Embed Size (px)
Citation preview
Presence at Sheikh Baha’i Science
& Technology Park of Isfahan
Member of Research and Technology Network
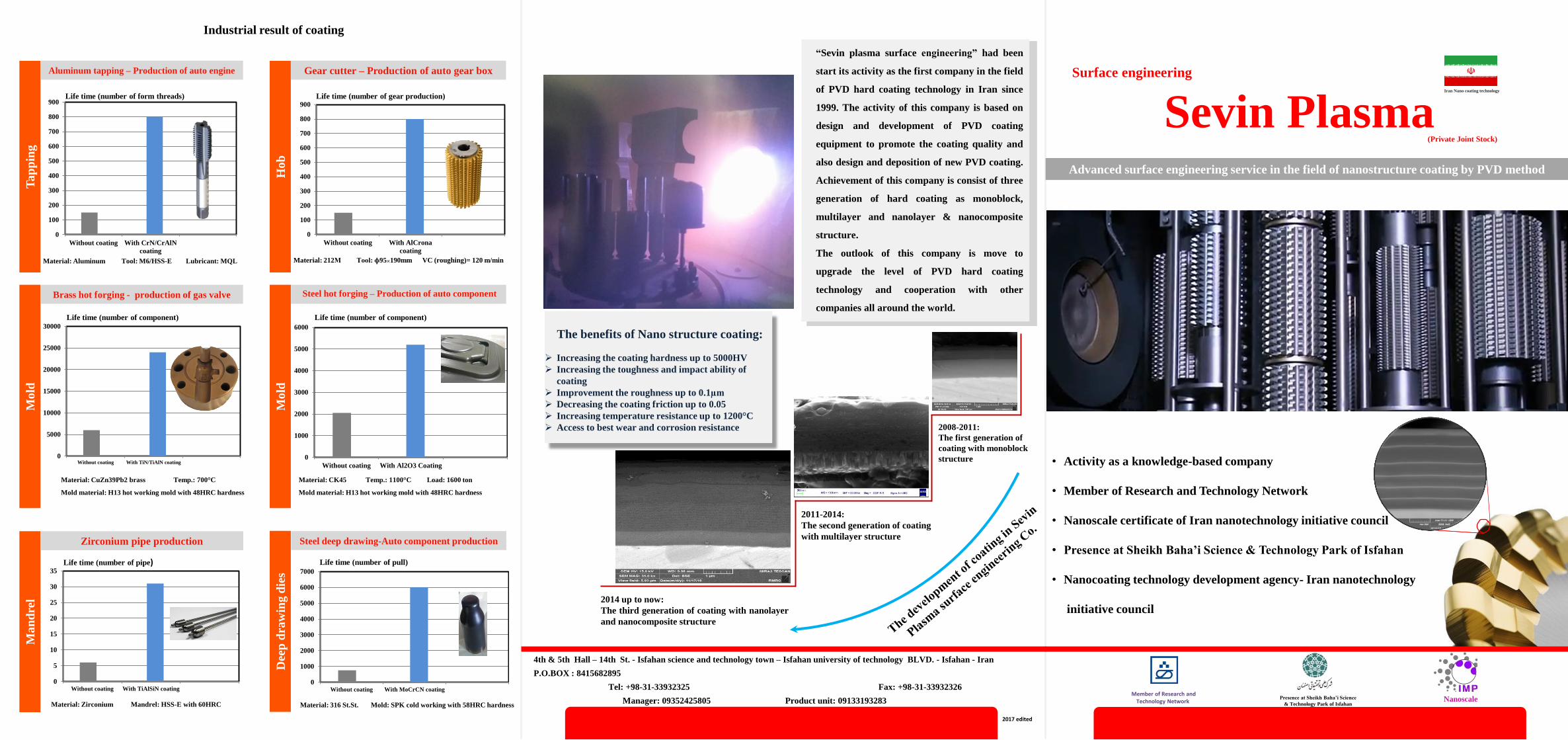
Life time (number of pipe) Life time (number of pull)
(Private Joint Stock)
Sevin Plasma
• Activity as a knowledge-based company
• Member of Research and Technology Network
• Nanoscale certificate of Iran nanotechnology initiative council
• Presence at Sheikh Baha’i Science & Technology Park of Isfahan
• Nanocoating technology development agency- Iran nanotechnology
initiative council
Surface engineering
Advanced surface engineering service in the field of nanostructure coating by PVD method
Nanoscale
“Sevin plasma surface engineering” had been
start its activity as the first company in the field
of PVD hard coating technology in Iran since
1999. The activity of this company is based on
design and development of PVD coating
equipment to promote the coating quality and
also design and deposition of new PVD coating.
