to, że mieszanki betonowe są cieczami tiksotropowymi [1,16]. W efekcie od tego etapu często zależy kształt uzyskanej krzywej płynięcia.
2) Rejestracja wyników badań, a konkretnie momentu skręcającego oś sondy pomiarowej g. Odbywa się to w jednostkach aparatury g [Nm] oraz ω (prędkość kątowa mieszalnika) [1/s].
3) Przeskalowanie zarejestrowanych wyników badań do jednostek fizycznych zakładanego modelu reologicznego, tzn do τ (naprężenie ścinające) [Pa] oraz γ& (gradient ścinania) [1/s]. Skalowanie to w teorii powinno być jednoznaczne i wyrażone dwiema stałymi przeliczeniowymi. Jednak w badaniach [2], w których porównano kilka różnych, teoretycznie prawidłowo wyskalowanych wg procedury z [1] reometrów, uzyskane wyniki nie były jednakowe. Na tej podstawie wnosić należy, że tak naprawdę nie są to stałe, lecz nieliniowe funkcje zależne od wielu różnych, nie do końca poznanych parametrów. Z tego względu etap ten jest często pomijany i wyniki badań przedstawia się w jednostkach aparatury. W przedstawionych w artykule badaniach własnych etap ten został pominięty.
4) Wyznaczenie wartości miarodajnych τi dla danego γ& , które stanowią pojedyncze punkty pomiarowe dla wykreślenia krzywej płynięcia. Proces ten odbywa się metodą filtrowania.
1 Dr inż., Politechnika Krakowska
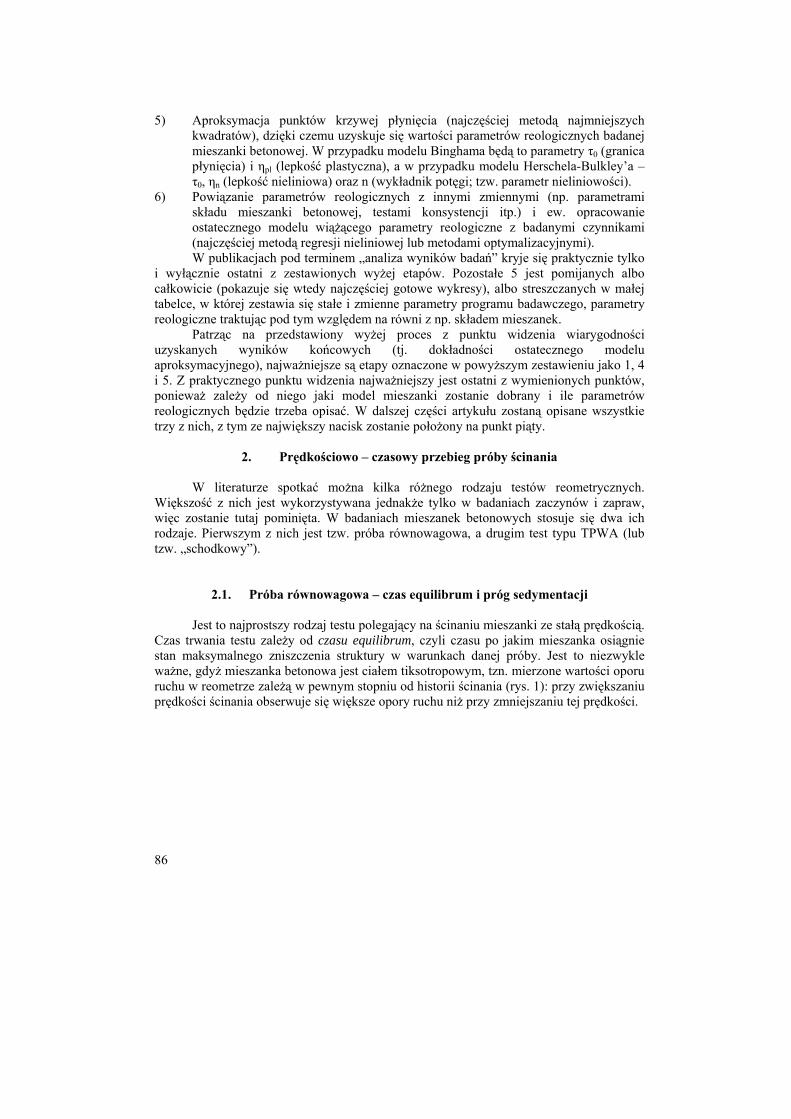
86
5) Aproksymacja punktów krzywej płynięcia (najczęściej metodą najmniejszych kwadratów), dzięki czemu uzyskuje się wartości parametrów reologicznych badanej mieszanki betonowej. W przypadku modelu Binghama będą to parametry τ0 (granica płynięcia) i ηpl (lepkość plastyczna), a w przypadku modelu Herschela-Bulkley’a – τ0, ηn (lepkość nieliniowa) oraz n (wykładnik potęgi; tzw. parametr nieliniowości).
6) Powiązanie parametrów reologicznych z innymi zmiennymi (np. parametrami składu mieszanki betonowej, testami konsystencji itp.) i ew. opracowanie ostatecznego modelu wiążącego parametry reologiczne z badanymi czynnikami (najczęściej metodą regresji nieliniowej lub metodami optymalizacyjnymi). W publikacjach pod terminem „analiza wyników badań” kryje się praktycznie tylko
i wyłącznie ostatni z zestawionych wyżej etapów. Pozostałe 5 jest pomijanych albo całkowicie (pokazuje się wtedy najczęściej gotowe wykresy), albo streszczanych w małej tabelce, w której zestawia się stałe i zmienne parametry programu badawczego, parametry reologiczne traktując pod tym względem na równi z np. składem mieszanek.
Patrząc na przedstawiony wyżej proces z punktu widzenia wiarygodności uzyskanych wyników końcowych (tj. dokładności ostatecznego modelu aproksymacyjnego), najważniejsze są etapy oznaczone w powyższym zestawieniu jako 1, 4 i 5. Z praktycznego punktu widzenia najważniejszy jest ostatni z wymienionych punktów, ponieważ zależy od niego jaki model mieszanki zostanie dobrany i ile parametrów reologicznych będzie trzeba opisać. W dalszej części artykułu zostaną opisane wszystkie trzy z nich, z tym ze największy nacisk zostanie położony na punkt piąty.
2. Prędkościowo – czasowy przebieg próby ścinania
W literaturze spotkać można kilka różnego rodzaju testów reometrycznych. Większość z nich jest wykorzystywana jednakże tylko w badaniach zaczynów i zapraw, więc zostanie tutaj pominięta. W badaniach mieszanek betonowych stosuje się dwa ich rodzaje. Pierwszym z nich jest tzw. próba równowagowa, a drugim test typu TPWA (lub tzw. „schodkowy”).
2.1. Próba równowagowa – czas equilibrum i próg sedymentacji
Jest to najprostszy rodzaj testu polegający na ścinaniu mieszanki ze stałą prędkością. Czas trwania testu zależy od czasu equilibrum, czyli czasu po jakim mieszanka osiągnie stan maksymalnego zniszczenia struktury w warunkach danej próby. Jest to niezwykle ważne, gdyż mieszanka betonowa jest ciałem tiksotropowym, tzn. mierzone wartości oporu ruchu w reometrze zależą w pewnym stopniu od historii ścinania (rys. 1): przy zwiększaniu prędkości ścinania obserwuje się większe opory ruchu niż przy zmniejszaniu tej prędkości.

87
Rys 1. Zjawisko tiksotropii.
Zaletą próby równowagowej jest możliwość sprawdzenia, czy dla każdej z badanych
prędkości stan maksymalnego zniszczenia struktury został osiągnięty. Natomiast jego wadą jest bardzo niewielka informatywność: aby uzyskać krzywą płynięcia należy przeprowadzić kilka (minimum 5) kolejnych testów z różnymi prędkościami, co wiąże się z długim czasem trwania takiego testu i z ewentualnymi zmianami reologicznymi w badanym materiale. Jest to zjawisko istotne, gdyż czas osiągnięcia equilibrum może być bardzo długi. Dla przykładu, wg doświadczeń własnych autora, w reometrze RMB-2a dla mieszanek betonowych czas osiągnięcia equilibrum mieści się najczęściej w przedziale od 5 (BSZ) do 25s (mieszanki gęste), a czas osiągnięcia progu sedymentacji w przedziale 15s do 60s. Dla zapraw w Viskomacie PC (mieszadło łopatkowe o dużej szczelinie) próg sedymentacji przyjmowany jest na poziomie pow. 10 min, [3] a dla zaczynów w Rheoteście 2 (układ cylindrów współosiowych) próg sedymentacji osiągano po czasie 3-7 min. [4].
2.2. Test „schodkowy” (test typu TPWA)
Alternatywą dla próby równowagowej są testy, w trakcie których prędkość jest zmienna w czasie. Dzięki temu można uzyskać wiele punktów krzywej płynięcia z jednej próby. Najbardziej rozpowszechnionym rodzajem testu tego typu jest test TPWA, zwany także schodkowym ze względu na kształt krzywej zależności czas – prędkość obrotowa (rys. 2).
γ
τ
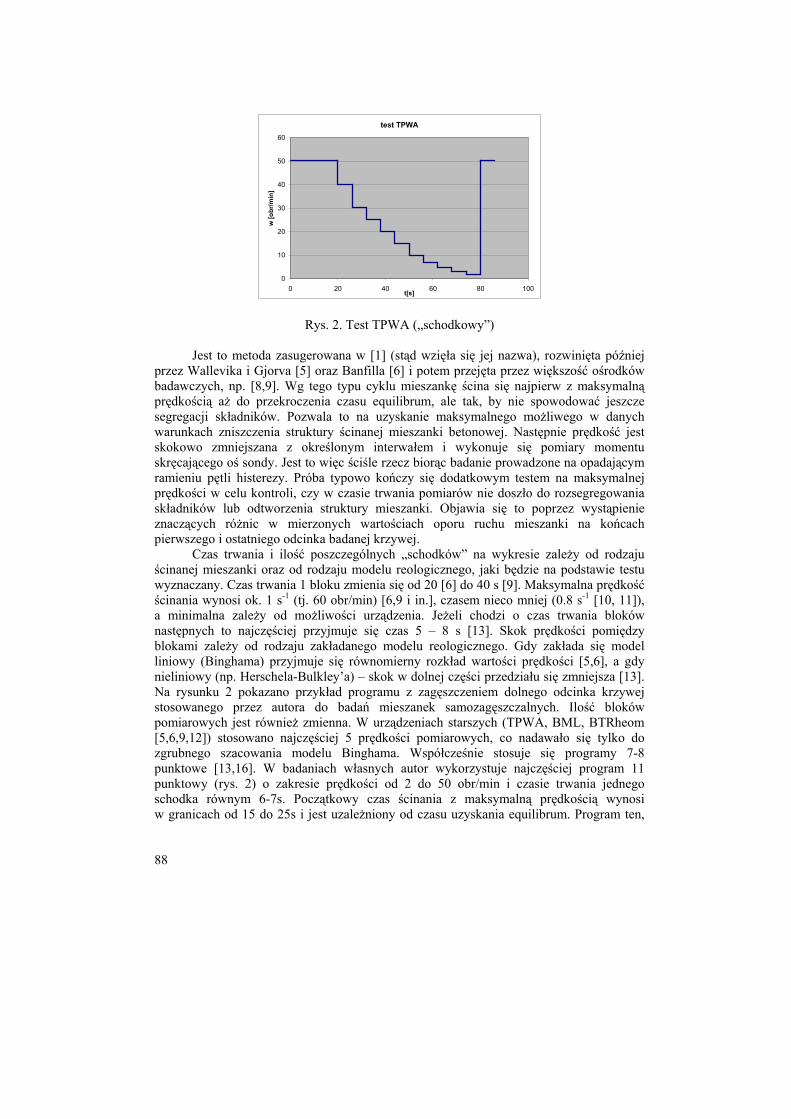
88
test TPWA
0
10
20
30
40
50
60
0 20 40 60 80 100t[s]
w [o
br/m
in]
Rys. 2. Test TPWA („schodkowy”)
Jest to metoda zasugerowana w [1] (stąd wzięła się jej nazwa), rozwinięta później przez Wallevika i Gjorva [5] oraz Banfilla [6] i potem przejęta przez większość ośrodków badawczych, np. [8,9]. Wg tego typu cyklu mieszankę ścina się najpierw z maksymalną prędkością aż do przekroczenia czasu equilibrum, ale tak, by nie spowodować jeszcze segregacji składników. Pozwala to na uzyskanie maksymalnego możliwego w danych warunkach zniszczenia struktury ścinanej mieszanki betonowej. Następnie prędkość jest skokowo zmniejszana z określonym interwałem i wykonuje się pomiary momentu skręcającego oś sondy. Jest to więc ściśle rzecz biorąc badanie prowadzone na opadającym ramieniu pętli histerezy. Próba typowo kończy się dodatkowym testem na maksymalnej prędkości w celu kontroli, czy w czasie trwania pomiarów nie doszło do rozsegregowania składników lub odtworzenia struktury mieszanki. Objawia się to poprzez wystąpienie znaczących różnic w mierzonych wartościach oporu ruchu mieszanki na końcach pierwszego i ostatniego odcinka badanej krzywej.
Czas trwania i ilość poszczególnych „schodków” na wykresie zależy od rodzaju ścinanej mieszanki oraz od rodzaju modelu reologicznego, jaki będzie na podstawie testu wyznaczany. Czas trwania 1 bloku zmienia się od 20 [6] do 40 s [9]. Maksymalna prędkość ścinania wynosi ok. 1 s-1 (tj. 60 obr/min) [6,9 i in.], czasem nieco mniej (0.8 s-1 [10, 11]), a minimalna zależy od możliwości urządzenia. Jeżeli chodzi o czas trwania bloków następnych to najczęściej przyjmuje się czas 5 – 8 s [13]. Skok prędkości pomiędzy blokami zależy od rodzaju zakładanego modelu reologicznego. Gdy zakłada się model liniowy (Binghama) przyjmuje się równomierny rozkład wartości prędkości [5,6], a gdy nieliniowy (np. Herschela-Bulkley’a) – skok w dolnej części przedziału się zmniejsza [13]. Na rysunku 2 pokazano przykład programu z zagęszczeniem dolnego odcinka krzywej stosowanego przez autora do badań mieszanek samozagęszczalnych. Ilość bloków pomiarowych jest również zmienna. W urządzeniach starszych (TPWA, BML, BTRheom [5,6,9,12]) stosowano najczęściej 5 prędkości pomiarowych, co nadawało się tylko do zgrubnego szacowania modelu Binghama. Współcześnie stosuje się programy 7-8 punktowe [13,16]. W badaniach własnych autor wykorzystuje najczęściej program 11 punktowy (rys. 2) o zakresie prędkości od 2 do 50 obr/min i czasie trwania jednego schodka równym 6-7s. Początkowy czas ścinania z maksymalną prędkością wynosi w granicach od 15 do 25s i jest uzależniony od czasu uzyskania equilibrum. Program ten,
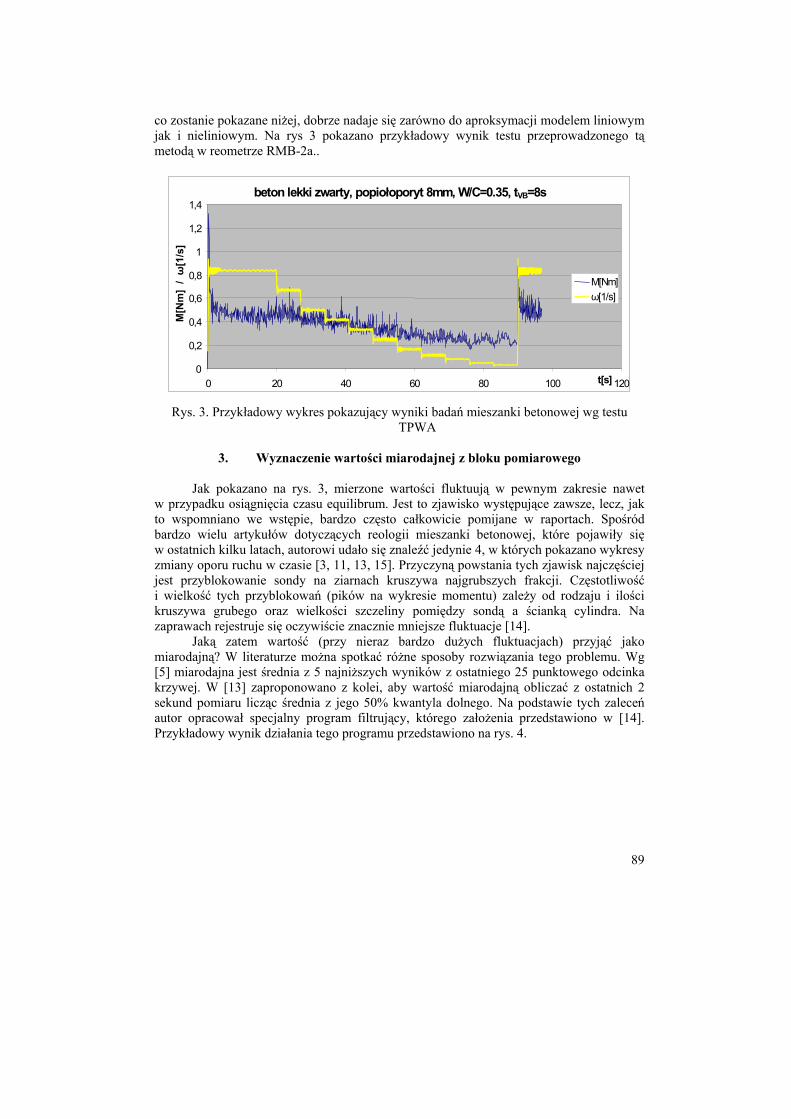
89
co zostanie pokazane niżej, dobrze nadaje się zarówno do aproksymacji modelem liniowym jak i nieliniowym. Na rys 3 pokazano przykładowy wynik testu przeprowadzonego tą metodą w reometrze RMB-2a..
beton lekki zwarty, popiołoporyt 8mm, W/C=0.35, tVB=8s
0
0,2
0,4
0,6
0,8
1
1,2
1,4
0 20 40 60 80 100 120t[s]
M[N
m]
/ ω
[1/s
]
M[Nm]ω[1/s]
Rys. 3. Przykładowy wykres pokazujący wyniki badań mieszanki betonowej wg testu
TPWA
3. Wyznaczenie wartości miarodajnej z bloku pomiarowego
Jak pokazano na rys. 3, mierzone wartości fluktuują w pewnym zakresie nawet w przypadku osiągnięcia czasu equilibrum. Jest to zjawisko występujące zawsze, lecz, jak to wspomniano we wstępie, bardzo często całkowicie pomijane w raportach. Spośród bardzo wielu artykułów dotyczących reologii mieszanki betonowej, które pojawiły się w ostatnich kilku latach, autorowi udało się znaleźć jedynie 4, w których pokazano wykresy zmiany oporu ruchu w czasie [3, 11, 13, 15]. Przyczyną powstania tych zjawisk najczęściej jest przyblokowanie sondy na ziarnach kruszywa najgrubszych frakcji. Częstotliwość i wielkość tych przyblokowań (pików na wykresie momentu) zależy od rodzaju i ilości kruszywa grubego oraz wielkości szczeliny pomiędzy sondą a ścianką cylindra. Na zaprawach rejestruje się oczywiście znacznie mniejsze fluktuacje [14].
Jaką zatem wartość (przy nieraz bardzo dużych fluktuacjach) przyjąć jako miarodajną? W literaturze można spotkać różne sposoby rozwiązania tego problemu. Wg [5] miarodajna jest średnia z 5 najniższych wyników z ostatniego 25 punktowego odcinka krzywej. W [13] zaproponowano z kolei, aby wartość miarodajną obliczać z ostatnich 2 sekund pomiaru licząc średnia z jego 50% kwantyla dolnego. Na podstawie tych zaleceń autor opracował specjalny program filtrujący, którego założenia przedstawiono w [14]. Przykładowy wynik działania tego programu przedstawiono na rys. 4.
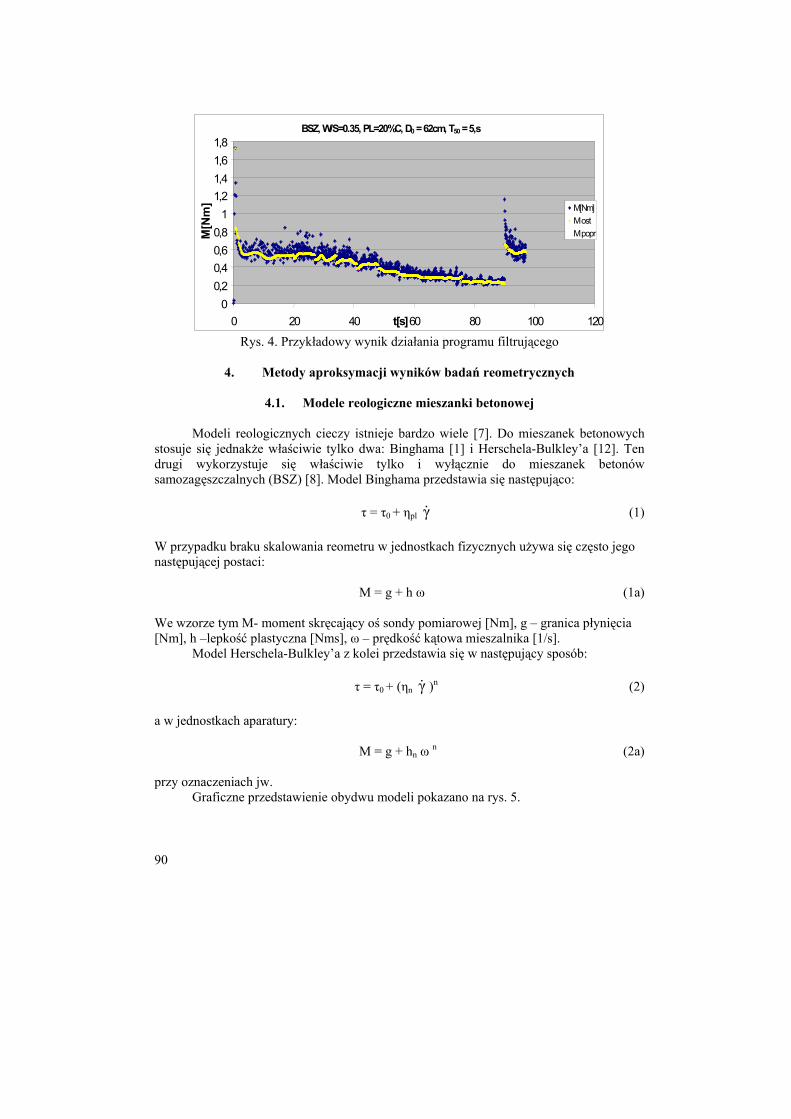
90
BSZ, W/S=0.35, PL=20%C, D0 = 62cm, T50 = 5,s
00,20,40,60,8
11,21,41,61,8
0 20 40 60 80 100 120t[s]
M[N
m] M[Nm]
M ostM popr
Rys. 4. Przykładowy wynik działania programu filtrującego
4. Metody aproksymacji wyników badań reometrycznych
4.1. Modele reologiczne mieszanki betonowej
Modeli reologicznych cieczy istnieje bardzo wiele [7]. Do mieszanek betonowych
stosuje się jednakże właściwie tylko dwa: Binghama [1] i Herschela-Bulkley’a [12]. Ten drugi wykorzystuje się właściwie tylko i wyłącznie do mieszanek betonów samozagęszczalnych (BSZ) [8]. Model Binghama przedstawia się następująco:
τ = τ0 + ηpl γ& (1)
W przypadku braku skalowania reometru w jednostkach fizycznych używa się często jego następującej postaci:
M = g + h ω (1a) We wzorze tym M- moment skręcający oś sondy pomiarowej [Nm], g – granica płynięcia [Nm], h –lepkość plastyczna [Nms], ω – prędkość kątowa mieszalnika [1/s].
Model Herschela-Bulkley’a z kolei przedstawia się w następujący sposób:
τ = τ0 + (ηn γ& )n (2)
a w jednostkach aparatury:
M = g + hn ω n (2a) przy oznaczeniach jw.
Graficzne przedstawienie obydwu modeli pokazano na rys. 5.
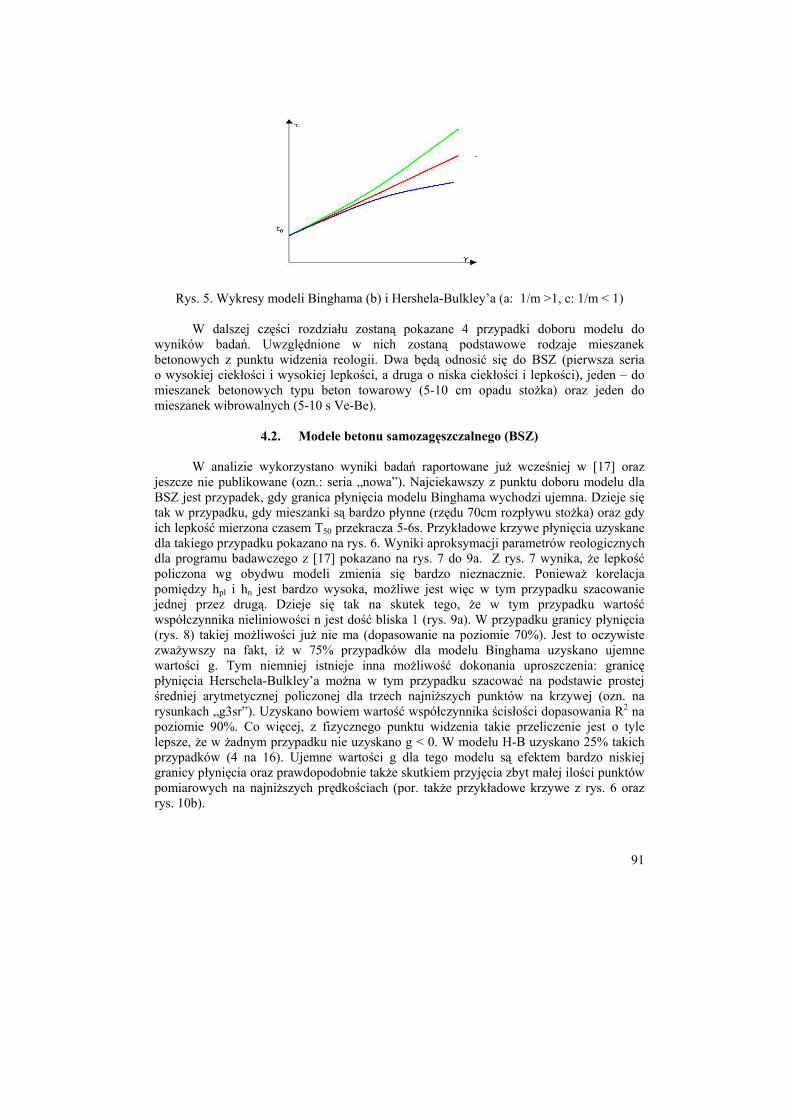
91
Rys. 5. Wykresy modeli Binghama (b) i Hershela-Bulkley’a (a: 1/m >1, c: 1/m < 1)
W dalszej części rozdziału zostaną pokazane 4 przypadki doboru modelu do
wyników badań. Uwzględnione w nich zostaną podstawowe rodzaje mieszanek betonowych z punktu widzenia reologii. Dwa będą odnosić się do BSZ (pierwsza seria o wysokiej ciekłości i wysokiej lepkości, a druga o niska ciekłości i lepkości), jeden – do mieszanek betonowych typu beton towarowy (5-10 cm opadu stożka) oraz jeden do mieszanek wibrowalnych (5-10 s Ve-Be).
