Embed Size (px)
Citation preview

Suraj Pandey et al.: Development of Biomass Gasifier for Small Sized Internal Combustion Engines
Rentech Symposium Compendium, Volume 1, March 2012 24
Development of Biomass Gasifier for Small Sized Internal
Combustion Engines Suraj Pandey*, Bivek Baral, Sunil P. Lohani, Anant Bhusal, Aadarsh Upreti
Abstract— Biomass energy is a very important part of the
renewable energy. In face of the depletion of fossil fuel reserves
and environmental pollution caused by continuously increasing
energy demands, the utilization of biomass as an alternative of
fossil fuels has been on its boom for many years. Biomass
gasification is the major way for high efficient utilization of
biomass and it is an endothermic thermal conversion
technology where a solid fuel is converted into a combustible
gas. Conventional gasification needs sufficient air or oxygen in
the reactor to burn a part of the fuel, then releasing heat to
support gasification of the rest of the fuel. The heating value of
the product gas in typical air-blown biomass gasifier is only
47MJ/m3 because of nitrogen dilution and lower char
conversion efficiency. The current paper addresses the novel
two stage gasification with in situ pre heating of air supply. The
current on-going is expected to have higher carbon conversion
efficiency and low tar concentration in the gas output. 7
Index Terms— Biomass, Two-Stage Gasification,
Downdraft Gasifier
I. INTRODUCTION
HE current project is on process for investigation of
design and development of biomass gasifier for fuelling
small internal combustion engines of the range 5-10 kW
(electrical). The current design of the biomass gasifier is
downdraft, two-stage process type for low tar output in
syngas. The design and fabrication of the downdraft gasifier
system is now completed and has completed flare testing.
The components associated with the gasifier are cyclone, gas
expansion-buffer tank, twin-stage gas cooling unit and the
filter has been successfully developed and testing process is
going on for coupling with small single cylinder IC petrol
and self-modified diesel engine to spark ignition engines.
The gasifier rated capacity is 25 kW (thermal) for use
with hard wood chips. The fuel hopper has the capacity to
hold bulk weight of 8-10 kg of small wood chips. The
gasifier has the novel in situ design of air preheating
treatment facility for both of the stages for tar reduction.
This is the Nepal first designed and locally manufactured
gasifier for intended to run small IC engines. So far, the
testing of gasifier with different wood particle size has
been done. The study of syngas composition and tar was
analyzed for two different wood chips size. For the present
gasifier it is recommended to use wood chips size of 2.5 X
2.5 X 2.5 cm3 for low tar and highest energy value of the
syngas. The syngas generated from the gasifier has the HHV
of the range 4.5-5.5 MJ/Nm3. Moisture can vary from 5 %
for pre-dried to 50 % for freshly harvested crops. Volatile
matter in biomass is much higher than in coal, ranging from
65-85%, while fixed carbon is much lower, ranging from 7-
* Corresponding author: [email protected]
Bio-Based and Green Energy Laboratory, Department of Mechanical
Engineering, School of Engineering, Kathmandu University, Dhulikhel,
P.O.BOX: 6250, Nepal
20%. For elemental analysis, a noticeable feature is the high
oxygen content (32-45%) [1]. The study of temperature
profile along the gasifier reactor has also been measured for
better understanding of the syngas controlling factors. The
results revealed that, the higher the reduction zone
temperature, lower is the tar generation and increase in the
carbon-monoxide concentration in the syngas. The
temperature profile measurement was also conducted for the
two different wood chips size. Apparently, the tar
concentration for larger wood chips size poses higher than
for lower wood chips sizes.
