Embed Size (px)
Citation preview
GCC-German Connex Consult connects the experience in Technology with Marketing.
For decades of activity with commitment to provide satisfactory work in engineering services in the areas of Chemical,
Petrochemical and Construction Industry for internationally known companies, such as:
Bayer AG, Leverkusen, Dormagen, Germany
INEOS GmbH, Köln-Vorringen, Germany
Shell Deutschland Oil GmbH, Wesseling, Germany
Basell Polyolefine GmbH, Wesseling, Germany
Dynamit Nobell, Leverkusen, Germany
KHD Humboldt Wedag GmbH, Köln, Germany
Martinswerk, Bergheim, Germany
To expanding our activities, we see the Marketing Service in the industry sector, as one of the main tasks of our
company.
We are specialized in marketing of machines and complete production lines of construction product.
For decades, GCC-German Connex Consult is working closely with partners and internationally known manufacturers
in construction industry with high technological know-how and each is an expert in his field.
GCC-German Connex Consult is a leading distributor of machinery and production lines in the building materials
industry. Our activities cover the region of Europe, Africa and the Middle East.
With the second seat of our company GCC-German Connex Consult Sarl in Tunisia, we are in direct contact with
customers.
With our professional network that is established for years in Arab and African countries, we have the best chance to
promote our high quality products in the best conditions.
We offer machines and complete production lines in various sectors such as:
Autoclaved aerated concrete plant - AAC-plant
Sand-lime brick plant
Block machines plant for solid and hollow blocks, pavers, and curbstones.
Concrete Batching Plant
Nano panel plant (Prefabrication of the walls for social housing)
Technical consulting and marketing services
50676 Cologne - Germany
Tel.: +49-221-9230620
Fax: +49-221-9230621
Mobil: +49-163-428 64 14
E-Mail: [email protected]
http://www.gccinter.com
2010 Manouba, Tunisie
Cement plant
Mining, quarry and gypsum industry.
Handling and Storage technology.
Packaging technology.
Automation technology.
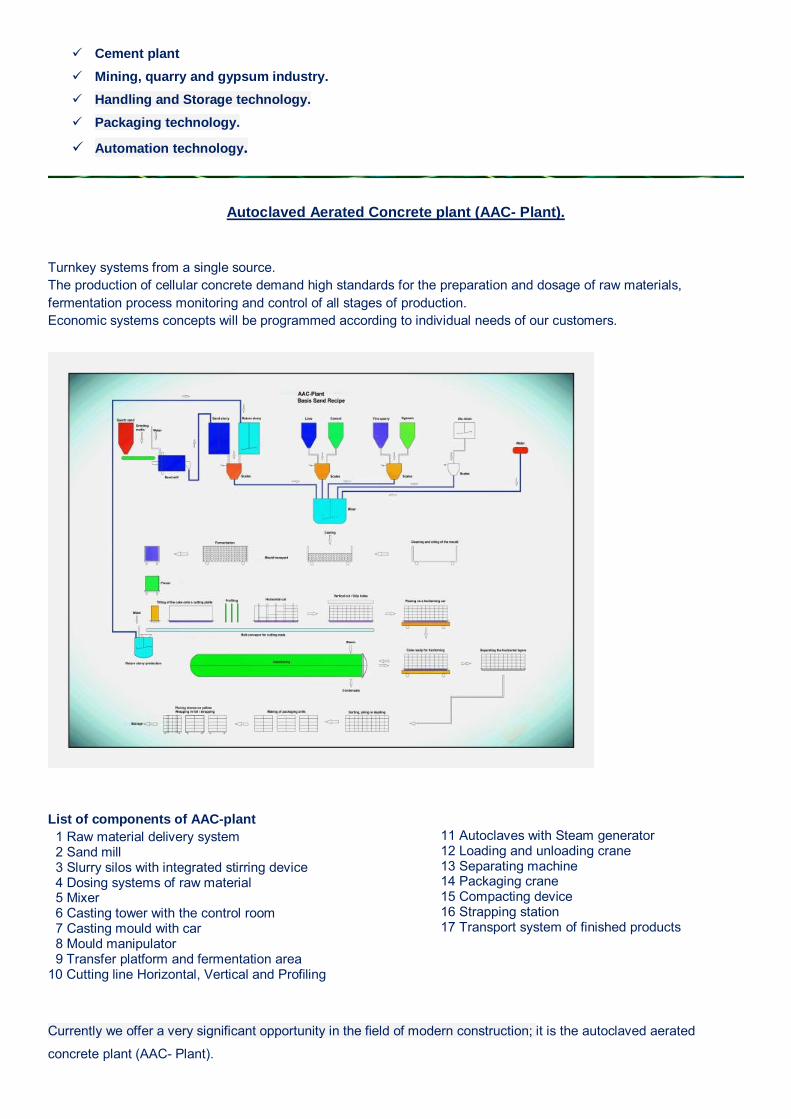
Autoclaved Aerated Concrete plant (AAC- Plant).
Turnkey systems from a single source.
The production of cellular concrete demand high standards for the preparation and dosage of raw materials,
fermentation process monitoring and control of all stages of production.
