Embed Size (px)
Citation preview

McMASTERU N I V E R S I T Y
1280 Main Street West, Hamilton, ON, Canada L8S 4L7
Thomas E. MarlinDepartment of Chemical Engineering
And McMaster Advanced Control Consortiumwww.macc.mcmaster.ca
Copyright © 2007 by Thomas Marlin
ROBUST DESIGN VIA OPERABILITY
57th CSChE Conference
Session on Process Design and Analysis
October 29, 2007, Edmonton, Alberta

GOALS OF THE PRESENTATION
• Provide a (not the) definition of operability
- A taxonomy of issues
• Demonstrate that operability is not a collection of “tricks”
- Improves teaching of fundamentals- Motivates students to learn/apply
• Whet your appetite, refer to WEB site for expanded coverage – with workshops
• Suggest that instructors share teaching materials to improve our understanding and to reduce teaching load
Too little time!

FC1
TC1
TC2
T10
T12
T11
T13
fuel
LC1
L2
LAHLAL
F4
To flare
The process must be
OPERABLE!
I think that I agree.But, what do you mean by
OPERABLE?
WE DO NOT HAVE A CONSISTENT UNDERSTANDING OF THE ISSUES INVOLVED IN OPERABILITY
We have recently encountered a communication difficulty, so Process Operability = Robust Design
FC1
TC1
TC2
T10
T12
T11
T13
fuel
LC1
L2
LAHLAL
F4
To flare
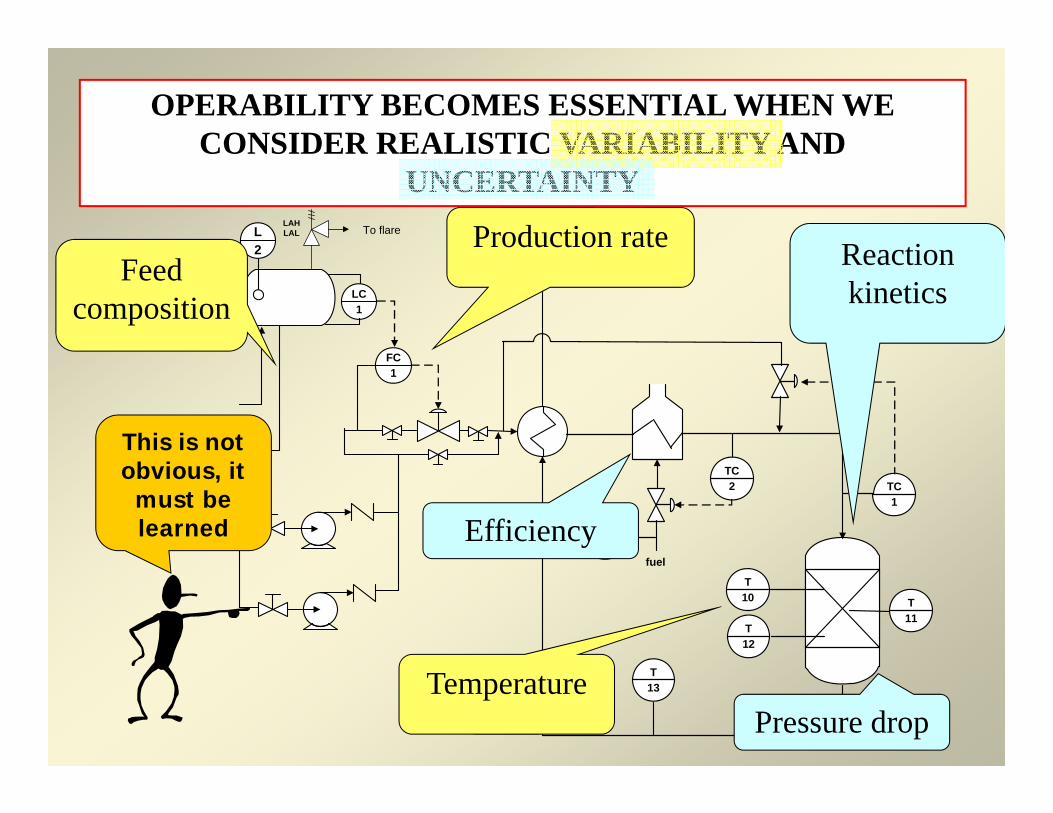
OPERABILITY BECOMES ESSENTIAL WHEN WE CONSIDER REALISTIC VARIABILITY AND
UNCERTAINTY
Feed composition
Temperature
Production rate Reaction kinetics
Pressure drop
Efficiency
This is not obvious, it
must be learned

FC1
TC1
TC2
T10
T12
T11
T13
fuel
LC1
L2
LAHLAL
F4
To flare
We must introduce appropriate equipment to ensure that a process is operable
OPERABILITY CAN NOT BE “ADDED-ON” AT THE END OF THE DESIGN
“The principle sins of flowsheets used for economic evaluation are sins of omission … frequently omitted items include storage tanks, surge tanks, duplicated equipment (for reliability), startup equipment, emergency safety equipment, ..” (Valle-Riestra, 1983).

