Embed Size (px)
Citation preview

40
Transactions of The Japan Institute of Electronics Packaging Vol. 3, No. 1, 2010
[Technical Paper]
Synchrotron Micro-XRF Measurements of Trace Element
Distributions in BGA Type Solders and Solder JointsKazuhiro Nogita*,**, Hideyuki Yasuda**, Christopher M. Gourlay***, Shoichi Suenaga****, Hideaki Tsukamoto*,
Stuart D. Mcdonald*,*****, Akihisa Takeuchi******, Kentaro Uesugi******, and Yoshio Suzuki******
*School of Mechanical and Mining Engineering, The University of Queensland, St. Lucia, Brisbane QLD 4072 Australia
**Department of Adaptive Machine Systems, Osaka University, Suita, Osaka 565-0871 Japan
***Department of Materials, Imperial College, London, SW7 2AZ United Kingdom
****Nihon Superior Co. Ltd., NS Bldg., 1-16-15 Esaka-Cho, Suita City, Osaka 564-0063 Japan
*****CAST-CRC, The University of Queensland, Brisbane QLD 4072 Australia
******Japan Synchrotron Radiation Research Institute, SPring-8, Sayo, Hyogo 679-5198 Japan
(Received August 10, 2010; accepted September 30, 2010)
Abstract
Trace elements are increasingly being incorporated into lead-free solder compositions. This paper analyses the distribu-
tion of trace elements in solder joints when commercial purity Sn-based alloys are soldered onto Cu substrates. Analysis
techniques include μ-XRF (X-ray fluorescence) mapping performed at the SPring-8 synchrotron radiation facility. The
mapping results indicate that Ni is present in the Cu6Sn5 intermetallic reaction layer, and is distributed in a relatively
homogeneous fashion as (Cu,Ni)6Sn5. In alloys containing trace levels of Ge (60 ppm), this element is comparatively con-
centrated within the oxide at the solder surface, and a lower concentration is distributed homogeneously in the solder
matrix and the intermetallic reaction layer. In Sn–Pb alloys, the Pb was found to segregate to the boundaries between
adjacent Cu6Sn5 grains.
Keywords: Lead-free Solder, Intermetallics, Synchrotron Micro-XRF, Trace Elements
1. IntroductionIn microelectronic assembly, the intermetallic layers in
the reaction zone between the solder and substrate are
crucial to the mechanical and electrical integrity of sol-
dered joints. Cu6Sn5 is the most commonly formed inter-
metallic in the reaction zone between the Sn-based solder
and the Cu substrate. Recently, much attention has been
paid to the effects of impurities and alloying additions on
the Cu6Sn5 interfacial reaction layers between the Sn-
based solders and Cu substrates.[1–6] Trace elements are
categorised into two groups:[6] (1) elements that show
marked solubility in the Cu6Sn5 solder joint layer such as
Ni, Sb, Au, In, Co, Pt, Pd, and Zn, and (2) elements that are
not extensively soluble in Cu6Sn5 such as Ag, Fe, Bi, Al, P,
Ti, S, and rare-earth elements. The role of dissolved trace
additions in Cu6Sn5 in determining the intermetallic layer
growth and phase stability has been the subject of a range
of recent studies.[1, 4–6] Cu6Sn5 has at least two crystal
structures in the solid state, with an allotropic transforma-
tion at 186°C.[7, 8] At equilibrium, monoclinic eta’-Cu6Sn5
(C2/c) is the lower-temperature phase while hexagonal
eta-Cu6Sn5 (P63/mmc) is stable at higher temperatures.[7]
In 2008, it was found[9] by TEM that the faceted eutectic
(Cu,Ni)6Sn5 intermetallic containing around 9 at% Ni in
hypo-eutectic Sn–0.7Cu–0.05Ni alloys remains in the hex-
agonal eta phase at room temperature in contrast to binary
(Ni-free) Cu6Sn5 intermetallics which transform into the
low-temperature monoclinic eta’ phase under identical
cooling conditions. Since then, DSC[10, 11] and synchro-
tron powder XRD[10, 12, 13] have shown that Ni additions
suppress the eta to eta’ transformation, and the intermetal-
lic appears to remain as the eta phase at room tempera-
ture. In support of this, first principle calculations have
shown that Ni additions reduce the energy difference
between eta’ and eta at 0 K.[14] It also has been reported
that small amounts of Sb in Cu6(Sn,Sb)5 shift the thermal

41
stability range of high-temperature Cu6Sn5.[15] Further
research is required to understand the role of impurities
on solder joint reliability since impurities influence factors
including the Cu6Sn5 grain size, the mechanical properties
of Cu6Sn5, the thickness and growth of the IMC reaction
layer, Cu6Sn5 phase transformations, and cracking in
Cu6Sn5.[4, 6, 16] This report presents the results of a
microanalysis of the distribution of various trace elements
in solders of several common compositions. In particular,
the distribution of the elements in the Cu6Sn5 phase is
examined in an attempt to understand the relationship
between microstructure, grain size, thickness of the IMC
solder layer, and composition.