4.2. Modele betonu samozagęszczalnego (BSZ)
W analizie wykorzystano wyniki badań raportowane już wcześniej w [17] oraz jeszcze nie publikowane (ozn.: seria „nowa”). Najciekawszy z punktu doboru modelu dla BSZ jest przypadek, gdy granica płynięcia modelu Binghama wychodzi ujemna. Dzieje się tak w przypadku, gdy mieszanki są bardzo płynne (rzędu 70cm rozpływu stożka) oraz gdy ich lepkość mierzona czasem T50 przekracza 5-6s. Przykładowe krzywe płynięcia uzyskane dla takiego przypadku pokazano na rys. 6. Wyniki aproksymacji parametrów reologicznych dla programu badawczego z [17] pokazano na rys. 7 do 9a. Z rys. 7 wynika, że lepkość policzona wg obydwu modeli zmienia się bardzo nieznacznie. Ponieważ korelacja pomiędzy hpl i hn jest bardzo wysoka, możliwe jest więc w tym przypadku szacowanie jednej przez drugą. Dzieje się tak na skutek tego, że w tym przypadku wartość współczynnika nieliniowości n jest dość bliska 1 (rys. 9a). W przypadku granicy płynięcia (rys. 8) takiej możliwości już nie ma (dopasowanie na poziomie 70%). Jest to oczywiste zważywszy na fakt, iż w 75% przypadków dla modelu Binghama uzyskano ujemne wartości g. Tym niemniej istnieje inna możliwość dokonania uproszczenia: granicę płynięcia Herschela-Bulkley’a można w tym przypadku szacować na podstawie prostej średniej arytmetycznej policzonej dla trzech najniższych punktów na krzywej (ozn. na rysunkach „g3sr”). Uzyskano bowiem wartość współczynnika ścisłości dopasowania R2 na poziomie 90%. Co więcej, z fizycznego punktu widzenia takie przeliczenie jest o tyle lepsze, że w żadnym przypadku nie uzyskano g < 0. W modelu H-B uzyskano 25% takich przypadków (4 na 16). Ujemne wartości g dla tego modelu są efektem bardzo niskiej granicy płynięcia oraz prawdopodobnie także skutkiem przyjęcia zbyt małej ilości punktów pomiarowych na najniższych prędkościach (por. także przykładowe krzywe z rys. 6 oraz rys. 10b).
b
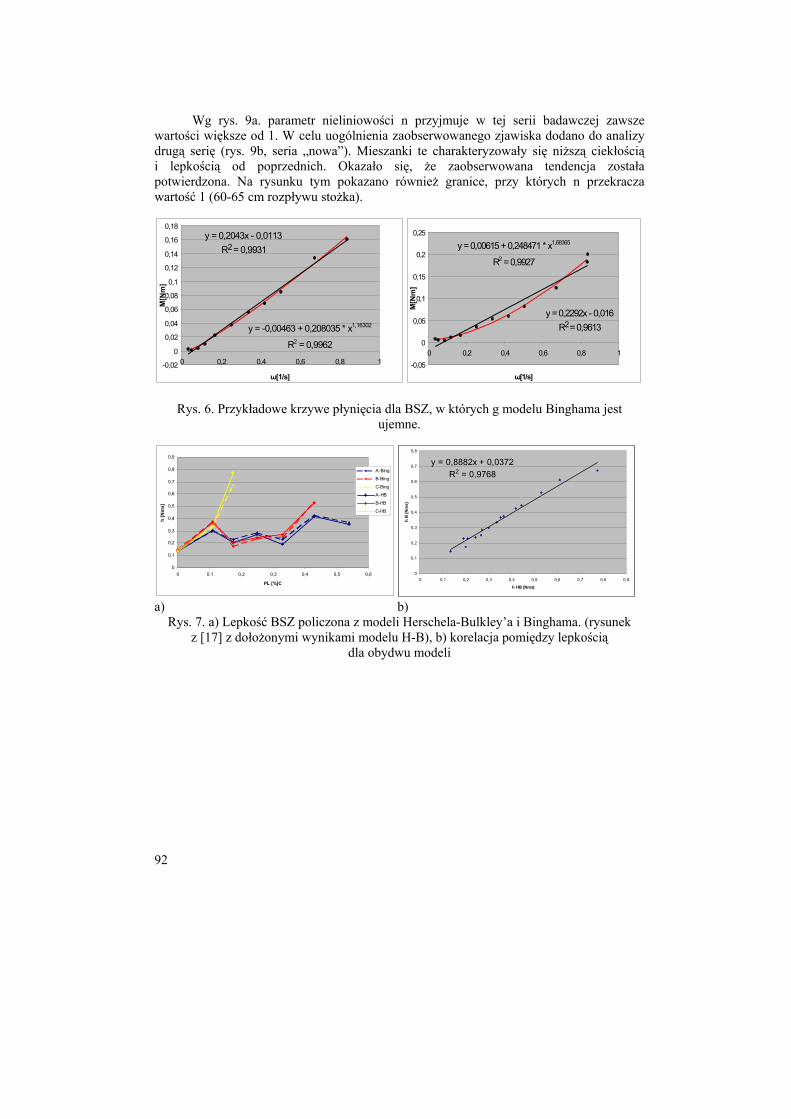
92
Wg rys. 9a. parametr nieliniowości n przyjmuje w tej serii badawczej zawsze wartości większe od 1. W celu uogólnienia zaobserwowanego zjawiska dodano do analizy drugą serię (rys. 9b, seria „nowa”). Mieszanki te charakteryzowały się niższą ciekłością i lepkością od poprzednich. Okazało się, że zaobserwowana tendencja została potwierdzona. Na rysunku tym pokazano również granice, przy których n przekracza wartość 1 (60-65 cm rozpływu stożka).
y = 0,2043x - 0,0113R2 = 0,9931
-0,02
0
0,02
0,04
0,06
0,08
0,1
0,12
0,14
0,16
0,18
0 0,2 0,4 0,6 0,8 1
ω[1/s]
M[N
m]
y = -0,00463 + 0,208035 * x1,16302
R2 = 0,9962
y = 0,2292x - 0,016R2 = 0,9613
-0,05
0
0,05
0,1
0,15
0,2
0,25
0 0,2 0,4 0,6 0,8 1
ω[1/s]
M[N
m]
y = 0,00615 + 0,248471 * x1,68365
R2 = 0,9927
Rys. 6. Przykładowe krzywe płynięcia dla BSZ, w których g modelu Binghama jest ujemne.
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
0 0,1 0,2 0,3 0,4 0,5 0,6
PL [%]C
h [N
ms]
A-Bing
B-Bing
C-Bing
A-HB
B-HB
C-HB
y = 0,8882x + 0,0372R2 = 0,9768
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9
h HB [Nms]
h B
[Nm
s]
a) b)
Rys. 7. a) Lepkość BSZ policzona z modeli Herschela-Bulkley’a i Binghama. (rysunek z [17] z dołożonymi wynikami modelu H-B), b) korelacja pomiędzy lepkością
dla obydwu modeli
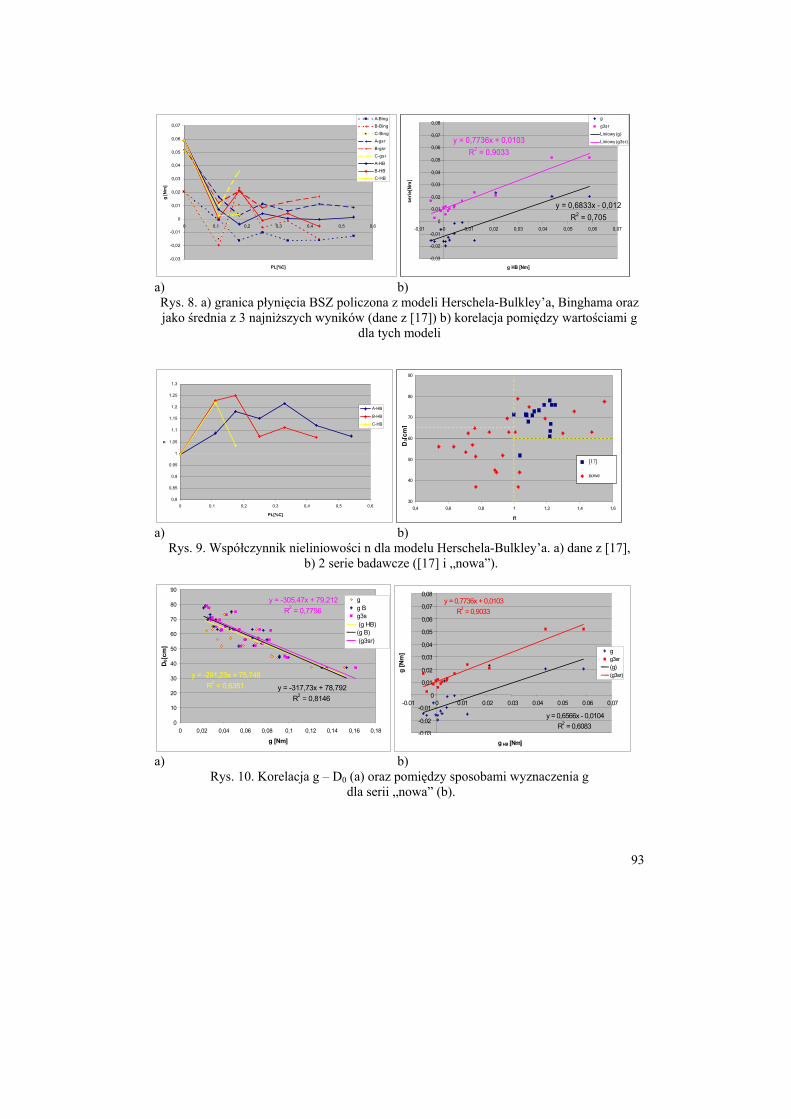
93
-0,03
-0,02
-0,01
0
0,01
0,02
0,03
0,04
0,05
0,06
0,07
0 0,1 0,2 0,3 0,4 0,5 0,6
PL[%C]
g [N
m]
A-BingB-Bing
C-BingA-gsr
B-gsrC-gsr
A-HBB-HBC-HB
y = 0,6833x - 0,012R2 = 0,705
y = 0,7736x + 0,0103R2 = 0,9033
-0,03
-0,02
-0,01
0
0,01
0,02
0,03
0,04
0,05
0,06
0,07
0,08
-0,01 0 0,01 0,02 0,03 0,04 0,05 0,06 0,07
g HB [Nm]
serie
[Nm
]
g
g3sr
Liniowy (g)Liniowy (g3sr)
a) b) Rys. 8. a) granica płynięcia BSZ policzona z modeli Herschela-Bulkley’a, Binghama oraz jako średnia z 3 najniższych wyników (dane z [17]) b) korelacja pomiędzy wartościami g
dla tych modeli
0,8
0,85
0,9
0,95
1
1,05
1,1
1,15
1,2
1,25
1,3
0 0,1 0,2 0,3 0,4 0,5 0,6
PL[%C]
n
A-HB
B-HB
C-HB
30
40
50
60
70
80
90
0,4 0,6 0,8 1 1,2 1,4 1,6
n
D0[
cm]
[17]
nowe
a) b)
Rys. 9. Współczynnik nieliniowości n dla modelu Herschela-Bulkley’a. a) dane z [17], b) 2 serie badawcze ([17] i „nowa”).
y = -291,23x + 75,748R2 = 0,6351 y = -317,73x + 78,792
R2 = 0,8146
y = -305,47x + 79,212R2 = 0,7796
0
10
20
30
40
50
60
70
80
90
0 0,02 0,04 0,06 0,08 0,1 0,12 0,14 0,16 0,18
g [Nm]
D0[
cm]
gg Bg3s (g HB)(g B) (g3sr)
y = 0,6566x - 0,0104R2 = 0,6083
y = 0,7736x + 0,0103R2 = 0,9033
-0,03
-0,02
-0,01
0
0,01
0,02
0,03
0,04
0,05
0,06
0,07
0,08
-0,01 0 0,01 0,02 0,03 0,04 0,05 0,06 0,07
g HB [Nm]
g [N
m] g
g3sr(g)(g3sr)
a) b)
Rys. 10. Korelacja g – D0 (a) oraz pomiędzy sposobami wyznaczenia g dla serii „nowa” (b).
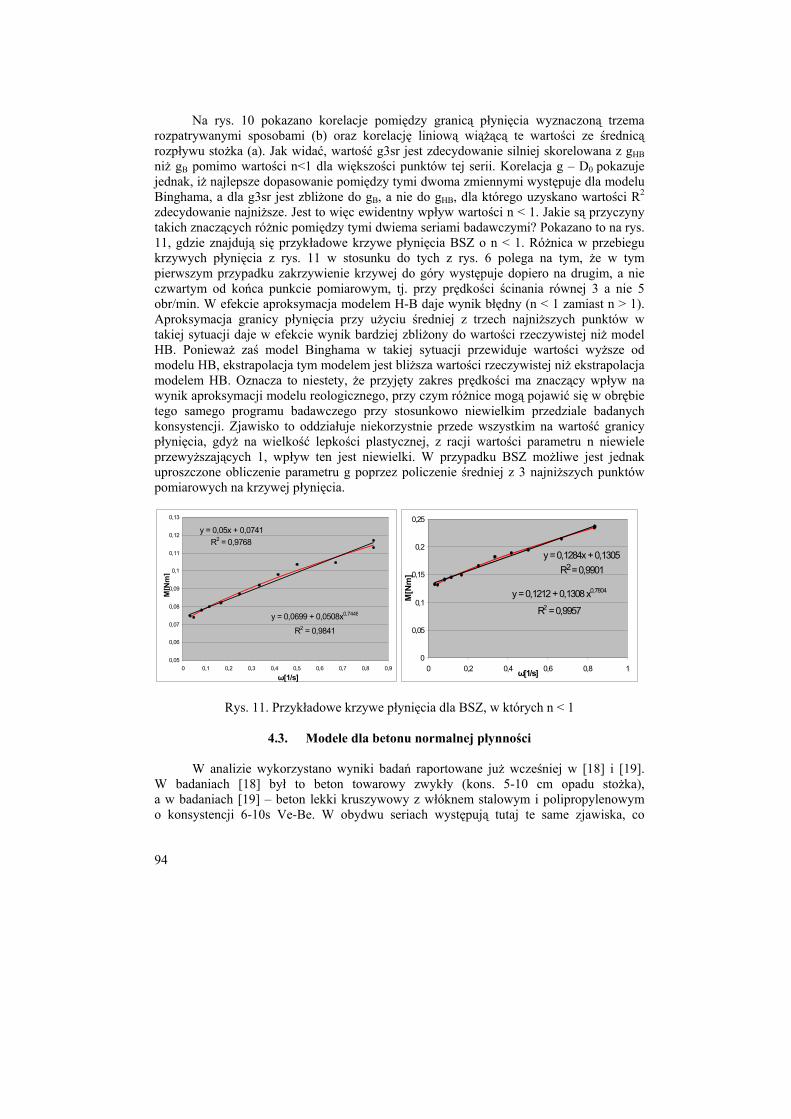
94
Na rys. 10 pokazano korelacje pomiędzy granicą płynięcia wyznaczoną trzema rozpatrywanymi sposobami (b) oraz korelację liniową wiążącą te wartości ze średnicą rozpływu stożka (a). Jak widać, wartość g3sr jest zdecydowanie silniej skorelowana z gHB niż gB pomimo wartości n<1 dla większości punktów tej serii. Korelacja g – D0 pokazuje jednak, iż najlepsze dopasowanie pomiędzy tymi dwoma zmiennymi występuje dla modelu Binghama, a dla g3sr jest zbliżone do gB, a nie do gHB, dla którego uzyskano wartości R2 zdecydowanie najniższe. Jest to więc ewidentny wpływ wartości n < 1. Jakie są przyczyny takich znaczących różnic pomiędzy tymi dwiema seriami badawczymi? Pokazano to na rys. 11, gdzie znajdują się przykładowe krzywe płynięcia BSZ o n < 1. Różnica w przebiegu krzywych płynięcia z rys. 11 w stosunku do tych z rys. 6 polega na tym, że w tym pierwszym przypadku zakrzywienie krzywej do góry występuje dopiero na drugim, a nie czwartym od końca punkcie pomiarowym, tj. przy prędkości ścinania równej 3 a nie 5 obr/min. W efekcie aproksymacja modelem H-B daje wynik błędny (n < 1 zamiast n > 1). Aproksymacja granicy płynięcia przy użyciu średniej z trzech najniższych punktów w takiej sytuacji daje w efekcie wynik bardziej zbliżony do wartości rzeczywistej niż model HB. Ponieważ zaś model Binghama w takiej sytuacji przewiduje wartości wyższe od modelu HB, ekstrapolacja tym modelem jest bliższa wartości rzeczywistej niż ekstrapolacja modelem HB. Oznacza to niestety, że przyjęty zakres prędkości ma znaczący wpływ na wynik aproksymacji modelu reologicznego, przy czym różnice mogą pojawić się w obrębie tego samego programu badawczego przy stosunkowo niewielkim przedziale badanych konsystencji. Zjawisko to oddziałuje niekorzystnie przede wszystkim na wartość granicy płynięcia, gdyż na wielkość lepkości plastycznej, z racji wartości parametru n niewiele przewyższających 1, wpływ ten jest niewielki. W przypadku BSZ możliwe jest jednak uproszczone obliczenie parametru g poprzez policzenie średniej z 3 najniższych punktów pomiarowych na krzywej płynięcia.
y = 0,05x + 0,0741R2 = 0,9768
0,05
0,06
0,07
0,08
0,09
0,1
0,11
0,12
0,13
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9
ω[1/s]
M[N
m]
y = 0,0699 + 0,0508x0,7448
R2 = 0,9841
y = 0,1284x + 0,1305R2 = 0,9901
0
0,05
0,1
0,15
0,2
0,25
0 0,2 0,4 0,6 0,8 1ω[1/s]
M[N
m]
y = 0,1212 + 0,1308 x0,7804
R2 = 0,9957
Rys. 11. Przykładowe krzywe płynięcia dla BSZ, w których n < 1
4.3. Modele dla betonu normalnej płynności
W analizie wykorzystano wyniki badań raportowane już wcześniej w [18] i [19]. W badaniach [18] był to beton towarowy zwykły (kons. 5-10 cm opadu stożka), a w badaniach [19] – beton lekki kruszywowy z włóknem stalowym i polipropylenowym o konsystencji 6-10s Ve-Be. W obydwu seriach występują tutaj te same zjawiska, co
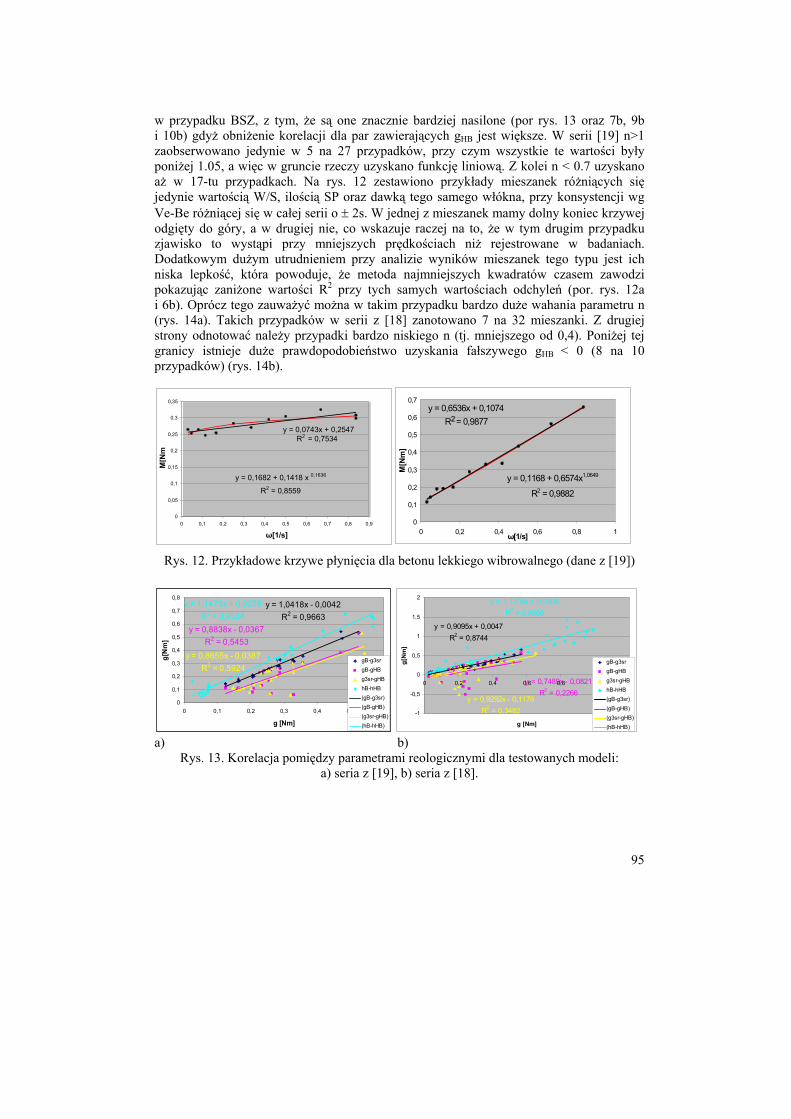
95
w przypadku BSZ, z tym, że są one znacznie bardziej nasilone (por rys. 13 oraz 7b, 9b i 10b) gdyż obniżenie korelacji dla par zawierających gHB jest większe. W serii [19] n>1 zaobserwowano jedynie w 5 na 27 przypadków, przy czym wszystkie te wartości były poniżej 1.05, a więc w gruncie rzeczy uzyskano funkcję liniową. Z kolei n < 0.7 uzyskano aż w 17-tu przypadkach. Na rys. 12 zestawiono przykłady mieszanek różniących się jedynie wartością W/S, ilością SP oraz dawką tego samego włókna, przy konsystencji wg Ve-Be różniącej się w całej serii o ± 2s. W jednej z mieszanek mamy dolny koniec krzywej odgięty do góry, a w drugiej nie, co wskazuje raczej na to, że w tym drugim przypadku zjawisko to wystąpi przy mniejszych prędkościach niż rejestrowane w badaniach. Dodatkowym dużym utrudnieniem przy analizie wyników mieszanek tego typu jest ich niska lepkość, która powoduje, że metoda najmniejszych kwadratów czasem zawodzi pokazując zaniżone wartości R2 przy tych samych wartościach odchyleń (por. rys. 12a i 6b). Oprócz tego zauważyć można w takim przypadku bardzo duże wahania parametru n (rys. 14a). Takich przypadków w serii z [18] zanotowano 7 na 32 mieszanki. Z drugiej strony odnotować należy przypadki bardzo niskiego n (tj. mniejszego od 0,4). Poniżej tej granicy istnieje duże prawdopodobieństwo uzyskania fałszywego gHB
< 0 (8 na 10 przypadków) (rys. 14b).
y = 0,0743x + 0,2547R2 = 0,7534
0
0,05
0,1
0,15
0,2
0,25
0,3
0,35
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9
ω[1/s]
M[N
m
y = 0,1682 + 0,1418 x 0,1636
R2 = 0,8559
y = 0,6536x + 0,1074R2 = 0,9877
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0 0,2 0,4 0,6 0,8 1ω[1/s]
M[N
m]
y = 0,1168 + 0,6574x1,0649
R2 = 0,9882
Rys. 12. Przykładowe krzywe płynięcia dla betonu lekkiego wibrowalnego (dane z [19])
y = 1,0418x - 0,0042R2 = 0,9663
y = 0,8838x - 0,0367R2 = 0,5453
y = 0,8655x - 0,0387R2 = 0,5924
y = 1,1479x + 0,0278R2 = 0,9534
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0 0,1 0,2 0,3 0,4 0,5 0,6
g [Nm]
g[N
m]
gB-g3srgB-gHBg3sr-gHBhB-hHB(gB-g3sr)(gB-gHB)(g3sr-gHB)(hB-hHB)
y = 0,9095x + 0,0047R2 = 0,8744
y = 0,7489x - 0,0821R2 = 0,2266
y = 0,9292x - 0,1176R2 = 0,3482
y = 1,1708x + 0,0305R2 = 0,8806
-1
-0,5
0
0,5
1
1,5
2
0 0,2 0,4 0,6 0,8 1 1,2
g [Nm]
g[N
m]
gB-g3srgB-gHBg3sr-gHBhB-hHB(gB-g3sr)(gB-gHB)(g3sr-gHB)(hB-hHB)
a) b) Rys. 13. Korelacja pomiędzy parametrami reologicznymi dla testowanych modeli:
a) seria z [19], b) seria z [18].
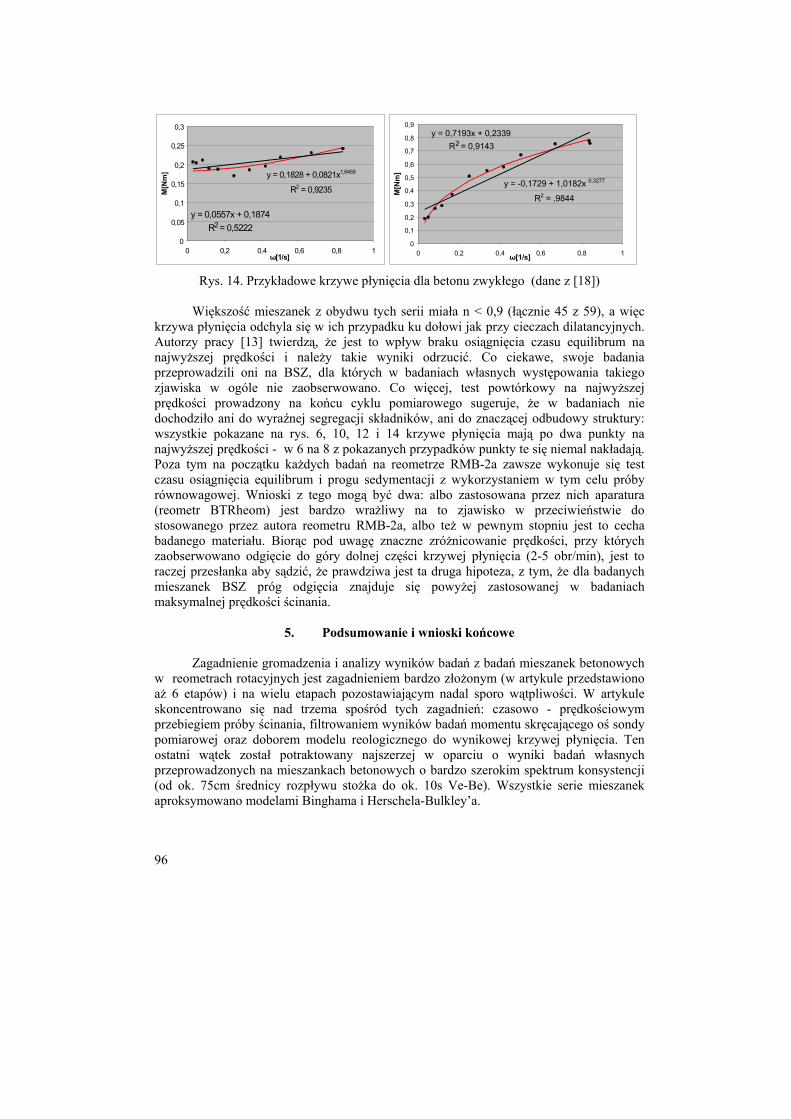
96
y = 0,0557x + 0,1874R2 = 0,5222
0
0,05
0,1
0,15
0,2
0,25
0,3
0 0,2 0,4 0,6 0,8 1ω[1/s]
M[N
m] y = 0,1828 + 0,0821x1,6459
R2 = 0,9235
y = 0,7193x + 0,2339R2 = 0,9143
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
0 0,2 0,4 0,6 0,8 1ω[1/s]
M[N
m]
y = -0,1729 + 1,0182x 0,3277
R2 = ,9844
Rys. 14. Przykładowe krzywe płynięcia dla betonu zwykłego (dane z [18])
Większość mieszanek z obydwu tych serii miała n < 0,9 (łącznie 45 z 59), a więc krzywa płynięcia odchyla się w ich przypadku ku dołowi jak przy cieczach dilatancyjnych. Autorzy pracy [13] twierdzą, że jest to wpływ braku osiągnięcia czasu equilibrum na najwyższej prędkości i należy takie wyniki odrzucić. Co ciekawe, swoje badania przeprowadzili oni na BSZ, dla których w badaniach własnych występowania takiego zjawiska w ogóle nie zaobserwowano. Co więcej, test powtórkowy na najwyższej prędkości prowadzony na końcu cyklu pomiarowego sugeruje, że w badaniach nie dochodziło ani do wyraźnej segregacji składników, ani do znaczącej odbudowy struktury: wszystkie pokazane na rys. 6, 10, 12 i 14 krzywe płynięcia mają po dwa punkty na najwyższej prędkości - w 6 na 8 z pokazanych przypadków punkty te się niemal nakładają. Poza tym na początku każdych badań na reometrze RMB-2a zawsze wykonuje się test czasu osiągnięcia equilibrum i progu sedymentacji z wykorzystaniem w tym celu próby równowagowej. Wnioski z tego mogą być dwa: albo zastosowana przez nich aparatura (reometr BTRheom) jest bardzo wrażliwy na to zjawisko w przeciwieństwie do stosowanego przez autora reometru RMB-2a, albo też w pewnym stopniu jest to cecha badanego materiału. Biorąc pod uwagę znaczne zróżnicowanie prędkości, przy których zaobserwowano odgięcie do góry dolnej części krzywej płynięcia (2-5 obr/min), jest to raczej przesłanka aby sądzić, że prawdziwa jest ta druga hipoteza, z tym, że dla badanych mieszanek BSZ próg odgięcia znajduje się powyżej zastosowanej w badaniach maksymalnej prędkości ścinania.
5. Podsumowanie i wnioski końcowe
Zagadnienie gromadzenia i analizy wyników badań z badań mieszanek betonowych w reometrach rotacyjnych jest zagadnieniem bardzo złożonym (w artykule przedstawiono aż 6 etapów) i na wielu etapach pozostawiającym nadal sporo wątpliwości. W artykule skoncentrowano się nad trzema spośród tych zagadnień: czasowo - prędkościowym przebiegiem próby ścinania, filtrowaniem wyników badań momentu skręcającego oś sondy pomiarowej oraz doborem modelu reologicznego do wynikowej krzywej płynięcia. Ten ostatni wątek został potraktowany najszerzej w oparciu o wyniki badań własnych przeprowadzonych na mieszankach betonowych o bardzo szerokim spektrum konsystencji (od ok. 75cm średnicy rozpływu stożka do ok. 10s Ve-Be). Wszystkie serie mieszanek aproksymowano modelami Binghama i Herschela-Bulkley’a.