CRITERIA FOR SELECTING OPERABILITY TOPICS
• Generic issues that apply to wide range of systems
• Reinforce fundamental principles
• Introduce common issues and solutions in engineering practice
- Not comprehensive for any particular process
- Demonstrates principles, students can expand to other issues and technical solutions
- Leading to respect for making a real physical systemfunction
• Prepares for performing a major project

Key Operability issues
1. Operating window
2. Flexibility/controllability
3. Reliability
4. Safety & equipment protection
5. Operation during transitions
6. Dynamic Performance
7. Efficiency
8. Monitoring & diagnosis
FC1
LC1
IS THIS PROCESS OPERABLE?
Feed tank
Feed-effluent exchanger
Packed catalyst bed, exothermic reactions
Key Operability Topics
1. Operating window
2. Flexibility/controllability
3. Reliability
4. Safety & equipment protection
5. Operation during transitions
6. Dynamic Performance
7. Efficiency
8. Monitoring & diagnosis

Key Operability issues
1. Operating window
2. Flexibility/controllability
3. Reliability
4. Safety & equipment protection
5. Operation during transitions
6. Dynamic Performance
7. Efficiency
8. Monitoring & diagnosis
Key Challenge
How do we enable students to solve complex problems with multiple
objectives?
• Provide superstructure for knowledge
• Tie to professional skills: problem solving, group skills,report writing, oral presentation, etc.
• Link to basics
• Show compelling, practical examples (within the students grasp)
• Encourage (require) students to investigate, discover and evaluate issues in real processes
1
2
3
15
16
17LC-1
LC-3
LC-2
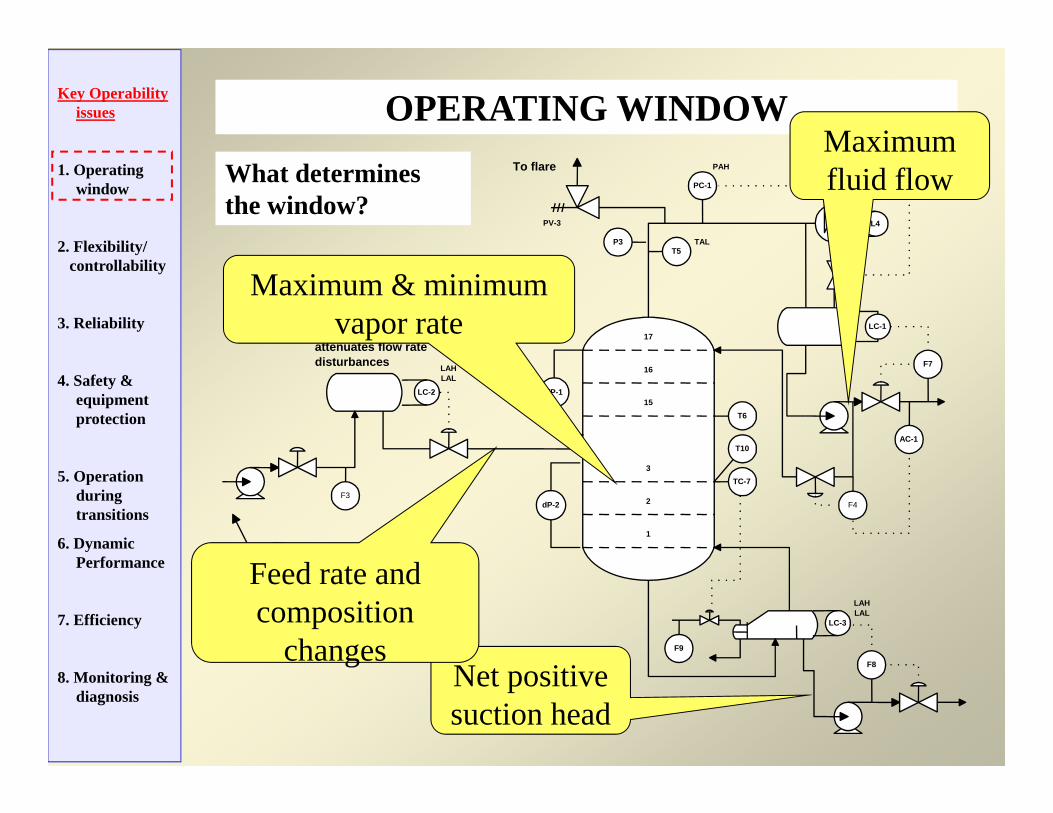
Feed drum attenuatescompositiondisturbances
Averaging level controlattenuates flow ratedisturbances
dP-1
dP-2
To flare
T5
T6
TC-7
AC-1
LAHLAL
LAHLAL
PAH
PC-1
P3
F3F4
F7
F8
F9
Feed flow rate andcompositiondisturbances
PV-3
TAL
T10
L4
Key Operability issues
1. Operating window
2. Flexibility/controllability
3. Reliability
4. Safety & equipment protection
5. Operation during transitions
6. Dynamic Performance
7. Efficiency
8. Monitoring & diagnosis
OPERATING WINDOWMaximum fluid flow
Net positive suction head
Feed rate and composition
changes
What determines the window?
Maximum & minimum vapor rate

