Embed Size (px)
Citation preview

7/29/2019 Session03 PET 03.Trableshooting
http://slidepdf.com/reader/full/session03-pet-03trableshooting 1/25
Power Engineering and Training Services, Inc. (PET)
Power Plant O&M Technology
(Troubleshooting)
2011 Climate Change Action Clean Coal Technology International
Cooperation Project CCT Transfer Project Dispatch Technology
Interaction (USC Coal-fired Power Plant Operation Technology)

7/29/2019 Session03 PET 03.Trableshooting
http://slidepdf.com/reader/full/session03-pet-03trableshooting 2/25
1
Copyright© Power Engineering and Training Services Co.,Inc. All rights reserved.
Table of contents
Sheet No.
1. Failure patterns 3~ 5
2. Process of failure solutions 7~ 10
3. Case study on damage of secondary RH tubes 12~ 24
at Unit 1 boiler of Misumi Power Station

7/29/2019 Session03 PET 03.Trableshooting
http://slidepdf.com/reader/full/session03-pet-03trableshooting 3/25
1. Failure patterns

7/29/2019 Session03 PET 03.Trableshooting
http://slidepdf.com/reader/full/session03-pet-03trableshooting 4/25
3
Copyright© Power Engineering and Training Services Co.,Inc. All rights reserved.
Failure patterns (Facilities)
Failure proportion of different facilitiesMechanicalequipment
Electrical relatedequipment
Control relatedequipment
Boiler control
equipment, 12.0%
Turbine control
equipment, 11.0%
Control
equipment for
common
equipment, 28.0%Plant control
equipment, 49.0%
Electrical10.0%
mechanical83.0%
Control7.0%
Transformers,
10.0%
Outside switching
stations, 36.0%
Other electrical
equipment, 18.0%Generating
facilities, 36.0%
Turbine
23.0%
Desulfurization
5.0%
Other
environmentalequipment, 7.0%
Gas turbine8.0%
57.0%
Boiler
HerebyI would like to explain what the failures are like at The Chugoku Electric Power Co., Inc.(CEPCO) in view of different facilities.
From the year 1967 to 2008, in addition to the detailed accident reports, 1,581 pieces of failureshad happened at the power stations.
When these failures are categorized in terms of different main facilities, we can understand thatthe failures related to mechanical equipment account for 83% of the total.
Moreover, if we further classify the failures related to mechanical equipment, we get to know thatthe failures related to boiler equipment account to 47% (83×57%) of the total.
Next to it are the failures related to turbine equipment which account for 19% of the total. Besides,the failures related to gas turbine equipment account for 6%.

7/29/2019 Session03 PET 03.Trableshooting
http://slidepdf.com/reader/full/session03-pet-03trableshooting 5/25
4
Copyright© Power Engineering and Training Services Co.,Inc. All rights reserved.
Failure patterns (Factors)
Major factors causing facility failure
Inadequate maintenance accounts for approximately 70% of all major factors causing
facility failure. Besides, operational error accounts for an additional 10% of all major
factors causing facility failure.
Operational error
10.0%
Incomplete manufacturing15.0%
Influence of natural environment
4.0%
Others1.0%
Inadequate maintenance70.0%
When we next examine the factors involved in major equipment failures, we find thatthe inadequate maintenance and inspection accounts for approximately 70% of all majorfactors causing equipment failures, while operational errors account for an additional 10%.
(For your information)
By the way, what about the features of the factors causing failures? In the aspect of mechanical equipment, inadequate maintenance and inspection lead to more failuresthan operational errors. On the contrary, in perspective of electrical and controlequipment, operational errors tend to bring about more failures.