Economic systems concepts will be programmed according to individual needs of our customers.
List of components of AAC-plant
1 Raw material delivery system
2 Sand mill
3 Slurry silos with integrated stirring device
4 Dosing systems of raw material
5 Mixer
6 Casting tower with the control room
7 Casting mould with car
8 Mould manipulator
9 Transfer platform and fermentation area
10 Cutting line Horizontal, Vertical and Profiling
Currently we offer a very significant opportunity in the field of modern construction; it is the autoclaved aerated
concrete plant (AAC- Plant).
11 Autoclaves with Steam generator
12 Loading and unloading crane
13 Separating machine
14 Packaging crane
15 Compacting device
16 Strapping station
17 Transport system of finished products
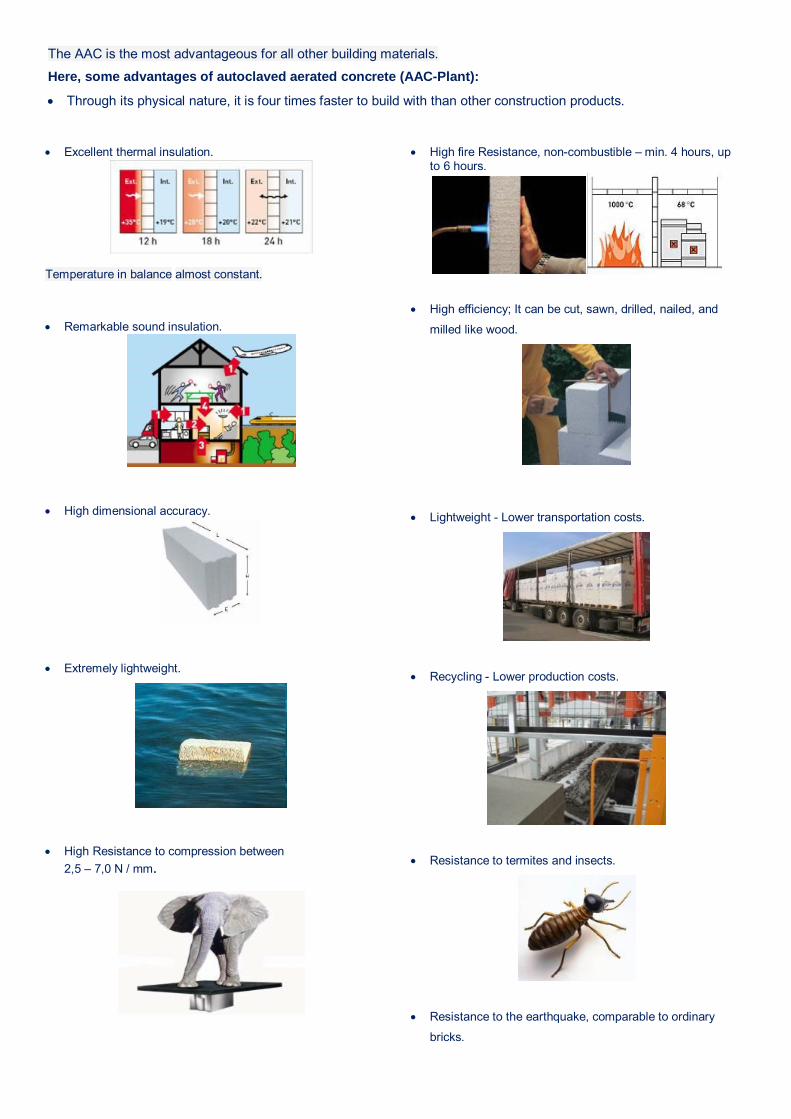
The AAC is the most advantageous for all other building materials.
Here, some advantages of autoclaved aerated concrete (AAC-Plant):
Through its physical nature, it is four times faster to build with than other construction products.
Excellent thermal insulation.
Temperature in balance almost constant.
Remarkable sound insulation.
High dimensional accuracy.
Extremely lightweight.
High Resistance to compression between
2,5 – 7,0 N / mm.
High fire Resistance, non-combustible – min. 4 hours, up
to 6 hours.
High efficiency; It can be cut, sawn, drilled, nailed, and
milled like wood.
Lightweight - Lower transportation costs.
Recycling - Lower production costs.
Resistance to termites and insects.
Resistance to the earthquake, comparable to ordinary
bricks.
AAC block production line with annual capacity of 150 000 m3
Capacity description:
Main raw material: Silica Sand
Cutting machine size: 4.2 meter
Mould net size (after cutting): 4.2 x 1.2 x 0.6 m
Autoclave: Φ 2 x 31.5 m, 6 set
Mould Quantity 26 pcs, steam trolley 63 pcs, mould pallet 152 pcs
Boiler: 6 Ton/hour, 16 bar pressure.
Land requirement: total factory 20 000 m2, workshop about 6000 m2
Water consumption: 250 Ton/day
Gas consumption: 6250 m3/day
Electricity consumption: about 6000 kw/day
In order to obtain 150 000 m3 AAC block per year, so within 300 working days per year, we should produce 500 m3
AAC block per day.
