Embed Size (px)
DESCRIPTION
tablas de muestreo
Citation preview

TABLAS DE MUESTREO (MIL-STD 414, 105E Y DODGE – ROMING)
Moisés Alfonso Espinoza RodríguezMoisés Rosalio Rojas Blanco
Control Estadístico de la Calidad
MILITARY STANDARD
Definición: • Estándar que provee planes de muestreo de aceptación por
atributos, basado en especificar un nivel de calidad aceptable.
• Para diseñar planes MIL STD 105E se usa principalmente el nivel de calidad aceptable, NCA.
• El estándar prevee 26 valores (%) diferentes para en NCA; 16 de ellos que van de 0.010 a 10%, están enfocados a porcentajes de defectos; y los otros 10 que van desde 15 hasta 1000 defectos por cada 100 unidades.
El estándar ofrece 3 procedimientos de muestreo :
• Simple• Doble• Múltiple
• Para cada plan de muestreo se prevé inspección normal, severa o reducida.
• Inspección normal: se implementa al iniciar el esquema de muestreo de acuerdo con el MIL STD 105E.
• Inspección severa: se establece en un esquema MIL STD 105E cuando el proveedor ha tenido un mal desempeño en cuanto a la calidad convenida
• Inspección reducida: se utiliza en un esquema MIL STD 105E cuando el proveedor ha tenido un buen comportamiento en cuanto a la calidad.
Diseño de un esquema de muestreo
Para obtener los planes de muestreo aplicando el MIL STD 105E se procede de acuerdo con los siguientes pasos:
• Determinar el tamaño de lote.• Especificar el NCA.• Escoger el nivel de inspección (usualmente el nivel 2, que puede ser
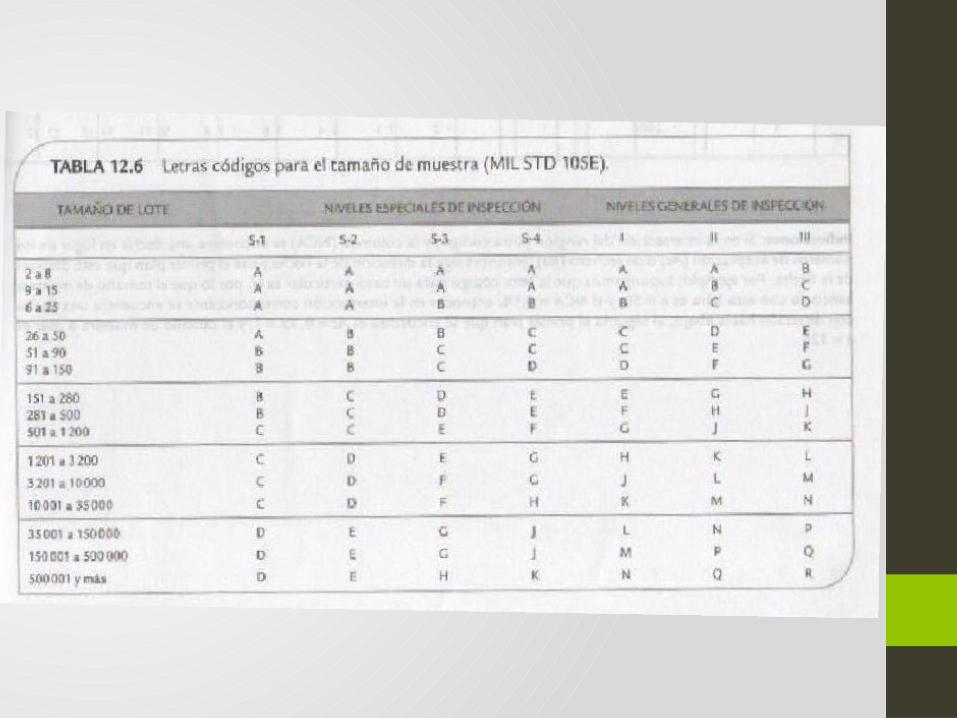
cambio si la situación lo justifica).• Dada la información anterior, en la tabla se encuentra la letra código
correspondiente para el tamaño de muestra.• Determinar el tipo de plan de muestreo ha ser usado (simple, doble,
o múltiple).• De acuerdo con la letra código y en NCA, en la tabla se especifican los
planes simples para inspección norma, en la tabla el plan simple para inspección severa y en la ultima tabla el plan de inspección reducida.