Key Operability issues
1. Operating window
2. Flexibility/controllability
3. Reliability
4. Safety & equipment protection
5. Operation during transitions
6. Dynamic Performance
7. Efficiency
8. Monitoring & diagnosis
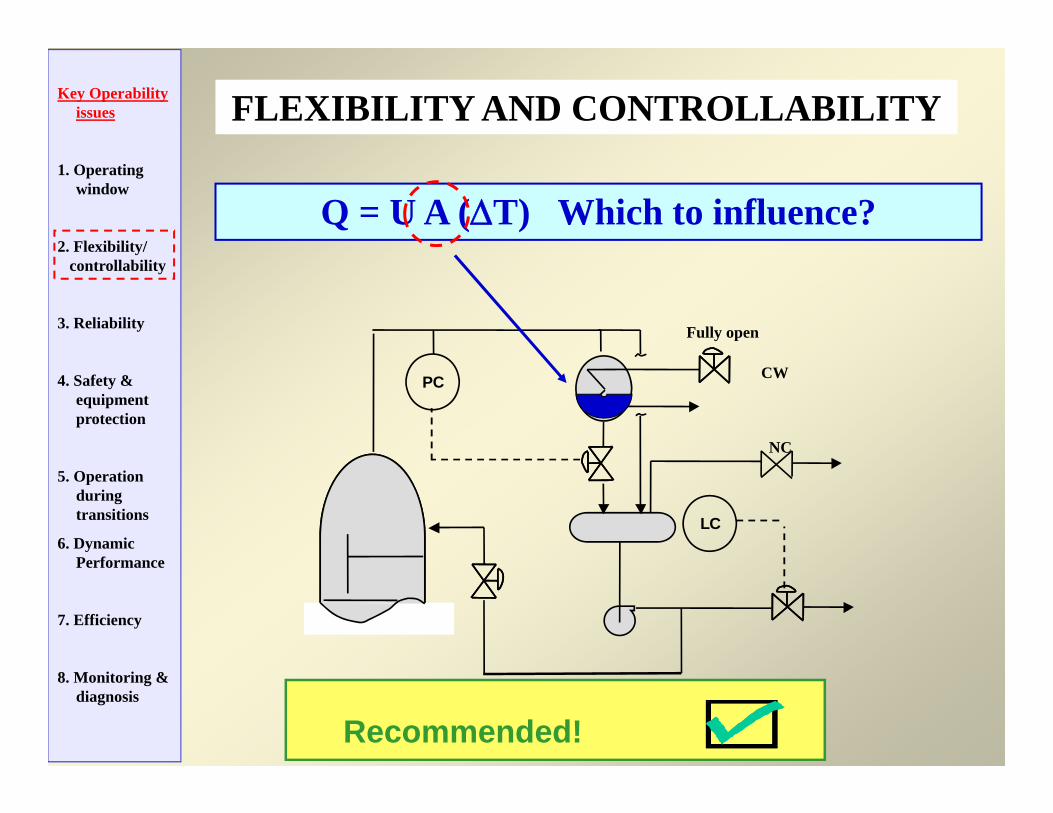
FLEXIBILITY AND CONTROLLABILITY
CW
NC
PC ??
Where must we provide adjustable equipment to maintain the process in safe and profitable operation?
Control pressure?
Principle: Q = U A (T) Which to influence?

Key Operability issues
1. Operating window
2. Flexibility/controllability
3. Reliability
4. Safety & equipment protection
5. Operation during transitions
6. Dynamic Performance
7. Efficiency
8. Monitoring & diagnosis Not recommended!
CW
PC
LC
NC
FLEXIBILITY AND CONTROLLABILITY
Q = U A (T) Which to influence?
T too high
Key Operability issues
1. Operating window
2. Flexibility/controllability
3. Reliability
4. Safety & equipment protection
5. Operation during transitions
6. Dynamic Performance
7. Efficiency
8. Monitoring & diagnosis
FLEXIBILITY AND CONTROLLABILITY
Q = U A (T) Which to influence?
CWPC
LC
NC
Fully open
Recommended!

Key Operability issues
1. Operating window
2. Flexibility/controllability
3. Reliability
4. Safety & equipment protection
5. Operation during transitions
6. Dynamic Performance
7. Efficiency
8. Monitoring & diagnosis
FC1
TC1
TC2
T10
T12
T11
T13
fuel
LC1
L2
LAHLAL
F4
To flare
RELIABILITY
* Copyright by CCPS/American Institute of Chemical Engineers and copied with the permission of AIChE
What aspects contribute to reliability?

