Embed Size (px)
Citation preview

Syngas from biomass - gas clean-upprocess developmentSGC International Seminar on Gasification,GASIFICATION FOR BIO-SNG and BIO-FUELS,Göteborg 16.10.2013
P. Simell, , I. Hannula, S. Tuomi, M. Nieminen, E. Kurkela,N. Kaisalo, J. Kihlman
VTT Technical Research Centre of Finland

221/10/2013
Key steps in gasification based synfuels process
Forestry residues,mill residues,straw, energy crops,urban biowaste
Synthesis& upgrading
Gasification
steam &oxygen
oxygen
ReformingFiltration

321/10/2013
Forestry residues,mill residues,straw, energy crops,urban biowaste
Synthesis& upgrading
Gasification andgas treatment
Pulp andpaper mill
Biomasshandling
anddrying
powerplantProcess steam & power
Paperor pulp
Hydrocarbon fuels (FT)or methanol, DME, SNG, H2, etc.
Energyto drying
synthesis-gas
bark,forestryresidues,otherbiomass
fuel gas+ steam
steam & oxygen
Syngas Route to Biofuels – Integrated Concept
150-300 MW
75-160 MW
50-150 MW

421/10/2013
Aspen Plus modelling platform

521/10/2013
• Mature technology• No investment support• No CO2 credits• No tax assumptions
Gasoline@150$/bbl
Gasoline@100$/bbl
Before taxRef.margin=13$/bbl
1€=1.3$ (2010)
Levelised production cost estimates*300 MW biomass @ 17 €/MWh, 0.12 ann. factorElectricity 50 €/MWh, DH 30 €/MWh@5500 h/a
*Liquid transportation fuels via large-scale fluidised-bed gasification of lignocellulosic biomass, Hannula, Ilkka; & Kurkela, Esa 2013. VTT, Espoo. 114 p. + app. 3 p. VTT Technology: 91

621/10/2013
Hot gas filtration
Forestry residues,mill residues,straw, energy crops,urban biowaste
Synthesis& upgrading
Gasification
steam &oxygen
oxygen
ReformingFiltration
500 °C 600 1 000 °C
Filter @ 500 °C

721/10/2013
Fuel: SRF (RDF); ceramic fibre filters (3M FB-900);
cyclone temp 700-750oC; filtration temp 395oC)
0,0
10,0
20,0
30,0
40,0
50,0
60,0
70,0
80,0
90,0
100,0
Na K Cl Al Ca Hg Sn Sb As Cd Pb V Mn Co Ni Cu Zn Mo Cr Si Mg
%of
outp
ut
Bottom ash Cyclone dust Filter dust Gas
Hot gas filtration
Hg, not measured from the gas phase

821/10/2013
The effect of filtration temperature on costs
Work objective: to operate the filter at a higher temperatureImproved efficiencyDecreased production costs

921/10/2013
Hot gas filtration – simplified process by increased temperature

1021/10/2013
Pressurized hot gas filtration test rig ALMAPressures up to 5 bar(g), temperatures up to 850 °CThe effect of the following parameters on filter performance (filter blinding) is studied:
Filtration pressure and temperatureUse of additivesTar and fly ash load in the gas
CH4 O2 N2
DUST REMOVAL
TO GASANALYZER
TO GASINCINERATION
TARSAMPLING
Pd
T
COOLER
CARRIERGAS N2
FC
FC
AIR
N2
SIMULATEDGASIFICATION
GAS
H2O FCBOILER
FLY ASH FEED
FC
TAR FEED
T
PULSE TANK
Pd
TO GASANALYZER
TARSAMPLING
CO,CO2, H2,CH4,H2O, tar
H2OFC
FC FC
FCC2H4

1121/10/2013
Filter blinding @ 800 °C, 1 – 4 bar(a)with and without steam
high-tar load, noadditional dustfeeding

1221/10/2013
Gas reforming
Forestry residues,mill residues,straw, energy crops,urban biowaste
Synthesis& upgrading
Gasification
steam &oxygen
oxygen
ReformingFiltration
500 °C 600 1 000 °C
Tar + H2O CH4 + H2O CO + H2O
nCO + mH2CO + 3H2 CO2 + H2
Ni cat. @ 1 000 °C

1321/10/2013
The effect of methane reforming extent on costs
Work objective: to operate the reformer at optimum methaneconversion (=temperature/catalyst loading)
Improved efficiencyDecreased production costs