EJEMPLO• Un cliente plantea a su proveedor que solo le envié aquellos
lotes que tengan un buen nivel de calidad, y deciden establecer un plan de muestreo de aceptación simple por atributos. El tamaño de lote es grande. Se acuerda un NCA = 0.4% y que un lote con calidad = NCA tendrá probabilidad de aceptación de 1-α = 0.95. el riego del proveedor es α = 0.05, ya que los lotes con 0.4% de defectos, a pesar de tener calidad aceptable, tendrán una probabilidad de no aceptación de 0.05.
• N= 600 UNIDADES• NIVEL DE INSPECCIÓN= II
REGLAS DE CAMBIO
• Los requisitos que establece el estándar para hacer cambios en los tipos de inspección son:
• 1.- De inspección normal a inspección severa• 2.- De inspección severa a inspección normal• 3.- De inspección normal a inspección reducida• 4.- De inspección reducida a normal• 5.- Interrupción de inspección
PLANES DE MUESTREO DODGE ROMING
• Se trata de un nivel de calidad limite (NCL) o el % defectivo tolerado en el lote (PDTL), y el limite de calidad promedio de salida (LCPS).
• Para cada uno de estos índices existen tablas para diseñar planes de muestreo simple y doble.
• Los plane4s DODGE ROMING solo se aplican a programas de muestreo de aceptación en donde los lotes rechazados se inspeccionan al 100% y los artículos defectuosos encontrados en ellos son sustituidos por unidades buenas.
EJEMPLO
• Un proceso genera lotes de 8000 y se sabe que tiene una proporción promedio de defectuosos de 0.26%. Se desea evitar con un buen nivel de seguridad que no salgan al mercado lotes con una proporción de defectuoso mayor al 1%. Por ello, se establece un plan de muestreo de aceptación, eligiendo NCL = 1%.
MUESTREO DE ACEPTACIÓN POR VARIABLES (MIL STD 414)
• En este tipo de planes se toma una muestra aleatoria de lote y a cada unidad de la muestra se le mide una característica de calidad de tipo continuo (longitud, peso, espesor, etc.), en este contraste por el muestreo por atributos, el objetivo no es clasificar a cada unidad como defectuosa o no, si no solo registrar la medición de cada pieza. Después de ello, y con base en las mediciones se calcula un índice estadístico que de acuerdo con su valor se aceptara o rechazara todo el lote.
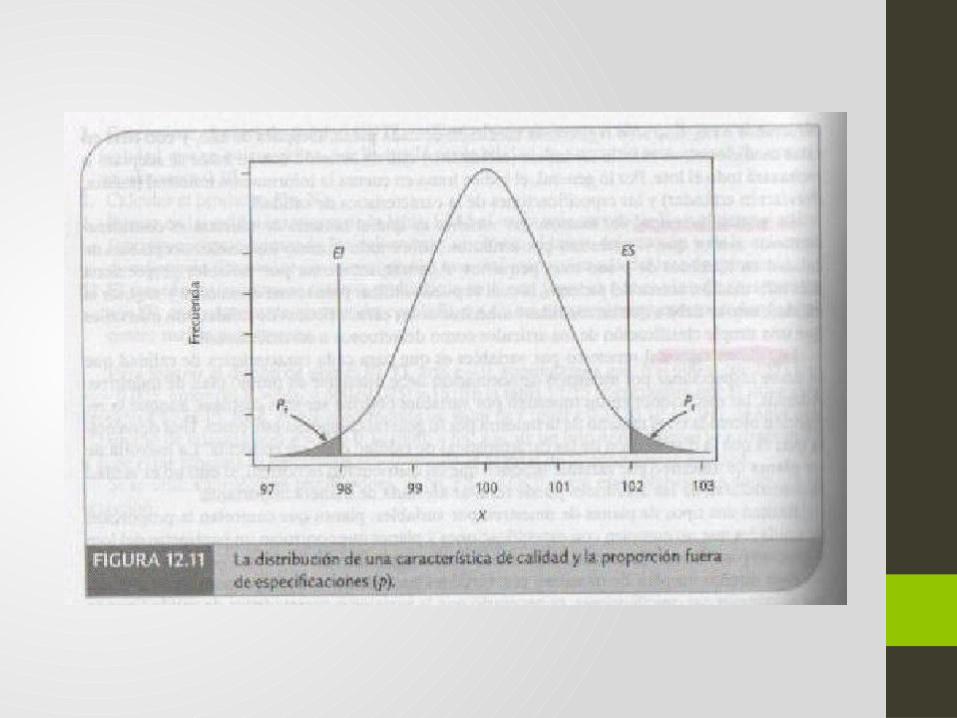
• Para diseñar un plan de muestreo por variables para el control de la proporción de artículos que no cumplen con especificaciones es necesario que la variable o característica de calidad que se mide al producto tenga especificaciones que debe cumplir en la figura siguiente se muestra una característica de calidad x, con distribución normal con media (y la desviación estándar (), que se debe estar entra la especificación inferior y la superior: EI y ES . El área bajo la curva a la izquierda del EI representa la proporción de artículos, Pi, que tiene un valor menor que EI; mientras que Ps es la proporción de unidades que exceden la ES. Es evidente que la magnitud de la proporción de defectuosos, p = pi + ps, depende de los valores de y
