Embed Size (px)
Citation preview

August 2014 | ManufacturingEngineeringMedia.com 115
Gears are a somewhat unique product, said Alan
R. Finegan, director, marketing, Gleason Corp.
(Rochester, NY), however, “the processes used
to produce them are still metalworking process-
es. Changes in gear making are likely to mirror
those in the broader metalworking industry. Like
many industries, gear manufacturing is a very mature industry and
changes tend to be evolutionary rather than revolutionary.”
What revolution is taking place in gear making stems from the fact
gear making has its roots in metalworking. Thus not all companies
offering machines capable of making gears will be found in the Gear
Generating Pavilion at IMTS. A fair number will be found in the Metal
Cutting Pavilion. For the most part, these CNC machine tool compa-
nies are targeting job shops that are contracting to manufacture a
variety of parts and that may not need to do high-volume machining
of gears all the time.
Somewhat Unique, Always ChallengingAs the old saying goes, if top-notch gear making was easy, absolutely everyone would be doing it
IMTS Pavilion: Gear Generation

But, as Finegan said, gears are a somewhat unique
product. Those interested in dedicated high-volume production
of gears and/or gears that require additional pre- and post-
process operations should head to the North Building, where
the companies with that expertise—and traditional, special-
purpose gear making machines—are to be found.
“The trends driving innovation in the gear industry,” Finegan
said, “are … the customer’s need for higher quality, more flex-
ibility, lower costs, and, when investing in plant and equipment,
lower total cost of ownership (TCO). Innovations in processes,
equipment, tooling or software that do not address one or more
of these issues are probably not valued by the market.”
Incremental Advances
Going forward, he noted, “We expect that there will be in-
cremental advances in materials and coatings, metrology and
analysis, flexible and tool-less workholding, and automation.
There will be continued emphasis on designs and processes
for ever-quieter gear sets, including more and improved fine
finishing processes.
“Gleason’s mission has been and remains to be The Total
Gear Solutions Provider. As such, we provide solutions to our
customers that allow them to be better and more competitive
gear producers. This means that we provide not just pro-
cesses, machines and tools, but also the complete array of
aftermarket products, services, software and education in the
form of training and seminars.”
Such support is sought after by industries, such as energy,
that require highly specialized gears. For a look at gear mak-
ing for this industry, please visit http://tinyurl.com/gears4en-
ergy. Automakers also need this sort of support because they
have an additional need: to meet governmental fuel economy
standards. In addition, they need more gears to do so.
For example, Chrysler reports its new eight-speed automatic
transmission paired with its 5.7-l V8 weighs a mere 8 lb (3.6
kg) more than its five-speed predecessor but delivers 5% better
fuel economy. That’s a significant step on the way toward meet-
ing fast-approaching increases in federal requirements.
New Abrasives
Liebherr Gear Technology (Saline, MI) is a key supplier of
gear making equipment to the motorized vehicle industry. A
few of the trends it has noticed among its customers include
the growing importance of finish hobbing and chamfering of
tooth flanks and an increased desire for productivity in the
hard finishing of gears, particularly generating grinding. “With
gear grinding, we have seen new abrasives, such as 3M’s
Cubitron-II, become available that afford higher axial feed
rates, more parts per dressing, and low risk of grinder burn.
The results have been reduced cycle times and increased tool
life,” said Scott Yoders, Liebherr’s vice president of sales.
“From the machine tool point of view, these new gear
grinding abrasives require an extremely rigid design. In par-
ticular, the grinding head stiffness is of utmost importance in
order to really unlock the full potential of the abrasives. That is
what our LGG series of grinders were designed for.”
In addition, he said, the chip-to-chip times on the LGG’s
single worktable gear-grinding solution (down to 4 seconds)
116 ManufacturingEngineeringMedia.com | August 2014
IMTS Pavilion: Gear Generation
Liebherr will also demonstrate a robot bin picker at
its booth.

