Embed Size (px)
Citation preview

S Y BMS4th Semester

Quality movement’s roots dates back to medieval Europe, where craftsmen began organizing into unions called guilds in the late 13th century.
The factory system, with its emphasis on product inspection, began in mid 1750’s & Industrial Revolution in the early 1800s.
Lots of production and quality systems and concepts find their origins in the World Wars

Among the first proponent in the US for mass production approach was Eli Whitney who proposed (interchangeable) parts manufacture for muskets.
World War II was the first time when statistical quality control (SQC) techniques. was used to check quality.

Walter A. Shewhart, W. Edwards Deming, Joseph Moses Juran led the quality movement that we know today.
World War II, Japan and Quality go hand-in-hand.
Japan’s strategies was “total quality” approach rather than product inspection. (Focus on improving all organizational processes through the people who used them).

The U.S. response, emphasized not only statistics but approaches that embraced the entire organization, this became known as Total Quality Management (TQM).
Quality movement has since then evolved – ISO, Malcolm Baldrige National Quality Award , Six Sigma, Zero defects…

Quality – the totality of features and characteristics of a product or service that bear on its ability to satisfy stated or implied needs.
It benefits the Organisation, Employees, Customers and Society at large.

Create constancy of purpose for improving products and services.
Adopt the new philosophy. Cease dependence on inspection to achieve
quality. End the practice of awarding business on
price alone; instead, minimize total cost by working with a single supplier.
Improve constantly and forever every process for planning, production, and service.

Institute training on the job. Adopt and institute leadership. Drive out fear. Break down barriers between staff
areas. Eliminate slogans, exhortations, and
targets for the workforce. Eliminate numerical quotas for the
workforce and numerical goals for management.

Remove barriers that rob people of pride in their work, and eliminate the annual rating or merit system.
Institute a vigorous program of education and self-improvement for everyone.
Put everybody in the company to work to accomplish the transformation.

Management
Leadership
People involvement
Systems approach
Continual improvement
Process approach
Factual approach
Customer focusSupplier relationship

Joseph Juran’s belief that “quality does not happen by accident” gave rise to the quality trilogy: Quality planning Quality control Quality improvement

External failure costs – rejects, customer complaints, warranty.
Internal failure costs – scrap, down-time.
Appraisal costs – inspection, testing.
Prevention costs – process assessment, preventive maintenance, QA.

Rework and Cost of Failure
Appraisal
Prevention
Rework and Cost of Failure
Appraisal
Prevention
Per c
en
tag
e o
f Tu
r nover

Total quality management is a management system for a customer focused organization that involves all employee in continual improvement of all aspects of the organization.

Customer-driven quality
TQM leadership from top management
Continuous improvement
Process Centered
Actions based on facts
Employee participation
A TQM culture Product
development in a TQM environment
Awards for Quality achievement

Quality policy and quality awareness
Confidence of customers enhanced
International pressures for quality
Cost saving due to lower failure/ rejection rates
Legal, health and safety regulations met

Identification of primary and secondary responsibilities for all quality related activities
Basis to review more efficient methods of doing an activity
Address non conformities at the earliest for corrective actions
Work instructions to ensure work is done correctly

No ambiguity on the organisation’s commitment
Capability is known before hand
Consistency of products and services
Reduced levels of inspections
Credibility is assured

Total Employee Involvement
Waste Reduction
Total Quality Control

People are the driving force of an Organisation.
Treat them as humans with intellect. EI results in High MoraleEI can be implemented in
Individual level Group level Organisational level

These are initiatives taken at the individual level.
Whole is greater than sum of its parts…
Involves methods and practices like: Kaizen House Keeping 5 S technique

These are initiatives taken by forming groups of people.
Involves methods and practices like: Small Group Activities Quality Circles

These are initiatives taken with respect to the entire entity of the company.
Involves methods and practices like: Business Process Re/engineering Key Business Process

Kaizen comes from a Japanese word meaning “improvement”.
Modern day meaning: Kai – Small & Zen – Improve
Kaizen came into focus when implemented by Toyota in the 1950’s.
Toyota and its production system (TPS).

2 main elements of Kaizen There should be improvement Improvement process should be on-going
Each improvement is recorded and displayed.
Each kaizen is appreciated. The improvement/suggestion can be
small or big.

