Embed Size (px)
Citation preview
2/13/2018
1
Scott Curtis, President & CEO
Patrick Graupp, Senior Master Trainer
TWI Summit North America February 21th, 2018 (PM Session)
Sustaining TWI; What happens (or
should) after the initial training?
• Shingo researched Lean (Continuous Improvement) programs
... at least 85% of all Lean Projects fail in the initial implementation…
– Lacking Work Standards
– Insufficient Respect & Trust to and from employees
– Focused on Tools & Methods, not enough on employees
Toyota: since 1951 TWI-methods are fundamental in talent development!
Why?
Why TWI, what is the need ?

2/13/2018
2
TACTICAL TOOLS Small scale operations made or carried out with only a limited or
immediate end view (Kaizen Event, SMED, etc.)
STRATEGIC OBJECTIVES Systematic process of envisioning a desired future state and translating
this vision into broadly defined goals and a sequence of steps to achieve
them (TPS)
“Most companies have focused too heavily on tools …. Without
understanding lean as an entire system that must permeate an
organization’s culture.” The Toyota Way, Jeffrey K. Liker, 2004
Tactical Lean Vs. Strategic Lean
• Companies rely on “scheduled events” to make
even small changes.
• People resist change making it difficult to get them
to participate in the improvement process.
• People tend to rely on others for improvements.
• Even when people want to improve they don’t have
the improvement skills and/or support.
• Supervisors and operators end up leaving
improvement until after “making the numbers.”
The Reality of Tactical Lean

2/13/2018
3
Current Practice
average
1st Lean Event
2nd Lean Event
3rd Lean Event
Time
Performance Planned
improvement speed
Actual
improvement speed
expected standard
expected standard
expected standard
Reality:
things go back
Reality:
things go back
Reality:
things go back
Outc
om
e o
f Tactic
al L
ean
The first step in creating lean processes is to achieve a basic level
of process stability. - The Toyota Way Fieldbook, Jeffrey Liker & David Meier, 2006, p56
Knowing that jobs are always done the same way helps to establish
a predictable process before going too far down the path with the
other elements of standardized work such as machine up time,
availability of material, flow, and takt time. - Art Smalley, Basic Stability is Basic to Lean Manufacturing Success
Stabilize

2/13/2018
4
1st Lean Event
2nd Lean Event
3rd Lean Event
Time
Performance
Current Practice
average
JI - Stabilize Processes
JR - Positive Environment
Planned
improvement speed
Planned & Actual
improvement speed
JI - Stabilize Processes
JR - Positive Environment
Lean tools &
instruments
TWI-methods =
people
fundamentals
Taichi Ohno: “without standards, there cannot be kaizen”
Achie
vin
g B
asic
Sta
bility
1st Lean Event
2nd Lean Event
3rd Lean Event
Time
Performance
Current Practice
average
Accelerated
improvement speed
Lean tools &
instruments
TWI-methods =
people fundamentals,
JM included
TW
I Me
tho
ds A
cce
lera
te L
ea
n

