Embed Size (px)
Citation preview

Service Innovations:sources & trajectories
Steve EvansDirector of the Centre for Industrial Sustainability, Institute for Manufacturing, University of CambridgeDirector, EPSRC Centre for Innovative Manufacturing in Industrial SustainabilitySpecial Adviser, House of LordsSustainability Champion, Minister for SkillsDirector, Centre for Sustainable EngineeringPartner, Riversimple [email protected]

There is no such thing as a …
F S Q
My rule...


How many consecutive straight lines are needed to connect all nine dots?
How many consecutive straight lines are needed to connect all nine dots?

How many consecutive straight lines are needed to connect all nine dots?
How many consecutive straight lines are needed to connect all nine dots?
Assumptions
Boundaries
Constraints
?Questions?

Service Innovation
Or should it be:
Service & (a little bit of) Innovation

Technology
Organisation‘division of labour’
Impacts‘externalities’
Root causes

Implications
We maximise our local value.
Which often reduces system efficiency.
Which offers the opportunity for services.

Where do we go for our source of innovation?
Strategic intention and/or insight
Internal awakening– Revenue squeeze– Lost revenue
External awakening– Customer signal
Where SHOULD we go for our source of innovation?
Our customers– Leading customers– Frustrated customers– Lost customers
Ourselves– Know-how that is difficult to duplicate– Things you do to help customers who don’t pay!
Look for system inefficiencies– Such as things the customer does that you think is ‘stupid’
An example – what happens if you understand your customer

13
Needs of the Elderly & ‘less favoured’
Mr and Ms Josefa live in their own home. Ms Josefa tries hard to cook good food for them both, but it is limited by their budget, her abilities to carry heavy objects & open jars and packaging. (She has little strength in one arm)

14
Needs of SME employees
The observation:
“Employees in isolated industrial estates who have difficulties accessing healthy food”.
We found that people are limited by:
Working long hours - time constraints in shop opening hours
Geographical distance from food sources
Lack of onsite food provision for the small numbers of employees
15
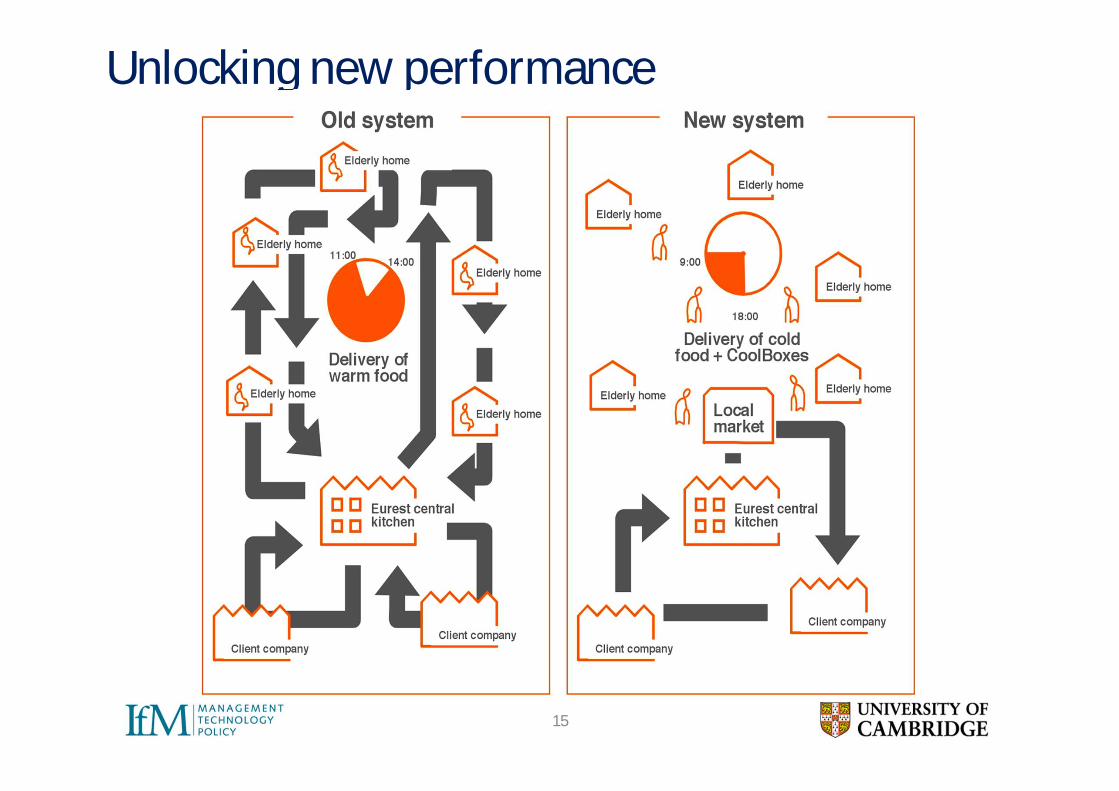
Unlocking new performance