97
Przedstawiona analiza tych wyników badań pozwala na sformułowanie następujących wniosków natury ogólnej: 1) Istnieją przesłanki aby twierdzić, iż wszystkie badane mieszanki podlegają
nieliniowemu prawu płynięcia. Niewiadomą stanowi tylko zakres odchyleń od linii prostej na obydwu końcach badanego przedziału prędkości kątowych. Tym niemniej, aby te przesłanki można było uznać za w pełni dowiedzione, wymagane jest przeprowadzenie dalszych badań w tym zakresie.
2) We wszystkich opisywanych przypadkach model Herschela-Bulkley’a (H-B) okazał się mieć wyższy wskaźnik ścisłości dopasowania niż model Binghama. Jednakże aproksymacja tym modelem dała bardzo dobre rezultaty jedynie w przypadku betonów samozagęszczalnych o D0 > 60 cm. Dla takich mieszanek model ten można uznać za optymalny.
3) Czym mieszanki miały niższą ciekłość, tym model H-B dawał więcej błędnych wyników pomimo wyższych współczynników dopasowania niż model Binghama. Przez błędny wynik rozumie się tutaj albo wartości parametru n bardzo silnie różniące się od 1 albo ujemne wartości granicy płynięcia g. Model Binghama z kolei dawał wartości błędne (ujemne g) dla mieszanek najbardziej płynnych.
4) W przypadku pominięcia mieszanek, dla których jeden z testowanych modeli dał wynik błędny, lepkości wyznaczone przez obydwa modele są bardzo zbliżone i silnie ze sobą skorelowane. Istnieje więc w takim przypadku możliwość szacowania lepkości modelu H-B przy użyciu prostszego, liniowego modelu Binghama.
5) We wszystkich przypadkach uzyskano wysoką korelację pomiędzy granicą płynięcia wyznaczoną jako średnia z 3 najniższych punktów na krzywej płynięcia a granicą płynięcia wyznaczoną z modelu uznanego za optymalny (dla BSZ – modelu HB, a dla betonów zwykłych – Binghama). Na tej podstawie można więc stwierdzić, że istnieje możliwość wyznaczenia w ten sposób granicy płynięcia bez precyzowania konkretnego modelu reologicznego. Ze względu jednak na to, że w badaniach nie stwierdzono, aby odchylenie krzywej ku górze przy najniższych prędkościach następowało przy prędkościach większych od 5 obr/min, wartość tę należy uznać jako górną graniczną dla wyboru punktów do tego oszacowania.
LITERATURA [1] Tattersall G.H., Banfill P.F.G.: The Rheology of Fresh Concrete. Pittmann, 1983. [2] Comparison of concrete rheometers: International tests at MB (Cleveland OH, USA)
in May, 2003, NIST Report no. 7154 (2004) [3] Gołaszewski J.: Wpływ superplastyfikatorów na właściwości reologiczne
mieszanek na spoiwach cementowych w układzie zmiennych czynników technologicznych. Zeszyty Naukowe Politechniki Śląskiej, Gliwice 2006.
[4] Lenart M.: Reologiczny model zaczynów cementowych modyfikowanych domieszkami. Dysertacja doktorska, Kraków 1999.
[5] Wallevik O.H., Gjorv O.E.: Development of a Coaxial Cylinders Viscometer for Fresh Concrete. RILEM Proc.10: "Properties of Fresh Concrete", Chapman & Hall, London 1990, pp. 213-224.
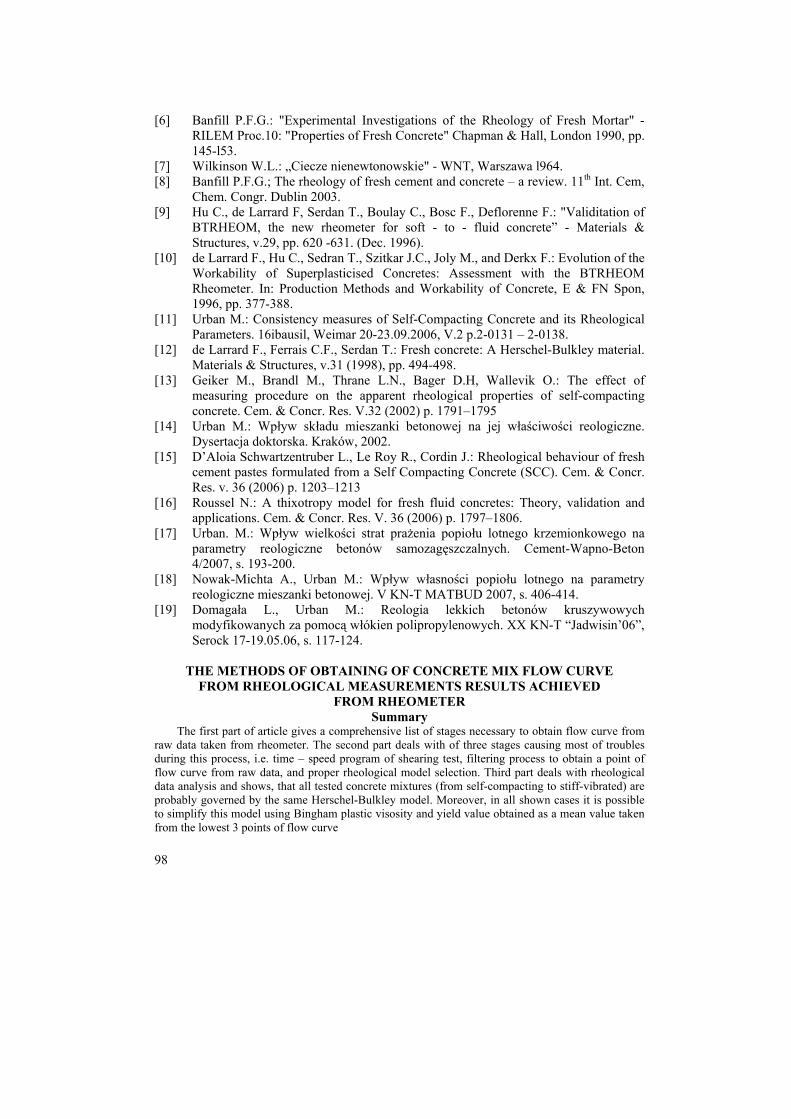
98
[6] Banfill P.F.G.: "Experimental Investigations of the Rheology of Fresh Mortar" - RILEM Proc.10: "Properties of Fresh Concrete" Chapman & Hall, London 1990, pp. 145-l53.
[7] Wilkinson W.L.: „Ciecze nienewtonowskie" - WNT, Warszawa l964. [8] Banfill P.F.G.; The rheology of fresh cement and concrete – a review. 11th Int. Cem,
Chem. Congr. Dublin 2003. [9] Hu C., de Larrard F, Serdan T., Boulay C., Bosc F., Deflorenne F.: "Validitation of
BTRHEOM, the new rheometer for soft - to - fluid concrete” - Materials & Structures, v.29, pp. 620 -631. (Dec. 1996).
[10] de Larrard F., Hu C., Sedran T., Szitkar J.C., Joly M., and Derkx F.: Evolution of the Workability of Superplasticised Concretes: Assessment with the BTRHEOM Rheometer. In: Production Methods and Workability of Concrete, E & FN Spon, 1996, pp. 377-388.
[11] Urban M.: Consistency measures of Self-Compacting Concrete and its Rheological Parameters. 16ibausil, Weimar 20-23.09.2006, V.2 p.2-0131 – 2-0138.
[12] de Larrard F., Ferrais C.F., Serdan T.: Fresh concrete: A Herschel-Bulkley material. Materials & Structures, v.31 (1998), pp. 494-498.
[13] Geiker M., Brandl M., Thrane L.N., Bager D.H, Wallevik O.: The effect of measuring procedure on the apparent rheological properties of self-compacting concrete. Cem. & Concr. Res. V.32 (2002) p. 1791–1795
[14] Urban M.: Wpływ składu mieszanki betonowej na jej właściwości reologiczne. Dysertacja doktorska. Kraków, 2002.
[15] D’Aloia Schwartzentruber L., Le Roy R., Cordin J.: Rheological behaviour of fresh cement pastes formulated from a Self Compacting Concrete (SCC). Cem. & Concr. Res. v. 36 (2006) p. 1203–1213
[16] Roussel N.: A thixotropy model for fresh fluid concretes: Theory, validation and applications. Cem. & Concr. Res. V. 36 (2006) p. 1797–1806.
[17] Urban. M.: Wpływ wielkości strat prażenia popiołu lotnego krzemionkowego na parametry reologiczne betonów samozagęszczalnych. Cement-Wapno-Beton 4/2007, s. 193-200.
[18] Nowak-Michta A., Urban M.: Wpływ własności popiołu lotnego na parametry reologiczne mieszanki betonowej. V KN-T MATBUD 2007, s. 406-414.
[19] Domagała L., Urban M.: Reologia lekkich betonów kruszywowych modyfikowanych za pomocą włókien polipropylenowych. XX KN-T “Jadwisin’06”, Serock 17-19.05.06, s. 117-124.
THE METHODS OF OBTAINING OF CONCRETE MIX FLOW CURVE
FROM RHEOLOGICAL MEASUREMENTS RESULTS ACHIEVED FROM RHEOMETER
Summary The first part of article gives a comprehensive list of stages necessary to obtain flow curve from
raw data taken from rheometer. The second part deals with of three stages causing most of troubles during this process, i.e. time – speed program of shearing test, filtering process to obtain a point of flow curve from raw data, and proper rheological model selection. Third part deals with rheological data analysis and shows, that all tested concrete mixtures (from self-compacting to stiff-vibrated) are probably governed by the same Herschel-Bulkley model. Moreover, in all shown cases it is possible to simplify this model using Bingham plastic visosity and yield value obtained as a mean value taken from the lowest 3 points of flow curve

99
X SYMPOZJUM NAUKOWO-TECHNICZNE REOLOGIA W TECHNOLOGII BETONU
Gliwice 2008
Lucyna DOMAGAŁA1
WPŁYW TECHNOLOGII WYKONYWANIA NA WŁAŚCIWOŚCI KONSTRUKCYJNYCH BETONÓW LEKKICH
1. WSTĘP
Wpływ technologii wykonywania lekkich betonów konstrukcyjnych na kształtowanie ich właściwości, zarówno w stadium mieszanki betonowej jak i materiału dojrzałego, okazuje się być dużo silniejszy niż w przypadku betonów o normalnej gęstości i w większym stopniu zależy od przyjętych parametrów materiałowych. U podstaw zrozumienia istoty tego wpływu leży całkowicie odmienna struktura kruszyw porowatych w porównaniu z kruszywami skalnymi stosowanymi do betonów zwykłych. Za najważniejsze parametry, charakteryzujące strukturę porowatości kruszyw lekkich, które decydują o wpływie technologii realizacji na kształtowanie parametrów betonu, należy uznać nasiąkliwość i gęstość pozorną kruszywa. Z uwagi jednak na istotnie różne materiały stosowane do produkcji kruszyw sztucznych oraz różne technologie ich produkcji, parametry te kształtują się w bardzo szerokim zakresie: nasiąkliwość od 2 do 40 %, gęstość objętościowa od 300 do 2000 kg/m3. W rezultacie wpływ technologii wykonania na kształtowanie parametrów betonów lekkich, nie tylko pod względem ilościowym, ale i jakościowym, będzie również bardzo zróżnicowany.
2. ROLA ABSORBCYJNOŚCI KRUSZYW LEKKICH
W KSZTAŁTOWANIU WŁAŚCIWOŚCI BETONÓW
W praktyce wpływ absorpcyjności kruszyw porowatych rozważany jest wyłącznie w aspekcie wykonawstwa betonu, a konkretnie potencjalnego spadku jego urabialności. Tymczasem istnieją przesłanki wskazujące na fakt, iż absorpcyjność kruszyw porowatych jest zjawiskiem, które modyfikując strukturę samego kruszywa jak i matrycy w strefie stykowej, również w istotny sposób wpływa na właściwości betonu, zarówno mechaniczne jak i fizyczne, a w szczególności jego trwałość.
W ogólnym przypadku porowate kruszywo w mieszance betonowej wykazuje zdolność do absorpcji zarówno wody jak i zaczynu. Absorpcja wody z jednej strony może 1 Dr inż., Politechnika Krakowska
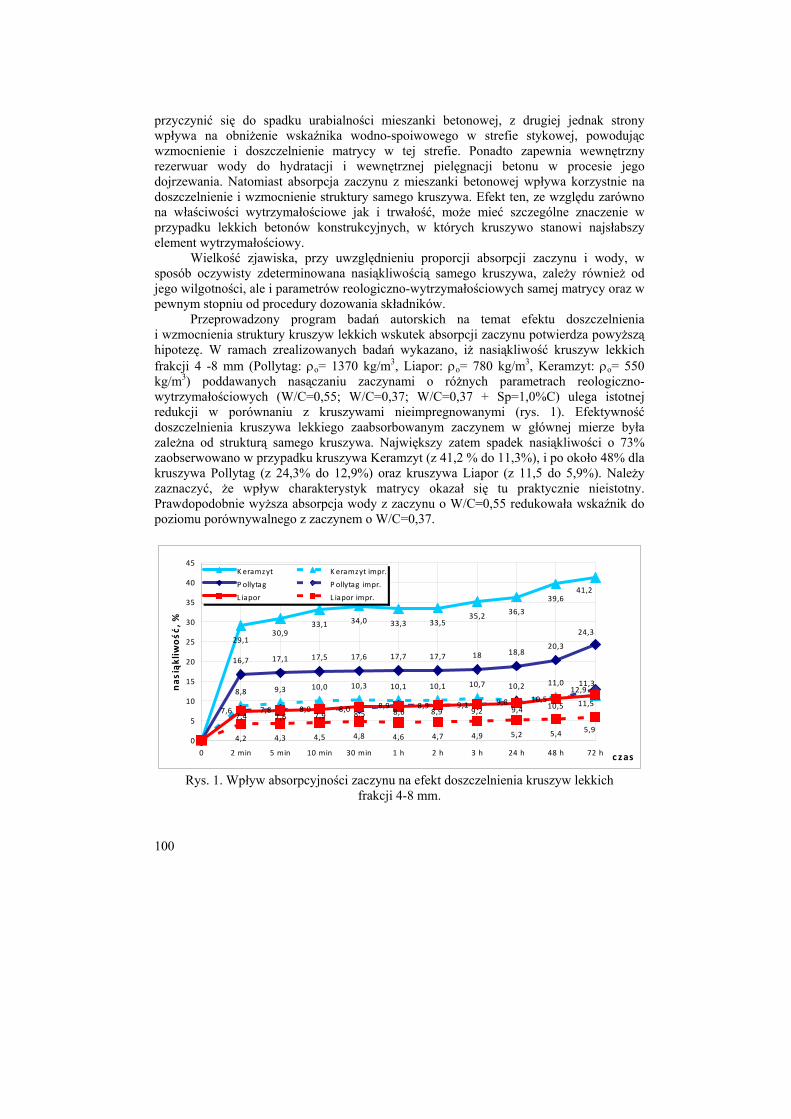
100
przyczynić się do spadku urabialności mieszanki betonowej, z drugiej jednak strony wpływa na obniżenie wskaźnika wodno-spoiwowego w strefie stykowej, powodując wzmocnienie i doszczelnienie matrycy w tej strefie. Ponadto zapewnia wewnętrzny rezerwuar wody do hydratacji i wewnętrznej pielęgnacji betonu w procesie jego dojrzewania. Natomiast absorpcja zaczynu z mieszanki betonowej wpływa korzystnie na doszczelnienie i wzmocnienie struktury samego kruszywa. Efekt ten, ze względu zarówno na właściwości wytrzymałościowe jak i trwałość, może mieć szczególne znaczenie w przypadku lekkich betonów konstrukcyjnych, w których kruszywo stanowi najsłabszy element wytrzymałościowy.
Wielkość zjawiska, przy uwzględnieniu proporcji absorpcji zaczynu i wody, w sposób oczywisty zdeterminowana nasiąkliwością samego kruszywa, zależy również od jego wilgotności, ale i parametrów reologiczno-wytrzymałościowych samej matrycy oraz w pewnym stopniu od procedury dozowania składników.
Przeprowadzony program badań autorskich na temat efektu doszczelnienia i wzmocnienia struktury kruszyw lekkich wskutek absorpcji zaczynu potwierdza powyższą hipotezę. W ramach zrealizowanych badań wykazano, iż nasiąkliwość kruszyw lekkich frakcji 4 -8 mm (Pollytag: ρo= 1370 kg/m3, Liapor: ρo= 780 kg/m3, Keramzyt: ρo= 550 kg/m3) poddawanych nasączaniu zaczynami o różnych parametrach reologiczno-wytrzymałościowych (W/C=0,55; W/C=0,37; W/C=0,37 + Sp=1,0%C) ulega istotnej redukcji w porównaniu z kruszywami nieimpregnowanymi (rys. 1). Efektywność doszczelnienia kruszywa lekkiego zaabsorbowanym zaczynem w głównej mierze była zależna od strukturą samego kruszywa. Największy zatem spadek nasiąkliwości o 73% zaobserwowano w przypadku kruszywa Keramzyt (z 41,2 % do 11,3%), i po około 48% dla kruszywa Pollytag (z 24,3% do 12,9%) oraz kruszywa Liapor (z 11,5 do 5,9%). Należy zaznaczyć, że wpływ charakterystyk matrycy okazał się tu praktycznie nieistotny. Prawdopodobnie wyższa absorpcja wody z zaczynu o W/C=0,55 redukowała wskaźnik do poziomu porównywalnego z zaczynem o W/C=0,37.
29,130,9
33,1 34,0 33,3 33,535,2 36,3
39,6
8,8 9,3 10,0 10,3 10,1 10,1 10,7 10,2 11,0
16,7 17,1 17,5 17,6 17,7 17,7 18 18,820,3
7,6 7,8 8,0 8,0 8,9 8,9 9,1 9,8 10,512,9
4,2 4,3 4,5 4,8 4,6 4,7 4,9 5,2 5,4
41,2
11,3
24,3
7,9 8,5 8,6 8,9 9,2 9,4 10,5 11,5
7,67,4
5,90
5
10
15
20
25
30
35
40
45
0 2 min 5 min 10 min 30 min 1 h 2 h 3 h 24 h 48 h 72 h c zas
nas
iąkliw
ość
, %
K eramzyt K eramzyt impr.
P ollytag P ollytag impr.
L iapor L iapor impr.
Rys. 1. Wpływ absorpcyjności zaczynu na efekt doszczelnienia kruszyw lekkich
frakcji 4-8 mm.
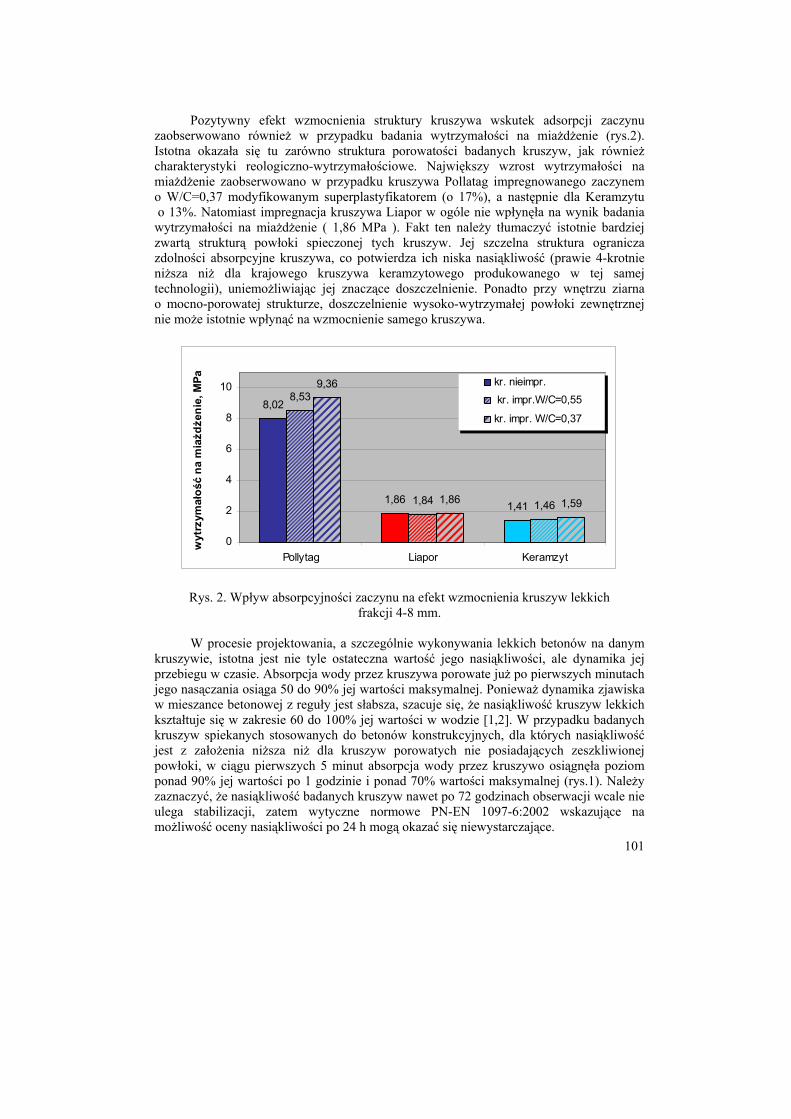
101
Pozytywny efekt wzmocnienia struktury kruszywa wskutek adsorpcji zaczynu zaobserwowano również w przypadku badania wytrzymałości na miażdżenie (rys.2). Istotna okazała się tu zarówno struktura porowatości badanych kruszyw, jak również charakterystyki reologiczno-wytrzymałościowe. Największy wzrost wytrzymałości na miażdżenie zaobserwowano w przypadku kruszywa Pollatag impregnowanego zaczynem o W/C=0,37 modyfikowanym superplastyfikatorem (o 17%), a następnie dla Keramzytu o 13%. Natomiast impregnacja kruszywa Liapor w ogóle nie wpłynęła na wynik badania wytrzymałości na miażdżenie ( 1,86 MPa ). Fakt ten należy tłumaczyć istotnie bardziej zwartą strukturą powłoki spieczonej tych kruszyw. Jej szczelna struktura ogranicza zdolności absorpcyjne kruszywa, co potwierdza ich niska nasiąkliwość (prawie 4-krotnie niższa niż dla krajowego kruszywa keramzytowego produkowanego w tej samej technologii), uniemożliwiając jej znaczące doszczelnienie. Ponadto przy wnętrzu ziarna o mocno-porowatej strukturze, doszczelnienie wysoko-wytrzymałej powłoki zewnętrznej nie może istotnie wpłynąć na wzmocnienie samego kruszywa.
8,02
1,84 1,46
9,36
1,86 1,591,86 1,41
8,53
0
2
4
6
8
10
Pollytag Liapor Keramzyt
wyt
rzym
ałoś
ć na
miażd
żeni
e, M
Pa kr. nieimpr. kr. impr.W/C=0,55
kr. impr. W/C=0,37
Rys. 2. Wpływ absorpcyjności zaczynu na efekt wzmocnienia kruszyw lekkich frakcji 4-8 mm.
W procesie projektowania, a szczególnie wykonywania lekkich betonów na danym
kruszywie, istotna jest nie tyle ostateczna wartość jego nasiąkliwości, ale dynamika jej przebiegu w czasie. Absorpcja wody przez kruszywa porowate już po pierwszych minutach jego nasączania osiąga 50 do 90% jej wartości maksymalnej. Ponieważ dynamika zjawiska w mieszance betonowej z reguły jest słabsza, szacuje się, że nasiąkliwość kruszyw lekkich kształtuje się w zakresie 60 do 100% jej wartości w wodzie [1,2]. W przypadku badanych kruszyw spiekanych stosowanych do betonów konstrukcyjnych, dla których nasiąkliwość jest z założenia niższa niż dla kruszyw porowatych nie posiadających zeszkliwionej powłoki, w ciągu pierwszych 5 minut absorpcja wody przez kruszywo osiągnęła poziom ponad 90% jej wartości po 1 godzinie i ponad 70% wartości maksymalnej (rys.1). Należy zaznaczyć, że nasiąkliwość badanych kruszyw nawet po 72 godzinach obserwacji wcale nie ulega stabilizacji, zatem wytyczne normowe PN-EN 1097-6:2002 wskazujące na możliwość oceny nasiąkliwości po 24 h mogą okazać się niewystarczające.
102
Dla danego rodzaju kruszywa porowatego utrata urabialności oraz efekt doszczelnienia struktury kruszywa, w aspekcie jej wzmocnienia i ograniczenia nasiąkliwości w betonie, uzależnione będą również od początkowej wilgotności kruszywa. W badaniach własnych wykazano, że zastosowanie kruszywa wstępnie nawilżonego w stanie powietrzno-suchym (Pollytag o wilgotności 17%) znacząco ograniczyło zarówno redukcję jego nasiąkliwości po impregnacji zaczynem (o 30%) jak i wzrost wytrzymałości na miażdżenie (o 10%). Z badań przeprowadzonych w innych ośrodkach badawczych [3] na temat wpływu stanów wilgotności na przebieg nasiąkliwości kruszyw porowatych wynika natomiast, iż wstępne nawilżanie kruszyw ze spiekanych glin pęczniejących (Liapor, Leca, Arlita) bezpośrednio przed ich zastosowaniem (a zatem do niestabilnego stanu powierzchniowo-wilgotnego) w istotnie większym stopniu redukuje ich zdolności absorpcyjne w porównaniu z wstępnym nawilżeniem realizowanym odpowiednio wcześniej dla zapewnienia stabilnego stanu powierzchniowo-suchego kruszywa. Tendencji takich nie zaobserwowano natomiast w przypadku kruszyw popiołoporytowych (Lytag), dla których nasiąkliwość zdeterminowana była wyłącznie poziomem wilgotności kruszywa, a nie jej stanem. Fakt ten należy prawdopodobnie tłumaczyć nieporównywalnie wyższą nasiąkliwością kruszywa Lytag (ca 3-krotnie) w porównaniu z badanymi kruszywami ze spiekanych glin pęczniejących. Wziąwszy jednak pod uwagę charakterystyki krajowych kruszyw ze spiekanych glin pęczniejących, o nasiąkliwościach znacznie wyższych niż Lytag (rys.1), należy przypuszczać, iż również w tym przypadku stan wilgotności będzie nieistotny.
3. TECHNOLOGIE WYKONYWANIA KONSTRUKCYJNYCH BETONÓW
LEKKICH
Elementem kluczowym procesu produkcyjnego konstrukcyjnych betonów lekkich jest odpowiednia, dostosowana do charakterystyk kruszywa oraz specyfikacji betonu, procedura przygotowania kruszywa przed jego zastosowaniem. Ze względu na sposób przygotowania kruszywa wyróżnia się trzy podstawowe technologie wykonywania konstrukcyjnych betonów lekkich: realizacja betonów na kruszywie w stanie suchym, w stanie wstępnie nawilżonym oraz na kruszywie impregnowanym.
Wstępne nawilżenie kruszywa stosowane jest przede wszystkim w celu wyeliminowania niekontrolowanej utraty urabialności mieszanki betonowej spowodowanej absorpcją wody zarobowej. Zalecane jest zatem szczególnie dla kruszyw o wysokiej nasiąkliwości (powyżej 20%), a bez względu na strukturę porowatości w przypadku, gdy beton lekki przewidziany jest do transportu pompowego.
Efekt całkowitej eliminacji negatywnych konsekwencji zjawiska absorpcyjności osiągnąć można również poprzez stosowanie technologii impregnacji kruszyw (parafiną, polimerami, zaczynami cementowymi). W przypadku takich kruszyw technologia wykonywania betonów lekkich jest analogiczna jak dla betonów na kruszywach zwykłych. Z uwagi jednak na wyższy koszt tak przygotowanego kruszywa oraz jego gorszą przyczepność do matrycy, jak również wyższe ryzyko segregacji, technologię impregnacji należy uznać za wskazaną głównie w przypadku, gdy uzyskanie pompowalności betonu lekkiego na kruszywie wstępnie nawilżonym prowadzi do nadmiernego spadku wytrzymałości (przekraczającego 10%).
Technologia wykonywania betonów lekkich na kruszywie w stanie suchym stwarza możliwość podwyższenia parametrów wytrzymałościowych oraz trwałości betonu
103
lekkiego. Stosowana jest jednak rzadko dla kruszyw o wyższej nasiąkliwości (powyżej 15%), z uwagi na trudności z zapewnieniem odpowiedniej urabialności mieszanki.
W przypadku betonów lekkich, w szczególności wykonywanych na kruszywie w stanie suchym, wpływ czasu i procedury dozowania składników na kształtowanie betonu, okazuje się mieć zdecydowanie większe znaczenie niż w przypadku betonów zwykłych. Ze względu na wyeliminowanie ryzyka spadku urabialności wskutek gwałtownej absorpcji, większość wytycznych wykonawczych zaleca w pierwszej kolejności mieszanie kruszywa z częścią wody zarobowej (w ilości 1/3 do 3/4), a następnie opóźnione dodanie pozostałych składników. Dla kruszyw w stanie suchym dodatkowo zaleca się wydłużenie czasu mieszania.