1421/10/2013
The development steps
1985 1990 1995 2000 2005 2010
SCREENING
APPLICATION TO PRACTICE
SCALE-UP
DEMONSTRATION
Air,Natural
gas
Air
Catalystreactor
1
Catalystreactor
2
First catalystblock
Second catalystblock
Third catalystblock
Flow straightener
Flow straightener
T
T
T
T cat 1
T cat 2(avg)
T cat(avg)
Varkaus BTL-demo plant
Skive CHP-plant

1521/10/2013
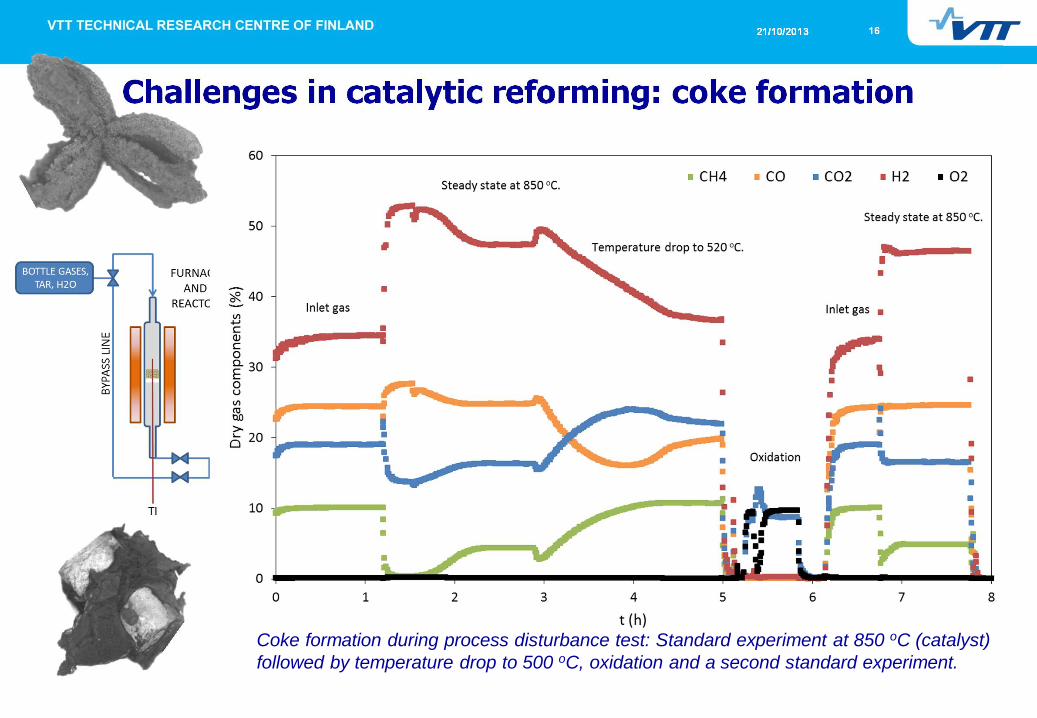
Challenges in catalytic reforming: coke formation
Whisker coke below ~570 oC
Pyrolytic coke above ~800 oC
OBJECTIVE OF THE PRESENT WORK:Find optimum parameters for carbon-free operation byinvestigating the effects of temperature, pressure, gascomposition (especially H2S, tar, ethene and water) andcatalyst
Catalyst bed front face clogging bydust and/or carbon has been aproblem in various phases of our R&Dwork
1621/10/2013
Challenges in catalytic reforming: coke formation
Coke formation during process disturbance test: Standard experiment at 850 oC (catalyst)followed by temperature drop to 500 oC, oxidation and a second standard experiment.

1721/10/2013
Reforming catalysts
Doped zirconiaPOX catalyst
Precious metalcatalyst
Nickel steamreformingcatalyst
Ref: WO 2011/107661 A1, WO 07116121 A1, WO 03000829 A1
oxygen
STAGED REFORMER

1821/10/2013
Reformer long-term performanceTests at VTT 0,5 MW gasification PDU-plant

1921/10/2013
From: Sami Kokki,Foster Wheeler

2021/10/2013
Conclusions
Efficient and versatile gas clean-up technology developed forvarous syngas applications
Gasification based technology for the BTL route is competitivewhen
Mature technology availableOil price > 100 USD/bbl
Liquid fuel production cost reduction in the range of 5 % can beachived by
Increasing hot gas filtration temperature by 200 °C (550 to 750 °C)Increasing methane conversion from 50 to 90 %