7/29/2019 Session03 PET 03.Trableshooting
http://slidepdf.com/reader/full/session03-pet-03trableshooting 6/25
5
Copyright© Power Engineering and Training Services Co.,Inc. All rights reserved.
Purposes and methods of equipment maintenance
Rotary facility
diagnosis
Maintenance
method
Planned
maintenancePM Daily inspection
Periodic inspection
TBM
CM
BM
Breakdown
maintenance
Time-based
maintenance
Condition-based
maintenance
Corrective
maintenance
Preventive
maintenance
The purposes of equipment maintenance are to eliminate facility failures and
process troubles as close to zero as possible and to minimize the losses incurred.
Different methods of planned maintenance are indicated as below.
Stationary facility
diagnosis
CBM
RBM
Risk-based
maintenance
1. Purposes of equipment maintenance
The purposes of equipment maintenance are to eliminate facility failures and process troubles asclose to zero as possible and to minimize the losses incurred. The essential thing for equipmentmaintenance is to restore the equipment to the original state. However, in some cases it is also
desirable to improve the equipment for the purpose of achieving higher reliability of the equipmentconcerned.
2. Methods of equipment maintenance
・Planned maintenance can be classified into preventive maintenance (PM), breakdownmaintenance (BM), and corrective maintenance (CM).
・Furthermore, preventive maintenance can be divided into time-based maintenance (TBM) andcondition-based maintenance (CBM).
・In addition, time-based maintenance (TBM) can be divided into daily inspection and periodicinspection.
To ensure effective planned maintenance, it is better to incorporate the three methods of TBM,CBM, and BM in an optimal way. (Please see the procedures for selecting RBM on the next page.)
3. Introduction to different maintenance methodsBy TBM (Time Based Maintenance), we carry out facility inspection, conditioning, cleaning, spareparts replacement, and so on in a periodic manner or on an inspection cycle base for the purpose of preventing sudden accidents and process failures.
By CBM (Condition Based Maintenance), we carry out facility inspection, conditioning, cleaning,spare parts replacement, and the like on the basis of the results of on-condition monitoring and on-stream inspection (OSI). On-condition monitoring aims to diagnose and monitor the facilities in thestate of operation. In contrast, on-stream inspection aims to check the facilities and test the facilitysoundness when they are in a stationary state.
By BM (Breakdown Maintenance), as for the facilities which impacts on operation and production arenot that significant, we just have them repaired after breakdown. This method is used when wedecide that breakdown maintenance will have positive effects on the whole from the standpoint of productivity.
CM (Corrective Maintenance) is a method for equipment improvement so that the maintenance and
repair could be implemented more easily or the equipment might even be able to work withoutmaintenance. Besides, in some cases for equipment improvement, we also conduct correctivemaintenance just for the purpose of improving productivity of the equipment itself.

7/29/2019 Session03 PET 03.Trableshooting
http://slidepdf.com/reader/full/session03-pet-03trableshooting 7/25
2. Process of failure solutions

7/29/2019 Session03 PET 03.Trableshooting
http://slidepdf.com/reader/full/session03-pet-03trableshooting 8/25
7
Copyright© Power Engineering and Training Services Co.,Inc. All rights reserved.
Process to deal with failure
Things to do when failure occurs (Actions to be taken by
operation team)
Minimize the impacts on the systems and electrical facilities while trying
the best to maintain the plant output.
In the case of main equipment failure, make a decision about whether it is necessary to shut down the unit or it is workableby just lowering the output. If the unit needs to be stopped, try to stop as mildly as possible.
Things to do after failure occurs
① Examination of failure conditions
・Look into the conditions of the damage.
② Inspection of similar locations
・Look into the conditions of the similar locations.
③Determination of root causes
・Figure out the root causes of damage by using FT diagram.
④Restoration from accident/Prevention of repeat failure
・Restore the damaged part to the original state and take actions to prevent repeat failures according to the inspectionresults of causes.
Basic concept for taking actions
Report the accident (according to corporate rules and applicable laws).
Contact maintenance team (to make work preparations, etc.).
①Make quick and right decision
on failure conditions
②Contact the parties concerned
(Actions to be taken by maintenance team)
Here, Let me take the failure of boiler tube leak as an example. I would like to give a description of
how we deal with such a failure from the time when it happens until the time of restoration.
Such a failure like boiler tube leak may make the generating unit stop. When such a failure occurs,at J apanese electric power companies, we thoroughly investigate the factors causing this failure andidentify the root causes. Based on this, we find out solutions to restore the facility and take properactions to prevent repeat failures. We make these efforts in hope that reliability of the facilityconcerned may get even higher than that prior to the failure.
Moreover, when the serious or highly urgent accidents happen, we also share the accidentinformation with other power stations and ask them to inspect the similar places and take adequateactions in advance. In this way, the lessons of the failure can be learned in a horizontal manner.Consequently, the overall reliability of the entire equipment can be hopefully improved.