4. KSZTAŁTOWANIE WŁAŚCIWOŚCI LEKKICH BETONÓW
KRUSZYWOWYCH POPRZEZ ICH TECHNOLOGIE WYKONANIA
Należy zaznaczyć, iż z uwagi na wpływ technologii wykonania na kształtowanie właściwości konstrukcyjnych betonów lekkich znaczenie ma nie tyle fakt czy zastosowano kruszywo w stanie suchym czy wstępnie nawilżonym, ale istotny jest wskaźnik nasycenia kruszywa, determinujący jego dalszą zdolność do absorpcji zaczynu/wody w mieszance betonowej, oraz ogólna ilość wody skumulowanej w kruszywie, wynikająca zarówno z procesu nawilżania jak i nasiąkliwości.
Wpływ technologii procedury wstępnego przygotowania kruszywa na właściwości zarówno mieszanki betonowej jak i betonu dojrzałego przeanalizowano w ramach wieloetapowego programu badawczego na przykładzie betonów konstrukcyjnych wykonanych na kruszywie popiołoporytowym Pollytag 4-8 mm, o relatywnie wysokiej nasiąkliwości (25%), ale zapewniającym największe możliwości kształtowania wysokich wytrzymałości betonów konstrukcyjnych spośród wszystkich kruszyw krajowych,.
4.1. Konsystencja/urabialność
Zastosowanie kruszywa suchego lub wstępnie nawilżonego, ale
w niewystarczającym stopniu, będzie powodowało zwiększoną zaczynożądność i/lub konieczność stosowania większych dawek domieszki upłynniającej dla zapewnienia założonej konsystencji. Z drugiej strony natomiast nieuwzględnienie stanu zawilgocenia kruszywa (np. wskutek jego wysychania lub zamakania na składowisku) przy ustalonym już składzie betonu może prowadzić do gwałtownych zmian urabialności.
W celu zobrazowania tych zmian wykonano mieszanki betonowe na dwóch matrycach (I o W/C = 0,55 oraz II o W/C = 0,37) i kruszywie popiołoporytowym w stanie suchym, nawilżonym do poziomu 30 min nasiąkliwości (17%) jak i nasyconym (25%). Proporcje pomiędzy kruszywem lekkim a matrycą, którą stanowiła zaprawa na piasku naturalnym, zdeterminowano uzyskaniem odpowiedniej konsystencji.
Badania konsystencji realizowano metodą VeBe, jako najbardziej miarodajną dla mieszanek betonów lekkich. Spośród metod oznaczania konsystencji przewidzianych przez PN-EN 206-1, VeBe wykazuje najmniejszą zależność pomiaru od gęstości objętościowej betonu. Przykładowo, badane mieszanki betonów lekkich charakteryzujące się czasem VeBe w zakresie 8 do 20 s, nie wykazywały żadnego opadu stożka.
Dla mieszanek wykonywanych na kruszywie nawilżonym i matrycy I dla uzyskania założonej konsystencji 10-12 s wg VeBe konieczne było zużycie matrycy w ilości 45%
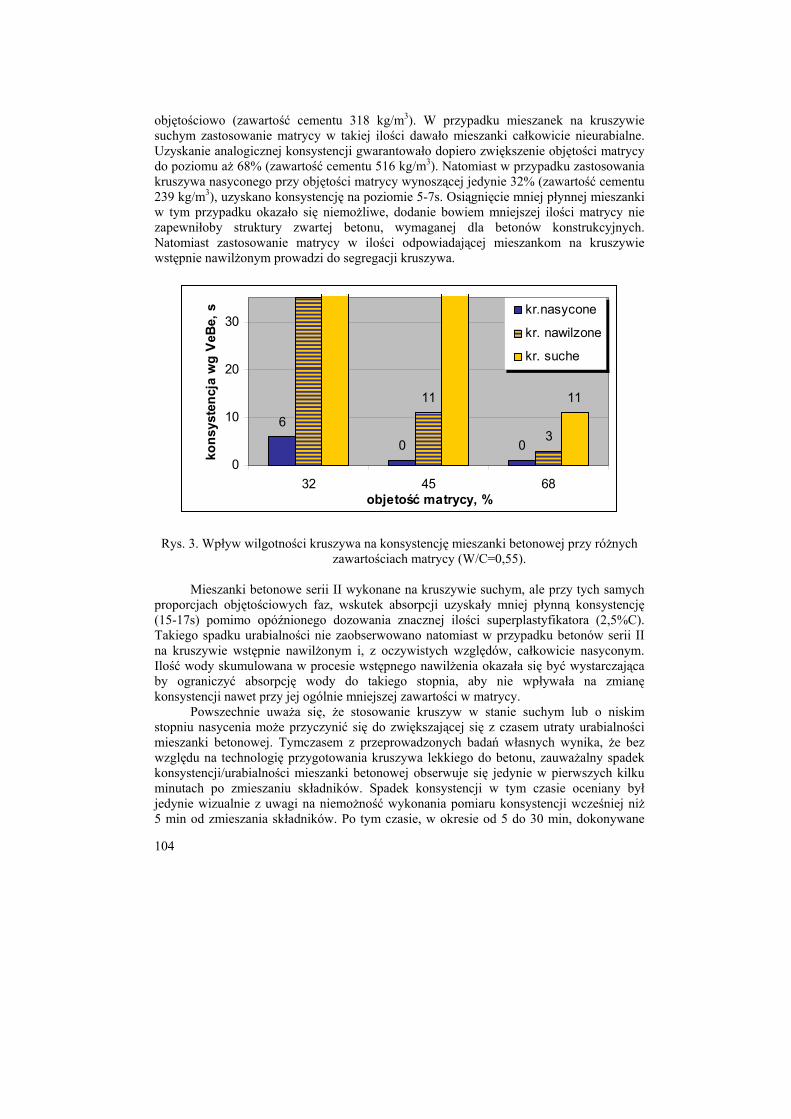
104
objętościowo (zawartość cementu 318 kg/m3). W przypadku mieszanek na kruszywie suchym zastosowanie matrycy w takiej ilości dawało mieszanki całkowicie nieurabialne. Uzyskanie analogicznej konsystencji gwarantowało dopiero zwiększenie objętości matrycy do poziomu aż 68% (zawartość cementu 516 kg/m3). Natomiast w przypadku zastosowania kruszywa nasyconego przy objętości matrycy wynoszącej jedynie 32% (zawartość cementu 239 kg/m3), uzyskano konsystencję na poziomie 5-7s. Osiągnięcie mniej płynnej mieszanki w tym przypadku okazało się niemożliwe, dodanie bowiem mniejszej ilości matrycy nie zapewniłoby struktury zwartej betonu, wymaganej dla betonów konstrukcyjnych. Natomiast zastosowanie matrycy w ilości odpowiadającej mieszankom na kruszywie wstępnie nawilżonym prowadzi do segregacji kruszywa.
6
11
3
11
000
10
20
30
32 45 68objetość matrycy, %
kons
yste
ncja
wg
VeB
e, s kr.nasycone
kr. nawilzone
kr. suche
Rys. 3. Wpływ wilgotności kruszywa na konsystencję mieszanki betonowej przy różnych zawartościach matrycy (W/C=0,55).
Mieszanki betonowe serii II wykonane na kruszywie suchym, ale przy tych samych
proporcjach objętościowych faz, wskutek absorpcji uzyskały mniej płynną konsystencję (15-17s) pomimo opóźnionego dozowania znacznej ilości superplastyfikatora (2,5%C). Takiego spadku urabialności nie zaobserwowano natomiast w przypadku betonów serii II na kruszywie wstępnie nawilżonym i, z oczywistych względów, całkowicie nasyconym. Ilość wody skumulowana w procesie wstępnego nawilżenia okazała się być wystarczająca by ograniczyć absorpcję wody do takiego stopnia, aby nie wpływała na zmianę konsystencji nawet przy jej ogólnie mniejszej zawartości w matrycy.
Powszechnie uważa się, że stosowanie kruszyw w stanie suchym lub o niskim stopniu nasycenia może przyczynić się do zwiększającej się z czasem utraty urabialności mieszanki betonowej. Tymczasem z przeprowadzonych badań własnych wynika, że bez względu na technologię przygotowania kruszywa lekkiego do betonu, zauważalny spadek konsystencji/urabialności mieszanki betonowej obserwuje się jedynie w pierwszych kilku minutach po zmieszaniu składników. Spadek konsystencji w tym czasie oceniany był jedynie wizualnie z uwagi na niemożność wykonania pomiaru konsystencji wcześniej niż 5 min od zmieszania składników. Po tym czasie, w okresie od 5 do 30 min, dokonywane
105
były pomiary konsystencji z częstotliwością co 5 minut. Uzyskane wyniki pomiaru konsystencji w czasie dla mieszanek betonowych wykonanych zarówno na kruszywie suchym, wstępnie nawilżonym oraz w stanie całkowitego nasycenia, przy zastosowaniu różnych matryc, wskazują na brak utraty urabialności. Taki przebieg zależności konsystencja – czas w pełni odpowiada charakterowi zjawiska nasiąkliwości kruszywa Pollytag w wodzie, którego najbardziej dynamiczny przebieg obserwuje się właśnie w okresie pierwszych minut (rys. 1). Zatem w świetle przedstawionych wyników badań, w tym przypadku absorpcję zaczynu z mieszanki betonowej po czasie dłuższym niż pierwsze 5 min należy uznać za mało prawdopodobną, a ryzyko rozszczelnienia struktury betonu po jego zaformowaniu i zagęszczeniu, wskutek kontynuacji zjawiska należy praktycznie wyeliminować. Prawdopodobnie jednak dla mieszanek na kruszywie keramzytowym, dla którego nasiąkliwość w wodzie nie stabilizuje się do około 1 h, należy oczekiwać spadku urabialności w tym czasie. Stąd mieszanki te będą wymagały dłuższego czasu mieszania.
Na zmianę konsystencji w pewnym zakresie przy ustalonej procedurze przygotowania kruszywa może również wpłynąć kolejność dozowania składników. W szczególności ma to znaczenie przy stosowaniu kruszyw suchych, ale i nawilżanych, w stopniu mniejszym niż stan nasycenia. Przykładowo, zastosowanie zalecanej przez wytyczne procedury mieszania kruszywa lekkiego z częścią wody zarobowej w pierwszej kolejności, powodowało spadek konsystencji badanych mieszanek na kruszywie wstępnie nawilżanym nawet o 4 s w porównaniu z mieszankami, w których cement dodawany był do kruszywa jako pierwszy lub kruszywo lekkie było dozowane z opóźnieniem do pozostałych składników. W przypadku kruszyw suchych ta ostatnia procedura zapewniała największą płynność mieszanki betonowej (konsystencja nawet o 7 s większa w stosunku do procedury zalecanej). Zróżnicowany wpływ procedury dozowania składników na konsystencję mieszanki betonów lekkich wynika z ograniczonych zdolności kruszywa do absorpcji wody z matrycy w porównaniu z jego nasiąkliwością w wodzie.
4.2. Zagęszczanie i samozagęszczalność
Zagęszczanie jest kolejnym newralgicznym etapem wykonywania betonów lekkich.
Przy istotnych różnicach gęstości matrycy i kruszywa o porowatej strukturze istnieje bowiem znaczne ryzyko segregacji składników. W ogólnym przypadku kruszywa wstępnie nawilżane znacząco ograniczają to zjawisko. Niemniej jednak przy kruszywach o niskiej gęstości objętościowej (poniżej 1000 kg/m3) i stosunkowo płynnych matrycach nawet wstępne nawilżanie nie jest w stanie zapobiec segregacji. O ile w zakładach prefabrykacji zjawisko to łatwo wyeliminować poprzez stosowanie docisku pasywnego lub aktywnego, o tyle na placu budowy nie jest to już takie proste. Należy natomiast zaznaczyć, że w przypadku betonów konstrukcyjnych klas wyższych niż LC30/33, z uwagi na niższy wskaźnik wodno-spoiwowy oraz znaczną zawartość cementu i/lub dodatków mineralnych, ryzyko segregacji jest niewielkie.
Efektywnym sposobem wyeliminowania segregacji kruszywa lekkiego w mieszance wskutek jej wibracji oraz skrócenia czasu i kosztów realizacji jest zastosowanie betonów o właściwościach samozagęszczalnych. Wbrew pozorom uzyskanie samozagęszczalności betonów lekkich jest dużo łatwiejsze, a przy okazji tańsze, niż w przypadku betonów zwykłych [4]. Jednakże należy zaznaczyć, że dla betonów lekkich na kruszywach
106
o wysokiej nasiąkliwości (powyżej 10%), jako warunek uzyskania samozagęszczalności należy uznać konieczność stosowania procedury ich wstępnego nawilżenia.
W ramach zrealizowanego programu badań własnych, wykazano możliwość osiągnięcia samozagęszczalności betonów lekkich bez konieczności stosowania dodatków mineralnych, ale również przy wyższych wskaźnikach wodno-cementowych i niższych punktach piaskowych niż przewidują kryteria dla betonów na kruszywach zwykłych. Samozagęszczalność betonów lekkich, przy ich gęstości z zakresu 1700 do 1850 kg/m3 , wytrzymałości 53 do 65 MPa oraz racjonalnej zawartości cementu 400 do 550 kg/m3, uzyskano jedynie poprzez modyfikację składów betonów wcześniej wykonanych zwiększoną zawartością superplastyfikatora (od zakresu 0,2 – 0,4% do zakresu 0,6 do 2,0%). Należy zaznaczyć, iż negatywny w przypadku betonów zwykłych o właściwościach samozagęszczalnych, efekt napowietrzający stosowania superplastyfikatorów trzeciej generacji, korzystnie wpływa na stabilizację mieszanki betonów lekkich i dodatkowo ogranicza ewentualną segregację składników. Wykonane mieszanki betonowe charakteryzowały się następującymi parametrami reologicznymi: rozpływ stożka: od 71 do 79 cm, t50 od 3,4 do 7,7 s, H1/H2 od 0,83 do 1,0. Ponadto w stadium mieszanki beton nie wykazywał ani sedymentacji na krawędzi rozpływu, ani segregacji, co potwierdził brak spadku wytrzymałości w odniesieniu do betonów kontrolnych oraz jednorodne przełomy próbek.
Przy betonach na słabszych matrycach, charakteryzujących się mniejszą lepkością, dla zapewnienia samozagęszczalności betonu lekkiego dodatkowo wprowadza się wypełniacze mineralne, ale w ilościach mniejszych niż dla betonów zwykłych.
4.3. Skurcz
Generalnie lekkie betony kruszywowe charakteryzują się wyższym skurczem
z uwagi na nieporównywalnie niższy moduł sprężystości stosowanych kruszyw porowatych w odniesieniu do modułu kruszyw zwykłych. W przypadku konstrukcyjnych betonów lekkich dodatkowym czynnikiem, który może przyczynić się do wzrostu skurczu, jest stosowanie zwiększonej ilości matrycy w jednostce objętości betonu i/lub wyższych zawartości cementu, koniecznych do zrekompensowania niskiej wytrzymałości kruszywa w celu osiągnięcia założonej klasy betonu. W rezultacie zarówno w normie krajowej PN-B-03263 jak i EC2 zakłada się, że konstrukcyjne betony lekkie do klasy LC20/22 charakteryzują się o 50%, a powyżej tej klasy o 20% wyższym skurczem w stosunku do betonów zwykłych. Tak oszacowana wartość skurczu dla betonów lekkich nie jest jednak miarodajna, z uwagi na większy wpływ zastosowanego rodzaju kruszywa jak również większy wpływ czynników technologicznych. Wśród tych ostatnich najważniejszym parametrem jest ilość wody skumulowanej w kruszywie, wynikająca zarówno z technologii wstępnego nawilżania jak i absorpcji wody zarobowej. W procesie dojrzewania betonu kruszywo lekkie pełni wówczas rolę wewnętrznego rezerwuaru wody, która stopniowo, w miarę wysychania betonu oraz postępu hydratacji, jest transportowana do matrycy, zapewniając jej wewnętrzną pielęgnację. W rezultacie w betonach lekkich istnieje możliwość radykalnego ograniczenia, a nawet całkowitej eliminacji [5,6], skurczu autogenicznego wynikającego z samoosuszania, oraz istotnego opóźnienia skurczu od wysychania.
Badania własne na temat zmian objętościowych konstrukcyjnych betonów lekkich na kruszywie popiołoporytowym wstępnie nawilżonym realizowane w warunkach
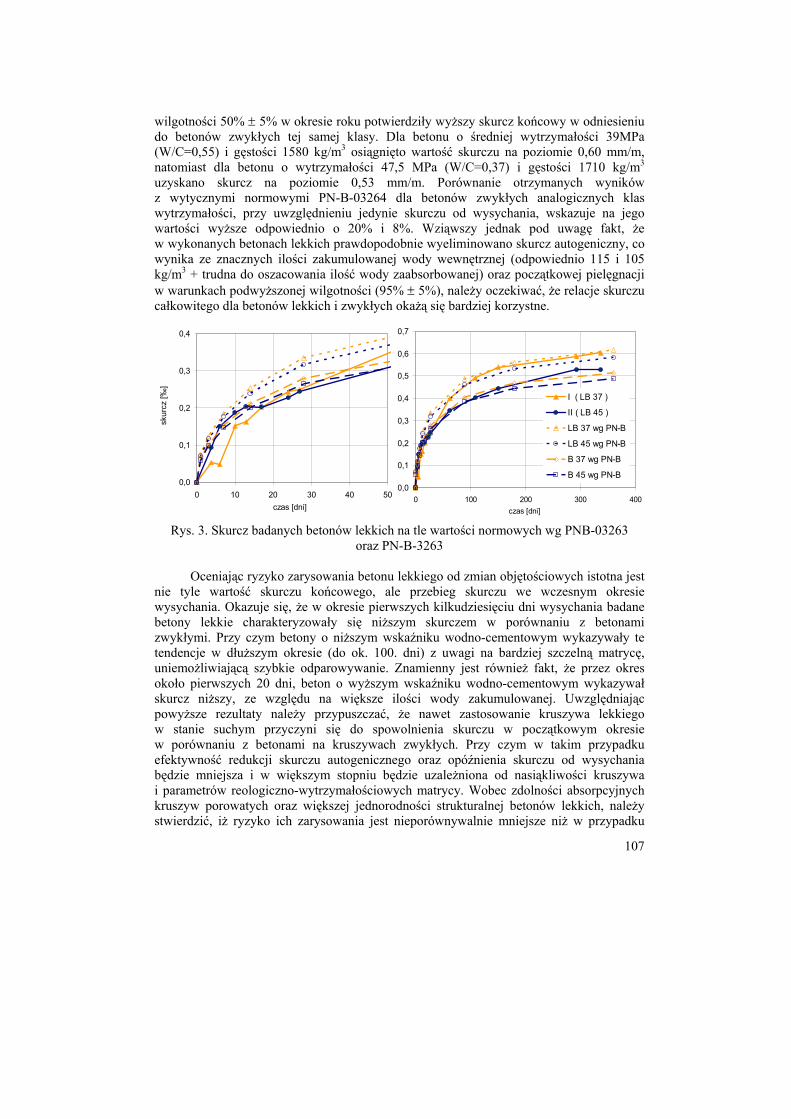
107
wilgotności 50% ± 5% w okresie roku potwierdziły wyższy skurcz końcowy w odniesieniu do betonów zwykłych tej samej klasy. Dla betonu o średniej wytrzymałości 39MPa (W/C=0,55) i gęstości 1580 kg/m3 osiągnięto wartość skurczu na poziomie 0,60 mm/m, natomiast dla betonu o wytrzymałości 47,5 MPa (W/C=0,37) i gęstości 1710 kg/m3 uzyskano skurcz na poziomie 0,53 mm/m. Porównanie otrzymanych wyników z wytycznymi normowymi PN-B-03264 dla betonów zwykłych analogicznych klas wytrzymałości, przy uwzględnieniu jedynie skurczu od wysychania, wskazuje na jego wartości wyższe odpowiednio o 20% i 8%. Wziąwszy jednak pod uwagę fakt, że w wykonanych betonach lekkich prawdopodobnie wyeliminowano skurcz autogeniczny, co wynika ze znacznych ilości zakumulowanej wody wewnętrznej (odpowiednio 115 i 105 kg/m3 + trudna do oszacowania ilość wody zaabsorbowanej) oraz początkowej pielęgnacji w warunkach podwyższonej wilgotności (95% ± 5%), należy oczekiwać, że relacje skurczu całkowitego dla betonów lekkich i zwykłych okażą się bardziej korzystne.
0,0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0 100 200 300 400czas [dni]
skur
cz [‰
]I ( LB 37 )
II ( LB 45 )
LB 37 wg PN-B
LB 45 wg PN-B
B 37 wg PN-B
B 45 wg PN-B0,0
0,1
0,2
0,3
0,4
0 10 20 30 40 50czas [dni]
skur
cz [‰
]
Rys. 3. Skurcz badanych betonów lekkich na tle wartości normowych wg PNB-03263
oraz PN-B-3263
Oceniając ryzyko zarysowania betonu lekkiego od zmian objętościowych istotna jest nie tyle wartość skurczu końcowego, ale przebieg skurczu we wczesnym okresie wysychania. Okazuje się, że w okresie pierwszych kilkudziesięciu dni wysychania badane betony lekkie charakteryzowały się niższym skurczem w porównaniu z betonami zwykłymi. Przy czym betony o niższym wskaźniku wodno-cementowym wykazywały te tendencje w dłuższym okresie (do ok. 100. dni) z uwagi na bardziej szczelną matrycę, uniemożliwiającą szybkie odparowywanie. Znamienny jest również fakt, że przez okres około pierwszych 20 dni, beton o wyższym wskaźniku wodno-cementowym wykazywał skurcz niższy, ze względu na większe ilości wody zakumulowanej. Uwzględniając powyższe rezultaty należy przypuszczać, że nawet zastosowanie kruszywa lekkiego w stanie suchym przyczyni się do spowolnienia skurczu w początkowym okresie w porównaniu z betonami na kruszywach zwykłych. Przy czym w takim przypadku efektywność redukcji skurczu autogenicznego oraz opóźnienia skurczu od wysychania będzie mniejsza i w większym stopniu będzie uzależniona od nasiąkliwości kruszywa i parametrów reologiczno-wytrzymałościowych matrycy. Wobec zdolności absorpcyjnych kruszyw porowatych oraz większej jednorodności strukturalnej betonów lekkich, należy stwierdzić, iż ryzyko ich zarysowania jest nieporównywalnie mniejsze niż w przypadku
108
betonów zwykłych, a dla betonów na kruszywach o dużej nasiąkliwości wstępnie nawilżonych praktycznie niemożliwe.
4.4. Właściwości wytrzymałościowe
Generalnie betony lekkie wykonywane na kruszywie suchym przy danym składzie
matrycy charakteryzują się wyższą wytrzymałością w porównaniu z betonami realizowanymi na kruszywie wstępnie nawilżonym lub całkowicie nasyconym. Zrealizowany program badań własnych, omówiony w 4.1, wykazał iż betony lekkie na kruszywie suchym i matrycy I (o W/C=0,55), z uwagi na konieczność większego zapotrzebowania na matrycę dla zapewnienia odpowiedniej urabialności, charakteryzowały się najwyższą wytrzymałością (średnio 62,5 MPa przy gęstości 1800 kg/m3). Betony na kruszywie wstępnie nawilżonym uzyskały ca 80% tej wartości (średnio 48,5 MPa przy gęstości 1620 kg/m3), natomiast na kruszywie nasyconym jedynie ca 40% (średnio 25,0 MPa przy gęstości 1480 kg/m3).
Uzyskane wyniki potwierdzają fakt [7], iż w przypadku konstrukcyjnych betonów lekkich proporcje objętościowe pomiędzy matrycą i kruszywem są jednym z głównych czynników kształtowania właściwości wytrzymałościowych. Jak wiadomo, dla betonów zwykłych wobec nieporównywalnie słabszej przyczepności obu faz, ich proporcje objętościowe mają istotnie mniejsze znaczenie. Należy tu jednak zaznaczyć, że wyższa wytrzymałość betonów lekkich wykonywanych na kruszywie suchym wynika nie tylko z większej zawartości matrycy, ale i efektu wzmocnienia kruszywa wskutek doszczelnienia jego struktury, a przede wszystkim obniżonego wskaźnika wodno-cementowego w wyniku absorpcji wody z matrycy. Ustalenie jego rzeczywistej wartości jest praktycznie jednak niemożliwe, będzie bowiem zależeć od parametrów reologiczno-wytrzymałościowych matrycy oraz zdolności kruszywa do absorpcji, przy uwzględnieniu stanu jego wilgotności. Dlatego też w przypadku zastosowania matrycy II (W/C=0,37) o analogicznych jej zawartościach, istotny przyrost wytrzymałości (o około 25%), wynikający z obniżonego wskaźnika wodno-cementowego, zaobserwowano jedynie dla betonów na kruszywie nasyconym. W przypadku kruszywa nawilżonego wynosił on jedynie 15%, natomiast przy kruszywie suchym praktycznie był niezauważalny (ca 5%). W tych ostatnich przypadkach efekt nieznacznego przyrostu wytrzymałości należy tłumaczyć wpływem niskiej wytrzymałości samego kruszywa, która ogranicza przyrost wytrzymałości betonu wynikający ze wzrostu wytrzymałości samej matrycy.
W pewnym stopniu rzeczywista wartość wskaźnika wodno-cementowego w betonach na kruszywach nienasyconych będzie zależeć również od procedury mieszania składników. Jak już wspomniano w 4,1, opóźnione dodanie wody do pozostałych składników mieszanki betonowej, przyczynia się do ograniczenia absorpcji wody, a zatem do wzrostu konsystencji, ale i utrzymania matrycy o wyższym wskaźniku wodno-spoiwowym, co nie pozostaje bez znaczenia z uwagi na późniejszą wytrzymałość betonu. W badaniach oszacowano, ze wpływ ten może nawet sięgać 10%.
4.5. Trwałość w aspekcie szczelności
Pomimo wyższej nasiąkliwości konstrukcyjne betony lekkie przy danym poziomie
wytrzymałości z reguły charakteryzują się lepszą trwałością. Fakt ten należy tłumaczyć przede wszystkim większą jednorodnością betonów lekkich, wynikającą z bardziej
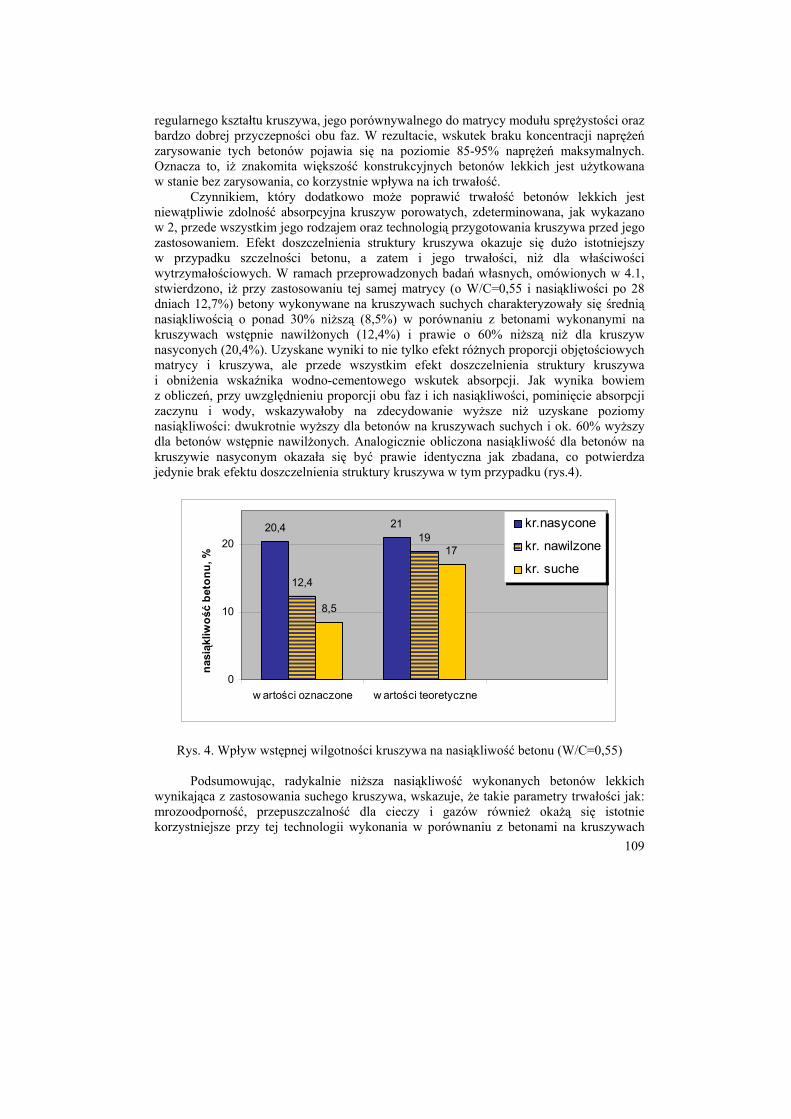
109
regularnego kształtu kruszywa, jego porównywalnego do matrycy modułu sprężystości oraz bardzo dobrej przyczepności obu faz. W rezultacie, wskutek braku koncentracji naprężeń zarysowanie tych betonów pojawia się na poziomie 85-95% naprężeń maksymalnych. Oznacza to, iż znakomita większość konstrukcyjnych betonów lekkich jest użytkowana w stanie bez zarysowania, co korzystnie wpływa na ich trwałość.