2/13/2018
5
Sta
ndard
ized W
ork
is
What to
Do
• Train all operators to the standard
• Monitor to maintain standards to eliminate variation in the process
• Focus operators on takt time and quality at the source vs. just keeping up
• Teach people how to solve problems on their own to continuously improve
No. __________
JOB INSTRUCTION BREAKDOWN SHEET
Operation: Glost Kiln Operator Cycle _
Parts: None _
Tools & Materials: Kiln Gloves _
IMPORTANT STEPS KEY POINTS REASONS
A logical segment of the operation when
something happens to advance the work.
Anything in a step that might—
1.Make or break the job
2.Injure the worker
3.Make the work easier to do, i.e. “knack”,
“trick”, special timing, bit of special
information
Reasons for the key points
1. Discharge GK #3 1. Use kiln gloves
2. Pull at correct time
1. Burn hazard
2. Kiln control
2. Charge GK #3 1. Fix downed ware
2. Do not slam transfer
1. Defect prevention
2. Defect prevention
3. Record car data
4. Check kiln
temperatures
1. Call Ceramic Tech if
50°F delta in zones 1. Proper kiln control
5. Charge GK #3 1. Fix downed ware
2. Do not slam transfer
1. Defect prevention
2. Defect prevention
6. Discharge GK #3 1. Use kiln gloves
2. Pull at correct time
1. Burn hazard
2. Kiln control
7. Record car data
8. Check kiln
temperatures
1. Call Ceramic Tech if
50°F delta in zones 1. Proper kiln control
JI B
reakdow
n te
aches
How
to D
o It
2/13/2018
6
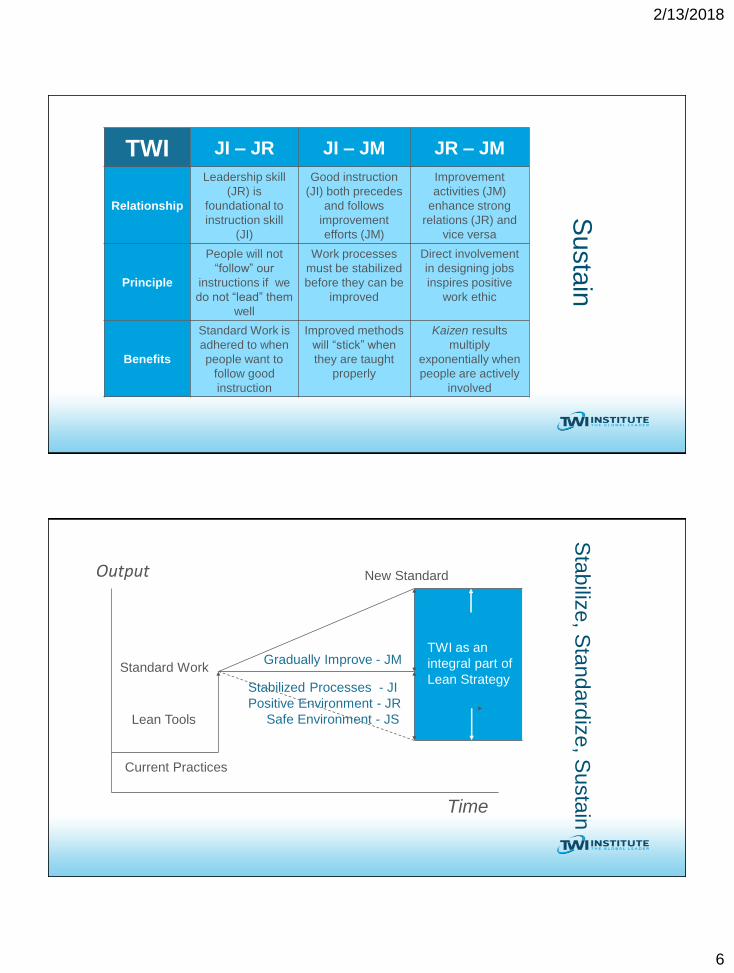
TWI JI – JR JI – JM JR – JM
Relationship
Leadership skill
(JR) is
foundational to
instruction skill
(JI)
Good instruction
(JI) both precedes
and follows
improvement
efforts (JM)
Improvement
activities (JM)
enhance strong
relations (JR) and
vice versa
Principle
People will not
“follow” our
instructions if we
do not “lead” them
well
Work processes
must be stabilized
before they can be
improved
Direct involvement
in designing jobs
inspires positive
work ethic
Benefits
Standard Work is
adhered to when
people want to
follow good
instruction
Improved methods
will “stick” when
they are taught
properly
Kaizen results
multiply
exponentially when
people are actively
involved
Susta
in
Output
Time
Lean Tools
Standard Work
New Standard
Stabilized Processes - JI
Positive Environment - JR
Safe Environment - JS
Current Practices
Gradually Improve - JM TWI as an
integral part of
Lean Strategy
Sta
biliz
e, S
tan
da
rdiz
e, S
usta
in

2/13/2018
7
KEYS TO LONG TERM TWI
ROLLOUT AND SUSTAINMENT
TWI Sustainment
“Well we did the training and it was great. Now what do we
do? How do we expand and make it sustain in the long
run?”

