Embed Size (px)
DESCRIPTION
tallado
Citation preview
Tallado de dientes
En función del procedimiento de producción empleado se clasifican en dos grandes grupos:
Talladora de engranajes por reproducción.
Talladora de engranajes por generación.
En las talladoras de ruedas dentadas por reproducción, el borde cortante de la herramienta es una reproducción
exacta del hueco entre dientes contiguos, por lo que se precisa de un número elevado de herramientas, debido a
que el hueco interdental varía en función del módulo y del número de dientes. A estas herramientas se les conoce
con el nombre de "cortadores conformadores".
Las talladoras de engranajes por reproducción pueden ser de dos tipos:
Cepilladora: La herramienta tiene un perfil cortante, perpendicular a la dirección de su movimiento. Este perfil
coincide con el contorno del hueco interdental del engranaje a tallar.
La herramienta realiza un movimiento de vaivén sobre el cilindro base, cortando el material correspondiente al
hueco interdental. Al terminar esta operación, el cilindro base gira un ángulo de valor 1/z (siendo z, el número de
dientes) para repetir la operación de cepillado del siguiente hueco.
Fresadora: La herramienta utilizada es una fresa especial estandarizada, denominada “fresa de módulo”. Sus
dientes tienen perfiles con la forma del hueco interdental. La fresa penetra en el cilindro base realizando el
mecanizado, posteriormente vuelve a su posición inicial y el cilindro base giran un ángulo de valor 1/z (siendo
z, el número de dientes) para repetir la operación de fresado del siguiente hueco.
Es necesario una fresa específica para cada módulo y número de dientes, pero debido al alto coste que esto supone,
habitualmente, se utilizan juegos de 8 fresas por módulo, lo que se traduce en una inexactitud el los perfiles.
Talladoras por generación
Las talladoras de engranajes por generación se basan en las propiedades de la evolvente. Los dientes de perfil
de evolvente se pueden tallar mediante herramientas de perfil rectilíneo, en las que la herramienta de corte avanza
a medida que la rueda gira sobre su centro. La ventaja de las talladoras por generación es su elevada precisión,
asegurando un perfecto y silencioso funcionamiento a grandes velocidades.
Las talladoras de engranajes por generación pueden ser de varios tipos:
Talladoras de engranajes con piñón generador: Como herramienta de corte se emplea una rueda dentada con
bordes cortantes a la que se hace rodar sobre el cilindro base que se pretende tallar.
Presenta las ventajas del mecanizado continuo, no siendo necesario el reposicionado de la herramienta, permite la
generación de engranajes interiores y con una sola herramienta se pueden fabricar engranajes de un mismo módulo
y número de dientes diferentes. La desventaja es que el piñón generador es muy difícil de elaborar y cualquier
defecto de este se reproduce fácilmente en la pieza mecanizada.
Talladoras de engranajes con cremallera: La herramienta tiene forma de cremallera, de módulo igual al del
engranaje a tallar. El movimiento de corte es un movimiento de vaivén de la herramienta en la dirección del
eje del cilindro base. Con este método se generan las dos caras del diente simultáneamente.
Para la fabricación, se parte de un disco de radio igual al radio de cabeza del engranaje a generar, se enfrenta este al
cortador y se hace avanzar la herramienta de modo que penetre en el cuerpo de la rueda hasta que su línea media
sea tangente a la circunferencia primitiva de referencia de esta última. Luego, después de cada golpe de corte, se
hace girar el cuerpo de la rueda ligeramente, al mismo tiempo que se desplaza longitudinalmente la cremallera, tal
como lo haría una cremallera real al engranar con la rueda ya acabada. Este movimiento se repite hasta llegar a
completar una distancia igual al paso circular. En ese momento, se habrá completado el tallado de un diente, y se
reposiciona la cremallera para proceder al mecanizado del siguiente. De este modo, los flancos de los dientes
resultan como envolventes del flanco recto de la herramienta, en su movimiento de rodadura sobre la
circunferencia primitiva de referencia. El principal inconveniente es que el mecanizado no es continuo por lo que es
necesario el reposicionado de la herramienta. Es uno de los métodos más frecuentes.
Talladoras de engranajes por cepillado: La herramienta de corte utilizada es de cara plana, el movimiento de la
herramienta es de vaivén. Este método ha caído en desuso quedando algo anticuado.