Czynnikiem, który dodatkowo może poprawić trwałość betonów lekkich jest niewątpliwie zdolność absorpcyjna kruszyw porowatych, zdeterminowana, jak wykazano w 2, przede wszystkim jego rodzajem oraz technologią przygotowania kruszywa przed jego zastosowaniem. Efekt doszczelnienia struktury kruszywa okazuje się dużo istotniejszy w przypadku szczelności betonu, a zatem i jego trwałości, niż dla właściwości wytrzymałościowych. W ramach przeprowadzonych badań własnych, omówionych w 4.1, stwierdzono, iż przy zastosowaniu tej samej matrycy (o W/C=0,55 i nasiąkliwości po 28 dniach 12,7%) betony wykonywane na kruszywach suchych charakteryzowały się średnią nasiąkliwością o ponad 30% niższą (8,5%) w porównaniu z betonami wykonanymi na kruszywach wstępnie nawilżonych (12,4%) i prawie o 60% niższą niż dla kruszyw nasyconych (20,4%). Uzyskane wyniki to nie tylko efekt różnych proporcji objętościowych matrycy i kruszywa, ale przede wszystkim efekt doszczelnienia struktury kruszywa i obniżenia wskaźnika wodno-cementowego wskutek absorpcji. Jak wynika bowiem z obliczeń, przy uwzględnieniu proporcji obu faz i ich nasiąkliwości, pominięcie absorpcji zaczynu i wody, wskazywałoby na zdecydowanie wyższe niż uzyskane poziomy nasiąkliwości: dwukrotnie wyższy dla betonów na kruszywach suchych i ok. 60% wyższy dla betonów wstępnie nawilżonych. Analogicznie obliczona nasiąkliwość dla betonów na kruszywie nasyconym okazała się być prawie identyczna jak zbadana, co potwierdza jedynie brak efektu doszczelnienia struktury kruszywa w tym przypadku (rys.4).
20,419
8,5
17
21
12,4
0
10
20
w artości oznaczone w artości teoretyczne
nasiąk
liwoś
ć be
tonu
, %
kr.nasycone
kr. nawilzone
kr. suche
Rys. 4. Wpływ wstępnej wilgotności kruszywa na nasiąkliwość betonu (W/C=0,55)
Podsumowując, radykalnie niższa nasiąkliwość wykonanych betonów lekkich wynikająca z zastosowania suchego kruszywa, wskazuje, że takie parametry trwałości jak: mrozoodporność, przepuszczalność dla cieczy i gazów również okażą się istotnie korzystniejsze przy tej technologii wykonania w porównaniu z betonami na kruszywach
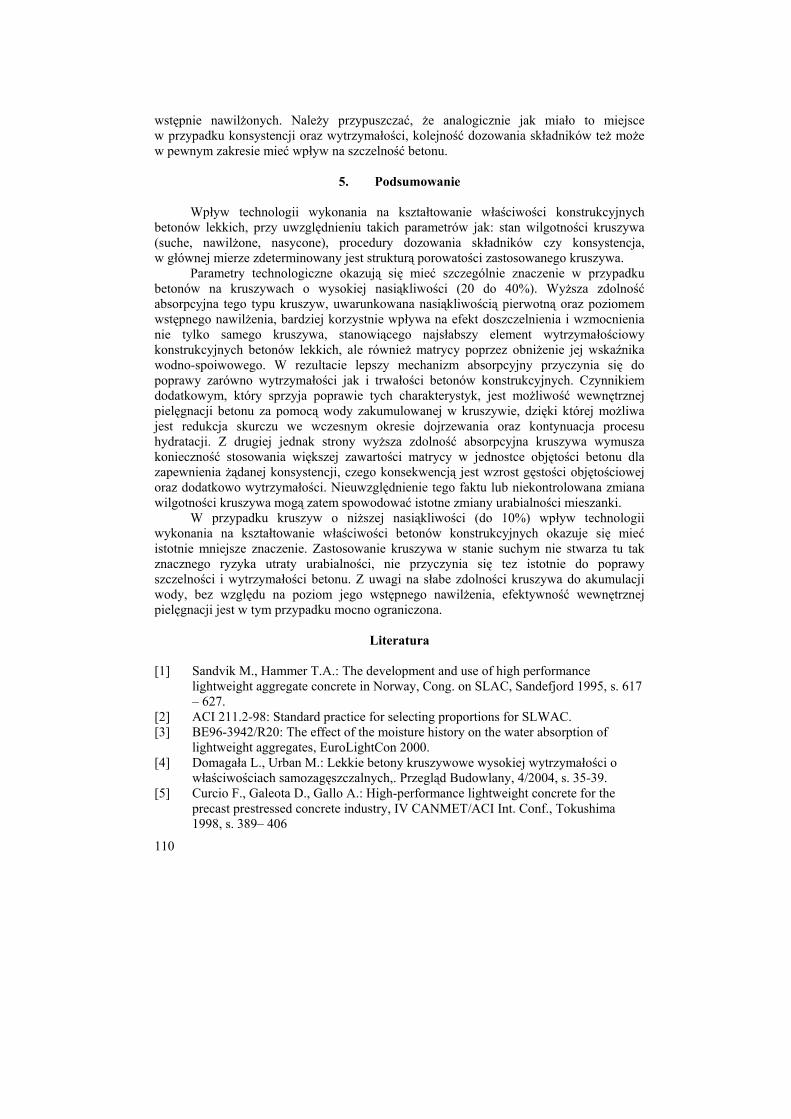
110
wstępnie nawilżonych. Należy przypuszczać, że analogicznie jak miało to miejsce w przypadku konsystencji oraz wytrzymałości, kolejność dozowania składników też może w pewnym zakresie mieć wpływ na szczelność betonu.
5. Podsumowanie
Wpływ technologii wykonania na kształtowanie właściwości konstrukcyjnych
betonów lekkich, przy uwzględnieniu takich parametrów jak: stan wilgotności kruszywa (suche, nawilżone, nasycone), procedury dozowania składników czy konsystencja, w głównej mierze zdeterminowany jest strukturą porowatości zastosowanego kruszywa.
Parametry technologiczne okazują się mieć szczególnie znaczenie w przypadku betonów na kruszywach o wysokiej nasiąkliwości (20 do 40%). Wyższa zdolność absorpcyjna tego typu kruszyw, uwarunkowana nasiąkliwością pierwotną oraz poziomem wstępnego nawilżenia, bardziej korzystnie wpływa na efekt doszczelnienia i wzmocnienia nie tylko samego kruszywa, stanowiącego najsłabszy element wytrzymałościowy konstrukcyjnych betonów lekkich, ale również matrycy poprzez obniżenie jej wskaźnika wodno-spoiwowego. W rezultacie lepszy mechanizm absorpcyjny przyczynia się do poprawy zarówno wytrzymałości jak i trwałości betonów konstrukcyjnych. Czynnikiem dodatkowym, który sprzyja poprawie tych charakterystyk, jest możliwość wewnętrznej pielęgnacji betonu za pomocą wody zakumulowanej w kruszywie, dzięki której możliwa jest redukcja skurczu we wczesnym okresie dojrzewania oraz kontynuacja procesu hydratacji. Z drugiej jednak strony wyższa zdolność absorpcyjna kruszywa wymusza konieczność stosowania większej zawartości matrycy w jednostce objętości betonu dla zapewnienia żądanej konsystencji, czego konsekwencją jest wzrost gęstości objętościowej oraz dodatkowo wytrzymałości. Nieuwzględnienie tego faktu lub niekontrolowana zmiana wilgotności kruszywa mogą zatem spowodować istotne zmiany urabialności mieszanki.
W przypadku kruszyw o niższej nasiąkliwości (do 10%) wpływ technologii wykonania na kształtowanie właściwości betonów konstrukcyjnych okazuje się mieć istotnie mniejsze znaczenie. Zastosowanie kruszywa w stanie suchym nie stwarza tu tak znacznego ryzyka utraty urabialności, nie przyczynia się tez istotnie do poprawy szczelności i wytrzymałości betonu. Z uwagi na słabe zdolności kruszywa do akumulacji wody, bez względu na poziom jego wstępnego nawilżenia, efektywność wewnętrznej pielęgnacji jest w tym przypadku mocno ograniczona.
Literatura
[1] Sandvik M., Hammer T.A.: The development and use of high performance
lightweight aggregate concrete in Norway, Cong. on SLAC, Sandefjord 1995, s. 617 – 627.
[2] ACI 211.2-98: Standard practice for selecting proportions for SLWAC. [3] BE96-3942/R20: The effect of the moisture history on the water absorption of
lightweight aggregates, EuroLightCon 2000. [4] Domagała L., Urban M.: Lekkie betony kruszywowe wysokiej wytrzymałości o
właściwościach samozagęszczalnych,. Przegląd Budowlany, 4/2004, s. 35-39. [5] Curcio F., Galeota D., Gallo A.: High-performance lightweight concrete for the
precast prestressed concrete industry, IV CANMET/ACI Int. Conf., Tokushima 1998, s. 389– 406

111
[6] Kohono K., Okamoto T., Isikawa Y.: Effects of artificial lightweight aggregate on autogenous shrinkage of concrete, Cement and Concrete Research, 29/1999, s. 611-614.
[7] Domagała L.: Problemy projektowania i wykonawstwa betonów lekkich z kruszyw spiekanych, Przegląd Budowlany, 12 /2005, s.22-29.
THE INFLUENCE OF PERFORMANCE TECHNOLOGY ON STRUCTURAL LIGHTWEIGHT AGGREGATE CONCRETE PROPERTIES
Summary
The effect of performance technology of structural lightweight aggregate concrete, taking into consideration procedures of aggregate initial preparation and materials dosing, on consistency/workability, compactibility/selfcompactibility, shrinkage, strength and durability. The influence turns out to be more crucial for concrete with aggregate of high absorption. In this case it is possible to enhance tightness and strength of concrete by suitable performance technology.

113
X SYMPOZJUM NAUKOWO-TECHNICZNE REOLOGIA W TECHNOLOGII BETONU
Gliwice 2008
Beata Łaźniewska-Piekarczyk1
WPŁYW NAPOWIETRZENIA NA WŁAŚCIWOŚCI REOLOGICZNE SAMOZAGĘSZCZALNEJ MIESZANKI BETONOWEJ
¶ 2 WIERSZE WOLNE (WYSOKOŚCI 10 PKT. Z POJEDYNCZĄ INTERLINIĄ) ¶
1. Wstęp
W przypadku samozagęszczalnej mieszanki betonowej istotne jest, aby charakteryzowała się niską granicą płynięcia i odpowiednią lepkością tak, by mogła łatwo wypełnić przeznaczone jej przestrzenie bez stosowania procesu zagęszczania wibracyjnego. Odpowiednia lepkość przeciwdziała jej segregacji. W związku z coraz powszechniejszym stosowaniem samozagęszczalnej mieszanki betonowej, przeprowadzano badania [1]÷[8], [11], które dotyczyły wpływu czynników kształtujących jej właściwości reologiczne.
Jednym z podstawowych wymagań stosowanych względem betonu jest mrozoodporność. Bazując na dotychczasowym stanie wiedzy, a także zgodnie z wymogami PN-EN 2006-1:2003, zaleca się stosowanie napowietrzania w celu zapewnienia mrozoodporności betonu. Niniejszy referat dotyczy wpływu tego napowietrzenia na właściwości reologiczne samozagęszczalnej mieszanki betonowej. Rezultaty badań relacjonowane w różnych źródłach wskazują, że napowietrzenie obniża granicę płynięcia i lepkość plastyczną. Zatem napowietrzenie przyczynia się do zwiększenia rozpływu mieszanki. Wyniki badań przeprowadzonych przez autorkę wskazują na inny efekt tego wpływu. W związku z tym, autorka podjęła się analizy przyczyn, dlaczego uzyskiwane są tak różne rezultaty badań wpływu napowietrzenia na właściwości reologiczne według różnych autorów publikacji, co jest tematem rozważań niniejszego referatu.
2. Metodyka badań
Przyjęto założenie, że przyczyną uzyskiwania odmiennych wyników badań jest różna płynność mieszanki oraz ilość zastosowanej domieszki napowietrzającej. Składy sześciu samozagęszczalnych mieszanek (tabl. 1 i tabl. 2) zostały dobrane tak, aby stwierdzić, czy przyjęte założenie jest słuszne. 1 Dr inż., Politechnika Śląska, Katedra Procesów Budowlanych, [email protected]
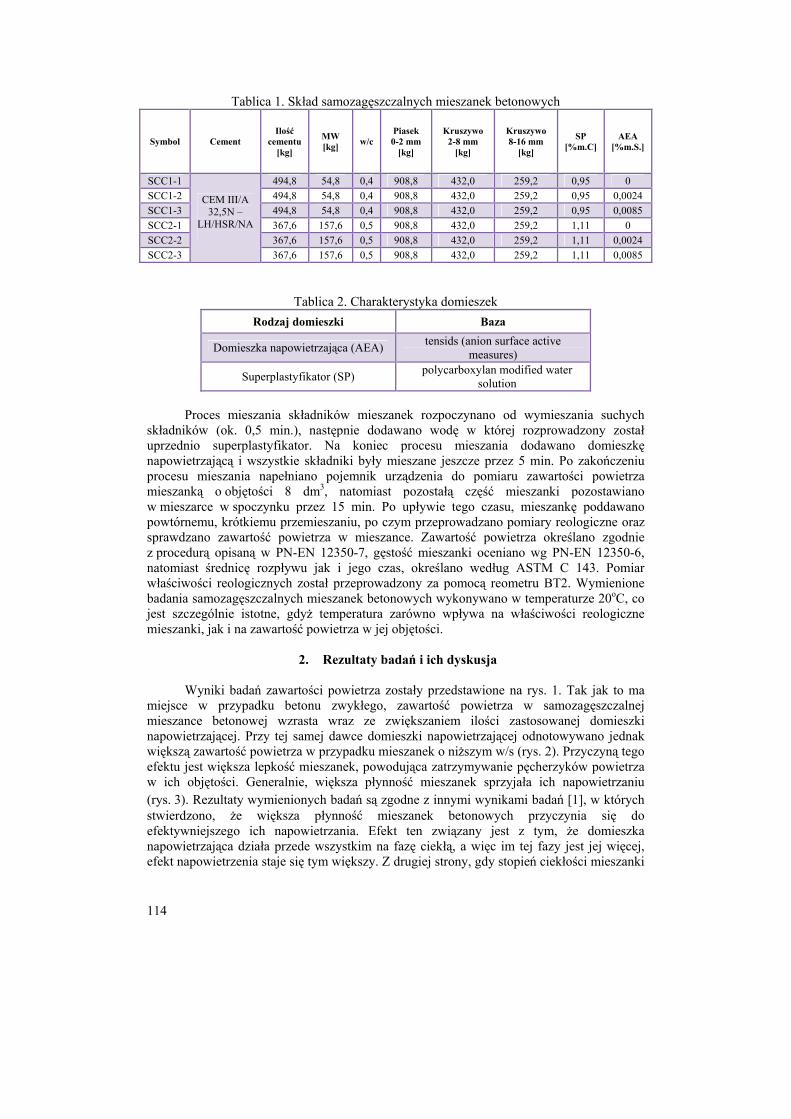
114
Tablica 1. Skład samozagęszczalnych mieszanek betonowych
Symbol Cement Ilość
cementu [kg]
MW [kg] w/c
Piasek 0-2 mm
[kg]
Kruszywo 2-8 mm
[kg]
Kruszywo 8-16 mm
[kg]
SP [%m.C]
AEA [%m.S.]
SCC1-1
CEM III/A 32,5N –
LH/HSR/NA
494,8 54,8 0,4 908,8 432,0 259,2 0,95 0 SCC1-2 494,8 54,8 0,4 908,8 432,0 259,2 0,95 0,0024 SCC1-3 494,8 54,8 0,4 908,8 432,0 259,2 0,95 0,0085 SCC2-1 367,6 157,6 0,5 908,8 432,0 259,2 1,11 0 SCC2-2 367,6 157,6 0,5 908,8 432,0 259,2 1,11 0,0024 SCC2-3 367,6 157,6 0,5 908,8 432,0 259,2 1,11 0,0085
Tablica 2. Charakterystyka domieszek Rodzaj domieszki Baza
Domieszka napowietrzająca (AEA) tensids (anion surface active measures)
Superplastyfikator (SP) polycarboxylan modified water solution
Proces mieszania składników mieszanek rozpoczynano od wymieszania suchych
składników (ok. 0,5 min.), następnie dodawano wodę w której rozprowadzony został uprzednio superplastyfikator. Na koniec procesu mieszania dodawano domieszkę napowietrzającą i wszystkie składniki były mieszane jeszcze przez 5 min. Po zakończeniu procesu mieszania napełniano pojemnik urządzenia do pomiaru zawartości powietrza mieszanką o objętości 8 dm3, natomiast pozostałą część mieszanki pozostawiano w mieszarce w spoczynku przez 15 min. Po upływie tego czasu, mieszankę poddawano powtórnemu, krótkiemu przemieszaniu, po czym przeprowadzano pomiary reologiczne oraz sprawdzano zawartość powietrza w mieszance. Zawartość powietrza określano zgodnie z procedurą opisaną w PN-EN 12350-7, gęstość mieszanki oceniano wg PN-EN 12350-6, natomiast średnicę rozpływu jak i jego czas, określano według ASTM C 143. Pomiar właściwości reologicznych został przeprowadzony za pomocą reometru BT2. Wymienione badania samozagęszczalnych mieszanek betonowych wykonywano w temperaturze 20oC, co jest szczególnie istotne, gdyż temperatura zarówno wpływa na właściwości reologiczne mieszanki, jak i na zawartość powietrza w jej objętości.
2. Rezultaty badań i ich dyskusja
Wyniki badań zawartości powietrza zostały przedstawione na rys. 1. Tak jak to ma
miejsce w przypadku betonu zwykłego, zawartość powietrza w samozagęszczalnej mieszance betonowej wzrasta wraz ze zwiększaniem ilości zastosowanej domieszki napowietrzającej. Przy tej samej dawce domieszki napowietrzającej odnotowywano jednak większą zawartość powietrza w przypadku mieszanek o niższym w/s (rys. 2). Przyczyną tego efektu jest większa lepkość mieszanek, powodująca zatrzymywanie pęcherzyków powietrza w ich objętości. Generalnie, większa płynność mieszanek sprzyjała ich napowietrzaniu (rys. 3). Rezultaty wymienionych badań są zgodne z innymi wynikami badań [1], w których stwierdzono, że większa płynność mieszanek betonowych przyczynia się do efektywniejszego ich napowietrzania. Efekt ten związany jest z tym, że domieszka napowietrzająca działa przede wszystkim na fazę ciekłą, a więc im tej fazy jest jej więcej, efekt napowietrzenia staje się tym większy. Z drugiej strony, gdy stopień ciekłości mieszanki
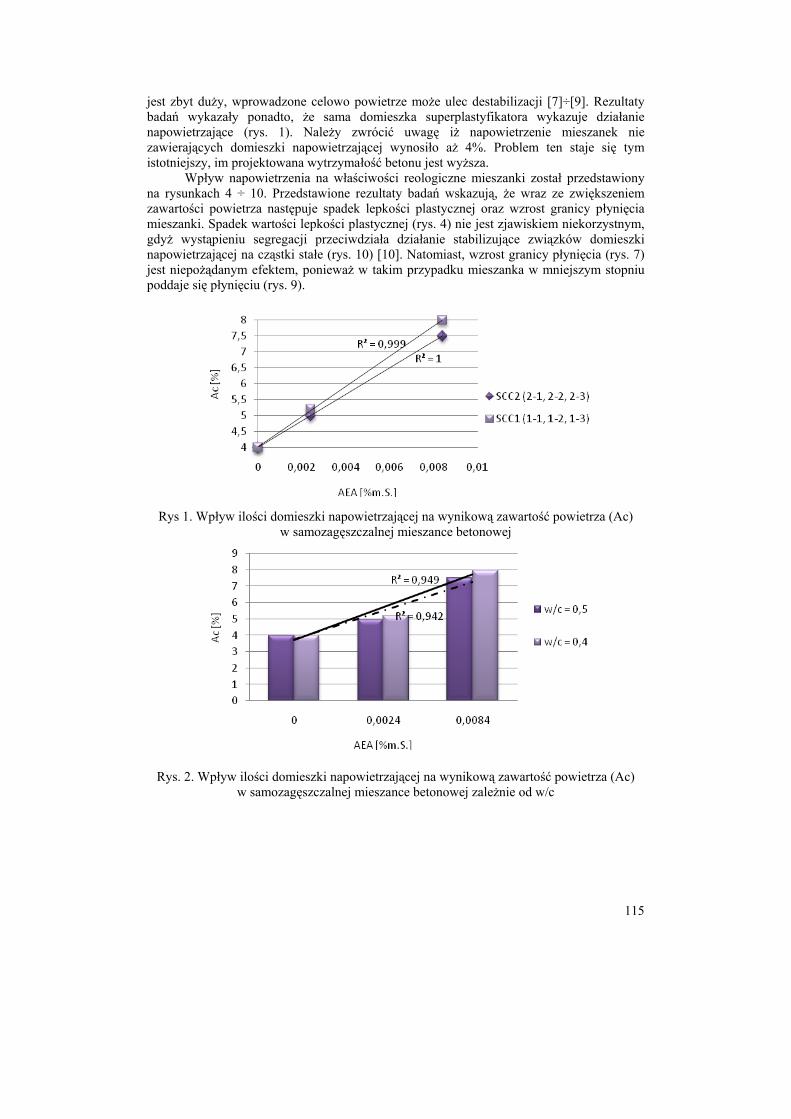
115
jest zbyt duży, wprowadzone celowo powietrze może ulec destabilizacji [7]÷[9]. Rezultaty badań wykazały ponadto, że sama domieszka superplastyfikatora wykazuje działanie napowietrzające (rys. 1). Należy zwrócić uwagę iż napowietrzenie mieszanek nie zawierających domieszki napowietrzającej wynosiło aż 4%. Problem ten staje się tym istotniejszy, im projektowana wytrzymałość betonu jest wyższa.
Wpływ napowietrzenia na właściwości reologiczne mieszanki został przedstawiony na rysunkach 4 ÷ 10. Przedstawione rezultaty badań wskazują, że wraz ze zwiększeniem zawartości powietrza następuje spadek lepkości plastycznej oraz wzrost granicy płynięcia mieszanki. Spadek wartości lepkości plastycznej (rys. 4) nie jest zjawiskiem niekorzystnym, gdyż wystąpieniu segregacji przeciwdziała działanie stabilizujące związków domieszki napowietrzającej na cząstki stałe (rys. 10) [10]. Natomiast, wzrost granicy płynięcia (rys. 7) jest niepożądanym efektem, ponieważ w takim przypadku mieszanka w mniejszym stopniu poddaje się płynięciu (rys. 9).
Rys 1. Wpływ ilości domieszki napowietrzającej na wynikową zawartość powietrza (Ac)
w samozagęszczalnej mieszance betonowej
Rys. 2. Wpływ ilości domieszki napowietrzającej na wynikową zawartość powietrza (Ac)
w samozagęszczalnej mieszance betonowej zależnie od w/c
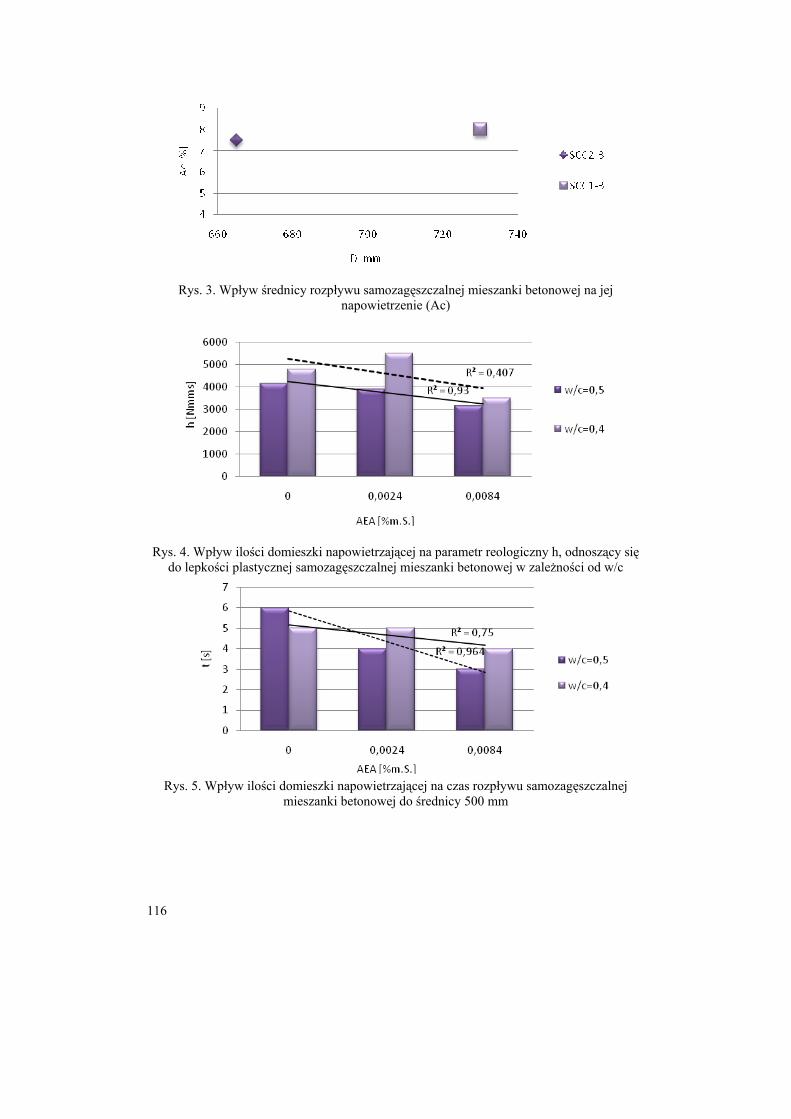
116
Rys. 3. Wpływ średnicy rozpływu samozagęszczalnej mieszanki betonowej na jej
napowietrzenie (Ac)
Rys. 4. Wpływ ilości domieszki napowietrzającej na parametr reologiczny h, odnoszący się
do lepkości plastycznej samozagęszczalnej mieszanki betonowej w zależności od w/c
Rys. 5. Wpływ ilości domieszki napowietrzającej na czas rozpływu samozagęszczalnej
mieszanki betonowej do średnicy 500 mm
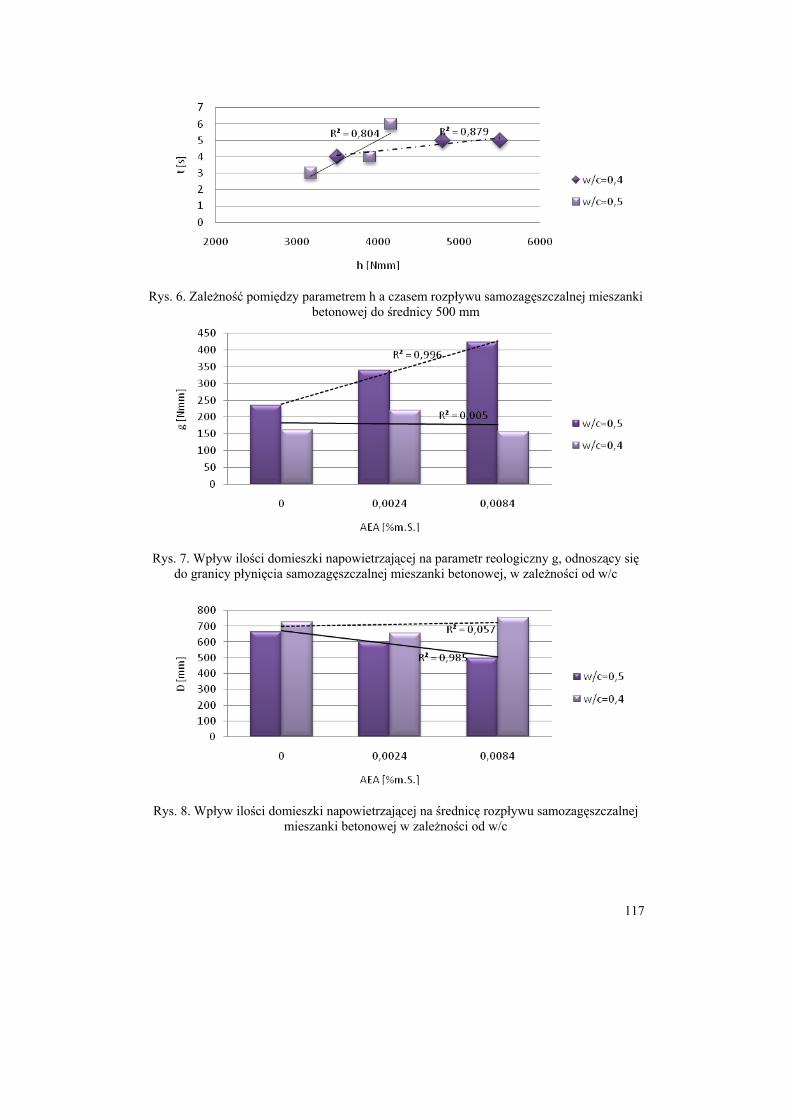
117
Rys. 6. Zależność pomiędzy parametrem h a czasem rozpływu samozagęszczalnej mieszanki
betonowej do średnicy 500 mm
Rys. 7. Wpływ ilości domieszki napowietrzającej na parametr reologiczny g, odnoszący się
do granicy płynięcia samozagęszczalnej mieszanki betonowej, w zależności od w/c
Rys. 8. Wpływ ilości domieszki napowietrzającej na średnicę rozpływu samozagęszczalnej
mieszanki betonowej w zależności od w/c
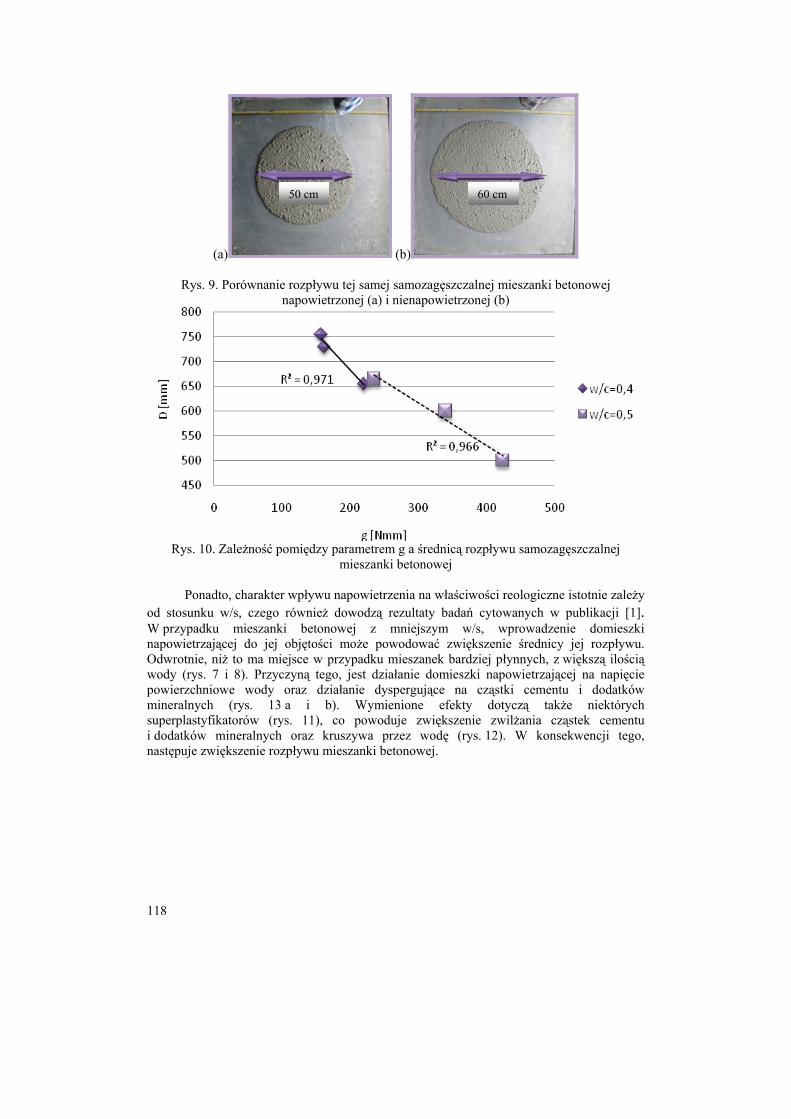
118
(a) (b)
Rys. 9. Porównanie rozpływu tej samej samozagęszczalnej mieszanki betonowej napowietrzonej (a) i nienapowietrzonej (b)
Rys. 10. Zależność pomiędzy parametrem g a średnicą rozpływu samozagęszczalnej
mieszanki betonowej
Ponadto, charakter wpływu napowietrzenia na właściwości reologiczne istotnie zależy od stosunku w/s, czego również dowodzą rezultaty badań cytowanych w publikacji [1]. W przypadku mieszanki betonowej z mniejszym w/s, wprowadzenie domieszki napowietrzającej do jej objętości może powodować zwiększenie średnicy jej rozpływu. Odwrotnie, niż to ma miejsce w przypadku mieszanek bardziej płynnych, z większą ilością wody (rys. 7 i 8). Przyczyną tego, jest działanie domieszki napowietrzającej na napięcie powierzchniowe wody oraz działanie dyspergujące na cząstki cementu i dodatków mineralnych (rys. 13 a i b). Wymienione efekty dotyczą także niektórych superplastyfikatorów (rys. 11), co powoduje zwiększenie zwilżania cząstek cementu i dodatków mineralnych oraz kruszywa przez wodę (rys. 12). W konsekwencji tego, następuje zwiększenie rozpływu mieszanki betonowej.
