1. ROLLING1.1 PROCESSPractically almost all the metals that are
not cast are reduced to desired shapes before subsequent
processing. Metals are produced by the manufacturing companies in
the form of slabs, billets, blooms which are obtained by casting
liquid metal into a square or circular cross section; continuous
casting techniques are also employed to achieve the same. These
shapes are further processed through Forging, Rolling, Extrusion,
Drawing, and Sheet metal forming to produce materials in standard
form such as plates, sheets, rods, tubes and structural
sections.The desired shapes may be obtained in two basic ways:a. By
plastic deformation processes: volume and mass of the material are
conserved, material just gets displaced from one location to
another.b. By metal removal or machining processes: Material is
removed to obtain the desired shape.
Fig 1.1: Schematic Diagram of rolling process [1]In metalworking
process, rolling is defined as the process of reduction of
thickness or cross sectional area of a bar by passing it through a
set of rolls; it belongs to the first category. It may also be used
to obtain a uniform thickness of the bar. A solid piece of the
material in the form of cast ingots are broken down and converted
into shapes such as slabs, plates and billets by rolling a primary
metal working operation. Rolling is a bulk deformation process: the
aspect ratio i.e. the surface area to volume ratio of the
workpieces are small. It is the thickness (cross sectional area)
that changes during this process. The invention of rolling
processes dates back to 1500s and today, more than ninety
percentage of the metal working processes comprises of rolling.
Rolling processes can be grouped based on the temperature, size of
the workpiece. Based on temperature, it is classified into hot
rolling and cold rolling. Recrystallization temperature of a
materials differentiates the two processes. If the working
temperature is above recrystallization temperature, then it is hot
rolling; if below, then cold rolling. In terms of size, it
classified into plates and sheets. Plates have thickness greater
than 6mm, sheets have less than 6mm. Flat rolling or Strip rolling
is a rudimentary process where the end products are flat plates,
sheets and foil in long lengths, the main aim being reducing
thickness. The process is fast and products have a good surface
finish, especially in the case of cold rolling, albeit requiring
high capital investment and operational cost. Shape rolling is
another routes which allows us to produce various shapes; not
limited to plates and sheets. Specially designed rolls produce long
and straight structural shapes such as channels, I beam, and
railroad rails with ease. Shape rolling is relatively a new process
and it is extensively used in the manufacturing industry. Contrary
to the conventional process of producing ingots and rolling, today
continuous casting and rolling is employed which is more efficient
compared to the conventional process.
Fig 1.2: Schematic outline of various flat and shape rolling
processes [1]
The material to be rolled is drawn by means of friction into the
two revolving roll gap. Rolling materials should be of high
strength and have good wear resistance. Hence, the choice of roll
materials are usually cast iron, cast steel and forged steel. Hot
rolls are usually rough so that they can bite the work, and cold
rolls are ground and polished for good surface finish. In rolling
process, crystal usually undergo elongation in the rolling
direction which is somewhat retained in the cold rolling; in hot
rolling, crystal start reforming after coming out of the
deformation zone. When a strip of metal enters a set of rolls,
velocity of the strip is less than that of the rolls; when it
exists, velocity of strip is greater than that of the rolls. In the
deformation zone, thickness of the metal decreases and it
elongates. This increases the linear speed at the exit. As the
velocity of strip increases, there is a neutral point where strip
velocity is equal to the roll speed. At this point, friction
reverses its direction. Power and torque of the rolls increase with
increase in contact length and roll radius.
1.2 FRICTION IN ROLLING
Friction during rolling depends on the following factors:a.
Lubrication: Friction reduces with lubrication.b. Work material:
Depending on the type of material rolled, coefficient of static
friction will vary.c. Temperature: In cold rolling, the coefficient
of friction is around 0.1, in warm rolling 0.2, in hot rolling 0.4.
Since sticking friction has to be included in the case of hot
rolling, it may go up to 0.7. Hot workpiece gets stuck to the rolls
and undergoes severe deformation.