A method for elemental mapping using an X-ray fluores-
cence microscope technique (μ-XRF) has been developed
at the synchrotron radiation light source, SPring-8
Japan.[17, 18] In the micro-XRF technique, elemental map-
ping is performed by detecting the characteristic X-rays of
constituent elements. Since the intensity of the X-ray beam
emitted from the undulator source at SPring-8 is extremely
high, the X-ray fluorescence from a substance with a mass
in the order of femtograms on the surface can be detected.
This technique has been utilised to analyse the distribu-
tion of trace elements in the modified eutectic Si phase of
commercial Al–Si alloys,[19, 20] to characterise the distri-
bution of doping elements in a Mg–Ni alloy,[21] and to
analyse the microstructures of lead-free solder Sn–Cu
based alloys.[22] The spatial resolution is below 100 nm,
which is comparable to the current resolution achievable
by FE-SEM/EDX. In the current research, this technique
was used to investigate the distribution of the trace ele-
ments Ni (500 ppm) and Ge (60 ppm) along with the major
elements Sn, Cu, Ag and Pb in the region of the solder-
substrate interface (and accompanying IMC Cu6Sn5 layer)
for a variety of solder compositions.
2. Experimental procedureBall Grid Array (BGA) type soldered samples with Cu
substrates were used in the experiments. Table 1 shows
the chemical composition of the three solder alloys inves-
tigated, the soldering methods used and the solder tem-
peratures. BGA type samples were obtained from 500 μm
diameter solder balls on organic solderability protection
(OSP) Cu boards using a common reflow process with
RMA-type organic halogen-containing flux. This cycle was
conducted twice for each BGA specimen. For micro-XRF
experiments, all samples were embedded in epoxy resin
and polished in cross-section to observe the solder joints.
Figures 1(a) to 1(c) show cross-sectioned optical micro-
graphs of a) Sn–0.7Cu–0.05Ni+Ge, b) Sn–1.2Ag–0.5Cu–
0.05Ni and c) Sn–37Pb. Figure 2 shows a sample SEM
micrograph of a BGA type Sn–0.7Cu–0.05Ni+Ge solder on
a Cu substrate, which has been reported previously.[12]
An EDS point analysis indicates around 4–5 at% Ni is pres-
ent in the Cu6Sn5.
The micro-XRF experiments were performed at undula-
Table 1 Sample details.
Samples Chemical compositions TypeSolder Temp.
(°C)
a Sn–0.7Cu–0.05Ni+Ge BGA < 240
b Sn–1.2Ag–0.5Cu–0.05Ni BGA < 240
c Sn–37Pb BGA < 240
Fig. 1 Optical micrograph of samples, (a) Sn–0.7Cu–0.05Ni+Ge, (b) Sn–1.2Ag–0.5Cu–0.05Ni, and (c) Sn–37Pb.