Maximum Performance Guaranteed
VERTICAL MACHINING:SAFE AND EFFICIENT
THE NEW EMAG VL-MACHINES
Work-piece-Ø max.
16 in Workpiece height
max. 12 in
Work-piece-Ø max.
12 in Workpiece height
max. 8 in
Work-piece-Ø max.
8 in Workpiece height
max. 8 in
Work-piece-Ø max.
4 in Workpiece height
max. 6 in
+ Machining of chucked parts = Standardized machine platform
+ Small footprint = Reduced fl oor space cost
+ Integrated automation = No additional cost
+ Simple workpiece conveyor & interlinking = Flexibility and lower automation costs
+ Short travel distances = Minimal idle time, high performance
+ Operator friendly = Quick set-up, change-over
+ Standardized parts strategy = Low maintenance costs
+ High energy effi ciency = Reduced energy costs
Booth N-6846
INTERNATIONAL MANUFACTURING TECHNOLOGY SHOW
September 8 - 13, 2014 | McCormick Place | Chicago
VISIT US AT:
August 2014 | ManufacturingEngineeringMedia.com 117
yield the highest levels of productivity for high-volume gear
grinding applications. With a single worktable, not only do
customers need to invest in less workholding tooling, but
managing machine offsets and workpiece quality (Cpk) be-
comes less complicated with a single
stream of variation, purely from a
statistical point of view. Other trends to
look for in gear manufacturing at IMTS,
he noted, include increasing levels of
automation for the gear production
process from low to high volumes, and
integrated chamfering methods for tooth
flanks, which can be done in parallel to
the hobbing process. ChamferCut, pio-
neered by Liebherr in 2005, can now be
done in parallel to the hobbing process
on the LC 180 CC machine.
“With this series of space-saving
machines,” Yoders said, “vehicle
manufacturers can develop a complete
production line, in which all gearing
components for a passenger vehicle
transmission can be ground: planetary
and sun gears, bore-type gears, as well
as drive and pinion shafts.“
A Systematic Approach
EMAG LLC (Farmington Hills, MI)
will be celebrating 20 years in the US
during IMTS. The member of the EMAG
Group is no stranger to a systematic
approach to gear making. Its multi-
process machining line nicknamed
the gear factory has been around for
a while now. (For more details, please
visit http://tinyurl.com/gearfactory.) In
Chicago the company will display mul-
tiple machines from its new modular
standard VL and VT product families.
These offer a systematic approach that
enables manufacturing process, with
different operations offered on the same
platform, allowing for easy interlinking
and eliminating any great capital invest-
ment for automation.
The VL vertical pick-up lathe series is capable of machin-
ing a wide range of chucked components. Small gearwheels,
planetary gears, sun gears, sliding sleeves, synchronizer
rings or flanged components, for example, can be machined

with great efficiency. The VL 2 machines workpieces with a
maximum diameter of 4" (102 mm) and a length up to 6"
(152 mm). Increasing in size, the VL 4, VL 6 and VL 8 offer
a number of different turning and milling operations within
the framework of a single closed-loop production process.
Specially designed to handle large components, the largest,
the VL 8, is well suited for commercial vehicle production,
with the ability to handle workpieces up to 16" (406 mm) in
diameter and 12" (305-mm) long.
The VT-Series for machining large quantities of shaft com-
ponents employs the same modular concept. With four axes,
a self-loading turret and integrated automation, the VT 2-4
machines shafts with a max diameter of 2.5" (63.5 mm) and
16" long. Spindle speeds of up to 6000 rpm achieve extremely
short cycle times as the shaft is clamped vertically between
work spindle and tailstock and machined from two sides. The
vertical alignment of the workpiece ensures process integrity,
where the unhindered chip flow prevents the build-up of chip
nests in the machining area.
Looking at the Big Picture
David Goodfellow, president of Star SU LLC (Hoffman
Estates, IL), said his customers also take a big-picture view
of gear making: “Larger customers want a fully integrated sup-
plier who can provide machine tool and cutting tool design,
tryout, automation, reconditioning of tools and technical sup-
port of the full process.”
The company’s vice president of Sales–Cutting Tools, Tom
Bell, delved into some of the details of these areas.
“Longer tool life, more parts per regrind,” he said, “are a
constant topic from large OEMs, particularly in automotive.
The advancement in substrate material—steels and carbide
types—and coatings have impacted tool performances the
greatest,” he said. “This ultimately gives end-users better
performing and longer lasting tooling.”
Bell also noted that tool simulation to better predict cutting
tool behavior has been of great benefit in gear making.
In addition, Bell said, the end users desire for quietness
and “the goal to maximize power transfer from gearing have
led to more sophisticated tolerances” even as “faster cycle
times are required by gearmakers.”
Bell said Star SU’s focus at IMTS will be on advanced
material for high performance hobbing, the G250 Vertical
Gear Grinder, as well as its national channel partnership with
Sandvik Coromant for gear milling tools.
In addition, Star SU, will be displaying its new larger port-
folio based on its newly extended partnership with FFG Werke
GmbH, a German machine tool manufacturer. The Star SU
portfolio now also covers VDF Boehringer and Hessapp turn-
ing machines as well as Hüller Hille machining centers and
Witzig & Frank multiway, multispindle machines. ME
—James D. Sawyer
Single-Table Gear Grinding MachineWith a one-table design and a new-design grinding head, the LGG 180 and LGG 280 noticeably reduce grinding times for twist-free profile and generating grinding. The machines are designed to deliver consistent large-scale high-production quality in automotive applications, including conical gearing. The advantage to the one-table solution is higher qual-ity throughout the entire production. There is one clamp-ing fixture, one geometry. Every ma-chined part is manu-factured under the same conditions for the highest repro-ducibility. The one-table approach pro-vides the statistical
118 ManufacturingEngineeringMedia.com | August 2014
IMTS Pavilion: Gear Generation
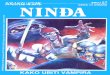
A modular gear manufacturing system can be created
by using (from left) two EMAG VL 2s, a VLC 200 H and a
VLC 100 D.
“From the machine tool point of view, these new gear grinding abrasives require an
extremely rigid design.”