16
The partners? .J P Hernandez marketstall
Social Services
Whirlpool
JM Sala Iglesias
Catering and delivery
Subcontracted: Provision of adapted coolbox
Subcontracted: Provision of internet based ordering system
Identification of user profiles. Co-ordination. Paying customer
Provider of fresh food shopping for SME’s
Coordinators and SME final customers.
17
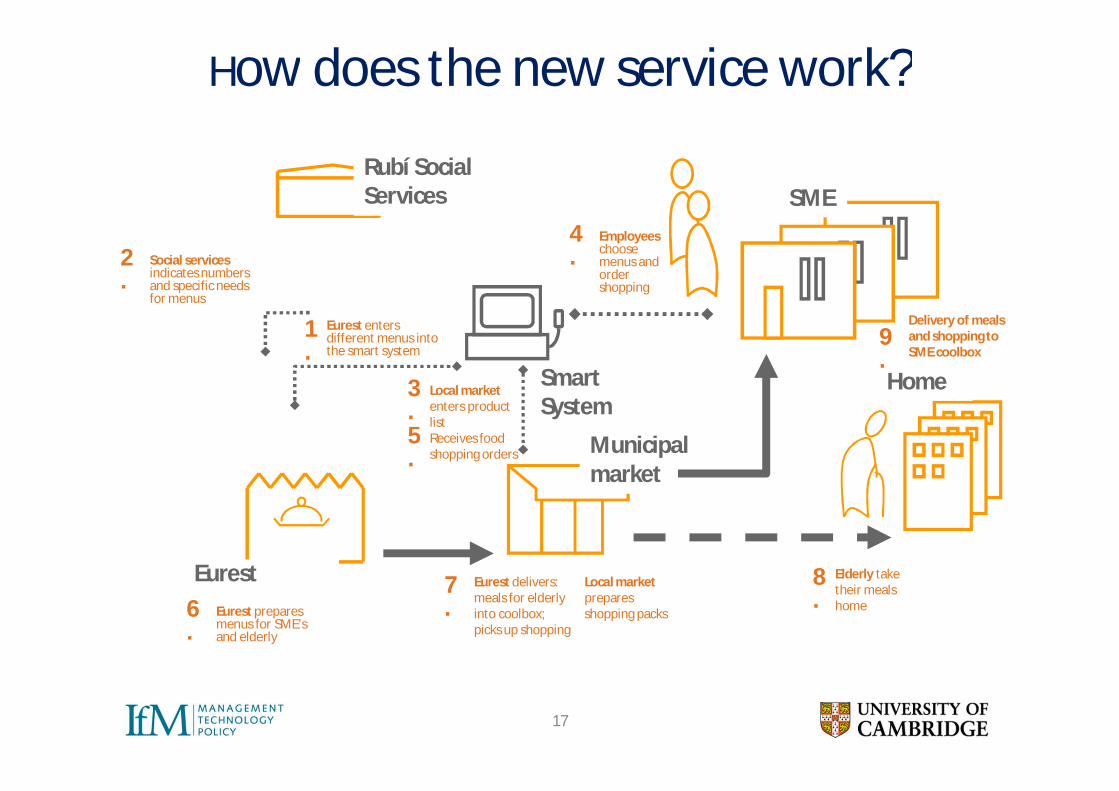
How does the new service work?
Employeeschoose menus and order shopping
SME
Eurest
Smart System
Eurest prepares menus for SME’s and elderly
Eurest delivers: meals for elderly into coolbox; picks up shopping
Eurest enters different menus into the smart system
Municipal market
Elderly take their meals home
Rubí Social Services
Social servicesindicates numbers and specific needs for menus
Home
Local marketprepares shopping packs
Local marketenters product list Receives food shopping orders
2.
4.
1.
3.
6.
7.
8.
Delivery of meals and shopping to SME coolbox
9.
5.
Lessons learned
Do not assume you know your customers
Energetic search for the key characteristic that unlocks new performance
That new service may demand that you work with new types of partner– Building trust and reducing risk is critical
You may need an ‘architect’