An individual locates a pain area.Analyze the problem.Come up with a solution and
implement it. If effective records it down in paper
and its handed over to the supervisor / Q circle or champion etc.
Published and explained to groups

The Toyota Production System implemented kaizen through implementing the 3 M’s
It focused on reducing and eliminating: Muri – Overburden, stress Mura – Inconsistencies Muda – Waste
The 7 main Muda’s 1. over-production2. motion (of operator or machine)3. waiting (of operator or machine)4. conveyance5. processing itself6. inventory (raw material)7. correction (rework and scrap)

It is a individual activity done by all in the organisation.
Each individual ensures and is committed to keep and clean his work place.
HK is done in an organized manner so that all necessary tools, equipment etc. is easily accessible to eliminate wastage of time.

Benefits: Time is effectively used Unnecessary materials are not kept
around. Results in more productive space Gangways and access routes are free Accidents are reduced Results in more productivity and less
down-time

5 s is a ‘workplace organization methodology’ by which a productive and quality work environment can be produced.
It has to be done at individual level, for its benefits to reach organisational level

Seiri (Sorting): Going through all the tools, materials, etc., in the plant and work area and keeping only essential items. Everything else is stored or discarded.
Seiton (Straighten or Set in Order): Focuses on efficiency, the intent is to arrange the tools, equipment and parts in a manner that promotes work flow

Seisō (Cleanliness): Systematic Cleaning or the need to keep the workplace clean as well as neat. At the end of each shift, the work area is cleaned up and everything is restored to its place..
Seiketsu (Standardizing): Standardized work practices or operating in a consistent and standardized fashion. Everyone knows exactly what his or her responsibilities.

Shitsuke (Discipline): Refers to maintaining and reviewing standards. Maintain the focus on this new way of operating, and do not allow a gradual decline back to the old ways of operating. However, when an issue arises such as a suggested improvement, a new way of working, a new tool or a new output requirement, then a review of the first 4S's is appropriate.




Small Group Activity or Quality Circles are voluntary groups of employees who work on similar tasks or share an area of responsibility
The group agrees to meet on a regular basis to discuss and solve problems related to work.

They work on the principle that employee participation in decision making and problem solving improves the quality of work
Characteristics: Voluntary Set rules and priorities Consensus Organized approach to problem solving

Process in Quality Circles Identification & Selection of problem Analysis of the problem Generate multiple solutions Action plans Management approval & implementation

Key aspects: Training Empowerment Support
Benefits are seen in the result of improved - efficiency, employee morale & quality

BPR is an approach aiming at improvements by means of elevating efficiency and effectiveness of the business process that exist within and across organizations.
It began with a view of dramatically improving customer service and eliminate any unproductive activity in the organization.


Just-in-time (JIT) is an inventory strategy that strives to improve a business's return on investment by reducing in-process inventory and associated carrying costs.
It also has been described as an approach with the objective of producing the right part in the right place at the right time (in other words, “Just in Time”).

Waste results from any activity that adds cost without adding value.
Customers do not want to pay for this ‘waste’.
Used 1st by Toyota in the 1950's. JIT began to be adopted in the U.S. in the 1980's (General Electric was an early adopter),

Toyota: JIT & Single Minute Exchange of Die (SMED)
Key Aspects of JIT Stabilize and level the MPS with uniform plant
loading. Reduce or eliminate setup times Reduce lot size Reduce lead times Preventive maintenance Flexible work force Require supplier quality assurance and implement a
zero defects quality program Small ‑ lot (single unit) conveyance - Kanban

Systems under JIT Kanban SMED JIDOKA TPM Pokayoke

Total quality control is achieved by measuring, planning and improving organizations quality issues.
It is applicable to all divisions and functions.
It involves finding problems, facts and solutions through the use of QC tools.

Basis 7 QC tools: Pareto diagram Cause and effect diagram Histogram Flowcharts and process maps Check sheets Control charts

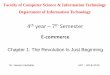
Graphical representation of the principle that the more one does something the better one gets at it.
Learning curve shows the rate of improvement in performing a task as a function of time, or the rate of change in average cost as a function of cumulative output.

Production Quality
Cos
t of
Pro
duct
ion