Talladoras de engranajes con fresa madre: La herramienta utilizada es un tornillo sinfín denominado "fresa
madre", los dientes son rectos, como en el caso de la cremallera, pero el eje de la herramienta debe estar
desalineado un valor igual al ángulo de avance de la hélice del tornillo, para tallar engranajes rectos.
Es un proceso de mecanizado continuo, por lo que no hay que reposicionar la herramienta siendo por eso más
exacto que otros métodos. Es uno de los procesos de fabricación de engranajes más utilizados. Para la generación
de engranajes helicoidales se le debe suministrar al eje de la fresa un ángulo para, además de compensar la
inclinación de la fresa proporcionarle a la rueda dentada el ángulo deseado.
Procedimientos de generación ó rodamiento: para los diferentes tipos de dentados a obtener, es necesario establecer movimiento relativos combinados entre pieza y herramienta. Estos diferentes tipos de dentados son:a.- Engranajes cilíndricos de dientes rectos b.- Engranajes cilíndricos de dientes helicoidalesc.- Ruedas helicoidales con tornillo sin find.- Engranajes cónicos de dientes rectose.- Engranajes cónicos de dientes helicoidalesf.- Engranajes cónicos de dientes hipoidalesg.- Engranajes cilíndricos interiores con dientes rectos ó helicoidalesh.- Engranajes cilíndricos con dientes bi – helicoidales
Para la obtención de los dentados enumerados, se utilizan los siguientes sistemas de creado por generación:
1.- Sistema Fellows – generación por rueda madre ó piñón mortajador (engranajes cilíndricos)
2.- Sistemas Maag y Sunderland – generación por peine creador ó cremallera mortajadora (engranajes cilíndricos)
3.- Sistema Rhenania ó Pfauter – generación por fresa madre creadora ó tornillo sin fin (engranajes cilíndricos)
4.- Sistemas Bilgram y Gleason/Coniflex (engranajes cónicos)
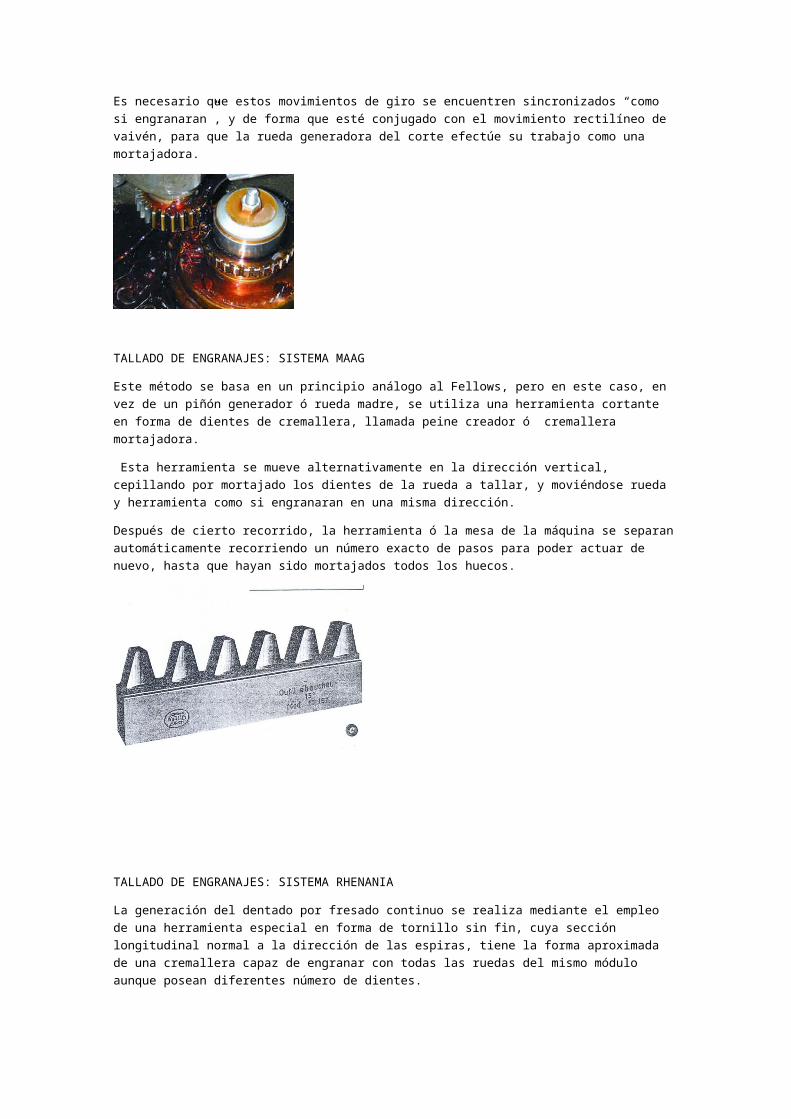
TALLADO DE ENGRANAJES: SISTEMA FELLOWS
Utiliza una herramienta de acero templado en forma de engranaje llamado rueda madre ó piñón mortajador, mediante la cual talla engranajes cilíndricos ó helicoidales exteriores e interiores por el sistema de cepillado ó mortajado.
