Embed Size (px)
Citation preview

KANTOR PUSATJl. Industri No. 5 P.O. Box 14 Cilegon, Banten 42435
Telepon : (+62 254) 392159, 392003 (Hunting)
Faksimili : (+62 254) 372246
KANTOR JAKARTAGedung Krakatau Steel, Lantai 4
Jl. Jend. Gatot Subroto Kav. 54 Jakarta Selatan 12950
Telepon : (+62 21) 5221255 (Hunting)Faksimili : (+62 21) 5200876, 5204208, 5200793
PABRIKCilegon – Cigading Plant Site, Banten 42435
Website : www.krakatausteel.com
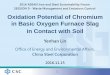
Revamping of EAF Dedusting System to Optimize Off-Gas and
Dust Control System in PT. Krakatau Steel (Persero) Tbk.
SEAISI Conference 2017
Resorts World Sentosa Singapore
22 - 25 May 2017
Rio Arosyid Putra
Senior Specialist of Techno-economics
PT. Krakatau Steel (Persero), Tbk. - Indonesia

2
OUTLINE
OVERVIEW OF COMPANY AND PLANT
PREVIOUS DEDUSTING SYSTEM CONDITION
REVAMPING: PROCESS & RESULT
CONCLUSION & RECOMMENDATION

3
Location:
• Plant Site & Head Office : Cilegon
• Representative Office : Jakarta
Surabaya
Indonesian state-owned company in the field of strategic
industry and manufacture.
The largest integrated steel producer in Indonesia
OVERVIEW OF COMPANY AND PLANT

4
343 ha | PT KS45 ha | Cilegon City Gov.
Plant Site
Training Center
Head Office
(source: Official Website of Krakatau Steel, 2012)
OVERVIEW OF COMPANY AND PLANT

5
Long Product
Flat Product
3,150,000 tons/year
(HRC/P/S, CRC/S, WR)
OVERVIEW OF COMPANY AND PLANT

6
OVERVIEW OF COMPANY AND PLANT
EXISTING DEDUSTING SYSTEM
REVAMPING: PROCESS & RESULT
CONCLUSION & RECOMMENDATION

7
1st cooling stage
Primary dedusting
Secondary dedusting
2nd cooling stage
EXISTING DEDUSTING SYSTEM
Built in 1992
Modification of Dedusting System in 1997 by Installing Force Draught Cooler.
In 2010, Installed 3 lines of Oxy-jet lance 3200 Nm3/h in each lance

8
EXISTING DEDUSTING SYSTEM

9
Dedusting System Trip (yellow colour)Dedusting System Trip Alarm (yellow colour)
EXISTING DEDUSTING SYSTEM
Previous Situation
Over heating in Primary Hot Gas Line whichexceed 700oC
Temperature Hot Gas Line > 700oC will switchEAF operation off.
Operator would reduce the number of oxy-jetlance with only 2 lines which is the flow rateapprox. 1600 Nm3/h per each line (designed3200 Nm3/h).

10
OVER VIEW OF COMPANY AND PLANT
EXISTING DEDUSTING SYSTEM
REVAMPING: PROCESS & RESULT
CONCLUSION & RECOMMENDATION

11
Objective:
1. Optimizing the performance of dedusting system
2. Supporting hot metal based operation in EAF
• Project Team:
1. Division of Technology Development
2. Division of Slab Steel Plant
3. Division of Workshop
• Mechanism:
Fully self-managed
no 3rd parties are involved
OVERVIEW OF REVAMPING

12
REVAMPING PROCESS
Re-calculating dedusting system capabilities in terms of thermal load and off-gas volume produced by ‘new’ EAF

13
REVAMPING SCHEDULE
No. Project Phase
2014 2015
6 7 8 9 10 11 12 1 2 3 4 5 6 7 8 9 10 11
1 Basic Design
2 Detail Design
3 Manufacturing
4 Erection
5Commissioning
6
Final
Acceptance

14
NO OBSTACLES REVAMPING SCOPE
1 The installation of new oxy-jet lance in EAF toantisipate Hot Metal usage lead to:
Expand heat absorber area and suction capacity, using:
a. Over heating at outlet Water Cooled Duct > 700 oC
a. Repair and Adding the section of water cooled duct and un-cooled duct.
b. Settlement dust increasing in the duct b. Install 2 units of Drop Out Box (DOB) and Recondition of Filter Plant existing with the new Filter Cleaning system.
c. Combustion Increase of CO gas at Water Cooled Duct
d. Off Gas Volume Increasec. Operating all ID Fan (4 Units) and preparing
1 ID Fan motor for stand by.
2 The condition of dedusting plant is not optimumas follows:
Upgrade (Extend):
a. Many leak in Water Cooled Duct a. Water Cooled Duct
b. Many cracks in Un-Cooled Duct b. Un-Cooled Duct
c. Control System condition is obsolete c. Automation Control & Piping System
REVAMPING: PROCESS & RESULT

15
DESIGN CHANGE OF WATER COOLED DUCT
Modification of water cooled duct (WCD)
Install 2 units Drop Out Box
Modification of in-coming & out-going water header along with its sensors
New design of Steel structure to support new WCD
Girder
REVAMPING: PROCESS & RESULT

16
INSTALL DROP OUT BOX (DOB)
REVAMPING: PROCESS & RESULT

17
NEW DESIGN OF EAF DEDUSTING SYSTEM
REVAMPING RESULT

18
REVAMPING RESULT
Water Cooled Duct
Un-cooled DuctDrop out Box

19
NO PERFORMANCE TARGET RESULT
1. Inlet Force Draught Cooler, Max (0C) 530 371
2. Inlet to filter chamber, Max (0C) 120 83
3. Dust Content, Max (mg/m3) 50 5
4 Hot Gas Line Temperature (0C) 600 476
REVAMPING RESULT:
EQUIPMENT PERFORMANCE
0
50
100
150
200
250
300
350
400
450
10
:09
:53
11
:43
:23
13
:16
:54
14
:50
:25
16
:23
:56
17
:57
:27
19
:30
:58
21
:04
:29
22
:38
:00
00
:11
:31
01
:45
:02
03
:18
:33
04
:52
:04
06
:25
:34
07
:59
:05
09
:32
:36
11
:06
:07
12
:39
:38
T5361 (inlet uncooled)
T5362 (inlet mixing)
GIS5863 (%dec)

20
1. Acceleration of knowledge transfer
2. Skill development of every personnel
3. Shorten the learning time
4. Minimize the competence gap
REVAMPING RESULT:
HUMAN CAPITAL ASPECTS

21
OVER VIEW OF COMPANY AND PLANT
EXISTING DEDUSTING SYSTEM
REVAMPING: PROCESS & RESULT
CONCLUSION & RECOMMENDATION

22
CONCLUSION
1. Revamping of EAF Dedusting Plant could eliminate the
impact of raw material transformation in EAF (hot metal
material based operation)
2. By doing self-managed revamping, transfer of knowledge
was rapidly accelerated and the learning time could be
effectively shortened.

23
THANK YOU