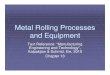
Fig 1.3: Pressure during rolling [2]Typical pressure variation
along the contact length in flat rolling is shown in fig 1.3. The
peak pressure is located at the neutral point. The area beneath the
curve represents roll force.
1.3 POWDER ROLLINGA thick sheet may be directly produced
directly from rolling by the process of powder rolling. In powder
rolling, a green strip is produced by introducing metal powder
between the rolls and compacting. Further, it is sintered and
subjected to subsequent hot or working processes. A major advantage
of this process is the elimination of hot-ingot breakdown step. It
also reduces the capital investment for the rolling process.
Contamination in hot-rolling is minimized and the production of
sheet with very fine grain size with desired orientation is
possible with powder rolling.
Fig 1.4: Powder rolling [3]The main objective of rolling process
is to decrease the thickness. But usually, a little increase in
width associated with the corresponding decrease in the thickness.
Roll forming and thread rolling are specialized processes of
rolling used to produce long, molded sections and to form thread
respectively.
2. HOT ROLLINGPrimary roughening mill blooming, slabbing or
cogging mills is the initial hot-working process for most metal
products. Mills are two-high reversing mills with 0.6 to 1.4m
diameter rolls. The main aim of this process is to convert ingots
to blooms or slabs for further processing into intermediate
products (bars, plate, and sheets). The initial process involve
only small breakdowns. Heavy scale is removed initially by rolling
the ingot while lying on edge, while the thickness is reduced by
rolling after the ingot has been turned 90 so as to be lying flat.
There is appreciable spreading of the ingot width in hot-rolling of
ingots. To maintain the desired width and preserve the edges, the
ingot is turned 90 on intermediate passes and passed through edging
grooves in the rolls. The production rate of the reversing mills is
often low since the workpiece has to be passed back and forth and
turned many times. This makes the process slower and production
lesser. Universal mills are installed to mitigate the problem of
production rates. Universal mills employ two different rolling
mills one with two large diameter rolls and the other with vertical
rolls. This allows the control of width and reduction of thickness
at the same time. As said earlier, cast ingots can be eliminated
from the process tree by the use of continuous casting technique in
which the materials are rolled directly from their molten state.
Another option is to use bottom pressure casting for producing
slabs. Plates are produced in two ways by rolling: from reheated
slabs or directly from cast ingots. Sheared plate is produced by
rolling between straight horizontal rolls and trimming all the
edges. An edge is produced in hot rolling between horizontal
finishing rolls known as Mill edge. Mill edge plates have two mill
edges and two trimming edges. Universal mill produces Universal
mill plates with edges trimmed.The strip is differentiated from
sheet according to their width. Sheet is usually more than 600m
wide. Irrespective of the width, continuous hot-strip mill is used
to produce sheets and strips. The flow chart of the mill is shown
below:
If the width of the sheet produced is less than the width
required, broadside mill in the roughening train can be used to
broaden the sheet to its required specifications by cross rolling.
Scales are removed by spraying high pressure water jets. Depending
upon whether the final product required is pieces or long bars,
flying shear or coiler is used. The operating temperature during
hot rolling is around 12000C. The final temperature of the last
finishing strand is around 800oC. For non-ferrous metals, the
equipment used is not as specialized as steel products. Advantages
of non-ferrous rolling are smaller ingot sizes and flow stresses
are lower. All these factor makes the usage of smaller rolling
mills feasible for non-ferrous metals.
3. COLD ROLLING Cold rolling allows the production of sheets and
plates with good surface finish and higher dimensional tolerances.