II. DESCRIPTION OF TWO-STATE DOWNDRAFT
GASIFIER
A two-stage downdraft gasifier is an inverted updraft
biomass gasifier with dual (primary and secondary) air inlet
system. Primary air is supplied from the side walls just
above the combustion chamber through holes, arranged
uniformly in odd number, which is above the grate and
below the top feeding opening. And, Secondary air is
supplied from the walls of the reduction zone. This process
is also termed as in-situ tar reduction process because this
particular process helps in significant reduction of tar due to
the availability of higher temperature at reduction zone. The
higher temperature at reduction zone is possible due to the
secondary air inlet at the same zone which cracks the tar
produced after the pyrolysis of the biomass. The basic
concept of this design is to separate the pyrolysis zone from
the reduction zone. NarvPaez et al. [2] performed few
experiments in the freeboard of fluidized-bed gasifier with
secondary air; they observed a temperature rise of about
70oC and tar reduction from 28 to 16 g/m3.
III. THE DESIGNED TEST SYSTEM
The gasfier fabricated has the rated capacity of 25 kW
(thermal) for use with hard wood chips. The fuel hopper has
the capacity to hold bulk weight of 8-10 kg of small wood
chips. The gasifier has the novel in situ design of air
preheating treatment facility for both of the stages for tar
reduction. This gasifier is fuelled from the top with
gasification time of approximately 8 minutes.
IV. PRELIMINARY EXPERIMENTS
A. Effect of Particle Size on Pyrolysis Length and
Temperature Distribution
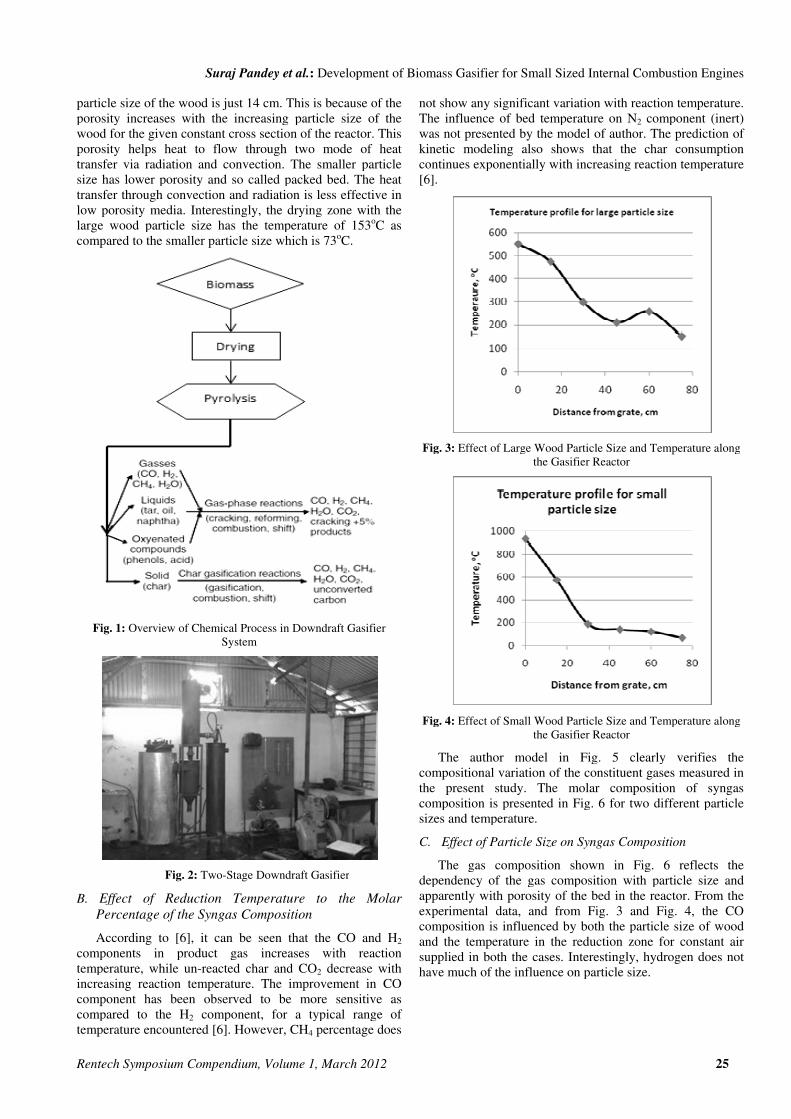
It can be seen from Fig. 4 that, gasification with larger
wood particle size requires more time to reach the maximum
temperature than the smaller particle size of wood for the
same amount of air flow rate. The pyrolysis length for the
given constant cross section of the reactor is generally
higher in the case of large particle size of the wood. The
length of the pyrolysis zone for large particle wood size is
30 cm whereas, the length of the pyrolysis zone for small
T
Rentech Symposium Compendium, Volume 1, March 2012
particle size of the wood is just 14 cm. This is because of the
porosity increases with the increasing particle size of the
wood for the given constant cross section of the reactor. This
porosity helps heat to flow through two mode of h
transfer via radiation and convection. The smaller particle
size has lower porosity and so called packed bed. The heat
transfer through convection and radiation is less effective in
low porosity media. Interestingly, the drying zone with the
large wood
compared to the smaller particle size which is 73
Fig. 1: Overview of Chemical Process in Downdraft Gasifier
B. Effect of
Percentage of the
According to [6], it can be seen that the CO and H
components in product gas increases with reaction
temperature, while un