2/13/2018
8
Successful Organizations Build a Plan Up Front
• PDCA Cycle of Management
–Plan for the TWI implementation effort
–Plans can be rough outlines and refined as the learning progresses
• Most common failure mode:
–Run the basic 10-hour training classes
–Send people back without a structured support mechanism
–Expect them to use the new skills on their own
–No follow-up to ensure the methods are being learned and used
“Failure to Plan is Planning to Fail”
PDCA
Cycle Important Steps Key Points
Pla
n P
hase
• Plan for preparing the organization
• Top management alignment
• Plan for training of personnel
• Rough concept for implementation
-Training
-Pilot Area
-Daily, Weekly, Monthly Review
-Metrics for success
-Links to daily management and problem
solving
-External support (as needed)
• Effective
communication
• Goals, roles, &
responsibilities
• 5W 1H
assignment clarity
• 5W 1H
assignment clarity

2/13/2018
9
TWI Classes Alone Won’t Change the Culture
PDC
A
Cycl
e
Important Steps Key Points
Do
Ph
ase
• Conduct TWI initial training
• Develop TWI key person / master trainers
• Establish a pilot area for implementation
• Establish specific KPI’s for performance
• Creation of the TWI Training Timetable
• Establishment of the skills gap and needs
• Creation of Job Breakdown Sheets
• Creation of a monthly training plan & review
• Train operators in pilot area
• Establish linkage of TWI and problem solving
• Modification of the daily operational meeting
• Certified TWI material
• Supervisors from area
• Manageable scope
• Standard for judging success
• 5W 1H assignment clarity
• 5W 1H assignment clarity
• Established JBS format
• 5W 1H assignment clarity
• Following JI 4-step method
• Problem point clarity
• Daily TWI focus
Follow-Up is Essential
PDCA
Cycle Important Steps Key Points
Ch
eck
Ph
ase
• Review above items and compare to the
plan
• Review skills matrix on a planned basis
• Review needed job breakdown sheets
(JBS)
• Review KPI’s and problems
• Plan versus actual
implementation
• Reduce gaps and increase skill
levels
• Create needed JBS quickly
• Ensure improvement
Act
/
Ad
just
Ph
ase
• Review and adjust steps as needed
• Look for “pull” from other areas and plan
next pilot
• Firm up organizational structure to
support JI
• Standardize what worked
• Expand step by step to all
areas
• Provide adequate coverage

2/13/2018
10
Top Management Alignment and Preparation
Getting true top management buy-in is a critical step
in the long-term success of TWI
Top Management should:
• Understand the role of TWI
• Tie TWI to key Strategic Objectives – Why are we doing this work?
• Select a strong TWI Champion to drive change
• Designate a member to report progress to management
• Openly support the TWI initiative, go to Gemba and participate
Pilot Area for Implantation & Learning
Designate a pilot area up front of manageable size to
practice the TWI skills • Practice the newly acquired skill and take things to the next level
• Get real world feedback on how to breakdown jobs and teach
them
• Manage actual training plans and activities
• Increase skills and competency along with confidence
• Establish and maintain new standards in the Pilot area
• Visibly show success: “Wow, if it worked here it can work
anywhere!”

2/13/2018
11
KPI’s to Monitor Performance
Establish a clear set of goals and metrics to evaluate
the impact of the TWI-JI training • What are you trying to impact?
– Productivity improvement
– Reduction of defects
– Enhancement of safety
– Reduction in training time
– Etc.
• What is the initial data and how is it trending over time?
Co
mp
arin
g T
rain
ing M
eth
od
s a
t
Gen
era
l Dyn
am
ics –
NA
SS
CO