Key Operability issues
1. Operating window
2. Flexibility/controllability
3. Reliability
4. Safety & equipment protection
5. Operation during transitions
6. Dynamic Performance
7. Efficiency
8. Monitoring & diagnosis
RELIABILITY
FC1
TC1
TC2
T10
T12
T11
T13
fuel
LC1
L2
LAHLAL
F4
Parallel pumps
Diversity
By-pass valves
Hot spot
Key Operability issues
1. Operating window
2. Flexibility/controllability
3. Reliability
4. Safety & equipment protection
5. Operation during transitions
6. Dynamic Performance
7. Efficiency
8. Monitoring & diagnosis
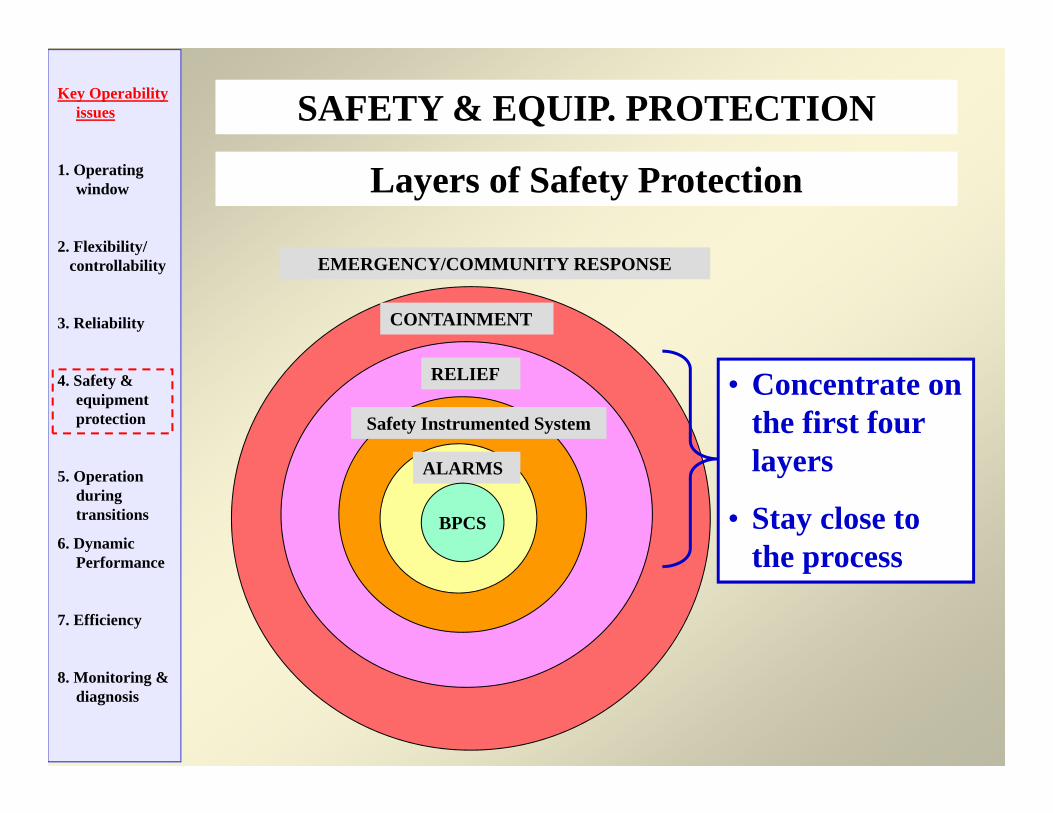
SAFETY & EQUIP. PROTECTION
ALARMS
Safety Instrumented System
RELIEF
CONTAINMENT
EMERGENCY/COMMUNITY RESPONSE
BPCS
Layers of Safety Protection
• Concentrate on the first four layers
• Stay close to the process

Key Operability issues
1. Operating window
2. Flexibility/controllability
3. Reliability
4. Safety & equipment protection
5. Operation during transitions
6. Dynamic Performance
7. Efficiency
8. Monitoring & diagnosis
FC1
TC1
TC2
T10
T12
T11
T13
fuel
LC1
L2
LAHLAL
F4
To flare
SAFETY & EQUIP. PROTECTION
* Copyright by CCPS/American Institute of Chemical Engineers and copied with the permission of AIChE
What aspects contribute to safety?

Key Operability issues
1. Operating window
2. Flexibility/controllability
3. Reliability
4. Safety & equipment protection
5. Operation during transitions
6. Dynamic Performance
7. Efficiency
8. Monitoring & diagnosis
FC1
TC1
TC2
T10
T12
T11
T13
fuel
LC1
L2
LAHLAL
F4
To flare
SAFETY & EQUIP. PROTECTION
Fail closed valve
Alarm
SIS for low flow rate
Safety Relief *
* Copyright by CCPS/American Institute of Chemical Engineers and copied with the permission of AIChE
Temperature control

Key Operability issues
1. Operating window
2. Flexibility/controllability
3. Reliability
4. Safety & equipment protection
5. Operation during transitions
6. Dynamic Performance
7. Efficiency
8. Monitoring & diagnosis
SAFETY & EQUIP. PROTECTION
HAZOP method provides a structured manner for safety analysis (using qualitative analysis)
Note the specific location Unit: ________Fired heater____________________ Node:___air pipe after compressor and valve_ Parameter: __Pressure____________________
Guide Word
Deviation Cause Consequence Action
Stoppage of power to motor or turbine turning the compressor
Uncombusted fuel in the fire box – danger of explosion Uncombusted fuel – wasted fuel
SIS based on the rotation of motor shaft *
Break of coupling between motor and compressor
“
SIS based on rotation of compressor shaft*
Failure of compressor, e.g., breakage of blades
“ (plus danger from
flying metal)
Closure of air valve due to failure
“ Fail open valve
Any of the above “ SIS that measures the flow of air after the pipe and activates the shutdown if the flow if too low
lower
Low pressure in the fuel pipe node
Closure of air valve due to poor decision by operator
“ Air flow controller with ratio to fuel flow
fuel
air
feed
product
FC
TC
Principles
Engineering practice

MONITORING & DIAGNOSISKey Operability issues
1. Operating window
2. Flexibility/controllability
3. Reliability
4. Safety & equipment protection
5. Operation during transitions
6. Dynamic Performance
7. Efficiency
8. Monitoring & diagnosis
FC1
TC1
TC2
T10
T12
T11
T13
fuel
LC1
L2
LAHLAL
F4
TC20
TY15
>
• What is important?
• How frequently must we monitor?
• What should we measure?
• What should we calculate?