increasing reaction temperature. The improvement in CO
component has been observed to be more sensitive as
compared to the H
temperature encountered [6]. However, CH
Suraj Pandey
Rentech Symposium Compendium, Volume 1, March 2012
particle size of the wood is just 14 cm. This is because of the
porosity increases with the increasing particle size of the
wood for the given constant cross section of the reactor. This
porosity helps heat to flow through two mode of h
transfer via radiation and convection. The smaller particle
size has lower porosity and so called packed bed. The heat
transfer through convection and radiation is less effective in
low porosity media. Interestingly, the drying zone with the
particle size has the temperature of 153
compared to the smaller particle size which is 73
Overview of Chemical Process in Downdraft Gasifier
Fig. 2: Two
Effect of Reduction
ercentage of the Syngas
According to [6], it can be seen that the CO and H
components in product gas increases with reaction
temperature, while un-reacted char and CO
increasing reaction temperature. The improvement in CO
ent has been observed to be more sensitive as
compared to the H2 component, for a typical range of
temperature encountered [6]. However, CH
Suraj Pandey et al.
Rentech Symposium Compendium, Volume 1, March 2012
particle size of the wood is just 14 cm. This is because of the
porosity increases with the increasing particle size of the
wood for the given constant cross section of the reactor. This
porosity helps heat to flow through two mode of h
transfer via radiation and convection. The smaller particle
size has lower porosity and so called packed bed. The heat
transfer through convection and radiation is less effective in
low porosity media. Interestingly, the drying zone with the
particle size has the temperature of 153
compared to the smaller particle size which is 73
Overview of Chemical Process in Downdraft Gasifier
System
Two-Stage Downdraft Gasifier
eduction Temperature to the
yngas Composition
According to [6], it can be seen that the CO and H
components in product gas increases with reaction
reacted char and CO
increasing reaction temperature. The improvement in CO
ent has been observed to be more sensitive as
component, for a typical range of
temperature encountered [6]. However, CH
et al.: Development of
Rentech Symposium Compendium, Volume 1, March 2012
particle size of the wood is just 14 cm. This is because of the
porosity increases with the increasing particle size of the
wood for the given constant cross section of the reactor. This
porosity helps heat to flow through two mode of h
transfer via radiation and convection. The smaller particle
size has lower porosity and so called packed bed. The heat
transfer through convection and radiation is less effective in
low porosity media. Interestingly, the drying zone with the
particle size has the temperature of 153
compared to the smaller particle size which is 73oC.