2/13/2018
12
Pilo
t Re
su
lts in
Dry
ing
Mo
du
le
Cross Training Matrix and Skills Gap
Prioritization
TWI’s Training Timetable is an excellent tool for visual control and seeing skills gaps and training
needs • Training needs
– Not enough skilled back-up workers
– Chronic quality and safety problems
– Infrequent and rare jobs that must be done when needed
– Only “one person” who can do certain tasks
• The matrix is like a “heat map” and “Pareto Chart” combined
• Will point you where to go for maximum impact
2/13/2018
13
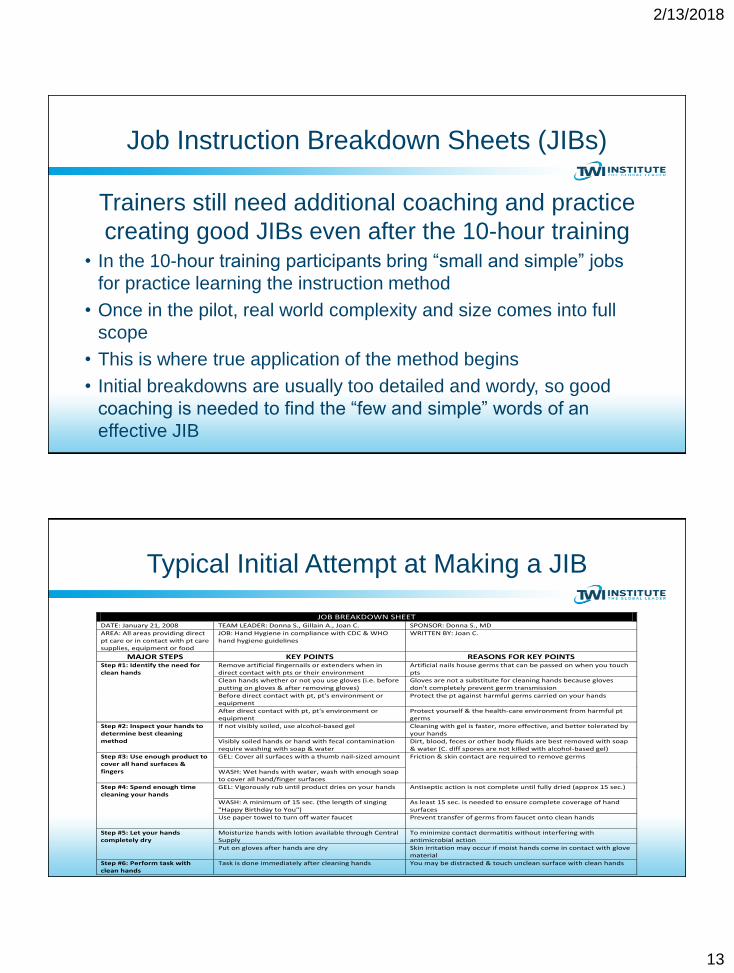
Job Instruction Breakdown Sheets (JIBs)
Trainers still need additional coaching and practice
creating good JIBs even after the 10-hour training • In the 10-hour training participants bring “small and simple” jobs
for practice learning the instruction method
• Once in the pilot, real world complexity and size comes into full
scope
• This is where true application of the method begins
• Initial breakdowns are usually too detailed and wordy, so good
coaching is needed to find the “few and simple” words of an
effective JIB
Typical Initial Attempt at Making a JIB
JOB BREAKDOWN SHEET DATE: January 21, 2008 TEAM LEADER: Donna S., Gillain A., Joan C. SPONSOR: Donna S., MD
AREA: All areas providing direct pt care or in contact with pt care supplies, equipment or food
JOB: Hand Hygiene in compliance with CDC & WHO hand hygiene guidelines
WRITTEN BY: Joan C.
MAJOR STEPS KEY POINTS REASONS FOR KEY POINTS Step #1: Identify the need for clean hands
Remove artificial fingernails or extenders when in direct contact with pts or their environment
Artificial nails house germs that can be passed on when you touch pts
Clean hands whether or not you use gloves (i.e. before putting on gloves & after removing gloves)
Gloves are not a substitute for cleaning hands because gloves don't completely prevent germ transmission
Before direct contact with pt, pt's environment or equipment
Protect the pt against harmful germs carried on your hands
After direct contact with pt, pt's environment or equipment
Protect yourself & the health-care environment from harmful pt germs
Step #2: Inspect your hands to determine best cleaning method
If not visibly soiled, use alcohol-based gel Cleaning with gel is faster, more effective, and better tolerated by your hands
Visibly soiled hands or hand with fecal contamination require washing with soap & water
Dirt, blood, feces or other body fluids are best removed with soap & water (C. diff spores are not killed with alcohol-based gel)
Step #3: Use enough product to cover all hand surfaces & fingers
GEL: Cover all surfaces with a thumb nail-sized amount
Friction & skin contact are required to remove germs
WASH: Wet hands with water, wash with enough soap to cover all hand/finger surfaces
Step #4: Spend enough time cleaning your hands
GEL: Vigorously rub until product dries on your hands
Antiseptic action is not complete until fully dried (approx 15 sec.)
WASH: A minimum of 15 sec. (the length of singing "Happy Birthday to You")
As least 15 sec. is needed to ensure complete coverage of hand surfaces
Use paper towel to turn off water faucet
Prevent transfer of germs from faucet onto clean hands
Step #5: Let your hands completely dry
Moisturize hands with lotion available through Central Supply
To minimize contact dermatitis without interfering with antimicrobial action
Put on gloves after hands are dry Skin irritation may occur if moist hands come in contact with glove material
Step #6: Perform task with clean hands
Task is done immediately after cleaning hands You may be distracted & touch unclean surface with clean hands