7/29/2019 Session03 PET 03.Trableshooting
http://slidepdf.com/reader/full/session03-pet-03trableshooting 9/25
8
Copyright© Power Engineering and Training Services Co.,Inc. All rights reserved.
Actions taken by maintenance side
① Confirm the spare parts (Replace the damaged parts)
② Contact the plant manufacturers
③ Prepare materials and machines for installing scaffold in furnace
④ Arrange jet washing vehicle to remove clinker
*In the case that a temporary scaffold is needed in furnace.
【If necessary, request the operation side to stop the unit.】・ Soot blower (Reduce the time for removing clinker when unit is shut down)
・ Request to stop the boiler by forced cooling
Solutions/actions for tube leaks
When tube leaks, the maintenance team needs to take the following actions.
① Check the spare parts (Boiler evaporation tubes);② Contact the plant manufacturers;
③ Prepare the materials and machines for installing scaffold in furnace;
④ Arrange jet washing vehicle to remove clinkers; and
⑤ If necessary, request the operation team to stop the unit.
On this occasion, it is a wise policy to ask the operation team to stop the operation with
forced cooling of boiler and start the operation of soot blower. In this way, the
maintenance team may get ready to start internal inspection and repair immediately after
boiler is cooled off.

7/29/2019 Session03 PET 03.Trableshooting
http://slidepdf.com/reader/full/session03-pet-03trableshooting 10/25
9
Copyright© Power Engineering and Training Services Co.,Inc. All rights reserved.
(Problems arising from tube leaks)
1. When plant leaks grow, makeup water flow increases.
2. In the case of severe leaks, main steam pressure decreases and
feedwater flow increases.
3. Boiler metal temperature changes.
4. Gas temperature goes down in the downstream direction
starting from the leaked part.
5. Boiler draft drops.
(On-site inspection)
1. Leaking sound is heard.
2. Leaked part is found when fuel is changed (from
coal⇒heavy/light oil).
Problems arising from tube leaks
Generally in most cases, when boiler tubes leak, the makeup water will grow suddenly. Inother cases, although makeup water increases, but the amount of increase is slightcompared with the normal amount of makeup water. (In the latter cases, we can take time
to search for the factors causing this increase.)
Whatever the case is, we have to roughly figure out where the leaks are located and
stop the boiler. However, if the conditions of leaks permit, it is better to change the fuel
(from coal into oil) and find out the accurate locations of leaks before making the boiler stop.
Before stopping the boiler, it is also necessary for the operation team to carefully check
the items including steam temperature, metal temperature of different tubes, quantity and
type of the coal remained in bunker, conditions of auxiliary facilities of boiler (such as feed
water pumps, fans, and coal pulverizers), etc. At the same time, we also need to pay
attention to the conditions of the makeup water for the forced cooling of boiler as well as the
waste water treatment facility.

7/29/2019 Session03 PET 03.Trableshooting
http://slidepdf.com/reader/full/session03-pet-03trableshooting 11/25
10
Copyright© Power Engineering and Training Services Co.,Inc. All rights reserved.
Reporting of facility failure
Purpose of failure reporting
On the basis of the analysis of the failures,
Take proper actions to prevent repeat failures.
Provide a foundation for the solutions to ensure the safety and enhance the
reliability of electrical facilities.
Obligation of accident reporting according to the “Electricity Utilities Industry Law”
【Example】
Damage to main electrical facilities Accident reporting Horizontal expansion
What is damage to main electrical facilities?
When something is wrong with the equipment that is composed of main electrical facilities, the
function of the damaged main electrical facilities will be dwarfed or lost. As a consequence, the
unit may stop soon or has to be stopped.
(Electric utilities) (State administration)
When the main electrical facilities such as boiler and steam turbine are damaged or broken, thepower generating unit may stop automatically through the automatic stop function, or in emergency,the unit may be stopped manually by the operator. In either of the case, the state administration of
J apan legally requires the electric power utilities to report the details of accident. Meanwhile, it isalso specified by the relevant laws and regulations what to report and how to make such a report.
(Purposes of reporting)
1. Take proper actions for the prevention of repeat failures on the basis of the analyses in report.
2. Provide a foundation for the solutions to ensure the safety and enhance the reliability of electrical facilities.
3. Prepare the documentation for reviewing the performance of safety regulations and safetyadministration.
Besides, the power stations in J apan are also requested to submit such accident reports to thehead office of the electric power company concerned. At the headoffice of the electric powercompany, we not only make analysis and statistics of the accident, but also conduct investigationand give instructions so as to avoid the similar accidents being repeated.