Conducting Product Service System (PSS) design process in the private sector: single case study at Vitsoe
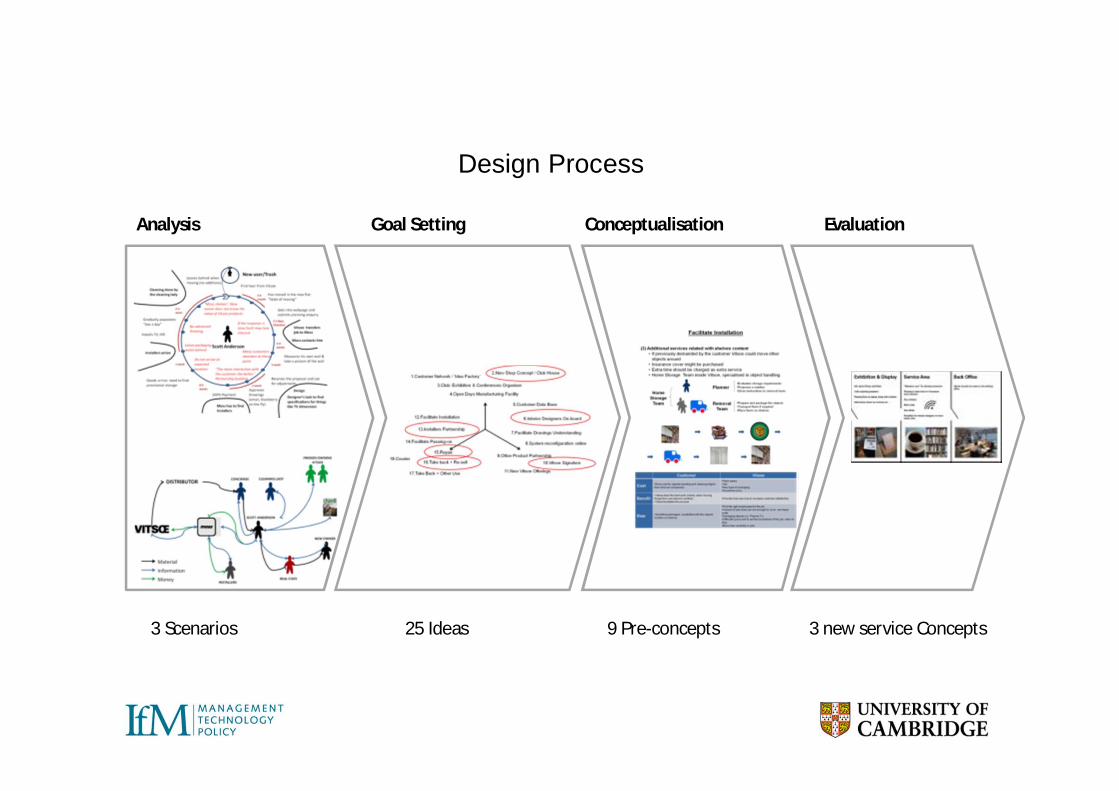
Design Process
Analysis Goal Setting Conceptualisation Evaluation
3 Scenarios 25 Ideas 9 Pre-concepts 3 new service Concepts

Concept –Helping selling and buying
Benefits:»Lowering the ‘entrance costs’ to acquire Vitsoe).
»Helping sell spare parts for existing customers (good service).
»Enhance Vitsoe commitment to reusability (brand image).
Important issues evaluated»Brand Risks: price fluctuation, perceived quality, impact on new product sales, etc.
»Costs: Reverse logistics, web site maintenance, overheads, etc.
»Conclusions»Service should be based on product attachment vs. “Ownership Panacea”
»Service opportunity even for low-technology Manufacturing Companies
Lessons learned
Industry and the EnvironmentWhole System Innovation
what have we learned?uncover assumptions, boundaries, constraints
persevere, pay attention to detail, search for ‘critical details’
make the system bigger
experiment (plan, do check, act) = learn!
be willing to
change the business model
work with others (find people you don’t know)
propose unusual ideas
look for ‘factor 4’ or more improvement!!

What are the possible new trajectories for service innovation?
Whole System Services
Internalising activities that others stay away from
Customer desire for system resilience vs efficiency
Sustainability performance
Some examples:

