Embed Size (px)
Citation preview
![Page 1: SPIE Proceedings [SPIE SPIE Advanced Lithography - San Jose, California, USA (Sunday 24 February 2013)] Metrology, Inspection, and Process Control for Microlithography XXVII - Introduction](https://reader036.pdfslide.net/reader036/viewer/2022080407/575095e21a28abbf6bc5bb21/html5/thumbnails/1.jpg)
Introduction of a High Throughput SPM for Defect Inspection and Process Control
H. Sadeghian*, N.B. Koster, T.C. van den Dool
Netherlands Organization for Scientific Applied Research, TNO Stieltjesweg 1, 2628 CK, Delft, the Netherlands
ABSTRACT
The main driver for Semiconductor and Bio-MEMS industries is decreasing the feature size, moving from the current state-of-the-art at 22 nm towards 10 nm node. Consequently smaller defects and particles become problematic due to size and number, thus inspecting and characterizing them are very challenging. Existing industrial metrology and inspection methods cannot fulfil the requirements for these smaller features. Scanning probe Microscopy (SPM) has the distinct advantage of being able to discern the atomic structure of the substrate. It can image the 3D topography, but also a variety of material, mechanical and chemical properties. Therefore SPM has been suggested as one of the technologies that can fulfil the future requirements in terms of resolution and accuracy, while being capable of resolving 3D futures. However, the throughput of the current state-of-the-art SPMs are extremely low, as compared to the high-volume manufacturing requirements. This paper presents the development of an architecture[1] for a fully automated high throughput SPM, which can meet the requirements of future process metrology and inspection for 450 mm wafers. The targeted specifications of the concept are 1) inspecting more than 20 sites per wafer, 2) each site with dimension of about 10 × 10 µm2 (scalable to 100 × 100 µm2) and 3) with a throughput of more than 7 wafers per hour, or 70 wafers per hour with a coarse/fine scanning approach. The progress of the high throughput SPM development is discussed and the base-line design of the critical sub-modules and the research issues are presented. Keywords: Defects inspection, Process control, High throughput scanning probe microscopy, Atomic force microscopy, Metrology, 450 mm wafer
1. INTRODUCTION According to the ITRS roadmap[2] metrology requirements for 1X node fabrication, measurements of defects with size of less than 10 nm is required and recognized as one of the challenges for blank and patterned wafers and masks. These metrology requirements are not yet being met appropriately by existing techniques, since they are already performing at the edge of their performance. For CD measurements the use of Helium Ion Microscopy (HIM) has been suggested and shown as being feasible[3] as a follow up for CD SEM measurements because of the smaller probe size and numerical aperture of the ion beam. Although these techniques show potential it has one major fundamental drawback for other metrology needs in the fab namely throughput.
Scanning probe microscopes (SPM) among others has been suggested as one of the technologies that can fulfill the further metrology and inspection requirements, because it has the distinct advantage of being able to discern in 3D the atomic structure of the substrate. However, the throughput of the current state-of-the-art SPMs are extremely low, as compared to the high-volume manufacturing requirements. Recent developments on high speed SPM technology claimed that the throughput has been pushed from a few defects per hour measurements to about 100 defects per hour[4], though this is still below the requirements of the ITRS roadmap. In this paper, the development of a high throughput SPM which can meet and exceed the ITRS requirements is presented. Throughput enhancement of SPMs has been recently achieved via increasing the speed at which the probe can be scanned over the surface. In constant force imaging, the speed is mainly limited by the speed of the feedback system which is limited by the resonance of the actuators. Developments of parallel operations with arrays of tips[5] led to increase of the SPM throughput, which is directly proportional to the number of probes in an array. However, there are limitations in terms of integration of sensors and actuators, reliability and life-time of the probes. Instead of making a parallel array based SPM, we developed an architecture[1] which enables simultaneous operation of many miniaturized SPM heads on a relatively large sample, such as wafer or mask (Figure 1).