7/29/2019 Session03 PET 03.Trableshooting
http://slidepdf.com/reader/full/session03-pet-03trableshooting 12/25
3.Case study on damage of secondary RH
tubes at Unit 1 boiler of Misumi Power Station

7/29/2019 Session03 PET 03.Trableshooting
http://slidepdf.com/reader/full/session03-pet-03trableshooting 13/25
12
Copyright© Power Engineering and Training Services Co.,Inc. All rights reserved.
Summary of failure conditions
Failure conditions are summarized as below.
Separating wall in theupper part of boiler
4th SH tube
Secondary RH tube
Firing
PrimaryRH tube
PrimarySH tube
ECO tubeECO tube
Damage
1. Locations of damageSecondary RH tubes at Unit 1 boiler
2. Condition prior to accidentOperated at rated output (1,000MW)
3. History of accident
・PM13:00 on the day of accident: Makeup
water flow was found increasing.
Conducted monitoring and patrol
inspection.
・PM14:10: Checked all parts of boiler and
detected leaking sound near the left side in
the central part of boiler on the 7th floor.
・PM14:50: Started to stop unit operation.
・PM17:35: Parallel off ⇒ Forced cooling.
・PM17:00 next day: Started internal
inspection and repair.
(Main specifications of Unit 1 boiler at Misumi Power Station)
Model: Radiative reheat variable pressure once-through (Indoor type)
Maximum continuous rating (MCR): 2,900t/hPressure: 25.4 / 4.5MPa (SH outlet/RH outlet)
Temperature: 604 / 602℃ (SH outlet/RH outlet)
Fuel: Coal
Operation started: J une 1998
Manufactured by Mitsubishi Heavy Industries, Ltd. (MHI) in 1997.

7/29/2019 Session03 PET 03.Trableshooting
http://slidepdf.com/reader/full/session03-pet-03trableshooting 14/25
13
Copyright© Power Engineering and Training Services Co.,Inc. All rights reserved.
Location of damage (Overall boiler diagram)
Location of secondary RH damage
××××
References: Detailed report of electric accident, “Damage to secondary RH
tubes at Unit 1 boiler of Misumi Power Station”.
#1
#50~52
#108
1. Conditions of damage
・Location of primary leak (marked in red×)
The first tube of secondary reheater (RH) tubes from the downstream direction of steam, No.52panel from the left side of boiler (#52-R1).
・Location of secondary leak (marked in blue×)
The first tube of secondary reheater (RH) tubes from the downstream direction of steam, No.50panel from the left side of boiler (#50-R1).
The first tube of secondary reheater (RH) tubes from the downstream direction of steam, No.51panel from the left side of boiler (#51-R1).
The first tube of secondary reheater (RH) tubes from the downstream direction of steam, No.52panel from the left side of boiler (#52-F1).

7/29/2019 Session03 PET 03.Trableshooting
http://slidepdf.com/reader/full/session03-pet-03trableshooting 15/25
14
Copyright© Power Engineering and Training Services Co.,Inc. All rights reserved.
Location of damage (in detail)
#50-R1
#52-F1
#51-R1#52-R1
F1F12 R1 R12
F
R
Direction of gas flow
References: Detailed report of electric accident, “Damage to secondary RH
tubes at Unit 1 boiler of Misumi Power Station”.
Thinned tube dueto steam spray
The photos here show the location of damage at the secondary reheater (near No.50-52 panels)
The appearance of the leaks looked like as below.
・#50-R1
The fracture surface was a little bit thin and in the shape of knife edge. The shape of the rupture opening looked like a fish mouth.
・#51-R1
The fracture surface was thin and in the shape of knife edge. The shape of therupture opening looked like a fish mouth.
・#52-F1
The fracture surface was thin and in the shape of knife edge. The shape of therupture opening looked like a fish mouth.
・#52-R1
The fracture surface was thick. The rupture opening was in the shape of a fishmouth.
Four tubes leaked. In addition, twelve steam tubes (marked in ) in No.49-51panels were eroded by the steam spray.

7/29/2019 Session03 PET 03.Trableshooting
http://slidepdf.com/reader/full/session03-pet-03trableshooting 16/25
15
Copyright© Power Engineering and Training Services Co.,Inc. All rights reserved.
Damage location of primary leaks
References: Detailed report of electric accident, “Damage to secondary RH
tubes at Unit 1 boiler of Misumi Power Station”.
【Location of ruptured tubes】 【Presumption of root cause tube】
Right side of boiler
Left side of boiler
Gas flow
Rupture location (direction)
Root cause tube
From the header atsecondary RH inlet
To the header atsecondary RH outlet Panel No. Steam first leaked
from the tube #52-R1.Due to the leaked steam, the tube #52-F1ruptured. After that,due to steam leakingfrom #52-F1, the tubeof #50-R1 and #51-R1ruptured then.
Tube No.
The four ruptured tubes were examined. It was found that except for #52-R1, erosiontook place on the outer surface of the tubes concerned. Besides, the rupture openings of the four tubes were all in the shape of a fish mouth. The fracture surface of #52-R1 wasthick while that of the other tubes were thin and in the shape of knife edge.
Considering all these matters (location and direction of rupture), we could estimate that#52-R1 might be the root cause tube.
That is to say, the story could be like this. Steam first leakedfrom the tube #52-R1.Due to the leaked steam, the tube #52-F1 ruptured. After that, due to the leaked steamfrom the tube #52-F1, the tubes of #50-R1 and #51-R1 ruptured then.
Likely being an embrittlement damage, the
rupture opening (fractured surface) was thicker
than other part of damage. Considering this, it
was supposed to be the root cause tube.