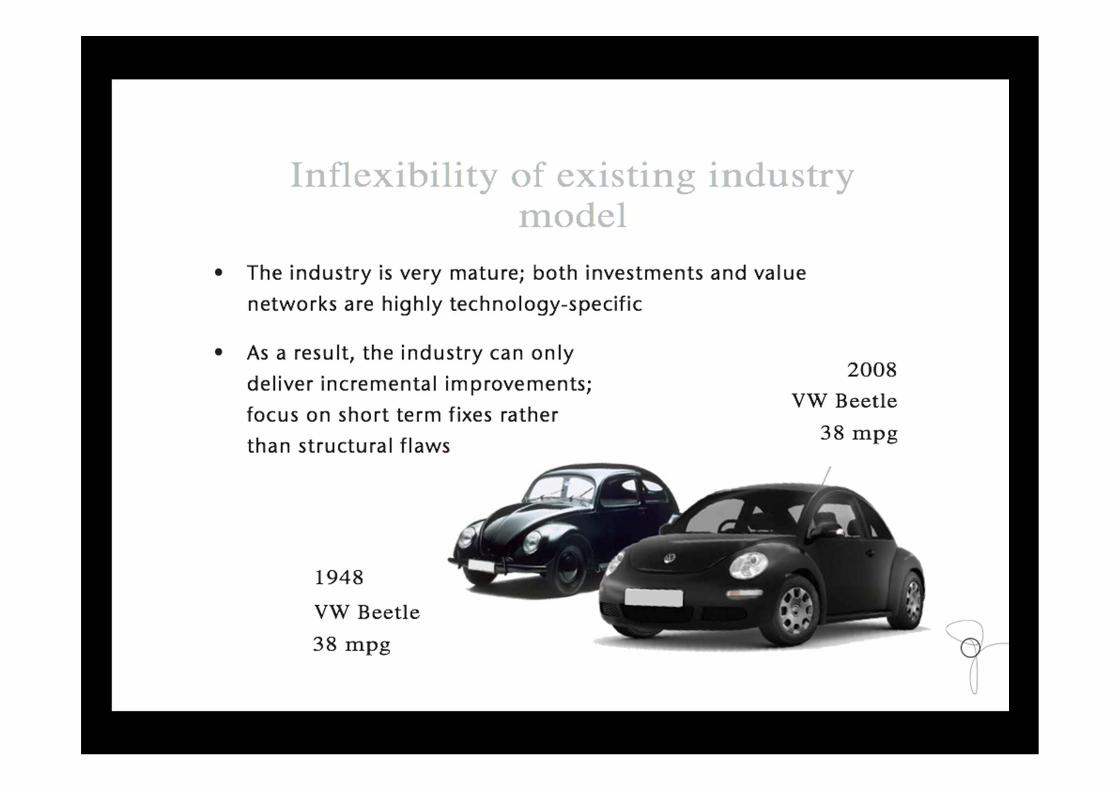
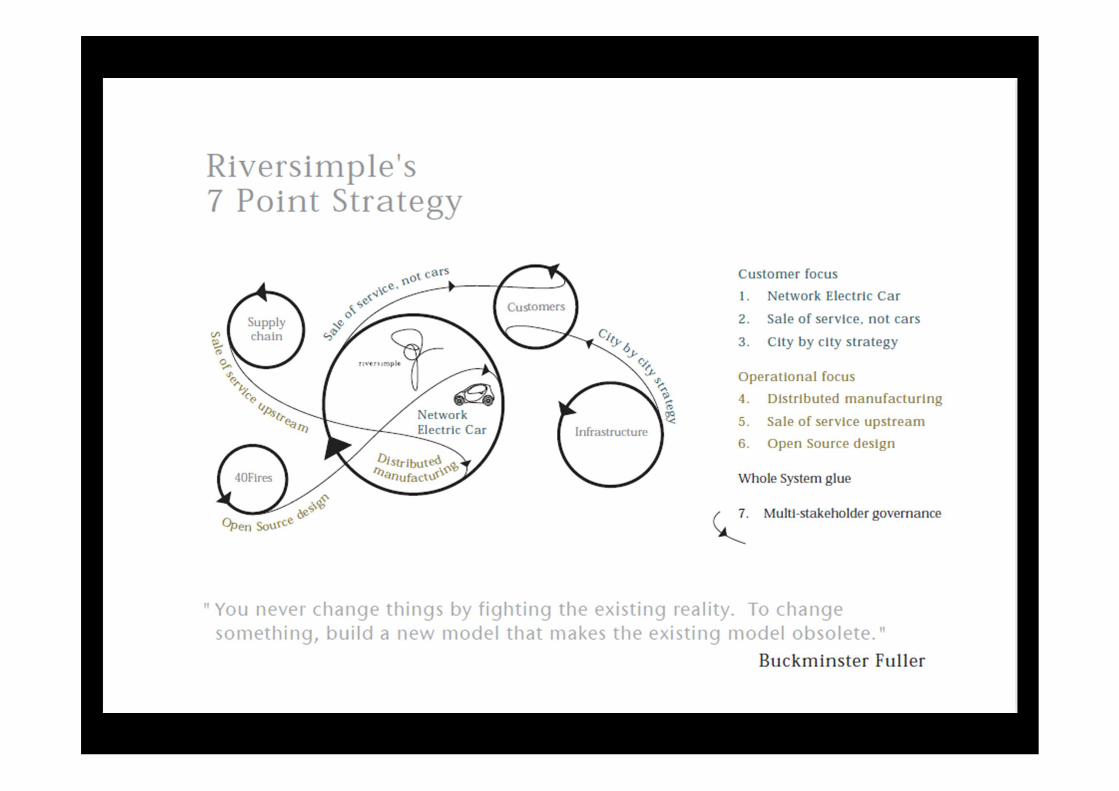
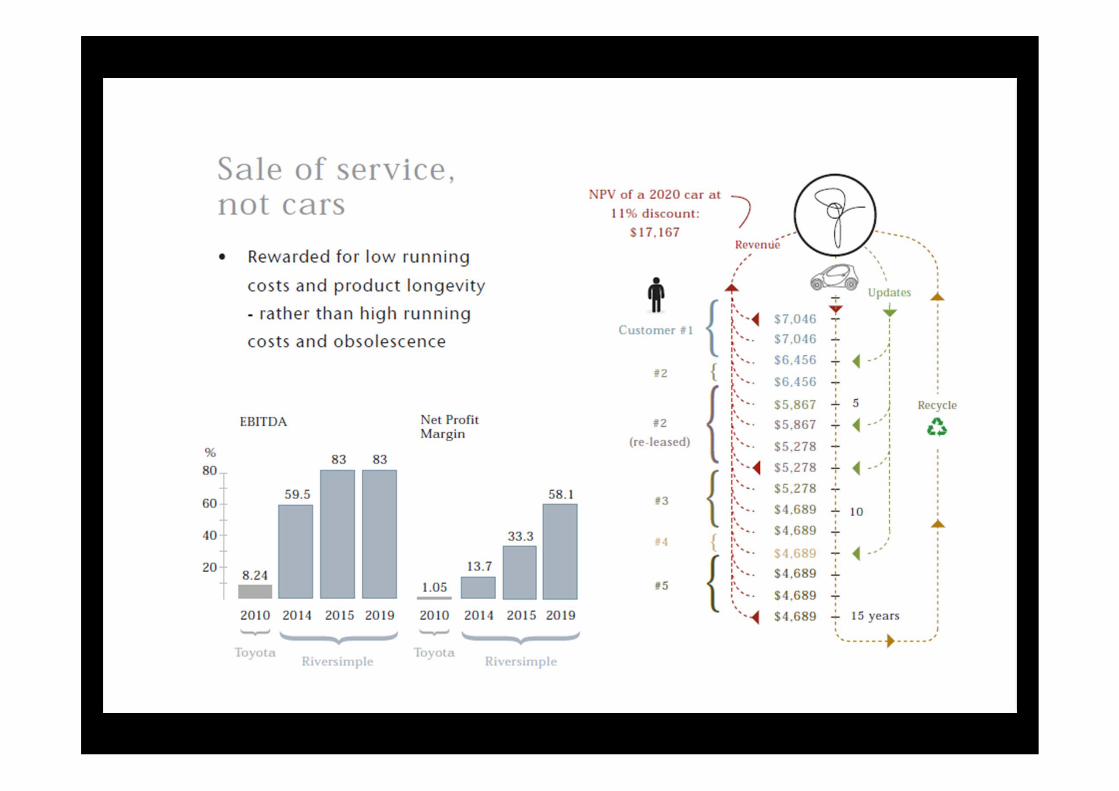
Case: RiverSimple