*[email protected]; phone +31 888664355
Metrology, Inspection, and Process Control for Microlithography XXVII, edited by Alexander Starikov, Proc. of SPIE Vol. 8681, 868127 · © 2013 SPIE · CCC code: 0277-786X/13/$18 · doi: 10.1117/12.2019389
Proc. of SPIE Vol. 8681 868127-1
Downloaded From: http://proceedings.spiedigitallibrary.org/ on 10/30/2013 Terms of Use: http://spiedl.org/terms
![Page 2: SPIE Proceedings [SPIE SPIE Advanced Lithography - San Jose, California, USA (Sunday 24 February 2013)] Metrology, Inspection, and Process Control for Microlithography XXVII - Introduction](https://reader036.pdfslide.net/reader036/viewer/2022080407/575095e21a28abbf6bc5bb21/html5/thumbnails/2.jpg)
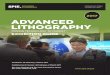
Figure 1. Overview of the high throughput parallel SPM system[1]. Left: complete machine with wafer handler and conditioning unit at the backside and scanning unit in the front, mounted on 4 vibration isolation systems. Right: detail with wafer stage in the middle, up to 2x50 arms on two sides of the wafer stage, each capable of moving a SPM scan head on to the wafer. Three wafer alignment/calibration units in the front are also shown.
The concept has been designed based on the requirements for defects inspection and review applications, but it can also be implemented for other process control and metrology applications. It consists of two critical sub-systems; a parallel positioning mechatronics system and miniaturized SPM heads. The current state of the art SPM heads were modified to become sufficiently small, simpler in terms of the architecture and increasing the bandwidth of their feedback system. The positioning system is capable of fast and accurate positioning of the SPM heads in targeted locations, and keeping the scan head stationary during the scanning operation.
Because this is a completely new development we had to focus our attention to the metrology application with the highest potential for SPM technology, which also fits in our roadmap for the development of the tool. Based on the ITRS roadmap we have decided to focus on defect review for blank wafers, this choice was confirmed by several IDM’s leaders in personal communication. Besides the requirements for defect review below 10 nm there is an additional need for the capability of handling 450 mm wafers. This is because the introduction of the 1X nm node will coincide with high volume usage of 450 mm wafers.
2. SYSTEM REQUIREMENTS Based on the roadmap for defect review we have come to the requirements for the tool as shown in table 1. We aim for an introduction in the high volume market in 2017 and a node of <14 nm as for this no solutions are available. SPM technology is already in use in semiconductor manufacturing but not for in-line inspection due to the throughput constraints.
In the following chapters we describe the basic system concept and we go into more detail on a number of sub-systems. We describe the calculated performance parameters and compare with the original system requirements.
Table 1. Basic system requirements for present defect review and future (2017) equipment.
Requirement present 2017 unit Commentnode 22 <14 nm Throughput 2 >7 w/h 450 mm wafer equivalentsites N/A 20 /wafer Or >140 sites per hourSite dimension N/A 10×10 µm2 Present dimension is variable due to zoom capability Scan resolution 2 1 nm In lateral (x,y) directions
Proc. of SPIE Vol. 8681 868127-2
Downloaded From: http://proceedings.spiedigitallibrary.org/ on 10/30/2013 Terms of Use: http://spiedl.org/terms
![Page 3: SPIE Proceedings [SPIE SPIE Advanced Lithography - San Jose, California, USA (Sunday 24 February 2013)] Metrology, Inspection, and Process Control for Microlithography XXVII - Introduction](https://reader036.pdfslide.net/reader036/viewer/2022080407/575095e21a28abbf6bc5bb21/html5/thumbnails/3.jpg)
3. HIGH THROUGHPUT SPM ARCHITECTURE From the requirements listed in table 1 above it follows that in 2017 each site on a wafer has to be scanned with 104 sample points in each direction (which is equal to 10 µm / 1 nm), this results in 104 x 104 = 108 points per site. For 20 sites per wafer and 7 wafers per hour this will give 14·109 sample points per hour (20 sites x 7 wafers x 108 points/site). A single high-speed SPM cantilever system can approximately have a sampling frequency in the order of 100 kHz, or 0.36·109 samples/hour. Clearly a single SPM cannot fulfill the requirements. It follows that at least 14·109/0.36·109 ~40 parallel SPM systems are needed to fulfill the throughput requirements with sufficient resolution on the full surface of all sites. Time for loading, positioning and unloading wafers reduces the throughput as well. The proposed solution is an architecture with 50 SPM heads in parallel.