7/29/2019 Session03 PET 03.Trableshooting
http://slidepdf.com/reader/full/session03-pet-03trableshooting 17/25
16
Copyright© Power Engineering and Training Services Co.,Inc. All rights reserved.
Procedures of damage inspection
General procedures for damage inspection
1. Damage inspection
① Examine damage locations
② Identify related locations
③ Refer to operating/maintenance/construction records
④ Conditions before failure/Relevant data
Keep damage locationsin original conditions.
2. Inspection flow chart
◆Evaluate damage
(Damage locations/materials)
(Damage features/Colors)
(Diameter/Thickness)(PT, MT, UT)
◆Damage sampling
(Fractographic study, PT or MT)
(Macro/Micro-metallurgical examination)
(Dimensional inspection/Attachment analysis)
(Component analysis/Mechanical test)
◆Inspect similar damage locations
(Diameter/Thickness/Appearance)
(PT/MT/UT)
(Replica examination)
◆Fact-finding for damage
(Operating hours, times of startup/shutdown)
(Conditions right before damage,volume of makeup water, etc.)
(Construction records)
◆Design specifications(Pressure/Temperature/Thickness interms of strength)
◆Dataanalysis
◆Identifycauses
◆Stressanalysis
For identifying the root causes, inspection is made
on the damaged part and the causes are determined
on the basis of the inspection results.
①
①’
②
③④
④
④
②’
①’
②’
In order to determine the factors causing damage, the following tasks are carried out.
① To examine damage locations, ・・・ we study the conditions at and around the damaged part (including location,damage features, color, etc.).
② To identify related locations, ・・・ we try to make clear the conditions in a broad range related to the upper andlower part of the damage locations.
③ Referring to operating, maintenance, and construction records, ・・・ we look at the records of previous maintenance,construction, and operation (such as the times and operations of start-up and shut-down, etc.).
④ To clarify the conditions and collect relevant data prior to failure, ・・・ we can get a picture of the damage conditionsand gather the data such as the operating conditions until the time when damage occurs.
It is very important to collect the information related to the above-mentioned①~④. Meanwhile, the best cautionshould be taken to keep the damage locations in the original conditions.
Inspection flow chart
To determine the root causes, it is necessary to gather the following data and information.
① To evaluate damage: we look into the locations of the damage (including material, diameter, thickness, damagefeatures, color, etc.).
② To inspect similar damage locations: we look into the locations of the similar damage (including diameter, thickness,appearance, replica sampling, and so on).
③ For damage sampling: we examine the fractured part (such as fractography examination, metallurgical structureexamination, dimensional inspection, attachment analysis, etc.).
④ For fact-finding of damage: we check and review the operating conditions (including operating hours, times of start-up and shut-down, construction records, etc.).
⑤ As for design specifications: we study the conditions of the facilities to make clear such data (as pressure,temperature, thickness in terms of strength, and so on).
⑥ For stress analysis: we analyze the stress being applied to the facilities, (for example, thermal stress due totemperature distribution and the like).