Pasos para diseñar un plan MIL STD 414
• 1.- determinar el tamaño de lote• 2.- especificar el NCA• 3.- escoger el nivel de inspección. En tanto mayor sea el nivel de
inspección mas estricto es el plan (mas rápido cae su curva CO)• 4.- en la tabla 12.16 y de acuerdo con el tamaño de lote y el
nivel de inspección encontrar la letra código del tamaño de la muestra.
• 5.- en la tabla 12.17 de acuerdo con la letra código y el NCA se busca el plan simple para inspección normal, que consiste en un tamaño de muestra n, y el valor M, que es el porcentaje máximo de defectuosos tolerado en lote.
• 6.- en la misma tabla, partiendo de los NCA que están en la parte inferior, se encuentra el plan que se emplearía bajo inspección severa, con sus correspondientes valores para n y M.
• 7.- seleccionar de manera aleatoria una muestra de tamaño n, y a cada pieza de esta se le mide la característica de calidad. Con los datos obtenidos calcular la media y la desviación estándar maestral, S.
• 8.- de los siguientes dos índices, de acuerdo con el tipo de especificaciones que tenga la característica de calidad, calcular a uno o a ambos.
• 9.- Estimar la proporción de unidades defectuosos en el lote.
• 10.- decisión de aceptación o rechazo
Para variables solo con especificación inferior. Aceptar el lote si pi es menor o igual al valor M. en caso contrario rechazarlo.
Para variables solo con especificación superior. Aceptar el lote si ps es menor o igual que M. en caso contrario rechazarla.
Para variables con doble especificación aceptar el lote si la suma del % inferior mas que el superior, p= pi + ps, es menor o igual a M. en caso contrario rechazar el lote.

EJEMPLO • En una fabrica de autopartes se han tenido problemas con la
dimensión de la barra de acero en el momento de ensamblarla. La longitud ideal de la barra es de 100 milímetros, con una toleración de mas menos 2mm. Se decide implementar un muestreo de aceptación interno con el propósito de evitar dejar pasar a la tapa de ensamble a los lotes con una calidad muy pobre. El tamaño de lote para estas barras es de 3000. de acuerdo con los antecedentes y los propósitos se elige un NCA de 1% de esta forma, los lotes con 1% de barras fuera de las especificaciones tendrán una alta probabilidad de ser aceptados para ensamble.





