Since the cold work causes strain hardening, it increases the
strength of the finished product. It also makes the product
brittle. Hence, a compromise has to be made between strength and
brittleness. Between ferrous and non-ferrous metals, a higher
percentage of non-ferrous metals are cold rolled. In case of steels
and ferrous metals, the starting material for cold rolling is hot
rolled strip from hot strip mill. In the case of copper, cold
rolling is done directly from cast state. No hot rolling is
involved.Cold rolling of steel, aluminum and copper alloys employs
a high speed four-high tandem mills with 3 to 5 strands. This is
done so as to provide both front and back tension. It is imperative
to apply front and back tension to achieve greater reduction ratio.
Continuous tandem mills require large capital investment and they
are not versatile. But they can achieve far greater speeds compared
to single-stand reversing mills. Delivery speed can go upto 30
ms-1. The reduction percentage that can be achieved by cold rolling
varies from 50 to 90 %. It depends on various factors such as
lubrication, application of front and back tension, diameter of the
rolls etc. The work is distributed uniformly over several passes to
get a good finish and a higher dimensional tolerance. Rolling load
has to be maintained a content value by adjusting reduction in each
pass. The rolling stress on the material should not exceed the
yield stress as it will result in inhomogeneous deformation. Temper
rolling or skin pass may be used to reduce yield point elongation.
Roller leveling and stretcher leveling are some techniques which
are used to obtain flat surface with good finish. Cold rolling is
done below the recrystallization temperature of the material. For
steel, it is around 17000C. Hot rolling temperature of a certain
metal like steel may be a cold rolling temperature for a metal like
Titanium. Cold rolling increases the strength and eliminates the
need of costly heat treatments. Turning gets rid of size
imperfections; grinding and polishing take care of size tolerance
and surface finish. Cold rolling introduces defects into the
crystal structure of the metal creating a hardened microstructure
which prevents further slip. Grain size is also reduced by
Hall-Petch Hardening. y = 0 + ky/D0.5Hall Petch Equation
4. FLAT ROLLINGA schematic diagram of the flat rolling processes
is shown in Fig 4.1. Initial thickness of the strip is h0 and the
thickness when the strip leaves is hf. A pair of rotating rolls are
used that are being powered through its own shaft by electric
motors. Roll surface is Vr. Strip velocity increases as it passes
through the rolls from Vo at the entry to Vf at the exit, the
highest being at the exit. This is analogous to a fluid passing
through a convergent nozzle with subsonic velocity. Surface speed
of the roll is constant and there is a sliding between the roll and
strip in the roll gap. Velocity of strip at the entry less than
that of roll surface velocity (V0 < Vr), and at the exit,
velocity of strip is greater than roll surface velocity (Vf >
Vr). Therefore, in the roll gap there must exist a point where both
the velocities are equal. That point is called no-slip point. To
the left of this point, roll moves faster than the strip and vice
versa. Also, the direction of friction changes at this point.
Fig 4.1a: Flat rolling process [1]Fig 4.1c: Roll forces and
torque acting on the strip [1]
L Roll gap lengthh0 initial thickness of the workpiece.hf final
thickness of the workpiece.wo initial width of the workpiecewf
final width of the workpieceR Radius of the roll.
Fig 4.1b: Friction forces acting on the roll gap [1]
The strip is pulled into the roll gap due to the frictional
force that exists between the roll and the metal strip. Since the
friction opposes the apparent movement of the body, it acts towards
right. The magnitude of frictional force to the left of the neutral
point should be greater than the right for obvious reasons.
Friction is a required for rolling materials albeit it consumes
energy. Increase in friction leads to higher energy dissipation and
the efficiency of the process reduces. High friction also leads to
the damage of the surface of the product. Friction causes local
temperature to rise which can have negative effects on the product.