7/29/2019 Session03 PET 03.Trableshooting
http://slidepdf.com/reader/full/session03-pet-03trableshooting 18/25
17
Copyright© Power Engineering and Training Services Co.,Inc. All rights reserved.
Determination and verification of the factors causing leaks
Root causes
Rupture of
secondary
RH tubes
Failure Evaluation Result
Facility
deterioration
Design/
Construction
O & M
Thinning
Fatigue
Corrosion
Creep
Weak material
strength
Poor weld
Scaleformation dueto minerals
Partialoverheatingdue toabnormalcombustion
Ash in gasSteam drain of soot blower
Contact of attached metal
Erosion due to steam spray
Repeated load (stress)
Operating hours/Stress/Metaltemperature
Visualinspection of appearanceThicknessmeasurement
No abrasion thinning was detected.
It was found that overall erosion thinning
occurred due to steam spray from other
ruptured tubes.
Verification
Inspection of fracture and rupture shape
Visualinspection of inner and outer surface
External corrosion due tocombustion gasInternal corrosion due to bad water quality
Visualinspection of appearanceThicknessmeasurement
The fracture opening was not like the
narrow one featured by fatigue destruction.
Pock-like concave-convex surface arising
from corrosion was not noticed.
Cross-section/Cross-section structureexamination
Creep voids and decreased hardness
were noticed.
Condition of use (Temperature,
pressure, and atmosphere)
Material (Material and size)
Review of design strengthstatement
Analysis of materialcomponents
Weld defects
Residual stress
Poor water quality control
Intrusion of seawater
Insufficient combustion air
Poor combustion condition
Strength was enough for condition of use.
Material specifications were satisfied.
Non-destructivetest (NDT)
Annealingrecord
Water qualityrecord
Water qualityrecord
Combustioncontrol
Combustioncontrol
NDT was not conducted because rupture
did not occur in the welded part.
Same as above.
Standard values were satisfied.
Standard values were satisfied.
Standard values were satisfied.
Standard values were satisfied.
×
×
×
×
×
×
×
×
○
×
×
○
×
References: Detailed report of electric accident, “Damage tosecondary RH tubes at Unit 1 boiler of Misumi Power Station”.
○ Regarding the damage, we explore the possible causes in depth ranging from the primary,secondary, and tertiary ones. After that, we verify the tertiary causes and make evaluation onthe basis of the verification results.
In most cases, we normally use fault tree (FT) diagram to determine the factors causingdamage to piping.
Flow chart of FT diagram
① Failure⇒ Dig deep into the causes of damage in the order from primary⇒secondary⇒ to tertiary causes.
② Figure out the verification method to demonstrate the tertiary causes.
③Make an evaluation of all the tertiary causes. Then, determine the causes of damage by analyzing the evaluation results.
As for the failure example stated here, “cross-sectional examination”and “cross-section structural examination”have been made to explore the causes that led to the leaks of secondary reheater tubes. As a result, we found that creep voids grew and the hardnessdropped. Therefore, we determined that it was “creep”that caused damage.
(※) Procedures for FTA
FTA is short for Fault Tree Analysis.

7/29/2019 Session03 PET 03.Trableshooting
http://slidepdf.com/reader/full/session03-pet-03trableshooting 19/25
18
Copyright© Power Engineering and Training Services Co.,Inc. All rights reserved.
Visual
inspection
of inner and
outer
surface
No erosion was found.(Root cause tube)
Visual
inspection
of
appearance
#52-R1#52-F1#51-R1#50-R1
Inspection results of the factors causing leaks
Erosion was detected at #50-R1, #51-R2, and #52-F1.
(Sacrificed tubes)
References: Detailed report of electric accident, “Damage to secondary RH
tubes at Unit 1 boiler of Misumi Power Station”.
Knife edge shapeKnife edge shape
Knife edge shape
Thick fracture
No erosionwas found.
Erosionwasdetected
Erosionwasdetected
Erosionwasdetected
In the following, I would like to talk about the inspection results of the factors causingleaks.
(Visual inspection of appearance)
There was no trace of erosion on the root cause tube H52-R1. However, as for theother tubes (#50-R1, #51-R1, and #52-F1), an overall thinning due to erosion wasdetected at and around the rupture opening. Such a thinning might be caused by thesteam spray from other tubes.
(Visual inspection of inner and outer surface)
No erosion was found on either the inner or outer surface of the tubes.

7/29/2019 Session03 PET 03.Trableshooting
http://slidepdf.com/reader/full/session03-pet-03trableshooting 20/25
19
Copyright© Power Engineering and Training Services Co.,Inc. All rights reserved.
Strength decreased in front
of boiler. Micro-cracks and
voids were detected in
microstructure.
Strength decreased slightly
in front of boiler. No voids
were found in
microstructure. External
erosion was significant.
Strength decreased in front
of boiler. Micro-cracks and
voids were detected in
microstructure.
Strength decreased in
front of boiler. Micro-
cracks and voids were
detected in microstructure.
Evaluation
Microstructure
Cross section
inspection
#52-R1#52-F1#51-R1#50-R1
Inspection results of the factors causing leaks
References: Detailed report of electric accident, “Damage to secondary RH
tubes at Unit 1 boiler of Misumi Power Station”.
In front of boiler
The inspection results of the factors causing leaks are described as below.
(Cross section inspection)It was found that the ruptured part in the tubes of #50-R1 and #52-R1 bulged out.
(Microstructure inspection)
Creep voids were discovered in the ruptured part at the tubes of #50-R1, #51-R1, and#52-R1. However, there was no creep void at the tube #52-F1.