What are the challenges as we innovate?
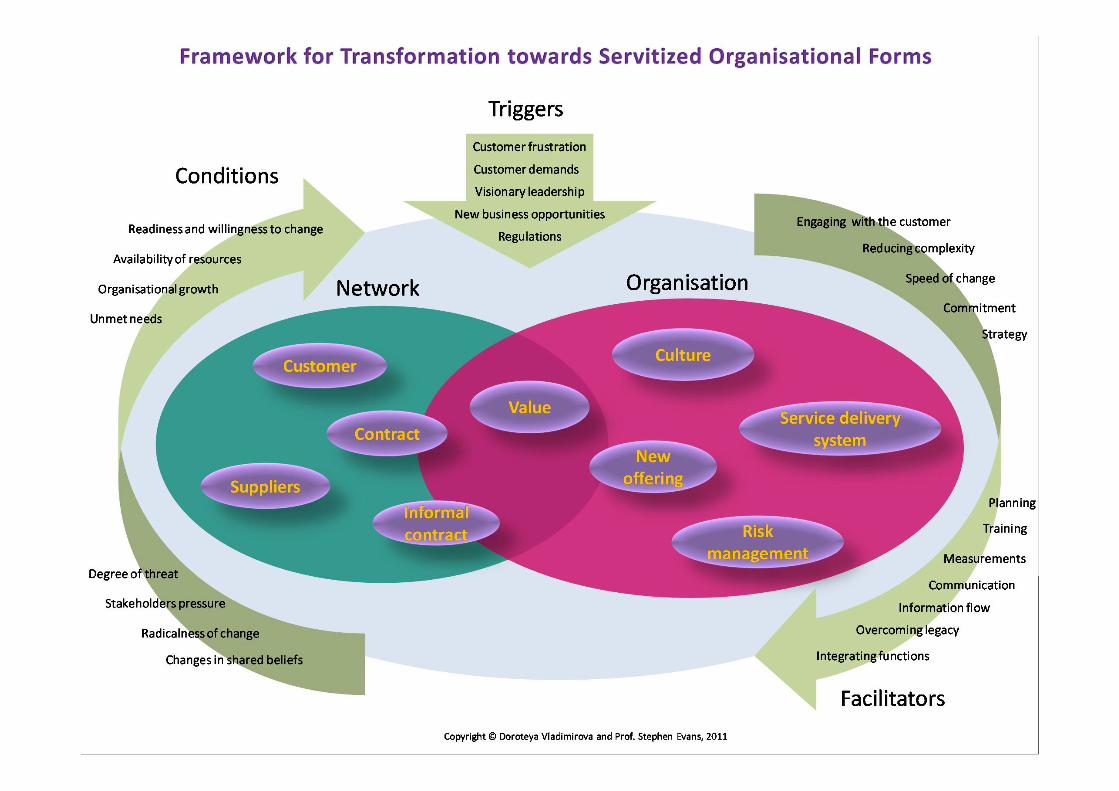
We have found common triggers, facilitators, conditions & content of the transformation to a service-led organisation
Co-created value vs No-touch Value?
Service-orientation Service-led
Service innovation