There are several options to implement parallel SPM systems. It would for instance be tempting to combine several standard SPM systems to operate on a single wafer simultaneously. But such standard SPM systems are currently too big to fit on a single 450mm wafer surface, have limited flexibility in functionality/operation and are costly. It might be possible to miniaturize the SPM systems. However, combining x, y, and z scanning functionality in each head would make it difficult to reach the required high speed 100 kHz sampling frequency. Also each SPM would need a separate, high accuracy x,y-scanner and associated metrology for each head, which would make the system expensive, with high complexity.
So we opted for a design in which the SPM heads are simplified as much as possible with their main functionality being achieving a high sampling frequency of 100 kHz with high z-resolution. All the SPM heads will be stationary relative to each other in x,y-position. The wafer will be on a customized stage that carries out the x,y-scanning. This way all SPM heads will scan in a similar pattern, each on its particular site on the wafer. The wafer stage can be relative simple because it only has to scan an area of 10×10 µm2 with low speed, it only needs to have sufficient resolution (<1 nm) and only one metrology system is required.
Completely fixed x,y-positions of the SPM heads would highly limit the flexibility. Therefore the SPM heads can individually be positioned onto the wafer prior to the wafer scanning. To keep the design simple, each SPM head can only be positioned on a part (strip) of the wafer by means of an arm with a large stroke in one direction and a small stroke in the other direction. This way a set of parallel SPM heads can cover the full wafer and they can be moved onto and off the wafer to enable loading and unloading of the wafer (see Figure 2). Note that no two sites to be scanned simultaneously can be on a single strip. This limitation is considered acceptable in practice.
It was decided to implement 50 parallel SPM heads, 25 from opposite sides of the wafer. This results in a maximum width of each SPM head (including arm) of 18 mm. It requires designing a special miniaturized SPM head because existing SPM systems have a larger width. Each SPM head can be positioned with its respective arm on a strip of 18 mm × 225 mm (half of the wafer diameter).
Note that a system of 50 parallel arms enables scanning the full surface of 50 sites per wafer at 3 wafers per hour with a resolution of 1 nm, also allowing some time for wafer loading and calibration functions. So the throughput would be 150 sites per hour. Another, faster mode can be used if inspection is only needed of small particles on these sites. In that case it is possible to start with a coarse scan of the 10x10 um2 sites at, say, 5 nm resolution. After finding the particle(s) the heads can be repositioned to scan a smaller area, say 2×2 um2, to be fine scanned at 1 nm resolution. This way the gain in time, and thus throughput, can be an order of magnitude; to more than 30 wafers or 1500 sites per hour. This is the anticipated baseline use-mode of this system.
Proc. of SPIE Vol. 8681 868127-3
Downloaded From: http://proceedings.spiedigitallibrary.org/ on 10/30/2013 Terms of Use: http://spiedl.org/terms
![Page 4: SPIE Proceedings [SPIE SPIE Advanced Lithography - San Jose, California, USA (Sunday 24 February 2013)] Metrology, Inspection, and Process Control for Microlithography XXVII - Introduction](https://reader036.pdfslide.net/reader036/viewer/2022080407/575095e21a28abbf6bc5bb21/html5/thumbnails/4.jpg)
Scanned afta
Scanned prole head
Maving arm
Calibration/tip replacement
W. Stage
450mm
IIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIII
Frame
1
Positioning system
II
AlignerScan head
é-- Wafer loader
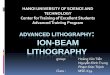
Figure 2. Many parallel SPM heads enable full wafer coverage at high throughput. Each of the SPM heads is at the end of an positioning unit that enables moving each SPM head to a 10×10 µm site to be scanned. After positioning the heads are fixed and the wafer stage carries out the 10×10 µm scan for all sites simultaneously. Only 12 arms are shown but the baseline design has 50 (2×25) SPM heads on as many arms.