Nogita et al.: Synchrotron Micro-XRF Measurements of Trace Element Distributions (2/7)

42
Transactions of The Japan Institute of Electronics Packaging Vol. 3, No. 1, 2010
tor beamline 47XU at SPring-8, Japan. A schematic dia-
gram of the experimental set-up for micro-XRF is available
elsewhere.[17, 18] The undulator radiation was monochro-
matized at 6.1 and 15 keV by passing through a liquid-
nitrogen-cooled Si 111 double-crystal monochromator. A
Fresnel zone plate (FZP) was used as an X-ray focusing
device to produce a fine probe. The FZP was fabricated
using an electron-beam lithography technique at NTT
Advanced Technology Co. Ltd. A zone structure with a 1
μm thick tantalum is deposited onto a 2 μm thick SiC
membrane. The diameter is 155 μm and the focal length at
the X-ray energy of 15 keV is 187.5 mm. The outermost
zone width is 100 nm. In this setup, the beam size was 180
nm (vertical) × 150 nm (horizontal) and the total flux of the
focused probe was 2 × 109 photons/sec. The focused X-ray
beam was used as the probe. The samples were mounted
on a translation scanning stage with a motion accuracy of
better than 10 nm. The XRF spectra were measured with a
Si drift diode detector (Rontec Xflash D301). The X-ray
path between the sample and the detector was through
helium gas in order to reduce the decrement of intensity
by the absorption of air.
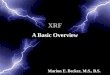
3. Results and DiscussionThe XRF spectra corresponding to the sample of Sn–
0.7Cu–0.05Ni+Ge are shown in Figure 3. The signal inte-
gration time for the acquisition of the XRF spectra was 200
s. Spectra are taken from a region in the middle of the
BGA solder. Sn Lα1 (3.444 keV), Fe Kα1 (6.404 keV), Ni
Kα1 (7.478 keV), Cu Kα1 and Kβ1 (8.047 and 8.905 keV,
respectively), and Ge Kα1 (9.886 keV) are present. The X-
ray energy of Ag Lα1 is 2.984 keV and since Sn is the dom-
inant element of the solder, it is expected to be difficult to
measure trace levels of Ag in this experiment due to the
overlapping with the Lα spectra of Sn. Table 2 shows the
measured X-ray spectra for this experiment.
A μ-XRF elemental map of the Sn, Cu, Ni and Ge at the
soldered-copper interface taken with high resolution scan-
ning is shown in Figure 4(a) (scan pitch: 100 nm, integra-
tion: 0.2 sec) for BGA type Sn–0.7Cu–0.05Ni+Ge solders,
and a map including the solder surface is shown in Figure
4(b) (scan pitch: 200 nm, integration time: 5 sec). In the
elemental mappings, brighter regions indicate a higher
concentration of a specific element. It is clear from the
mapping results that Ni is present in the intermetallic
region, and is distributed in a relatively homogeneous
fashion throughout the IMC phase, Cu6Sn5.
Figure 4(a) shows that only trace levels (60 ppm) of Ge
are present in the bulk solder or in the reaction layer IMC.
However, Figure 4(b) shows that Ge is concentrated to a
degree at the solder ball surface region. This measure-
ment is consistent with past work on Sn–3.0Ag–0.5Cu–
0.05Ge alloy solder balls after a five-time reflow as
analysed using XPS.[23] This result suggests the trace Ge
addition in the solder may influence the oxidation behav-
iour of the solder during melting and solidification but not
the formation and growth of the IMC. At the resolution of
this study, there is no discernable segregation or precipi-
tation of Fe in the bulk solder or the IMC layer.
Fig. 2 SEM micrograph of a cross-sectioned BGA type Sn–0.7Cu–0.05Ni+Ge solder on a Cu substrate.
Fig. 3 XRF spectra of Sn–0.7Cu–0.05Ni+Ge solder.
Table 2 X-ray spectra from Fig. 3.