Achievement of this company is consist of three
generation of hard coating as monoblock,
multilayer and nanolayer & nanocomposite
structure.
The outlook of this company is move to
upgrade the level of PVD hard coating
technology and cooperation with other
companies all around the world.
4th & 5th Hall – 14th St. - Isfahan science and technology town – Isfahan university of technology BLVD. - Isfahan - Iran
P.O.BOX : 8415682895
Tel: +98-31-33932325 Fax: +98-31-33932326
Manager: 09352425805 Product unit: 09133193283
Iran Nano coating technology
2017 edited
2008-2011:
The first generation of
coating with monoblock
structure
2011-2014:
The second generation of coating
with multilayer structure
2014 up to now:
The third generation of coating with nanolayer
and nanocomposite structure
0
100
200
300
400
500
600
700
800
900
Without coating With CrN/CrAlN
coating
0
100
200
300
400
500
600
700
800
900
Without coating With AlCrona
coating
0
1000
2000
3000
4000
5000
6000
Without coating With Al2O3 Coating
0
5000
10000
15000
20000
25000
30000
Without coating With TiN/TiAlN coating
Industrial result of coating
Life time (number of form threads)
Material: Aluminum Tool: M6/HSS-E Lubricant: MQL Material: 212M Tool: ɸ95×190mm VC (roughing)= 120 m/min
Mo
ld
Life time (number of component) Life time (number of component)
Material: CK45 Temp.: 1100°C Load: 1600 ton
Mold material: H13 hot working mold with 48HRC hardness
Material: CuZn39Pb2 brass Temp.: 700°C
Mold material: H13 hot working mold with 48HRC hardness
Brass hot forging - production of gas valve
Ta
pp
ing
Aluminum tapping – Production of auto engine
Ho
b
Gear cutter – Production of auto gear box
Mo
ld
Steel hot forging – Production of auto component
Life time (number of gear production)
0
5
10
15
20
25
30
35
Without coating With TiAlSiN coating0
1000
2000
3000
4000
5000
6000
7000
Without coating With MoCrCN coating
Ma
nd
rel
Zirconium pipe production
Dee
p d
raw
ing d
ies
Steel deep drawing-Auto component production
Material: 316 St.St. Mold: SPK cold working with 58HRC hardness Material: Zirconium Mandrel: HSS-E with 60HRC
The benefits of Nano structure coating:
Increasing the coating hardness up to 5000HV
Increasing the toughness and impact ability of
coating
Improvement the roughness up to 0.1µm
Decreasing the coating friction up to 0.05
Increasing temperature resistance up to 1200°C
Access to best wear and corrosion resistance

TiN TiCN CrN ZrN TiAlN
TiN-TiAlN TiN-CrN TiN-ZrN CrN-CrAlN
Up to 2011 2014 up to now
2011-2014
Multilayer coating :
Punch, Form, Fine
Plastic Injection
Cutter tools Deep drawing
Turbocompressor and turbine blade
Steel hot forging
Special application Gear cutter tool
Monoblock coating : Advance nanocomposite coatings designed based on industrial required:
Nano composite, Nano layer, Gradient, Diamond like
Die cast, Extrusion
Non-ferrous alloy hot forging















![Synthetic Resins, Surface Coating, Paints, Varnishes & Lacquers, …NIIR]_Books... · Synthetic Resins, Surface Coating, Paints, Varnishes & Lacquers, Gums, Adhesives & Sealants,](https://img.pdfslide.net/doc/110x75/61358c3d0ad5d2067647725b/synthetic-resins-surface-coating-paints-varnishes-lacquers-niirbooks.jpg)