An effective use of lubricants can help in reducing the
friction.The maximum possible draft, h, is defined as the
difference in thickness before and after rolling. h = (ho hf)where,
ho = initial thicknesshf = final thicknessh = the maximum possible
drafth is a function of the coefficient of friction, , and the roll
radius, R:h = (ho hf) = 2RTherefore, to achieve greater draft and
hence more reduction, radius of the rolls and coefficient of
friction have to increased. A balance between energy dissipation
and reduction has to be maintained for effective process. 4.1 ROLL
FORCE AND POWER REQUIREMENTRolls apply pressure in the direction
perpendicular to the workpiece to reduce the thickness. As we can
see in the fig 4.1c, force is perpendicular to the plane of the
strip and it is a valid approximation. Roll gap is significantly
small compared to the roll radius. So it is reasonable to assume
that the force acts only in the perpendicular direction.Roll force
is given byF = LW YavgWhere L = roll strip contact length (roll
gap)W = width of the stripYavg = average true stressF = roll
forceThis formula does not take friction into to account. Stark
deviation is observed from this formula when the coefficient of
static friction between rolls and strip is high. The roll force is
higher than that predicted by the above formula POWER
REQUIREMENT:To calculate power, torque must be calculated. Torque =
Force x Length.In this case, T = F x L/2Where T Torque;F Roll
force;L Roll gap;
Therefore, Power= fLN/ 60,000 (KW) orPower= fLN/ 33,000 (hp)This
is the formula for one roll. This is multiplied with the number of
rolls to obtain the total power.
EFFECT OF ROLL FORCE:Roll forces often cause flattening of rolls
and deflections in the final product. In the long run, it will
affect the rolling process drastically. Several parts of the roll
stand such as housing, chocks and bearing also stretch under the
roll force and increase the roll gap significantly. This would mean
the rolls have to be set more closely than was calculated to
mitigate these defects and ensure smooth operation. The following
are some remedies to counter the deflection and roll flattening:a.
Lubrication (reduces friction)b. Using smaller roll radius (reduces
contact area)c. Smaller reductions per pass (reduces contact
area)d. High temperature rolling (reduces the strength of the
material)e. Using carbide rolls (higher )f. Applying front and back
tensiong. Using backup rolls
Fig 4.2: Illustration of four-high rolling-mill stand with its
features [1]
4.2 GEOMETRIC CONSIDERATIONSThe force acting on the rolls leads
to a stress on them as a result of which they undergo geometric
changes. Elastic deformation occurs during rolling which causes a
bending effect. Using a material with high elastic modulus for the
rolls, this can be controlled. The result of roll bending is that
the metal strip is thicker at its center than at its edges. One way
to curb this problem is by making the roll with a greater radius at
its center than at its edges. This way, even when roll bending
occurs, the strip will be of same thickness. For rolling sheet
metals, the diameter at the center of the rolls are 0.25mm greater
than at its edges. However, this remedy is applicable only for
specific a certain load and strip width.
Fig 4.3a: Non uniform strip width due to roll bending [1]Fig
4.3b: Uniform strip width after correction is made [1]
Plastic deformation causes a barreling effect in the strip as a
result of heat generated due to the deformation. Roll forces tend
to flatten the rolls which is analogous to automobile tires getting
punctured. This flattening effect increases the roll radius which
results in the increased roll force. SPREADINGIn rolling of strips
having larger width to thickness ratio, the increase in width
during rolling is insignificant. However, when the ratio is small,
it becomes important. Width increases when the strip is rolled.
This increase in width is termed as Spreading. This effect can be
remedied with the decrease in friction and increase in the ratio of
roll radius to the thickness.