Industrial sustainability as an emerging market

The challenge by 2050. . .
To double output, emit 80% less GHGs & halve resource use
The challenge requires radically new approaches we term, Industrial Sustainability, which requires nothing less than a new industrial revolution.
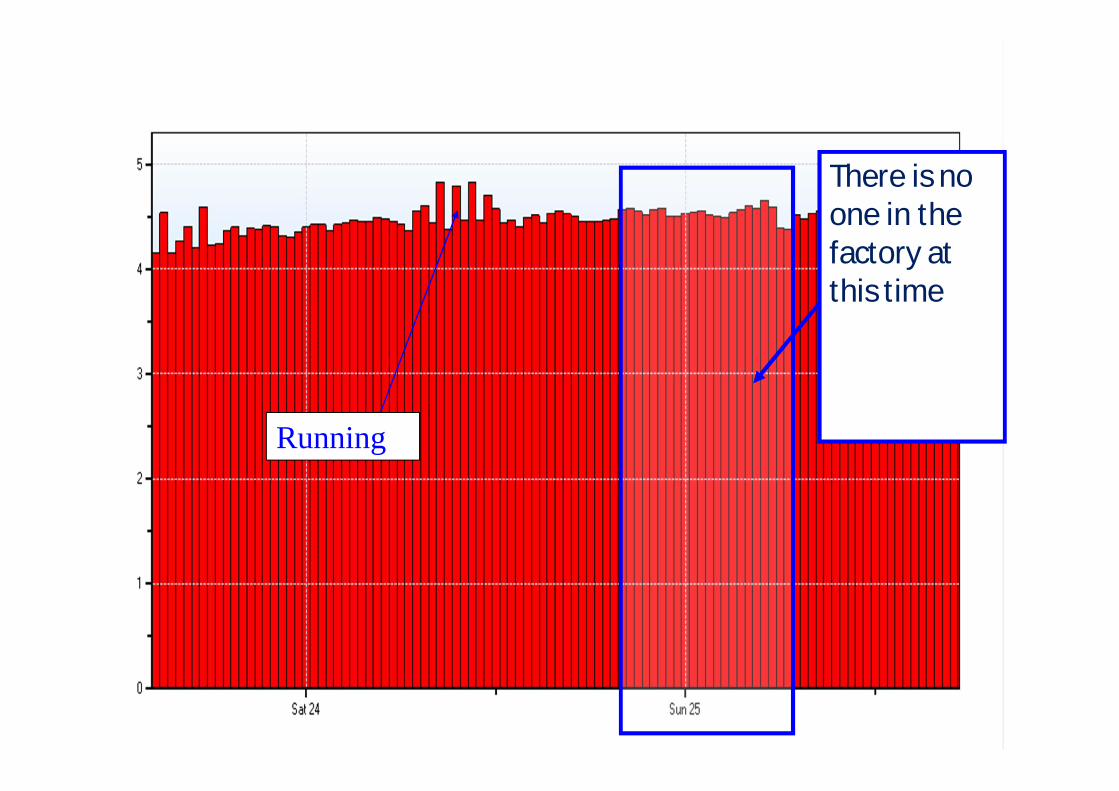
Running
There is no one in the factory at this time

Case: Who is this?
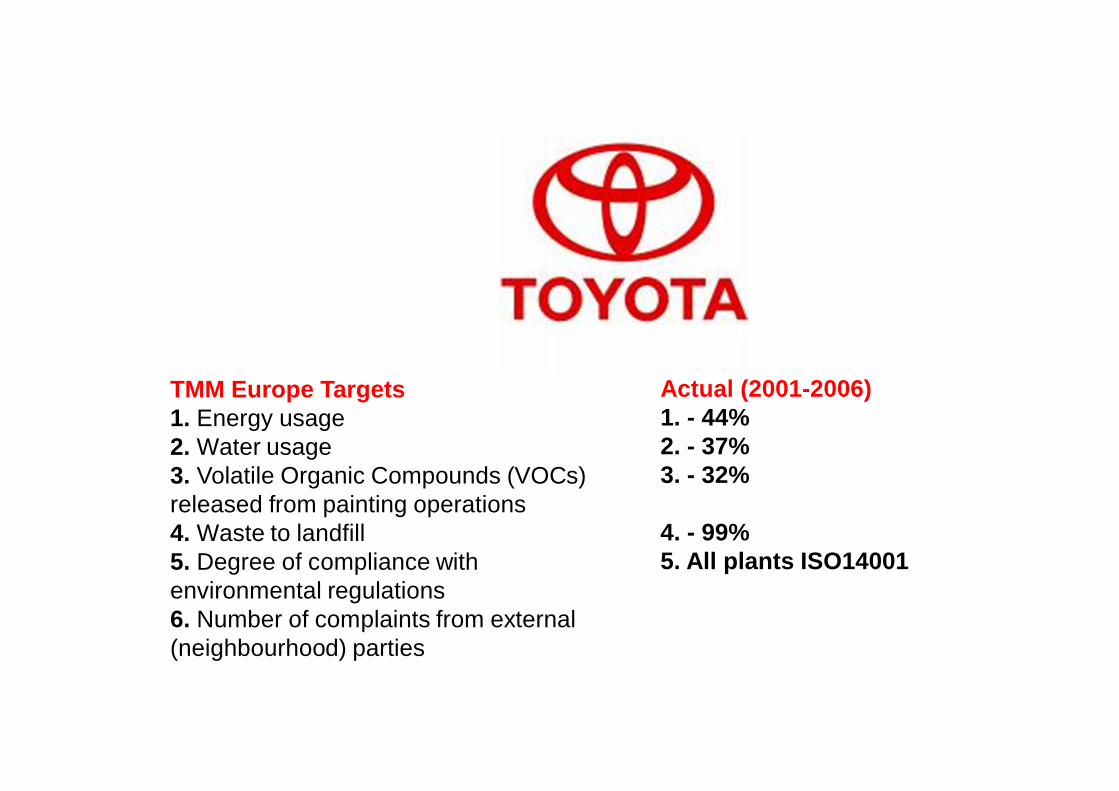
TMM Europe Targets1. Energy usage2. Water usage3. Volatile Organic Compounds (VOCs)released from painting operations4. Waste to landfill5. Degree of compliance withenvironmental regulations6. Number of complaints from external(neighbourhood) parties
Actual (2001-2006)1. - 44%2. - 37%3. - 32%
4. - 99%5. All plants ISO14001