Random Bin Picking Automation
With image recognition software, a robot, and a sophisticated handling strategy, the Liebherr solution picks up parts from
a container, and then accurately positions them
onto fixtures, production lines, or assembly lines.
The potential for productivity and efficiency improvements is huge.
It’s the ultimate industrial challenge. See the solution at Liebherr, IMTS Booth N-6930.
Visit us at Booth N-6930
September 8-13, 2014
The basis for production efficiency.Made in Germany.
Our PHS can improve your machine utilization and enable lights-out operation
� Machining fixtured parts in a single setup?� Batches and volumes vary?� Need flexibility to mix parts or introduce new parts?� Need an automation solution for a variety of machine tools of different
make, new or used?
� Complete flexibility in hardware and software� Three platforms, payloads 500 - 6500 kg� Front access for manual operation� Retrofit? No problem!
The Group
Liebherr Automation Systems Co.1465 Woodland DriveSaline, Michigan 48176-1259Phone.: +1 734 429 7225E-mail: [email protected]
014-502_005_LVT_008_PHS1500_USA_GB_außerhalbMP.indd 1 30.04.13 12:10
Pallet Handling and Storage-System PHS – The flexible automation for machining centers
Liebherr Automation Systems Co.1465 Woodland DriveSaline, Michigan 48176-1259Phone.: +1 734 429 7225E-mail: [email protected]
August 2014 | ManufacturingEngineeringMedia.com 119
capability and reliability in continuously producing controlled µm-range finish quality for gear noise optimization. The new grinding head allows for rotation speeds up to 10,000 rpm and has spindle power of 35 kW. The machines can exploit the considerable potential of the innova-tive 3M abrasive Cubitron II. Changing the grinding arbor with the HSK-C 100 toolholder is a fast and simple process. Also available is a second grinding head for featuring a small worm diameter for collision-critical parts.Liebherr Gear Technology Inc.Ph: 734-429-7225Web site: www.liebherr-us.com
Gaging Probe for Gear GrindingNew G25 gaging probe for contact scanning for pre- and post-process cycles on gear grinders and machining centers resembles a touch probe, but it is actually a gage with the ability to do both part surface scanning and perform
touch functions for part positioning and measurement. The compact device was developed to gage parts still fixtured in the machine in case reworking is required. When used for gear grinding, the G25 identifies the part location and tooth spacing for purposes of aligning the part with the grinding wheel prior to grinding. The same device is then used to scan the profile of the finished part in a continuous cycle. Marposs Corp.Ph: 888-627-7677E-mail: [email protected] site: www.marposs.com
Gear Grinding MachineThe ZP 12 marries the best of the ZE and ZP series machines to offer a compact yet highly productive solution at a reason-able price. The new Kapp Niles ZP 12 provides the range to