Element X-ray Energy (keV)
Ag Lα1 2.984
Sn Lα1 3.443
Fe Kα1 6.404
Ni Kα1 7.478
Cu Kα1 8.048
Ge Kα1 9.886
Pb Lα1 10.550

43
Figure 5 (scan pitch: 100 nm, integration time: 0.2 sec)
shows the Sn, Cu, Ni and Ag distributions in the solder-
substrate interface region for a BGA-type Sn–1.2Ag–
0.5Cu–0.05Ni solder. The distribution of the 500 ppm Ni is
homogenous in the IMC layer in the reaction zone, as was
found in the Sn–0.7Cu–0.05Ni+Ge samples shown in Fig-
ure 4(a) and 4(b). Ag is expected to have very low solubil-
ity in Cu6Sn5, but trace Ag levels could not be examined
here because the Sn Lα1 and Ag Lα1 elemental peaks
overlap. However, Ag could be detected when present at
high concentrations, such as in Ag3Sn particles. Ag3Sn was
found in the solder matrix (Figure 5), as reported in past
research,[3] but was not present between Cu6Sn5 grains in
the reaction layer. Additionally, the Ni distribution in the
IMC was not discernibly affected by Ag.
Previous work has shown that (Cu,Ni)6Sn5 has a wide
solubility range of Ni[24–27] and around 4–5 at% Ni is mea-
sured in Cu6Sn5 solder joints of BGA-type Sn–0.7Cu–
0.05Ni+Ge on Cu substrate by point analysis using SEM/
EDS.[10, 12] Figures 6(a) and (b) schematically show how
the distribution of Ni in the intermetallic may have signifi-
cant implications for joint integrity. In the presence of a
concentration gradient (a), a situation might arise where
some regions of the IMC have Ni concentrations above the
level required for stabilization of the hexagonal allotrope
and other regions may have concentrations lower than that
required. Temperature cycling can therefore result in a
stress gradient within the IMC layer due to the associated
(a)
(b)
Fig. 4 (a) Micro-XRF mapping of BGA Sn–0.7Cu–0.05Ni+Ge.(b) Micro-XRF mapping of BGA Sn–0.7Cu–0.05Ni+Ge includ-ing the solder surface.
Fig. 5 Micro-XRF mapping of BGA Sn–1.2Ag–0.5Cu–0.05Ni.
Nogita et al.: Synchrotron Micro-XRF Measurements of Trace Element Distributions (4/7)

44
Transactions of The Japan Institute of Electronics Packaging Vol. 3, No. 1, 2010
volume changes occurring with the transformation.[12] In
contrast, a homogeneous distribution of Ni in the IMC,
such as that shown in (b), where the Ni concentration
exceeds that required for the transformation will avoid
stress concentrations. The micro-XRF mapping results
shown in Figures 4 and 5 clearly indicate that the scenario
of Figure 6(b) occurs and there is 4–5 at% Ni homoge-
neously distributed throughout the Cu6Sn5.
Previous research has shown that (Cu,Ni)6Sn5 contain-
ing 4–5 at% Ni remains as hexagonal eta at room tempera-
ture under cooling conditions that cause binary Cu6Sn5 to
transform to monoclinic eta’.[9, 14] The influence of
retarding or eliminating this solid-state phase transforma-
tion on the thermomechanical stability of solder joints is a
continuing area of research.[10, 12] Recently Chung et
al.[28] discussed the direct evidence for early stage
Cu6Sn5 and Cu3Sn growth between non-Ni-containing Sn–
Cu solder and Cu substrates based on detailed TEM work.
They claimed that the formation and growth of Cu6Sn5 is
a two-stage process with (1) a first stage occurring during
the ramping up of the temperature when the solder had
not yet become molten, and (2) a second stage where
Cu6Sn5 rapidly covers the entire interface and a thin layer
of Cu3Sn also forms. They concluded that the existence of
Cu-enriched regions indicates that the grain boundary and
phase boundary diffusion of Cu atoms was the dominant
mechanism for the growth of Cu6Sn5 and Cu3Sn in the
early stages of the soldering reactions. Since our Ni-
containing solder shows a homogenous Ni distribution, it
is expected that the Cu and Ni atoms responsible for the
growth of (Cu,Ni)6Sn5 were supplied only from the Sn–
Cu–Ni solder and did not originate from the Cu substrate.