2/13/2018
14
Final Breakdown After Coaching
IMPORTANT STEPS KEY POINTS REASONS
A logical segment of the operation when
something happens to advance the work.
Anything in a step that might—
1. Make or break the job
2. Injure the worker
3. Make the work easier to do, i.e. “knack”, “trick”, special timing, bit of special information
Reasons for the key points
1.Wet hands Without soap Soap rinses away
2. Apply soap Cover all surfaces Kill all germs
3. Rub hands 1. Palm to palm
2. Palm to backs
1. Clean entire surface
2. Clean entire surface
4. Run fingers
1. Thumbs
2. Interlocking
3. Backs of fingers to palm
4. Tips of fingers to palm
1. Most active part of hands
2. Sides of fingers cleaned at one time
3. Cuticles and knuckles
4. Under finger nails
5. Rinse hands Leave water on Prevent recontamination of hands
6. Dry Use towel to turn off water 1.Prevent recontamination of hands
No. __________
Job Instruction Breakdown Sheet
Good Job Instruction Breakdown
1. Document the current best way to do a
job
2. Clearly identify Important/Major Steps
and Key Points
3. Document “why” you do jobs in certain
ways
4. Train operators to stabilize the operation
5. Audit operators to maintain the standard
No. ________
JOB INSTRUCTION BREAKDOWN SHEET - HEALTHCARE Task: Obtaining IV Access_______________________________
Supplies: Tourniquet, CHG, Needle, Tegaderm, Connector, Flush
Equipment & Materials: __________________________________
IMPORTANT STEPS KEY POINTS REASONS
1. Prepare site
1. Apply tourniquet 3-6 inches above
2. Disinfect with chlorahex
3. Apply Ethyl Chloride Spray
1. To distend the veins 2. To prevent infection 3. To numb site
2. Stick Vein
1. Stabilize vein 2. Steady hand with
2-3 fingers 3. Bevel up 4. Hold needle at 45
degrees
1. To prevent vein from rolling
or moving 2. To improve accuracy of the
stick 3. Ease of flow 4. Appropriate angle to
puncture the vein
3. Advance Needle
1. Lower to 10 degrees
2. Assure flashback 3. ¼ to 1/3 of its
length
1. To ensure that you don’t go through the vein
2. To verify that you are in the vein
3. To keep catheter in correct position and prevent kinking
4. Thread Catheter
1. Slide with index finger
2. Hub touches skin 3. Hold pressure at
catheter tip
1. Creates a smooth glide for the catheter to enter the vein
2. To ensure proper placement 3. To prevent bleeding out of
site
5. Remove and retract needle
1. Press safety when needle is in hub
1. To prevent needle sticks
6. Connect and Secure
1. Seat hub / screw tightly
2. Remove tourniquet 3. Flush and Dress
1. To prevent unnecessary bleeding and leaking at site
2. Relieves pressure 3. Verifies patency and
protects from germs