Key Operability issues
1. Operating window
2. Flexibility/controllability
3. Reliability
4. Safety & equipment protection
5. Operation during transitions
6. Dynamic Performance
7. Efficiency
8. Monitoring & diagnosis
MONITORING & DIAGNOSISRapid decisions – made by operating personnel
FC1
TC1
TC2
T10
T12
T11
T13
fuel
LC1
L2
LAHLAL
F4
TC20
TY15
>
Alarms
P
T
P
T
T
Extra sensors for diagnosis
P

Key Operability issues
1. Operating window
2. Flexibility/controllability
3. Reliability
4. Safety & equipment protection
5. Operation during transitions
6. Dynamic Performance
7. Efficiency
8. Monitoring & diagnosis
MONITORING & DIAGNOSISLonger-term decisions – made by engineers
FC1
TC1
TC2
T10
T12
T11
T13
fuel
LC1
L2
LAHLAL
F4
TC20
TY15
>
MONITOR
• Heater efficiency
• Reactor conversion and selectivity
• Material balance
• Exchanger fouling
• Pressure drops through system
• Time each pump in serviceSensors +Calculations!

Key Operability issues
1. Operating window
2. Flexibility/controllability
3. Reliability
4. Safety & equipment protection
5. Operation during transitions
6. Dynamic Performance
7. Efficiency
8. Monitoring & diagnosis
MONITORING & DIAGNOSIS
Feed tank
FC1
P3
V300
TC3
T4
Fueloil
F2
T7
Producttank
C.W.
F7
Air
Intake
FC5
Time
Temp
Fuel flow
Feed rate
Process Trouble Shooting
1. Engage
2. Define
3. Explore
4. Plan
5. Implement
6. Evaluate
Systematic Problem Solving Method!

Key Operability issues
1. Operating window
2. Flexibility/controllability
3. Reliability
4. Safety & equipment protection
5. Operation during transitions
6. Dynamic Performance
7. Efficiency
8. Monitoring & diagnosis
MONITORING & DIAGNOSIS
Hypothesis Initial information Diagnostic ActionT sensor drift Neutral Check with temperature at
exit of reactorFuel valve is stuck open Disprove
(Temperature wouldincrease)
Place flow controller inmanual and make small
change to controller outputFeed rate causing T decrease
(TC too slow)Disprove
(previous changes werecontrolled)
________________
Feed tank
FC1
P3
V3
00
TC3
T4
Fueloil
F2
T7
Producttank
C.W.
F7
Air
Intake
FC5
L1
L2
P1
P3
T5
T6
Time
Temp
Fuel flow
Feed rate
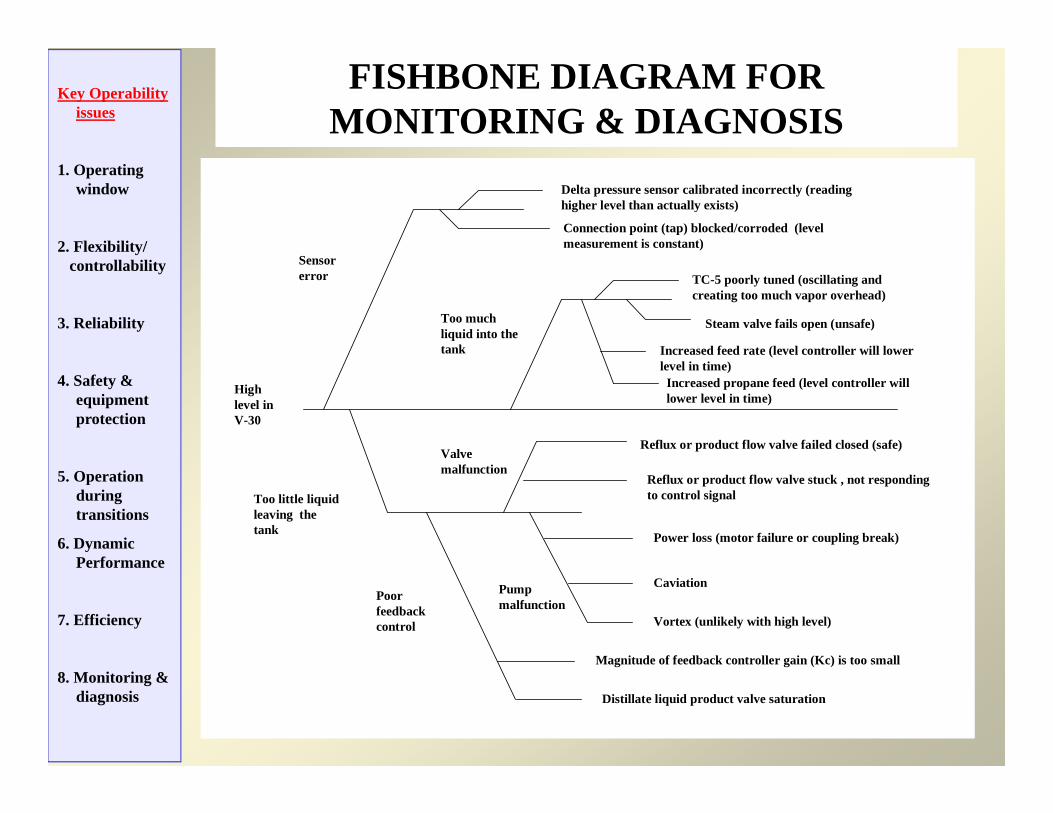
High level in V-30
Sensor error
Delta pressure sensor calibrated incorrectly (reading higher level than actually exists)
Connection point (tap) blocked/corroded (level measurement is constant)
Too much liquid into the tank
TC-5 poorly tuned (oscillating and creating too much vapor overhead)
Steam valve fails open (unsafe)
Too little liquid leaving the tank
Poor feedback control
Magnitude of feedback controller gain (Kc) is too small
Valve malfunction
Reflux or product flow valve failed closed (safe)
Pump malfunction
Vortex (unlikely with high level)
Caviation
Power loss (motor failure or coupling break)
Increased feed rate (level controller will lower level in time)
Increased propane feed (level controller will lower level in time)
Distillate liquid product valve saturation
Reflux or product flow valve stuck , not responding to control signal
Key Operability issues
1. Operating window
2. Flexibility/controllability
3. Reliability
4. Safety & equipment protection
5. Operation during transitions
6. Dynamic Performance
7. Efficiency
8. Monitoring & diagnosis
FISHBONE DIAGRAM FORMONITORING & DIAGNOSIS