It is suggested that the formation and growth mechanisms
of the intermetallics at the interface of the Ni-containing
Sn–Cu solder and Cu substrates might be different from
that occurring between Ni-free Sn–Cu solders and Cu sub-
strates. Very thin layers of Cu3Sn formation on Cu sub-
strates when using Ni-containing Sn–Cu solder also indi-
cate a difference from Ni-free Sn–Cu solders.
Figures 7(a) and (b) show the Sn, Cu and Pb distribu-
tions in the IMC layer for BGA-type Sn–37Pb solders.
High-magnification mapping of the Pb distribution in
Figure 7(b) (scan pitch: 50 nm, integration time: 0.2 sec)
clearly indicates that Pb precipitates between the Cu6Sn5
IMC grains, but is not present within the Cu6Sn5 grains. As
Fig. 6 Significance of Ni distribution in (Cu,Ni)6Sn5 IMC, (a)inhomogeneous distribution of Ni in Cu6Sn5 (b) homoge-neous distribution of Ni in Cu6Sn5. 4–5 at% Ni is homoge-neously distributed throughout the Cu6Sn5 This level of Nistabilises the hexagonal allotrope of (Cu,Ni)6Sn5 (eta) at roomtemperature, minimising stresses associated with phase trans-formation.
(a)
(b)
Fig. 7 (a) Low magnification micro-XRF mapping of BGASn–37Pb. (b) High magnification micro-XRF mapping of BGASn–37Pb.

45
shown schematically in Figures 8(a) and (b), this distribu-
tion of Pb may be more favorable in regards to the accom-
modation of stress in the IMC layer compared to a situa-
tion where no segregates are present. The solid solubility
of Pb in Cu6Sn5 is very low and it is reasonable that Pb is
found at the grain boundaries of Cu6Sn5. It is reported that
Sn–Ag–Cu solder joints have a higher rate of interfacial
failure than Sn–Pb joints.[29] Soft Pb distributions/segre-
gations between the Cu6Sn5 grains along the Cu6Sn5 grain
boundaries in the reaction layer may inhibit cracking in
the reaction zone.
4. ConclusionsThis research utilised a μ-XRF trace element mapping
technique at the SPring-8 synchrotron radiation facility for
solder joint analysis. Three BGA-types of samples on Cu
substrates were used in the experiments. All samples with
a solder of base composition 500 ppm Ni had a homo-
geneous Ni distribution in the Cu6Sn5 IMC layer. Ge,
when present in trace levels, is distributed homogeneously
in the solder at a very low concentration but is also present
at the solder surface at a higher concentration, where it
contributes to the oxidation resistance of the joint. In the
Pb-containing system, the Pb in the Sn–37Pb solder precip-
itates or is segregated to the Cu6Sn5 IMC grain bounda-
ries. The variations in crystal structure and composition
across the soldered interfaces have practical implications
for the mechanical properties and propensity for damage
accumulation within the IMC layer.
AcknowledgmentsThis research has been conducted under an interna-
tional cooperative research program between the
University of Queensland, Australia and Nihon Superior
Company Ltd., Japan. The authors would like to thank Mr.
J. Read, The University of Queensland, Mr. T. Nishimura,
M. Miyaoka and K. Sweatman of Nihon Superior Co. Ltd.
for the experiments and valuable discussions. The syn-
chrotron radiation experiments were performed at SPring-
8 (Proposal No. 2009A1159/BL No. 47XU). Financial sup-
port from the Australian Synchrotron International
Synchrotron Access Program (Program No. AS_IA091) is
acknowledged. Nogita is funded by a Smart Futures
Fellowship, Queensland Government, Australia.
References
[1] F. Gao, T. Takemoto, and H. Nishikawa, “Morphology
and growth pattern transition of intermetallic com-
pounds between Cu and Sn–3.5Ag containing a
small amount of additives,” Journal of Electronic
Materials, Vol. 35, pp. 2081–2087, 2006.