To prevent contamination of the wafer with particles, the system will be realized upside-down, that is, with the probes of the SPM heads looking upward to the wafer surface, which is facing downward. By doing so, particles that are generated in the tool will not fall onto the wafer, see Figure 3. Although wafers are placed face up in the FOUP, the required flip of the wafer during loading/unloading is not considered a problem as wafer flipper equipment is commercially available.
Figure 3. Architecture of SPM defects inspection showing SPM scan-heads, parallel positioning system, alignment system and wafer stage.
Proc. of SPIE Vol. 8681 868127-4
Downloaded From: http://proceedings.spiedigitallibrary.org/ on 10/30/2013 Terms of Use: http://spiedl.org/terms
![Page 5: SPIE Proceedings [SPIE SPIE Advanced Lithography - San Jose, California, USA (Sunday 24 February 2013)] Metrology, Inspection, and Process Control for Microlithography XXVII - Introduction](https://reader036.pdfslide.net/reader036/viewer/2022080407/575095e21a28abbf6bc5bb21/html5/thumbnails/5.jpg)
Z scanner
Coarse approach
Position sensor
PSD
The complete high-throughput parallel SPM scanner system has the following functions and accompanying sub-systems:
1. SPM heads including probe z-actuation and –readout.
2. SPM head positioning units including actuators and metrology.
3. SPM probe exchange unit.
4. Wafer stage with wafer clamp and scanning system (x,y-actuators and metrology).
5. Wafer handler for aligning, loading and unloading the wafer onto the wafer stage.
6. Calibration facilities and environmental conditioning.
7. Electronics and software for machine control, data-acquisition, post-processing, and visualization.
Sub-systems 1 to 6 will be elaborated subsequently below. Electronics and software will largely determine usability of the final tool but in this phase of the development it is not considered critical.
3.1 Miniaturized SPM heads
Each miniaturized SPM head[1] used in this system is developed for large samples and consists of three main parts (see Figure 4):
1. The optical beam deflection (OBD) module which measures the cantilever motion with low noise, low drift at high speed (the details can be found elsewhere[6]).
2. The z-scanner which controls the scanning motion of the tip and includes the circuits for the deflection signal. 3. Coarse approach stage with actuator and sensor.
The main challenge was to develop a sufficient small (18mm wide) SPM head that still has enough performance (speed, resolution and accuracy) and can be positioned to inspect any position on the wafer. The developed OBD has sufficient resolution to enable the use of very small cantilevers needed for high speed. Since the z-scanner is scanned at a much higher frequency than the lateral wafer scanner, a large impulsive force to the supporting mechanism is applied and results in unwanted vibrations of the z-scanner. Therefore, a counter mass balance has been used to eliminate the impulsive force and minimize the vibrations.
Figure 4. Schematic illustration of SPM miniaturized scan head.