Overview of Chemical Process in Downdraft Gasifier
owndraft Gasifier
emperature to the
omposition
According to [6], it can be seen that the CO and H
components in product gas increases with reaction
reacted char and CO2 decrease with
increasing reaction temperature. The improvement in CO
ent has been observed to be more sensitive as
component, for a typical range of
temperature encountered [6]. However, CH4 percentage does
Development of Biomass Gasifier for Small Sized Internal Combustion Engines
Rentech Symposium Compendium, Volume 1, March 2012
particle size of the wood is just 14 cm. This is because of the
porosity increases with the increasing particle size of the
wood for the given constant cross section of the reactor. This
porosity helps heat to flow through two mode of heat
transfer via radiation and convection. The smaller particle
size has lower porosity and so called packed bed. The heat
transfer through convection and radiation is less effective in
low porosity media. Interestingly, the drying zone with the
particle size has the temperature of 153oC as
Overview of Chemical Process in Downdraft Gasifier
emperature to the Molar
According to [6], it can be seen that the CO and H2
components in product gas increases with reaction
decrease with
increasing reaction temperature. The improvement in CO
ent has been observed to be more sensitive as
component, for a typical range of
percentage does
not show any significant variation with reaction temperature.
The influence of bed temperature on N
was not presented by the model of author. The prediction of
kinetic modeling also shows that the char consumption
continues exponentially with increasing reaction temperature
[6].
Fig.
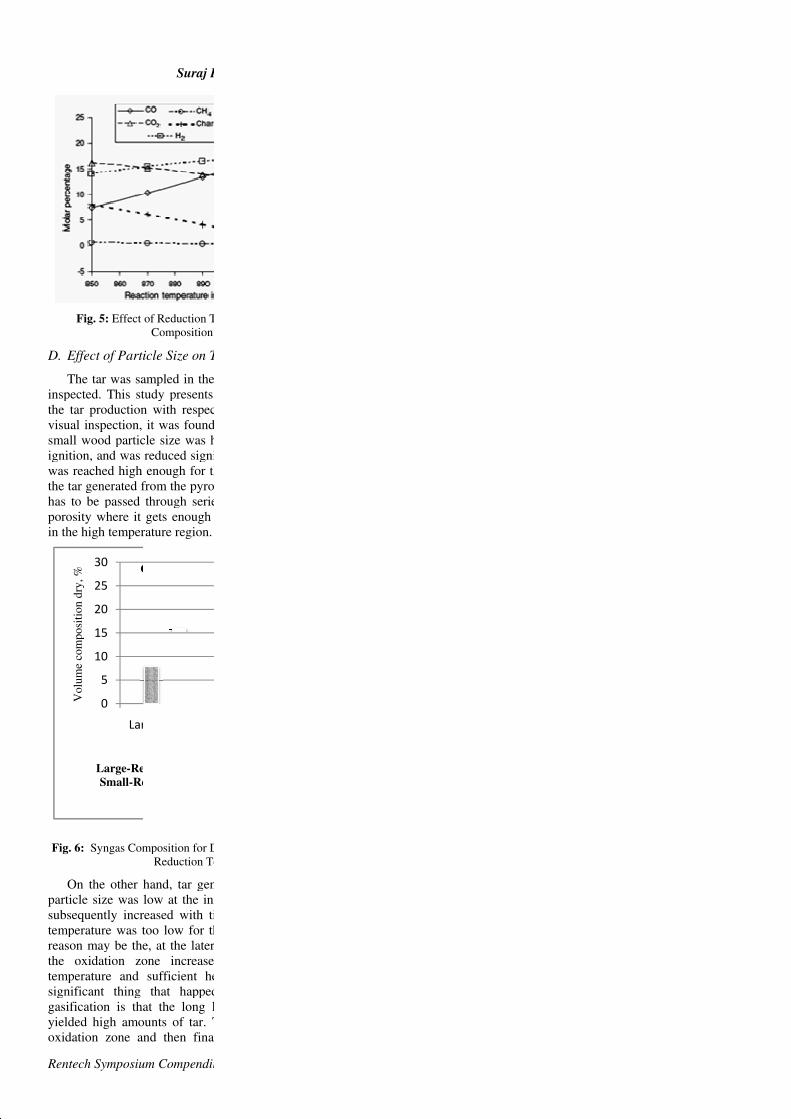
Fig.
compositional variation of the constituent gases measured in
the present study. The molar composition of syngas
co
sizes and temperature.