2/13/2018
15
JOB INSTRUCTION BREAKDOWN PRACTICE
Monthly Training Plan
Based on the Training Timetable developed earlier,
plan and carry out training of jobs in the Pilot area • A variety of different jobs on one production line
• One part or section of a production line
• A specific process or work sequence
• A few employees who work in a critical area
• A single job trained to a multitude of people across several
different departments

2/13/2018
16
Exa
mp
le: T
rain
ing
On
e J
ob
in S
eve
ral D
ep
artm
ents
JOB INSTRUCTION TRAINING TIMETABLE - Healthcare
1. Hand Hygiene - Soap & Water 2. Hand Hygiene - Gel Job Name: 3. Hourly Rounding________ Depart(s).__ 17, 16, 15, 14, 10, 9, 8, 7___ Date: ______Summer 2009___________
July
26
th -
Au
g 1
st
Au
g 2
nd
- 8
th
Au
g 9
th -
15
th
Au
g 1
6th
- 2
2n
d
Au
g 2
3rd
- 2
9th
Au
g 3
0th
- S
ep
t 5
th
Sep
t 6
th -
12
th
Sep
t 1
3th
- 1
9th
Sep
t 2
0th
- 2
6th
Changes In
Schedule
Level 9 X X X
Level 14 X X X
Level 8 X X X
Level 7 X X X
Level 17 X X X
Level 16 X X X
Level 15 X X X
Level 10 X X X
Turnover
Work Performance
Problem Solving with TWI
One of the most critical things to ensure long-term
success with TWI is to connect it to problem solving • Establishing this logical connection will generate better results
ensure the overall process sticks in the long run
• The TWI founders created a Problem Solving Training which
incorporates the three traditional J programs (JI, JR, JM)
• Focus is on “Isolating the Problem” to determine if the problem is
Physical/Mechanical or Human/People in nature

2/13/2018
17
Use TWI Skills to Solve the Problem
• Mechanical/Physical Problems—use JM to solve
• People Problems:
– Don’t know/ Can’t do—use JI to solve
– Don’t care/ Won’t do—use JR to solve
Daily Operational Meeting
In conjunction with problem solving, another key
point that needs to occur is a daily operational
meeting • A good basic pattern could be:
– Daily Safety Minute
– General Announcements
– Operational Review (Output, Quality, Delivery, etc.)
– Red / Green Status (Green = Good, Red = Gap and next steps
discussion)
– TWI Training Plan Related
– Assignments, Follow Up, and Next Steps
2/13/2018
18
EMPLOYEE ENGAGEMENT CLINCHES THE DEAL
Focus on Human Capital
As advanced technology and the impact of Lean
activities continues to reduce or eliminate
operational sources of competitive advantage,
companies are shifting focus on human capital
as an avenue to competitive advantage that is
difficult to imitate.
Source: Employee Engagement, William H. Lacey, Benjamin Schneider,
Karen M. Barbera, and Scott A. Young, Wiley-Blackwell, 2009

2/13/2018
19
People as a Core
Competency
At least three tests can be applied to identify core competencies in a company:
1. Provides potential access to other markets
2. Makes a significant contribution to the perceived customer benefits of the product
3. It is not easy for competition to imitate. "And it will be difficult if it is a complex harmonization of individual technologies and production skills.”
Source: The Core Competence of the Corporation, C. K. Prahalad and Gary Hamel, Harvard
Business Review, May-June 1990, page 83
Gallup’s Employee Engagement Survey 1. I know what is expected of me at work.
2. I have the materials and equipment I need to do my work right.
3. At work, I have the opportunity to do what I do best every day.
4. In the last seven days, I have received recognition or praise for doing good work.
5. My supervisor, or someone at work, seems to care about me as a person.
6. There is someone at work who encourages my development.
JI JR
JI JM
JI JR JM
JR
JR
JI JR JM
How TWI Supports “Everyday Engagement”