3.2 SPM head positioning system
The positioning system[1] performs the following functions; it positions each SPM head to a pre-defined location (x, y axis) on a 450 mm wafer using a defect location map provided from either a prior wafer inspection tool or defined by the user. It also measures and captures the position (x, y axis) of each SPM head with encoders looking at a 2-dimensional grid plate. During approach of the wafer and during scanning it keeps the scan heads stationary. Finally it retracts the scan heads from the scanning areas to a home position. The positioning system consists of (see Figure 5): three main actuators for x, y, and z positioning of SPM scan heads, a parallel metrology system to measure the location of each scan
Proc. of SPIE Vol. 8681 868127-5
Downloaded From: http://proceedings.spiedigitallibrary.org/ on 10/30/2013 Terms of Use: http://spiedl.org/terms
![Page 6: SPIE Proceedings [SPIE SPIE Advanced Lithography - San Jose, California, USA (Sunday 24 February 2013)] Metrology, Inspection, and Process Control for Microlithography XXVII - Introduction](https://reader036.pdfslide.net/reader036/viewer/2022080407/575095e21a28abbf6bc5bb21/html5/thumbnails/6.jpg)
Linear guide
Exchange head(2x)
Linear motor
Long stroke actuator 2D encoder grid
head, and the mechanical frame, named arm. The positioning system covers the full area of the wafer with up to 50 arms from two sides of the wafer. The long stroke of the arm is about 300 mm to cover from the edge to the middle of the wafer, and the short stroke of the arm is ±19 mm in a direction perpendicular to the long stroke. The metrology of the positioning system is done via grid plate and encoder systems[7]. Each arm has encoder head to measure the lateral position of each scan head with sufficient accuracy.
Figure 5. Schematic illustration of the SPM head positioning system, consisting of parallel moving arms with three actuators, and a metrology system (2D grid plate with encoders on each SPM head).
3.3 SPM probe exchange unit
The system also includes an automatic probe exchange unit to automatically exchange the probes. This is needed because cantilevers have a limited life-time (especially for patterned wafers) and in a system with 50 cantilevers the time required to replace them manually would be detrimental to the usefulness of such a system. Moreover, the cantilever alignment relative to the OBD unit and the position relative to the wafer are calibrated automatically. The unit can be adapted for both magnetic and vacuum based probe exchange techniques. A schematic illustration of the exchange unit is shown in Figure 6. There are two probe exchange units, one at each side of the wafer, above the parking position of the SPM heads. So one probe exchange unit serves up to 25 SPM heads. Therefore the probe exchange units are put on a linear stage which moves the probe exchange unit to the SPM head that needs replacement. This can be done while the wafer is exchanged so that little time is lost.
Figure 6. Schematic illustration of automatic exchange unit.
Proc. of SPIE Vol. 8681 868127-6
Downloaded From: http://proceedings.spiedigitallibrary.org/ on 10/30/2013 Terms of Use: http://spiedl.org/terms
![Page 7: SPIE Proceedings [SPIE SPIE Advanced Lithography - San Jose, California, USA (Sunday 24 February 2013)] Metrology, Inspection, and Process Control for Microlithography XXVII - Introduction](https://reader036.pdfslide.net/reader036/viewer/2022080407/575095e21a28abbf6bc5bb21/html5/thumbnails/7.jpg)
Wafer stage + chuckStable bottom plate for scan heads
3.4 Wafer stage
Most wafer stages used in industry have a large stroke and often are also high speed, therefore requiring complex mechanics and control to obtain nanometer accuracy over a large frequency band-width. Often air bearings are the baseline for such stages. In our parallel SPM tool we need a stroke of less than 50 µm (possible extension to above 100 µm) and a speed lower than 1 mm/s with a band-width below 50 Hz.
We have implemented this with mechanical elastic flexures. They are passive with high stiffness predictable behavior and no added noise or vibrations. Figure 7 shows a CAD drawing of the design. The wafer chuck is surrounded by a frame and the SPM heads are landing on the bottom plate after positioning with the parallel moving system. This way the SPM heads are fixed with high stiffness relative to the wafer during x,y-scanning.
The wafer stage is positioned with voice coil actuators operating in closed loop control with capacitive sensors.
Figure 7. A CAD design of the real implementation . The wafer stage needs only 50 µm stroke in x and y direction and can therefore be implemented with flexures.