Los dientes son tallados por el movimiento rectilíneo alternativo del piñón cortante, trabajando como un útil de mortajar, y girando alrededor de su eje al mismo tiempo que la pieza a dentar.
Es necesario que estos movimientos de giro se encuentren sincronizados “como si engranaran”, y de forma que esté conjugado con el movimiento rectilíneo de vaivén, para que la rueda generadora del corte efectúe su trabajo como una mortajadora.
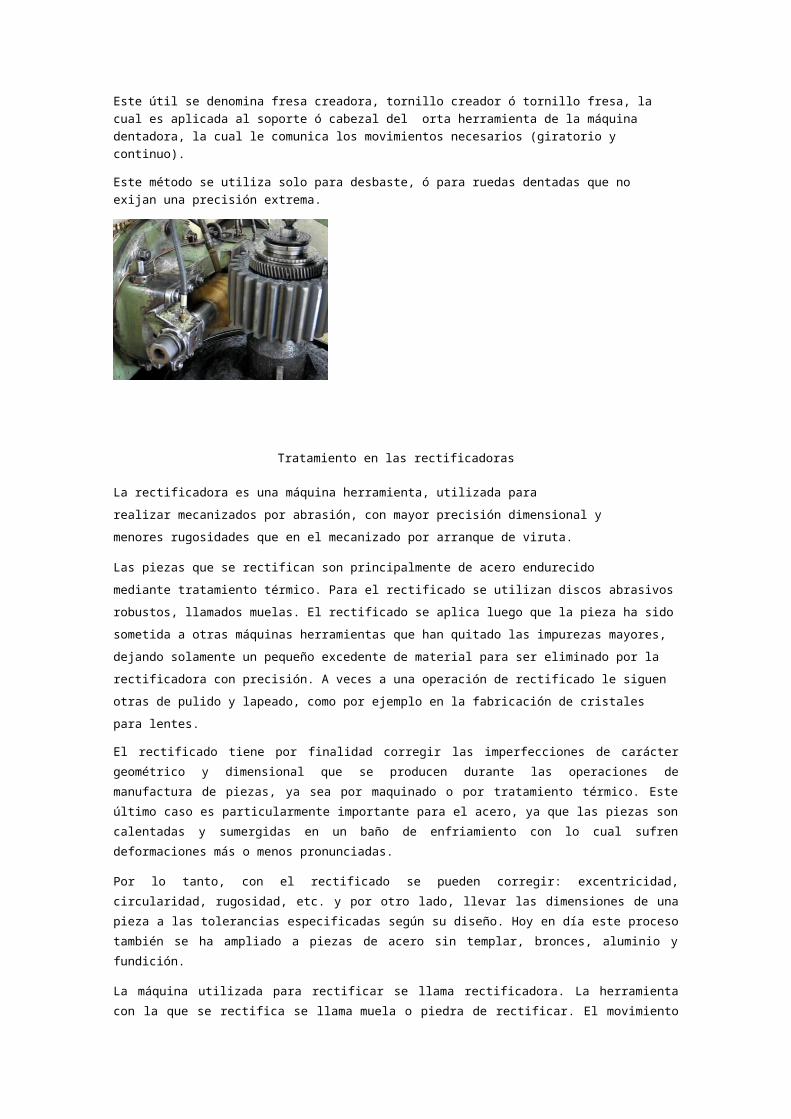
TALLADO DE ENGRANAJES: SISTEMA MAAG
Este método se basa en un principio análogo al Fellows, pero en este caso, en vez de un piñón generador ó rueda madre, se utiliza una herramienta cortante en forma de dientes de cremallera, llamada peine creador ó cremallera mortajadora.