2/13/2018
20
7. At work, my opinions seem to count.
8. The mission or purpose of my company
makes me feel my job is important.
9. My associates or fellow employees are
committed to doing quality work.
10. I have a best friend at work.
11. In the last six months, someone at work has
talked to me about my progress.
12.This last year, I have had opportunities at
work to learn and grow.
JR JM
JI JR JM
JI JM
JR
JI JR
JI JR JM
How TWI Supports “Everyday Engagement
1. Showing employees appreciation
for the work they’ve done
2. Communicating information and
directions
3. Listening to ideas and concerns
4. Treating all employees fairly
5. Treating everyone with dignity and
respect
6. Being sensitive to personal
problems
7. Handling corrective action in a
tactful manner
8. Job security
9. Good wages
10. Good fringe benefits
11. Opportunities for promotion and
growth within the organization
12. Good working conditions
13. Providing a safe work environment
14. Adequate job/technical training
15. Permitting participation in decision
making
15 Human Relations Issues that Impact
Employee Morale (survey of 25K people)
2/13/2018
21
CASE STUDIES AND SUCCESS STORIES
Benchmarking with Toyota
“If people want to succeed with lean or TPS
they have to emphasize people development
and making leaders capable of delivering
improvements. TWI is a great starting point
even today and a hidden strength of Toyota’s
production system.”
Source: ”Why in your opinion is TWI critical?” Summary Notes from Art Smalley Interview with Mr. Isao Kato, TWI Influence on TPS & Kaizen, Feb. 8, 2006, www.ArtofLean.com