3.5 Wafer handler
The wafer handling system performs the loading of the wafer from FOUPs to the wafer stage and unloading of the wafer from wafer stage to the FOUPs. Also the wafer handler will perform the required flip of the wafer after unloading from the FOUP. Moreover, the wafer handling system includes the pre-alignment of the wafer to find the notch of the wafer (in case of a bare wafer). It detects the position of the wafer via the wafer geometry: center, edges, and notch of the wafer. Finally, in order to minimize the temperature gradient from the wafer in the FOUP to the wafer clamp, the pre-aligner stabilizes the temperature of the wafer. Figure 1 gives an overview of the complete parallel SPM system.
3.6 Calibration facilities and environmental conditioning
The system is capable of automatic calibrations for location of probes with reference points and reference patterns, and the mechanical calibration of probes for nano-mechanical measurements. The complete SPM system will be placed in a temperature and humidity controlled enclosure. Within this enclosure a laminar air flow is created from top to bottom with ULPA filters in the top. Exhaust air leaves the system at the bottom and can either enter into the fab cleanroom or have a separate ducting to remove heat and particles to a separate exhaust. If heat producing or particle producing equipment is needed inside the SPM system these will be placed below the wafer area to prevent contamination of the wafer. A vibration isolation system will be added to reduce the effect of fab-floor vibrations on the tool.
Proc. of SPIE Vol. 8681 868127-7
Downloaded From: http://proceedings.spiedigitallibrary.org/ on 10/30/2013 Terms of Use: http://spiedl.org/terms
![Page 8: SPIE Proceedings [SPIE SPIE Advanced Lithography - San Jose, California, USA (Sunday 24 February 2013)] Metrology, Inspection, and Process Control for Microlithography XXVII - Introduction](https://reader036.pdfslide.net/reader036/viewer/2022080407/575095e21a28abbf6bc5bb21/html5/thumbnails/8.jpg)
4. CONCLUSION In this paper we have sketched an outlook on how we envision a high throughput SPM defect review system. Using system architecture tools the system was broken down into sub systems and every sub system is described and judged on their feasibility for use in high throughput SPM. We have indicated that such a system is feasible and should be capable of fulfilling and exceeding the needs with respect to defect review and other inspection techniques that the semiconductor industry will have in the near future. For defect review the ITRS 2017 target of 140 sites of 10x10 um2 per hour will be met, and even exceeded by an order of magnitude (1500 sites/hour) if a coarse/fine scanning scheme is used. It is our intention to continue the design and development process. Especially the miniaturized SPM heads, the positioning system, the wafer stage and calibration facility need special attention in order to be ready in due time.
REFERENCES
[1] Patent application EP12174204, (European patents are being made publicly available 18 months after filing). [2] ITRS roadmap; http://www.itrs.org [3] Maas, D.J. et al, “Nano engineering with a focused ion beam”, MRS spring meeting 2011, MRS PROC.1354.
MRSS11-1354-II03-03, (2011). [4] Shuiqing Hu ; Lars Mininni ; Yan Hu ; Natalia Erina ; Johannes Kindt ; Chanmin Su, High-speed atomic force
microscopy and peak force tapping control, Proc. SPIE 8324, Metrology, Inspection, and Process Control for Microlithography XXVI, 83241O, 2012.
[5] Favre M, Polesel-Maris J, Overstolz T, Niedermann P, Dasen S, Gruener G, Ischer R, Vettiger P, Liley M, Heinzelmann H, Meister A., Parallel AFM imaging and force spectroscopy using two-dimensional probe arrays for applications in cell biology, J Mol Recognit. 2011,24(3):446-52.
[6] H.Sadeghian, N.B.Koster, T.C. van den Dool. R.Henselmans, Systematic characterization of thermo-mechanical behaviour with optical beam deflection method, submitted to Measurement (Journal of the International Measurement Confederation; IMEKO).
[7] Patent application EP12175458.4, (European patents are being made publicly available 18 months after filing).
Proc. of SPIE Vol. 8681 868127-8
Downloaded From: http://proceedings.spiedigitallibrary.org/ on 10/30/2013 Terms of Use: http://spiedl.org/terms