50 cm 60 cm
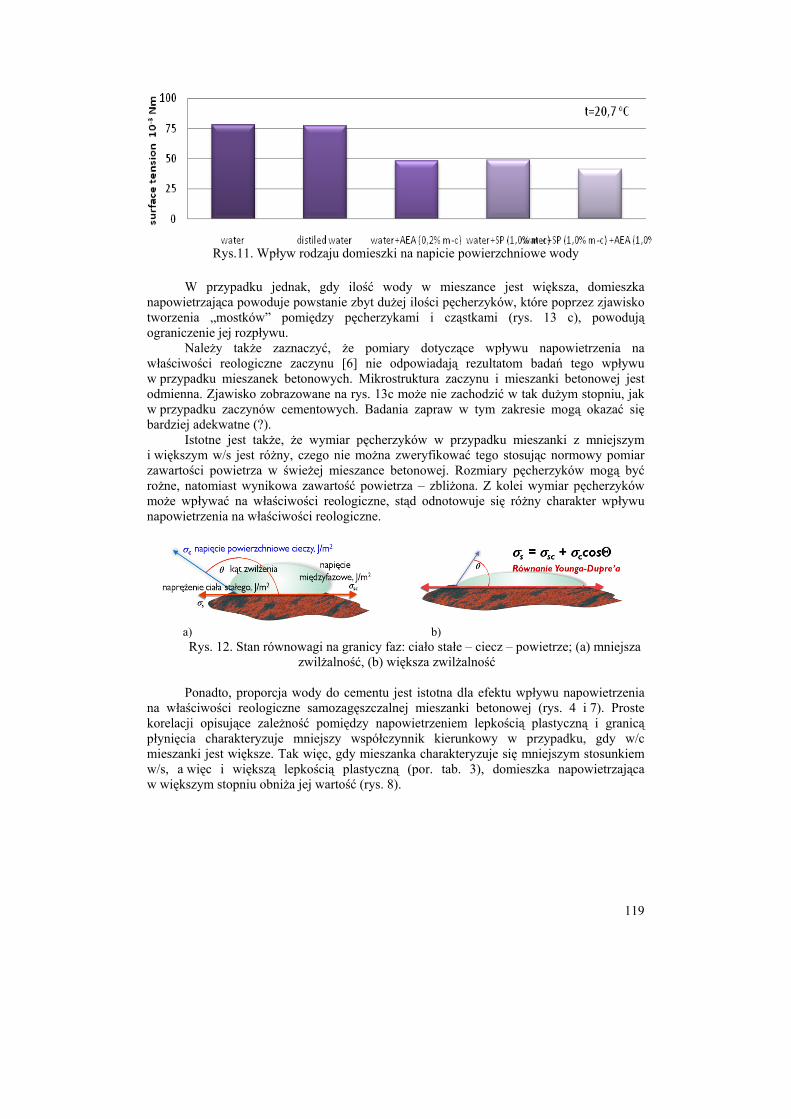
119
Rys.11. Wpływ rodzaju domieszki na napicie powierzchniowe wody
W przypadku jednak, gdy ilość wody w mieszance jest większa, domieszka napowietrzająca powoduje powstanie zbyt dużej ilości pęcherzyków, które poprzez zjawisko tworzenia „mostków” pomiędzy pęcherzykami i cząstkami (rys. 13 c), powodują ograniczenie jej rozpływu.
Należy także zaznaczyć, że pomiary dotyczące wpływu napowietrzenia na właściwości reologiczne zaczynu [6] nie odpowiadają rezultatom badań tego wpływu w przypadku mieszanek betonowych. Mikrostruktura zaczynu i mieszanki betonowej jest odmienna. Zjawisko zobrazowane na rys. 13c może nie zachodzić w tak dużym stopniu, jak w przypadku zaczynów cementowych. Badania zapraw w tym zakresie mogą okazać się bardziej adekwatne (?).
Istotne jest także, że wymiar pęcherzyków w przypadku mieszanki z mniejszym i większym w/s jest różny, czego nie można zweryfikować tego stosując normowy pomiar zawartości powietrza w świeżej mieszance betonowej. Rozmiary pęcherzyków mogą być rożne, natomiast wynikowa zawartość powietrza – zbliżona. Z kolei wymiar pęcherzyków może wpływać na właściwości reologiczne, stąd odnotowuje się różny charakter wpływu napowietrzenia na właściwości reologiczne.
a) b) Rys. 12. Stan równowagi na granicy faz: ciało stałe – ciecz – powietrze; (a) mniejsza
zwilżalność, (b) większa zwilżalność Ponadto, proporcja wody do cementu jest istotna dla efektu wpływu napowietrzenia
na właściwości reologiczne samozagęszczalnej mieszanki betonowej (rys. 4 i 7). Proste korelacji opisujące zależność pomiędzy napowietrzeniem lepkością plastyczną i granicą płynięcia charakteryzuje mniejszy współczynnik kierunkowy w przypadku, gdy w/c mieszanki jest większe. Tak więc, gdy mieszanka charakteryzuje się mniejszym stosunkiem w/s, a więc i większą lepkością plastyczną (por. tab. 3), domieszka napowietrzająca w większym stopniu obniża jej wartość (rys. 8).
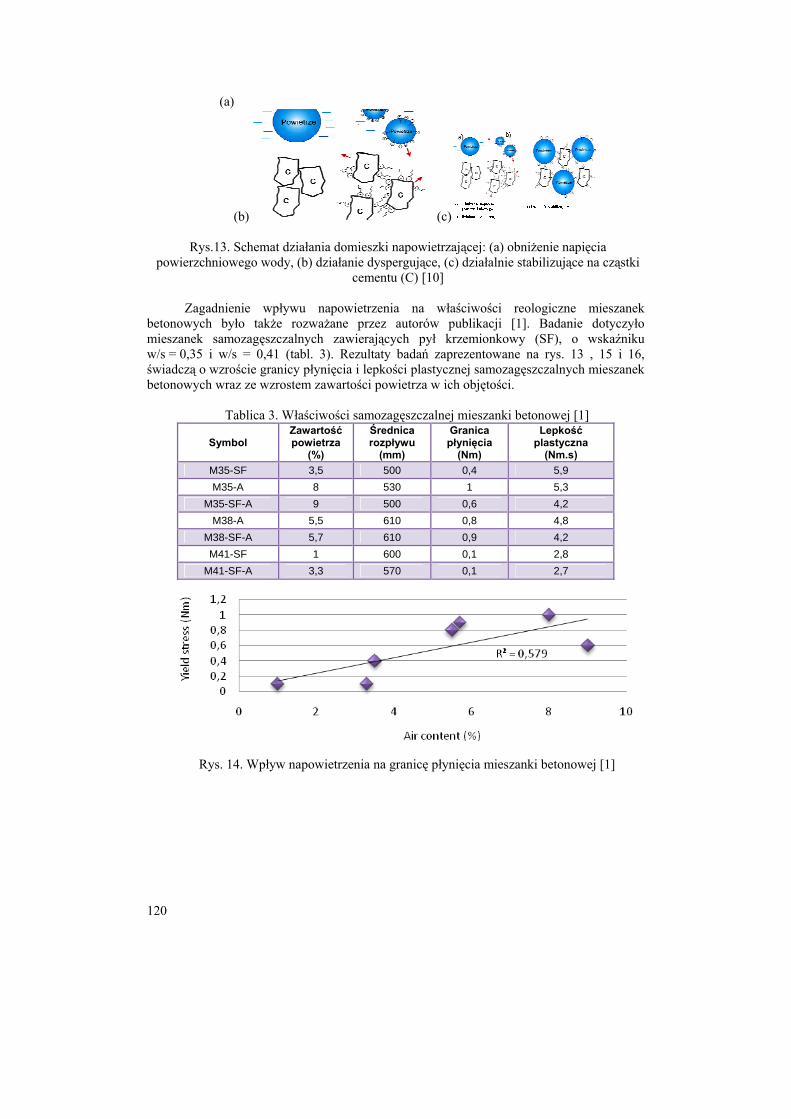
120
(a)
(b) (c)
Rys.13. Schemat działania domieszki napowietrzającej: (a) obniżenie napięcia powierzchniowego wody, (b) działanie dyspergujące, (c) działalnie stabilizujące na cząstki
cementu (C) [10]
Zagadnienie wpływu napowietrzenia na właściwości reologiczne mieszanek betonowych było także rozważane przez autorów publikacji [1]. Badanie dotyczyło mieszanek samozagęszczalnych zawierających pył krzemionkowy (SF), o wskaźniku w/s = 0,35 i w/s = 0,41 (tabl. 3). Rezultaty badań zaprezentowane na rys. 13 , 15 i 16, świadczą o wzroście granicy płynięcia i lepkości plastycznej samozagęszczalnych mieszanek betonowych wraz ze wzrostem zawartości powietrza w ich objętości.
Tablica 3. Właściwości samozagęszczalnej mieszanki betonowej [1]
Symbol Zawartość powietrza
(%)
Średnica rozpływu
(mm)
Granica płynięcia
(Nm)
Lepkość plastyczna
(Nm.s) M35-SF 3,5 500 0,4 5,9 M35-A 8 530 1 5,3
M35-SF-A 9 500 0,6 4,2 M38-A 5,5 610 0,8 4,8
M38-SF-A 5,7 610 0,9 4,2 M41-SF 1 600 0,1 2,8
M41-SF-A 3,3 570 0,1 2,7
Rys. 14. Wpływ napowietrzenia na granicę płynięcia mieszanki betonowej [1]
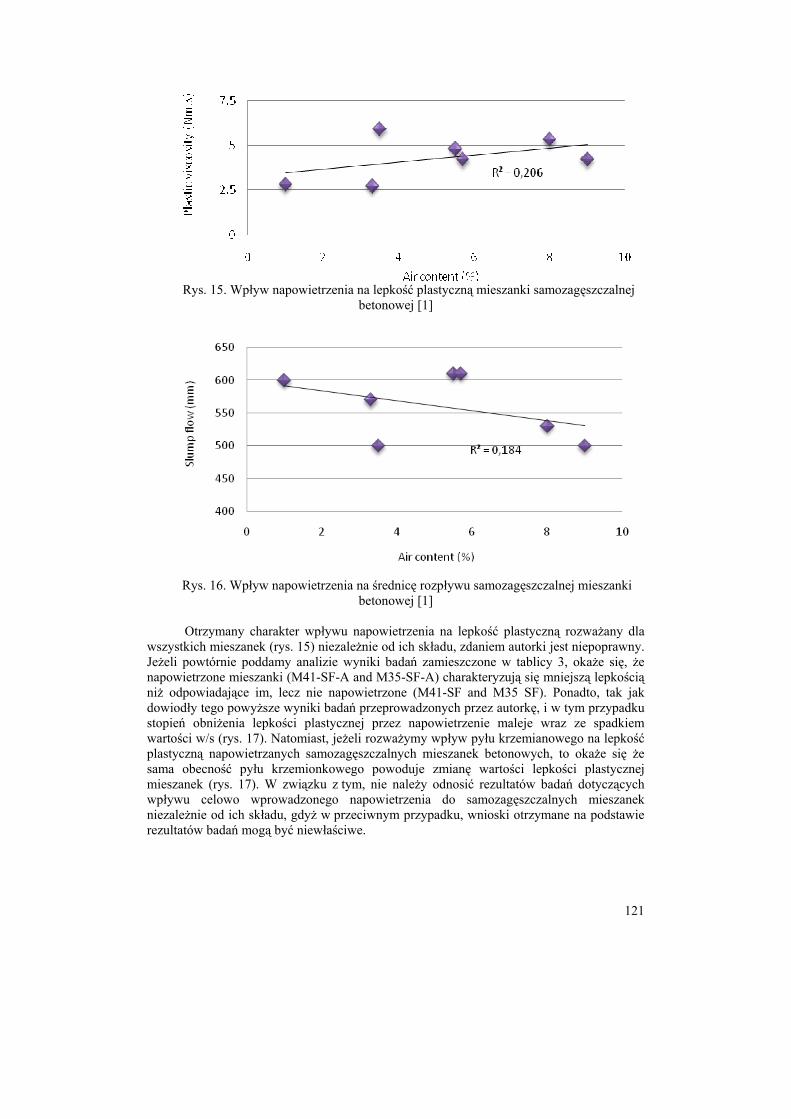
121
Rys. 15. Wpływ napowietrzenia na lepkość plastyczną mieszanki samozagęszczalnej
betonowej [1]
Rys. 16. Wpływ napowietrzenia na średnicę rozpływu samozagęszczalnej mieszanki betonowej [1]
Otrzymany charakter wpływu napowietrzenia na lepkość plastyczną rozważany dla
wszystkich mieszanek (rys. 15) niezależnie od ich składu, zdaniem autorki jest niepoprawny. Jeżeli powtórnie poddamy analizie wyniki badań zamieszczone w tablicy 3, okaże się, że napowietrzone mieszanki (M41-SF-A and M35-SF-A) charakteryzują się mniejszą lepkością niż odpowiadające im, lecz nie napowietrzone (M41-SF and M35 SF). Ponadto, tak jak dowiodły tego powyższe wyniki badań przeprowadzonych przez autorkę, i w tym przypadku stopień obniżenia lepkości plastycznej przez napowietrzenie maleje wraz ze spadkiem wartości w/s (rys. 17). Natomiast, jeżeli rozważymy wpływ pyłu krzemianowego na lepkość plastyczną napowietrzanych samozagęszczalnych mieszanek betonowych, to okaże się że sama obecność pyłu krzemionkowego powoduje zmianę wartości lepkości plastycznej mieszanek (rys. 17). W związku z tym, nie należy odnosić rezultatów badań dotyczących wpływu celowo wprowadzonego napowietrzenia do samozagęszczalnych mieszanek niezależnie od ich składu, gdyż w przeciwnym przypadku, wnioski otrzymane na podstawie rezultatów badań mogą być niewłaściwe.
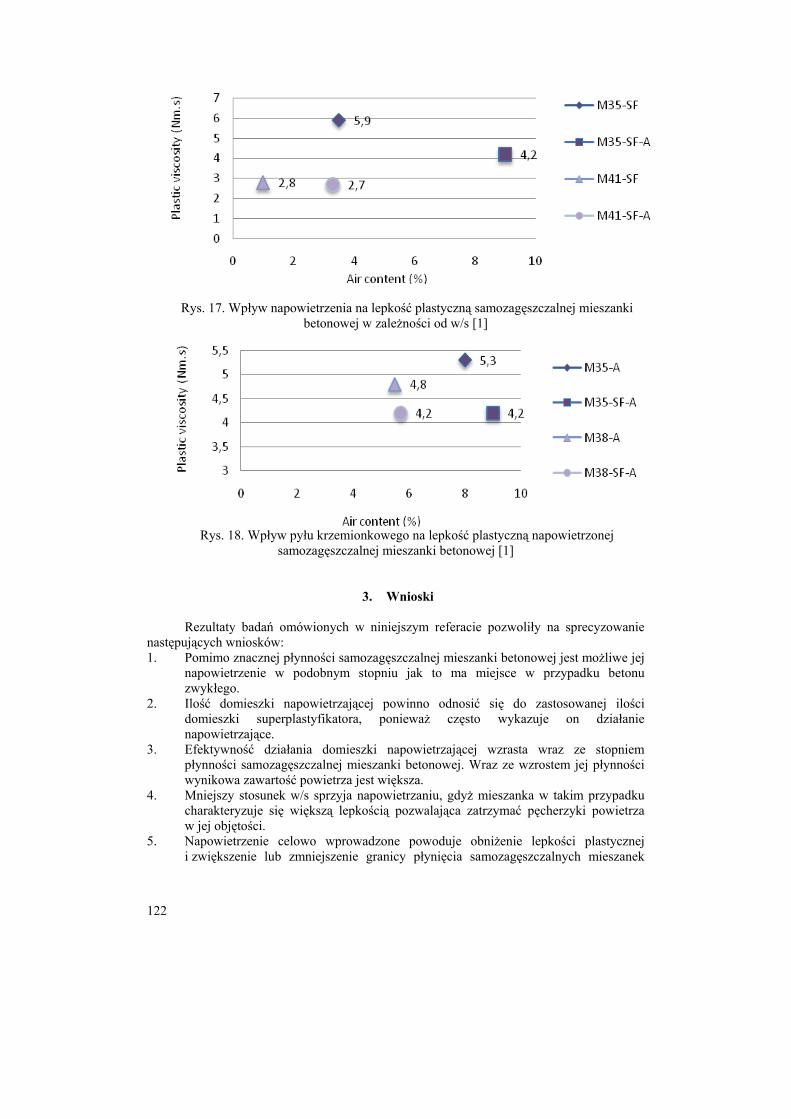
122
Rys. 17. Wpływ napowietrzenia na lepkość plastyczną samozagęszczalnej mieszanki betonowej w zależności od w/s [1]
Rys. 18. Wpływ pyłu krzemionkowego na lepkość plastyczną napowietrzonej
samozagęszczalnej mieszanki betonowej [1]
3. Wnioski
Rezultaty badań omówionych w niniejszym referacie pozwoliły na sprecyzowanie następujących wniosków: 1. Pomimo znacznej płynności samozagęszczalnej mieszanki betonowej jest możliwe jej
napowietrzenie w podobnym stopniu jak to ma miejsce w przypadku betonu zwykłego.
2. Ilość domieszki napowietrzającej powinno odnosić się do zastosowanej ilości domieszki superplastyfikatora, ponieważ często wykazuje on działanie napowietrzające.
3. Efektywność działania domieszki napowietrzającej wzrasta wraz ze stopniem płynności samozagęszczalnej mieszanki betonowej. Wraz ze wzrostem jej płynności wynikowa zawartość powietrza jest większa.
4. Mniejszy stosunek w/s sprzyja napowietrzaniu, gdyż mieszanka w takim przypadku charakteryzuje się większą lepkością pozwalająca zatrzymać pęcherzyki powietrza w jej objętości.
5. Napowietrzenie celowo wprowadzone powoduje obniżenie lepkości plastycznej i zwiększenie lub zmniejszenie granicy płynięcia samozagęszczalnych mieszanek
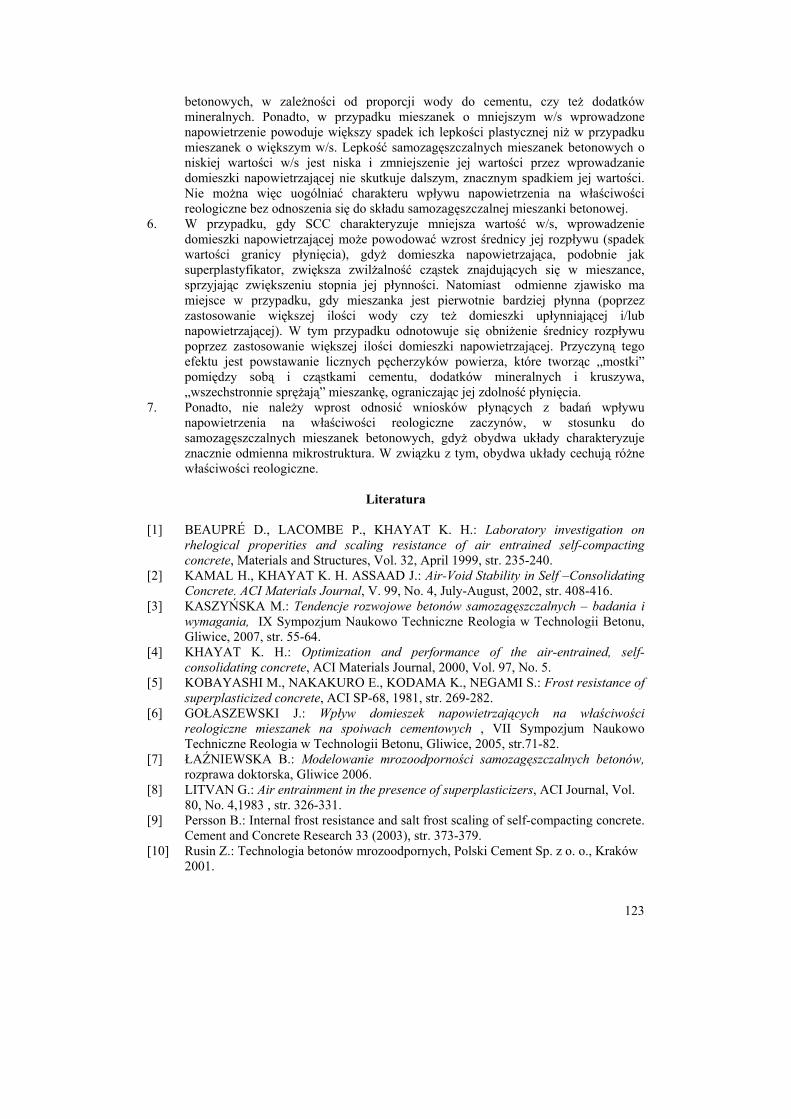
123
betonowych, w zależności od proporcji wody do cementu, czy też dodatków mineralnych. Ponadto, w przypadku mieszanek o mniejszym w/s wprowadzone napowietrzenie powoduje większy spadek ich lepkości plastycznej niż w przypadku mieszanek o większym w/s. Lepkość samozagęszczalnych mieszanek betonowych o niskiej wartości w/s jest niska i zmniejszenie jej wartości przez wprowadzanie domieszki napowietrzającej nie skutkuje dalszym, znacznym spadkiem jej wartości. Nie można więc uogólniać charakteru wpływu napowietrzenia na właściwości reologiczne bez odnoszenia się do składu samozagęszczalnej mieszanki betonowej.
6. W przypadku, gdy SCC charakteryzuje mniejsza wartość w/s, wprowadzenie domieszki napowietrzającej może powodować wzrost średnicy jej rozpływu (spadek wartości granicy płynięcia), gdyż domieszka napowietrzająca, podobnie jak superplastyfikator, zwiększa zwilżalność cząstek znajdujących się w mieszance, sprzyjając zwiększeniu stopnia jej płynności. Natomiast odmienne zjawisko ma miejsce w przypadku, gdy mieszanka jest pierwotnie bardziej płynna (poprzez zastosowanie większej ilości wody czy też domieszki upłynniającej i/lub napowietrzającej). W tym przypadku odnotowuje się obniżenie średnicy rozpływu poprzez zastosowanie większej ilości domieszki napowietrzającej. Przyczyną tego efektu jest powstawanie licznych pęcherzyków powierza, które tworząc „mostki” pomiędzy sobą i cząstkami cementu, dodatków mineralnych i kruszywa, „wszechstronnie sprężają” mieszankę, ograniczając jej zdolność płynięcia.
7. Ponadto, nie należy wprost odnosić wniosków płynących z badań wpływu napowietrzenia na właściwości reologiczne zaczynów, w stosunku do samozagęszczalnych mieszanek betonowych, gdyż obydwa układy charakteryzuje znacznie odmienna mikrostruktura. W związku z tym, obydwa układy cechują różne właściwości reologiczne.
Literatura
[1] BEAUPRÉ D., LACOMBE P., KHAYAT K. H.: Laboratory investigation on
rhelogical properities and scaling resistance of air entrained self-compacting concrete, Materials and Structures, Vol. 32, April 1999, str. 235-240.
[2] KAMAL H., KHAYAT K. H. ASSAAD J.: Air-Void Stability in Self –Consolidating Concrete. ACI Materials Journal, V. 99, No. 4, July-August, 2002, str. 408-416.
[3] KASZYŃSKA M.: Tendencje rozwojowe betonów samozagęszczalnych – badania i wymagania, IX Sympozjum Naukowo Techniczne Reologia w Technologii Betonu, Gliwice, 2007, str. 55-64.
[4] KHAYAT K. H.: Optimization and performance of the air-entrained, self-consolidating concrete, ACI Materials Journal, 2000, Vol. 97, No. 5.
[5] KOBAYASHI M., NAKAKURO E., KODAMA K., NEGAMI S.: Frost resistance of superplasticized concrete, ACI SP-68, 1981, str. 269-282.
[6] GOŁASZEWSKI J.: Wpływ domieszek napowietrzających na właściwości reologiczne mieszanek na spoiwach cementowych , VII Sympozjum Naukowo Techniczne Reologia w Technologii Betonu, Gliwice, 2005, str.71-82.