C.
dependency of the gas composition with particle size and
apparently with porosity of the bed in the reactor. From the
ex
composition is in
and the temperature in the reduction zone for constant air
supplied in both the cases. Interestingly, hydrogen does not
have much of the influence on particle size.
Biomass Gasifier for Small Sized Internal Combustion Engines
not show any significant variation with reaction temperature.
The influence of bed temperature on N
was not presented by the model of author. The prediction of
kinetic modeling also shows that the char consumption
continues exponentially with increasing reaction temperature
[6].
Fig. 3: Effect of Large Wood Particle Size and T
Fig. 4: Effect of Small Wood Particle Size and Temperature along
The author model in Fig.
compositional variation of the constituent gases measured in
the present study. The molar composition of syngas
composition is presented in Fig.
sizes and temperature.
C. Effect of Particle
The gas composition shown in Fig.
dependency of the gas composition with particle size and
apparently with porosity of the bed in the reactor. From the
experimental data, and from Fig.
composition is in
and the temperature in the reduction zone for constant air
supplied in both the cases. Interestingly, hydrogen does not
have much of the influence on particle size.
Biomass Gasifier for Small Sized Internal Combustion Engines
not show any significant variation with reaction temperature.
The influence of bed temperature on N
was not presented by the model of author. The prediction of
kinetic modeling also shows that the char consumption
continues exponentially with increasing reaction temperature
Effect of Large Wood Particle Size and T
the Gasifier
Effect of Small Wood Particle Size and Temperature along
the Gasifier R
The author model in Fig.
compositional variation of the constituent gases measured in
the present study. The molar composition of syngas
mposition is presented in Fig.
sizes and temperature.
article Size on
gas composition shown in Fig.
dependency of the gas composition with particle size and
apparently with porosity of the bed in the reactor. From the
perimental data, and from Fig.
composition is influenced by both the particle size of wood
and the temperature in the reduction zone for constant air
supplied in both the cases. Interestingly, hydrogen does not
have much of the influence on particle size.
Biomass Gasifier for Small Sized Internal Combustion Engines
not show any significant variation with reaction temperature.
The influence of bed temperature on N2
was not presented by the model of author. The prediction of
kinetic modeling also shows that the char consumption
continues exponentially with increasing reaction temperature
Effect of Large Wood Particle Size and T
asifier Reactor
Effect of Small Wood Particle Size and Temperature along
the Gasifier Reactor
The author model in Fig. 5 clearly verifies the
compositional variation of the constituent gases measured in
the present study. The molar composition of syngas
mposition is presented in Fig. 6 for two different particle
ize on Syngas Composition
gas composition shown in Fig.
dependency of the gas composition with particle size and
apparently with porosity of the bed in the reactor. From the
perimental data, and from Fig. 3 and Fig
fluenced by both the particle size of wood
and the temperature in the reduction zone for constant air
supplied in both the cases. Interestingly, hydrogen does not
have much of the influence on particle size.
Biomass Gasifier for Small Sized Internal Combustion Engines
not show any significant variation with reaction temperature.
component (inert)
was not presented by the model of author. The prediction of
kinetic modeling also shows that the char consumption
continues exponentially with increasing reaction temperature
Effect of Large Wood Particle Size and Temperature along
Effect of Small Wood Particle Size and Temperature along
5 clearly verifies the
compositional variation of the constituent gases measured in
the present study. The molar composition of syngas
6 for two different particle
omposition
gas composition shown in Fig. 6 reflects the
dependency of the gas composition with particle size and
apparently with porosity of the bed in the reactor. From the
3 and Fig. 4, the CO
fluenced by both the particle size of wood
and the temperature in the reduction zone for constant air
supplied in both the cases. Interestingly, hydrogen does not
have much of the influence on particle size.