Fig 4.4: Spreading [1]4.3 CHANGE IN THE GRAIN STRUCTURE DURING
ROLLING
Fig 4.5: Change in the grain structure [2]
Microstructural change that the strip undergoes during hot
rolling is depicted in the picture above. Cast metal has larger
non-uniform grains; when the cast metal is hot rolled, it results
in the formation of uniformed equiaxed smaller grains as seen in
the figure. Dynamic recrystallization and grain growth play an
important role in determining the final microstructure. The
transformation of cast structure to wrought structure takes place
during hot rolling. The final structure has finer grains, better
ductility as result of breaking up brittle grain boundaries and
closing up of internal defects. Hot rolling is an effective way of
reducing the brittleness and grain size, at the same time improving
strength by considerable amount. The hot working temperature of a
few metals are tabulated.MetalsTemperature range of hot working
Aluminum 4500C
Alloy steels12500C
Refractory metals16500C
Copper5000C
5. EQUIPMENT ROLLING MILLSTill date, various types of rolling
mills and equipment are developed depending upon the starting
material and the product required. The equipment for hot and cold
rolling are essentially the same; however, they differ in the
operating parameters like temperature, roll speed. For hot rolling,
cooling systems have to be used in a proper way. Lubricants used
for hot and cold rolling are very different. The construction of a
rolling mill involves a huge capital investment. The cost varies
depending the type of mill installed. Highly automated rolling
mills that produce high quality strips in faster rates involve high
investment cost and maintenance cost. Hot rolling mills is
installed with the cooling systems and their costs are more than
cold rolling mills. Most often, continuous casting is integrated
with the rolling mills. Though it requires comparatively more
investment, in the long run it may prove cost effective. Fig 5.1:
Rolling mills [6]Fig 5.2: Cold rolling mill brass sheet
[6]Operational parameters Width of rolled products up to 5m.
Thickness 0.0025mm (minimum) Rolling speed up to 25m/s (cold
rolling) Roll diameters 0.6m to 1.4m Lubricants oils, grease, way
lube oil etc.
TWO-HIGH OR THREE-HIGH ROLLING MILLS These are used mainly for
roughening or cogging mills in the initial breakdown during hot
rolling. The roll diameters range from 20 to 45 inches. In a
three-high mill or a reversing mill, the direction of the metal
strip being rolled is changed after each pass; the metal strip is
raised and lowered using elevators and manipulators. It is rolled
repeatedly to give a smooth surface finish.
Fig 5.3: Three high rolling mill and its operation [5]
FOUR-HIGH MILLS AND CLUSTER MILLS (SENDZIMIR OR Z MILL) Fg 5.4:
Sendzimir Mill [1]Fig 5.5: Four-high rolling mill [1]In four-high
cluster mills, cascaded supporting rolls are used in the place of
single pair of rolls. The supporting rolls are smaller in diameter
compared to the conventional rolls. This reduces the roll force and
power required to run the mill. However, if there are many such
supporting rolls, power requirement will be more. A balabce has to
be maintained between the number of rolls and their sizes. This
arrangement allows higher roll pressure and reduces spreading of
rolls by a significant amount. Maintenance costs are less than the
conventional mills: if a roll fails (worn or broken), it is easier
and cheaper to replace small rolls. The investment cost of
Sendzimir or Z mills may be crores. But in the long run, it will
prove effective.
PLANETARY ROLLING MILLSThe planetary mills consist of a pair of
backing rolls, with greater radius, surrounded by smaller rolls.
There are several advantages of using this arrangement. It reduces
the number of process steps from cathode to coiled mother tube. It
is optimized and has a compact layout, low noise generation. Charge
weights can be three to four times those of conventional plants. It
is possible to get a high reduction up to 98% in one pass. There is
no speed reduction during rolling-over the shell junction. Cooling
devices can be used effectively to get an improved microstructure.
It can be operated at high speed and provides extended tool
lifetime. Planetary rolling is mainly used for copper tubes where
the thickness reduction of more than 90% is required in one single
pass.
Fig 5.5: Planetary Rolling Mill [1]
6. ROLLING DEFECTS AND REMEDIESSeveral types of defects are
possible in the manufacturing of metals. It is no wonder that a
wide variety of them occur during rolling. Surface must be cleaned
and prepared diligently to avoid impurities, scale, rust or dirt.
Improper material distribution leads to the internal defects:
cracks, wavy edges etc.In hot rolling, defects occur mainly due to
temperature gradient. When the temperature is high, the metal flow
is more and vice versa. Non-uniform distribution thus occurring
will lead to cracks and tears.