Student “Triad” Groups for Trouble Shooting Tutorials
Monitors the TS’ers method and provides feedback after exercise
Applies the method and verbalizes thinking process
Has studied the case and provides responses to diagnostic actions (but no hints)
Art work by D. Woods

INSTRUCTOR’S EXPERIENCES
Ammonia reactor and separation loop Milk powder evaporators and fluid bed
drier Municipal water purification plant Desalination plant by reverse osmosis Ice cream production
Penicillin production (reactor and separation)
Refrigeration and cooling tower plant Boiler feed water treatment and storage Kraft pulp digester Wine production
• Any problem-based teaching style will likely satisfy needs
• Heavy load to develop
• Operability involves generic topics that are applicable to essentially any process (would have to be modified for product design). See sample projects from previous years.

STUDENTS’ EXPERIENCES
The Ugly To much work!
The Good• Students enjoyed the problem solving tasks (HAZOP and
Trouble Shooting)
• Defined diverse projects & found good operability issues
The Bad• Difficulty recognizing causes of variability and
uncertainty
• Challenge to “work backwards”: effect cause
• Needed to build experience with qualitative process analysis
A PROPOSAL FOR Ch.E. INSTRUCTORS• Integrate Robust design/process operability in the
capstone design course
• No instructor has experience with all issues
• Limited educational material is available that is accessible to undergraduates
Proposal to establish a portal for robust design/ process operability, with educational materials for public use
Expanded copy of white paper and power point lessons are available atwww.pc-education.mcmaster.ca/

A RECOMMENDATION FOR PRIOR COURSES
• Typical courses need to introduce causes of variability and uncertainty.
• Solutions should ensure operability (at least in s-s)
Variability in production rate: 70-110% of base design
0.01
0.1
1
0 2 4 6 8 10
(CA
0-C
c)/C
A0
time (min)
Uncertainty in Rxn kinetics
L
TP Determine
the reactor
volume

A RECOMMENDATION FOR PRIOR COURSES
• Courses need to indicate that processes are changed to achieve desired conditions.
• Engineers should be able to analyze the process qualitatively
We want to increase the feed flow rate by 10% and maintain the conversion unchanged.
What do we do?
L
TP

NO NEW PRINCIPLES, but Applications, Problem Solving, and Integration are
Unique
Processfundamentals
Design a CSTR,
V, T, F, …
Monitor the Reactor
Performance(conversion, yield, ..)
Troubleshoot CSTR(Why is the temperature oscillating?)
Safety HAZOP Analysis(What if pressure is high?)
Focus on fundamentals

We would appreciate comments, criticism, suggestions at any time, now
or by email.
Key Operability issues
1. Operating window
2. Flexibility/controllability
3. Reliability
4. Safety & equipment protection
5. Operation during transitions
6. Dynamic Performance
7. Efficiency
8. Monitoring & diagnosis
OPERABILITY IN UNDERGRADUATE EDUCATION

Key Operability issues
1. Operating window
2. Flexibility/controllability
3. Reliability
4. Safety & equipment protection
5. Operation during transitions
6. Dynamic Performance
7. Efficiency
8. Monitoring & diagnosis
OPERATING WIDOW
A B
-rA = k0 e -E/RT CA
feasible
infeasible
infeasible
Shape of op. Window?
Solvent
T
A
Reactant
Coolant
•Depends of variability
•Depends on flexibility
•Not rectangular!
Principles: Size equipment!
OPERATING WIDOW