[2] H. Nishikawa, J. Y. Piao, and T. Takemoto, “Interfa-
cial reaction between Sn–0.7Cu (–Ni) solder and Cu
substrate,” Journal of Electronic Materials, Vol. 35,
pp. 1127–1132, 2006.
[3] T. Laurila, et al., “Effect of Ag, Fe, Au and Ni on the
growth kinetics of Sn–Cu intermetallic compound
layers,” Microelectronics Reliability, Vol. 49, pp.
242–247, 2009.
[4] H. Tsukamoto, T. Nishimura, and K. Nogita,
“Epitaxial growth of Cu6Sn5 formed at Sn-based
lead-free solder/non-textured polycrystalline Cu
plate interface,” Materials Letters, Vol. 63, pp.
2687–2690, 2009.
[5] Y. W. Wang, et al., “Effects of minor Fe, Co, and Ni
additions on the reaction between SnAgCu solder
and Cu,” Journal of alloys and compounds, Vol.
478, pp. 121–127, 2009.
[6] T. Laurila, V. Vuorinen, and M. Paulasto-Kröckel,
“Impurity and alloying effects on interfacial reaction
layers in Pb-free soldering,” Materials Science and
Engineering R, Vol. 68, pp. 1–38, 2010.
[7] A. K. Larsson, L. Stenberg, and S. Lidin, “The Super-
structure of domain-twinned eta’-Cu6Sn5,” Acta
Crystallographica Section B, Vol. 50, pp. 636–643,
1994.
[8] G. Ghosh and M. Asta, “Phase stability, phase trans-
formations, and elastic properties of Cu6Sn5: Ab
initio calculations and experimental results,” Journal
of Materials Research, Vol. 20, pp. 3102–3117, 2005.
[9] K. Nogita and T. Nishimura, “Nickel-stabilized hex-
Fig. 8 Proposed mechanism of stress accommodation in Pbcontaining solder (a) Cu6Sn5 grains without Pb (b) soft Pbbetween the Cu6Sn5 grains. Soft Pb distributed between theCu6Sn5 grains along the Cu6Sn5 grain boundaries in the reac-tion layer may accommodate stresses of transformation pre-venting cracking.
Nogita et al.: Synchrotron Micro-XRF Measurements of Trace Element Distributions (6/7)

46
Transactions of The Japan Institute of Electronics Packaging Vol. 3, No. 1, 2010
agonal (Cu, Ni)6Sn5 in Sn–Cu–Ni lead-free solder
alloys,” Scripta Materialia, Vol. 59, pp. 191–194,
2008.
[10] K. Nogita, C. M. Gourlay, and T. Nishimura, “Crack-
ing and phase stability in reaction layers between
Sn–Cu–Ni solders and Cu substrates,” JOM, Vol.
61, pp. 45–51, 2009.
[11] K. Nogita, “Stabilisation of Cu6Sn5 by Ni in Sn–
0.7Cu–0.05Ni lead-free solder alloys,” Intermetallics,
Vol. 18, pp. 145–149, 2010.
[12] K. Nogita, et al., “Inhibiting cracking of interfacial
Cu6Sn5 by Ni additions to Sn-based lead-free sol-
ders,” Transactions of The Japan Institute of Elec-
tronics Packaging (Trans JIEP), Vol. 2, pp. 46–54,
2009.
[13] K. Nogita, et al., “Inhibition of cracking in Cu6Sn5
intermetallic compounds at Sn–Cu lead-free solders
and Cu substrate interfaces,” Proc. of Int. Conf. on
Electronics Packaging (ICEP2009), Kyoto, Japan,
pp. K14-2-2, 2009
[14] U. Schwingenschlögl, et al., “The influence of Ni
additions on the relative stability of η and η ’Cu6Sn5,”
Applied Physics Letters, Vol. 96, pp. 061908, 2010.