FLATNESS
Fig 6.1: Roll deflection [5]The gap between the rolls increases
because of the deflection of the rolls that occurs due to the load
required for rolling the workpiece. It causes thicker middle
portions and thinner edges. Crowned roller can be used to mitigate
the effect; but it is specific for the material, temperature and
deformation.Continual varying crown (CVC), pair cross rolling, and
work roll bending are some alternatives that are currently used to
overcome this defect. Applying longitudinal loads to decrease the
load on the rolls will also work against the deflection. Other
remedies include, using roll material of higher elastic modulus and
adding front and back tension to the rolls.
Various types of flatness defects are: Symmetrical edge wave
Asymmetrical edge wave Center buckle Quarter buckle It is important
that the material is subjected to uniform stresses across the width
so that the strain remains the same across the width. This will
ensure uniform mass flow of the material and elongation is in the
same manner across the width.Defects are undesirable, not only
because they degrade surface appearance but also because they may
adversely affect the strength, the formability, and other
manufacturing characteristics.WAVY EDGES This is a result of roll
bending. The thickness varies across the width: thinner along its
edges than at its center. As the workpiece is compressed, it
expands laterally in a non-uniform manner due to which the edges
become wavy.
Fig 6.2: Wavy Edges [1]CRACKS
Fig 6.3: Cracks [1]
Cracks are the effect of high rolling temperature, without
proper use of coolant and poor material ductility.
ALLIGATORING
Fig 6.4: Alligatoring[5]It is a complex rolling defect which
arises due to friction between rolls and workpiece. Due to the
friction acting between rolls and workpiece, the top and bottom
elongate more than the middle portion. In extreme cases, this may
lead to opening up of the sheet as shown in the figure.
7. ANALYSIS OF ROLLING LOADVariables that are considered for the
calculation: The roll diameter The deformation resistance Friction
between rolls and workpiece Presence of front and back tensionThree
conditions are considereda) No friction conditionb) Normal friction
condition c) Sticking friction conditiona) NO FRICTION
CONDITIONWhen friction is ignored, the rolling load (P) is roll
pressure times the area between the workpiece and the rolls (bL0)P
= pbLp = 0b(Rh)0.5 Eqn (1)Where P rolling loadp roll pressure0
yield stressb widthR radius2) NORMAL FRICTION SITUATIONIn the
normal case of friction situation in plane strain, the average
pressure P is.p/0 = (eq 1)/Q
Where Q = L/hh the mean thickness between entry and exit.From
eqn 1 we have,P = pbLp
Therefore,P = 1.1550[(eq -1)b(Rh)0.5)]
This relation suggests that rolling load P increases with the
radius depending upon the frictional force. The rolling load also
increases when the thickness of the sheet gets thinner. There
exists a certain point where no further reduction in thickness is
possible. This happens when the deformation resistance of the sheet
is greater than the roll pressure. Severe elastic deformation of
the sheet takes place. Small-diameter rolls which are properly
stiffened against deflection by backup rolls can produce a greater
reduction before roll flattening become significant and no further
reduction is possible.Friction does useful work too. It is needed
to pull the workpiece into rolls and contributes a large portion to
the rolling load. But high friction leads to high rolling load and
a steep friction hill and great tendency for edge cracking.
Fig 7.1: Roll pressure vs Length of contact [1] For cold rolling
(with lubricants) - is 0.05 0.10. For hot rolling - is 0.2
3) STICKY FRICTION SITUATIONContinuing with analogy with
compression in plane strain,p = 0(Lp + h)/hP = pbLpP = 0b(Rh)0.5
[(Rh)0.5/4h) + 1]
REFERENCES1. Alexandria University - Faculty of Engineering,
Report: Metal Rolling.2. Metal Forming Processes, Dr. Pulak M.
Pandey.3. Rolling of metals, Suranaree University of Technology,
20074. Manufacturing Engineering and Technology, Kalpakjian &
Schmid, 20105. Metal Rolling, library of manufacturing.6.
Wikipedia