Embed Size (px)
Citation preview

RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
TAB I.1 - TECHNICAL APPROACH A. Provide a detailed organization chart (with names) of the project staff including, but not limited to Program Manager, Production Manager, Lead Electrical Engineer, Lead Mechanical
Engineer, System Engineer (System Integration) Quality Engineer, Warranty and Reliability Engineers, Field Support Manager, Training and Manuals Manager. Include a detailed one-paragraph resume of each individual’s experience, which directly applies to this project. A matrix of the responsibilities, location, and decision making authority, of the key staff shall be included. The proposed staff must be the staff which will actually fill each identified role and deliver the services defined in the contract and the proposal. Changes of key individuals require the prior approval of the Authority.
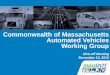
A1. Organization Chart of Hyundai Rotem Project Management Team for the MBTA Orange & Red Line Project
Material Manager Test & CommissioningManager
Sungha Jun
Hyundai Rotem
Administrative
Keith Blackburn
Project Director (Production)
ProjectEngineerProject Administrator
Lead MechanicalEngineer
Deputy Project Manager
Project Manager
Proj
ect
Man
agem
ent
Com
mitt
ee
Alex Demarais
TBD TBD
MBTAProject Director (Project Mgmt.)
Project Director (Design)
Lead ElectricalEngineerAssistant
Ryoungkyu Lim
Stuart Fielding
Project Scheduler
Jaehong Park
Hosung Ko
Kevin Choi
Quality Engineer
Jangho Kim
Proj
ect M
anag
emen
t Tea
min
USA
Cons
truct
ion
Man
agem
ent T
eam
in K
orea
Final AssemblyProduction Manager
Taehong Kim
ConstructionManager
Kevin Han
Donghyun Choi
Design TeamLeader
Sungwoo KwonRailXSungwoo Kwon
Training & ManualsManager
Jaedong Lee
System Engineer(System Integrator)
Deogyoung Kim
Structure / FatigueCrashworthiness
Analysis
Dynamic AnalysisNoise & Vibration
RAMSFire Performance
EMI / EMCSoftware
Youngwook Park
Testing &Commissioning
Warranty & Reliability(FRACAS) Engineer
Production Manager
Bokeun Jung
Procurement Manager
Pilhwan Kim
Quality Engineer
Sangjae Cho
Mechanical Engineering ElectricalEngineering
TruckEngineering
Production ControlProduction Engineering
EngineeringConsulting Group
(System Integration)
Field SupportManager
Sungwook Shin
TAB I.1 Page 1 of 80 B.5.1.0_Technical Approach_rev.0.doc

RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
A2. Resumes of Key Staff Mr. Kevin Choi, Director at Hyundai Rotem’s Head Office, will serve as the Project Director. Mr. Choi is responsible for the project management and sales & marketing in North & South America Region, and will supervise the overall aspects of the MBTA Orange & Red Line Project in order to ensure the successful project implementation to the satisfaction of the customer.
Mr. Jaehong Park, Director at the Hyundai Rotem’s R&D Center, will serve as the Project Director. Mr. Park has over 25 years’ experience in design and development of various type of rail car, both for Korean local customer and also for various international transit authorities. Currently he is in charge of all design and engineering for new railcar project at Hyundai Rotem.
Mr. Hosung Ko, Director at the Hyundai Rotem’s Overseas Production Support group, will serve as the Project Director, Mr. Ko has over 25 years’ experience in production and production engineering of new rail cars for both Korean local customer and also for various international transit authorities. Recently Mr. Ko held the position of Production Director in HRU Philadelphia Plant, and currently he is in charge of Hyundai Rotem’s overall overseas production control.
Mr. Sungha Jun, General Manager at Hyundai Rotem, will serve as the Project Manager. He has various experiences in railcar industry, including sales, project scheduling and management. He has worked on a series of Hyundai Rotem’s U.S. projects such as SCRRA Bi-level Coaches Project as a Project Manager, SEPTA SL-V EMU Project as a Construction Manager, and MBTA Bi-level Coaches Project as a Project Manager.
Mr. Ryoungkyu Lim, Senior Principal Engineer at Hyundai Rotem, will serve as the Project Engineer. He holds a Master of Science from Princeton University and Doctorate from Columbia University in Mechanical Engineering. He has over 25 years’ experience in railcar design and engineering in various types of railcars such as EMU, Diesel Locomotive and High Speed Train. In relation with the U.S. projects, he previously held the position of the project engineer for the SEPTA SL-V EMU Project.
Mr. Keith Blackburn, Senior Electrical Engineer at RailX, will serve as the Lead Electrical Engineer. He has over 20 years of experience in the design of American passenger railcars and systems. He has worked on a variety of metro, commuter, and LRV projects. Metro EMU railcar experience includes NYCT R160, MBTA Blue Line, SEPTA Market-Frankford, and BART C2. He has had a diverse work focus, including systems integration and wiring, electrical and electronic subsystem design, PCB and panel design, prototyping, PTE, BTE, and software workstation oversight, supplier development, production engineering, systems and vehicle testing.
Mr. Stuart Fielding, Senior Mechanical Engineer at RailX, will serve as the Lead Mechanical Engineer. He has over 26 years of experience in the design of American passenger railcars and systems. He has worked on a variety of metro, commuter, and LRV projects. Metro EMU railcar experience includes LACMTA Redline, MARTA CQ312, MBTA Blue Line, and CTA. He has had a diverse work focus, including systems integration, structural analyses, carbody and truck design, dynamic analyses, 3-D modeling, RAMS, subsystem integration, production engineering, systems and vehicle testing, and project management.
Mr. Alex Demarais, Assistant Manager at Hyundai Rotem USA, will serve as the Deputy Project Manager/ Project Administrator. He has been working as the Deputy Project Manager for the MBTA Bi-Level Commuter Coaches Project. With the PM team he has gained experience reporting to the MBTA, controlling budget and schedule and mitigating sources of risk. His additional responsibilities include controlling the final configuration of the cars throughout the production and into the warranty phase of the project.
Mr. Jangho Kim, General Manager at Hyundai Rotem USA, will serve as the Production Manager in U.S. He has over 20 years’ experience in railcar manufacturing and production engineering for the various types of railcars and truck manufacturing. He currently holds the position of the production manager in HRU’s Philadelphia Plant and he is currently responsible for the production control of MBTA Bi-level Coaches and Denver Eagle P3 EMUs.
Mr. Taehong Kim, General Engineer at Hyundai Rotem USA, will serve as the Quality Engineer in U.S. He has worked on the series of U.S. projects of SEPTA SL-V EMUs, MBTA Bi-level Coaches, and Denver Eagle P3 EMUs in HRU. As a quality engineer for above-mentioned projects he has been responsible for the monitoring the U.S. site quality, qualifying and monitoring of subcontractors, FAIs of the U.S. subcontractors, and tool calibration and personnel certification.
TAB I.1 Page 2 of 80 B.5.1.0_Technical Approach_rev.0.doc

RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
Mr. Jaedong Lee, Material Manager at Hyundai Rotem USA, will serve as the Material Manager in U.S. He has worked on the series of U.S. projects of SEPTA SL-V EMUs, MBTA Bi-level Coaches, and Denver Eagle P3 EMUs in HRU. As a material manager for above-mentioned projects he has been responsible for the material control and staging, logistics control of U.S. subcontractors, material expediting, and management of material handling and transport equipment.
Mr. Sungwoo Kwon, Testing & Commissioning Manager at Hyundai Rotem USA, will serve as the Testing & Commissioning Manager and Field Support Manager. He has worked on the U.S. project of SEPTA SL-V EMUs in HRU. As a testing & commissioning manager for above-mentioned project he has been responsible for managing instrumentation of cars for dynamic testing and site-specific qualification testing, managing routine testing activities, maintaining test equipment including calibration, and maintaining car history book up to the conditional acceptance of each car.
Mr. Sungwook Shin, Manager at Hyundai Rotem USA, will serve as the Warranty & Reliability Engineer. He currently holds the position of the warranty manager for the MBTA New Bi-level Coaches Project, and he is stationed in Boston for the position. As a warranty manager he is responsible for managing the execution of warranty services, managing the project FRACAS, failure analysis, corrective action requirements, and coordinating with design team.
Mr. Kevin Han, Manager at Hyundai Rotem, will serve as the Construction Manager. He has worked on MBTA Bi-level Coaches Project as a Construction Manager and owns the knowledge of project management as the certified PMP (Project Management Professional). He has over 10 years’ experience of project management in railcar industry.
Mr. Bokeun Jung, General Manager at Hyundai Rotem, will serve as the Production Manager in Korea. He has over 20 years’ experience in railcar manufacturing and production engineering for the various types of railcars and truck manufacturing for Korean local customers and overseas customers including U.S. customers. As a production manager he is responsible for the production control, tools and fixtures, and production schedule.
Mr. Pilhwan Kim, General Manager at Hyundai Rotem, will serve as the Procurement Manager in Korea. He has over 20 years’ experience in railcar design, cost evaluation, and procurement of subsystem for the various types of railcars. As a procurement manager he is responsible for selection of the subcontractors, procurement for all parts and subsystems, and delivery control of all parts and subsystems.
Mr. Donghyun Choi, Senior Principal Engineer at Hyundai Rotem, will serve as the Design Team Leader. He has over 20 years’ experience in railcar design and engineering in various types of railcars. In relation with the U.S. projects he previously held the positions of the project engineer for the MBTA New Bi-level Coaches Project and SCRRA Bi-level Coaches Project as well. His experience with the U.S. projects will facilitate the design process and system integration, and verification of the overall design.
Mr. Sangjae Cho, General Manager at Hyundai Rotem, will serve as the Quality Manager in Korea. He has various experiences in quality assurance and quality control in railcar industry for both Korean local customers and international customers including the U.S. customers. As the quality manager he is responsible for the overall quality issues.
Mr. Deogyoung Kim, Principal Engineer at Hyundai Rotem, will serve as the System Engineer (System Integrator). He has over 20 years’ experience in railcar design and engineering in various types of railcars. In relation with the U.S. projects he previously held the positions of the design engineer for the SEPTA Silverliner V EMU Project. His experience with the U.S. project will facilitate the design process and system integration, and verification of the overall design.
Mr. Youngwook Park, Principal Engineer at Hyundai Rotem, will serve as the Training & Manual Manager. He has various experiences of the training & manual manager for the various projects for international customers including SEPTA SL-V EMU Project and Denver Eagle P3 EMU Project.
A3. Matrix of Responsibilities, Location, and Decision Making Authority of Key Staff
Key Staff Responsibilities Location Decision Making Authority
Project Directors (Project Management Committee)
• Decision making at the top-management level to quickly resolve issues that impact schedule, technical compliance and project cost to ensure successful completion of the Project on
Korea • Authority to quickly allocate additional personnel resources from any department.
TAB I.1 Page 3 of 80 B.5.1.0_Technical Approach_rev.0.doc

RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
Key Staff Responsibilities Location Decision Making Authority schedule.
• Coordination with MBTA high-level executives to ensure correct understanding and resolution of issues that are not being adequately addressed at the project level.
• Monitor project milestones and quality reports to recognize early indications of potential project issues.
• Authority to quickly change personnel (with MBTA approval) to ensure compliance with the requirements and schedule.
• Authority to quickly negotiate contractual changes with subcontractors.
Project Manager • Communication with MBTA on all project issues.
• Overall Project Management. • Assures all contractual requirements of the vehicle design,
quality and schedule are achieved. • Manages the Master Project Schedule and monitors the
schedule as activities progress. • Manages the project design team, including the project
engineer, lead engineers, and system integrator. • Manages the project schedule, including design, production,
testing and delivery of materials from HR sites and subcontractors.
• Manages formal communications with subcontractors, including commercial issues and design changes.
• Directs the Deputy Project Manager/Project Administrator and Project Scheduler.
• Assures unresolved technical issues are addressed without delay, assigning the necessary technical resources.
Boston • Authority to initiate design changes by the design team to ensure technical compliance.
• Authority to direct immediate activities to correct schedule issues.
• Authority to direct subcontractors to change scope or design to match requirements.
• Authority to address requests for changes from MBTA.
• Authority to schedule design reviews, project meetings, etc. with MBTA.
• Authority to implement schedule changes to meet the design and production goals.
Project Engineer • Management of the overall Project technical design and integration of the subcontractor design with the Design Team Leader, System Integrator, Engineering Consulting Group and detail design team.
• Leads the local design team, including the Lead Electrical and Lead Mechanical Engineers and coordinates activities and requirements with the Design Team Leader, System Integrator, Engineering Consulting Group, and detail design team.
• Leads the design review process internally. • Leads the design review process for Initial specification
review, CDR, PDR and FDR meetings. • Assures the overall design meets the contractual technical
requirements. • Technical meetings and discussions with MBTA. • Verifies FAI/Type Test technical requirements are ready for
FAI/Type Test.
Boston • Authority to make technical decisions to ensure compliance.
• Authority to address technical design issues with subcontractors.
• Authority to schedule technical reviews internally and with subcontractors.
Lead Electrical Engineer
• Controls the overall vehicle-level schematic. • Management of the electrical technical design and integration
of the subcontractor designs with the Design Team Leader and detail design team.
• Ensures all vehicle-level electrical requirements are achieved. • Interfaces with all electrical system subcontractors to ensure
compliance with all technical requirements. • Coordinates design features with the Project Manager, Lead
Mechanical Engineer and Systems Integrator as required to meet the technical requirements.
• Feeds back design changes to HR design team to incorporate the detail design changes in all relevant subsystems and components.
• Contributes electrical technical data for the: design review
Boston • Authority to make technical changes to the overall vehicle schematic.
• Authority to address technical design issues with electrical subcontractors.
TAB I.1 Page 4 of 80 B.5.1.0_Technical Approach_rev.0.doc

RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
Key Staff Responsibilities Location Decision Making Authority process, Initial specification review, CDR, PDR and FDR.
• Ensures all electrical system FAIs/Type Tests are complete, including the required documentation and testing.
Lead Mechanical Engineer
• Controls the overall mechanical layout of equipment, secondary structure, carbody and truck interfaces.
• Management of the mechanical technical design and integration of the subcontractor designs with the Design Team Leader and detail design team.
• Ensures all vehicle-level mechanical requirements are achieved.
• Interfaces with all mechanical subcontractors to ensure compliance with all technical requirements.
• Coordinates design features with the Project Manager, Lead Electrical Engineer and Systems Integrator as required to meet the technical requirements.
• Feeds back design changes to HR design team to incorporate the detail design changes in all relevant systems and components.
• Contributes mechanical technical data for the: design review process, Initial specification review, CDR, PDR and FDR.
• Ensures all mechanical system FAIs/Type Tests are complete, including the required documentation and testing.
Boston • Authority to make technical decisions relating to the vehicle structures.
• Authority to address technical design issues with mechanical subcontractors.
System Engineer (System Integrator)
• Controls the overall planning and integration of signals, commands, and data transferred between carborne systems.
• Interfaces with all relevant subcontractors of control equipment, networks, VMS and event recorder to ensure compliance with all networking protocols and all specification requirements.
• Interfaces with the propulsion, API/APS, and ATP/ASR subcontractors to ensure compliance with all EMI/EMC requirements.
• Coordinates design features with the Project Manager, Lead Electrical and Lead Mechanical Engineers, and Engineering Consulting Group as required to meet the technical requirements.
• Feeds back design changes to HR design team to incorporate the detail design changes in all relevant systems and components.
• Contributes integration technical data for the: design review process, Initial specification review, CDR, PDR and FDR.
• Ensures all FAIs/Type Tests relating to the VMS, car controls, car and train networks, and event recorder are complete, including the required documentation and testing.
• Ensures the combined propulsion, API/LVPS, ATP/ASR EMI/EMC tests are complete.
Korea • Authority to make technical decisions relating to inter-system communications and interfacing.
• Authority to address technical design issues with control system subcontractors.
• Authority to address technical design issues relating to EMI/EMC.
Engineering Consulting Group
• Provides technical oversight for the overall Project technical issues relating to: vehicle functionality, reliability, safety, specification compliance, support equipment, schedule, design reviews, FAIs/Type Tests and quality assurance.
• Provides technical design input for VMS, networks, BTEs, PTEs, and training simulator.
• Provides management of physical mock-up presentation, review, and updating.
U.S. • Authority to review all technical designs and subcontractor scope and submittals.
• Authority to initiate design activities to address technical issues.
• Authority to initiate the mock-up changes.
TAB I.1 Page 5 of 80 B.5.1.0_Technical Approach_rev.0.doc

RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
Key Staff Responsibilities Location Decision Making Authority
Deputy Project Manager/ Project Administrator
• Management and monitoring of all project schedule activities. • Tracks internal and subcontractor resource allocation versus
scheduled activities to assure the schedule is maintained. • Tracks the subcontractor design and equipment submittals
versus the schedule requirements. • Manages and logs correspondence, document and drawing
submittals, between the customer, subcontractors, and other external entities.
• Logs meeting and working session minutes & action items.
Boston • Authority to initiate and require resource allocation changes.
• Authority to direct the project scheduler to revise the schedule.
• Authority to communicate with customer and subcontractor project administrators.
Project Scheduler • Establishes the Master Project Schedule baseline by using critical path method scheduling program.
• Analyzes critical paths and identifies schedule limits. • Monitors the schedule for deviations. • Updating and reports to the deputy project manager on a
regular base.
Boston • Authority to distribute schedule changes to all team members, including subcontractors.
Warranty and Reliability Manager (FRACAS)
• Manages the execution of warranty services. • Manages the warranty database, including warranty service
work, warranty expiration dates, and warranty changes driven by design changes.
• Manages the project FRACAS, and coordinates with the design team.
• Tracks all warranty items, failure analyses, corrective action requirements.
• Coordinates failure data, failure analyses, and corrective action requirements between the engineers and the subcontractors.
Boston • Authority to order warranty repairs or replacement parts.
• Authority to initiate RMAs for failure analysis from subcontractors.
• Authority to initiate reliability reviews and design reviews based on failure incidents.
Field Support Manager
• Manages the car warranty repair staff and site QA. • Manages all FMI site scope, including staff, materials
management, QA, customer acceptance, and logging.
• Coordinates receipt of new cars on site. • Coordinates receipt of warranty repairs and FMIs, and
subsequent buybacks.
Boston • Authority to direct site warranty and QA staff.
• Authority to accept warranty cars and FMI cars.
• Authority to coordinate acceptance and buyback of cars with the customer.
Testing & Commissioning Manager
• Manages instrumenting of cars for dynamic testing and site-specific qualification testing.
• Manages routine testing activities. • Leads site technicians in preparing on-site test reports.
• Signs off commissioning test and inspection reports. • Maintains test equipment, including calibration and records. • Maintains Car History Book up to the Conditional Acceptance
of each car.
Boston • Authority to direct site test technicians. • Authority to maintain and calibrate test
equipment. • Authority to issue and certify test and
commissioning reports.
• Authority to schedule testing.
Quality Engineer (MA, U.S.)
• Enforces the Project Quality Plan. • Responsible for monitoring U.S. site quality and implementing
additional controls for any deviations. • Responsible for qualifying and monitoring quality of
subcontractors. • Responsible for investigation and resolving of U.S. site quality
issues. • Responsible for FAIs of the U.S. subcontractors. • Responsible for calibration of tools and certification of
personnel in the U.S.
MA, U.S.
• Authority to halt production if necessary.
• Authority to audit quality processes of procured and manufactured items.
• Authority to qualify and disqualify subcontractors and internal production processes.
TAB I.1 Page 6 of 80 B.5.1.0_Technical Approach_rev.0.doc

RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
Key Staff Responsibilities Location Decision Making Authority
Production Manager (MA, U.S.)
• Manages all production line supervisors.
• Production line design and staffing. • Plans and manages tooling and fixtures. • Responsible for the production schedule.
MA, U.S.
• Authority to reassign production staff. • Authority to requisition tools and
fixtures. • Authority to approve overtime work. • Authority to reconfigure the production
line.
Materials Manager (MA, U.S.)
• Material control and staging in the final assembly site.
• Management of site ERP system in the U.S. • Logistics control of U.S. subcontractors. • Materials expediting. • Management of material handling and transport equipment.
MA, U.S. • Authority to manage material delivery and warehousing.
• Authority to initiate material scheduling changes.
• Authority to manage material handlers.
Design Team Leader • Management of the Design Team and integration of the subcontractor design with the Project Engineer, System Integrator, Engineering Consulting Group and detail design team.
• Leads the design team and coordinates activities and requirements with the Project Engineer, Lead Electrical and Lead Mechanical Engineers, System Integrator, and Engineering Consulting Group.
• Leads the design review process in the design team. • Supports the design review process for Initial specification
review, CDR, PDR and FDR meetings. • Assures the overall systems design meets the contractual
technical requirements. • Technical meetings and discussions with MBTA. • Verifies FAI/Type Test technical requirements are ready for
FAI/Type Test.
Korea • Authority to make technical decisions to ensure compliance.
• Authority to address technical design issues with subcontractors.
• Authority to schedule technical reviews internally and with subcontractors.
Construction Manager
• Project Management of design team, procurement, production and quality in Korea.
• Assures procurement, production and quality requirements are achieved.
• Manages the design, procurement, and production schedule is maintained.
Korea • Authority to direct immediate activities to correct schedule issues.
• Authority to implement schedule changes to meet the design and production goals.
Procurement Manager
• Selection of the subcontractors based on the design team/quality manager’s evaluation
• Procurement for all parts and subsystems. • Delivery control of all parts and subsystems.
Korea • Authority to issue subcontracts. • Authority to issue change orders to
subcontractors.
Quality Engineer (Korea)
• Establishes and enforces the Project Quality Plan. • Responsible for monitoring site quality and implementing
additional controls for any deviations. • Responsible for qualifying and monitoring quality of
subcontractors. • Responsible for investigation and resolving of site quality
issues. • Responsible for FAIs of the subcontractors. • Responsible for calibration of tools and certification of
personnel.
Korea • Authority to halt production if necessary.
• Authority to audit quality processes of procured and manufactured items.
• Authority to qualify and disqualify subcontractors and internal production processes.
Production Manager (Korea)
• Manages all production line supervisors.
• Production line design and staffing. • Plans and manages tooling and fixtures.
Korea
• Authority to reassign production staff. • Authority to requisition tools and
fixtures.
TAB I.1 Page 7 of 80 B.5.1.0_Technical Approach_rev.0.doc

RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
Key Staff Responsibilities Location Decision Making Authority • Responsible for the production schedule.
• Authority to approve overtime work. • Authority to reconfigure the production
line.
Training and Manuals Manager
• Manages the production of manuals and training materials.
• Manages the subcontractors’ manuals and training. • Scheduling and delivery of manuals and training. • Manages the revision of manuals.
Korea • Authority to schedule training.
• Authority to initiate manual changes. • Authority to direct changes to
subcontractors’ manuals and training.
B. Provide a statement that confirms that the Offeror fully understands and will adhere to the requirements of the technical specification and all design and manufacturing standards referenced or otherwise applicable.
Hyundai Rotem Company (hereinafter “Rotem”) has completely and thoroughly reviewed the MBTA RFP No. CAP 27-10, New Orange and Red Line Vehicles, Technical Specification dated October 22, 2013, all Attachments and Addendums, and all design and manufacturing standards referenced or otherwise applicable, and Rotem fully understands and will adhere to all requirements of the MBTA RFP No. CAP 27-10, New Orange and Red Line Vehicles, Technical Specification dated October 22, 2013, all Attachments and Addendums, and all design and manufacturing standards referenced or otherwise applicable.
C. Indicate the Offeror’s experience with the design and manufacture of stainless steel carbodies for heavy rail transit vehicles, with emphasis on North American projects. To do this, provide a matrix that includes: the transit property; number of cars; date of contract; and carbody manufacturer (in-house or sub-contractor). Identify the potential subcontractor(s) for the Propulsion, Trucks and Major Truck Components, Auxiliary Power, Low Voltage DC Power, HVAC, Carbody, Couplers / Draft Gear, Wheel Sets, Air Brake Equipment and Controls, Cab Signal Equipment, Door Systems, Seats, Vehicle Monitoring System, Network Equipment and Integrator, Communications Equipment including LED and LCD Signage, Lighting, and technical options V through XI as listed under Section A1.01. Identify the type of equipment being considered and where and in what quantities similar equipment is in use. Indicate where this equipment will be manufactured and assembled. The Authority places special emphasis on the use of equipment that is service proven in a similar application in the North American market.
C1. Experience of the Stainless Steel Carbody Rotem has supplied more than 33,000 units of rolling stock vehicles since 1964, out of which 9,000 vehicles have been supplied for overseas customers. Rotem has been designing and manufacturing stainless steel carbody structures for rail transit vehicles since 1983 and more than 8,000 stainless steel carbodies have been fabricated for both Domestic and Foreign customers.
For the United States, Rotem has successfully produced and delivered 120 Commuter Cars for SEPTA, 109 Bi-levels for SCRRA and 75 Bi-levels for MBTA, using stainless steel carbody construction.
In addition, the SCRRA Bi-level cars included the first ever intercity CEM carbody design, that exceeds the ASME RT-2-2008 requirements for crashworthiness. Currently, Rotem is producing Commuter EMU cars for Denver DTS using a stainless steel carbody structure.
TAB I.1 Page 8 of 80 B.5.1.0_Technical Approach_rev.0.doc

RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
C1.2. Stainless Steel Carbody Experience (since 1998) No. Client Transit Property Cars
Produced Contract date Manufacturer
1 MBTA, Boston Bi-level Coach 75 Mar. 18, 2008 Hyundai Rotem 2 SEPTA, Philadelphia Commuter EMU 120 May 19, 2006 Hyundai Rotem 3 SCRRA, Los Angeles Bi-level Coach 137 Apr. 13, 2006 Hyundai Rotem
4 SNC-LAVALIN, Vancouver Rapid Transit EMU 40 Oct. 31, 2005 Hyundai Rotem
5 Korail, Korea Rapid Transit EMU 76 Dec. 15, 2011 Hyundai Rotem 6 Korail, Korea Rapid Transit EMU 86 Dec. 31, 2010 Hyundai Rotem 7 Seoul Metro Rapid Transit EMU 42 Dec. 31, 2010 Hyundai Rotem 8 ARTU, Ukraine Intercity EMU 90 Dec. 16, 2010 Hyundai Rotem 9 Korail, Korea Rapid Transit EMU 30 Dec. 28, 2009 Hyundai Rotem 10 BMRCL, Bangalore Rapid Transit EMU 150 May. 13, 2009 Hyundai Rotem 11 KTMB, Malaysia Commuter EMU 30 Jan. 19, 2009 Hyundai Rotem 12 Korail, Korea Rapid Transit EMU 72 Dec. 08, 2008 Hyundai Rotem 13 Seoul Metro Rapid Transit EMU 340 Dec. 28, 2007 Hyundai Rotem
14 Almaty Metro, Kazakhstan Rapid Transit EMU 28 Dec. 13, 2007 Hyundai Rotem
15 ViaQuatro, Brazil Rapid Transit EMU 84 Dec. 01, 2007 Hyundai Rotem 16 GWRL, Wellington Commuter EMU 96 Nov. 13, 2007 Hyundai Rotem 17 DMRC, Delhi Rapid Transit EMU 196 Aug. 30, 2007 Hyundai Rotem 18 DEC, Doosan Rapid Transit EMU 72 Jun. 28, 2007 Hyundai Rotem 19 TCDD, Turkey Commuter EMU 96 Mar. 08, 2006 Hyundai Rotem 20 CTS, Brazil Rapid Transit EMU 24 Nov. 14, 2006 Hyundai Rotem 21 Seoul Metro Rapid Transit EMU 280 Oct. 09, 2006 Hyundai Rotem 22 Otogar-Bagcilar, Istanbul LRT EMU 34 Jul. 28, 2005 Hyundai Rotem 23 IRTC, Incheon Rapid Transit EMU 72 Dec. 16, 2005 Hyundai Rotem 24 DMRC, Delhi Rapid Transit EMU 40 Jan. 11, 2005 Hyundai Rotem 25 SMG, Seoul Rapid Transit EMU 96 May 16, 2005 Hyundai Rotem 26 Irish Rail Intercity DMU 120 Dec. 22, 2004 Hyundai Rotem 27 Korail, Korea Intercity Commuter EMU 70 Nov. 18, 2005 Hyundai Rotem 28 Korail, Korea Intercity Commuter EMU 140 Oct. 10, 2005 Hyundai Rotem 29 Korail, Korea Intercity Commuter EMU 120 Dec. 27,2004 Hyundai Rotem 30 MTRC, Hong Kong Intercity EMU 32 May 05, 2004 Hyundai Rotem
31 SECTRAN, Rio de Janeiro Commuter EMU 80 Mar. 11, 2004 Hyundai Rotem
32 Seoul Metro Rapid Transit EMU 69 Feb. 12,2004 Hyundai Rotem 33 Korail, Korea Intercity EMU 20 Dec. 27,2003 Hyundai Rotem 34 CFS, Syria Intercity DMU 50 Dec. 13, 2003 Hyundai Rotem 35 BUTA, Busan Rapid Transit EMU 80 Jun. 26,2003 Hyundai Rotem 36 Saudi Railways Intercity Coach 17 Jul. 10, 2002 Hyundai Rotem 37 AM, Greece Rapid Transit EMU 126 Apr. 23,2002 Hyundai Rotem 38 LRTA, Philippines Rapid Transit EMU 72 Dec. 16,2001 Hyundai Rotem 39 DMSC, Daegu Rapid Transit EMU 168 Dec. 06,2001 Hyundai Rotem 40 Korail, Korea Rapid Transit EMU 60 Jun. 18,2001 Hyundai Rotem 41 DMRC, Delhi Rapid Transit EMU 240 May 22,2001 Hyundai Rotem 42 Seoul Metro Commuter EMU 44 Feb. 20,2001 Hyundai Rotem 43 Korail, Korea Intercity EMU 160 Nov. 23,2000 Hyundai Rotem 44 TRA, Taiwan Commuter EMU 56 Dec. 08,1999 Hyundai Rotem
TAB I.1 Page 9 of 80 B.5.1.0_Technical Approach_rev.0.doc

RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
No. Client Transit Property Cars Produced Contract date Manufacturer
45 MTRC, Hong Kong Rapid Transit EMU 104 Nov. 05,1998 Hyundai Rotem Total Produced (since 1998): 4206 - -
C1.3. Stainless Steel Carbody Experience (On-going Contracts)
No. Client Transit Property Cars in Manufacture Contract date Manufacturer
1 DTS, Denver Commuter EMU 56 Sep. 01, 2010 Hyundai Rotem 2 AYGM, Turkey Rapid Transit EMU 440 Dec. 30, 2008 Hyundai Rotem 3 DEC, Doosan Rapid Transit EMU 48 May. 29, 2012 Hyundai Rotem 4 L&T Metro, Hyderabad Rapid Transit EMU 171 Sep. 05, 2012 Hyundai Rotem 5 IZBAN, Izmir Commuter EMU 120 Feb. 25, 2013 Hyundai Rotem 6 DMRC, Delhi Commuter EMU 486 Apr. 01, 2013 Hyundai Rotem 7 Seoul Metro Rapid Transit EMU 28 May. 03, 2013 Hyundai Rotem 8 Korail, Korea Rapid Transit EMU 32 May. 03, 2013 Hyundai Rotem 9 GWRL, Wellington Commuter EMU 70 July. 01, 2013 Hyundai Rotem
10 CPTM, Brazil Commuter EMU 240 Aug. 13, 2013 Hyundai Rotem
C2. List of Potential Subcontractor(s) Rotem has selected potential subcontractors that have service proven equipment in service in North America, with additional experience in overseas markets. The following data describes the type of equipment, and the service history of similar equipment. The data also indicates the location(s) for the manufacturing and assembly of the equipment.
1. Propulsion
1) Potential Subcontractor : ABB Inc.
Similar equipment in use
Project Name Type Q’ty Delivery Years Remarks Start Finish Seattle Tram, USA Propulsion/APS/LVPS 12 sets 2013 2013
Newark Monorail, USA Propulsion 18 sets 2013 2014 Dart Street car, USA Propulsion/APS/LVPS 4 sets 2014 2014
MTA, USA Propulsion/APS/LVPS 54 sets 2014 Sound Transit LRV, USA APS/LVPS 32 sets 2012
RTA LRV, USA APS/LVPS 30 sets 2008 2009 Portland Streetcar, USA APS/LVPS 33 sets 2005 2007
King County Metro, USA APS/LVPS 34 sets 2001 2003 Stuttgart Light Rail, Germany Propulsion/APS/LVPS 84 sets 2012 2012 Shenzhen Metro Line 4, China Propulsion/APS/LVPS 78 sets 2009 2014
BVG Metro, Germany Propulsion/APS/LVPS 4 sets Not yet 2015 Nanjing Metro Line 1 Propulsion/APS/LVPS 60 sets 2009 2015
Bogestra Light Rail, Germany Propulsion/APS/LVPS 75 sets 2007 2010 Graz Light Rail, Austria Propulsion/APS/LVPS 90 sets 2009 2014
Manufacturing and assembly Type of System Traction Converter/APS/LVPS
Manufacturing location Phoenix, AZ, USA Assembly location Phoenix, AZ, USA
TAB I.1 Page 10 of 80 B.5.1.0_Technical Approach_rev.0.doc

RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
Type of System Traction Motor Manufacturing location Athens, GA, USA
Assembly location Athens, GA, USA
2) Potential Subcontractor : MELCO
Similar equipment in use
Project Name Type Q’ty Delivery Years Remarks Start Finish M-7 Propulsion 1172 2002 2007 M-8 Propulsion 380 2009 2015
SEPTA APS 120 2009 2013 R179 APS 300 2014 TBD BART APS 410 2014 TBD
Manufacturing and assembly Type of System Traction Converter/APS/LVPS
Manufacturing location 530 Keystone Dr, Warrendale, PA 15086 Assembly location 530 Keystone Dr, Warrendale, PA 15086
2. Trucks and Major Truck Components
1) Potential Subcontractor : Hyundai-Rotem
Similar equipment in use
Project Name Type Q’ty Delivery Years Remarks Start Finish ISTANBUL METRO EMU,
BRAZIL Inboard type with fabricated
structure 92 sets 2008 2009
CENTRAL EMU, BRAZIL Bolster type with fabricated structure 80 sets 2006 2007
BUSAN-GIMHAE LRT, KOREA
Bolster type with fabricated structure 50 sets 2010 2011
OTOGAR LRT, TURKEY Bolster type with fabricated structure 34 sets 2008 2008
MBTA Bi-Level Coach, USA Bolster type with fabricated structure 75 sets 2013 -
Manufacturing and assembly Type of System Truck
Manufacturing location (Frame & Bolster)
• #85, Daewon-Dong, Uichang-gu, Changwon-city, Kyungsangnam-do, Korea
Assembly location • Pilot: #85, Daewon-Dong, Uichang-gu, Changwon-city, Kyungsangnam-do, Korea • Production: Springfield, MA
3. Auxiliary Power and Low Voltage DC Power
1) Potential Subcontractor : ABB Inc.
: See the propulsion list and location above.
2) Potential Subcontractor : MEPPI
: See the propulsion list and location above.
TAB I.1 Page 11 of 80 B.5.1.0_Technical Approach_rev.0.doc

RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
3) Potential Subcontractor : Transtechnik USA
Similar equipment in use
Project Name Type Q’ty Delivery Years Remarks Start Finish TALENT 2 LVPS/APS 292 pcs 2008 ongoing
MARTA APS, MARTA, 2006 APS 119 pcs 2006 2008 Citadis 70kVA Full Version APS 263 pcs 2007 2010
Denver Eagle 3 EMU APS 40 pcs 2011 ongoing SEPTA Silverliner V APS 127 pcs 2003 2011
SCRRA APS 162 pcs 2008 2011 Nippon Sharyo, VRE Virginia
Rail Express APS 69 pcs 2006 2008 Options- ongoing
Manufacturing and assembly Type of System API
Manufacturing location Ball Ground, GA 30107 Assembly location Ball Ground, GA 30107
4. HVAC
1) Potential Subcontractor : Mitsubishi Electric Cooperation
Similar equipment in use
Project Name Type Q’ty Delivery Years Remarks Start Finish Port Authority Trans Hudson
(NY/NJ) Split 350 2007 -
Metro North Railroad Roof package 567 2008 2014 New Jersey Transit Roof package 190 2008 2009
Agence Métropitaine de Transport (Montreal) Roof package 320 2009 2011
New York City Transit R188 Roof package 236 2011 2013 New Jersey Transit Roof package 192 2012 2014
Manufacturing and assembly Type of System HVAC
Manufacturing location Warrendale, USA Assembly location Warrendale, USA
2) Potential Subcontractor : SIGMA
Similar equipment in use
Project Name Type Q’ty Delivery Years Remarks Start Finish MBTA USA HVAC 150 sets 2012 2013 SCRRA USA HVAC 322 sets 2010 2013
Southern Florida Railway Transit Authority HVAC 40 units 2012 2013
Miami Dade Transit HVAC 272 units 2014 - Current Rio Metro Brazil HVAC 228 sets 2010 2011
Mass Transit Railway Corporation Hong Kong VAC 228 sets 2011 2012
TAB I.1 Page 12 of 80 B.5.1.0_Technical Approach_rev.0.doc

RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
Project Name Type Q’ty Delivery Years Remarks Start Finish Waratah Train Australia HVAC 1252 sets 2009 2013
Manufacturing and assembly Type of System HVAC
Manufacturing location 1 Arthur Peck Drive1, Westminster, MD 21157 Assembly location 1 Arthur Peck Drive1, Westminster, MD 21157
3) Potential Subcontractor : Faiveley Transport
Similar equipment in use
Project Name Type Q’ty Delivery Years Remarks Start Finish Comet V, New Jersey Roof package 530 2000 2004 Metro North/Conn Dot
New York MTA Split 18 1990 1990
Metro North/Conn Dot New York MTA Split 10 2001 2002
GTW New Jersey Roof package 40 2001 2002 Talgo US Oregon/Wisconsin Under-Floor package 60 2010 2011
Manufacturing and assembly Type of System HVAC
Manufacturing location Greenville SC Assembly location Greenville SC
5. Carbody
1) Potential Subcontractor : Hyundai-Rotem
Similar equipment in use
Project Name Type Q’ty Delivery Years Remarks Start Finish Athens Metro (Series II) EMU Stainless steel structure 120 2002 2004
Brazil Central EMU Stainless steel structure 80 2004 2008 Hong Kong MTRC EMU
(TCL) Stainless steel structure 32 2004 2007
Canada Vancouver Line EMU Stainless steel structure 40 2005 2008 Turkey TCDD EMU Stainless steel structure 96 2006 2009
Sao Paulo Metro Line #4 Stainless steel structure 84 2007 2010 SEPTA EMU Stainless steel structure 120 2006 2011
Denver DTS EMU Stainless steel structure 56 2010 2014 SCRRA Bi-Level Coach Stainless steel structure 121 2010 2013 MBTA Bi-Level Coach Stainless steel structure 75 2012 2014
Manufacturing and assembly Type of System Stainless Steel Carbody
Manufacturing location #85, Daewon-Dong, Uichang-gu, Changwon-city, Kyungsangnam-do, Korea Assembly location #85, Daewon-Dong, Uichang-gu, Changwon-city, Kyungsangnam-do, Korea
TAB I.1 Page 13 of 80 B.5.1.0_Technical Approach_rev.0.doc

RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
6. Couplers/Draft Gear
1) Potential Subcontractor : Wabtec Passenger Transit
Similar equipment in use
Project Name Type Q’ty Delivery Years Remarks Start Finish BART C2 Couplers / Draft gear 80 1995 - CTA 5000 Couplers / Draft gear 706 2010 - Current
MARTA CQ312 Couplers / Draft gear 100 2001 - NYCT R143 Couplers / Draft gear 212 2001 - NYCT R160 Couplers / Draft gear 1662 2003 - PATH PA-5 Couplers / Draft gear 350 2009 -
TTC T-1 OPT Couplers / Draft gear 156 2000 -
Manufacturing and assembly Type of System Couplers/Draft gear
Manufacturing location 130 Ridgeview Center Drive, Duncan, South Carolina, 29334 Assembly location 130 Ridgeview Center Drive, Duncan, South Carolina, 29334
2) Potential Subcontractor : Dellner
Similar equipment in use
Project Name Type Q’ty Delivery Years Remarks Start Finish Boston Red Line Couplers / Draft gear 168 - -
Boston Green Line Couplers / Draft gear 100 - - Washington 5K, 6K and 7K Couplers / Draft gear 388 - -
Boston Blue line Couplers / Draft gear 100 - -
San Diego Ⅶ and Ⅷ Couplers / Draft gear 142 - -
Manufacturing and assembly Type of System Couplers/Draft gear
Manufacturing location United States (Various) Assembly location Charlotte North Carolina
7. Wheel Sets
1) Potential Subcontractor : UTCRAS
Similar equipment in use
Project Name Type Q’ty Delivery Years Remarks Start Finish MBTA Bi-Level Coach 300 sets 2012 2014
SEPTA V EMU 500 sets 2009 2013 RTD Denver Eagle EMU 500 sets 2013 2015
WMATA EMU 2,800 sets 2002 2011 MARTA EMU 1,888 sets 2004 2011
Buffalo NY LRV 108 sets 2007 2007
Manufacturing and assembly Type of System Wheelset
TAB I.1 Page 14 of 80 B.5.1.0_Technical Approach_rev.0.doc

RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
Manufacturing location 501 Highland Ave. Morton PA 19070 Assembly location 501 Highland Ave. Morton PA 19070
8. Air Brake Equipment and Controls
1) Potential Subcontractor : Wabtec Passenger Transit
Similar equipment in use
Project Name Type Q’ty Delivery Years Remarks Start Finish CTA 5000 Electro-Pneumatic 706 sets 2010 - Current
MARTA CQ312 Electro-Pneumatic 100 sets 2001 - NYCT R143 Electro-Pneumatic 212 sets 2001 - NYCT R160 Electro-Pneumatic 1662 sets 2003 -
NYCT R188 Electro-Pneumatic 126 sets 2012 - Current PATCO Electro-Pneumatic 120 sets 2012 -
PATH PA-5 Electro-Pneumatic 350 sets 2009 - TTC T-1 OPT Electro-Pneumatic 156 sets 2000 -
Manufacturing and assembly Type of System Microprocessor Controlled EP Brake
Manufacturing location Spartanburg SC Assembly location Spartanburg SC
2) Potential Subcontractor : Knorr Brake Company, LLC
Similar equipment in use
Project Name Type Q’ty Delivery Years Remarks Start Finish WMATA 500, USA Metro Pneumatic 110 - - Out of
warranty WMATA 600, USA Metro Pneumatic 62 - - WMATA 700, USA Metro Pneumatic 364 - - Current
Toronto Rocket, Canada Metro Pneumatic 234 2008 2011 Warranty
Manufacturing and assembly Type of System Microprocessor Controlled EP Brake
Manufacturing location Westminster, MD, USA Assembly location Westminster, MD, USA
9. Cab Signal Equipment
1) Potential Subcontractor : GE Transportation Systems-Global Signaling, LLC
Similar equipment in use
Project Name Type Q’ty Delivery Years Remarks Start Finish UTA Weber County /
Commuter Rail ATP 22 2007 2009
Portland Tri-Met ATP 40 2007 2010 New Jersey Transit-Hudson
Bergen /LRT ATP 42 2002 2005
New Jersey Transit-Newark City Subway / LRT ATP 24 2001 2005
TAB I.1 Page 15 of 80 B.5.1.0_Technical Approach_rev.0.doc

RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
Project Name Type Q’ty Delivery Years Remarks Start Finish Baltimore MTA / LRT ATP/ASR 53 2002 2006
LA Gold Metro Line / LRT ATP 30 2001 2004 RTD Denver TREX ATP 150 2012 2013
DART / LRT ATP 163 2008 2011
Manufacturing and assembly Type of System ATP/ASR
Manufacturing location 609 N Enterprise Dr. Warrensburg, MO, 601 S Main St 64093 USA Assembly location 609 N Enterprise Dr. Warrensburg, MO, 601 S Main St 64093 USA
2) Potential Subcontractor : Ansaldo STS USA
Similar equipment in use
Project Name Type Q’ty Delivery Years Remarks Start Finish Series 7000 Cars, Washington,
DC ATP/ASR 32 2010 2017
MPM-10 Trains, Montreal, Canada ATP/ASR 104 2011 2018
MR-73 Trains, Montreal, Canada ATP/ASR 144 2005 2014
M-7 EMU, Long Island New York ATP/ASR 418 1999 2006
Manufacturing and assembly Type of System ATP/ASR
Manufacturing location Batesburg, South Carolina, USA Assembly location Batesburg, South Carolina, USA
10. Door Systems including Gap Mitigation Device, Internal & External Passenger Door Open Pushbuttons
1) Potential Subcontractor : Vapor Stone Rail
Similar equipment in use
Project Name Type Q’ty Delivery Years Remarks Start Finish NYCT R142 Pocket sliding 12,360 1999 2003
NYCT R142A / R142S Pocket sliding 7,200 2000 2005 NYCT R160 Pocket sliding 16,032 2006 2010
LIRR M-7 Pocket sliding 2,824 2000 2007 PATH Pocket sliding 4,200 2008 2013
Manufacturing and assembly Type of System Pocket Sliding Door
Manufacturing location Plattsburgh, New York Assembly location Plattsburgh, New York
2) Potential Subcontractor : Faiveley
Similar equipment in use Project Name Type Q’ty Delivery Years Remarks
TAB I.1 Page 16 of 80 B.5.1.0_Technical Approach_rev.0.doc

RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
Start Finish SEPTA M4 Pocket sling 2600 2000 -
NJT Comet V Pocket sling 1800 2001 - NJT Multi-Level (Base) Pocket sling 3000 2004 -
DFW Pocket sling 200 2005 - LACMTA P2550 Pocket sling 400 2007 -
SEPTA SL V Pocket sling 720 2011 -
Manufacturing and assembly Type of System Pocket Sliding Door
Manufacturing location Greenville SC Assembly location Greenville SC
3) Potential Subcontractor : ADSrail
Similar equipment in use
Project Name Type Q’ty Delivery Years
Remarks Start Finish
MBTA Bi Level Coaches, Boston Pocket sliding 272 2011 2013
Denver Project Pocket sliding 150 2013 2014 Gyeongchun ITX, Korea Pocket sliding 256 2010 2012
Matangi EMU, Newzeland Pocket sliding 384 2008 2011 SNCFT EMU, Tunisia Pocket sliding 456 2008 2010
Manufacturing and assembly Type of System Pocket Sliding Door
Manufacturing location Baltimore, USA Assembly location Baltimore, USA
11. Seats
1) Potential Subcontractor : Kustom Seating Unlimited
Similar equipment in use
Project Name Type Q’ty Delivery Years Remarks Start Finish SEPTA, Philadelphia, PA Passenger Seating 120 cars 2009 2011
Houston III Passenger Seating 38 cars 2013 Ongoing WAMATA, Washington D.C Passenger Seating 428 cars 2013 Ongoing
DART, Dallas, TX Passenger Seating 259 cars 2008 2010
Manufacturing and assembly Type of System Passenger Seating
Manufacturing location Bellwood, IL Assembly location Bellwood, IL
2) Potential Subcontractor : DAEWON KANGUP CO., LTD
Similar equipment in use Project Name Type Q’ty Delivery Years Remarks
TAB I.1 Page 17 of 80 B.5.1.0_Technical Approach_rev.0.doc

RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
Start Finish Marmaray, Turkey Seat 440cars 2010 2013
Malaysia EMU, Malaysia Seat 30cars 2009 2010 Greece Athens, Greece Seat 102cars 2010 2012
Ukraine, Ukraine Seat 90cars 2011 2012
Turkey Izmir, Turkey Seat 120cars 2014 - Current New Zealand Wellington,
New Zealand Seat 96 cars 2010 2012
Tunisia, Tunisia Seat 76 cars 2009 2010
India DM2, India Seat 614 cars 2009 2013
Manufacturing and assembly Type of System Passenger Seating
Manufacturing location 39, Seongwol-ri, Seonghwan-eup, Seobuk-gu, Cheonan-si, Chungnam-do Assembly location 39, Seongwol-ri, Seonghwan-eup, Seobuk-gu, Cheonan-si, Chungnam-do
12. Vehicle Monitoring System and Network Equipment and Integrator
1) Potential Subcontractor : Quester Tangent
Similar equipment in use
Project Name Type Q’ty Delivery Years Remarks Start Finish MBTA New Coach Cars,
Boston USA Monitoring Diagnostic
System, Network Equipment 75 sets Nov. 2011 Nov. 2012
New Jersey Transit New BiLevel Coaches
Monitoring Diagnostic System, Network Equipment 100 sets Oct. 2011 Feb. 2014
Detroit People Mover Retrofit, Detroit USA
Monitoring Diagnostic System 12 sets July 2010 Sept. 2010
SEPTA EMU, Philadelphia, USA
Central Diagnostic System, Network Equipment 120 sets July 2008 Mar. 2011
New Jersey Transit New BiLevel Coaches
Monitoring Diagnostic System, Network Equipment 329 sets July 2008 Oct. 2009
New BiLevel Coaches Montreal, Canada
Monitoring Diagnostic System, Network Equipment 160 sets April 2009 Feb. 2011
Manufacturing and assembly Type of System Vehicle Monitoring System and Network Equipment
Manufacturing location • Pilot and Production Assembly: USA(Location to be selected in Q1 2015 for production starting in Q2 2016)
• Prototype Assembly : Victoria BC, Canada Assembly location
2) Potential Subcontractor : Hyundai Rotem
Similar equipment in use
Project Name Type Q’ty Delivery Years Remarks Start Finish TRA EMU600 (Taiwan) Train Control & Monitor 56 sets 2001 DG L2 (South Korea) Train Control & Monitor 180 sets 2005
IE DMU (Ireland) Train Control & Monitor 183 sets 2007 ShenZhen L3 (China) Train Control & Monitor 258 sets 2009
Wellington EMU (New Zealand) Train Control & Monitor 90 sets 2010
TAB I.1 Page 18 of 80 B.5.1.0_Technical Approach_rev.0.doc

RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
Project Name Type Q’ty Delivery Years Remarks Start Finish KTX-II High Speed Train
(South Korea) Train Control & Monitor 240 sets 2010
Marmaray EMU (Turkey) Train Control & Monitor 440 sets 2012
SCL (HongKong) Train Control & Monitor 333 sets current
Manufacturing and assembly Type of System Vehicle Monitoring System and Network Equipment
Manufacturing location Suwon-si, Kyunggi-do, South Korea Assembly location Suwon-si, Kyunggi-do, South Korea
3) Potential Subcontractor : ABB
Similar equipment in use
Project Name Type Q’ty Delivery Years Remarks Start Finish Seattle Tram, USA Tram 6 2012 2014
Maryland Metro Retrofit, USA Metro 54 2013 2015
X2 Technical Retrofit, Sweden High Speed Train 43 2014 2018
Stadler Rail / Flirt EMU 1250 2008 2013 Stadler Rail / GTW DMU 37 2009 2013
Manufacturing and assembly Type of System Vehicle Monitoring System and Network Equipment
Manufacturing location Switzerland Assembly location Switzerland
13. Communications Equipment including LED and LCD Signage, CCTV Screen and Active Route Maps
1) Potential Subcontractor : Quester Tangent
Similar equipment in use
Project Name Type Q’ty Delivery Years Remarks Start Finish WMATA
7000 Series Rail Cars Train to Wayside Data
Transfer system 182 sets 2014 2016 Ongoing
MBTA Diesel Electric Passenger
Locomotives
PA, PEI, Train Radio, Comm. Control Panel 40 sets 2011 2014
NJT New Multilevel II Cars
Integrated VMS, Train to Wayside Comm., GPS 100 sets 2011 2014
AMT New Bi-Level Cars
Integrated VMS, Train to Wayside Comm., GPS 160 sets 2009 2011
NJT New Bi-Level Cars
Integrated VMS, Train to Wayside Comm., GPS 329 sets 2006 2009
Manufacturing and assembly Type of System Communications Equipment including LED and LCD Signage
Manufacturing location • Pilot and Production Assembly: USA(Location to be selected in Q1 2015 for production starting in Q2 2016)
• Prototype Assembly : Victoria BC, Canada Assembly location
TAB I.1 Page 19 of 80 B.5.1.0_Technical Approach_rev.0.doc

RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
2) Potential Subcontractor : Woojin Industrial Systems Co., Ltd.
Similar equipment in use
Project Name Type Q’ty Delivery Years Remarks Start Finish SEPTA , EMU, USA PA/ PIS System 120cars 2006 2010
DENVER, EMU, USA PA/ PIS System 56cars 2011 2015 Marmaray EMU, Turkey PA/ PIS/CCTV System 440 cars 2009 2014 HNKTX(KTXII), EMU,
KOREA PA/ PIS System 240 cars 2006 2012
Manufacturing and assembly Type of System Communications Equipment including LED and LCD Signage
Manufacturing location • Pilot and Production Assembly: Woojin Is America, Inc. (LA, USA) • Prototype Assembly : Woojin Industrial system, Co., Ltd. (Goesan-gun, Korea) Assembly location
3) Potential Subcontractor : Hunter Technology Co., Ltd
Similar equipment in use
Project Name Type Q’ty Delivery Years Remarks Start Finish Shinbundang DX line, Korea PA/PIS/CCTV systems 72 cars 2008 2009 Busan-Kimhae LRT, Korea PA/PIS systems 50 cars 2008 2010 Southern Railway inter-city
cars, EMU, Ukraine PA/PIS/CCTV/WiFi
systems 90 cars 2010 2011
Hyderabad EMU, India PA/PIS/CCTV systems 171 cars 2013 On-going Irankhodro Rail, Iran CCTV system 70 cars 2010 2010 TCDD EL, Trukey CCTV system 80 cars 2010 On-going
AM Series III, Greece CCTV system 120 cars 2011 2013 MTR SCL, Hong Kong PIS display 333 cars 2013 On-going
Manufacturing and assembly Type of System Communications Equipment including LED and LCD Signage
Manufacturing location Seoul, Korea Assembly location Seoul, Korea
14. Lighting
1) Potential Subcontractor : JKA
Similar equipment in use
Project Name Type Q’ty Delivery Years
Remarks Start Finish
DENVER, USA Interior/Exterior Lighting 50 2013 On going Athens 3, Greece Interior/Exterior Lighting 102 2011 2012 Complete
CS2, Ukraine Interior/Exterior Lighting 90 2011 2012 Complete Honam high speed train,
Korea Interior/Exterior Lighting 220 2013 On going
Tunisia train Interior/Exterior Lighting 32 2013 2014 Complete Seoul Metro Line-9, Korea Interior/Exterior Lighting 48 2010 2011 Complete
TAB I.1 Page 20 of 80 B.5.1.0_Technical Approach_rev.0.doc

RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
Project Name Type Q’ty Delivery Years
Remarks Start Finish
KTX-II, Korea Interior/Exterior Lighting 50 2011 2012 Complete Gyeong-chun Line double
decker, Korea Interior/Exterior Lighting 64 2011 2012 Complete
Hyderabad, India Interior/Exterior Lighting 171 2013 On going
Manufacturing and assembly Type of System LED Lighting
Manufacturing location 333,Yuhyeon-ri, Yangchon-eup, Gimpo-si, Korea Assembly location 333,Yuhyeon-ri, Yangchon-eup, Gimpo-si, Korea
2) Potential Subcontractor : VC Tech
Similar equipment in use
Project Name Type Q’ty Delivery Years
Remarks Start Finish
Izmir EMU, Turkey Interior/Exterior Lighting 120 2010 On going
Manufacturing and assembly Type of System LED Lighting Manufacturing location 246-2 Dang-jeong dong, Gunpo shi, Gyeonggi do, Korea Assembly location 246-2 Dang-jeong dong, Gunpo shi, Gyeonggi do, Korea
3) Potential Subcontractor : Trans-lite
Similar equipment in use
Project Name Type Q’ty Delivery Years Remarks Start Finish MNR M-8 Project
New York, NY Interior/Exterior Lighting 405 2008 2014 On going
WMATA 6000 Series Cars Washington, DC Interior/Exterior Lighting 184 2004 2006 Complete
MBTA Blue Line Cars Boston, MA Interior/Exterior Lighting 94 2004 2006 Complete
METRA Gallery Cars Chicago, IL Interior/Exterior Lighting 300 2001 2005 Complete
Manufacturing and assembly Type of System LED Lighting
Manufacturing location 120 Wampus Lane Milford, CT USA Assembly location 120 Wampus Lane Milford, CT USA
4) Potential Subcontractor : Luminator
Similar equipment in use
Project Name Type Q’ty Delivery Years Remarks Start Finish
WMATA 7000 Series Interior/Exterior Lighting & Air Diffusers
528 9/2012 1/2014
CTA 5000 Series Cars Interior/Exterior Lighting 714 9/2007 10/2008 On going R179 Series Cars Interior/Exterior Lighting 300 5/2014 10/2014 On going
TAB I.1 Page 21 of 80 B.5.1.0_Technical Approach_rev.0.doc

RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
Project Name Type Q’ty Delivery Years Remarks Start Finish
Toronto Rocket Series Cars Interior/Exterior Lighting & Air Diffusers
420 N/A 2/2008 On going
PA5 Series Cars Interior/Exterior Lighting & Air Diffusers
380 12/2006 10/2007
Manufacturing and assembly Type of System LED Lighting
Manufacturing location 900 Klein Road Plano, Texas 75074, USA Assembly location 900 Klein Road Plano, Texas 75074, USA
The potential subcontractor of the Automatic Passenger Counting System will be Dilax, and the Training Simulator be the Hyundai Rotem Comply.
D. Describe the proposed trucks for this contract. Include such information as, but not limited to, structural material description, suspension (primary or secondary) description, allowable static and dynamic movement, and fully assembled weight. Provide a listing of the past experience of the basic design of the proposed trucks. Indicate where the major truck structural components will be manufactured (cast or fabricated) and where the trucks will be assembled.
D1. Truck General Description The proposed truck is based on the service proven trucks designed and manufactured by Rotem and currently operating in service at other Authorities. The detail design has been modified to incorporate the specific brakes, motors and gear units required for the MBTA contract, while maintaining the structural and performance characteristics of the proven design. The truck is designed for greater than 70mph operation, with L/V (Later force/Vertical force) safety, ride quality, stability and roll control that will well meet the MBTA requirements.
Rotem’s proposed truck is adopted from one of its platform truck designs, which was designed to be simple, reliable, and provide a high level of passenger comfort. The truck design also has similar design features to the existing MBTA trucks, which will provide additional benefits to MBTA in areas of training and maintenance.
The proposed truck incorporates an H-style, inboard bearing, fabricated frame with Chevron primary suspension, and a fabricated bolster with a center pin connection to the frame transom.
Side bearer sliding pads transmit the vertical loads between the bolster and frame and allow smooth, controlled yaw motion of the truck frame. The bolster supports the carbody at two air springs, and provides additional air reservoirs for the air springs.
Lateral and vertical dampers, and lateral rubber bumpers provide additional control for the secondary suspension. Leveling valves between the bolster and carbody provide load weight compensation to maintain a constant car height while the passenger load varies.
Traction and braking loads are transmitted from the frame to the bolster through the center pin, and from the bolster to the carbody through anchor rods at each side of the truck. Lifting features are provided at the primary suspension, center pin and bolster such that the truck is retained to the carbody during lifting.
The truck-to-carbody attachments also meet the strength requirements for vertical and horizontal loads per T 11.09.02.
The proposed truck is interchangeable between both the MBTA Orange and Red Line cars, cab and non-cab cars, and between both ends of each car. Additional components that are mounted on the No. 1 truck include: the trip cock, flange lubricators, ATP/ASR antenna, leveling valves, parking brakes, sleet scrapers, and associated piping and hoses.
The mounting provisions for the additional equipment will be provided on all trucks. Table D-1 below identifies the main dimensions and features of the truck.
TAB I.1 Page 22 of 80 B.5.1.0_Technical Approach_rev.0.doc

RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
Table D-1. Truck Dimensions and Features Wheelbase 6’-10” Journal Centers Lateral Distance 3’-9 1/2” Air Spring Lateral Distance 5’-6” Wheel Diameter (New/Worn) 28.00” / 25.75” Truck Assembly Weight (No. 1 End) 13,449 lbs approximately Truck Assembly Weight (No. 2 End) 13,138 lbs approximately Inboard Journal Bearings Class E double row taper roller, HDL seals or equivalent Primary Suspension Chevron Secondary Suspension Air springs, lateral and vertical dampers, lateral rubber bumpers Friction Brakes Qty 4, Pneumatic tread brakes Parking Brakes (No. 1 Truck only) Qty 2, (Spring-applied, air release, integral with TBU) Motors Qty 2, AC 3-phase self-ventilated, resilient mounts Gear Units Qty 2, double reduction, resilient mounts Motor/Gearbox Coupling Qty 2, Gear-type with tapered fit to motor/gearbox shafts Ground Brushes Qty 4, two per axle Current Collectors Qty 2, one each side
D2. Truck Structure
The overall truck structure and configuration are designed to transfer loads efficiently from the wheels, brakes, motors, etc. through the truck frame, bolster and to the carbody.
The static and fatigue strength of the truck frame and bolster will be confirmed using Finite Element Analysis (FEA), and through proof and fatigue load testing at a qualified testing facility in accordance with the requirements specified in Technical Specification T 11.09.
To date, Rotem has completed FEA, static and fatigue testing for more than 50 different truck designs. The truck frame and bolster are fabricated mainly of steel plate conforming to ASTM A588 Grade A, High-Strength Low-Alloy structural steel with atmospheric corrosion resistance. Steel castings are also welded into the truck structure for the Chevron spring seats, and center pin. The welded steel castings conform to ASTM A216 WCC.
Non-welded, machined castings are used for bearing housings, anchor rods, and lifting hangers. The non-welded castings conform to AAR M 201 Gr.C. The chemical composition and mechanical properties of the main structural materials are shown in Table D-2.
Table D-2. Chemical Composition and Mechanical Properties
Material Chemical Composition
C Mn P S Si Ni Cr Mo Cu V Steel Plate
ASTM A588 Grade A 0.19 0.8~1.25 0.040 0.050 0.3~0.65 0.40 0.4~0.65 - 0.25~0.4 0.02~0.1
Casting
ASTM A216 WCC 0.25 1.20 0.040 0.045 0.60 0.50 0.50 0.20 0.30 0.03
AAR M 201 Gr. C 0.32 1.85 0.040 0.040 1.50 - - - - -
Material Tensile Yield Elongation Atmospheric Corrosion
Resistance Index, ≥ Remark ksi ksi % in 2"
Steel Plate ASTM A588 Grade A 70 50 21 6.0 Steel plate
Casting ASTM A216 WCC 70 40 22 - Castings for welding AAR M 201 Gr. C 90 60 22 - Truck castings
TAB I.1 Page 23 of 80 B.5.1.0_Technical Approach_rev.0.doc

RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
Truck frame and bolster structures are fabricated per the requirements of AWS D1.1 (AWS D15.1) or equivalent standard. All welding on the truck frame and bolster, including application of brackets and other attachments are completed prior to thermal stress relieving. The structural welds of every frame and bolster receive non-destructive inspection.
The truck frame is an H-shape open-end design consisting of two side frames and one transom member. The side frames are enclosed box structures, with pedestals at the ends to support the Chevron primary suspension. Mounting provisions are incorporated in the side frames for gearboxes, tread brakes, current collectors, and trip cocks.
Additional mounting provisions are incorporated at the ends of the side frames for antenna, snow plow and flange lubrication. A bolted cross-member spans the pedestals under each bearing housing to add strength and secure the wheelset during lifting. The transom is also an enclosed box structure with a vertical center tube to accept the bolster center pin. Mounting provisions are incorporated in the transom for the motor mounts.
A center tube liner and side bearer wear plates provide low-friction sliding surfaces to allow smooth, controlled yaw rotation of the bolster relative to the frame. The sliding surfaces are chosen to provide optimum friction coefficient, minimum wear and quiet operation. Each of the wear surfaces is provided with a replaceable liner specifically designed to provide the best combination of performance and service life without lubrication.
The truck bolster is a boxed shape located between carbody and the truck frame. The inner volume of the bolster is used for the auxiliary reservoirs to optimize air spring performance. The center pin, which is welded under the center of truck bolster, allows rotational (yaw) movement of truck frame with respect to the bolster and carbody.
The bolster is secured to the truck frame by means of a locking two-piece center pin, which prevents separation of truck frame and bolster during lifting of the carbody. As the wheels wear, the vehicle height is adjusted in increments of 0.25 inch by the adjustment device below (or above) the side bearer pads. This method of height adjustment allows for quick and easy adjustment without disconnection of any truck to carbody connection.
D2. Truck-to-Carbody Attachment
Longitudinal traction and braking forces between carbody and truck are transmitted by bolster anchor rods attached to each side of the truck bolster and the center pin. The bolster anchor rods have integral resilient rubber bushings at each end, and are detachable with conventional hand tools. Lifting hanger brackets (one per side) are provided between the truck bolster and carbody to allow the truck assembly to be safety lifted when the carbody is lifted.
D3. Truck Suspension The primary suspension consists of Chevron springs that provide three modes of flexibility for the truck frame. Thus, the primary suspension is carefully designed to achieve an optimum balance between: stability at the specified operating speeds, curving performance, and wheel unloading performance to maintain low L/V conditions and avoid derailment.
Lifting supports and suspension stops are also incorporated with the primary suspension system to protect against excessive wheelset movement. The secondary suspension consists of two air springs, a lateral damper, two vertical dampers and two lateral bumpers. The air springs provide the main vertical suspension system and provide lateral isolation between the truck and the carbody.
If one air spring fails and deflates, the opposite side air spring will also deflate through a connection pipe by the compensating valve between them. When the valve sees a defined pressure difference, it opens and allows the two air springs to equalize. Inside each air spring is an auxiliary rubber bumper that limits the vertical drop with deflated air springs and provides an acceptable ride. Pneumatic leveling valves between the carbody and bolster maintain a constant air spring height under various passenger loads, so that car floor height and leveling is controlled.
A lateral hydraulic damper between the truck bolster and carbody controls lateral body oscillations. The lateral stiffness is augmented by progressive lateral rubber bumpers, which control excessive lateral movement. To improve the vertical ride performance, vertical hydraulic dampers are installed between truck bolster and carbody (one per side). Table D-3 shows the static and dynamic movement for preliminary design of primary and secondary suspensions.
Table D-3. Static and Dynamic Movement of Truck Suspensions
Item Direction Max. Movement
Remark Orange Line Red Line
TAB I.1 Page 24 of 80 B.5.1.0_Technical Approach_rev.0.doc

RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
Primary Chevron Spring
Vertical
1.38″ Up metal stop 0.35″ Up 0.40″ Up 0.7*AW0
1.17″ Down 1.38″ Down 1.3*AW3 1.75″ Down metal stop
Lateral ± 0.16″ ± 0.18″ 0.3*AW3
Secondary Spring
Vertical 1.34″ Down 1.34″ Down Air spring gap
1.68″ Down 1.74″ Down 1.3*AW3, Deflated, including auxiliary bumper deflection
Lateral ±0.59″ Rubber bumper gap
±1.55″ ±1.63″ 0.3*AW3 ±1.75″ solid stop
D4. Wheelset
The wheelsets are designed for continuous AW3 service load on the MBTA system. Wheels are shrink fitted onto the axle by an AAR certified facility in accordance with AAR Wheel and Axle Manual.
The axles are designed to have an inboard journal bearing and manufactured of solid forged carbon steel per AAR M-101. Axles is Grade F, double normalized and tempered, having a design life of more than 40 years. Relief grooves are provided at changes in diameter and are cold-rolled after finish machining.
The wheels are made of wrought steel, manufactured, heat treated and shot peened in accordance with AAR M-107, Class B. Wheel damping devices will be installed on each wheel to minimize the noise generated by the interaction between the wheels and rails. The new wheel diameter is 28.00 inches, and the fully worn wheel is 25.75 inches in diameter. The wheel profile will be manufactured in accordance with the profile drawing provided by the Authority during design review.
The journal bearings are Class E double row taper roller bearings, are Non-Field Lubrication (NFL) style, with low-friction type Hydrodynamic Labyrinth (HDL) seals, or equivalent. The journal bearings have L10 life in excess of 1,500,000 miles of service and do not require inspection more than once every 300,000 miles.
Journal bearing housings are arranged between the axle bearing and the primary suspension springs, which accommodate the wheelset maintenance and easy replacement. The axle ends and truck are designed for unobstructed access for wheel truing on the existing Orange and Red line wheel truing machines.
D5. Propulsion Equipment
The truck propulsion equipment includes two traction motors, each connected to a gear unit via a flexible gear coupling. The traction motor is resiliently mounted to the truck frame and transfers the traction and dynamic braking forces to the axle through the gear coupling and gearbox.
The traction motor is parallel with the driving gear and resiliently mounted on the truck frame. Safety hangers are incorporated into the traction motor in order to prevent the traction motor from falling down on the track if the resilient hangers fail. The gearbox is mounted on both the truck frame at one end and the axle where the bull gear is mounted. The truck frame mount is a reaction rod, with resilient bushings.
Safety hangers are also provided between the gearbox and truck frame to prevent it from falling on the track in case the resilient mount fails. The traction motor and the gearbox are mechanically connected by a flexible gear coupling, through which the torque is transmitted from the motor to the axle. The flexible gear coupling allows the traction motor and gearbox to move independently due to the primary suspension movement.
D6. Brake Equipment
The truck is equipped with four pneumatic tread brake units, which are mounted to the outside of the truck frame, between the wheels. The tread brakes are designed to accommodate the relative movement between the wheel and the frame, and incorporate slack adjusters that automatically adjust for wheel wear. On the No. 1 truck, two of the tread brakes include parking brakes that are spring-applied, air-released type. Manual release of the parking brakes is available at the truck, in addition to remote release from inside the car.
TAB I.1 Page 25 of 80 B.5.1.0_Technical Approach_rev.0.doc

RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
D7. Past Experience of the Basic Truck Design Table D-4 provides a listing of the past experience of the basic design of proposed truck.
Table D-4. Past Experience of the Basic Truck Design for MBTA Project
(Name, Location) Type Q’ty Manufactured Location
Delivery Years Remarks
Start Finish ISTANBUL METRO
EMU, BRAZIL Inboard type with
fabricated structure 92 cars Changwon, Korea 2008 2009 In-service
CENTRAL EMU, BRAZIL
Outboard type with fabricated structure 80 cars Changwon, Korea 2006 2007 In-service
BUSAN-GIMHAE LRT, KOREA
Outboard type with fabricated structure 50 cars Changwon, Korea 2010 2011 In-service
OTOGAR LRT, TURKEY
Outboard type with fabricated structure 34 cars Changwon, Korea 2008 2008 In-service
MBTA Bi-Level Coach, USA
Outboard type with fabricated structure 75 cars Philadelphia,
USA 2013 - current
Rotem has much more extensive experience in fabricated truck design, other than the design platform proposed for the MBTA Orange and Red Lines. The latest experience of fabricated trucks manufactured by Rotem are listed in Table D-5.
Table D-5. Past Experience of All Fabricated Trucks Project
(Name, Location) Type Q’ty Manufactured Location
Delivery Years Remarks
Start Finish CENTRAL EMU,
BRAZIL Outboard type with fabricated
structure 80 cars Changwon, Korea 2006 2007 In-service
IE DMU, IRELAND Outboard type with fabricated structure 120 cars Changwon,
Korea 2007 2008 In-service
OTOGAR LRT, TURKEY
Outboard type with fabricated structure 34 cars Changwon,
Korea 2008 2008 In-service
TCDD EMU, TURKEY
Outboard type with fabricated structure 96 cars Changwon,
Korea 2008 2009 In-service
ISTANBUL METRO EMU, BRAZIL
Inboard type with fabricated structure 92 cars Changwon,
Korea 2008 2009 In-service
RAV EMU, CANADA
Outboard type with fabricated structure 40 cars Changwon,
Korea 2008 2009 In-service
KORAIL ITX EMU, KOREA
Outboard type with fabricated structure 120 cars Changwon,
Korea 2010 2010 In-service
BUSAN-GIMHAE LRT, KOREA
Outboard type with fabricated structure 50 cars Changwon,
Korea 2010 2011 In-service
WELLINGTON EMU, NEW ZEALAND
Outboard type with fabricated structure 70 cars Changwon,
Korea 2010 2011 In-service
TAB I.1 Page 26 of 80 B.5.1.0_Technical Approach_rev.0.doc

RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
Project (Name, Location) Type Q’ty Manufactured
Location Delivery Years
Remarks Start Finish
MAMARAY EMU, TURKEY
Outboard type with fabricated structure 440 cars Changwon,
Korea 2010 2013 In-service
CS2 EMU, UKRAINE Outboard type with fabricated structure 90 cars Changwon,
Korea 2011 2012 In-service
ALMATY EMU, KAZAKHSTAN
Outboard type with fabricated structure 28 cars Changwon,
Korea 2011 2011 In-service
AM3 EMU, GREECE Outboard type with fabricated structure 102 cars Changwon,
Korea 2011 2012 In-service
BMRC EMU, INDIA Outboard type with fabricated structure 150 cars Changwon,
Korea 2011 2013 In-service
KORAIL EXPRESS EMU, KOREA
Outboard type with fabricated structure 138 cars Changwon,
Korea 2013 2014 In-service
MBTA Bi-Level Coach, USA
Outboard type with fabricated structure 75 cars Philadelphia,
USA 2013 - current
HYDERABAD EMU, INDIA
Outboard type with fabricated structure 171 cars Changwon,
Korea 2014 - current
D8. Location of Truck Manufacturing and Assembly
Table D-6 shows where the major truck structural components (frame and bolster) will be manufactured and where the trucks will be assembled.
Table D-6. Location of Truck Structure Manufacturing and Assembly Truck Structure Manufacturing Location (Frame & Bolster)
#85, Daewon-Dong, Uichang-gu, Changwon-city, Kyungsangnam-do, Korea
Assembly Location • Pilot trucks: #85, Daewon-Dong, Uichang-gu, Changwon-city, Kyungsangnam-do, Korea
• Production trucks: Springfield, MA
E. Describe how the absolute weight requirements are met and how the weight is managed during the design phase and during manufacturing. Describe how the Weight Management Plan is coordinated with the various subcontractors.
E1. Car Weight and Weight of Major Components Per Section T 2.01.08 of the Technical Specifications, the absolute maximum new car weights (including consumables such as washer fluid) and the initial Rotem target weights are as follows:
Type of car Maximum Weight Limit [lbs (kg)] HR Target Weight [lbs (kg)] Orange Line Cab Car 75,125 (34,076) 74,851 (33,952) Orange Line Non-Cab Car 72,800 (33,021) 72,553 (32,910) Red Line Cab Car 83,150 (37,716) 79,812 (36,202) Red Line Non-Cab Car 80,205 (36,380) 77,528 (35,166)
The Rotem target weights of the major components are as follows:
Component Type of Car
Orange Line Red Line Cab Car Non-Cab Car Cab Car Non-Cab Car
Carshell structure 19,347 (8,776) 19,347 (8,776) 21,021 (9,535) 21,021 (9,535) Exterior 1,377 (625) 895 (406) 1,380 (626) 891 (404) Interior 5,386 (2,443) 5,638 (2,558) 6,184 (2,805) 6,457 (2,929)
TAB I.1 Page 27 of 80 B.5.1.0_Technical Approach_rev.0.doc

RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
Component Type of Car
Orange Line Red Line Cab Car Non-Cab Car Cab Car Non-Cab Car
Cab facilities 1,257 (570) 309 (140) 1,334 (605) 309 (140) Couplers 2,083 (945) 2,083 (945) 2,055 (932) 2,055 (932) Propulsion system 4,254 (1,930) 4,254 (1,930) 4,255 (1,930) 4,255 (1,930) Brake system 710 (322) 1,516 (688) 739 (335) 1,530 (694) Auxiliary electrical system 1794 (814) 559 (254) 1,832 (831) 597 (271) Door system 3,078 (1,396) 2,985 (1,354) 3,955 (1,794) 3,862 (1,752) Heating ventilation and air conditioning system 4,844 (2,197) 4,743 (2,151) 5,022 (2,278) 4,916 (2,230)
Train control and monitoring system 114 (52) 45 (20) 115 (52) 44 (20)
Communication equipment 679 (308) 481 (218) 833 (378) 639 (290) Additional components (including. wiring & air piping) 3,339 (1,515) 3,108 (1,410) 4,500 (2,041) 4,367 (1,981)
Truck & suspension 26,587 (12,060) 26,587 (12,060) 26,587 (12,060) 26,587 (12,060) Total 74,851 (33,952) 72,553 (32,910) 79,812 (36,202) 77,528 (35,166)
In order to ensure that the AW3 maximum weight limits are also not exceeded, the standing area will be controlled by design of the seating and interiors to limit the number of passengers to be as follows:
Type of car AW3Passengers AW3 Weight [lbs (kg)] Orange Line Cab Car 225 109,726 (49,772) Orange Line Non-Cab Car 240 109,753 (49,784) Red Line Cab Car 270 121,662 (55,185) Red Line Non-Cab Car 289 122,323 (55,485)
Note: AW3 condition based on 1.5 ft2/passenger, 155 lbs/passenger, flip seats raised.
In addition to the weight control, Rotem Weight Management Plan will also track and control the weight balance, including truck load, wheel load and lateral imbalance to be within the limits of T 2.01.09.
E2. Overall Weight and Balance Management
Rotem has extensive experience in controlling vehicle weight and balance from the design development stage through procurement and manufacturing and concluding with final weight and balance verification. Rotem has produced the designs for over 33,000 rail vehicles including locomotives, passenger and freight cars, meeting a variety of performance specifications for domestic and overseas clients.
Vehicle weight and balance requirements will be controlled through the use of our Weight Management Plan and associated Weight Balance Calculation Sheet.
For the initial weight estimate, Rotem carbody and truck design teams and all major suppliers have provided the initial weight estimates of the car structure, trucks, subsystems, and other components such as electrical panels, piping, wiring and secondary structure. Additionally, the center of gravity (CG) for all of these items have been estimated based on the preliminary designs and all known data for existing, service-proven equipment.
After the gross weight of all proposed systems is verified to be within contract requirements, Rotem design team will layout the car structure locating all systems, subsystems, and major components in the preliminary 3-D CAD vehicle model so that required equipment dimensions and clearances are maintained.
The initial locations of components are chosen to follow specification requirements, supplier and original equipment manufacturer recommendations, as well as Rotem’s experience with similar EMU vehicles built for other Authorities.
TAB I.1 Page 28 of 80 B.5.1.0_Technical Approach_rev.0.doc

RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
Equipment mounting locations and calculations of the center of gravity points relative to the car structure are calculated and recorded.
The Weight Balance Calculation Sheet provides the tabulation of all equipment component weights and CG locations from which the weight and imbalance for the overall vehicle is generated.
The truck weight data is calculated in a separate section of the report since the imbalance of the carbody is calculated without the truck weight. To reach the requirement of weight balance, components are moved on x, y and z axes as needed to achieve a theoretical lateral imbalance of zero and a theoretical longitudinal imbalance of zero, while maintaining other design requirements such as maintainability, EMI constraints, structural strength of brackets, etc.
In the case of some systems, the weight imbalance is very small due to the symmetrical nature of the system such as the side doors. However, for features such as the cab, hostler panel, and undercar equipment arrangement, the weight imbalance can be very large. Therefore, particular attention is taken to consider the location of all the cab components, panels, etc. in the preliminary cab car general arrangements.
In the same way, particular attention is taken to account for the hostler panel and controls in the non-cab car while preparing the preliminary non-cab car arrangement. Undercar arrangements for each car type are prepared for both the cab car and non-cab car to account for the differences in the above items, and also account for the air compressor, ATC, VMS and event recorder equipment that are located only on one car of the married pair.
The imbalance of the carbody structure is also calculated based on the individual structural elements, and considering the additional elements of the CEM design, secondary structure and equipment brackets. As all the features, piping, wiring, etc. are accounted for, the undercar equipment locations are adjusted to give a final CG of the entire complete car.
Strategies used to manage weight and weight distribution first include specification of particular lightweight materials and designs for the car structure and components, and working with subcontractors and suppliers to modify their designs should weight become a factor.
Other key strategies include positioning underfloor-mounted equipment at certain distances from the car CG to optimize car balancing; rotating the orientation of components to change the CG point; and redesign of equipment to reduce weight and improve CG location.
Equipment locations may be adjusted as actual weights are obtained through the weight management process. Rotem implements such changes so that the maximum improvement is realized, not stopping at the point at which compliance is reached, but moving components to the extent there is room for to achieve zero imbalance.
The actual weights provided from assembly of the Pilot cars will allow one final adjustment to optimize balancing.
Rotem has extensive experience with the development of lightweight EMU vehicle designs, as presented in our Introduction of our company referencing the 32,000 vehicles we have manufactured. Some examples of Rotem’s lightweight designs include:
Istanbul Metro EMU, 71.5’ long, 78,530 lbs AW0
Athens Metro EMU, 58.4’ long, 68,554 lbs AW0
The approach of Rotem is to add strength to a lightweight design until the requirements are achieved, rather than trying to “shave” weight from an inefficient, overweight design. Rotem will provide the lightest possible design while meeting all strength and performance requirements.
A flow chart illustrating the weight management process including the provision for adjustments to remedy departures from estimated conditions is provided below.
TAB I.1 Page 29 of 80 B.5.1.0_Technical Approach_rev.0.doc

RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
E3. Subcontractor Weight and CG Management Integral to Rotem’s development of material specifications for purchasing, each subcontractor (including Rotem-supplied materials) shall provide a table of weight and CG data for all components. The weight and CG of components and assemblies are also required on all drawings. When drawings are received and entered into the configuration control system by engineering, weight and CG data are also entered into the Weight Balance Calculation Sheet for each car type. Drawings are distributed to Receiving Inspection and when material arrives, Rotem will weigh each component or assembly on a calibrated scale as part of the (first-time) Receiving Inspection process. As an alternative, subcontractors may provide certified weight measurements to Rotem. Weight data may also come from First Article Inspections, source inspections or other sources where the weight and CG measurements are officially recorded. The actual material weights are recorded by Quality Control personnel and immediately submitted to the Project Engineer and Lead Mechanical Engineer.
All subcontractors are required provide a monthly Weight Report that tabulates all component weights and CG data for all items to be supplied. Reporting starts from the preliminary design, and is updated based on any design or scope changes. When the actual components are available, the subcontractor includes the actual weight in the monthly Weight Report.
E4. Weight and Balance Reporting Rotem will provide a monthly Weight Management Report to the Authority in accordance with specification requirements indicating the weight of each component and subsystem starting from the initial weight estimates of the conceptual design.
TAB I.1 Page 30 of 80 B.5.1.0_Technical Approach_rev.0.doc

RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
Any changes from the estimated weights are reviewed and evaluated by the Weight Manager immediately, and a summary provided to the Project Engineer and Lead Mechanical Engineer. The design team must address weight and balance changes each month, including equipment redesign or relocation in order to meet the weight and balance requirements. Underweight as well as overweight differences are accounted for so that the overall vehicle design is optimized..
Each report will include updates from: any design changes, recalculation of weight or imbalance during the design phase, actual equipment weighing, and resulting weight and balance recalculations. The report will describe the results of material weighing, and explain any adjustments that may be made to maintain car balancing requirements. The weight management report will indicate the weight of materials associated with each subsystem with tabulated weight and percentage of total car weight, as required by the specification.
E5. Vehicle Weight and Balance Measurement
The initial Pilot Cars will have the completed carbody weight measured using a very accurate 3-point measuring technique that eliminates the issues related to truck suspension and 4-point measurement of a carbody. The trucks will each be measured separately also, to achieve the most accurate results.
For subsequent production cars, Rotem will weigh each vehicle on a calibrated scale, recording the car weight individually at No.1 end truck and at No.2 end truck. A weight ticket recording these values plus the combined total car weight will be provided for each vehicle and will be placed in the car manufacturing history book delivered with each vehicle.
F. Describe how Safety of the vehicles is ensured, and what methods are applied to verify and certify the safety of all subsystems and the vehicle as a whole.
F1. Approach to System Safety Rotem has established a company-wide emphasis on vehicle safety. The review and certification concerning safety critical items is an on-going effort through the design process, production, testing and commissioning. Safety critical items are initially identified by the design team based on: prior safety analyses of similar vehicles, Rotem internal design standards, industry standards, the Technical Specifications and applicable regulatory requirements such as 49 CFR Part 238.
Rotem approach to Systems Safety is to begin with proven safe systems, and perform analyses of hazards and potential faults to identify and manage risk for each safety critical item or system to achieve acceptable margins of safety. Safety critical items and systems are evaluated for hazards following MIL-STD-882 methodologies and all materials are evaluated to ensure compliance with 49 CFR Part 238.103 for flammability and smoke generation of materials and fire hazards.
Items that have the potential to affect safety are given special emphasis. High voltage systems, braking, signal systems, communications, train lines, doors and emergency window systems, for example, are carefully scrutinized and evaluated for compliance and safety, as well as function and interaction. Rotem employs failsafe design, double-fault safety features and interlocking for safety critical circuits and controls.
A fundamental component of safety analysis is assessment of risk. Hazard identification and initial risk classification are established using a variety of hazard analysis techniques, including Preliminary Hazard Analysis (PHA) and Hazard and Operability Study (HAZOP). The results of PHA (to be conducted through HAZOP) will be an input to System Hazard Analysis (SHA), SubSystem Hazard Analysis (SSHA), Interface Hazard Analysis (IHA) and Operating and Support Hazard Analysis (O&SHA). The O&SHA will consider the effects of operator error and incorrect maintenance on systems and include recommendations for mitigating such errors.
The results of SHA, IHA and O&SHA will be documented and the identified hazards will be entered into the Hazard Tracking Log (HTL).
A separate Fault Tree Analysis (FTA) will be generated to determine probabilities for any Severity Category I or II hazards identified in the Preliminary Hazard Analysis or the Hazard Tracking Log. All potential faults will be identified using a Failure Modes, Effects and Criticality Analysis (FMECA).
TAB I.1 Page 31 of 80 B.5.1.0_Technical Approach_rev.0.doc

RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
The FMECA will include schematics, system overview, identification of Lowest Level Replace Units (LLRUs), single point failures, multiple failures scenarios, and latent and undetected failure possibilities. A flow chart of the System Safety process is shown in Figure F-1.
Hazard Identification and Risk Assessment by Hazard identifier
in PHA or HAZOP
Raise Hazard Log Form by Hazard Owner
Update Hazard Tracking Log(HTL) Form by System Assurance(SA) Manager
Hazard Review Meetings
Action Review Meetings
Is response Totally
Acceptable?
Entered or update on Hazard Log by SA manager
Entered or update on Hazard Log by SA manager
AcceptableBy MBTA?
Hazard Close out
Need to change HTL
Record HTL Change history
Develop MitigationMeasures by Hazard Owners
Implement HTL systemBy SA Manager
Complete MitigationMeasures by Hazard Owners
Yes
Yes
No
No
TechnicalSpecification
SafetyStandards
Procurement Technical
Specification
Request Deliverables for System Assurance(SA)
- SHA - SSHA - IHA - O&SHA - FMECA - FTA
Hyundai RotemReview andComment
SA Deliverables from Sub-Suppliers’ SA
analysis
UpdateSA DeliverablesAcceptable?
Completion ofSub-Suppliers’
SA analysis
Yes
No
Figure F-1. System Safety Process Figure F-2 System Safety of Subcontractors
A Procurement Technical Specification (PTS) is issued to each subcontractor based on the Technical Specification and Rotem design standards. The required deliverables and schedule including the safety analyses are identified in the PTS. After receiving the subcontractor safety analyses, these are reviewed by the Project Design Team and the Safety Engineer to identify any safety issues. Any safety concerns result in feed back to the concerned subcontractor, and further analysis and review is conducted until all safety issues are addressed.
A flow chart of the System Safety Interface of Subcontractors is shown in Figure F-2.
The train level safety requirements outlined above will be required from all subcontractors. The different requirements for system assurance activities will be apportioned to each subcontractor, depending on the complexity of that sub-system, and its criticality to train reliability and safety.
TAB I.1 Page 32 of 80 B.5.1.0_Technical Approach_rev.0.doc

RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
The analysis of sub-systems will be accomplished by the responsible subcontractors according to Rotem’s guideline. Rotem will integrate the subcontractors' analyses to generate overall train performance predictions. Specific requirements for each subsystem are detailed in Table F-1 below.
Table F-1. System Assurance Requirement
System Hazard List
Hazard Analysis
Hazard Tracking Log FMECA FTA Remark
Train Level O O O Carbody & Interior Fittings O O Trucks & Suspension O O O O Propulsion System O O O O Traction Transmission System O O O Coupler O O O O High Tension System O O O Pneumatic Brake System O O O O Auxiliary Power Supply O O O O Passenger Door System O O O O Air Conditioning and Ventilation O O O Pneumatic & Air Distribution System O O O O Lighting System O O Vehicle Monitoring System O O O Communication System O O O
The safety margins and features that are designed into the vehicles are verified through testing at various stages in the project. Through the design qualification testing, the following safety items are verified:
- Carbody structural safety, including Crash Energy Management (CEM); - Floor fire test; - Truck structural safety; - Propulsion and braking safety; - ATP/ASR safety; - EMI testing in the lab and on-site testing; - Trainline/control circuits; - Door control and circuits; - Continuity, hypot and meggar of all electrical circuits.
Any issues that compromise safety are documented, and a design review and corrective action plan is initiated. The solution to the safety issue must be designed and implemented in all components, assemblies and vehicles that are affected, and all future production. For example the software and fire requirements of Technical Specification are achieved through the following activities and programs:
F2. Software requirement Rotem will allocate software Safety Integrity Level (SIL) for individual software safety functions in order to reduce/remove systematic failures in the software. For software safety, EN50128:2011 will be used as the basic standard for application and assessment. Rotem will submit a software SIL analysis report to justify the appropriate allocation of SIL rating for each software safety function for the vehicle.
For allocation of software SIL, Rotem will use the following criteria. If software is used to implement the following safety critical functions classified as Category I hazards per the Technical Specification T2.06.01.E, Rotem will apply EN-50128 SIL 4:
- Automatic Train Protection system; - No-motion detection.
Otherwise, if the safety function is related to the following, the software will be classified as SIL 2 control software. - DCU Software; - Brake Software.
TAB I.1 Page 33 of 80 B.5.1.0_Technical Approach_rev.0.doc

RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
- Traction cut-off function;
Even though a software function is regarded as safety critical or safety relevant, the level of software SIL may be reduced if appropriate failsafe electro-mechanical design provides acceptable safety (e.g. redundancy of CPU, redundancy of network, redundancy of software as backup, hardwired contact with supplementary software, hardwire interlocking).
F3. Fire requirement
For fire safety, the requirements of NFPA 130, 49 CFR 238.103, and BSS 7239, flammability, smoke and toxicity test results are employed for compliance with federal thresholds. Materials will be selected that comply with these limits. A flammability matrix of smoke, flame and toxicity test results for all non-metal components will be compiled by Rotem and submitted for review and approval following CDRL 18-22 and CDRL 18-23 requirements. A sample of Rotem’s smoke, flammability and toxicity matrix format is provided in Table F-2.
Table F-2. Sample of Smoke and Flammability Data VEHICLE
COMPONENT MATERIAL
DESCRIPTION
PARAMETER TEST METHOD CRITERIA TEST
RESULT Winodw Mask Panel / Bulkhead Panel / Door Ov erhead Panel / End Panels
Gel Coated FRP
Flammability ASTM E 162 Is ≤ 35 Is=20 Smoke emission
ASTM E 662 Ds(1.5) ≤ 100 Ds(4.0) ≤ 200
(Flaming Mode) Ds(1.5) = 4 Ds(4.0) = 105
(Non Flaming Mode) Ds(1.5) = 0 Ds(4.0) = 8
Toxicity BSS 7239 CO: Max.3500ppm, HF: Max.200ppm,NO2: Max.100ppm HCL: Max.500ppm,HCN: Max.150ppm,SO2: Max.100ppm
CO = 1525 ppm, HF = 12 ppm,NO2 =1 ppm HCL = 12 ppm, HCN = 1 ppm,SO2 = 6 ppm
Ceiling panel Melamine Aluminum Honey comb Panel
Flammability ASTM E 162 Is ≤ 35 Is=0 Smoke emission
ASTM E 662 Ds(1.5) ≤ 100 Ds(4.0) ≤ 200
(Flaming Mode) Ds(1.5) = 3 Ds(4.0) = 58
(Non Flaming Mode) Ds(1.5) = 0 Ds(4.0) = 2
Toxicity BSS 7239 CO: Max.3500ppm,HF: Max.200ppm,NO2: Max.100ppm,HCL: Max.500ppm,HCN: Max.150ppm,SO2: Max.100ppm
CO = 540 ppm, HF = 22 ppm,NO2 =1 ppm HCL = 12 ppm, HCN = 12 ppm,SO2 = 6 ppm
Seat Back Shell Bay blend MTR Grey Control (110708-A)
Flammability ASTM E 162 Is ≤ 35 Is = 10 Smoke emission
ASTM E 662 Ds(1.5) ≤ 100 Ds(4.0) ≤ 200
(Flaming Mode) Ds(1.5) = 4 Ds(4.0) = 42
(Non Flaming Mode) Ds(1.5) = 0 Ds(4.0) = 5
Toxicity SMP 800C CO: Max.3500ppm,HF: Max.200ppm,NO2: Max.100ppm,HCL: Max.500ppm,HCN: Max.150ppm,SO2: Max.100ppm
CO = 903 ppm, HF = 6 ppm,NO2 =1 ppm HCL = 2 ppm, HCN = 1 ppm, SO2 = 1 ppm
Seat Bottom Cushion Silicone Foam. (MF1-55 Cellular Silicone Foam)
Flammability ASTM E 3675 Is ≤ 25 Is = 25 Smoke emission
ASTM E 662 Ds(1.5) ≤ 100 Ds(4.0) ≤ 200
(Flaming Mode) Ds(1.5) = 15 Ds(4.0) = 54
(Non Flaming Mode) Ds(1.5) = 14 Ds(4.0) = 60
Toxicity BSS 7239 CO: Max.3500ppm,HF: Max.200ppm,NO2: Max.100ppm,HCL: Max.500ppm,HCN: Max.150ppm,SO2: Max.100ppm
CO = 828 ppm, HF = 2 ppm, NO2 =1 ppm HCL = 2 ppm HCN = 1 ppm, SO2 = 1 ppm
Seat Back Cushion Fire-Resistant Neoprene Compound Cushioning (CR safeguard XL-Medium)
Flammability ASTM E 3675 Is ≤ 25 Is = 1.4 Smoke emission
ASTM E 662 Ds(1.5) ≤ 100 Ds(4.0) ≤ 200
(Flaming Mode) Ds(1.5) = 88 Ds(4.0) = 158
(Non Flaming Mode) Ds(1.5) = 67 Ds(4.0) = 142
Toxicity BSS 7239 CO: Max.3500ppm, HF: Max.200ppm,NO2: Max.100ppm HCL: Max.500ppm,HCN: Max.150ppm,SO2: Max.100ppm
CO = 500 ppm, HF = 2 ppm, NO2 =5 ppm, HCL = 4 ppm, HCN = 5 ppm, SO2 = 1 ppm
Seat cov ers "PH-63" Viny l Fabric
Flammability 14 CFR 25, Appendix F, Part I (Vertical test)
Flame time ≤ 10 sec Burn length ≤ 6 in (152.4 mm)
Flame time = 1 sec Burn length = 5 in
Smoke emission
ASTM E 662 Ds(4.0) ≤ 200 (Flaming Mode) Ds(4.0) = 136
(Non Flaming Mode) Ds(4.0) = 127
Toxicity BSS 7239 CO: Max.3500ppm,HF: Max.200ppm,NO2: Max.100ppm,HCL: Max.500ppm,HCN: Max.150ppm,SO2: Max.100ppm
CO = 940 ppm, HF = 12 ppm, NO2 =1 ppm, HCL = 98 ppm, HCN = 2 ppm, SO2 = 6 ppm
Gangway (Vertical Tubes, Horizontal Top Tube)
Rubber compound as Transport Products
Flammability ASTM E 162 Is ≤ 35 Is = 30 Smoke emission
ASTM E 662 Ds(1.5) ≤ 100 Ds(4.0) ≤ 200
(Flaming Mode) Ds(1.5) = 2 Ds(4.0) = 48
(Non Flaming Mode) Ds(1.5) = 1 Ds(4.0) = 5
Toxicity BSS 7239 CO: Max.3500ppm, HF: Max.200ppm, NO2: Max.100ppm, HCL: Max.500ppm, HCN: Max.150ppm, SO2: Max.100ppm
CO = 1415 ppm, HF = 12 ppm, NO2 = 1 ppm, HCL = 330 ppm, HCN = 2 ppm, SO2 = 12 ppm
Floor cov ering Elastometric Material (2.5 mm thick Noraplan Stone (913) Color 1862 113636)
Flammability ASTM E 648 CRF ≥ 5kW/m2 CRF=6.9 kW/m2 Smoke emission
ASTM E 662 Ds(1.5) ≤ 100 Ds(4.0) ≤ 200
(Flaming Mode) Ds(1.5) = 0.3 Ds(4.0) = 17.1
(Non Flaming Mode) Ds(1.5) = 0.2 Ds(4.0) = 1.3
Toxicity BSS 7239 CO: Max.3500ppm,HF:Max.200ppm,NO2:Max.100ppm ,HCL:Max.500ppm, HCN:Max.150ppm,SO2: Max.100ppm
CO = 175 ppm, HF = 1.9 ppm, NO2 = 3 ppm, HCL = 5 ppm, HCN = 0.6 ppm, SO2 = 70 ppm
Thermal Insulation Glasswool Flammability ASTM E 162 Is ≤ 25 Is = 5 Smoke emission
ASTM E 662 Ds(4.0) ≤ 100 (Flaming Mode) Ds(4.0) = 2
(Non Flaming Mode) Ds(4.0) = 2
Toxicity BSS 7239 CO: Max.3500ppm,HF: Max.200ppm,NO2: Max.100ppm,HCL: Max.500ppm,HCN: Max.150ppm,SO2: Max.100ppm
CO = 215 ppm,HF = 12 ppm,NO2 = 1 ppm HCL = 15 ppm,HCN = 2 ppm,SO2 = 6 ppm
Floor Assembly Floor cov ering + Floor Board + Thermal Insulation + Sound Deadening Compound
Fire Resistance
ASTM E 119 1.Integrity : 30 min 2.Insulation :Av erage 139 Single Point 181 3.No Flame Passage
Pass 1.Integrity : 30 min 2.Insulation :Av erage 18 Single Point 31 3.No Flame Passage
[Battery Case] Container with Cover
Poly sulfone (UDEL P-1700)
Flammability ASTM E 162 Is ≤ 35 Is = 30 Smoke emission
ASTM E 662 Ds(1.5) ≤ 100 Ds(4.0) ≤ 200
(Flaming Mode) Ds(1.5) = 1 Ds(4.0) = 34
(Non Flaming Mode) Ds(1.5) = 0 Ds(4.0) = 0
Toxicity BSS 7239 CO: Max.3500ppm,HF: Max.200ppm,NO2: Max.100ppm,HCL: Max.500ppm,HCN: Max.150ppm,SO2: Max.100ppm
CO = 100 ppm,HF = 1 ppm,NO2 = 2 ppm,HCL = 1 ppm,HCN = 1 ppm,SO2 = 1 ppm
[Battery Case] Terminal Cov er
Poly sulfone (UDEL P-1720)
Flammability ASTM E 162 Is ≤ 35 Is = 10 Smoke emission
ASTM E 662 Ds(1.5) ≤ 100 Ds(4.0) ≤ 200
(Flaming Mode) Ds(1.5) = 1 Ds(4.0) = 6
(Non Flaming Mode) Ds(1.5) = 0 Ds(4.0) = 1
TAB I.1 Page 34 of 80 B.5.1.0_Technical Approach_rev.0.doc

RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
VEHICLE COMPONENT
MATERIAL DESCRIPTIO
N PARAMETER TEST
METHOD CRITERIA TEST RESULT
Toxicity BSS 7239 CO: Max.3500ppm,HF: Max.200ppm,NO2: Max.100ppm,HCL: Max.500ppm,HCN: Max.150ppm,SO2: Max.100ppm
CO = 100 ppm,HF = 1 ppm,NO2 = 1 ppm,HCL = 1 ppm,HCN = 1 ppm,SO2 = 1 ppm
G. Using the provided track charts, provide a performance simulation and summary duty cycle analysis.
G1. Propulsion System Performance
This section shows the train performance for MBTA Red and Orange Line project. The traction performance current values exclude API/LVPS demands (as stated throughout this proposal section).
G1.1. Conditions (1) Train configuration: 6-car (3 Married Pair)
(2) Mass of cars [T 2.01.08] Orange Line – Cab Car Orange Line – Non Cab Car
Load No. Pas. Weight Load No. Pas. Weight AW0 0 75,125 lbs (34.08 ton) AW0 0 72,800 lbs (33.02 ton) AW1 38 81,015 lbs (36.75 ton) AW1 44 79,620 lbs (36.12 ton) AW2 132 95,585 lbs (43.36 ton) AW2 142 94,810 lbs (43.01 ton) AW3 225 110,000 lbs (49.90 ton) AW3 240 110,000 lbs (49.90 ton)
Red Line – Cab Car Red Line – Non Cab Car
Load No. Pas. Weight Load No. Pas. Weight AW0 0 83,150 lbs (37.72 ton) AW0 0 80,205 lbs (36.38 ton) AW1 37 88,885 lbs (40.32 ton) AW1 44 88,885 lbs (40.32 ton) AW2 154 107,020 lbs (48.54 ton) AW2 166 105,935 lbs (48.05 ton) AW3 270 125,000 lbs (56.70 ton) AW3 289 125,000 lbs (56.70 ton)
(3) Gross mass of train (based on Red Line weights) AW0 = 490,065 lbs = 222.29 metric tons AW1 = 527,730 lbs = 239.37 metric tons AW2 = 638,865 lbs = 289.78 metric tons AW3 = 750,000 lbs = 340.19 metric tons
(4) Line voltage : 530 Vdc for Powering, 725 Vdc for Braking [T 2.02.02.H]
(5) Maximum design speed : 70 mph [T 2.01.01.M]
(6) Wheel diameter : 28 inches [New, for simulation], 26 inches [Fully worn] [T 2.01.02.B]
(7) Gear ratio : 6.2
(8) Initial acceleration rate : 2.75 mphps up to AW2 [T 2.02.02.B]
(9) Deceleration rate : 3.00 mphps up to AW3 [T 2.02.03.A.1]
(10) Train resistance : Based on the Modified Davis Formula [T 2.02.02.A] TR = 1.3W + 29n + 0.045WV + [0.0024 + 0.00034(Q-1)]AV2 Where, TR : Total train resistance in pounds force
W : Total mass of train in short tons n : Number of axles in the train Q : Number of cars in the train V : Train speed in miles per hour
TAB I.1 Page 35 of 80 B.5.1.0_Technical Approach_rev.0.doc

RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
A : Frontal area of train in square feet
(11) Rotational inertia coefficient 10% of AW0 mass.
(12) Traction and Brake Effort Diagram for 6-car train
G1.2. Powering performance
G1.2.1. Absolute Acceleration and Braking Capability The required maximum acceleration for the vehicle after jerk limited start and loaded to AW2 (212,955 lbs) is 2.75 mphps (1.23m/s2) for speeds between 0 and 16.3mph (26.2km/h). The required maximum deceleration for vehicles loaded to AW3 (250,000 lbs) is 3.0 mphps (1.3m/s2) from 42mph (90km/h) to 3mph (4.8km/h).
The requirements can be achieved with the proposed force and resistances to motion, when all traction units are in operation with line current limit of 1080Adc (Red line / 1060Adc (Orange line) per car. Figure G-1 (AW2) and G-2 (AW3) show the absolute acceleration and braking capability on a straight, level and dry track without jerk and adhesion limitation.
Figure G-1. Absolute Acceleration & Deceleration @ 600Vdc for AW2 (212,955 lbs)
TAB I.1 Page 36 of 80 B.5.1.0_Technical Approach_rev.0.doc

RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
As seen on blue curve of Figure G-1, acceleration rate in the constant torque region is 2.75 mphps up to 16.3 mph at AW2.
Figure G-2. Absolute Acceleration & Deceleration @ 600Vdc for AW3 (250,000 lbs)
As seen on the green curve of Figure G-2, dynamic braking deceleration rate is 3.0 mphps up to 42mph at AW3.
G1.2.2. Time to Accelerate The time to accelerate a married pair, with AW2 load (212,955 lbs) from standstill to 40 & 60 mph on a straight, level and dry track with jerk limitation and the resistance to motion is approximately 22s & 61s respectively. Simulation was done with maximum acceleration of 2.75 mphps (1.23 m/s2), Jerk limit of 2 mphpsps (0.9 m/s3) at 600Vdc input voltage without auxiliary power and line current limit of 1080A (Red line / 1060Adc (Orange line) per car.
TAB I.1 Page 37 of 80 B.5.1.0_Technical Approach_rev.0.doc

RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
Figure G-3. Time to accelerate married pair on a straight, level & dry track at AW2 load
without auxiliary power and with nominal line voltage
G1.2.3. Line Voltage vs Power at Wheel Diagram The diagram below is based on approximate average efficiency values of the traction components (without auxiliary power demands). The maximum driving and regenerative braking power was arrived based on the line current limit 1080A per motor car. Below 530 volts down to 400 volts, performance will be reduced to lower propulsion system line current drawn from the Traction Power System. Propulsion will shut down at line voltage below 400 volts [T 2.02.02.I].
TAB I.1 Page 38 of 80 B.5.1.0_Technical Approach_rev.0.doc

RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
Figure G-4. Line Voltage versus Power at Wheel Characteristics
G1.3. Running Simulation
G1.3.1. Condition
(1) Train configuration: 6-car (3 married pair)
(2) Gross mass of train: RED LINE: AW3 = 750,000 lbs = 340.19 metric tons (based on Red Line weights)
ORANGE LINE: AW3 = 660,000 lbs = 299.4 metric tons (based on Orange Line weights)
(3) Line voltage : 530 Vdc for Powering, 725 Vdc for Braking [T 2.02.02.H]
(4) Motor and Gear Box data Gear Ratio 6.2 Wheel Diameter 28 inches[New wheel] No of Motors 24
TAB I.1 Page 39 of 80 B.5.1.0_Technical Approach_rev.0.doc

RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
Tractive Effort at Start 87700 lbs. Max Traction Power 2871 kW Max Braking Power 8844 kW
(5) Track Profile : Gradient figures of each route are applied for this simulation. All gradient information is provided in
route profiles of the MBTA technical specification.
(6) Speed Limits : Maximum obtainable signal speed of Orange line and A.T.O speed commands of Red line is applied for the simulation. All speed limit information is provided in route profiles of the MBTA technical specification
(7) Dwell and layover time: 3 minutes at the terminal, 30 seconds at each intermediate station [T 2.02.06.A.1]
(8) Running pattern: All out mode (100% acceleration until top speed → Cruising at constant speed → 100% deceleration until start of brake blending)
(9) Line receptivity : Assumed full line receptivity
Red 1 - Ashmont to Alewife Red 1 - Alewife to Ashmont
Red 2 - Braintree to Alewife Red 2 - Alewife to Braintree
TAB I.1 Page 40 of 80 B.5.1.0_Technical Approach_rev.0.doc

RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
Orange - Forest Hills to Oak Grove Orange - Oak Grove to Forest Hills
Figure G-5. Track profile and Speed limit for Red and Orange line
G1.3.2. Simulation Results
Table G-1. Running Simulation Results
Case Train Configuration and Weight LINE
Distance [mi]
Route Time(seconds) Average
speed [mph]
Energy* [kWh] Running Total
Maximum Continuous
Duty [T 2.02.06.A.1]
3 Married Pair train with AW3
RED 1 11.9
ALEWIFE → ASHMONT
1871 2321 18.4 280.7
11.9 ASHMONT → ALEWIFE
1772 2222 19.2 252.9
3 Married Pair train with AW3
RED 2 17.8
ALEWIFE → BRAINTREE
2220 2700 23.7 389.8
17.8 BRAINTREE
→ ALEWIFE 2150 2630 24.4 327.1
3 Married Pair train with AW3
ORANGE 11.6
FOREST HILLS → OAK GROVE
1461 1971 21.1 272
11.6 OAK GROVE → FOREST HILLS
1451 1961 21.2 218.5
Degraded Continuous
3 Married Pair train (1 Motor car is dead)
RED 1 11.9 ALEWIFE → ASHMONT
1890 2340 18.1 258
TAB I.1 Page 41 of 80 B.5.1.0_Technical Approach_rev.0.doc

RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
Duty (1 Motor Car
Cut Out) [T 2.02.06.A.2]
with AW3 11.9
ASHMONT → ALEWIFE
1809 2259 18.9 224.6
3 Married Pair train (1 Motor car is dead)
with AW3 RED 2
17.8 ALEWIFE
→ BRAINTREE 2267 2747 23.3 361.2
17.8 BRAINTREE → ALEWIFE
2195 2675 24 295.3
3 Married Pair train (1 Motor car is dead)
with AW3 ORANGE
11.6 FOREST HILLS
→ OAK GROVE 1496 2006 20.8 255.8
11.6 OAK GROVE
→ FOREST HILLS 1487 1997 20.9 205.4
*Towing Operation
[T 2.02.06.B.2]
Healthy 3 Married pair train and dead 3
Married Pair train with AW0
RED 1 11.9
ALEWIFE → ASHMONT
NA NA NA NA
11.9 ASHMONT
→ ALEWIFE NA NA NA NA
RED 2 17.8
ALEWIFE → BRAINTREE
NA NA NA NA
17.8 BRAINTREE
→ ALEWIFE NA NA NA NA
ORANGE
11.6 FOREST HILLS → OAK GROVE
NA NA NA NA
11.6 OAK GROVE
→ FOREST HILLS NA NA NA NA
*Energy indicates “Net Energy Consumption”, which is calculated as follows.
Net Energy Consumption = Gross Energy Consumption – Recuperative Energy
*Towing Operation: For towing mode, only thermal simulation results are demonstrated in other section because run-time and energy consumption are not of interest.
G1.4. Thermal Duty Cycle Analysis
G1.4.1. Condition (1) Train performance and Simulation condition: Based on Sections G1.3.1 (above).
(2) Only Degraded Continuous Duty (1 Motor Car Cut Out in 6-car consist) and AW0 towing mode have been considered for thermal simulations, since they are more demanding than the operation in Maximum Continuous Duty.
(3) Ambient temperature of 49 Deg.Cel [T2.01.04] was considered for all thermal simulations
(4) Average auxiliary power consumption of 25kW per car was considered for braking resistor thermal simulations.
G1.4.2. Simulation Results
G1.4.2.1. Traction Motor Stator Winding Temperature Degraded Continuous Duty, Round Trip
ASHMONT ↔ ALEWIFE BRAINTREE ↔ ALEWIFE FOREST HILLS ↔ OAK GROVE
TAB I.1 Page 42 of 80 B.5.1.0_Technical Approach_rev.0.doc

RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
Towing Operation, One Way Trip
ASHMONT → ALEWIFE BRAINTREE → ALEWIFE FOREST HILLS → OAK GROVE
G1.4.2.2. Brake Resistor Temperature
This simulation was performed assuming that the line is not receptive and all the recuperated energy is dissipated in the braking resistors, in-order to estimate the worst-case braking resistor temperature. In actual operation, the temperature of the naturally cooled braking resistor is expected to be further lower due to the additional air draft induced by train movement, which is not considered in this simulation.
Degraded Continuous Duty, Round Trip ASHMONT ↔ ALEWIFE BRAINTREE ↔ ALEWIFE FOREST HILLS ↔ OAK GROVE
Towing Operation, One Way Trip ASHMONT → ALEWIFE BRAINTREE → ALEWIFE FOREST HILLS → OAK GROVE
G1.4.2.3. Traction Inverter IGBT Junction Temperature Degraded Continuous Duty, Round Trip
ASHMONT ↔ ALEWIFE BRAINTREE ↔ ALEWIFE FOREST HILLS ↔ OAK GROVE
TAB I.1 Page 43 of 80 B.5.1.0_Technical Approach_rev.0.doc

RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
Towing Operation, One Way Trip
ASHMONT → ALEWIFE BRAINTREE → ALEWIFE FOREST HILLS → OAK GROVE
G1.4.3. Summary of Simulation Results Table G-2 shows the thermal simulation results for traction motors, Braking Resistor and IGBT.
Table G-2. Thermal Simulation Results for Degraded and Towing Operation
Train Configuration LINE Load Route Maximum Temperature ()
Traction Motor
Braking Resistor
IGBT Operation
Degraded Continuous Duty
(1 Motor Car Cut Out) [T 2.02.06.A.2]
3 Married Pair train (1 Motor car is dead)
with AW3 RED 1 AW3
ALEWIFE → ASHMONT
~165 ~765 ~102 Roundtrip ASHMONT
→ ALEWIFE
3 Married Pair train (1 Motor car is dead)
with AW3 RED 2 AW3
ALEWIFE → BRAINTREE
~155 ~770 ~104 Roundtrip BRAINTREE
→ ALEWIFE
3 Married Pair train (1 Motor car is dead)
with AW3 ORANGE AW3
FOREST HILLS → OAK GROVE
~160 ~785 ~107 Roundtrip OAK GROVE
→ FOREST HILLS
*Towing Operation [T 2.02.06.B.2]
Healthy 3 Married pair train and dead 3
Married Pair train with AW0
RED 1
AW0 and
AW0
ASHMONT → ALEWIFE
~159 ~650 ~105 One way
RED 2 BRAINTREE
→ ALEWIFE ~150 ~700 ~105 One way
ORANGE FOREST HILLS → OAK GROVE
~165 ~700 ~111 One way
G1.4.4. Traction Motor Insulation Class
TAB I.1 Page 44 of 80 B.5.1.0_Technical Approach_rev.0.doc

RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
The simulation results show that the maximum temperature rise of the traction motors is 165 during Degraded Operation at AW3 (with propulsion units on one complete car cut out), and also 165 during Towing Operation (a healthy 6-car train towing a dead 6-car train, all at AW0).
The maximum ambient temperature 49 degrees C was already reflected for this simulation as specified in the section T 2.01.04 of the technical specification. Proper insulation class of traction motor shall be according to IEC 60349-2 and the specific criteria are as follows [T 10.05.01.B].
(1) Degraded (1 Motor car Cut Out) Operation: 165 degrees C which is < 180 degrees C (IEC 60349-2, Class H)
(2) Towing Operation: 165 degrees C which is < 180 degrees C (IEC 60349-2, Class H)
The maximum temperature of traction motor shown in Table 2 is lower than the temperature limit of Class H insulation. The insulation of traction motor shall be one class higher than the insulation required in the worst case operating conditions [T 10.05.01.C]. Therefore the proper insulation class is Class 200.
Table G-3. Temperature rises for short-time overload ratings [IEC 60349-2, Table 3]
G1.4.5. Brake Resistor Thermal Analysis
The simulation results show that the maximum temperature rise of the brake resistor is 785 during Degraded Operation at AW3 (with propulsion units on one complete car cut out), and also 700 during Towing Operation (a healthy 6-car train towing a dead 6-car train, all at AW0).
The maximum ambient temperature 49 degrees C was already reflected for this simulation as specified in the section T 2.01.04 of the technical specification. Brake resistor temperatures shall not exceed the limits described in IEEE STD 16-2004, Table G-4 [T 2.02.06.C.2].
Table G-4. Allowable temperature rise and limits for selected electromagnetic devices
and their connections [IEEE STD 16-2004, Table 5]
The limit temperature of brake resistor is specified as 800 degrees C. Therefore the proposed brake resistor is proper to the criteria of IEEE STD 16-2004.
TAB I.1 Page 45 of 80 B.5.1.0_Technical Approach_rev.0.doc

RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
G1.4.6. Traction Inverter IGBT Thermal Analysis
The simulation results show that the maximum junction temperature of the traction inverter’s IGBT is 107 during Degraded Operation at AW3 (with propulsion units on one complete car cut out), and also 111 during Towing Operation (a healthy 6-car train towing a dead 6-car train, all at AW0).
The maximum ambient temperature 49 degrees C was already reflected for this simulation as specified in the section T 2.01.04 of the technical specification. The maximum junction temperature of power semiconductor devices shall be at least 10 degrees C below the manufacturer’s maximum allowable junction temperature even under the worst duty cycles T 10.04.01.F]. The proposed power semiconductors are rated for 150 degrees C junction temperature. Therefore MBTA requirements are fulfilled.
G2. Friction Brake Thermal Duty Cycle Analysis
G2.1 Analysis
Two thermal capacity cases are specified for the fiction brakes in T2.02.07E and F. For both cases, station dwell times are 30 seconds, with 180 second layovers at the terminal locations [T 2.02.06.A.1].
One case is an end to end trip of an AW3-loaded married pair on any route with failed electric braking on one truck of a married pair [T 2.02.07.E]. In this situation, the friction braking would supplement the braking effort, resulting in full friction braking on that truck. The baseline thermal analysis identified the Orange Line – Forrest Hills to Oak Grove route as the most severe thermally. Therefore, this route is used to simulate the specified operating condition.
The second thermal capacity case [T 2.02.07.F] is a requirement that the friction and electric brakes have sufficient capacity to permit operation with disabled friction and electric braking on one truck of a six car AW3-loaded train. In this loading case, electric braking contributes 100% of the braking effort from 3 to 42 mph, and tapers to 58% of the braking effort at 55 mph. The required braking effort per wheel is increased by 9.1% (12 total trucks/11 functional trucks = 1.091) to account for the disabled truck. Again, the most thermally severe route, Orange Line – Forrest Hills to Oak Grove, is used for the analysis. Two round trips are simulated to determine the trend of the wheel temperatures during continuous service.
Train acceleration is based on the tractive effort required to meet the specified 2.75 mphps rate up to 16.3 mph [T 2.02.02.B], for a Red Line married pair, at AW2 loading. Constant power is assumed above 16.3 mph.
G2.2 Parameters Train Configuration : Married Pair
Average (Married Pair) Car Weight : (Orange) 73,963 lbs [T 2.01.08] / (Red Line) 81,678 lbs [T 2.01.08]
Average AW3 Passenger Loading : (Orange) 36,038 lbs [T 2.01.08] / (Red Line) 43,323 lbs [T 2.01.08]
Rotational Inertia Factor : 10% (Estimated)
Simulated Average Car Weight : (Orange Line) 73,963 lbs * 1.1 + 36,038 = 117,396 lbs
(Red Line) 81,678 lbs * 1.1 + 43,323 = 133,168 lbs
Brake Configuration : As noted in section G2.1 above
Brake Equipment : 8 tread brake units per car
Wheel Diameter : 25.75 inches [T 2.01.02]
Ambient Temperature : 86 °F (assumed value)
Train Acceleration : 2.75 mphps to 16.3 mph [T 2.02.02B]
Train Resistance : Not included
Jerk Limit : 2 mphps [T 2.02.04]
G2.3 Results
TAB I.1 Page 46 of 80 B.5.1.0_Technical Approach_rev.0.doc

RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
Figure G-6 shows the simulated wheel temperatures in the case of failed electric braking on one truck of a married pair. The maximum simulated temperature is a momentary peak of 861° F. The simulated temperatures are acceptable for the proposed brake shoe. Figure G-7 shows the simulated wheel temperatures in the case of failed electric and friction braking on one truck of a six car train. The maximum temperature simulated for this case is 242° F. These temperatures are suitable for continuous service.
G2.4 Conclusions Based on the results of the thermal simulation, the proposed tread brake units and brake shoes have sufficient thermal capacity to meet the requirements of sections T 2.02.07.E and T 2.02.07.F.
Figure G-6. Orange Line – Forrest Hills to Oak Grove, One Way Simulated Wheel Temperatures
TAB I.1 Page 47 of 80 B.5.1.0_Technical Approach_rev.0.doc

RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
Figure G-7. Orange Line – Forrest Hills to Oak Grove Simulated Wheel Temperatures with Electric Braking
H. Describe how the design of the two different vehicles is approached while ensuring the use of same subsystems and components to the maximum extent possible.
H1. General Approach
Rotem’s design approach is to utilize the same equipment wherever possible on both the Orange Line and Red Line cars. For subsystems where performance requirements are different between car types due to the different vehicle weight, dimensions or passenger load, the system components will be rated for the more severe condition (usually the Red Line). The subsystems affected in this way include: propulsion, brakes, trucks, HVAC, API/LVPS and battery.
Software-controlled systems will be identical regarding the control hardware, and performance differences will be achieved using different software parameters. Such systems will contain the same software on all car types to permit interchangeability of hardware without needing to reprogram the equipment
The following items will be identical on both types of vehicles:
Many of the carbody structural members, including the CEM components;
Carshell and secondary structural interfaces with car equipment, couplers, and inter-car barriers;
Truck frames, bolsters, wheelsets, traction motors, gearboxes, mechanical connections between carbody and trucks, and primary & secondary suspensions, TBUs, current collectors, grounding, speed sensors, ;
Coupler mechanical and electrical components (except possibly trainline contact assignments);
Propulsion system (except software parameters for different car weights);
API and LVPS, including shop power interfacing;
TAB I.1 Page 48 of 80 B.5.1.0_Technical Approach_rev.0.doc

RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
Car battery and power distribution;
LV control circuits (except for details strictly related to the specific line equipment);
HV distribution, Grounding & Current collectors and sleet scrapers;
Pneumatic and friction braking systems (except control parameters for different car weights);
Door systems, except for the number and shape of door panels;
HVAC systems (except air duct/diffuser length);
Mechanical and electrical configuration and furnishings of the driver's cab and the passenger compartment;
Lighting equipment (except qtys);
Communications equipment (except qty of distributed components, and route maps );
VMS equipment & Event recorder;
Interior appointments such as windscreens, stanchion components, latches, handles, seat components, trim and molding, decals;
Exterior appointments such as grab rails, latches, inter-car barriers, end doors and gaskets, decals;
Undercar components such as piping fittings, electrical and conduit fittings, junction boxes,
H2. Specific Design Differences and Approach The following summary table lists differences between Orange and Red Line cars and Rotem’s design approach.
Equipment Design Difference Approach (Common Features)
Carbody Vehicle dimensional difference
The carbody design will incorporate structural members with identical sections, including end door posts, window posts and sills.
The carbody will incorporate identical openings for windows and end doors
The truck-to-carbody interfaces will be identical, except the height difference of the air spring seats and local structure
Operator’s cab Dimensional difference The controls panel and interior/exterior appointments will be identical.
Passenger door Car contour difference Different quantity of doors
The door system components (operators, tracks, controller and hanger), except for door panels, will be identical.
Propulsion Vehicle control and weight difference
All components and subsystem will be identical with only parameter adjustments.
Friction Brake Vehicle configuration & weight difference
All components and subsystem will be identical with only re-configuration and adjustment
Communication Route difference All equipment will be identical with some modification, except for active route maps.
Seats & stanchions Interior arrangement difference The components of Seats and stanchions will be identical, with
different assemblies. Floor heats Dimensional difference The components of floor heats will be identical.
ATP/ASR Frequency and code rate difference
The ASR module components, the brake assurance hardware, the receiver coils and the speed sensors will be identical.
Testing Differences in carbody wiring, system configurations, and performance characteristics
Testing on two vehicles will be very similar.
Network System differences The network equipment will be identical.
TAB I.1 Page 49 of 80 B.5.1.0_Technical Approach_rev.0.doc

RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
H3. Design, Design Review and Testing Process To minimize design review time and MBTA travel costs, we intend to simultaneously plan and complete Orange Line and Red Line designs and the testing for each car subsystems, allowing a single set of design reviews and a single FAI to be performed for each system. For all areas where the differences of weight, dimensions and/or passenger load affect the subsystem, these issues will be highlighted and fully explained during design reviews. As mentioned above, the system components will be rated for the more severe condition (usually the Red Line car). The subsystems affected in this way include: propulsion, brakes, trucks, HVAC, API/LVPS and battery.
I. Describe how EMC will be achieved and interferences with the train control system avoided..
I1. EMC General Description Specific EMC assessment and mitigation activities are conducted by Rotem starting from the conceptual design, through to the final design phase, qualification testing and to the successful completion of the on-site acceptance testing.
The culmination of these activities is the compilation of an EMC Assessment report which summarizes all of the activities that have been undertaken and the results obtained. The EMC assessment that is required for this project is of a similar nature to other EMU trains that Rotem has produced for other Authorities. Therefore the knowledge and experience gained from these previous projects will be applied to the MBTA project, including identification of EMC hazards, the EMC design requirements and the EMC testing.. The EMC assessments are carried out according to International standards that are identified in the MBTA specification and below, The EMC assessment will form the basis for the EMC Management Plan.
Table I-1. Applicable Standards APTA, SS-E-010-98 “Standard for the Development of an Electromagnetic Compatibility Plan” UMTA-MA-06-0153-85-6 “Conductive Interference in Rapid Transit Signaling Systems – Volume II: Suggested Test
Procedures” UMTA-MA-06-0153-85-8 Inductive Interference in Rapid Transit Signaling Systems – Volume II: Suggested Test
Procedures” UMTA-MA-06-0153-85-11 "Radiated Interference in Rapid Transit Systems,
Volume II Suggested Test Procedures". EN 50121-1 “Railway Application – Electromagnetic compatibility – Part 2: Emission of the whole
railway system to the outside world” EN 50121-2 “Railway Application – Electromagnetic compatibility – Part 1: General” EN 50121-3-1 “Railway applications – Electromagnetic compatibility – Part 3-1 Rolling stock - train and
complete vehicle” EN 50121-3-2 “Railway applications – Electromagnetic compatibility – Part 3-2 Rolling stock -
Apparatus” EN 61000-4-2 “Electromagnetic compatibility (EMC) – Part 4-2: Testing and Measurement Techniques –
Electrostatic Discharge Immunity Test EN 61000-4-3 “Electromagnetic compatibility (EMC) – Part 4-3: Testing and Measurement Techniques –
Radiated, Radio-Frequency, Electromagnetic Field Immunity Test EN 61000-4-4 “Electromagnetic compatibility (EMC) – Part 4-4: Testing and Measurement Techniques –
Electrical Fast Transient/Burst Immunity Test EN 61000-4-5 “Electromagnetic compatibility (EMC) – Part 4-5: Testing and Measurement Techniques –
Surge Immunity Test EN 61000-4-6 “Electromagnetic compatibility (EMC) – Part 4-6: Testing and Measurement Techniques –
Immunity to Conducted Disturbances, Induced by Radio-Frequency Fields IEEE std. C95.1 IEEE standard for safety levels with respect to human exposure to radio frequency
electromagnetic fields, 3 kHz to 300 GHz IEEE std. C95.6 IEEE standard for safety levels with respect to human exposure to radio frequency
electromagnetic fields, 0-3kHz
TAB I.1 Page 50 of 80 B.5.1.0_Technical Approach_rev.0.doc

RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
I2. Overall EMC Assessment Process The above standards and methodology that Rotem follows have a common feature in that the EMC assessment considers the entire life cycle of the vehicle and is a risk-based approach.
The standard draws attention to the fact that the emission and immunity testing of equipment and the selection of the threshold criteria given in the railway product standards (e.g. the EN 50121 series) has been made to cover most of the conditions, however, there other conditions may occur from time to time that can affect the EMC safety. These events are often referred to as “worst case” events and it is necessary to apply safety margins between the expected emissions and the immunity of the equipment.
Rotem will demonstrate that the credible fault conditions are also compatible with the interference specification. The FMECA will be used to estimate the specific types of emissions (conductive, inductive and radiated) and the potential causes of the emissions. Rotem will conduct an EMC site survey for Orange and Red Lines to define the exact limits. Based on the EMC site survey, Rotem will define the EMI risk in terms of: the interferences, the EMI coupling methods, the consequences, the means of protection and the margins (for both safety and availability) that need to be applied. From this MBTA EMC Assessment, interface requirements for all relevant subsystems and the complete vehicle will be defined.
A dedicated Rotem EMC Engineer will be part of the project design team, and will report activities, requirements and results to the Project Engineer and Project Manager.
I2.1. Subcontractor Coordination
It is the responsibility of the Rotem EMC Engineer to manage and coordinate the EMC interface activities with all Rotem internal design efforts and also with the relevant subcontractors. The subsystems and equipment with the greatest EMC concerns include:
1. ATP/ASR; 2. Propulsion (including electronic brake controls); 3. API and LVPS; 4. Power distribution, cables and wire; 5. Radio equipment; 6. Air compressor.
The subcontractors are required to participate in the EMC activities in the following manner: 1. Provide relevant technical documentation for EMC; 2. Provide design details to improve electromagnetic immunity; 3. Provide design details to reduce electromagnetic emissions; 4. Conduct EMC testing on subsystems and provide details of the test specification, test results and test report.
The Propulsion subcontractor will be responsible for performing the main equipment level EMC testing, which will consist of high voltage equipment and propulsion system that has the same components as the vehicle configuration. The arrangement will match the actual vehicle design, including location and orientation of equipment, routing of cables and conduit/wire tray details. During simulated operation of these systems, the EMI emissions will be measured, and the functionality of the ATP/ ASR and radio equipment will be verified. The ATP/ASR wayside interfaces will be simulated during this test, including using actual ATP/ASR interface components and correct relative distances/locations.
The EMC Engineer will ensure that the overall vehicle requirements, and all EMC provisions and test requirements are passed to the subcontractors to form part of the contractual agreements with Rotem.
I3. EMC Design Concepts
The MBTA vehicles must be considered in their own electromagnetic environment together with all relevant interactions between the vehicles and the railway environment. Design measures will be applied to the train design to increase the immunity of the train borne equipment to interference, and reduce the emissions from the train borne equipment. This has to take into account coupling between the various train borne equipment as well as the coupling between the train and the wayside railway signaling and communications equipment. The control of the emissions and immunity of train borne equipment is achieved through the application of EMC design experience and established EMC design practices. The general measures that are applied to the train borne equipment design are described in this section.
TAB I.1 Page 51 of 80 B.5.1.0_Technical Approach_rev.0.doc

RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
I3.1. Cable and Wire Separation Cable routing is critical on a train because of the wide variety of cables carrying power and signals in a confined space. The coupling methods that must be considered between the cables are radiated, conductive, inductive and capacitive. Cables at all locations must be classed and categorized according to the EMI/EMC characteristics. Conductors with approximately the same potential to cause interference and/or be susceptible to interference must be separated by distance and using metallic conduit or wire trays as required. The following types of cables can be considered as groups:
1. Line voltage and high voltage DC cabling; 2. High voltage AC cabling for connecting to the traction motors and static inverter auxiliary equipment loads; 3. Low voltage AC and DC control wiring; 4. Battery low voltage wiring; 5. AF track circuit wiring, signal conductors, antenna leads, data transmission bus; 6. Radio, passenger information and public addressing system wiring;
Shielding measures are applied for cables subject to strong interference or cables that carry signals that are particularly susceptible to interference;
I3.2. Propulsion and API Cables
All power cables that transfer pulsed voltages, currents and high frequency noise within the train are potential sources of EMI. These cables include:
- Cables from the third rail current collectors;
- Traction return cables from the inverter to the axle brushes;
- Cables from the traction inverter to the traction motors;
- Cables connecting to the input line filter;
- Cables from the line filter to the inverter and auxiliary inverter;
- Cables connecting to the braking resistors; - Cables supplying the air compressor motor and HVAC motors.
Emissions from power cables will be controlled by providing separation from other cables, by enclosing cables in steel conduit, in stainless steel pipe or by the layering of the cables. All return circuits will be via cable. Cables enclosed in conduit or pipe or other areas where the ventilation may be restricted, must be suitably rated for normal operation. Additional specific EMC considerations include:
1. The 3-phase traction motor cables will be routed in a close triangular bundle, with the bundle twisted along its length as tight as practical;
2. The 3-phase traction motor bundle will be routed along the centerline of the vehicle, as high as possible above the running rails;
3. The high voltage cables to and from the line filter and brake resistors will be as short as possible, with supply and return cables routed together, as far away as possible from the running rails;
4. The high voltage supply and return cables to the truck will be routed together as high as possible above the running rails;
5. The 230 VAC three phase cables to the air compressor and HVAC motors will be bundled together.
I3.3. Grounding Arrangement The high voltage power returns will be connected to fixed ground plates, isolated from the carbody for 3000 volts minimum. These ground plates will be connected directly to all four axles through four gearbox-mounted ground brushes (one per axle). A optimized number of ground brushes on the axle will be provided. Safety ground cables will be provided from the carbody, truck bolster, truck frame and journal bearing housings to at least one ground brush per truck.
These connections may be in series to a common truck location, with one cable to the ground brush. Safety/static grounds will also be provided from the gearboxes to the motor frames and then directly to the ground brushes. The traction motors will have insulated bearings on the non-drive end and microfiber shaft grounding rings on the drive end to provide complete
TAB I.1 Page 52 of 80 B.5.1.0_Technical Approach_rev.0.doc

RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
protection for the motor and gearbox bearings. The dc ground for the auxiliary distributions will be connected to a separate car body grounding pad.
The negative returns for all low voltage circuits will be connected to a single ground return bus.
I3.4. Equipment Enclosures
The following design concepts are applied to enclosures to provide shielding from RFI and safety in case of an enclosure becoming accidentally electrified.
- Equipment enclosures and covers will be grounded to the car body; - Multiple circuits from the same signal source will have common shields; - Shields will be carried through connectors into equipment enclosures; - Where cable shields/screens have to be cut at cable entries, the shield/screen will be cut on the inside of the
enclosure; - Electromagnetic sealing will be employed for sensitive electronic equipment.
I3.5. Suppression of Voltage Transients
All train borne equipment which is susceptible to transient voltages must contain protective devices to protect against damage and improper operation and must pass the tests described in the relevant standard.
The actual protection device will depend upon the equipment susceptibility and the voltage transients but in general voltage protection will be provided using components such as varistors between lines, decoupling capacitors to ground, line filters at the inputs and outputs, zener diodes between the lines and between lines and ground and free wheel diodes across inductive components such as relay coils.
The LC filters fitted to the battery charger, which are required for the suppression of voltage ripple, will also provide attenuation of high voltage transients emanating from the third rail.
I3.6. Inductive Coupling The following are design concepts that are applied in the case of inductive coupling.
- Provide sufficient separation between emitting source and victim; - Group cables of common circuits together (e.g. three phase cables, arranging the go and return cables to be next
to each other); - Locate cables close to the respective ground plane; - Use screened cables which may also have twisted pairs; - Employ filters to attenuate induced common mode interference at the output and the input; - Install ferrites at the outputs to attenuate interference; - Install voltage suppression devices at the output and input; - Use freewheel diodes across relays; - Minimize the exposed length of parallel cables; - Orientation equipment to minimize inductive coupling; - A specific measure to reduce the stray magnetic fields from power transformers and inductors is to enclose the
equipment in steel enclosures.
I4. Specific Design Considerations
I4.1. Conducted Emission From the Train Conducted emissions originated from train flow through the rails, specific return cables and the third rail power conductors. The propulsion currents can therefore affect both infrastructure equipment and external neighboring systems.
The railway signaling systems represent the main susceptible equipment for interference of this nature. The train may produce harmonic currents in the frequency bands that the signaling systems operate.
In the case of the MBTA Orange and Red Line conducted interference limits have been defined for the wrong side failure when the track circuit is occupied by a train which emits EMI that mimics the transmitter signals at the receiver and the right
TAB I.1 Page 53 of 80 B.5.1.0_Technical Approach_rev.0.doc

RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
side failure when the track circuit is unoccupied. The EMI emitted by a train modifies the receiver signal to the extent the receiver indicates the track circuit is occupied
Interference current from the train has to be assessed for both conditions.
The main protection against conducted emissions is the effective design of the traction equipment including: - Traction harmonic current optimization. - The selection of the chopping frequency for traction inverters and static inverters. - Installation of sufficient sized filter components, including the main line filter. The line filter will be 3mH.
I4.2. Induced Wayside Emissions Inductive coupling will take place between the train and the track circuit from two effects being, the mutual coupling between the current in the traction conductors and the track circuit and the leakage flux emanating underneath the train which couples into the rails of the track circuit thus developing a voltage at the receiver. High levels of leakage flux are generally associated with magnetic components mounted on the underside of the train such as the traction motors and filters.
The equipment producing magnetic fields and the design measures (where applicable) are listed below.
Propulsion system; - Traction motors which have a high permeability steel frame to minimize stray fields. - Filter reactor which is enclosed in a steel frame. - HT interconnecting cables which are layered and grouped together.
Auxiliary supply; - Battery charger transformer which has windings placed on iron cores and is mounted within a stainless steel
tank of the auxiliary inverter.
I4.3. Radiated Emissions The train as an interference source may affect the following systems:
- Mobile radio equipment and private mobile telephones. - Radio and television receivers, Air and road safety equipment. - Point to point radio links (including train radio communications).
All pulse controlled currents and voltages in the train borne equipment must be regarded as possible sources of radiated interference. The main sources include:
- Traction motor equipment, Traction inverter. - Auxiliary power inverter, Filters. - Braking resistor, Busbars, train wires and train control electronics.
The main protection provided by the train against radiated interference is: - The use of shielded components, Careful layout of cables. - Transient voltage protection, Isolation between cables and equipment. - Suitable grounding arrangements.
I4.4. Subsystem Equipment EMC Testing All of the relevant train borne subsystems will be subjected to EMC testing, which will be conducted by the subcontractors, with EMI limits and environment provided by Rotem. The immunity and emission test shall be performed according to the EN50121-3-2 standard as listed below.
As required by the Technical Specification, the RF emission and susceptibility testing will be extended to six GHz. The detailed test limits and levels will be defined during the preliminary design stage.
1) Emissions Test Ports Basic Standard Frequency Range Limits
Auxiliary supply sinusoidal a.c or d.c EN 55011 9kHz - 150kHz No Limits Battery Power supply 150kHz - 500kHz 99dBuV Quasi-peak
TAB I.1 Page 54 of 80 B.5.1.0_Technical Approach_rev.0.doc

RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
Electronic supply sinusoidal a.c or d.c 500kHz - 30MHz 93dBuVQuasi-peak
Enclosure EN 55011 30MHz - 230MHz 40dBuV/m Quasi-peak 230MHz - 1GHz 47dBuV/m Quasi-peak
2) Immunity Test Environmental
Phenomena Basic Standard Severity Performance Criteria
Electrostatic Discharge EN 61000-4-2 ±6kV contact discharge ±8kV air discharge B
Radio Frequency EN 61000-4-3
20V/m(rms carrier voltage) 80MHz to 1GHz 80% AM A
10V/m(rms carrier voltage) 1.4GHz to 2.1MHz 1kHz, 80% AM A
5V/m(rms carrier voltage) 2.1GHz to 2.5GHz 1kHz, 80% AM A
Fast Transients Bursts EN 61000-4-4 ±2kV 5/50ns Tr/Th, 5kHz rep frequency A
Surges EN 61000-4-5
±2kV 1.2/50us 42Ω, 0.5uF, Line to ground B
±1kV 1.2/50us 42Ω, 0.5uF, Line to line B
Conducted Radio Frequency EN 61000-4-6 10V rms (carrier voltage) 150kHz to 80 MHz Source impedance 150 Ω
A
I4.5. Vehicle EMC Testing For train testing it is necessary to demonstrate compliance with the MBTA railway infrastructure taking into account conducted, inductive and radiated emissions from the train.
1) Inductive Test Limits
The inductive test will be conducted per UMTA-MA-06-0153-85-8. Frequency (Hz) Inductive emission limit (mV)
58 to 62 60 97 to 103 90
1200 to 7100 10 (For frequencies more than 150 Hz from a Red or Orange Line train detection frequency, 20 mV shall be allowed)
2) Conductive Test Limits
The conductive test will be conducted per UMTA-MA-06-0153-85-6.
However the exact compatibility criterion for the MBTA Orange and Red Line cars has not been defined yet. The exact conductive test limits will be verified by site survey during the preliminary design stage.
3) Radiative Test Limits
The radiated emissions test limits will be in accordance with EN 50121-2 and EN 50121-3-1 standards. Also the radiated emissions testing shall also examine ambient emissions and train emissions in the range of 1 GHz to 6 GHz. Train emissions exceeding ambient emissions in this range by more than 10 dB shall be investigated and the source documented.
4) Magnetic Field Strength Test
Rotem will conduct the magnetic field strength tests to demonstrate that the magnetic fields will not be harmful to public, passengers, train crew or maintenance personnel. Rotem will apply the radiated emission limits in accordance with IEEE std. C95.6 and IEEE std. C95.1.
TAB I.1 Page 55 of 80 B.5.1.0_Technical Approach_rev.0.doc

RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
J. Submit a detailed schedule for the design, manufacture, testing and delivery of each car in the form of a milestone type bar chart. Each chart shall indicate anticipated dates for starting and completing all major aspects of the program including, but not limited to, First Article Inspection and completion of major hardware components; the delivery to the MBTA of the Pilot Cars and subsequent delivery of the balance of the Cars on order. Quantity to be delivered shall be clearly noted.
J1. Preliminary Detailed Project Schedule Detailed schedule for planning phase, design phase, major equipment procurement including FAIs, truck design & manufacturing, and the
manufacturing & delivery of Pilot Cars and first four Production cars of Orange Line. 11 12 1 2 3 4 5 6 7 8 9 10 11 12 1 2 3 4 5 6 7 8 9 10 11 12 1 2 3 4 5 6 7 8 9 10 11 12 1 2 3 4 5 6 7 8 9 10 11 12 1 2 3
Start Finish M 1M 2M 3M 4M 5M 6M 7M 8M 9M 10M 11M 12M 13M 14M 15M 16M 17M 18M 19M 20M 21M 22M 23M 24M 25M 26M 27M 28M 29M 30M 31M 32M 33M 34M 35M 36M 37M 38M 39M 40M 41M 42M 43M 44M 45M 46M 47M 48M 49M 50M 51M 52M
1-Dec-2014 - Master Schedule, Project Management Plan (PMP), Quality System Manual (QSM) & Project Quality Plan (PQP) 1-Dec-2014 31-Dec-2014
Reliability Program Plan (RPP), System Safety Plan (SSP), Preventative Maintenance Schedule (PMS), System Integration Plan 1-Dec-2014 31-Jan-2015
Kick-off Meetings & Detail Specif ication Review 1-Dec-2014 31-Dec-2014 Conceptual Design Review (CDR) 1-Jan-2015 31-Jan-2015 Preliminary Design Review (PDR) 1-Feb-2015 31-Jul-2015 Final Design Review (FDR) 1-May-2015 30-Nov-2015 Draw ing Release for Manufacturing 1-Jun-2015 28-Feb-2016 Virtual Mock-Up 1-Feb-2015 31-Jul-2015 Hard Mock-Up (Mfg, Review & Revision, Design Feedback, Delivery) 1-Apr-2015 30-Nov-2015
Steel Order and Delivery 1-Aug-2015 31-May-2016 Order Sub-systems & Major Equipments 1-Jan-2015 30-Apr-2015 Design & Softw are Development 1-Jan-2015 30-Nov-2015 Manufacturing for Qualif ication Test and Pilot Car 1-Dec-2015 31-Oct-2016 Qualif ication Test and FAI (First Article Inspection) 1-Jun-2016 30-Nov-2016 Combined Propulsion Lab. Test 1-Jul-2016 30-Oct-2016 VMS Integration Test 1-Aug-2016 31-Oct-2016 Delivery to Rotem Factory for the Combined Test and Pilot Cars 1-Oct-2016 30-Nov-2016 Delivery to Final Assembly in Massachusetts for Production Cars 31-Jan-2018 31-Oct-2021 Truck Design 1-Dec-2014 30-Apr-2016 Fabrication of Truck Frame for Fatigue Test 1-May-2016 30-Jul-2016 Static & Fatigue Test of Truck Frame 1-Aug-2016 30-Sep-2016 Fabrication of Truck Frame and Assembly for Pilot Cars 1-Oct-2016 31-Jan-2017 Truck Tests for Qualif ication and FAI 1-Feb-2017 30-Mar-2017 Delivery of Trucks to the Final Assembly Site for Production Cars 31-May-2018 31-Jan-2022 Shop Draw ing 1-Jul-2015 30-Apr-2016 Jig & Fixture 1-Oct-2015 31-Jan-2016 Parts/Machinery 1-Dec-2015 30-Apr-2016 Carbody Assembly 1-Apr-2016 31-Aug-2016 Carbody Structural Test 1-Aug-2016 30-Nov-2016 Outfitting 1-Dec-2016 31-May-2017 Vehicle Qualif ication Test (factory) & FAI 1-May-2017 30-Sep-2017 Environmental Condition Test 1-May-2017 30-Jun-2017 Shipment to MBTA 1-Oct-2017 30-Nov-2017 On-site Qualif ication Test 1-Dec-2017 31-May-2018 Conditional Acceptance - 1-Jun-2018 Carbody Assembly 1-Mar-2017 31-Jul-2017 Pre-Fitting 1-Jul-2017 30-Nov-2017 Shipment to Final Assembly Site 1-Dec-2017 31-Jan-2018 Outfitting 1-Feb-2018 31-Jul-2018 Factory Test & Delivery to MBTA 1-Jul-2018 30-Nov-2018 On-site Test 1-Dec-2018 31-Jan-2019 Conditional Acceptance - 1-Feb-2019
Start Finish M 1M 2M 3M 4M 5M 6M 7M 8M 9M 10M 11M 12M 13M 14M 15M 16M 17M 18M 19M 20M 21M 22M 23M 24M 25M 26M 27M 28M 29M 30M 31M 32M 33M 34M 35M 36M 37M 38M 39M 40M 41M 42M 43M 44M 45M 46M 47M 48M 49M 50M 51M 52M
11 12 1 2 3 4 5 6 7 8 9 10 11 12 1 2 3 4 5 6 7 8 9 10 11 12 1 2 3 4 5 6 7 8 9 10 11 12 1 2 3 4 5 6 7 8 9 10 11 12 1 2 32018 2019Date 2014 2015 2016
Man
ufac
turin
g, T
estin
g, D
eliv
ery,
and
Con
ditio
nal A
ccep
tanc
e(B
ase
Ord
er fo
r Ora
nge
Line
)
ProductionEngineering
Pilot Cars forOrange Line
Lot #1(6 Cars)
Production Carsfor Orange Line
Lot #2(4 Cars)
2017
Mat
eria
lPr
ocur
emen
tTr
uck
Plan
ning
Phas
e
Documentation
Des
ign
Phas
e DesignReviews
Mock-up
Truck Design&
Manufacturing
MajorEquipment
2018 2019
NTP (December 1st, 2014)
Description Date 2014 2015 2016 2017
Carbody
Carbody TestOutfitting
V/Tests
ShipOn-site Test
Carbody Outfitting
Test
Carbody
PFShip
OutfittingV/Tests
<Key Milestone Dates> NTP : 2014. 12. 1. (assumption) NTP + 36M : Delivery for Pilot Cars (Orange line) NTP + 48M~84M : Delivery for Production Cars (Orange line) NTP + 51M : Delivery for Pilot Cars (Red line) NTP + 59M~75M : Delivery for Production Cars (Red line) NTP + 76M~90M : Delivery for Option Cars (Red line) Warranty : Conditional Acceptance + 2Y (Vehicle) Conditional Acceptance + 5Y (Carbody, U/F, Truck)
TAB I.1 Page 56 of 80 B.5.1.0_Technical Approach_rev.0.doc

RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
Detailed schedule for the manufacturing & delivery of Production cars of Orange Line.
1 2 3 4 5 6 7 8 9 10 11 12 1 2 3 4 5 6 7 8 9 10 11 12 1 2 3 4 5 6 7 8 9 10 11 12 1 2 3 4 5 6 7 8 9 10 11 12 1 2 3 4 5 6 7 8 9 10 11 12 1 2 3
Start Finish 26M 27M 28M 29M 30M 31M 32M 33M 34M 35M 36M 37M 38M 39M 40M 41M 42M 43M 44M 45M 46M 47M 48M 49M 50M 51M 52M 53M 54M 55M 56M 57M 58M 59M 60M 61M 62M 63M 64M 65M 66M 67M 68M 69M 70M 71M 72M 73M 74M 75M 76M 77M 78M 79M 80M 81M 82M 83M 84M 85M 86M 87M 88M
Lot #3 (4 Cars) 1-Apr-2017 1-Mar-2019 Lot #4 (4 Cars) 1-May-2017 1-Apr-2019 Lot #5 (4 Cars) 1-Jun-2017 1-May-2019 Lot #6 (4 Cars) 15-Jul-2017 1-Jun-2019 Lot #7 (4 Cars) 15-Aug-2017 1-Jul-2019 Lot #8 (4 Cars) 15-Sep-2017 1-Aug-2019 Lot #9 (4 Cars) 15-Oct-2017 1-Sep-2019 Lot #10 (4 Cars) 20-Nov-2017 1-Oct-2019 Lot #11 (4 Cars) 1-Jan-2018 1-Nov-2019 Lot #12 (4 Cars) 1-Feb-2018 1-Dec-2019 Lot #13 (4 Cars) 1-Mar-2018 1-Jan-2020 Lot #14 (4 Cars) 5-Apr-2018 1-Feb-2020 Lot #15 (4 Cars) 15-May-2018 1-Mar-2020 Lot #16 (4 Cars) 15-Jun-2018 1-Apr-2020 Lot #17 (4 Cars) 15-Jul-2018 1-May-2020 Lot #18 (4 Cars) 20-Aug-2018 1-Jun-2020 Lot #19 (4 Cars) 1-Oct-2018 1-Jul-2020 Lot #20 (4 Cars) 1-Nov-2018 1-Aug-2020 Lot #21 (4 Cars) 1-Dec-2018 1-Sep-2020 Lot #22 (4 Cars) 15-Jan-2019 1-Oct-2020 Lot #23 (4 Cars) 15-Feb-2019 1-Nov-2020 Lot #24 (4 Cars) 15-Mar-2019 1-Dec-2020 Lot #25 (4 Cars) 15-Apr-2019 1-Jan-2021 Lot #26 (4 Cars) 15-May-2019 1-Feb-2021 Lot #27 (4 Cars) 1-Jul-2019 1-Mar-2021 Lot #28 (4 Cars) 1-Aug-2019 1-Apr-2021 Lot #29 (4 Cars) 1-Sep-2019 1-May-2021 Lot #30 (4 Cars) 1-Oct-2019 1-Jun-2021 Lot #31 (4 Cars) 15-Nov-2019 1-Jul-2021 Lot #32 (4 Cars) 15-Dec-2019 1-Aug-2021 Lot #33 (4 Cars) 15-Jan-2020 1-Sep-2021 Lot #34 (4 Cars) 15-Feb-2020 1-Oct-2021 Lot #35 (4 Cars) 15-Mar-2020 1-Nov-2021 Lot #36 (4 Cars) 15-Apr-2020 1-Dec-2021 Lot #37 (4 Cars) 1-Jun-2020 1-Jan-2022 Lot #38 (2 Cars) 1-Jul-2020 1-Feb-2022
Start Finish 26M 27M 28M 29M 30M 31M 32M 33M 34M 35M 36M 37M 38M 39M 40M 41M 42M 43M 44M 45M 46M 47M 48M 49M 50M 51M 52M 53M 54M 55M 56M 57M 58M 59M 60M 61M 62M 63M 64M 65M 66M 67M 68M 69M 70M 71M 72M 73M 74M 75M 76M 77M 78M 79M 80M 81M 82M 83M 84M 85M 86M 87M 88M
1 2 3 4 5 6 7 8 9 10 11 12 1 2 3 4 5 6 7 8 9 10 11 12 1 2 3 4 5 6 7 8 9 10 11 12 1 2 3 4 5 6 7 8 9 10 11 12 1 2 3 4 5 6 7 8 9 10 11 12 1 2 32022Date 2017 2018 2019 2020 2021
2020 2021 2022
Man
ufac
turi
ng, T
estin
g, D
eliv
ery,
and
Con
ditio
nal A
ccep
tanc
e(B
ase
Ord
er fo
r O
rang
e Li
ne)
Production Carsfor Orange Line
Lot #3 ~ LOT #38(142 Cars)
2017Description Date 2018 2019
ShipPFCarbody Outfitting V/Tests
ShipPFCarbody Outfitting V/Tests
ShipPFCarbody Outfitting V/Tests
ShipPFCarbody Outfitting V/Tests
ShipPFCarbody Outfitting V/Tests
ShipPFCarbody Outfitting V/Tests
PFCarbody Outfitting V/Tests
PFCarbody Outfitting V/Tests
PFCarbody Outfitting V/Tests
PFCarbody Outfitting V/Tests
PFCarbody Outfitting V/Tests
PFCarbody Outfitting V/Tests
PFCarbody Outfitting V/Tests
PFCarbody Outfitting V/Tests
PFCarbody Outfitting V/Tests
PFCarbody Outfitting V/Tests
PFCarbody Outfitting V/Tests
PFCarbody Outfitting V/Tests
PFCarbody Outfitting V/Tests
PFCarbody Outfitting V/Tests
PFCarbody Outfitting V/Tests
PFCarbody Outfitting V/Tests
ShipPFCarbody Outfitting V/Tests
ShipPFCarbody Outfitting V/Tests
ShipPFCarbody Outfitting V/Tests
ShipPFCarbody Outfitting V/Tests
ShipPFCarbody Outfitting V/Tests
ShipPFCarbody Outfitting V/Tests
ShipPFCarbody Outfitting V/Tests
ShipPFCarbody Outfitting V/Tests
ShipPFCarbody Outfitting V/Tests
ShipPFCarbody Outfitting V/Tests
ShipPFCarbody Outfitting V/Tests
ShipPFCarbody Outfitting V/Tests
ShipPFCarbody Outfitting V/Tests
ShipPFCarbody Outfitting V/Tests
Ship
ShipShip
Ship
Ship
Ship
Ship
Ship
Ship
Ship
ShipShip
ShipShip
Ship
Ship
<Legend> : Primary Parts
: Outf itting
: Carbody Assembly
: Conditional Acceptance
: Carbody Structural Test
: On-site Qualif ication Test
: Shipment to Massachusetts
: Delivery to MBTA
: Vehicle Qualif ication Test & Inspection (factory)
: Pre-Fitting
<Key Milestone Dates> NTP : 2014. 12. 1. (assumption) NTP + 36M : Delivery for Pilot Cars (Orange line) NTP + 48M~84M : Delivery for Production Cars (Orange line) NTP + 51M : Delivery for Pilot Cars (Red line) NTP + 59M~75M : Delivery for Production Cars (Red line) NTP + 76M~90M : Delivery for Option Cars (Red line) Warranty : Conditional Acceptance + 2Y (Vehicle) Conditional Acceptance + 5Y (Carbody, U/F, Truck)
TAB I.1 Page 57 of 80 B.5.1.0_Technical Approach_rev.0.doc

RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
Detailed schedule for the manufacturing & delivery of Pilot Cars and first Production cars of Red Line and the Red Line Option cars.
1 2 3 4 5 6 7 8 9 10 11 12 1 2 3 4 5 6 7 8 9 10 11 12 1 2 3 4 5 6 7 8 9 10 11 12 1 2 3 4 5 6 7 8 9 10 11 12 1 2 3 4 5 6 7 8 9 10 11 12 1 2 3 4 5 6 7 8 9 10 11 12
Start Finish 26M 27M 28M 29M 30M 31M 32M 33M 34M 35M 36M 37M 38M 39M 40M 41M 42M 43M 44M 45M 46M 47M 48M 49M 50M 51M 52M 53M 54M 55M 56M 57M 58M 59M 60M 61M 62M 63M 64M 65M 66M 67M 68M 69M 70M 71M 72M 73M 74M 75M 76M 77M 78M 79M 80M 81M 82M 83M 84M 85M 86M 87M 88M 89M 90M 91M 92M 93M 94M 95M 96M 97M
Parts/Machinery 1-Mar-2017 31-Jul-2017 Carbody Assembly 1-Jul-2017 30-Nov-2017 Carbody Structural Test 1-Nov-2017 28-Feb-2018 Outfitting 1-Mar-2018 31-Aug-2018 Vehicle Qualif ication Test (factory) 1-Aug-2018 31-Dec-2018 Environmental Condition Test 1-Aug-2018 30-Sep-2018 Shipment to MBTA 1-Jan-2019 28-Feb-2019 On-site Qualif ication Test 1-Mar-2019 31-Aug-2019 Conditional Acceptance - 1-Sep-2019 Carbody Assembly 1-Mar-2018 31-Jul-2018 Pre-Fitting 1-Jul-2018 30-Nov-2018 Shipment to Final Assembly Site 1-Dec-2018 31-Jan-2019 Outfitting 1-Feb-2019 31-Jul-2019 Factory Test & Delivery to MBTA 1-Jul-2019 31-Oct-2019 On-site Test 1-Nov-2019 31-Dec-2019 Conditional Acceptance - 1-Jan-2020 Lot #3 (4 Cars) 1-Apr-2018 1-Feb-2020 Lot #4 (4 Cars) 1-May-2018 1-Mar-2020 Lot #5 (4 Cars) 1-Jun-2018 1-Apr-2020 Lot #6 (4 Cars) 10-Jul-2018 1-May-2020 Lot #7 (4 Cars) 10-Aug-2018 1-Jun-2020 Lot #8 (4 Cars) 10-Sep-2018 1-Jul-2020 Lot #9 (4 Cars) 10-Oct-2018 1-Aug-2020 Lot #10 (4 Cars) 20-Nov-2018 1-Sep-2020 Lot #11 (4 Cars) 20-Dec-2018 1-Oct-2020 Lot #12 (4 Cars) 20-Jan-2019 1-Nov-2020 Lot #13 (4 Cars) 1-Mar-2019 1-Dec-2020 Lot #14 (4 Cars) 1-Apr-2019 1-Jan-2021 Lot #15 (4 Cars) 10-May-2019 1-Feb-2021 Lot #16 (4 Cars) 10-Jun-2019 1-Mar-2021 Lot #17 (4 Cars) 10-Jul-2019 1-Apr-2021 Lot #18 (4 Cars) 15-Aug-2019 1-May-2021 Lot #OP1 (4 Cars) 15-Sep-2019 1-Jun-2021 Lot #OP2 (4 Cars) 15-Oct-2019 1-Jul-2021 Lot #OP3 (4 Cars) 1-Dec-2019 1-Aug-2021 Lot #OP4 (4 Cars) 1-Jan-2020 1-Sep-2021 Lot #OP5 (4 Cars) 1-Feb-2020 1-Oct-2021 Lot #OP6 (4 Cars) 1-Mar-2020 1-Nov-2021 Lot #OP7 (4 Cars) 5-Apr-2020 1-Dec-2021 Lot #OP8 (4 Cars) 10-May-2020 1-Jan-2022 Lot #OP9 (4 Cars) 10-Jun-2020 1-Feb-2022 Lot #OP10 (4 Cars) 10-Jul-2020 1-Mar-2022 Lot #OP11 (4 Cars) 15-Aug-2020 1-Apr-2022 Lot #OP12 (4 Cars) 15-Sep-2020 1-May-2022 Lot #OP13 (4 Cars) 15-Oct-2020 1-Jun-2022 Lot #OP14 (4 Cars) 20-Nov-2020 1-Jul-2022 Lot #OP15 (2 Cars) 1-Jan-2021 1-Aug-2022
Start Finish 26M 27M 28M 29M 30M 31M 32M 33M 34M 35M 36M 37M 38M 39M 40M 41M 42M 43M 44M 45M 46M 47M 48M 49M 50M 51M 52M 53M 54M 55M 56M 57M 58M 59M 60M 61M 62M 63M 64M 65M 66M 67M 68M 69M 70M 71M 72M 73M 74M 75M 76M 77M 78M 79M 80M 81M 82M 83M 84M 85M 86M 87M 88M 89M 90M 91M 92M 93M 94M 95M 96M 97M
1 2 3 4 5 6 7 8 9 10 11 12 1 2 3 4 5 6 7 8 9 10 11 12 1 2 3 4 5 6 7 8 9 10 11 12 1 2 3 4 5 6 7 8 9 10 11 12 1 2 3 4 5 6 7 8 9 10 11 12 1 2 3 4 5 6 7 8 9 10 11 12
Man
ufac
turi
ng, T
estin
g, D
eliv
ery,
and
Con
ditio
nal A
ccep
tanc
e(O
ptio
n O
rder
for
Red
Lin
e)
Option Carsfor Red Line
(58 Cars)
2022Date 2017 2018 2019 2020 2021
2020 2021 2022
Man
ufac
turi
ng, T
estin
g, D
eliv
ery,
and
Con
ditio
nal A
ccep
tanc
e(B
ase
Ord
er fo
r R
ed L
ine)
Pilot Cars forRed Line
Lot #1(6 Cars)
Production Carsfor Orange Line
Lot #2(4 Cars)
Production Carsfor Red Line
Lot #3 ~ Lot #18(64 Cars)
2017Description Date 2018 2019
Carbody
Carbody Test
Outfitting
V/Tests
Ship
On-site Test
ShipPFCarbody Outfitting V/Tests
ShipPFCarbody Outfitting V/Tests
ShipPFCarbody Outfitting V/Tests
Ship
PFCarbody
OutfittingV/Tests
ShipPFCarbody Outfitting V/Tests
PFCarbody Outfitting V/Tests
ShipPFCarbody Outfitting V/Tests
ShipPFCarbody Outfitting V/Tests
ShipPFCarbody Outfitting V/Tests
ShipPFCarbody Outfitting V/Tests
ShipPFCarbody Outfitting V/Tests
ShipPFCarbody Outfitting V/Tests
ShipPFCarbody Outfitting V/Tests
ShipPFCarbody Outfitting V/Tests
ShipPFCarbody Outfitting V/Tests
ShipPFCarbody Outfitting V/Tests
ShipPFCarbody Outfitting V/Tests
ShipPFCarbody Outfitting V/Tests
ShipPFCarbody Outfitting V/Tests
ShipPFCarbody Outfitting V/Tests
ShipPFCarbody Outfitting V/Tests
ShipPFCarbody Outfitting V/Tests
ShipPFCarbody Outfitting V/Tests
ShipPFCarbody Outfitting V/Tests
ShipPFCarbody Outfitting V/Tests
ShipPFCarbody Outfitting V/Tests
ShipPFCarbody Outfitting V/Tests
ShipPFCarbody Outfitting V/Tests
ShipPFCarbody Outfitting V/Tests
ShipPFCarbody Outfitting V/Tests
ShipPFCarbody Outfitting V/Tests
ShipPFCarbody Outfitting V/Tests
Ship
Test
<Legend> : Primary Parts
: Outf itting
: Carbody Assembly
: Conditional Acceptance
: Carbody Structural Test
: On-site Qualif ication Test
: Shipment to Massachusetts
: Delivery to MBTA
: Vehicle Qualif ication Test & Inspection (factory)
: Pre-Fitting
<Key Milestone Dates> NTP : 2014. 12. 1. (assumption) NTP + 36M : Delivery for Pilot Cars (Orange line) NTP + 48M~84M : Delivery for Production Cars (Orange line) NTP + 51M : Delivery for Pilot Cars (Red line) NTP + 59M~75M : Delivery for Production Cars (Red line) NTP + 76M~90M : Delivery for Option Cars (Red line) Warranty : Conditional Acceptance + 2Y (Vehicle) Conditional Acceptance + 5Y (Carbody, U/F, Truck)
TAB I.1 Page 58 of 80 B.5.1.0_Technical Approach_rev.0.doc

RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
K. Present the Design Review Process, including the presentation of the contents of Preliminary and Final design reviews. The Offeror shall present the proposed process for progressing through these as well as the approach to addressing questions and concerns of the MBTA.
K1. Introduction Rotem uses the Design Review Process as an integral part of the overall design process to ensure the production vehicle meets the requirements of the Technical Specification, all relevant standards and regulations, and the expectations of the Customer. Throughout the design process, Rotem will conduct internal reviews of individual subsystem designs and the overall systems integration. Rotem will also conduct formal submittals and Design Reviews with MBTA to present the details of the design at each stage.
The follow-up of these design reviews will incorporate the feedback from the Design Team, Quality Team, Manufacturing Team and from MBTA. The review of design calculations, features and performance also occurs through feedback from the submittal of design calculations, drawings, virtual and hard mock-ups, sample submittals, initial manufacturing, First Article Inspections, component and system testing, and pilot car testing. This review process is done in conjunction with the design team, the systems integrator, the manufacturing team, the subcontractors, and the MBTA.
The design processes will cover the system interface and integration to meet MBTA’s requirements including operating, environmental and maintenance conditions. Rotem will review the specification requirements into performance parameters and conduct a configuration of system and subsystems. Rotem will integrate the related technical parameters and ensure compatibility of all physical, functional and program interface. Reliability, maintainability, safety, quality assurance, test and human factors are integrated into the total engineering efforts. In addition to the specification requirements, Rotem’s effort will address the optimization of MBTA’s operation and maintenance costs.
The design review process includes three main stages: the conceptual design, the Preliminary design and Final design. A Design Review is performed for each design phase by the Design Review Board whose member consists of members of the design team, production technology team and quality control team. Figure K-1 below is a chart illustrating our proven design process.
Figure K-1. Typical Design Development Process
TAB I.1 Page 59 of 80 B.5.1.0_Technical Approach_rev.0.doc

RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
At the first car, functional analysis is performed, and our design is verified by the various kinds of analysis and simulations such as structural analysis, crashworthiness analysis, sound and noise analysis, dynamic and running behaviour analysis, running simulation and weight control etc, which is established by the proven software and from our accumulated technology.
Rotem will provide a virtual mock-up to check the interference between components, clearances, maintenance access, and ergonomics using CATIA 3D CAD. A physical mock-up will be performed to verify correct fit, clearances, maintenance access, ergonomics, visibility, aesthetics and other human factors. Finally the Pilot Train test will be conducted. The results for each phase will be fed back to the various design teams for improving the delivered product.
K2. Design Group Organization
Rotem’s design engineering organization is divided into 5 groups: System Engineering; Mechanical Engineering; Electrical Engineering; Bogie/Truck Engineering; and Basic Technology Engineering Group.
Each group and their respective areas of responsibility are outlined in Figure K-2 below. Specific personnel from each group are assigned to the project, and are under the leadership of the dedicated MBTA Orange and Red Line Project Engineer, who in turn reports to the dedicated MBTA Project Manager.
CONSTRUCTION ENGINEER
SYSTEM ENGINEERING
GROUP
MECHANICAL ENGINEERING
GROUP
ELECTRICAL ENGINEERING
GROUP
BOGIE ENGINEERING
GROUP
BASIC TECHNOLOGYENGINEERING
GROUP
STRUCTURE
INTERIOR
AIR BRAKE SYSTEM
MECHANICAL EQUIPMENT
VEHICLE CONTROL
PROPULSION SYSTEM
AUXILIARY ELEC SYSTEM
ELECTRICAL EQUIPMENT
BOGIE FRAME
SUSPENSION
WHEEL SET
MECH. & ELEC EQUIPMENT
STRUCTURE ANALYSIS
NOISE ANALYSIS
RAMS
EMI/EMC
WEIGHT CONTROL
SOFTWARE MANAGEMENT
VEHICLE DYNAMICS
Figure K-2: Design Group Organization
K3. Project Meetings
Within 30 days of NTP, the Rotem Project Team will meet with MBTA to introduce key staff and discuss the project management and administrative processes for the project, The contract document management and meeting protocols will be established. The immediate activities for the next 90 days will be planned. Also at this time, Rotem will submit the Master Project Schedule which will use Critical Path Method (CPM), with an update submitted every 30 days.
Within 60 days of NTP, the Rotem Project Team will meet with MBTA to conduct a detail review of the Technical Specification, and clarify any outstanding questions or technical issues. All of the key subcontractors will also attend. By the end of this meeting, all participants will fully agree on the interpretation of the technical requirements.
Throughout the rest of the project, the Rotem will conduct Monthly Project Meetings with MBTA that will present: project status, updated CPM schedule, completed and planned activities, open contractual and technical issues, weight report, quality report, CDRL matrix, cost tracking, and identify any major problem areas, risks and concerns. Additional meetings every two weeks will be conducted based on the level of activities, technical issues, etc. and as requested by MBTA.
TAB I.1 Page 60 of 80 B.5.1.0_Technical Approach_rev.0.doc

RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
Internal and Formal Design Reviews
Within 30 days of NTP, Rotem will establish the Design Management Plan (DMP), technical review program and submission plan for design documentation.
The DMP will outline the deliverables and activities for each design stage, and will identify the required design inputs from each group involved, including;
MBTA Orange and Red Line Project Team; Design Group; Production Control Group; Quality Control Group (including Testing and Commissioning); Procurement Group; Subcontractors.
The Technical Review Program will include monthly internal reviews, and three formal design reviews with MBTA. All design reviews will be conducted by the MBTA Project Team with involvement from the relevant Design Groups, Production, Quality, Procurement and subcontractors. The formal technical reviews with MBTA will consist of:
Conceptual Design Review (CDR); Preliminary Design Review (PDR); and Final Design Review (FDR).
Due to the high level of similarities between the Orange and Red Line cars and the subsystems, both car types will be reviewed together, with any differences clearly identified. Additional design meetings or working sessions will be conducted with MBTA as required to ensure complete agreement and understanding of the technical requirements, differences between car types, and the design solutions.
In preparation for the formal design reviews, complete design data and documentation will be submitted to MBTA at least 2 weeks prior to the scheduled meeting date. The submitted documents will fully address the design details to be discussed, and will include: an agenda, Powerpoint presentation, and any additional supporting data for design verification such as charts, photos, drawings, reports and calculations. Material samples as required by MBTA for review and approval will also be submitted in advance.
Rotem will record meeting minutes for all design review meetings, which will document all design issues discussed and the related agreements, criteria, solutions, and action items as appropriate. The meeting minutes will be reviewed for joint concurrence prior to closing each meeting, and the final meeting minutes will be submitted as official record of the meeting.
The following items will be contained on the agenda for the vehicle-wide PDR: Presentation of virtual mock-ups (interior, cab, exterior, underfloor) List of major equipment suppliers Color and texture schemes Presentation of major items not covered in subsystems design reviews, including master controller, windshield
wiper/washer, other cab controls, cab window, cab heater, hostler panel, seats (passenger & cab), stanchions, floor heat arrangement, floors, walls, ceiling, breaker panels, relay & contactor panels, and car graphics.
Car numbering scheme Fastening concepts Carbody wiring concepts Provisions for future installations of optional equipment Weight report Value added recommendations Car-level CDRL item status EMC plan implementation Test plan RAMS (Reliability, Availability, Maintainability, and Safety) analyses PTU general approach and snapshot reading & displaying capability Manuals and Training Specification deviations
TAB I.1 Page 61 of 80 B.5.1.0_Technical Approach_rev.0.doc

RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
Schedule and Commercial issues
For the subsystem PDRs, the following items with be on the agenda for each subsystem: Equipment specifications Presentation of virtual component mock-ups. Photographs or samples of actual parts will presented as available. Equipment outline, major detail drawings, and installation Human factors, including human interfacing, appearance, texture (where applicable) Schematics, Functional description, and Software documents ICD & VMD data Test plan System-level CDRL item status PTU software BTE Special tools
The vehicle-wide FDR will include updates and expansion of the PDR topics plus new topics. The following items will be on the agenda for the vehicle-wide FDR:
Presentation of the hard mock ups, including interior, cab, front end, and exterior side door area Final virtual mock-ups (interior, cab, exterior, underfloor) Installation and maintenance clearances Bills of materials Final provisions for future installations of optional equipment Final report on blast-worthiness Final weight report Update of car-level CDRL item status Updates to EMC plan & implementation Test plan updates & car-level test procedures Fire safety and toxicity report, including 30-minute floor fire test results Final pre-production RAMS (Reliability, Availability, Maintainability, and Safety) analyses Updates to PTU general features and snapshot reading & displaying capability Manuals and Training updates, including draft car-level maintenance documents, and car-level training plan &
syllabus Final list of specification deviations Schedule update Spare parts Final SCI list & software development tools list Commercial issues update
Subsystems FDRs will include updates and expansion of the PDR topics, and new topics. The following items with be presented at each subsystem FDR:
Presentation of actual components Updated equipment specifications Equipment outline drawings, major detail drawings (including isometric exploded views), and installation drawings,
including related BOMs and component specifications. Human factors, including human interfacing, appearance, texture (where applicable) Supporting calculations and analyses Updated Schematics, Functional description, and Software documents ICD & VMD screens Qualification test results System-level test procedures System-level CDRL item status PTU software BTE Special tools Draft system-level maintenance documents
TAB I.1 Page 62 of 80 B.5.1.0_Technical Approach_rev.0.doc

RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
System-level training plan and syllabus
After a design has received an “Accepted” status through the review process with MBTA and the subcontractors, the equipment/components will be manufactured for FAI (First Article Inspection) and qualification testing. The design will be finalized after all design features are verified and validated through the comprehensive inspection and testing program based on the Test and Design Modification Plan (Tab I.1.n). The design review and approval process is shown in following Figure K-3.
Design Input/Output
Technical Review / Verification (PDR)
Design Evolution
Technical Review/ Verification &
ITP review (CDR)
Parts Manufacturing
FAI / Testing
Compliance Matrix
Compliance Matrix
Test Plan / Test Specification
Design Finalization / Improvement
Mass Production
Configuration Management / Requirement, Function
Allocation and Traceability Data
Yes
No
Yes
No
Yes
No
System Definition (SDR) Contract Agreement
Technical Review / Verification (SDR)
Yes
No
FAI Test Plan / Specification Review
Yes
Test Plan / Test Specification
SpecificationReview
No
Figure K-3. Design Review and Approval Process
TAB I.1 Page 63 of 80 B.5.1.0_Technical Approach_rev.0.doc

RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
K4. Design Management Plan The Design Management Plan describes the activities and deliverables necessary to successfully complete the design and design verification. This plan also includes the: mock-up program, integration management, configuration control, and design verification.
K4.1 Mock-Up Program
The MBTA mock-ups will include both virtual and physical mock-ups, and is part of the design review process. Separate mock-ups will be provided for the Orange Line and Red Line cars.
A physical mock-up will be performed to verify correct fit, clearance access, ergonomics, visibility, aesthetics and other human factors. Finally the Pilot Train test will be conducted. The results for each phase will be fed back to the various design teams for improving the delivered product.
The three stages of the MBTA mock-ups are: Stage 1 – virtual 3-D CAD models of the Orange Line and Red Line cars. These CAD models will present the
underframe equipment arrangement, interior passenger area and cab arrangements, starting at the Conceptual design stage. The 3-D CAD models will be updated throughout the design process and presented at all design reviews to convey the proposed designs.
Stage 2 – physical full-scale mock-up arrangement of the Cab car No. 1 end cab interior and exterior. This mock-up will demonstrate Operator comfort, ergonomics, control reach and visibility, glare and reflection mitigation, and other Cab arrangement details. The early Cab mock-up will be available at the PDR and will receive regular updates until final configuration is achieved.
Stage 3 – physical full-scale mock-up arrangement of the passenger area interior and exterior, including the hostler panel. This mock-up will demonstrate passenger seating, stanchions, linings, lighting and, and other arrangement details. The early mock-up will be available at the PDR and will receive regular updates until final configuration is achieved.
Feedback from MBTA during all stages of the mock-ups will be used to integrate design improvements and features as agreed with MBTA. The mock-ups will be continually updated until acceptance of the final design review to include the latest design configurations. Physical mock-ups will include actual components and operational units as defined by the Technical Specification T 1.07.
K4.2 Integration Management As an integral part of the Design Management Plan, Rotem will implement the System Integration Plan as described in Tab I,1.l. The system integration documents, including Vehicle Integration Control Document (VICD) and subsystem Interface Control Documents (ICDs) for all the major subsystems will be created during the conceptual design stage, and will be part of all design reviews.
K4.3. Configuration Management
Rotem Configuration Management plays a key role to manage the entire project documentation in efficient, organized and controlled manner. At the start of project, the MBTA Project Team will initiate the MBTA Orange and Red Line Project within Rotem Configuration Management system, which is the Engineering Knowledge Management System (EKMS).
The EKMS is the company product data management system for Rotem rolling stock. The EKMS is a complete data management and configuration control system that has been implemented since 2002 on more than 14 projects.
This system manages all of the design data for each project from the conceptual design stage to the final design stage. The Figure K-4 below illustrates the EKMS database, and shows some of the design data which is managed and maintained in permanent digital records.
TAB I.1 Page 64 of 80 B.5.1.0_Technical Approach_rev.0.doc

RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
Figure K-4. Features of EKMS
EKMS is directly connected with the CATIA system to capture and manage the design information for every single part of the train and subsystems. The format of the data includes documents, drawings, 3D models, 2D Model, engineering analyses, etc. Through an indented Bill Of Material (BOM) it enables easy access to data through the computer network.
Main functions of the EKMS system include: New part creation, registration management; Standard part management; Assemblies management; BOM configuration management.
Advantages of the EKMS system include: Standard design work flow; Consistent data management; Company-wide access to information; Ability to access/reuse previous design/engineering data
Through the utilization of EKMS, Rotem can generate every part of the train design including subsystems in the most effective, efficient and practical manner. EKMS is applied to both modified existing designs to totally new designs.
Through EKMS, design engineers can search the technical database for data/components which will be suitable for new designs, and can generate new designs based on existing information, proven designs and past proven design approaches.
TAB I.1 Page 65 of 80 B.5.1.0_Technical Approach_rev.0.doc

RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
EKMS is a key system that allows Rotem to improve the design capability, to accelerate the design process, and improve the system verification based on long term experience captured within the database.
K4.4. Design Verification Design verification is the process taken to ensure the final design and product meets all of the requirements of Rotem, the customer, technical specification, and all applicable regulations.
The objectives of the Design Verification are: Ensure that the requirements of safety, reliability, availability and maintainability are fulfilled; Ensure that hazards and RAMS problems are identified early in the project; and Ensure that any improvements found necessary during the system assurance process are incorporated into the design
in a timely manner.
The activities of the Design Verification process include the following elements: Organization and key personnel responsible for implementation of the Design Verification; Definition of roles and responsibilities; Procedures for monitoring and control of the design verification activities; Procedures for the integration of design verification activities within the overall design / construction processes; Establishing performance targets to be met; Management of the design verification tasks; and Internal audit program
L. Identify the engineer proposed as the System Integrator, as required by T 21.03, and present the Systems Integration Plan referenced require in T 21.03.
L1. System Integrator The engineer proposed as the System Integrator is Mr. Deokyung Kim (see Tab I.1.a).
L2. System Integration Plan Rotem System Integration Plan (SIP) is a key element in the vehicle design process. The activities and documentation of the SIP ensure that the vehicle design proceeds from conceptual design to final configuration with the requirements of all vehicle and subsystem interfaces fully integrated to achieve all technical requirements of the MBTA Technical Specification, relevant standards and regulations.
The System Integrator will lead the System Integration process and will be responsible for initiating and maintaining the integration documentation. The SIP considers all vehicle components and subsystems, and therefore the integration data will be collected from: the U.S. Project Team, the Design Team in Korea and all subcontractors.
Throughout the design process, design reviews, FAIs, and testing, feedback from Rotem, subcontractors and MBTA regarding the systems integration activities and documentation is gathered and incorporated into the design.
The System Integrator interfaces directly with the Project Engineer, the Engineering Consulting Group, the lead design engineers responsible for each subsystem, and the subcontractors (see Tab I.1.a).
The System Integration documentation is presented as part of all Design Review meetings, and is continually updated based on design updates, changes, test results and FRACAS.
The following Figure L-1 shows the major activities and documents of the System Integration process.
TAB I.1 Page 66 of 80 B.5.1.0_Technical Approach_rev.0.doc

RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
Determine SI Requirements for
suppliers
Identify equipment Affected by SI
interfaces
Obtain SI Information from
Suppliers
Identify Interrelationships Between systems
Inspection, Test
Analysis, Mock-up FAI
Meetings to Address SI issues
With suppliers
Feedback To Design
To Implement Changes/ correction
Systems Integration Plan Systems Integration
Matrix
Systems Integration Plan Expanded Systems Integration Matrix
Procurement Technical Specification
Interface Control Drawing
Meeting Minutes
Analyses Mock-Up Reports
FAI Reports Pilot Car FAI Reports
Inspection Reports Test Reports
Audit Findings
SI items check off on Master Schedule
Figure L-1. System Integration Process
1. Vehicle Design Document (VDD)
The VDD describes the overall features and performance of the vehicle based on the performance requirements, customer specifications, industry standards and statutory/regulatory requirements related to the product. This document is created as part of the overall design process and defines the overall performance and functionality of the vehicle and between subsystems.
2. System Integration Matrix
The Systems Integration Matrix is a comprehensive summary in matrix format that lists all vehicle subsystems, major equipment and wayside devices on both a horizontal and vertical axes in the matrix. The design engineers and subcontractors identify all the subsystems/equipment interfaces with any other applicable subsystem/equipment by an “X” in the intersecting boxes. This matrix is created at the start of conceptual design, and is continually expanded and updated as the design progresses.
3. Interface Tables
Within 2 weeks after NTP, Rotem will provide a standard Interface Table to each subcontractor to provide a list of the required interfaces/inputs from all other subsystems. The interface Table will include the following categories (multiple entries are expected in some categories):
Inputs: i. Power requirements: voltage range, max current, duty cycle, description;
ii. Control signal input requirements: name, type (e.g. voltage, contact closure, network, etc.), description; iii. Analog input requirements: name, type (e.g. voltage, current loop, network, etc.), description;
TAB I.1 Page 67 of 80 B.5.1.0_Technical Approach_rev.0.doc

RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
iv. Other data input requirements: name, type (e.g. PWM, network, etc.), description; v. Mechanical input requirement: name, type (e.g. linkage, pneumatic, etc.), description.
Outputs: i. Power availability: voltage range, max current, duty cycle, description;
ii. Control signal outputs: name, type (e.g. voltage, contact closure, network, etc.), description, if recommended for VMS, if recommended for event recorder;
iii. Analog outputs: name, type (e.g. voltage, current loop, network, etc.), description, if recommended for VMS, if recommended for event recorder;
iv. Other data outputs: name, type (e.g. PWM, network, etc.), description, if recommended for VMS, if recommended for event recorder;
v. Mechanical outputs: name, type (e.g. linkage, pneumatic, etc.), description, if recommended for VMS, if recommended for event recorder.
4. VMS Data List
Within 2 weeks after NTP, Rotem will develop a Preliminary VMS Data List, which will specify minimum VMS data requirements and the associated data sources. Data sources include major vehicle systems, cab controls, circuit breakers, relays & contactors, independent power supplies, etc.
The Preliminary VMS Data List will be sent to each subcontractor for consideration when developing their Interface Table. To develop the Preliminary VMS Data List, the System Integrator will pull items from the following sources:
i. The Technical Specification; ii. Vehicle Design Team; iii. VDD, Interface Matrix, VMS Data Lists and design data from other projects; iv. The VMS subcontractor.
5. Event Recorder Data List
Within 2 weeks after NTP, Rotem will develop a Preliminary Event Recorder Data List, which will specify minimum Event Recorder data needs, and potential data providers. The Preliminary Event Recorder Data List will be sent to each supplier to consider when developing their Resources Table.
To develop the Preliminary Event Recorder Data List, the system integration engineer will pull items from the following sources:
i. The Technical Specification; ii. IEEE Std. 1482.1-1999;
iii. Vehicle Design Team; iv. VDD, Interface Matrix, Event Recorder Data Lists and design data from previous projects; v. The Event Recorder subcontractor.
6. Vehicle Interface Control Document (VICD)
The system integration engineer will combine all data from the Vehicle Design Document, System Integration Matrix, Interface tables, VMS Data List, and Event Recorder Data List to create the Vehicle Interface Control Document (VICD).
The susbsystem ICDs will use the same inputs, but will also include the input from the subcontractors according to their scope of supply and expertise. The technical information contained in the VICD/ICDs may be in the form of drawings, schematics, specifications, and other technical documents.
This information shall include, but not be limited to: performance requirements control input requirements/tolerances control outputs and tolerances electric power supply/power consumption requirements pneumatic supply/consumption requirements power supply circuit protection mounting constraints
TAB I.1 Page 68 of 80 B.5.1.0_Technical Approach_rev.0.doc

RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
location and clearance constraints servicing/accessibility constraints environmental constraints EMI / EMC constraints weight requirements maintenance and reliability requirements segregation/shielding requirements associated with equipment wiring shock and vibration limits and dampening requirements operational clearances operational noise production diagnostic interface requirements compatibility with existing equipment and infrastructure software requirements system failure mode constraint system bypass/cut-out requirements
7. Interface Control Documents (ICDs)
The System Integrator will combine all data from the Vehicle Design Document, System Integration Matrix, Interface tables, VMS Data List, and Event Recorder Data List to create the subsystem Interface Control Documents (ICDs). The subsystem ICDs will also include the input from the subcontractors according to their scope of supply and expertise.
The technical information contained in the VICD/ICDs may be in the form of drawings, schematics, specifications, and other technical documents. The Interface documents will include outline drawings, which will contain equipment weight, mounting requirements, clearance requirements, and other mechanical requirements. The System Integrator will also create Interface Control Documents (ICDs) to list functional vehicle component interfaces that are external to the major vehicle subsystems.
The completed Vehicle Integration documents will be sent to each subcontractor (including functional system suppliers, VMS supplier, Event Recorder supplier, and train network supplier). Each subcontractor will update the ICD for their subsystem that complies with IEEE 1558-2004. Each of these ICDs will be reviewed by the systems integrator for completeness and correctness. The Systems Integration documents will be sent to MBTA for review and approval.
For any functionality that MBTA requests to be changed, the System Integrator will work with MBTA, the design team and the subcontractors to implement necessary changes. All changes will be transferred to all affected System integration documents.
If any unexpected issues arise during qualification testing that affect system interfaces, the Systems Integrator will update the Integration Documents, and will work with the affected subcontractors to update the ICDs and other affected documents, including car equipment software documents, PTU software documents, test procedures, schematics, and drawings. The updated documents will be resent to MBTA for follow-up review.
8. Key Subsystem Integration Elements and Testing
The complete system integration of the vehicle is addressed through the above process. As an integral part of the Rotem System Integration Plan, additional emphasis and specific integration testing is performed for the following three major elements:
1. Propulsion, Friction Brake, ATP/ASR control, including other subsystem and cab control inputs; 2. VMS, Trainlines and Networks (including the coupler electrical portion); 3. EMC / EMI control, which includes ATP / ASR, Propulsion, API / LVPS, power cables, radio equipment, and
air compressor (see Tab I.1.i).
It is the responsibility of the System Integrator to ensure all issues relating to the above integration elements are captured in the VICD and ICDs within Rotem and all subcontractors, and that all issues are addressed and design updates are incorporated with revisions to all System Integration documents. The System Integrator is also responsible to ensure that all relevant issues relating to the qualification testing for the above elements are addressed during testing. Feedback from FAIs,
TAB I.1 Page 69 of 80 B.5.1.0_Technical Approach_rev.0.doc

RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
subsystem testing and vehicle testing is also incorporated in the System Integration documents until the final vehicle configuration is achieved. Retesting based on design changes is conducted as required.
M. Provide one (1) print each of the following conceptual designs for each car type (Orange, Red, Cab Car, Non-Cab Car):
General Arrangement Drawings (Exterior and Interior) ¼” = 1” or 1:50
Floor Plans ¼” = 1’ or 1:50
Equipment Arrangement ¼” = 1’ or 1:50
Carbody Structural Diagram ¼” = 1’ or 1:50
Truck General Arrangement Drawing ¼” = 1’ or 1:50
Cab and Console Layout ¼” = 1’ or 1:50
This section provides the requested conceptual design drawings showing Rotem’s proposed designs. This includes drawings to indicate our understanding of the project. The design, as presented, will provide a modern reliable vehicle with enhanced safety features and distinctive appearance, that will distinguish the new series of vehicles from their predecessors, and provide an improved level of performance.
The below mentioned drawings are inserted in Appendix 1 at the end of Tab I.1. Drawing Number Drawing Title Line
A239-TD-01-0001 General Arrangement of Cab Car Orange Line A239-TD-01-0002 General Arrangement of Non-Cab Car Orange Line A239-TD-01-0003 Floor Plans of Cab and Non-Car Cars Orange Line A239-TD-01-0004 Equipment Arrangement of Cab Car Orange Line A239-TD-01-0005 Equipment Arrangement of Non-Cab Car Orange Line A239-TD-01-0006 Carbody Structural Diagram of Cab Car Orange Line A239-TD-01-0007 Carbody Structural Diagram of Non-Cab Car Orange Line A239-TD-01-0008 Truck Assembly Orange/Red Line A239-TD-01-0009 Cab and Console Layout Orange Line A239-TD-02-0001 General Arrangement of Cab Car Red Line A239-TD-02-0002 General Arrangement of Non-Cab Car Red Line A239-TD-02-0003 Floor Plans of Cab and Non-Car Cars Red Line A239-TD-02-0004 Equipment Arrangement of Cab Car Red Line A239-TD-02-0005 Equipment Arrangement of Non-Cab Car Red Line A239-TD-02-0006 Carbody Structural Diagram of Cab Car Red Line A239-TD-02-0007 Carbody Structural Diagram of Non-Cab Car Red Line A239-TD-02-0008 Cab and Console Layout Red Line
N. Describe the mobilization plan and approach for conducting the dynamic vehicle level qualification testing required in Section T20 of the Technical Provisions. Provide a preliminary indication of test sequencing for the two fleets. Describe the methods by which on-going test results will be cycled through the design process to ensure that design modifications are implemented prior to the delivery of Pilot Cars. Describe how such design modifications are implemented into the ongoing manufacturing and assembly process of the production cars.
N1. Master Test Plan
TAB I.1 Page 70 of 80 B.5.1.0_Technical Approach_rev.0.doc

RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
Rotem’s Master Test Plan is based on two major elements – the Master Test Matrix and the Project Schedule. The Master Test Matrix itemizes the scope of testing and is also used to establish test sequencing.
The Master Test Matrix contains the following information: Item number, for reference by Rotem and MBTA; Listing of all tests categories to be conducted; Type of test (Engineering Qualification, Production Conformance, Vehicle Acceptance); Specification section for reference information and test criteria; Test name, system, component and manufacturer of items being tested; Test procedure number and revision; Reference test standard to which the material is being tested (MBTA Technical Specification, CFR, AAR, NEMA,
ASTM, AWS, etc.); Test facility, location and personnel involved; Scheduled test date, actual test date and test duration; Scheduled attendees and documentation verification (sign-off).
The overall testing process is delineated below and is also reflected in Mater Test Matrix: Qualification Testing First Article Inspection and Component Testing In-Process Testing and Inspections Pre-Shipment Inspection Receiving Inspections Static Functional Test On-Site Conditional Acceptance Testing
At this time, the basic information for the Master Test Matrix is based on the testing requirements of the Technical Specification, which clearly outlines all of the testing that must be performed on equipment, subsystems and on the completed vehicles. The draft Master Test Matrix will be updated during the design phases as the details regarding subcontractors, equipment details and logistics are finalized.
The test requirements from the Technical Specification will become part of the contractual requirements for each subcontractor, as applicable for the equipment being supplied. All of the technical details from subcontractors relating to the respective testing will be incorporated into the Master Test Matrix (and the Master Project Schedule). The testing details and schedule will be fully defined as the subcontractors are finalized during the early project execution phase.
N2. Preliminary Indication of Test Sequencing The main milestones that drive the project schedule are the following:
1. Delivery of 6 Orange Line pilot cars (3 married pairs) – 36 months after NTP; 2. Start of Orange Line production car delivery (4 cars per month) – 48 months after NTP; 3. Delivery of 6 Red Line pilot cars (3 married pairs) – 51 months after NTP; 4. Start of Red Line production car delivery (4 cars per month) – 59 months after NTP.
Based on these dates, Rotem has established target dates for the major testing activities that will control the production of the pilot cars, These major testing milestones must be achieved prior to completing further assembly activities due to the significant role of each test. The major tests with the greatest impact on schedule include:
1. Carbody structural tests (Orange Line and Red Line carshells); 2. Truck structural tests (common design for both cars); 3. Combined propulsion/API/LVPS lab test for EMI (common design for both cars); 4. Combined VMS/train control network lab test (common design for both cars); 5. Climate room test (Orange Line and Red Line cars).
For detail information of test schedule, please see the Tab I.1.j.
N3. Mobilization Plan and Approach to Vehicle Qualification Testing Following delivery of the first 6 pilot cars for the Orange Line, there will be 12 months prior to delivery of the first Orange Line production cars, and 15 months prior to delivery of the Red Line pilot cars. Therefore, the Rotem plan is to complete
TAB I.1 Page 71 of 80 B.5.1.0_Technical Approach_rev.0.doc

RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
the Orange Line pilot car testing within 6 months, so that any design modifications required as a result of testing will be identified in time to be incorporated prior to completion of the first production car shipments.
The vehicle production test will be verified by the static test. The on-site qualification tests can be separated into static or yard tests that can be conducted during the day time, and dynamic tests that must be conducted on the MBTA mainline at night. Due to the much greater time restrictions at night, the night testing activities will dictate the overall on-site test schedule.
The following on-site qualification tests will be conducted at night in the following general sequence:
1. Dynamic propulsion, braking and slip/slide control (10 weeks total); a. T 20.20.04 Dynamic and friction full service brake; b. T 20.20.05 Emergency brake; c. T 20.20.06 Efficiency; d. T 20.20.07 Propulsion system; e. T 20.20.08 Brake resistor temperature; f. T 20.20.14 Spin/slide control; g. T 20.20.15 Slide control in emergency; h. T 20.20.17 Roll back;
2. ATP/ASR (3 weeks total); i. T 20.20.09 ATP/ASR aspect enforcement; j. T 20.20.10 ATP/ASR modes; k. T 20.20.11 Overspeed; l. T 20.20.13 Brake assurance;
3. EMI tests (6 weeks total) per T 20.20.30;
4. Noise and dynamics (3 weeks total); m. T 20.20.26 Noise and vibration; n. T 20.20.28 Model validation – ride quality, L/V, stability.
The following personnel resources are mobilized in support of the of the dynamic vehicle-level qualification testing: 1) Rotem's test and commissioning engineers who will lead and guide the testing; 2) Rotem’s design engineers assigned to the project; 3) Local Rotem support personnel who are familiar with the MBTA procedures and facilities will assist in coordination
with the MBTA; 4) Subcontractor engineers responsible for the subsystems being tested; 5) Support personnel from the MBTA as required to operate the vehicles, provide logistic support and safety
provisions.
As required, Rotem will provide MBTA 14 working-day notice prior to conducting any tests identified on the Master Test Matrix. In the case of pre-revenue service tests pertaining to 49 CFR Part 238.111 (b) (2), 45 calendar-day notice will be provided.
N4. Test Results and Implementation of Associated Modifications
The test plan and associated test procedures will be controlled by Rotem’s configuration control system, known as RIDS (Railway Integrated Design System). Revisions will be resubmitted to MBTA for approval and a record of changes made by revision will be included with the test document. Each test procedure will contain a data and results sheet to record specifically required information.
The data and results section will indicate criteria for acceptance and tolerances for measurements. Documents will record the date, car number, serial number(s), test equipment used and calibration, and provision will be made for the signatures of the test technician, Rotem QC and MBTA engineer.
A test report will be submitted to MBTA for approval after the completion of each test.
TAB I.1 Page 72 of 80 B.5.1.0_Technical Approach_rev.0.doc

RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
All negative test results are communicated immediately back to the pertinent Engineering Department and Project Design Team with as much detail as possible regarding the nature and reasons for the failure or any issues.
For hardware/software under the direct control of Rotem, the Lead Engineer and the Systems Integrator will analyze the test results and the failure mechanism, and proceed to redesign the hardware/software or system to overcome the deficiency. The Project design Team will have the full support of the Rotem Engineering and the subcontractor engineering to address any design issues.
This may necessitate modifying associated systems in order to achieve the full solution.
Once a design solution has been identified, an Engineering Change Proposal (ECP) document will be generated which fully describes the proposed changes in configuration to the hardware, software or system. The ECP is first approved by the Project Engineering team, including the Project Engineer, and then submitted to MBTA for approval. After approval, the ECP is issued and subsequently controlled by the configuration management system.
The Rotem design change control procedure is shown in right Figure.
For subcontractor hardware/software, Rotem Lead Engineer and the Systems Integrator will discuss the test results and the failure mechanism with the subcontractor’s engineers, and a general solution to overcome the deficiency will be agreed upon.
Production ProductionEngineering Design QA/QC Procurement
UTSSubcontractors
of UTSThe Customer's
Engineer
Engineering Change Request by EKMS System
Approval
Review
ECP
ECN by EKMS
Approval
Review
EngineeringChange Request
Reception& Application
of ECN
Reception& Distribution
of ECN
Reception& Application
of ECN
Reception&Reviewof ECN
If necessary,Application onmanufacturingdocuments &Distribution
Receptionof ECN &Checking theApplication onproductduringInspection/Audit
Rotemof RotemProduction Production
Engineering Design QA/QC Procurement
UTSSubcontractors
of UTSThe Customer's
Engineer
Engineering Change Request by EKMS System
Approval
Review
ECP
ECN by EKMS
Approval
Review
EngineeringChange Request
Reception& Application
of ECN
Reception& Distribution
of ECN
Reception& Application
of ECN
Reception&Reviewof ECN
If necessary,Application onmanufacturingdocuments &Distribution
Receptionof ECN &Checking theApplication onproductduringInspection/Audit
Rotemof Rotem
Flow Chart of Design Change Control Procedure
Following the detailed engineering by the subcontractor and review by Rotem,, the ECP is presented to MBTA for approval. The ECP will describe the testing performed, the test results, and why it is expected that the proposed hardware/software changes will produce positive results upon retest. The Project Engineer incorporates any comments made by the MBTA into the ECP, and secures approval of the document. The ECN status is maintained in the RIDS to provide the information to all Rotem organizations.
O. Describe how the Reliability requirements of T2.03 will be met and what methods the Offeror will undertake to ensure all major subsystem suppliers achieve this requirement.
O1. General Rotem is a world-class manufacturer of various types of passenger rail vehicles, including EMUs, and has successfully designed and manufactured 45 different EMU designs operating throughout the world. Rotem manufacturing facilities, located in Korea, are capable of manufacturing trains to the highest quality standards using modern manufacturing equipment and practices.
TAB I.1 Page 73 of 80 B.5.1.0_Technical Approach_rev.0.doc

RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
In addition to the overall vehicle design and integration, Rotem has designed and manufactured carshells, trucks, and much of the other subsystem equipment that is installed in a typical EMU. Rotem’s design and manufacturing facilities are ISO 9001 and 14001 certified with an engineering staff experienced in the total design, systems integration, vehicle testing, and commissioning of its EMUs and other vehicles.
Rotem understands that eliability is a critical factor in modern EMUs. It is Rotem’s commitment to build and deliver vehicles that are world class with regard to standards of safety and reliability, as well as being fully compliant with the Customer’s specifications. This policy has been proven on numerous successful projects, such as the MTRC TKE C651 EMU project where Rotem received a significant performance bonus for achieving a very high level of reliability for the vehicles.
Rotem employs a mature Reliability Assurance Program that has been used for many years to ensure that vehicles and equipment successfully meet or exceed customer requirements. The reliability program comprehensively covers the life of the project, extending from definition of reliability requirements through to the service reliability testing and achievement of the fleet reliability targets.
Reliability design requirements and activities are an integral part of Rotem’s design development process. Reliability is addressed by Rotem as an important element of the design development process.
A standard methodology is followed for assurance of the reliability for all of its designs. Subcontractors are required to participate in this process so that not only are their individual designs conformant with requirements and criteria, but subcontractors share responsibility for integration of their equipment and systems with other systems and the completed vehicles and train sets.
Rotem reliability goals are achieved through the following activities and programs.
O2. Reliability Management
The reliability program for the MBTA Orange and Red Line project will be led by Rotem with support from qualified U.S.-based specialists familiar with the relevant regulations and reliability of subsystems and components operating in U.S. transit and U.S. environmental conditions.
Rotem has experience subcontracting with selected specialists to supplement our in-house resources when additional emphasis is warranted for an important project. The reliability program is integrated with design management and quality management.
A dedicated group within the Rotem engineering organization is designated the System Engineering Management System (SEMS) group, which includes:
Reliability, Availability, Maintainability and Safety (RAMS); EMI/EMC; Weight Control; Software Management.
The SEMS team is part of Design Engineering group located at the Rotem R&D Center in Korea. The SEMS team consists of the SEMS Manager and qualified engineers within area of the SEMS group. The qualified RAMS engineers of the SEMS teamhave performed the RAMS activities successfully on numerous similar projects.
The design engineers will support the reliability program for MBTA by implementing reliability requirements in the design documentation to meet the relevant regulations and requirements most effectively. The design engineers will coordinate with Rotem’s SEMS team throughout the car design , procurement, production, testing and FRACAS process.
A RAMS Manager will be responsible for managing the reliability activities for the MBTA Project, and ensuring that all reliability analyses are completed on schedule. The RAMS Manger will also ensure that all train subsystems are subject to Failure Modes, Effects and Criticality Analysis (FMECA) to an appropriate level of detail, and their contribution to car reliability are based on valid reliability predictions.
The RAMS Manager will be responsible for ensuring that the reliability model is maintained up-to-date based on data submitted by the subcontractors and the design team. The Project Engineer (PE) and Project Manager (PM) will be responsible for reviewing and approving the RAMS analyses prior to submission to MBTA for approval.
TAB I.1 Page 74 of 80 B.5.1.0_Technical Approach_rev.0.doc

RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
The PM will also be responsible for approving the reliability requirements specified for each subsystem, as well as approving any changes to those requirements.
Figure O-1 describes the personnel of the Rotem organization and the subcontractors that have responsibility for implementation of the Reliability Assurance Program. The organizational and functional relationships are identified, together with the relevant lines of communication.
HR Internal Group
MBTA
Project Manager
SEM Representitive Project Engineer
RAMS Manager
RAMS Engineer
Design Engineer
Production Dept. Procurement Dept. QC Dept.
Subcontractors RAMS co-ordinator
: communication with other parties
Figure O-1. Rotem Project Organizational Structure
Key Positions Responsible for RAMS Personnel
Project Manager T.B.D Project Engineer T.B.D
SEMS Representative T.B.D RAMS Manager T.B.D RAMS Engineer T.B.D
Figure O-2. Key RAMS Responsibility for the Project
O2.1. Subcontractor Management The Reliability requirements for each subcontractor is included in the respective Procurement Technical Specification (PTS), which is developed by the Design Team based on the MBTA Technical Specifications.
The schedule requirements for delivery of the Reliability documents are also defined in the PTS to ensure Reliability deliverables are submitted on time. After receiving the Reliability deliverables, these are reviewed by: the Design Engineer, the Reliability Engineer and the Reliability Manager.
The results of this review and any concerns or required changes are resubmitted to the respective subcontractor for updating.
After Rotem and thesubcontractors have reached agreement on the reliability analyses, the subsystem data will be integrated into Rotem’s train level reliability analysis which will be submitted to MBTA.
Rotem’s approach to subcontractor management is shown in figure O-3 below.
TAB I.1 Page 75 of 80 B.5.1.0_Technical Approach_rev.0.doc

RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
MBTA’s Technical
Specification
Subcontractor’s Reliability requirements
Procurement Technical Specification
FMECA Reliability Analysis
Subcontractor’s Reliability Anlaysis
Acceptable ?
Integrated into train system level analysis
FDR submission
Technical review with Rotem’s relevant
engineers
Yes
No
Figure O-3: Subcontractor Reliability Management Process
O3. Reliability Requirement Definition Section T 2.03.02 of the Technical Specification defines service reliability requirements for the car as well as the definition of service failure. This reliability is measured as Mean Distance Between Failures (MDBF). The overall service reliability of the car shall be greater than 90,000 miles (144,840 km), which will be demonstrated in accordance with the Technical Specification.
MDBF is defined as: Total miles accumulated by all cars in the fleet for the period
MDBF = ----------------------------------------------------------------------------------------- Service failures for the period
Service failures are any failures that cause more than a 4 minute delay of the train or an unscheduled removal of a car from service.
Section T 2.03.03 of the Technical Specification defines system or component reliability requirements for the car and subsystems. This reliability is measured as Mean Distance Between Component Failures (MDBCF). Rotem will conduct a demonstration of the component reliability in accordance with the Technical Specification.
MDBCF is defined as: Total miles accumulated by all cars in the fleet for the period
MDBCF = ----------------------------------------------------------------------------------------- Component or system failures for the period
TAB I.1 Page 76 of 80 B.5.1.0_Technical Approach_rev.0.doc

RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
Component or system failures are defined as any failures that require replacement or adjustment or adjustment of any component to return the system to normal operation, whether the failures occur in service or not.
The system or component reliability requirements of the MBTA car are summarized in the Table O-4 below.
System Mean Distance Between Component Failures (MDBCF)
Propulsion 100,000 miles (160,930 km) Friction Brakes and Pneumatic System 80,000 miles (128,750 km) Auxiliary Power System (including both LVPS and Auxiliary Power Inverter)
150,000 miles (241400 km)
Lighting (not including lamps) 1,000,000 miles (1,609,300 km) HVAC System 100,000 miles (160,930 km) Doors and Door Controls 80,000 miles (128,750 km) Cab Equipment and Controls (Master Controller, Operators console control and indications, cab heater, etc.)
250,000 miles (402,340 km)
Communications (including signs, but not CCTV cameras and recorders)
50,000 miles (80,467 km)
Trainlines and Networks (includes coupler pins) 300,000 miles (482,800 km) ATP/ASR 300,000 miles (482,800 km) Vehicle Monitoring System including Vehicle Monitoring Display 400,000 miles (643,740 km) Trucks 350,000 miles (563,270 km) Coupler and Draft Gear (mechanical parts) 1,000,000 miles (1,609,300 km) Whole Car 11,150 miles (17,944 km)
Figure O-4. MDBCF Targets for the MBTA EMU
O4. Reliability Allocation Procedure Figure O-5 describes Rotem’s Reliability Allocation Procedure, with two main goals:
(1) ensure all subcontractors meet their individual subsystem reliability requirements, and
(2) ensure car level requirements are achieved after integration of all the subsystems.
Rotem has established both “design” reliability requirements and “operational” reliability requirements for subcontractors. The “operational” reliability requirements are the minimum performance as defined by the MBTA Technical Specification. The “design” reliability requirements are established to be higher than the “operational” requirements in order to achieve a margin that will ensure successful demonstration of the target reliability.
Reliability prediction will be based on previous operating experience of similar equipment operating in a similar environment or, if this is not available, analytical techniques such as parts stress analysis based on MIL-STD-217F Notice 2, NPRD-95, or similar data sources. Reliability predictions will be carried out at a meaningful level, and apportioned between subsystem failure modes as required in order to support the FMECA.
Rotem will prepare a reliability model for all car subsystems in conjunction with various subcontractors. Rotem will also develop a reliability model(s) that address the car, the married pair and the train. The train reliability model will combine the reliability models and predictions for individual components, subsystems and cars into an overall train reliability performance prediction. These reliability models will provide MBTA with assurance that the equipment can meet its reliability objectives.
All analyses defined in this chapter including Failure Modes, Effects and Criticality Analysis (FMECA), reliability predictions, and other reliability factors, will be developed and compiled using the Microsoft Office Suite (Word, Excel, PowerPoint, Access). This will assure continuity between the various subcontractors, Rotem and MBTA. Rotem will provide templates for all forms/worksheets used throughout the Reliability program.
The design reliability requirements will be assessed in terms of the reliability model, the reliability predictions (part stress for electronic components) and the FMECA performed by each subcontractor. These analyses will be submitted to Rotem and Reliability engineers will review each analysis based on the following criteria (as a minimum):
Level of detail and completeness;
TAB I.1 Page 77 of 80 B.5.1.0_Technical Approach_rev.0.doc

RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
Part selection criteria such as derating, quality levels and temperature range; Appropriate use of data and prediction models; Assessment of critical reliability drivers; Predicted subsystem reliability anomalies.
Any deficiencies that are identified by Rotem as a result of this evaluation will be relayed back to the subcontractors to implement changes that will improve the reliability. The subsystem reliability will be revised accordingly and resubmitted. This process will be repeated until all deficiencies are eliminated.
HR perform preliminary Reliability evaluation of similar system
HR performs Reliability TargetApportionment in PTS
Sub-suppliers design for Reliability
Sub-suppliers perform Reliability Analysis
Reliability Analysis reviewed by HR
Do sub-suppliers’ Reliability Analysis meet HR’s
requirement?
HR integrate Reliability Analysis
FRACAS Set up
Reliability Demonstration
HR discuss Reliability improvement with subcontractors.
Sub-suppliers revise Reliability Analysis
No
Yes
Figure O-5. Reliability Management Diagram
Since design reliability can be degraded by a poorly designed maintenance program, Rotem’s reliability assurance process also involves a maintenance analysis process. The Maintenance Analysis will involve the application of Reliability-Based-Maintenance practices in developing the scheduled maintenance program.
Both the vehicle reliability and scheduled maintenance program will be balanced and adjusted to ensure the Availability requirements of T 2.03.08 and T 2.03.04 are also achieved.
The Failure Reporting And Corrective Action System (FRACAS) is also a major element in assuring that the reliability of each subsystem and car are achieved. More information relating to Rotem’s FRACAS and reliability demonstration period for the MBTA contract is provided in the following sections.
O5. Reliability Demonstration
TAB I.1 Page 78 of 80 B.5.1.0_Technical Approach_rev.0.doc

RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
The Reliability Demonstration will be carried out during the reliability demonstration period to provide final assurance that the vehicles meet the reliability requirements.
Reliability Demonstration will be carried out in accordance with the TS Section T 2.03.08. During the Reliability Demonstration period, the reliability of the vehicles will be assessed based on the results of failure classification by the Failure Review Board (FRB). Failures will be assigned in terms of chargeable or non-chargeable failures based on the definitions provided in the Technical Specification.. These failures will be entered into the FRACAS.
Failures due to incorrect maintenance, improper operation, and failures of equipment other than that supplied under the contract will not be considered in assessing vehicle reliability performance.
The results of the early stage of the Reliability Demonstration will provide an indication of the level of Reliability that has been achieved by the vehicles. This will allow comparison with the specific requirements for Reliability and assessment of whether additional reliability improvements are required. The Reliability Demonstration will continue until the vehicles meet their requirements.
In order to successfully complete the Reliability Demonstration, Rotem will meet the following reliability milestones during the Reliability Demonstration period:
A. After 6 months: a. MDBF ≥ 35% of the service reliability target; b. MDBCF ≥ 35% of the component reliability target for each system and for the car.
B. After 12 months [CDRL 02-1]: a. MDBF ≥ 60% of the service reliability target, based on a rolling 3 month average; b. MDBCF ≥ 60% of the component reliability target for each system and for the car, based on rolling 3 month average.
C. After 2 years: a. MDBF ≥ 100% of the service reliability target based on a 6 month rolling average; b. MDBCF ≥ 100% of the component reliability target for each system and for the car, based on a 6 month rolling average.
Period MDBF MDBCF
After 6 months 31,500 miles(50,694 km) 3,902 miles(6,280 km)
After 12 months 54,000 miles(86,904 km) 6,690 miles(10,766 km)
After 2 years 90,000 miles (144,840 km) 11,150 miles (17,944 km)
Figure O-6. Reliability Demonstration Milestones
Details relating to qualification of chargeable failures for each classification will be in accordance with Sections T 2.03.08, T 2.03.02 and T 2.03.03 of the MBTA’s Technical Specifications.
O.6. Failure Reporting And Corrective Action System (FRACAS) The Failure Reporting And Corrective Action System (FRACAS) is another element in assuring that the reliability of each system and car are achieved. Rotem successfully utilized the Rotem FRACAS as a tool to achieve high reliability for the MTRC TKE C651 EMU project in Hong Kong. Rotem employs a formalized closed–loop FRACAS that is controlled by the RAMS Manager and is accessible by all groups involved with the project.
The FRACAS is utilized throughout the design manufacture and qualification test phases of development to effectively identify and analyze failures and track the identification, implementation and verification of corrective actions. The system is also used to track and determine the cause of all unscheduled part removals.
Corrective action will be implemented to eliminate safety concerns and improve the subsystem reliability and overall reliability of the vehicle. Information on each failure and fault that occurs during the Reliability Demonstration will be recorded using the FRACAS report template developed by Rotem.
TAB I.1 Page 79 of 80 B.5.1.0_Technical Approach_rev.0.doc

RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
Failure and fault information is integrated into the database in order to track and report all failure information collected. Information on corrective action (maintenance) will be also recorded using the FRACAS database. Figure O-7 shows a flowchart of Rotem’s closed loop FRACAS system.
Start
Failure observation
Failure Documentation
Failure Verification
Failure Isolation
Suspect Item Replacement
Determin : Is corrective Action
Effective ?
Suspect Item Replacement
Failure Analysis
Data Search
Establish Root Cause
Incorporate corrective action into other products, if
necessary.
Failure ReportClose out
OperationalPerformance Test
Determine CorrectiveAction
Incorporate Corrective Action
Yes
No
Figure O-7. FRACAS System Process
TAB I.1 Page 80 of 80 B.5.1.0_Technical Approach_rev.0.doc


RFP No. CAP 27-10 New Orange and Red Line Vehicles
Massachusetts Bay Transportation Authority
Appendix.1
List of Drawings
Drawing Number Drawing Title Line A239-TD-01-0001 General Arrangement of Cab Car Orange Line A239-TD-01-0002 General Arrangement of Non-Cab Car Orange Line A239-TD-01-0003 Floor Plans of Cab and Non-Car Cars Orange Line A239-TD-01-0004 Equipment Arrangement of Cab Car Orange Line A239-TD-01-0005 Equipment Arrangement of Non-Cab Car Orange Line A239-TD-01-0006 Carbody Structural Diagram of Cab Car Orange Line A239-TD-01-0007 Carbody Structural Diagram of Non-Cab Car Orange Line A239-TD-01-0008 Truck Assembly Orange/Red Line A239-TD-01-0009 Cab and Console Layout Orange Line A239-TD-02-0001 General Arrangement of Cab Car Red Line A239-TD-02-0002 General Arrangement of Non-Cab Car Red Line A239-TD-02-0003 Floor Plans of Cab and Non-Car Cars Red Line A239-TD-02-0004 Equipment Arrangement of Cab Car Red Line A239-TD-02-0005 Equipment Arrangement of Non-Cab Car Red Line A239-TD-02-0006 Carbody Structural Diagram of Cab Car Red Line A239-TD-02-0007 Carbody Structural Diagram of Non-Cab Car Red Line A239-TD-02-0008 Cab and Console Layout Red Line
TAB I.1 Page 1 of 1 B.5.1.1_Appendix_1_Drawing List_rev.0.docx

1t
IL_ I
1*E
ï<-"'1
r ú !
d
SECT ION A-AKF l+E
-ÞlC
OVER ANTI
t-t
E tr tr
SECTiON B-B
(LENGTH - DRAH BAR FÁcE To cûJpLER FACE)
77 - t7'
SECTION C-C
H.S,SHTN
LENoIH
I ITLE
NO-TD-0 I -0001
3El lorl
ïl rI I I TI
-llUdlLm
;
(LENGÍH . ORAH EAR FACE TO GLJPLER FACE)
4!
sf2E ^t ffifrn ËqEH+qq^l
12

I I
V
cc
ts
úI
I td
I iEHI :IJHI t.ts_
?*oF<-
A-Þl
E
Ed
SECT]ON A-Að* l<l-
B't
SECTION B-B
(LE¡ETH - oRAH B^R FACE To coupLER FACE)
SECT]ON C-C
H,S.SHTN
LENoIH
ßHTITLE
4239-TD-01$ET o( ftv,^
LENGTH
[-']l
tr tr
l;n:HIJ
IT I
E
rzJ
r T t. fT ïï tt Itï
iltIE
(LEñ'rH - DRAH B^R FÄcE To coupLER F^cE)
€stzE
^l ffifrn ËEfl+qq^Ì

2345
FF
E E
SFTIFICATIfII ITLIEI
fn PART ID. 'ÎYOESCRIPTION l,.],T REI"IARKS
APPI,I. S. SH I N)t|t4
],IAT'L
TITLEY , S. PARK
æ14.G.H
DRG NO4239-TD-01 -0003ct-K
L
NGTH
sc LEl/5( 1of1SIEET ffiv,A
TIGN
C. S. LEE2r\14 SIE AI
GEIERAL TIILER,II€E MAFK DATE OETAIL t]F GVISIT.I(E.C ZONÐ E.C t¡- DGN ct APP @e RF, Ul. ffióm Ëtf,EË+qqt
ttg'xl=133'J /
/
1930.4x f.19"x4=78 ! x7- 133' l t 19'x4.76' l
CAB CAR: 38 SEATS + 6 FLIP
4
NO.2 END lNoJ-ENp-l
t1 " x7=133'l 19'x4=7È' Í.19'x3-57' t 19'x7=133" l
NON-CAB CAR; 43 SEATS + 7 FLIP
x t tg- x t-rit. t /I t9'x4=7à'1
1
I
??7F '
4 2 Å47.e
D
cc
B
^^
46

ROOF EOUIPMENT OF CAB CAR
-R
ABÐ Ð CD+t àl
lNor-Er,þl
*t % Ì%UNDERFRAME EOUIPV1ENT OF CAB CAR
LENoIH
fITLE
ORG NO-TD-0 I
E tL----J
mtr tr trE tr TJ tr
BR¡\KE
sEcft0N ^-^
sEcft0N B-s sEcrloN c-c sEcrtsl D-0
rú ^t ïttu Ëq=E+qq^t1l

5
lñ0,ãBrpìì lM:-i-E-rol
ROOF EOUIPI4ENT OF NON-CAB CAR
DCÉE- BAl+ l+
t* ð* t*- Å*UNDERFRAME EOUIPIVIENT OF CAB CAR
fIILE
DRG NO239-TD-0 I -00
tr trtr tr tr [J tr
HV BOX BRAKE RESISTOR
sEcTt0N ^-A
SECTION B-B SECTTON C-C gcTtoN o-D
€ Triñn ËqEfl+Älq^]12

30tLN l/2 r-rARD
L
EJ,rnNO.2 END
OrJSECT I ON C-C
SECTION A-A NO.1 END
B
SECTION B-B
SlEELCARBODY SECTION (SCALE 1/25)
I
CONOEPTUAL
H, S. SH IN CARBODY STRT,CTURAL DIAGRAIVI
I TLE ffi CAEtrAR FOR MANCf LINE
çE EËffiN0 A239-TD-0 I -0006
I /50. [+ SHEET r 0f r
\
ñl
LOIJ-ATIOY STEEL 3OILN 1/S FNRD
B c
LOU_AI-LOY S'IEEL
)leHANK
ÊEN0.
Y S PARK
stzE 0
ffifum ËrllEË+qq^Ì!-PRJT
S¿IEã

3ÔI LN I,/T MRDILN I/2 HARI)
C
c.J
NO 2 END
¿rnOr¡SECTION C-C
SECTION A-A NO.1 END
SECTION B-B
H IGH-STREMTH CARBODY SECTION (SCALE 1,/25)
CCNCEP-tUAL
APP
H. S. SHtN CAREODY STRUCTLRA- DIAGRAM
I TLE OF NONCAB CAR FOR MANCE LINE
4ADîN
E!llO A239-TD-0 1 -0007
05ú1 SHEEI r ol I
ÃlE0R0
t/50,
I
,t
LOU_ALLOY S'IEEL
IETAIL:¡l! ¡EF N0
G.V
ffiúm ËtlEä+qq^l gilEs

4E3qffitFlüTt0N nFLlÐ
CEAFEOX FEsILIEIT IIOUNT
^55YASSY
fl00, AltcHffi, AssatELr ,q55Y
I¡HEEL OA¡PER ASSY
SLEEÍ SCMPER A55Y
CUNRENf COLTECTOR A55Y
IJHEEL FLSiCE LIßRICAIOR
^55YTREÂÍ) ERAI(E III'IH P¡RKI¡G ÂssY
fREAD ERME IIIIHOUÎ PAF'<IN( A55Y
60T5TER, AsSEHELY A55Y
SUSPEISIIN. PRIMRI, ÁSSE€LI
^ssYINSTATLATI t)II, DRIVIIIO. SYSIE¡ ASSY
IIIiEELSET. A55EüA-Y A55Y
f RlJCK, FRA1E. A55E14EtY A55Y
¡ëm_
rÉ EePmf m-
ilEuIFntfl r,il
å€l/.T
Ht ¡tEtgF(S
AFUSLET
20ll nt 29ft¡ Ì¡n t 'L
T JTLETRUCK ASSEI4BLY, NO I END
H. 5.0H20t4.0t.24
e6g c.rrt:l ¿¿9 I gs
4239-TD-0 I -0008M SHEEI 0f
SI ZE AI #RJTÉr ËqEl+qrpfUTlfE c zN) ECM.
zÃMN 0 ¡pp
qilAn( fl¡lE OETA¡L Of EVISIilIT C Zll¡E¡ ECNO
gl0cN APP
lls M. E.
-.lF!+
2
I
v.Ðr#q
1 4
ll@ l$r
+OUTBOARD-_--- I NBOARD+
CONCEPTUALNOTE
I 'THIS I)RAIIING SHI)US AT AVO COND]TÍ()N |JIÏH NEU VHEELS
2 ÍRIP COCKS, AIP ANIENNA AND THEIR HOUNTINGS I/ILL 8E
INSTALLEO ADDITIONALLY ONTO NO I ENO ONLY
I SOMFTR]' VIFW(scAt_E t/20)

23456
DD
cc
BB
AA
I56
SPECIF I C¿lTIfll,IPFLIE)
rv ãlill - E-Ots- N4Ol 2È l5¡ll - 15 Ol7 el 7 T2 21 *3012 NO PART NO ESCRIPTIO TER O'TY tl. T REMAR<Sry lâl - l4-Oß-f ÈlollN l2l 6È BMI - l3-Ol5- < 3 t0.5 I- El'
APPH. S. SHIN2014.
MAT'L
tu4M tl - Slsl - TITLECAB ANU CUNSULL LAYUU I
FOR ORANGF I TNFN 21, ry lGü)l 4rylM 2 3 o
Y. S. PARK2014.
G. t
ry -ìlsln ?lf¡ 5llru 315 I 2 4 pffil 2 3ry lãìh l5lfl lfl 4239-TD-01 -0009
DRG NO
-3ONlzt I
T2T 3
Teãnll.5(rml I
2i.ct-K
LENGTH
scALEl/5C loflsI-EET REV. ,1
i?tillrAlBle illrDGN
C. S. LEE2014 _ stzE
^t(Ð MC (r)
E.C NO DGN CHK APP @€ RF. lr. ffiÉm ËEIEH+ålsl^]MARK DATE tEf,tlL ffi REVlSIfil,l(E.C Z0l€)
l-
C B#
^T 4A
Ðl+C B
SECTION B-B SECT]ON A-A SECTION C-C
GENERAL TOLERANCE
MIEñ If ISf,JIIC cptlT tE otsfntffiÐ It RERdrÐ llnuf flrHn¡z^Ilol.

II l0 I
B
l+. BK- C-È.1
lño2 EMI
€- K¡-B
-Þlc SECTION A-A
SECT]ON B-B
(LENCTH - OR^H EÁF FACE TO COUPLER
[D
SECTION C-C:
LENGTH
H. S.
BVT ITLE
A239-TD -02 -000 1
sEt ntv,^
4
æq5 are F'r
OVER ANÍI-CL
l-
EEtl
z)U
ð
(û
dñ
DRAil BAR FACE TO COUPLER FACE
€ ffifrn EqEfl+qq^]lo I a

cH-trT<- -È'l
ltol-No'l
SECT ION A_Að* €-
B-Þ
-SECTION B-B
I 177 17'I
I
SECTION C_C
H.S.SHIN
LENo1H
T ITLE
4239-TD-02-0002
SEI REV.A
| *^o *^,. I "oRrzoNr^L
H^ND R^rL I I| / | r- r r
I -lr
(LENGTH OVER ANTI -CLIIIBERS)
tr tr trtrtr
I I¡ I lø la alrï ILfz
@I
ïï lt ïï tt ll
ït:flq
tts 12'
€
ßH
ïöfrr EqEE+qq^r

7I
FF
EE
19" x3-57' 19" x3'57" 1 9' x3-57'
l'HINor-E[p'l
NO.2 ENO
t = t t 19' x3=57' I t l9'x3=57' l t l tl I
CAB CAR: 37 SEATS + 6 FLIP
NO.2 END NO. T ENO
t 19" x3=57'l t t9'x3=57'I t l9'x3=57' 19" x3=57" 442.8
NON-CAB CAR: 43 SEATS + 7 FLIP
MAT'L
L
NGrH
Y , S, PARK Ê.liTITLE
DRG NO239-rD-02-0003
C.S.LEE SfET lof1 REV, ,t
stzE At
19'x3=57' 19'x3=57'
I
14ARK DATE IIETAIL flF zoE) E.C t¡. TEN ct-|< APP € RF. M. ffiftm Ër1gg+qq^f
D
cc
B
^^
45
B
7

ROOF EOUIPI'4ENT OF CAB CAR
=*,
JJ -1 J
"1 =Ël%UNDERFRAME EOUIPMENT OF CAB CAR
sEcTl0N ^-^
LENoIH
TTTLE
DRG NOïD-
sEt orl REV,A
-I -I
ruUñE EE trtr trtr tr
I
@
HV BOX BR,IKE FESISTOR
SECÍ¡ON E.S SECTTON C-C SCTION D-O
€ ffirÉn EqEfl+ålq^f10 I Ê

fñõr-Eñö'l
ROOF EOUIPI4ENT OF NON-CAB CAR
*ZDCE- t€-
BAél+
lñor-ENo'l
TON/AP¡ /L
t* ä* t*- Å*UNDERFRAME EOUiPMENT OF NON-CAB CAR
LENgTH
TTTLE
ORG NO-ïD-02-
: E
tr EE trtr trtr trtr
@@
BRáKE
sÉclt0N ^-^
SECTI ON B.B SECTTON C-C SCIION D-D
€
GH
ffihn EqEfl+atq^l

A A
NO.2 FNNç0 uo ou
SECTION C-C
NO.1 END
SECÏION A-A
I
P
I
qtr.T T NN Fì-R
CARBODY SECTION (SCALE 1/25)
SÌEEL CONCEPTUAL
CARBODY STRUCTURAL DIAGRAM
G,t TìÏLE OF CABCAR FOR RED LINE
¿)t00N
rg ËËMG NO Aæ9-rD-02-0006
¡flE0R0
$A.t r/s0, I
LOU-ALLOY SIEELs.9 N
SIZE O *ffióm ËtflEä+ålsl^t ë?tër

A
f uo tru
SECTION C-C
NO. I ENDSECTION A-A
l/8
F
i r[¡n44
^ 4È
SECTìON B_B
CARFOI-]Y SFCT ION ( SCAI F 1 ,/25 )
STEE- CONCEPTUAT
H, S. SHI N IIE MAl'LCAFEODY STFUCTURA- DIAGRAM
rHl(I TLE OF NOI\EAB CAR FOR FED LINE
4239-TD-02-0007lÛtmû
ú+ s¡lEEl I of I
t[-tffi
LoV-ALLûì/ S]EEL
0 c
LOII-ALLOY STEEL
,t qIER(
Y, S. PAF'<
E, t0.
SIZE O *Ë'ón EtIEH+qq^t

I3456
DD
cc
BB
AA
I56
SFECIF I CÀTIfll,IPPL IE)
& ãLll - 6-()8- -ã)lll I -4o,a lStll - 15 ô17 N lSAl 7 -3o NO PART NO- DESCRIPTION TER O'TY t"l. T REMAR<Sù l2xl 6 10 l8 -1O t 1.5
-EHI5 E t1
I¿
IEI! (3 ).5 I
,1PP- 4ltl 4 Ê 11 -3ll 7
H. S. SHIN2014.
I'IAT'L
TITLECAB AND CONSOLE LAYOUT
FOR RED LINE-2M13 I B - lflI 1 5ru lMlO.3lO-8P-l3 o d 80ú 3 4ù;llslfl 'rll 5ll
Y - S. PARK2014.
G.¡t
- 3t5l I 4 -4ü 3v lãll0 l5t1 110
<(
DRG NO4239-TD-02-0008ct-x
- lãll 1
-?ôl t
LENG1H
SCALEI/5( loftSI-EET REV. Airr.llrAlBlc i r, a dlaA
(+J MC (Ð l,lD (Ð cT DGNC. S. LEE
2014. SIZE AI
GENERAL TOLERANCE MARK DATE tELtlL ff REVISI0N(E.C Z0l€) E.C NO DGN CHK AFP
C B#
Al 4A
Ðl<-C B
SECTION B-B SECT I ON A-A SECT I ON C-C
llI
Tm
@e R¡r. lll. ffifrm EEIEË+qq^lmlEn r ISf,,¡lG ElrllY, Clllùf 8E 0tsnlil¡El fF PËnEl IllHtlI ruilX¡Z,llltrl.