2121/10/2013
Conclusions: bio-olefins and chemicals via gasification
Forestry residues,mill residues,straw, energy crops,urban biowaste
FT-reaction withCatalystLow T,p
H2CO
Separationprocess
Fischer-Tropsch
C2-C12 -olefins *Paraffinsoxygenantswater
Oxygenates indilute aqueoussolution
Gasoline
HDPE and LLDPE
Synthetic lubricants forautomotive andindustrial applications
Drag reducing agentsfor oil industryLubricants and fueladditives for engines
Oil field chemicals
Oil recovery surfactants
Detergents and personalcare
Sizing agents (ASA) forPulp&paper industry
Aromatics
Plasticiser alcohols for PVC,cables, leather etc.
steam &oxygen
Filtration +
Reforming +
Shift
Gas upgradingGasification

2221/10/2013
VTT creates business from technology

2321/10/2013
Investment cost factorsBalance of Plant 30 %Indirect costs 22 %Contingency for standard components 20 %Contingency for less mature components 30 %Interest during construction, fraction of TPC 5 %Capital charges factor, (10%, 20a) 12 %O&M costs factor, fraction of TPC/a 4 %Public investment support, M€ 0
Indirect costsEngineering &head office costs 15 %,start-up costs 5 % androyalties & fees 2 %
O&MPersonnel costs 0.5 %Maintenance &insurances 2.5 %Catalysts &chemicals 1 %
BOPinstrumentation andcontrols, electricalconnections, piping,insulation, and sitepreparation
PricesElectricity, €/MWh 50District heat, €/MWh 30Biomass, €/MWh 16.9Refining margin - low-S diesel, $/gal 0.25Refining margin - reformulated gasoline, $/gal 0.32
2421/10/2013
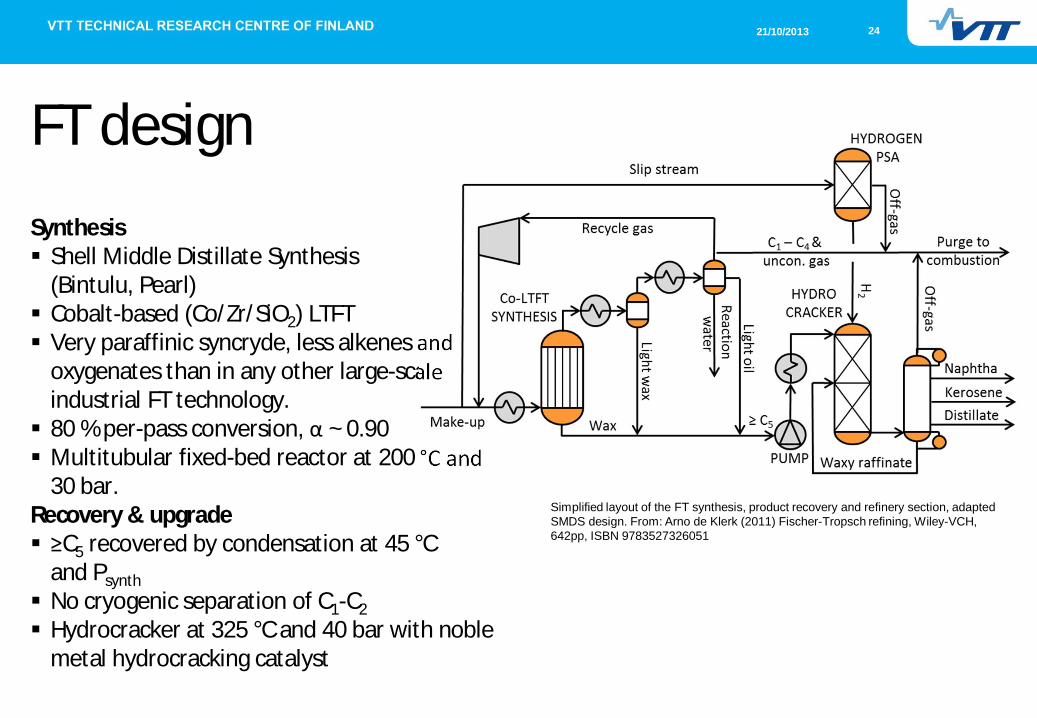
FT designSynthesis
Shell Middle Distillate Synthesis(Bintulu, Pearl)Cobalt-based (Co/Zr/SiO2) LTFTVery paraffinic syncryde, less alkenes andoxygenates than in any other large-scaleindustrial FT technology.80 % per-pass conversion, ~ 0.90Multitubular fixed-bed reactor at 200 °C and30 bar.
Recovery & upgradeC5 recovered by condensation at 45 °C
and PsynthNo cryogenic separation of C1-C2Hydrocracker at 325 °C and 40 bar with noblemetal hydrocracking catalyst
Simplified layout of the FT synthesis, product recovery and refinery section, adaptedSMDS design. From: Arno de Klerk (2011) Fischer-Tropsch refining, Wiley-VCH,642pp, ISBN 9783527326051





