[15] S. Lidin and S. Y. Piao, “The Structure of Cu6Sn5–
xSb(x) — Large Effects of Subtle Doping,” Zeitschrift
fur Anorganische und Allgemeine Chemi, Vol. 635,
pp. 611–613, 2009.
[16] H. Tsukamoto, et al., “Nanoindentation characteriza-
tion of intermetallic compounds formed between
Sn–Cu (–Ni) ball grid arrays and Cu substrates,”
Materials Science & Engineering B, Vol. 164, pp.
44–50, 2009.
[17] A. Takeuchi, Y. Suzuki, and H. Takano, “Character-
ization of a Fresnel zone plate using higher-order
diffraction,” Journal of Synchrotron Radiation, Vol.
9, pp. 115–118, 2002.
[18] H. Takano, Y. Suzuki, and A. Takeuchi, “Sub-100 nm
hard X-ray microbeam generation with Fresnel zone
plate optics,” Japan Journal of Applied Physics, Vol.
42, pp. L132–L134, 2003.
[19] K. Nogita, et al., “Determination of strontium segre-
gation in modified hypoeutectic Al–Si alloy by micro
x-ray fluorescence analysis,” Scripta Materialia, Vol.
55, pp. 787–790, 2006.
[20] K. Nogita, et al., “The role of trace element segrega-
tion in the eutectic modification of hypoeutectic Al–
Si alloys,” Journal of Alloys and Compounds, Vol.
489, pp. 415–420, 2010.
[21] K. Nogita, et al., “Mechanism of improved hydrogen
absorption kinetics in cast Mg–Ni alloys,” Materials
Science Forum, Vol. 618–619, pp. 391–394, 2009.
[22] T. Ventura, et al., “The influence of 0–0.1 wt%Ni on
the microstructure and fluidity length of Sn–0.7Cu–
xNi,” Journal of Electronic Materials, Vol. 37, pp.
32–39, 2008.
[23] S. W. Cho, et al., “Thermal oxidation study on lead-
free solders of Sn–Ag–Cu and Sn–Ag–Cu–Ge,”
Advanced Engineering Materials, Vol. 8, pp. 111–
114, 2006.
[24] C. H. Lin, S. W. Chen, and C. H. Wang, “Phase equi-
libria and solidification properties of Sn–Cu–Ni
alloys,” Journal of Electronic Materials, Vol. 31, pp.
907–915, 2002.
[25] C. Y. Li, G. J. Chiou, and J. G. Duh, “Phase distribu-
tion and phase analysis in Cu6Sn5, Ni3Sn4 and the
Sn-rich corner in the ternary Sn–Cu–Ni isotherm at
240°C,” Journal of Electronic Materials, Vol. 35, pp.
343–352, 2006.
[26] C. Schmetterer, et al., “Cu–Ni–Sn: A Key System for
Lead-Free Soldering,” Journal of Electronic Materials,
Vol. 38, pp. 10–24, 2009.
[27] C. M. Gourlay, et al., “Intermetallic formation and
fluidity in Sn-rich Sn–Cu–Ni alloys,” Journal of Elec-
tronic Materials, Vol. 30, pp. 56–69, 2010.
[28] C. K. Chung, J.-G. Duh, and C. R. Kao, “Direct evi-
dence for a Cu-enriched region at the bourndary
between Cu6Sn5 and Cu3Sn during Cu/Sn reaction,”
Scripta Materialia, Vol. 63, pp. 258–260, 2010.
[29] K. Zeng, “Lead-free soldering: Materials science and
solder joint reliability,” JOM, Vol. 61, pp. 28, 2009.





![Basics of Handheld XRF - Berg Engineering | Ultrasonic ... · Basics of Handheld XRF. ... XRF Spectrum L to R = Cr, Co, Ni, and Mo 200 250 300 350 ... 2009 Simple XRF Basics [Read-Only]](https://img.pdfslide.net/doc/110x75/5af4ea757f8b9a9e598d5e09/basics-of-handheld-xrf-berg-engineering-ultrasonic-of-handheld-xrf-.jpg)