Aim:-Zero
Emissions
Integrated Approach
Ultimate ECOFactory
Risk
Reduction
Air Land WaterZero Non Compliance & Complaint
Energy
Toyota Motor Europe
Green, Lean and CleanTowards the Ultimate
ECO Factory
Organisational LearningProblem Solving, Root Cause Analysis, Kaizen (Continuous Improvement) and Yokoten (Sharing)
Zero CO2
Zero Landfill
Zero Incineration
Renewable Energy Recover Rainwater
VOC Free
ECO Audit
Substance of Concern Free
Prior PreventionISO 14001
Risk Audit
Toyota Production System
Plant Minimum Requirements
Internal Control Limits
Control Criteria
Toyota EnvironmentManagement System
Apply 5R’s HierarchyRefine, Reduce, Reuse. Recycle, Recovery to Energy
New Plant Design Criteria
Optimised Environmental Performance
No 1 Performance by 2010TOYOTA
EMSLaw
Adherence
Compliance/no-complaint
World No.1Regional No.1
EnvironmentalRisk
Prior Prevention
Improvementof
Minimizationof
EnvironmentalPerformance
TOYOTAEMS
Law Adherence
Compliance/no-complaintCompliance/no-complaint
World No.1Regional No.1
EnvironmentalRisk
Prior Prevention
Improvementof
Minimizationof
EnvironmentalPerformance
S.B. Hope 1st August 2006
Toyota Motor EuropeEnvironment and FacilityPlant Engineering Division
Key Production Environmental Priorities
Energy use (CO2)
Waste generated
Waste sent to landfill
Water consumption
Volatile Organic Compound emissions
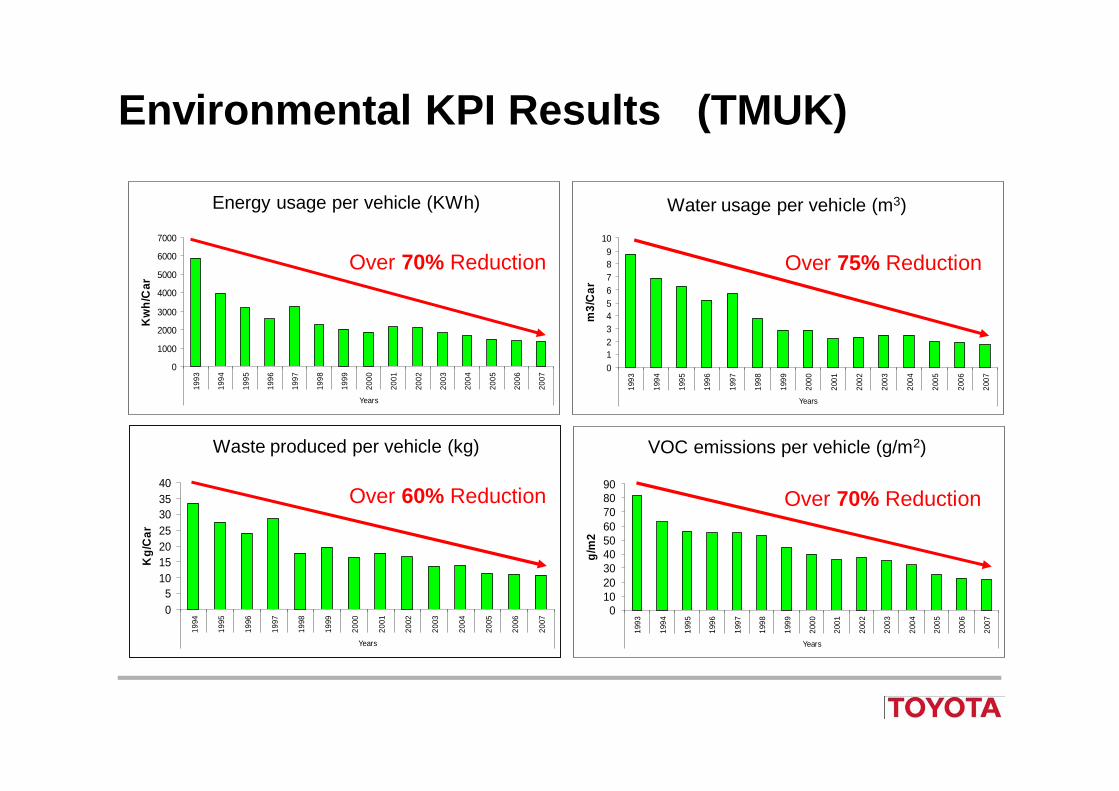
Environmental KPI Results (TMUK)
WATER
0123456789
10
1993
1994
1995
1996
1997
1998
1999
2000
2001
2002
2003
2004
2005
2006
2007
Years
m3/
Car
Over 75% Reduction
Water usage per vehicle (m3)ENERGY
0
1000
2000
3000
4000
5000
6000
7000
1993
1994
1995
1996
1997
1998
1999
2000
2001
2002
2003
2004
2005
2006
2007
Years
Kw
h/C
ar
Over 70% Reduction
Energy usage per vehicle (KWh)
VOLATILE ORGANIC COMPOUNDS
0102030405060708090
1993
1994
1995
1996
1997
1998
1999
2000