Esta herramienta se mueve alternativamente en la dirección vertical, cepillando por mortajado los dientes de la rueda a tallar, y moviéndose rueda y herramienta como si engranaran en una misma dirección.
Después de cierto recorrido, la herramienta ó la mesa de la máquina se separan automáticamente recorriendo un número exacto de pasos para poder actuar de nuevo, hasta que hayan sido mortajados todos los huecos.
TALLADO DE ENGRANAJES: SISTEMA RHENANIA
La generación del dentado por fresado continuo se realiza mediante el empleo de una herramienta especial en forma de tornillo sin fin, cuya sección longitudinal normal a la dirección de las espiras, tiene la forma aproximada de una cremallera capaz de engranar con todas las ruedas del mismo módulo aunque posean diferentes número de dientes.
Este útil se denomina fresa creadora, tornillo creador ó tornillo fresa, la cual es aplicada al soporte ó cabezal del orta herramienta de la máquina dentadora, la cual le comunica los movimientos necesarios (giratorio y continuo).
Este método se utiliza solo para desbaste, ó para ruedas dentadas que no exijan una precisión extrema.
Tratamiento en las rectificadoras
La rectificadora es una máquina herramienta, utilizada para realizar mecanizados por abrasión, con mayor precisión
dimensional y menores rugosidades que en el mecanizado por arranque de viruta.
Las piezas que se rectifican son principalmente de acero endurecido mediante tratamiento térmico. Para el
rectificado se utilizan discos abrasivos robustos, llamados muelas. El rectificado se aplica luego que la pieza ha sido
sometida a otras máquinas herramientas que han quitado las impurezas mayores, dejando solamente un pequeño
excedente de material para ser eliminado por la rectificadora con precisión. A veces a una operación de rectificado
le siguen otras de pulido y lapeado, como por ejemplo en la fabricación de cristales para lentes.
El rectificado tiene por finalidad corregir las imperfecciones de carácter geométrico y dimensional que se producen
durante las operaciones de manufactura de piezas, ya sea por maquinado o por tratamiento térmico. Este último
caso es particularmente importante para el acero, ya que las piezas son calentadas y sumergidas en un baño de
enfriamiento con lo cual sufren deformaciones más o menos pronunciadas.
Por lo tanto, con el rectificado se pueden corregir: excentricidad, circularidad, rugosidad, etc. y por otro lado, llevar
las dimensiones de una pieza a las tolerancias especificadas según su diseño. Hoy en día este proceso también se ha
ampliado a piezas de acero sin templar, bronces, aluminio y fundición.
La máquina utilizada para rectificar se llama rectificadora. La herramienta con la que se rectifica se llama muela o
piedra de rectificar. El movimiento principal del equipo lo da la muela que gira a alta velocidad y el movimiento
secundario lo tiene la pieza y la herramienta.
Las rectificadoras pueden ser:
Rectificadoras cilíndricas universales
Rectificadoras sin centros
Rectificadoras Verticales
Rectificadoras Frontales o Planas
Rectificadoras Cortadoras
Rectificadoras Especiales (para engranes, cigüeñales, árboles de levas, etc.)
Las rectificadoras cilíndricas universales permiten el rectificado interior y exterior de superficies cónicas o
cilíndricas. También permiten el rectificado de caras planas frontales.
Las rectificadoras sin central se usan con piezas de forma sencilla que no se prestan para el rectificado corriente. Si
la pieza es larga y delgada, se pandeará por acción de la presión de la muela y si es corta y se acerca al contrapunto,
dejará poco espacio para la acción de la muela. Por ello se utiliza una rectificadora sin centro, en el que no se
requieren órganos de fijación ni centrado axial.
La rectificadora vertical se usa para el rectificado de superficies planas. En este equipo el husillo principal es vertical.
En las rectificadoras frontales o planas el eje del husillo es horizontal y normalmente se usa una muela de disco y
platos magnéticos para la sujeción de la pieza.
La rectificadora cortadora realice el corte con rapidez. Se emplea cuando es importante conservar un buen acabado
en la zona de corte.
Si usted tiene requerimientos de producción, reparación, afilado y rectificación de piezas fabricadas con cualquier
aleación de metales, carburo de tungsteno, etc.












![[Artesania] - Tallado de Madera](https://img.pdfslide.net/doc/110x75/5571fd004979599169984ddf/artesania-tallado-de-madera.jpg)