7/29/2019 Session03 PET 03.Trableshooting
http://slidepdf.com/reader/full/session03-pet-03trableshooting 21/25
20
Copyright© Power Engineering and Training Services Co.,Inc. All rights reserved.
Estimation and verification of factors causing creep
Root causes
#52-R1
creep
rupture
Failure Evaluation Result
Operating
hours
Stress
Metal
temp.
Consumption of creep
life due to long-time
operation
Stress higher than
allowable one
Deviation of heat load
Disturbed heat transfer due to the uplift of
steam oxidation scale
Unit 1 cumulative
operating hours
(Operation diary)
The present operating hours were approximately 30,000
hours, not exceeding the time (100,000 hours) to start
creep rupture test.
Verification
No foreign matter was found inside ruptured tube and at
inlet/outlet headers.
Gas temperature was about 1,050℃, within the
allowable design gas temperature (1,000℃±100℃).
However, it was +50℃ higher than the gas
temperature in the case of creep life diagnosis
(1,000℃). (Subsidiary factor for the rise of metal
temperature)
×
△
△
○
×
Calculate stressThe stress was 2.4kg/mm2, lower than the standard
value (5.6kg/mm2).
Drop of steam flow due
to intrusion of foreign
matter into tube
Increase of heat load
due to gas
temperature rise
Investigate tube inside
by fiberscope and RT
Compare with gas
design temperature
Check the data of metal
thermometer
Examine the inner
surface scale of
fractured tube
Maximum deviation of metal temperature in the across-
the-width direction of furnace was about 30℃, lower
than the standard value (60℃). (Subsidiary factor for
the rise of metal temperature)
×
About 40%385μm330μmMeasured value
30%100μm300μmStandard value
Uplift rangeUplift sizeScale thickness
Results of scale inspection
The results of scale inspection exceeded the standard
values. (See the table below)
References: Detailed report of electric accident, “Damage to secondary RH
tubes at Unit 1 boiler of Misumi Power Station”.
The creep has led to the rupture of the root cause tube #52-F1. The root causes for thisare described in this FT (fault tree) diagram.
Meanwhile, the creep damage of the root cause tube was found arising from the“disturbed heat transfer due to the uplift of steam oxidation scale”.

7/29/2019 Session03 PET 03.Trableshooting
http://slidepdf.com/reader/full/session03-pet-03trableshooting 22/25
21
Copyright© Power Engineering and Training Services Co.,Inc. All rights reserved.
Inspection results of the factors causing creep
Increase of heat load due to gas temperature rise Increase of heat load due to heat load deviation
Steam flow distribution
Metal temperature distribution
Exhaust gas temperature
distribution
9701,0501,115150602480Status quo
9401,0001,065125602500Trial operation
OutletCavityInletOutletInlet
Gas temp. (℃)Heat
absorption(Gcal/hr)
Steam temp.
(℃)
Secondary RH
Secondary SH
Tertiary SH
4th SH
Heat absorption
Secondary RH outletSecondary RH inlet
Temp.
Temp.(℃)
Temp.(℃)
Flow ratio
Left side of boiler Right side of boiler Steam temp. (Planned)
Inlet/outlet steam temp. (Measured)
Tube length
References: Detailed report of electric accident, “Damage to secondary RH
tubes at Unit 1 boiler of Misumi Power Station”.
(Increase of heat load due to gas temperature rise)
The heat absorption was calculated. The result indicated that the gas temperature in thecavity part of secondary reheater had reached 1,050℃ (degrees Celsius). The reason forthat could be something like this. Due to the ash deposits or so, the furnace, secondarysuperheater (SH), tertiary superheater, and the fourth superheater (the heat exchanger onthe upper side of the secondary reheater) became dirty. Because of this, the heatabsorption decreased, and thus the gas temperature at the inlet of the secondary reheaterincreased.
(Increase of heat load due to heat load deviation)
The metal temperature in the central part of boiler has got relatively higher. For onereason, as for the secondary reheater (RH), the gas temperature in the central part of boiler is high. For another reason, the steam flow is also small in that part.
In addition, the maximum temperature deviation in the across-the-width direction of
furnace has reached about 30℃ (degrees Celsius).
Metal temperaturein the central part ishigh.
Heat absorptionduring trial operation
Heat absorptionduring failure