2/13/2018
22
Results:
• Amazon focused their TWI efforts on one particular job across North
America – Packing. The final step ending with the package being placed
on the conveyor heading to shipping.
• They trained 27,000 packers across NA using JI
Quotes:
• Huge Win! Overwhelmingly Positive!
• Both Trainers & Trainees said the experience was much better than
before, Quality improved, errors reduced, trained time was lowered.
Mark Anderson | Sr. Manager, FC Learning
Amazon Group JI
Cummins Mid-Range Engine Plant (Columbus,
IN)
2011 PPM Operator error level ~ 1500 Current PPM Operator error level ~ 70
TWI Job Instruction (JI)
An average job task took about 3 – 4 hours to train
with losses in quality and production rate.
The same tasks now take less than 1 ½ hours to
train; new trainees meet takt time without errors.
TWI Job Instruction (JI)
OSHA Recordable rate = 1.75 OSHA Recordable rate = 0.66
TWI Job Safety (JS) & Job Relations (JR)
Little training or participation from the shop floor
3000 improvement ideas from the shop floor in the
3 years since 2013
TWI Job Methods (JM) & Job Relations (JR)
Before and After TWI Implementation Prior Levels of Results Current Levels of Results
2/13/2018
23
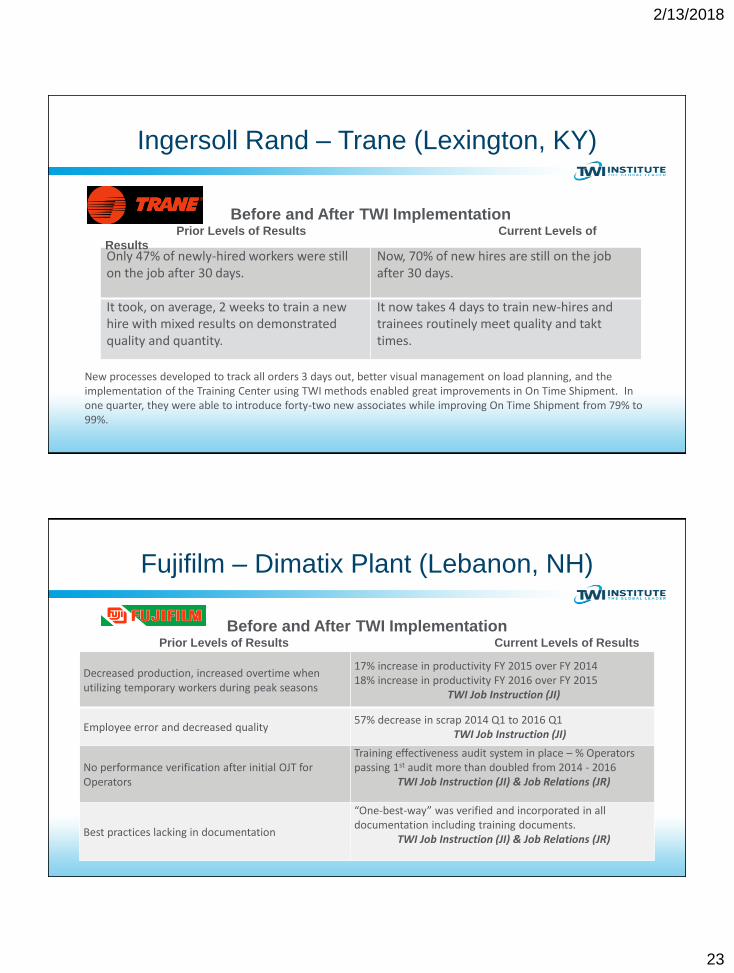
Ingersoll Rand – Trane (Lexington, KY)
Only 47% of newly-hired workers were still on the job after 30 days.
Now, 70% of new hires are still on the job after 30 days.
It took, on average, 2 weeks to train a new hire with mixed results on demonstrated quality and quantity.
It now takes 4 days to train new-hires and trainees routinely meet quality and takt times.
Before and After TWI Implementation Prior Levels of Results Current Levels of
Results
New processes developed to track all orders 3 days out, better visual management on load planning, and the implementation of the Training Center using TWI methods enabled great improvements in On Time Shipment. In one quarter, they were able to introduce forty-two new associates while improving On Time Shipment from 79% to 99%.
Fujifilm – Dimatix Plant (Lebanon, NH)
Decreased production, increased overtime when utilizing temporary workers during peak seasons
17% increase in productivity FY 2015 over FY 2014 18% increase in productivity FY 2016 over FY 2015
TWI Job Instruction (JI)
Employee error and decreased quality 57% decrease in scrap 2014 Q1 to 2016 Q1
TWI Job Instruction (JI)
No performance verification after initial OJT for Operators
Training effectiveness audit system in place – % Operators passing 1st audit more than doubled from 2014 - 2016
TWI Job Instruction (JI) & Job Relations (JR)
Best practices lacking in documentation
“One-best-way” was verified and incorporated in all documentation including training documents.
TWI Job Instruction (JI) & Job Relations (JR)
Before and After TWI Implementation Prior Levels of Results Current Levels of Results

2/13/2018
24
Vertical Start-Up achievable through TWI Job Instruction
How can we significantly reduce the losses during
learning phase?
Ve
rtica
l Sta
rt-Up
:
10 m
on
ths
10 w
eeks
The TWI Workbook: Essential Skills for Supervisors (Second Edition)
Productivity Press, Shingo Prize 2015 Patrick Graupp and Robert J. Wrona
2007 Shingo Prize Winner
Implementing TWI: Creating and Managing a Skills Based Culture
CRC Press, October 2010 Patrick Graupp and Robert J. Wrona
Publications

2/13/2018
25
Getting to Standard Work in Health Care: Using TWI to Create a Foundation for Quality Care
CRC Press, October 2012 Patrick Graupp and Martha Purrier
Building a Global Learning Organization: Using TWI to Succeed with Strategic Workforce Expansion
in the LEGO Group CRC Press, June 2014
Patrick Graupp, Gitte Jakobsen & John Vellema 2015 Shingo Prize Winner
Publications
Questions ?