grind any gear diameter up to 1250 mm with a fully dressed grinding wheel. The direct-drive tool spindle has increased power, and the dual dressers shorten dress-ing time. Hob cutters and worms can now be ground and measured on this machine. The intuitive software is enhanced to speed the setup and opti-mize stock removal.Kapp Technologies LPPh: 303-447-1130E-mail: [email protected] site: www.kapp-usa.com
Vertical Hobbing MachineThe VLC 200 H vertical gear hobbing machine is a compact vertical unit with a small footprint characterized by short trans-
port distances and fast operation. It is designed for wheel-shaped workpieces with a diameter up to 200 mm and module 4. Its inte-grated automation system, using a pick-up spindle, ensures short idle times and reduced cost–per-piece. The VLC 200 H is well-suited for integration into manufacturing systems, including one using a
directed part flow or one using a revolving automation system. Optional probes can be installed for positioning tasks or post-process measurements.EMAG LLCPh: 248-477-7440Web site: www.emag.com
Continuous Generating Gear GrindingRZ260 features Reishauer’s unique continuous generating gear grinding and is based on the RZ150 series. The RZ260 is larger than the RZ150 and all relevant components have been adapted to handle higher loads and forces that occur when grinding larger gears. Gears with an outside diameter of 260 mm and modules up to 5 mm can be ground on the RZ260. An important focus in the design of the machine concept was adaptability to the different production require-ments of customers. The machine can be fitted with one or two workspindles. The version with two workspindles is used
to minimize loading times. When invest-ment and tooling costs must be mini-mized and/or the workpiece handling times are not criti-cal, the RZ260 with a single workspindle might be a more suitable choice.Reishauer Corp.Ph: 847-888-3828Web site: www.reishauer-us.com
Gear Measurement MachinesAll axes in WGT measuring gear are made from natural South African Impala granite, guaranteeing excellent thermal behav-ior. Air bearings on all linear axes ensure smooth running and high-accuracy performance with no mechanical wear over the life of the machine. WGT measuring gear models feature stan-dard fully-counterbalanced tailstock to support longer gears, tools and shafts with parts easily loaded due to its ergonomic design. All WGT systems measure gear to VDI/VDE 2612/2613 Group I (DIN 1 to 4) accuracy levels.Wenzel Gear America Ltd.Ph: 248-295-4300E-mail: [email protected] site: www.wenzelamerica.com
Vertical Gear Grinding MachineSamputensili developed the G 250 to meet the demanding requirements of the automo-tive market. The G 250 is a generating and profile grinding machine de-signed for cylindrical gears with a maximum outside diameter of 250 mm and shafts with lengths up to 550 mm. By means of a dual workspindle arrangement, loading and unloading of a workpiece is carried out in masked time, while at the same time the manufacturing process proceeds on another
120 ManufacturingEngineeringMedia.com | August 2014
IMTS Pavilion: Gear Generation

workpiece. Unlike other applications, the gear meshing is con-veniently carried out directly in the grinding position for better accuracy and minimum changeover time.Star SU LLCPh: 847-649-1450Web site: www.star-su.com
Gearmaking FamilyFamily of gearmaking machines—grind-ing, milling, turning centers and more—as well as parts washers and laser machines will be on display. Brands
represented include Rosnik, Arnold, Wera, Pittler, WMZ and Praewema.German Machine Tools of AmericaPh: 734-793-7800E-mail: [email protected] site: www.gmtamerica.com
Modular Honing MachineThe new lifehone honng machine features a modular design that includes inner column construction for optimized accessibility. The rotary table is placed around the inner column to provide quick access to the process stations, a good overview and quick and easy changeover. Alternatively equipped with a six- or eight-sided inner column the lifehone can hold up to seven honing spindles, which allow short cycle times and multistep processes. Pre- and post- gaging stations are fixed on the opposite side to optimize interior space. The compact design also provides a small footprint. The Gehring Operator Panel can travel around the machine in order
to be easily visible from any location.Gehringer LPPh: 888-923-9760Web site: http://www.gehring.de/en/international-locations/usa/
Non-Contact? 3D Imaging? CT Scanning?
Solved. XO55 with Phoenix II, exaCT XS & CORE DSWenzel America Booth E-5698
Gear Metrology?
Solved. Wenzel’s Newest WGT400 Liebherr Booth N-6930
Intrinsically Accurate CMMs + The Best Sensors?
Solved. LH Generation with REVO Renishaw Booth E-5510
Wenzel America, Ltd. 28700 Beck Rd. Wixom, Michigan 48393Phone 248.295.4300 • www.wenzelamerica.com
To learn more, scan the QR code or visit our website at:www.wenzelamerica.com
August 2014 | ManufacturingEngineeringMedia.com 121
See us at Booth #E-5698 & #N-6918