7/29/2019 Session03 PET 03.Trableshooting
http://slidepdf.com/reader/full/session03-pet-03trableshooting 23/25
22
Copyright© Power Engineering and Training Services Co.,Inc. All rights reserved.
Inspection results of the factors causing creep
Disturbed heat transfer due to the uplift of steam oxidation scale
Impacts of different factors on metal temperature
732℃Estimated temp.
of problem tube
+82℃(Approx. 70%)
Scale uplift
+37℃
(Approx. 30%)
Gas temp. rise
+
Heat load deviationFactors
613℃ (Standard)Design value
Metal temp. (℃)
Creep fracture life
over 100,000hrs
Creep fracture life
over 4,500hrs
In front of boiler At the back of boiler
References: Detailed report of electric accident, “Damage to secondary RH
tubes at Unit 1 boiler of Misumi Power Station”.
(Disturbed heat transfer due to the uplift of steam oxidation scale)
An inspection was made on the scale condition of inner surface at the ruptured tubes. Itwas found that the scale was 330μm thick and the uplift was 385μm. Approximately40% uplift was noticed along the circumferential direction.
(Impacts of different factors on metal temperature)
It was estimated that the metal temperature of the leaked part this time was +119℃higher than the design value. Among this temperature rise, it was estimated that the “riseof inlet gas temperature+heat load deviation”had contributed to a metal temperature riseof +37℃ while a rise of +82℃ (degrees Celsius) was attributed to the “scale uplift”.
Therefore, in terms of percentage, the contribution ratio of the “rise of inlet gastemperature+heat load deviation”and that of the “scale uplift”could be around 30% and70%, respectively.

7/29/2019 Session03 PET 03.Trableshooting
http://slidepdf.com/reader/full/session03-pet-03trableshooting 24/25
23
Copyright© Power Engineering and Training Services Co.,Inc. All rights reserved.
Solutions/Actions
Thermal SUS304J1HTB
was replaced by 9% Cr steel.
Permanent measure
Replaced tubes
Current state
9% Cr steel tubeThermal SUS304J1HTB
Cr-Mo All of the panels No.1-108
(Materials) (Materials)
9% Cr steel tubeThermal SUS304J1HTB
Cr-Mo
References: Detailed report of electric accident, “Damage to secondary RH
tubes at Unit 1 boiler of Misumi Power Station”.
We examined the factors causing the leaks of secondary reheater tubes and thusverified these factors. On the basis of the verification results, we worked out thepermanent measures to be implemented in the next periodic inspection.
The uplift of steam oxidation scale has caused the creep. Considering this, we replacedthe material with SUS (Thermal SUS304J 1HTB9). With the use of this kind of material,steam oxidation scale is not likely to come into being and lift up.
The tubes of No.1-4 in the inner periphery had been replaced. Their remaining life wasless than 100,000 hours.

7/29/2019 Session03 PET 03.Trableshooting
http://slidepdf.com/reader/full/session03-pet-03trableshooting 25/25
24
Copyright© Power Engineering and Training Services Co.,Inc. All rights reserved.
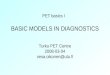
Comparison of steam oxidation scale between different
high-temperature materials
Source: Excerpts from http://www.hitachipowersystems.us/supportingdocs/forbus/hpsa/technical_papers/EP2003B.pdf , p-10, Fig. 9.
The higher steam temperature rises, the thicker the steam oxidation scale will grow.
Therefore, it is needed to develop such steel that oxidation scale can hardly grow. The
effective types of steel tubes are steel with high Cr content or steel with fine particles oninner surface, or shot blasted steel.
(FYI)
This figure shows the thickness of oxidation scale that grows when steel tubes have beenexposed to high-temperature steam for 1,000 hours. The steel tubes include those suchas 18Cr9Ni, 20Cr25Ni, and 25Cr20Ni with high chromium (Cr) content, as well as the
18Cr steel tubes with inner surface shot blasted.
The higher the temperature goes up, the thicker the oxidation scale will grow. For thissake, in the case of USC boiler with increased steam temperature, we need to be verycareful in selecting materials and designing boiler structure.
As for the 18Cr-9Ni tubes with low chromium (Cr) content, about 20μm oxidation scalecan be developed at the temperature of 600℃ (degrees Celsius). However, in the case of the 25Cr20Ni steel tubes with high chromium (Cr) content or the steel tubes with innersurface shot blasted, scale drops down considerably and only about 1μm scale isinitiated.