Key Operability issues
1. Operating window
2. Flexibility/controllability
3. Reliability
4. Safety & equipment protection
5. Operation during transitions
6. Dynamic Performance
7. Efficiency
8. Monitoring & diagnosis
RELIABILITY
A)
B)
C)
7290900 3 .).( AR
92709001123 .).( BR
97009001132 .. CR
Increased reliability with increased complexity and cost. We have added redundancy with parallel paths.
No redundancy
System-level redundancy
Module-level redundancy
Probability that the process will perform its function properly (one “path” must function)

Key Operability issues
1. Operating window
2. Flexibility/controllability
3. Reliability
4. Safety & equipment protection
5. Operation during transitions
6. Dynamic Performance
7. Efficiency
8. Monitoring & diagnosis
SAFETY & EQUIP. PROTECTION
FC1
P3
V30
0
TC3
T4
Fueloil
F2
AirIntake
FC5
Learning goals are process principles of SIS: measurements, logic and actions
Feed flow > minAir flow > minTemp < max
F100
F210
T305
…..
Fuel valve
Stack damper
……..
s
fc

Key Operability issues
1. Operating window
2. Flexibility/controllability
3. Reliability
4. Safety & equipment protection
5. Operation during transitions
6. Dynamic Performance
7. Efficiency
8. Monitoring & diagnosis
OPERATION DURING TRANSITIONS
Steady-state processes
• Start-up and shutdown
• Regeneration
• Short runs with frequent switches
• Load following (highly variable demand)
Unsteady-state processes
• Batch
Special equipment and procedures (controls) are required during transition.
Equipment capacity must satisfy peak demand, not daily or batch average!
Key Operability issues
1. Operating window
2. Flexibility/controllability
3. Reliability
4. Safety & equipment protection
5. Operation during transitions
6. Dynamic Performance
7. Efficiency
8. Monitoring & diagnosis
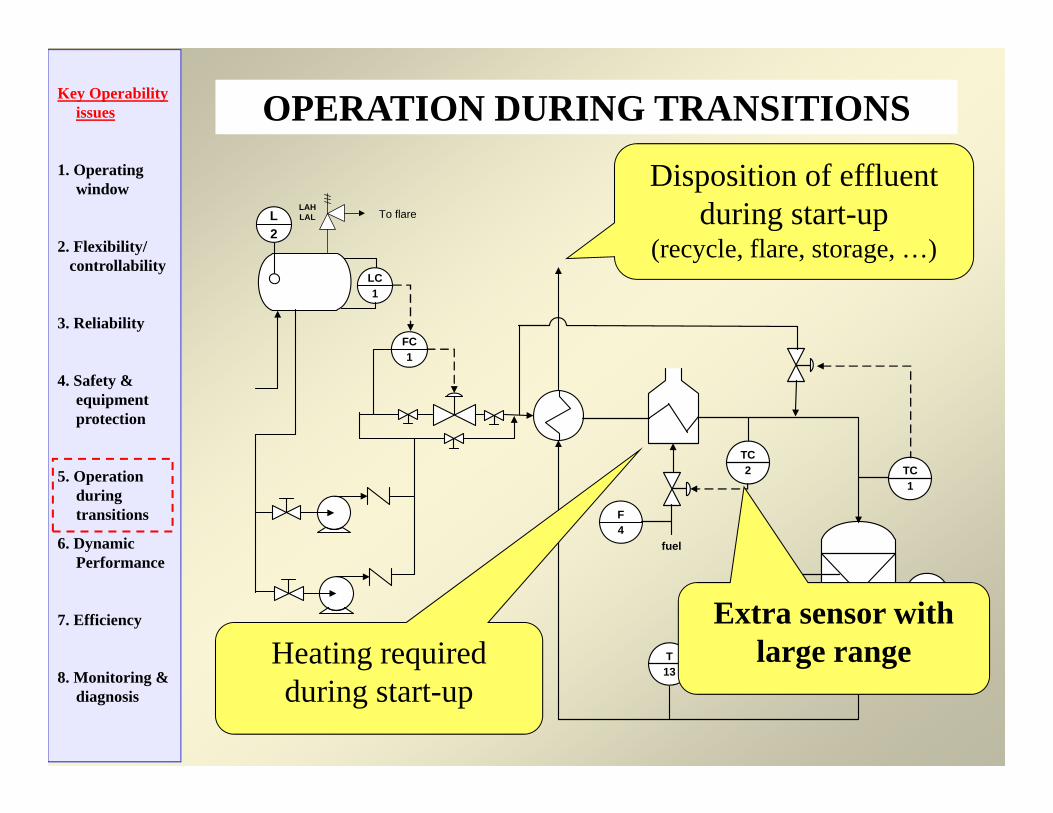
OPERATION DURING TRANSITIONS
FC1
TC1
TC2
T10
T12
T11
T13
fuel
LC1
L2
LAHLAL
F4
To flare
Heating required during start-up
Disposition of effluent during start-up
(recycle, flare, storage, …)
Extra sensor with large range