Biomass Gasifier for Small Sized Internal Combustion Engines
25
not show any significant variation with reaction temperature.
component (inert)
was not presented by the model of author. The prediction of
kinetic modeling also shows that the char consumption
continues exponentially with increasing reaction temperature
e along
Effect of Small Wood Particle Size and Temperature along
5 clearly verifies the
compositional variation of the constituent gases measured in
the present study. The molar composition of syngas
6 for two different particle
6 reflects the
dependency of the gas composition with particle size and
apparently with porosity of the bed in the reactor. From the
4, the CO
fluenced by both the particle size of wood
and the temperature in the reduction zone for constant air
supplied in both the cases. Interestingly, hydrogen does not
Rentech Symposium Compendium, Volume 1, March 2012
D. Effect of
The tar was sampled in the filter paper and was visually
inspected. This study presents some interesting facts about
the tar production with respect the particle size.
visual inspection, it was found that, tar generation from the
small wood particle size was high at the initial stage of the
ignition, and was reduced significantly after the temperature
was reached high enough for the destruction of tar. Further,
the tar generated from the pyrolysis zone and oxidation zone
has to be passed through series of packed bed having low
porosity where it gets enough residence time to be cracked
in the high temperature region.
Fig.
On the other hand, tar generation from the large wood
particle size was low at the initial stage of the ignition and
subsequently increased with time. At the initial stage, the
temperature was too low for the gen
reason may be the, at the later stage, the heat generation in
the oxidation zone increased and thus provides high
temperature and sufficient heat for pyrolysis zone. The
significant thing that happed in the larger wood size
gasifica
yield
oxidation zone and then finally exited through reduction
Vo
lum
e co
mpo
siti
on d
ry, %
Rentech Symposium Compendium, Volume 1, March 2012
Fig. 5: Effect of R
Effect of Particle
The tar was sampled in the filter paper and was visually
inspected. This study presents some interesting facts about
the tar production with respect the particle size.
visual inspection, it was found that, tar generation from the
small wood particle size was high at the initial stage of the
ignition, and was reduced significantly after the temperature
was reached high enough for the destruction of tar. Further,
the tar generated from the pyrolysis zone and oxidation zone
has to be passed through series of packed bed having low
porosity where it gets enough residence time to be cracked
in the high temperature region.
6: Syngas Composition for
On the other hand, tar generation from the large wood
particle size was low at the initial stage of the ignition and
subsequently increased with time. At the initial stage, the
temperature was too low for the gen
reason may be the, at the later stage, the heat generation in
the oxidation zone increased and thus provides high
temperature and sufficient heat for pyrolysis zone. The
significant thing that happed in the larger wood size
gasification is that the long length of the pyrolysis zone
yielded high amounts of tar. The tar
oxidation zone and then finally exited through reduction
0
5
10
15
20
25
30
Large particle
Vo
lum
e co
mpo
siti
on d
ry, %
Large-Reduction temperature: 550
Small-Reduction temperature: 930
Gas composition with particle size
Suraj Pandey
Rentech Symposium Compendium, Volume 1, March 2012
Effect of Reduction T
Composition
article Size on T
The tar was sampled in the filter paper and was visually
inspected. This study presents some interesting facts about
the tar production with respect the particle size.
visual inspection, it was found that, tar generation from the
small wood particle size was high at the initial stage of the
ignition, and was reduced significantly after the temperature
was reached high enough for the destruction of tar. Further,
the tar generated from the pyrolysis zone and oxidation zone
has to be passed through series of packed bed having low
porosity where it gets enough residence time to be cracked
in the high temperature region.
omposition for D
Reduction Temperature
On the other hand, tar generation from the large wood
particle size was low at the initial stage of the ignition and
subsequently increased with time. At the initial stage, the
temperature was too low for the gen
reason may be the, at the later stage, the heat generation in
the oxidation zone increased and thus provides high
temperature and sufficient heat for pyrolysis zone. The
significant thing that happed in the larger wood size
tion is that the long length of the pyrolysis zone
ed high amounts of tar. The tar
oxidation zone and then finally exited through reduction





