2001
2002
2003
2004
2005
2006
2007
Years
g/m
2
Over 70% Reduction
VOC emissions per vehicle (g/m2)WASTE
05
10152025303540
1994
1995
1996
1997
1998
1999
2000
2001
2002
2003
2004
2005
2006
2007
Years
Kg/
Car
Over 60% Reduction
Waste produced per vehicle (kg)
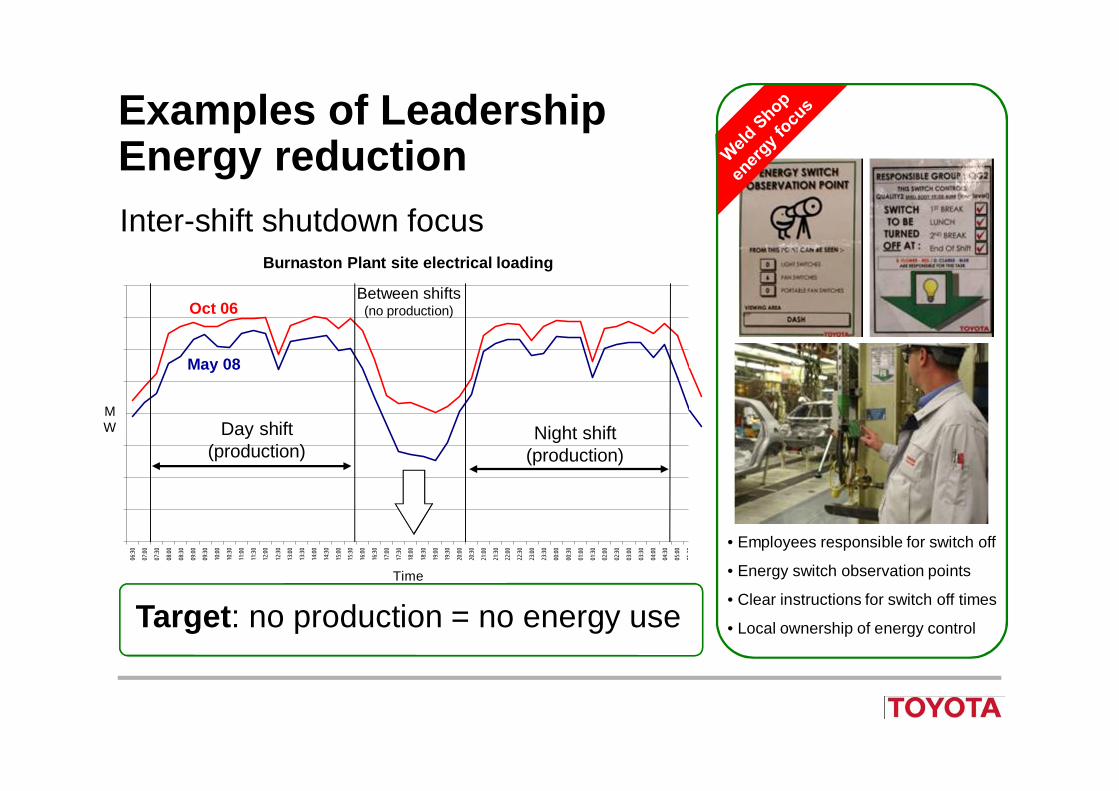
Examples of LeadershipEnergy reduction
• Employees responsible for switch off
• Energy switch observation points
• Clear instructions for switch off times
• Local ownership of energy control
06:30
07:00
07:30
08:00
08:30
09:00
09:30
10:00
10:30
11:00
11:30
12:00
12:30
13:00
13:30
14:00
14:30
15:00
15:30
16:00
16:30
17:00
17:30
18:00
18:30
19:00
19:30
20:00
20:30
21:00
21:30
22:00
22:30
23:00
23:30
00:00
00:30
01:00
01:30
02:00
02:30
03:00
03:30
04:00
04:30
05:00
05:30
Time
Inter-shift shutdown focus
Day shift (production)
Night shift (production)
Time
Burnaston Plant site electrical loading
Between shifts (no production)
MW
Target: no production = no energy use
Oct 06
May 08
Toyota Manufacturing Europe progressEnergy in manufacturing (kWh/vehicle)
•2001 - 2006 = 44% reduction
•2006 - on = new programmes
•2010 = investigation of paint plant refrigeration?
•2011 = investigation of paint drying?
When will they reach a limit?
What is that upper limit?

• Learning to see....
• Learning to see waste ... again

What are the Key Challenges?Eco-efficiency Eco-technology & eco-factorySustainable industrial systems

How to make current products in a low-carbon, resource efficient manner.
How to transform our factories and products.
Explore how the entire industrial system might change
4 universities88 PhDs100 companies15+ projects

Messages
Collect stories from customers (actual and lost)
Seek to use know-how to achieve 300% improvement in system performance
Talk to each other
Prototype (with full commitment)





