Key Operability issues
1. Operating window
2. Flexibility/controllability
3. Reliability
4. Safety & equipment protection
5. Operation during transitions
6. Dynamic Performance
7. Efficiency
8. Monitoring & diagnosis
DYNAMIC PERFORMANCE
Rapid compensation for disturbances and timely changes to set points – the process side of process control
AC1
LC
Reduced disturbances
AC +
Feedforward
TC
CascadeAC
Faster feedback
Key Operability issues
1. Operating window
2. Flexibility/controllability
3. Reliability
4. Safety & equipment protection
5. Operation during transitions
6. Dynamic Performance
7. Efficiency
8. Monitoring & diagnosis
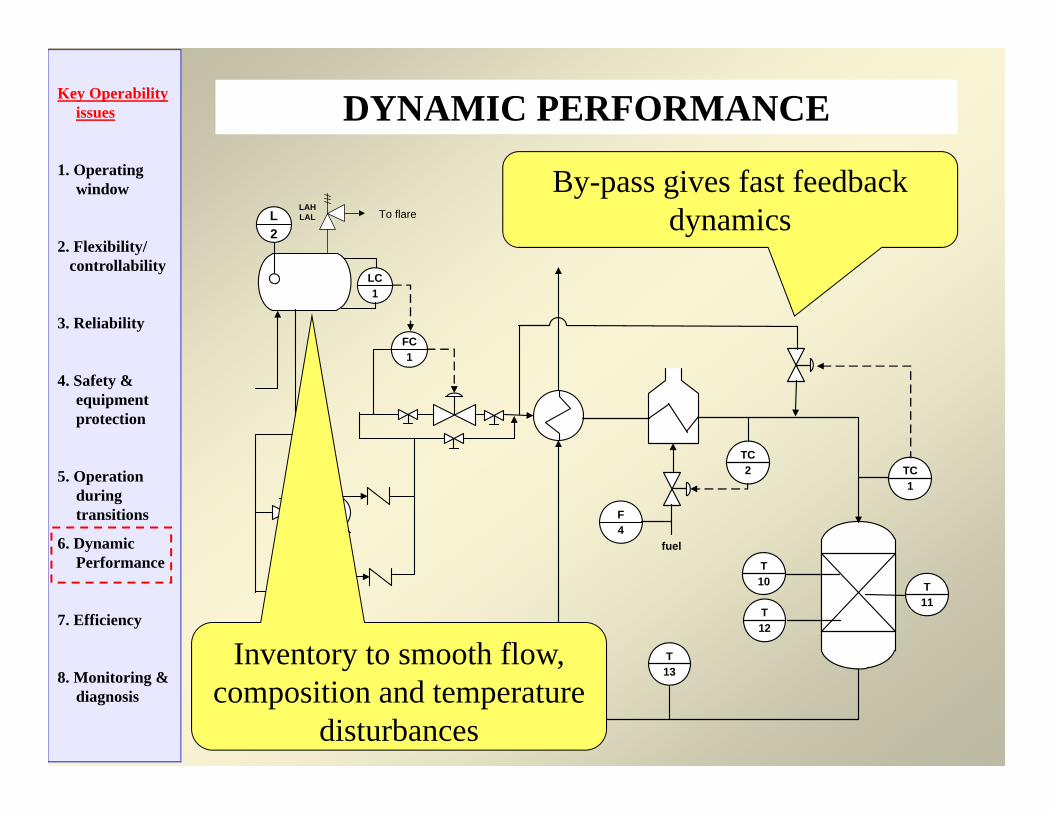
DYNAMIC PERFORMANCE
FC1
TC1
TC2
T10
T12
T11
T13
fuel
LC1
L2
LAHLAL
F4
To flare
By-pass gives fast feedback dynamics
Inventory to smooth flow, composition and temperature
disturbances

With safe, smooth operation making consistently high product quality, is there more to do? YES!
Key Operability issues
1. Operating window
2. Flexibility/controllability
3. Reliability
4. Safety & equipment protection
5. Operation during transitions
6. Dynamic Performance
7. Efficiency
8. Monitoring & diagnosis
EFFICIENCY & PROFIT
Operability requires extra capacity for extreme situations. We can take advantage during most times to increase profit.
Safety
Product quality
Production rate, etc
optim
izat
ion
Set
point

Key Operability issues
1. Operating window
2. Flexibility/controllability
3. Reliability
4. Safety & equipment protection
5. Operation during transitions
6. Dynamic Performance
7. Efficiency
8. Monitoring & diagnosis
EFFICIENCY & PROFIT
FC1
TC1
TC2
T10
T12
T11
T13
fuel
LC1
L2
LAHLAL
F4
TC20
TY15
>
Operate at highest conversion without excess temperature
Minimize heating using fuel, while keeping by-pass open




![Towards Systematic Privacy and Operability (PRIOP) Studies · Hazard and Operability Studies The international standard IEC 61882 [2] de nes what a Hazard and Operability (HAZOP)](https://img.pdfslide.net/doc/110x75/5e9fb7d8f9d766473e1e43a5/towards-systematic-privacy-and-operability-priop-studies-hazard-and-operability.jpg)
