[7] ŁAŹNIEWSKA B.: Modelowanie mrozoodporności samozagęszczalnych betonów, rozprawa doktorska, Gliwice 2006.
[8] LITVAN G.: Air entrainment in the presence of superplasticizers, ACI Journal, Vol. 80, No. 4,1983 , str. 326-331.
[9] Persson B.: Internal frost resistance and salt frost scaling of self-compacting concrete. Cement and Concrete Research 33 (2003), str. 373-379.
[10] Rusin Z.: Technologia betonów mrozoodpornych, Polski Cement Sp. z o. o., Kraków 2001.
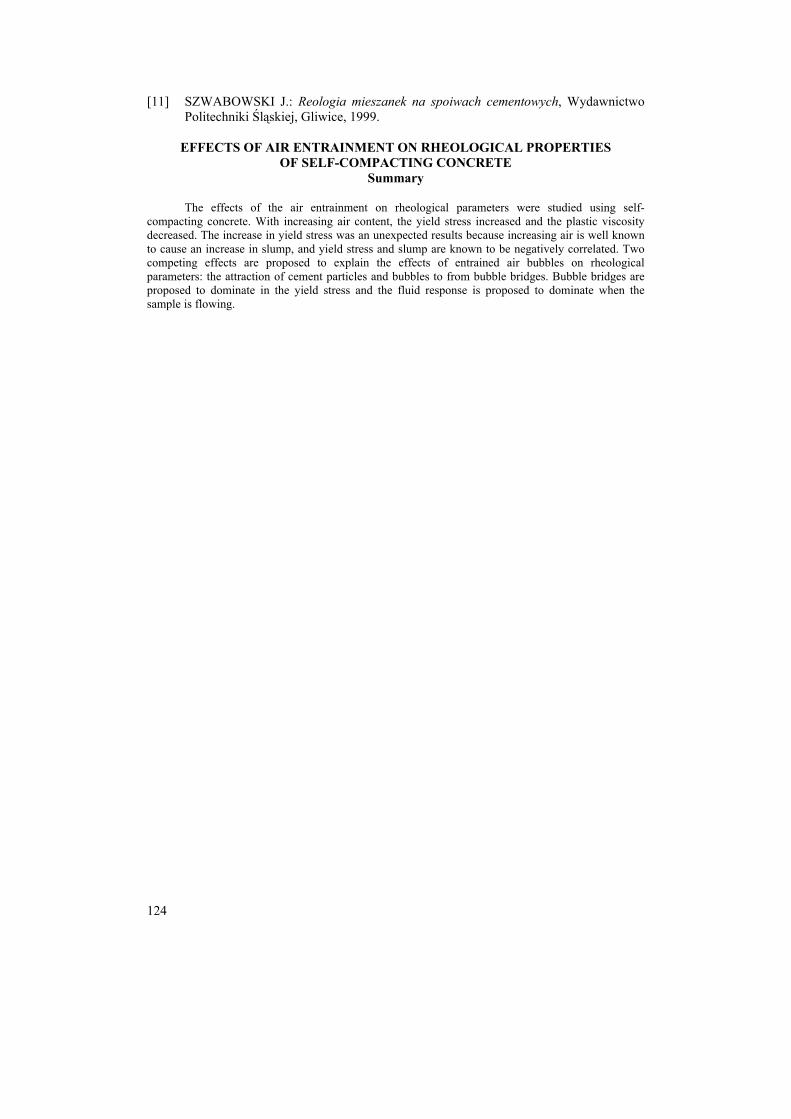
124
[11] SZWABOWSKI J.: Reologia mieszanek na spoiwach cementowych, Wydawnictwo Politechniki Śląskiej, Gliwice, 1999.
EFFECTS OF AIR ENTRAINMENT ON RHEOLOGICAL PROPERTIES
OF SELF-COMPACTING CONCRETE Summary
The effects of the air entrainment on rheological parameters were studied using self-compacting concrete. With increasing air content, the yield stress increased and the plastic viscosity decreased. The increase in yield stress was an unexpected results because increasing air is well known to cause an increase in slump, and yield stress and slump are known to be negatively correlated. Two competing effects are proposed to explain the effects of entrained air bubbles on rheological parameters: the attraction of cement particles and bubbles to from bubble bridges. Bubble bridges are proposed to dominate in the yield stress and the fluid response is proposed to dominate when the sample is flowing.

125
X SYMPOZJUM NAUKOWO-TECHNICZNE REOLOGIA W TECHNOLOGII BETONU
Gliwice 2008
Tomasz Ponikiewski1
WPŁYW SPOSOBU NAPEŁNIANIA FORMY NA DYSTRYBUCJĘ WŁÓKIEN W FIBROBETONIE
1. Wprowadzenie
Analizowanie wpływu losowości włókien na urabialność oraz parametry wytrzymałościowe betonów jest jedną z nowych tendencji w badaniach betonów zwykłych i samozagęszczalnych. Ważnym zagadnieniem jest równomierne rozmieszczenie włókien w objętości stwardniałego betonu po przeprowadzonych technologicznych procesach betonowania [1]. Trwają badania nad wpływem rozmieszczenia włókien na parametry wytrzymałościowe stwardniałego betonu. Problemem wynikający z zastosowania mieszanek na spoiwach cementowych modyfikowanych włóknami jest konieczność zapewnienia równomiernego rozłożenia włókien w objętości formowanego elementu. W dotychczasowych badaniach wykazywano wpływ wymiarów wytwarzanego elementu na ukierunkowanie włókien zawartych w mieszance betonowej. Jeżeli wysokość elementu jest niewiele większa od długości włókien to, w czasie formowania, włókna układały się w większości poziomo. Nierównomierne i kierunkowe rozmieszczanie się zbrojenia rozproszonego w trakcie zabiegów technologicznych przynosi pewne problemy, związane z losowością dystrybucji włókien w objętości betonu. Ogólna tendencja poprawy charakterystyk stwardniałego betonu wraz ze wzrostem zawartości włókien w jego objętości, powoduje pogarszanie urabialności tychże mieszanek w trakcie ich formowania. Aktualnym problemem, także w przypadku betonów samozagęszczalnych modyfikowanych włóknami stalowymi, jest technologiczna trudność ich wykonywania oraz realizacji procesów technologicznych w trakcie robót betonowych. Zmusza to do rozpoznania rzeczywistej natury ich urabialności i określenia wpływu dodawanych włókien a zjawiska zachodzące w świeżym i stwardniałym betonie zwykłym oraz samozagęszczalnym. Wiąże się to z dążeniem do upowszechnienia w praktyce budowlanej fibrobetonów powstałych na bazie mieszanek betonowych zwykłych i samozagęszczalnych. Badania rozpoznawcze zawartości włókien stalowych w objętości mieszanki po badaniu wykonanym stożkiem Abramsa wykazały ich zróżnicowaną zawartość (rys. 1). Zawartość
1 dr inż., Katedra Procesów Budowlanych, Politechnika Śląska, e-mail: [email protected]
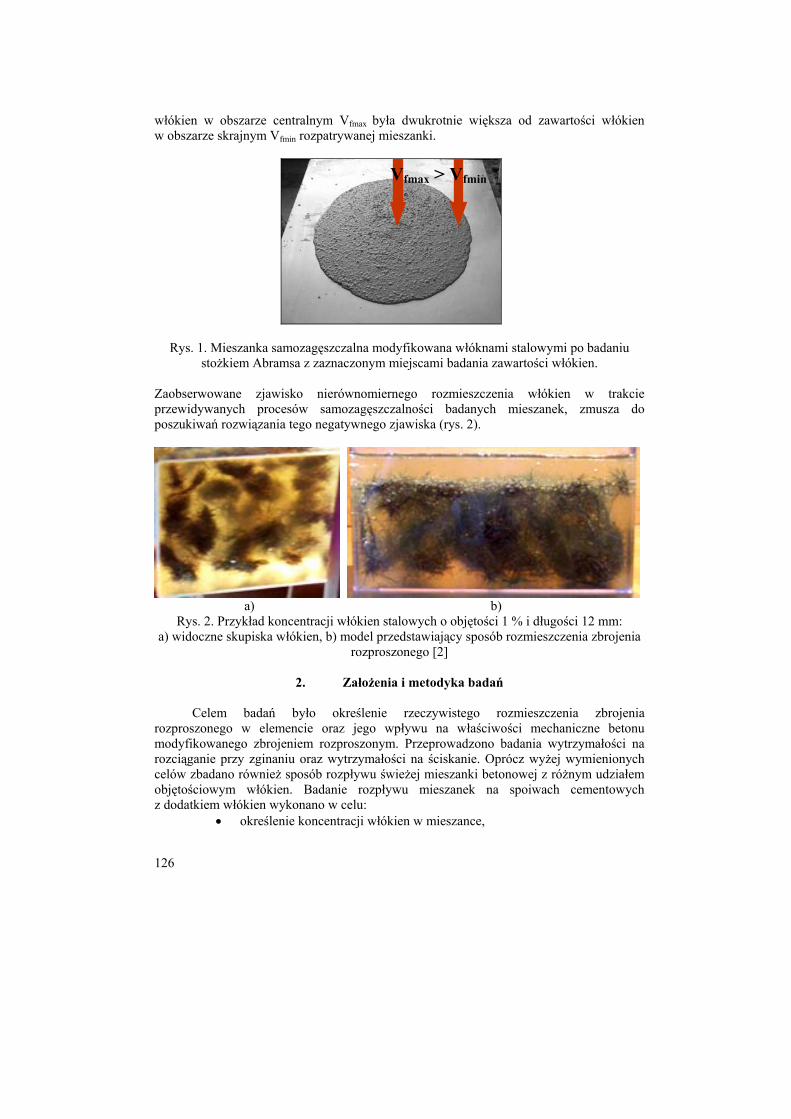
126
włókien w obszarze centralnym Vfmax była dwukrotnie większa od zawartości włókien w obszarze skrajnym Vfmin rozpatrywanej mieszanki.
Rys. 1. Mieszanka samozagęszczalna modyfikowana włóknami stalowymi po badaniu stożkiem Abramsa z zaznaczonym miejscami badania zawartości włókien.
Zaobserwowane zjawisko nierównomiernego rozmieszczenia włókien w trakcie przewidywanych procesów samozagęszczalności badanych mieszanek, zmusza do poszukiwań rozwiązania tego negatywnego zjawiska (rys. 2).
a) b)
Rys. 2. Przykład koncentracji włókien stalowych o objętości 1 % i długości 12 mm: a) widoczne skupiska włókien, b) model przedstawiający sposób rozmieszczenia zbrojenia
rozproszonego [2]
2. Założenia i metodyka badań Celem badań było określenie rzeczywistego rozmieszczenia zbrojenia
rozproszonego w elemencie oraz jego wpływu na właściwości mechaniczne betonu modyfikowanego zbrojeniem rozproszonym. Przeprowadzono badania wytrzymałości na rozciąganie przy zginaniu oraz wytrzymałości na ściskanie. Oprócz wyżej wymienionych celów zbadano również sposób rozpływu świeżej mieszanki betonowej z różnym udziałem objętościowym włókien. Badanie rozpływu mieszanek na spoiwach cementowych z dodatkiem włókien wykonano w celu:
• określenie koncentracji włókien w mieszance,
Vfmax > Vfmin
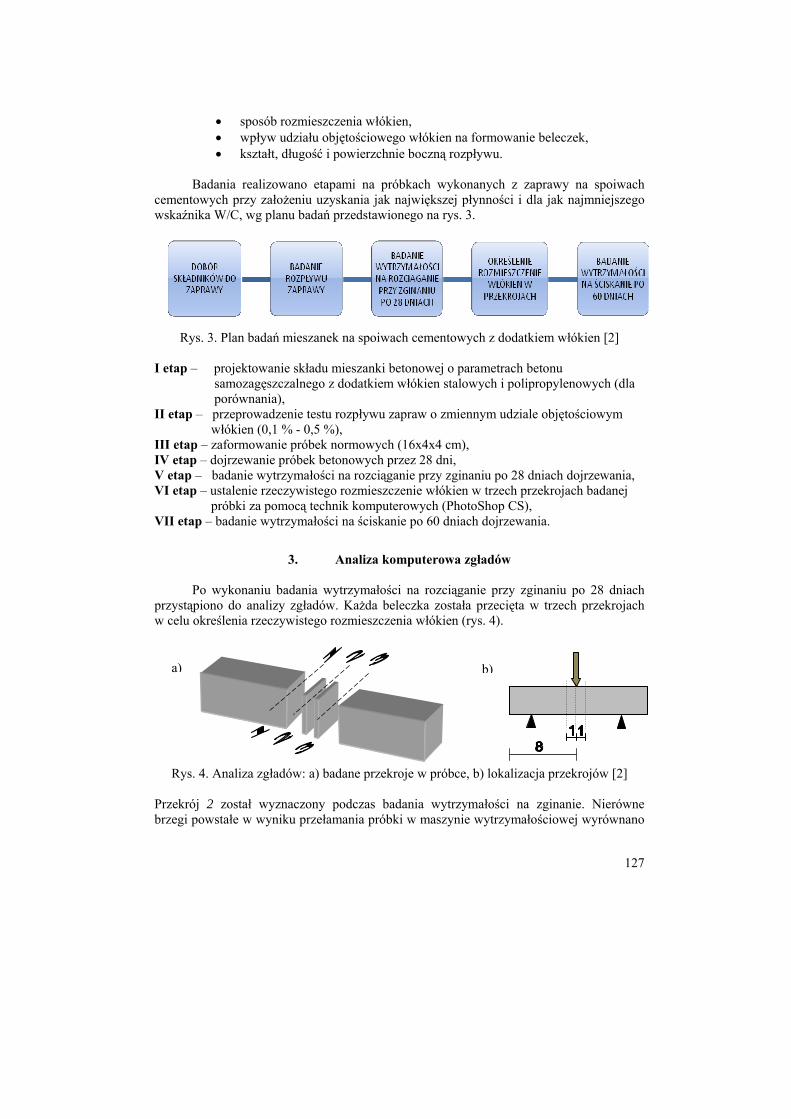
127
• sposób rozmieszczenia włókien, • wpływ udziału objętościowego włókien na formowanie beleczek, • kształt, długość i powierzchnie boczną rozpływu.
Badania realizowano etapami na próbkach wykonanych z zaprawy na spoiwach
cementowych przy założeniu uzyskania jak największej płynności i dla jak najmniejszego wskaźnika W/C, wg planu badań przedstawionego na rys. 3.
Rys. 3. Plan badań mieszanek na spoiwach cementowych z dodatkiem włókien [2]
I etap – projektowanie składu mieszanki betonowej o parametrach betonu samozagęszczalnego z dodatkiem włókien stalowych i polipropylenowych (dla porównania), II etap – przeprowadzenie testu rozpływu zapraw o zmiennym udziale objętościowym włókien (0,1 % - 0,5 %), III etap – zaformowanie próbek normowych (16x4x4 cm), IV etap – dojrzewanie próbek betonowych przez 28 dni, V etap – badanie wytrzymałości na rozciąganie przy zginaniu po 28 dniach dojrzewania, VI etap – ustalenie rzeczywistego rozmieszczenie włókien w trzech przekrojach badanej próbki za pomocą technik komputerowych (PhotoShop CS), VII etap – badanie wytrzymałości na ściskanie po 60 dniach dojrzewania.
3. Analiza komputerowa zgładów
Po wykonaniu badania wytrzymałości na rozciąganie przy zginaniu po 28 dniach przystąpiono do analizy zgładów. Każda beleczka została przecięta w trzech przekrojach w celu określenia rzeczywistego rozmieszczenia włókien (rys. 4).
Rys. 4. Analiza zgładów: a) badane przekroje w próbce, b) lokalizacja przekrojów [2] Przekrój 2 został wyznaczony podczas badania wytrzymałości na zginanie. Nierówne brzegi powstałe w wyniku przełamania próbki w maszynie wytrzymałościowej wyrównano
a) b)
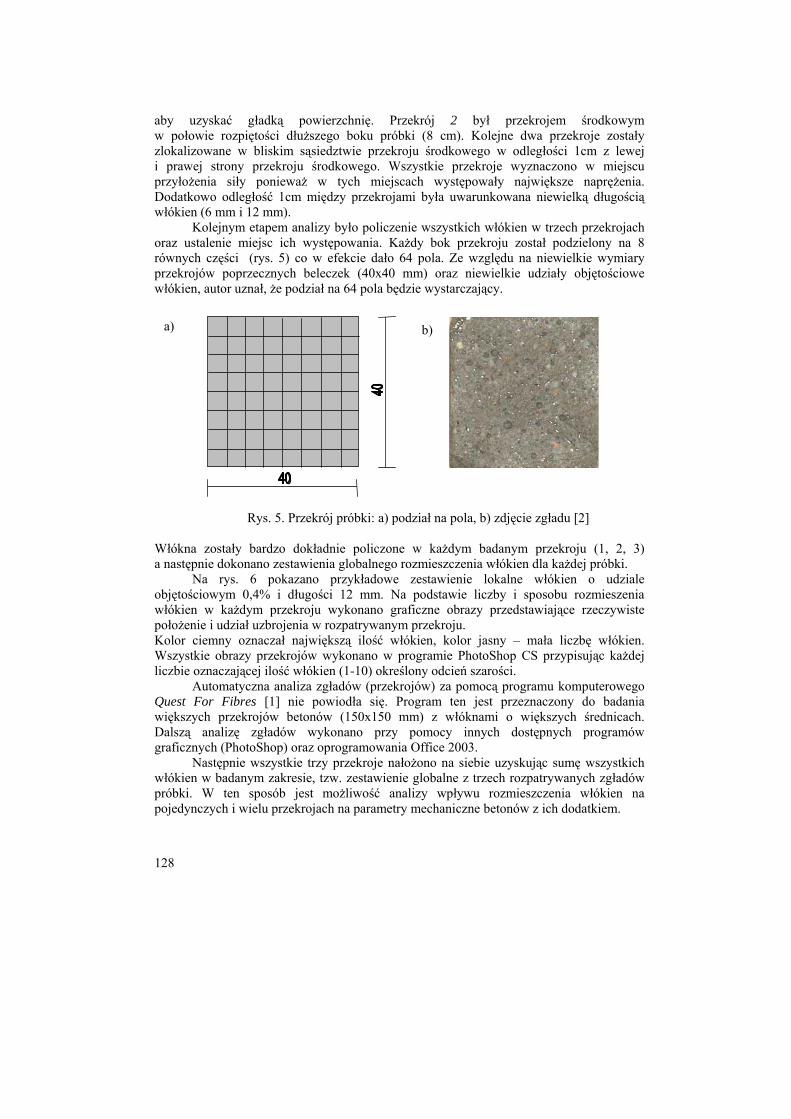
128
aby uzyskać gładką powierzchnię. Przekrój 2 był przekrojem środkowym w połowie rozpiętości dłuższego boku próbki (8 cm). Kolejne dwa przekroje zostały zlokalizowane w bliskim sąsiedztwie przekroju środkowego w odległości 1cm z lewej i prawej strony przekroju środkowego. Wszystkie przekroje wyznaczono w miejscu przyłożenia siły ponieważ w tych miejscach występowały największe naprężenia. Dodatkowo odległość 1cm między przekrojami była uwarunkowana niewielką długością włókien (6 mm i 12 mm).
Kolejnym etapem analizy było policzenie wszystkich włókien w trzech przekrojach oraz ustalenie miejsc ich występowania. Każdy bok przekroju został podzielony na 8 równych części (rys. 5) co w efekcie dało 64 pola. Ze względu na niewielkie wymiary przekrojów poprzecznych beleczek (40x40 mm) oraz niewielkie udziały objętościowe włókien, autor uznał, że podział na 64 pola będzie wystarczający.
Rys. 5. Przekrój próbki: a) podział na pola, b) zdjęcie zgładu [2]
Włókna zostały bardzo dokładnie policzone w każdym badanym przekroju (1, 2, 3) a następnie dokonano zestawienia globalnego rozmieszczenia włókien dla każdej próbki.
Na rys. 6 pokazano przykładowe zestawienie lokalne włókien o udziale objętościowym 0,4% i długości 12 mm. Na podstawie liczby i sposobu rozmieszenia włókien w każdym przekroju wykonano graficzne obrazy przedstawiające rzeczywiste położenie i udział uzbrojenia w rozpatrywanym przekroju. Kolor ciemny oznaczał największą ilość włókien, kolor jasny – mała liczbę włókien. Wszystkie obrazy przekrojów wykonano w programie PhotoShop CS przypisując każdej liczbie oznaczającej ilość włókien (1-10) określony odcień szarości.
Automatyczna analiza zgładów (przekrojów) za pomocą programu komputerowego Quest For Fibres [1] nie powiodła się. Program ten jest przeznaczony do badania większych przekrojów betonów (150x150 mm) z włóknami o większych średnicach. Dalszą analizę zgładów wykonano przy pomocy innych dostępnych programów graficznych (PhotoShop) oraz oprogramowania Office 2003.
Następnie wszystkie trzy przekroje nałożono na siebie uzyskując sumę wszystkich włókien w badanym zakresie, tzw. zestawienie globalne z trzech rozpatrywanych zgładów próbki. W ten sposób jest możliwość analizy wpływu rozmieszczenia włókien na pojedynczych i wielu przekrojach na parametry mechaniczne betonów z ich dodatkiem.
a) b)
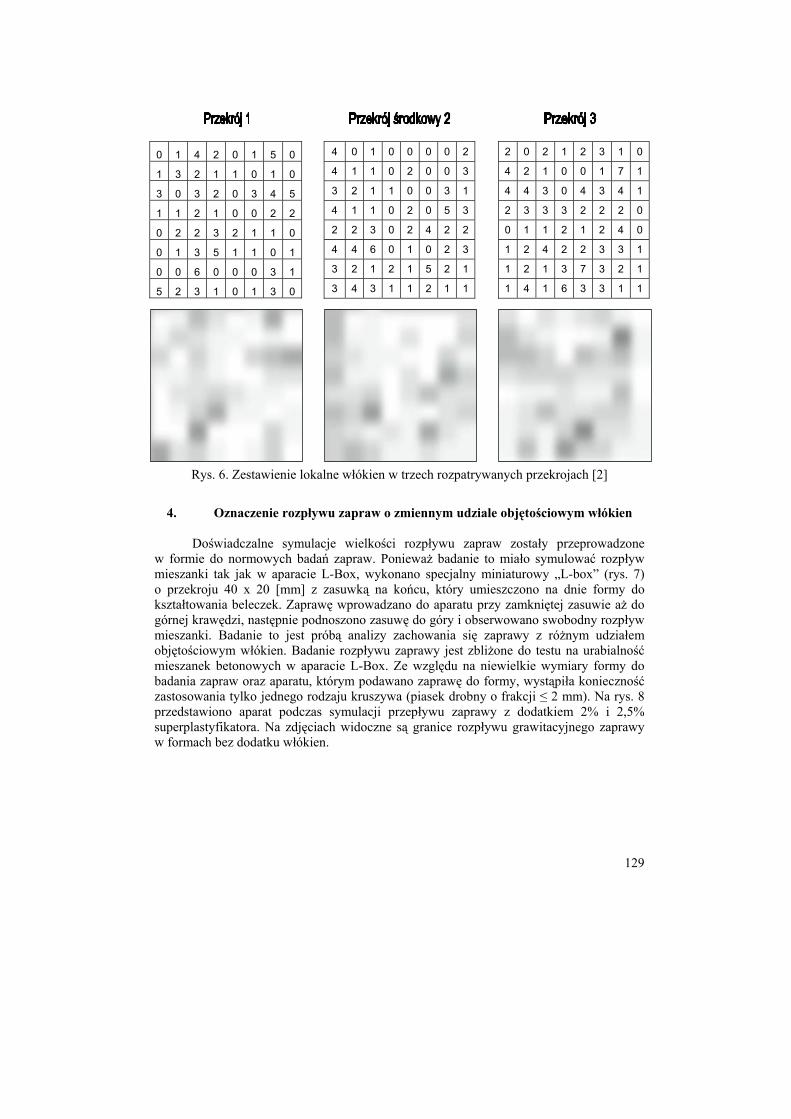
129
Rys. 6. Zestawienie lokalne włókien w trzech rozpatrywanych przekrojach [2]
4. Oznaczenie rozpływu zapraw o zmiennym udziale objętościowym włókien
Doświadczalne symulacje wielkości rozpływu zapraw zostały przeprowadzone
w formie do normowych badań zapraw. Ponieważ badanie to miało symulować rozpływ mieszanki tak jak w aparacie L-Box, wykonano specjalny miniaturowy „L-box” (rys. 7) o przekroju 40 x 20 [mm] z zasuwką na końcu, który umieszczono na dnie formy do kształtowania beleczek. Zaprawę wprowadzano do aparatu przy zamkniętej zasuwie aż do górnej krawędzi, następnie podnoszono zasuwę do góry i obserwowano swobodny rozpływ mieszanki. Badanie to jest próbą analizy zachowania się zaprawy z różnym udziałem objętościowym włókien. Badanie rozpływu zaprawy jest zbliżone do testu na urabialność mieszanek betonowych w aparacie L-Box. Ze względu na niewielkie wymiary formy do badania zapraw oraz aparatu, którym podawano zaprawę do formy, wystąpiła konieczność zastosowania tylko jednego rodzaju kruszywa (piasek drobny o frakcji ≤ 2 mm). Na rys. 8 przedstawiono aparat podczas symulacji przepływu zaprawy z dodatkiem 2% i 2,5% superplastyfikatora. Na zdjęciach widoczne są granice rozpływu grawitacyjnego zaprawy w formach bez dodatku włókien.
0 1 4 2 0 1 5 0
1 3 2 1 1 0 1 0
3 0 3 2 0 3 4 5
1 1 2 1 0 0 2 2
0 2 2 3 2 1 1 0
0 1 3 5 1 1 0 1
0 0 6 0 0 0 3 1
5 2 3 1 0 1 3 0
4 0 1 0 0 0 0 2
4 1 1 0 2 0 0 3
3 2 1 1 0 0 3 1
4 1 1 0 2 0 5 3
2 2 3 0 2 4 2 2
4 4 6 0 1 0 2 3
3 2 1 2 1 5 2 1
3 4 3 1 1 2 1 1
2 0 2 1 2 3 1 0
4 2 1 0 0 1 7 1
4 4 3 0 4 3 4 1
2 3 3 3 2 2 2 0
0 1 1 2 1 2 4 0
1 2 4 2 2 3 3 1
1 2 1 3 7 3 2 1
1 4 1 6 3 3 1 1
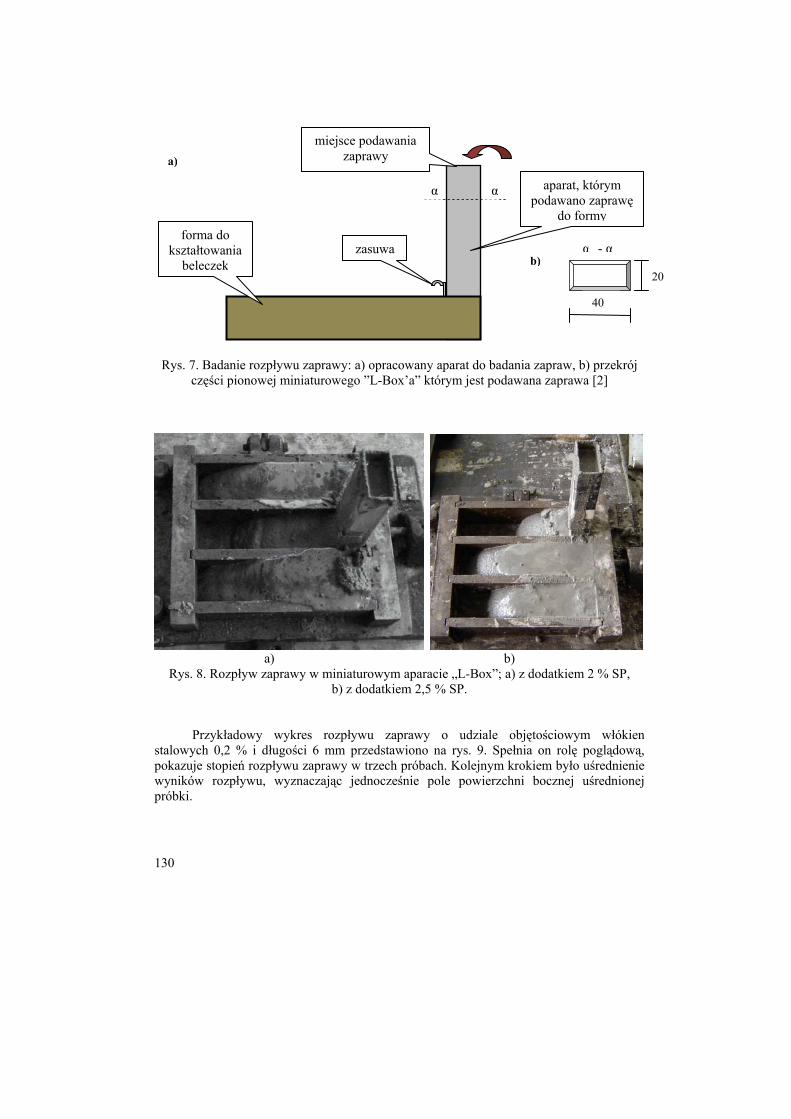
130
Rys. 7. Badanie rozpływu zaprawy: a) opracowany aparat do badania zapraw, b) przekrój części pionowej miniaturowego ”L-Box’a” którym jest podawana zaprawa [2]
a) b)
Rys. 8. Rozpływ zaprawy w miniaturowym aparacie „L-Box”; a) z dodatkiem 2 % SP, b) z dodatkiem 2,5 % SP.
Przykładowy wykres rozpływu zaprawy o udziale objętościowym włókien
stalowych 0,2 % i długości 6 mm przedstawiono na rys. 9. Spełnia on rolę poglądową, pokazuje stopień rozpływu zaprawy w trzech próbach. Kolejnym krokiem było uśrednienie wyników rozpływu, wyznaczając jednocześnie pole powierzchni bocznej uśrednionej próbki.
aparat, którym podawano zaprawę
do formy forma do
kształtowania beleczek
zasuwa
miejsce podawania zaprawy
40
20
a)
b)
α α
α - α
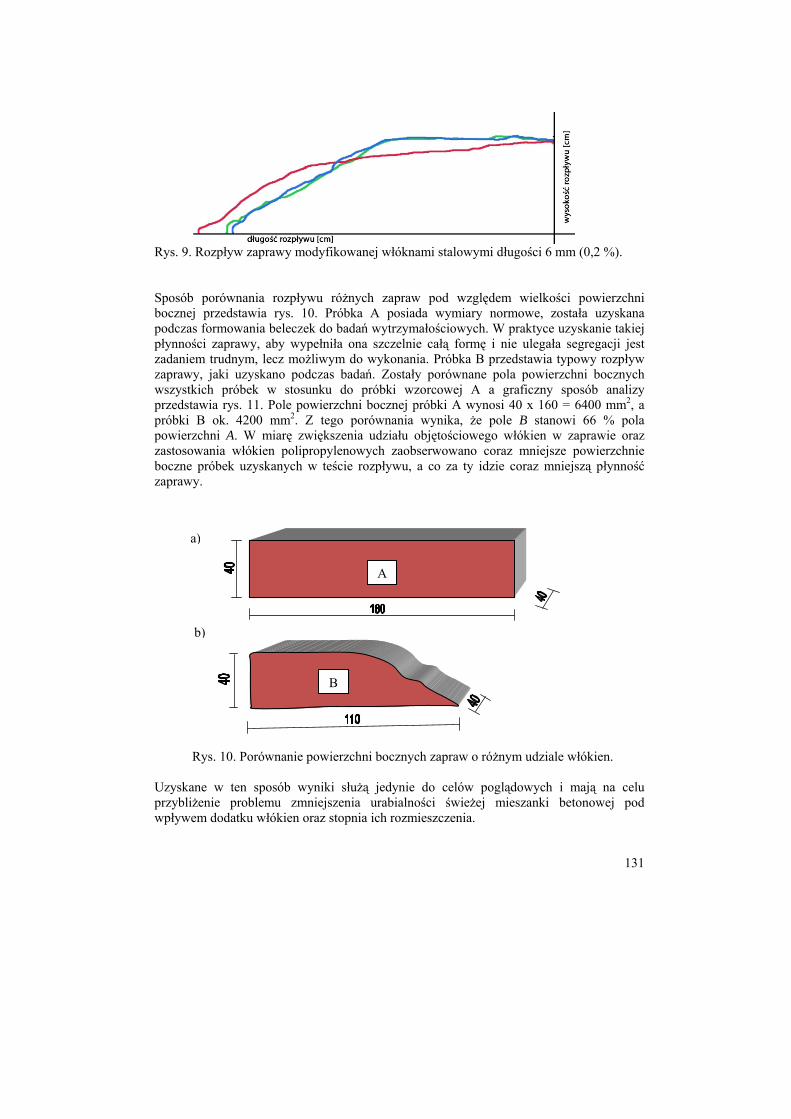
131
Rys. 9. Rozpływ zaprawy modyfikowanej włóknami stalowymi długości 6 mm (0,2 %).
Sposób porównania rozpływu różnych zapraw pod względem wielkości powierzchni bocznej przedstawia rys. 10. Próbka A posiada wymiary normowe, została uzyskana podczas formowania beleczek do badań wytrzymałościowych. W praktyce uzyskanie takiej płynności zaprawy, aby wypełniła ona szczelnie całą formę i nie ulegała segregacji jest zadaniem trudnym, lecz możliwym do wykonania. Próbka B przedstawia typowy rozpływ zaprawy, jaki uzyskano podczas badań. Zostały porównane pola powierzchni bocznych wszystkich próbek w stosunku do próbki wzorcowej A a graficzny sposób analizy przedstawia rys. 11. Pole powierzchni bocznej próbki A wynosi 40 x 160 = 6400 mm2, a próbki B ok. 4200 mm2. Z tego porównania wynika, że pole B stanowi 66 % pola powierzchni A. W miarę zwiększenia udziału objętościowego włókien w zaprawie oraz zastosowania włókien polipropylenowych zaobserwowano coraz mniejsze powierzchnie boczne próbek uzyskanych w teście rozpływu, a co za ty idzie coraz mniejszą płynność zaprawy.
Rys. 10. Porównanie powierzchni bocznych zapraw o różnym udziale włókien.
Uzyskane w ten sposób wyniki służą jedynie do celów poglądowych i mają na celu przybliżenie problemu zmniejszenia urabialności świeżej mieszanki betonowej pod wpływem dodatku włókien oraz stopnia ich rozmieszczenia.
a)
b)
A
B
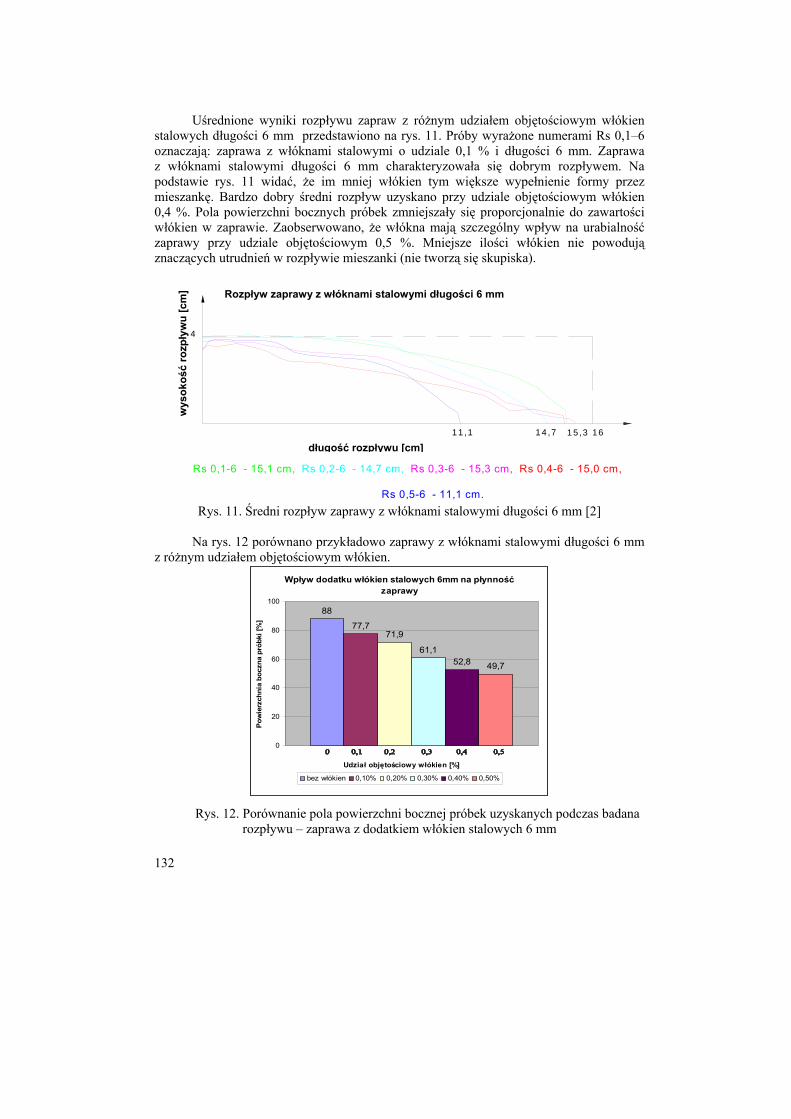
132
Uśrednione wyniki rozpływu zapraw z różnym udziałem objętościowym włókien stalowych długości 6 mm przedstawiono na rys. 11. Próby wyrażone numerami Rs 0,1–6 oznaczają: zaprawa z włóknami stalowymi o udziale 0,1 % i długości 6 mm. Zaprawa z włóknami stalowymi długości 6 mm charakteryzowała się dobrym rozpływem. Na podstawie rys. 11 widać, że im mniej włókien tym większe wypełnienie formy przez mieszankę. Bardzo dobry średni rozpływ uzyskano przy udziale objętościowym włókien 0,4 %. Pola powierzchni bocznych próbek zmniejszały się proporcjonalnie do zawartości włókien w zaprawie. Zaobserwowano, że włókna mają szczególny wpływ na urabialność zaprawy przy udziale objętościowym 0,5 %. Mniejsze ilości włókien nie powodują znaczących utrudnień w rozpływie mieszanki (nie tworzą się skupiska).
14,711,1 15,3
Rs 0,1-6 - 15,1 cm, Rs 0,2-6 - 14,7 cm, Rs 0,3-6 - 15,3 cm, Rs 0,4-6 - 15,0 cm,
Rs 0,5-6 - 11,1 cm.
4
wys
okość
rozpły
wu
[cm
]
16
Rys. 11. Średni rozpływ zaprawy z włóknami stalowymi długości 6 mm [2]
Na rys. 12 porównano przykładowo zaprawy z włóknami stalowymi długości 6 mm
z różnym udziałem objętościowym włókien. Wpływ dodatku włókien stalowych 6mm na płynność
zaprawy
88
77,771,9
61,152,8 49,7
0
20
40
60
80
100
Udział objętościowy włókien [%]
Pow
ierz
chni
a bo
czna
pró
bki [
%]
bez włókien 0,10% 0,20% 0,30% 0,40% 0,50%
Rys. 12. Porównanie pola powierzchni bocznej próbek uzyskanych podczas badana
rozpływu – zaprawa z dodatkiem włókien stalowych 6 mm
długość rozpływu [cm]
Rozpływ zaprawy z włóknami stalowymi długości 6 mm
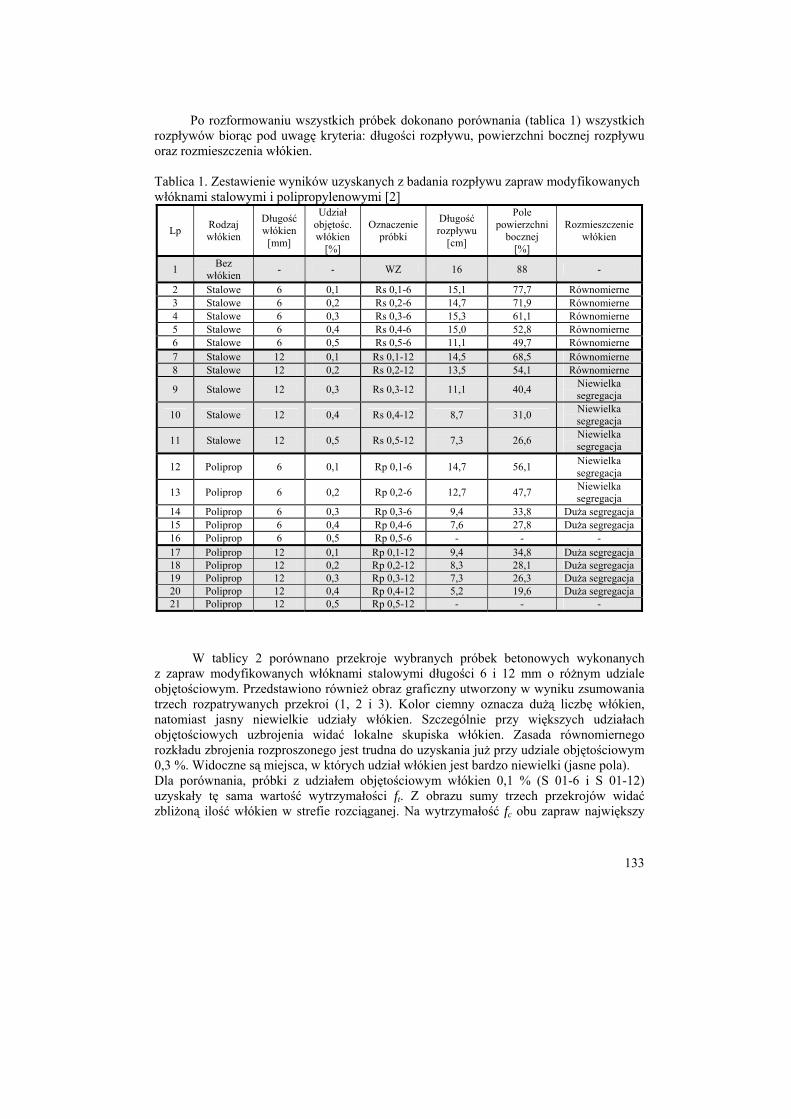
133
Po rozformowaniu wszystkich próbek dokonano porównania (tablica 1) wszystkich rozpływów biorąc pod uwagę kryteria: długości rozpływu, powierzchni bocznej rozpływu oraz rozmieszczenia włókien.
Tablica 1. Zestawienie wyników uzyskanych z badania rozpływu zapraw modyfikowanych włóknami stalowymi i polipropylenowymi [2]
Lp Rodzaj włókien
Długość włókien
[mm]
Udział objętośc. włókien
[%]
Oznaczenie próbki
Długość rozpływu
[cm]
Pole powierzchni
bocznej [%]
Rozmieszczenie włókien
1 Bez włókien - - WZ 16 88 -
2 Stalowe 6 0,1 Rs 0,1-6 15,1 77,7 Równomierne 3 Stalowe 6 0,2 Rs 0,2-6 14,7 71,9 Równomierne 4 Stalowe 6 0,3 Rs 0,3-6 15,3 61,1 Równomierne 5 Stalowe 6 0,4 Rs 0,4-6 15,0 52,8 Równomierne 6 Stalowe 6 0,5 Rs 0,5-6 11,1 49,7 Równomierne 7 Stalowe 12 0,1 Rs 0,1-12 14,5 68,5 Równomierne 8 Stalowe 12 0,2 Rs 0,2-12 13,5 54,1 Równomierne
9 Stalowe 12 0,3 Rs 0,3-12 11,1 40,4 Niewielka segregacja
10 Stalowe 12 0,4 Rs 0,4-12 8,7 31,0 Niewielka segregacja
11 Stalowe 12 0,5 Rs 0,5-12 7,3 26,6 Niewielka segregacja
12 Poliprop 6 0,1 Rp 0,1-6 14,7 56,1 Niewielka segregacja
13 Poliprop 6 0,2 Rp 0,2-6 12,7 47,7 Niewielka segregacja
14 Poliprop 6 0,3 Rp 0,3-6 9,4 33,8 Duża segregacja 15 Poliprop 6 0,4 Rp 0,4-6 7,6 27,8 Duża segregacja 16 Poliprop 6 0,5 Rp 0,5-6 - - - 17 Poliprop 12 0,1 Rp 0,1-12 9,4 34,8 Duża segregacja 18 Poliprop 12 0,2 Rp 0,2-12 8,3 28,1 Duża segregacja 19 Poliprop 12 0,3 Rp 0,3-12 7,3 26,3 Duża segregacja 20 Poliprop 12 0,4 Rp 0,4-12 5,2 19,6 Duża segregacja 21 Poliprop 12 0,5 Rp 0,5-12 - - -
W tablicy 2 porównano przekroje wybranych próbek betonowych wykonanych
z zapraw modyfikowanych włóknami stalowymi długości 6 i 12 mm o różnym udziale objętościowym. Przedstawiono również obraz graficzny utworzony w wyniku zsumowania trzech rozpatrywanych przekroi (1, 2 i 3). Kolor ciemny oznacza dużą liczbę włókien, natomiast jasny niewielkie udziały włókien. Szczególnie przy większych udziałach objętościowych uzbrojenia widać lokalne skupiska włókien. Zasada równomiernego rozkładu zbrojenia rozproszonego jest trudna do uzyskania już przy udziale objętościowym 0,3 %. Widoczne są miejsca, w których udział włókien jest bardzo niewielki (jasne pola). Dla porównania, próbki z udziałem objętościowym włókien 0,1 % (S 01-6 i S 01-12) uzyskały tę sama wartość wytrzymałości ft. Z obrazu sumy trzech przekrojów widać zbliżoną ilość włókien w strefie rozciąganej. Na wytrzymałość fc obu zapraw największy
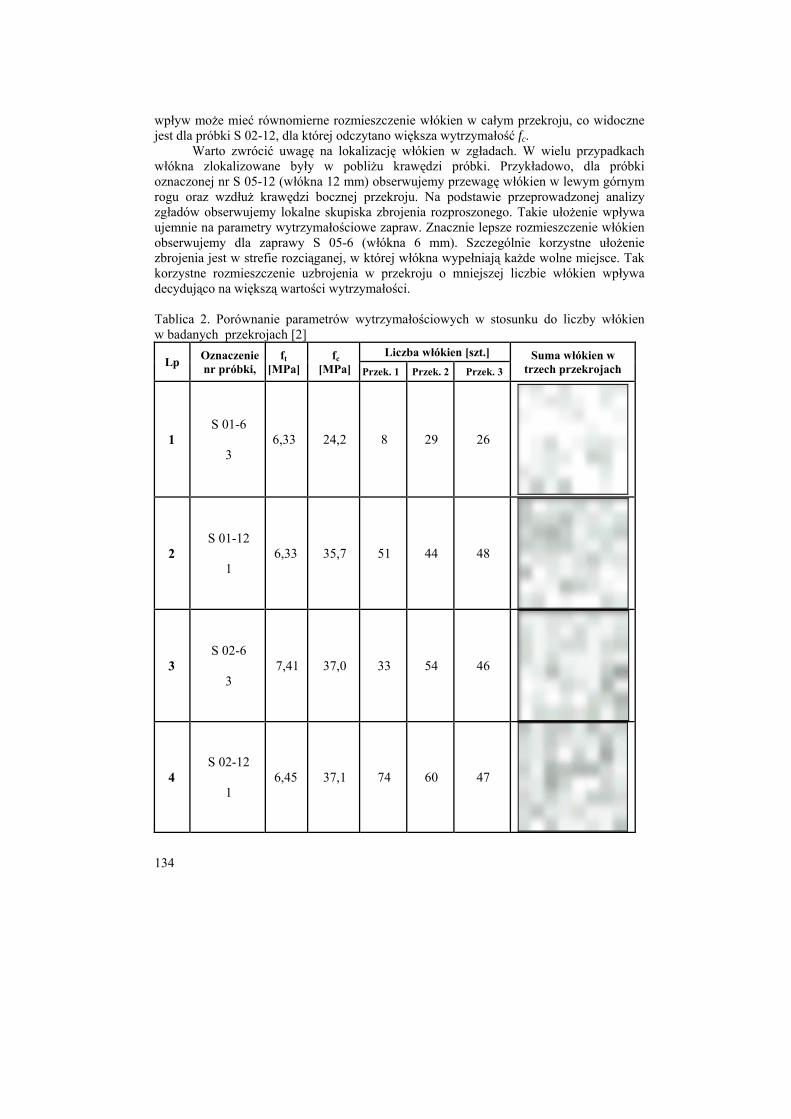
134
wpływ może mieć równomierne rozmieszczenie włókien w całym przekroju, co widoczne jest dla próbki S 02-12, dla której odczytano większa wytrzymałość fc.
Warto zwrócić uwagę na lokalizację włókien w zgładach. W wielu przypadkach włókna zlokalizowane były w pobliżu krawędzi próbki. Przykładowo, dla próbki oznaczonej nr S 05-12 (włókna 12 mm) obserwujemy przewagę włókien w lewym górnym rogu oraz wzdłuż krawędzi bocznej przekroju. Na podstawie przeprowadzonej analizy zgładów obserwujemy lokalne skupiska zbrojenia rozproszonego. Takie ułożenie wpływa ujemnie na parametry wytrzymałościowe zapraw. Znacznie lepsze rozmieszczenie włókien obserwujemy dla zaprawy S 05-6 (włókna 6 mm). Szczególnie korzystne ułożenie zbrojenia jest w strefie rozciąganej, w której włókna wypełniają każde wolne miejsce. Tak korzystne rozmieszczenie uzbrojenia w przekroju o mniejszej liczbie włókien wpływa decydująco na większą wartości wytrzymałości.
Tablica 2. Porównanie parametrów wytrzymałościowych w stosunku do liczby włókien w badanych przekrojach [2]
Lp Oznaczenie nr próbki,
ft [MPa]
fc [MPa]
Liczba włókien [szt.] Suma włókien w trzech przekrojach Przek. 1 Przek. 2 Przek. 3
1 S 01-6
3
6,33 24,2 8 29 26
2 S 01-12
1
6,33 35,7 51 44 48
3 S 02-6
3
7,41 37,0 33 54 46
4 S 02-12
1
6,45 37,1 74 60 47
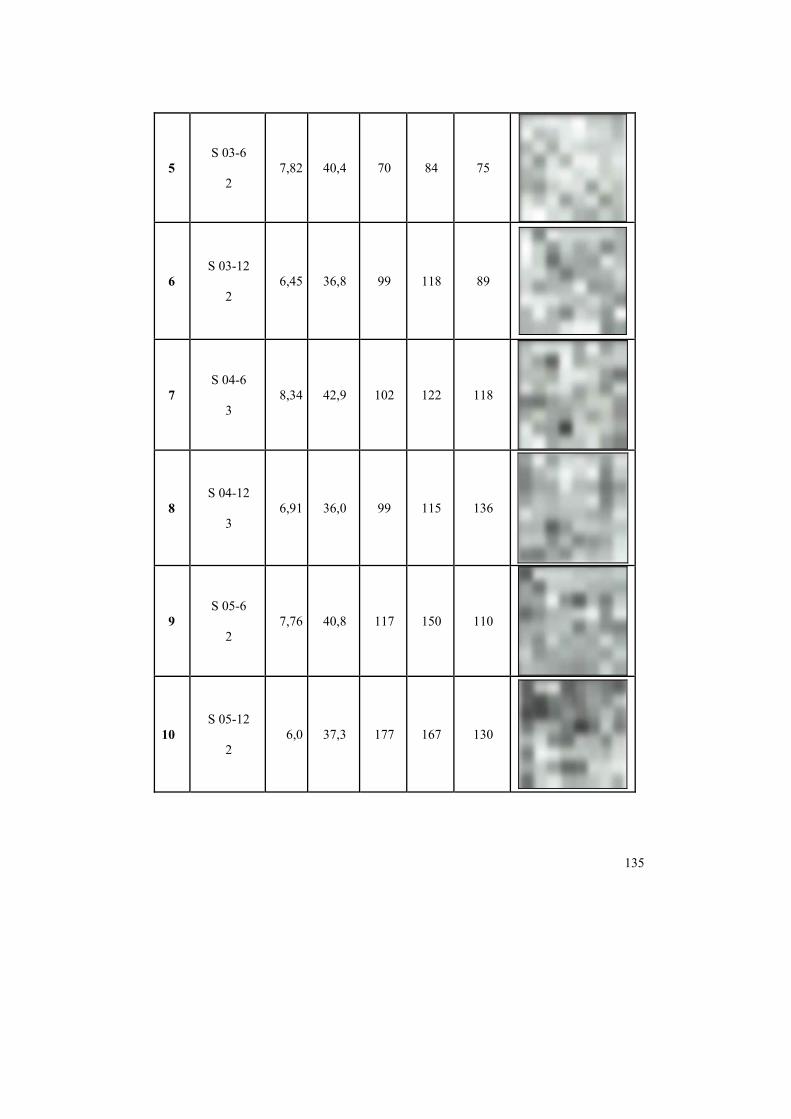
135
5 S 03-6
2
7,82 40,4 70 84 75
6 S 03-12
2
6,45 36,8 99 118 89
7 S 04-6
3
8,34 42,9 102 122 118
8 S 04-12
3
6,91 36,0 99 115 136
9 S 05-6
2
7,76 40,8 117 150 110
10 S 05-12
2
6,0 37,3 177 167 130
136
5. Podsumowanie
Zwiększający się udział objętościowy włókien wpływa na parametry mieszanki oraz ich dystrybucję w matrycy betonowej. Duży wpływ na sposób rozpływu ma długość włókien i ich udział objętościowy w matrycy, co wpływa na zachowanie przez zaprawę technologicznych parametrów urabialności. W związku z tym sposób formowania mieszanki ze zbrojeniem rozproszonym jest bardzo istotny. Badanie rozpływu zapraw w formie umożliwiło częściową obserwację ułożenia włókien w próbce. Dla małych udziałów objętościowych zbrojenia rozproszonego w zaprawie (0,1-0,2%) włókna nie wpływały znacząco na urabialność zaprawy. Nie zaobserwowano lokalnych skupisk zbrojenia w zaprawie. Przy większych udziałach włókien polipropylenowych (>0,3%) widoczne są lokalne koncentracje uzbrojenia w miejscu wpływania zaprawy do formy przez aparat. Tworzą się tzw. „jeże”, które blokują swobodny rozpływ zaprawy.
Przecięcie próbek w przekrojach umożliwiło zbadanie sposobu rozmieszczenia, liczby oraz kąta nachylenia włókien w przekroju. W większości próbek włókna rozmieszczone były w kierunku do dłuższego boku próbki. Potwierdza się zasada ułożenia zbrojenia zgodnie z kierunkiem rozpływu zaprawy. Przeważająca część zbrojenia nachylona była pod kątem ≤ 45°od osi podłużnej dłuższego boku próbki. Dla udziału objętościowego 0,5% włókna stalowe wykazywały różny stopień ułożenia. Jest to spowodowane m.in. niewielkimi wymiarami formy (mały przekrój próbki). Należy, więc zwrócić szczególną uwagę na liczbę, długość, kształt oraz wymiary geometryczne wykonywanego elementu betonowego oraz ograniczanie rozpływu grawitacyjnego mieszanki z dodatkiem włókien. Analiza rozpatrywanych przekrojów w próbce pokazuje duże zróżnicowanie liczby włókien w badanych zgładach. Rozmieszczenie zbrojenia rozproszonego w przekroju jest przypadkowe i dla niewielkich udziałów objętościowych włókien nie występowała znacząca różnica liczby włókien w przekrojach. Stąd widoczne wahania wytrzymałości dla poszczególnych udziałów objętościowych. Zaobserwowano, że w wielu zgładach przeważająca liczba włókien rozmieszczona była w górnej części próbki. Taka lokalizacja może mieć wpływ na wytrzymałość na zginanie, gdyż uzbrojenie dominuje w strefie ściskanej, natomiast w strefie rozciąganej jej liczba była mniejsza (do 20%).
Literatura [1] Ponikiewski T., Badania losowości dystrybucji włókien w mieszankach na spoiwach
cementowych, IX Seminarium reologiczne, Gliwice 2007. [2] Smolik T., Prognozowanie parametrów mechanicznych fibrobetonu w aspekcie
losowości rozproszenia włókien stalowych, Inżynierska praca dyplomowa, Promotor: dr inż. Tomasz Ponikiewski, Gliwice 2006.
THE INFLUENCE OF WAY FILLING UP OF FORMWORK
ON DISTRIBUTION OF FIBRES IN REINFORCED CONRETE Summary
The analysing on as well as parameters stamina gettability of concretes the influence of chance variation of fibres is in investigations of usual concretes. It the analysis of sections of samples beam elements in present article was presented, executed from modified with steel fibres concrete. It the analysis was executed near help of computer programme to analysis of picture concrete cuts, worked out in frames of qualifying.
137
Autorzy referatów:
1. dr inż. Lucyna Domagała, Politechnika Krakowska
2. mgr inż. Damian Dziuk, Górażdże Cement S.A.
3. dr hab. inż. Zbigniew Giergiczny, prof. PO, Górażdże Cement S.A.
4. mgr inż. Artur Golda Betotech Sp. z o.o.
5. dr hab. inż. Jacek Gołaszewski, Politechnika Śląska
6. mgr inż. Sebastian Kaszuba, Betotech Sp. z o.o.
7. dr inż. Maria Kaszyńska, Politechnika Szczecińska
8. dr inż. Beata Łaźniewska-Piekarczyk, Politechnika Śląska
9. mgr inż. Magdalena Piechówka, Politechnika Wrocławska
10. dr inż. Tomasz Ponikiewski, Politechnika Śląska
11. mgr inż. Tomasz Pużak, Górażdże Cement S.A.
12. mgr inż. Marcin Sokołowski, Górażdże Cement S.A.
13. dr inż. Maciej Urban, Politechnika Krakowska
138
Redakcja techniczna: Andrzej Wardęga
ISBN
Wszelkie prawa zastrzeżone
Artykuły zamieszczone w niniejszej publikacji poddane zostały procedurze recenzyjnej





