Per mould size 4.2 x 1.2 x 0.6 = 3 m3, in order to obtain 500 m3 per day, we should pouring and cut per day
500 m3 ÷ 3 m3 = 167 moulds. Total working time should be within 22 hours per day (except autoclave section).
Factory building
The building required for cellular concrete factory as following:
The necessary building for the aerated concrete plant as following:
Length: 140 m Width: 46 m Height: 9 m
Built area: 140 m X 46 m = 6440 m²
The width can be divided into two parts to facilitate the construction: 46 m : 2 = 23 m
Raw materials
The finial formula will be designed by Supplier’s engineers according client materials
For Example 550kg/m3 AAC block, we need the raw material list as following, just for reference:
No. Name Ratio Unit Kg/m3
1 Sand 65-70% Kg 380
2 Lime 12-15% Kg
80
3 Cement 10-14% Kg
75
4 Gypsum 2-3% Kg
15
5 Lubrication oil Kg
1,5
6 Aluminum 0.7% Kg
0,42
7 Water Kg
450
8 Gas M3 10 - 12
9 Power KWH 12 - 15
Raw material requirements
The specified requirements of the raw materials are ideal value. Even if raw materials deviate from these values, it is
still possible to produce good Aerated concrete.
The final data, the plan and any additional machines must be clarified on a case by case basis.
Sand
Super Grad First Grad Qualified product
SiO2 ≥ 85% 75% 65%
CI- 0.02% 0.03% 0.03%
Mica ≤ 0.5% 0.5% 1%
SO3 ≤ 1% 1% 2%
clay ≤ 3% 5% 8%
K2O+Na2O ≤ 1.5% 3% 5%
Cement: the strength of AAC product mainly depends on cement which provides calcium materials. The cement suits
to the AAC product depending on its type and label. Ordinary Portland Cement 42.5 should be first choice.
Cement
SiO2 Al2O3 Fe2O3 CaO MgO C3S C2S C3A C4AF
21-23 5-7 3-5 64-48 4-5 44-59 18-30 5-12 10-18
Lime: one of the main raw materials of AAC; the main effect is to provide efficient calcium oxide with cooperation of
cement making calcium oxide react with SiO2、Al2O3 in hot water then to produce calcium silicate hydrate.
Therefore, lime is also the main resource of strength. Effective calcium oxide of lime should not less than 65%; over
80% is perfect and should accord with JC/T621-1996.
Lime
Item
Grade
Super Grade First Grade Qualified product
A(CaO+MgO) Quality Fraction % ≥ 90 75 65
MgO Quality Fraction % < 2 5 8
SiO2 Quality Fraction % < 2 5 8
CO2 Quality Fraction % < 2 5 7
Digestion speed ,min < 8 - 15
Digestion temperature , ℃
> 60 - 90
Undigested residue quality fraction ,% < 5 10 15
Fineness (0.080 square hole sieve left
amount) %
< 10 15 20
Gypsum is the foaming regulator in AAC which dispels quicklime and postpones slurry’s densification.
Gypsum
CaSO4 > 70%
MgO < 2%
Chloride < 0.05%
Preferably ground residue 90μm < 10-15%
Aluminum paste and powder
There must be foaming materials working as foaming agent making air holes to form porous structure.
Aluminum
Type and recommendation for supply depend on raw materials and mix formula
Metal Content Approx. > = 90 % Powder
Physical characteristics of AAC block
B04 grade: average density 400 – 425 kg/m3, pressure 2.0 - 2.5 Mpa
B05 grade: average density 500 – 525 kg/m3, pressure 2.5 - 3.5 Mpa
B06 grade: average density 600 – 625 kg/m3, pressure 3.5 - 5 Mpa
Workers arrangement
(Only for reference, depend on local condition)
Type Production section Shift Workers per shift Total workers
Production
Workshop
Material dealing section 2 2 4
Measure and pouring section 2 2 4
Curing section 2 1 2
Cutting section 2 3 6
Autoclave section 3 1 3
Packing section 2 3 - 4 6 - 8
Assist
Workshop
Power 2 1 2
Steam (boiler house) 3 1 3
Machine maintain worker 2 1 2
Labor 2 1 2
Others
Salesman 1 2 2
Manager 2 2 - 3 4 - 6
Accountant 2 1 2
Total 42 - 46
AAC block size
Length 600 mm
Breadth 100 mm, 120 mm, 125 mm, 150 mm, 200 mm, 250 mm, 300 mm
Height 200 mm, 240 mm, 250 mm, 300 mm, 400 mm
Aerated concrete production procedure.
Raw material storage
Sand, cement, lime, gypsum, aluminum paste should be stored separately in the materials
stock yard, transport them to workshop when use them.
Silica sand is transported from the storage silos to be ground into fine sand slurry dispersed in a wet ball
mill, and then stored in the sand slurry Silo with agitator and density measurement
It is important to constantly and continuously keep the specified density and adjusted either manually or
automatically
Distributor of raw material
Silos for Raw material storage.
Sand Slurry Silo with Agitator and
Density Measuring.
Sand mill
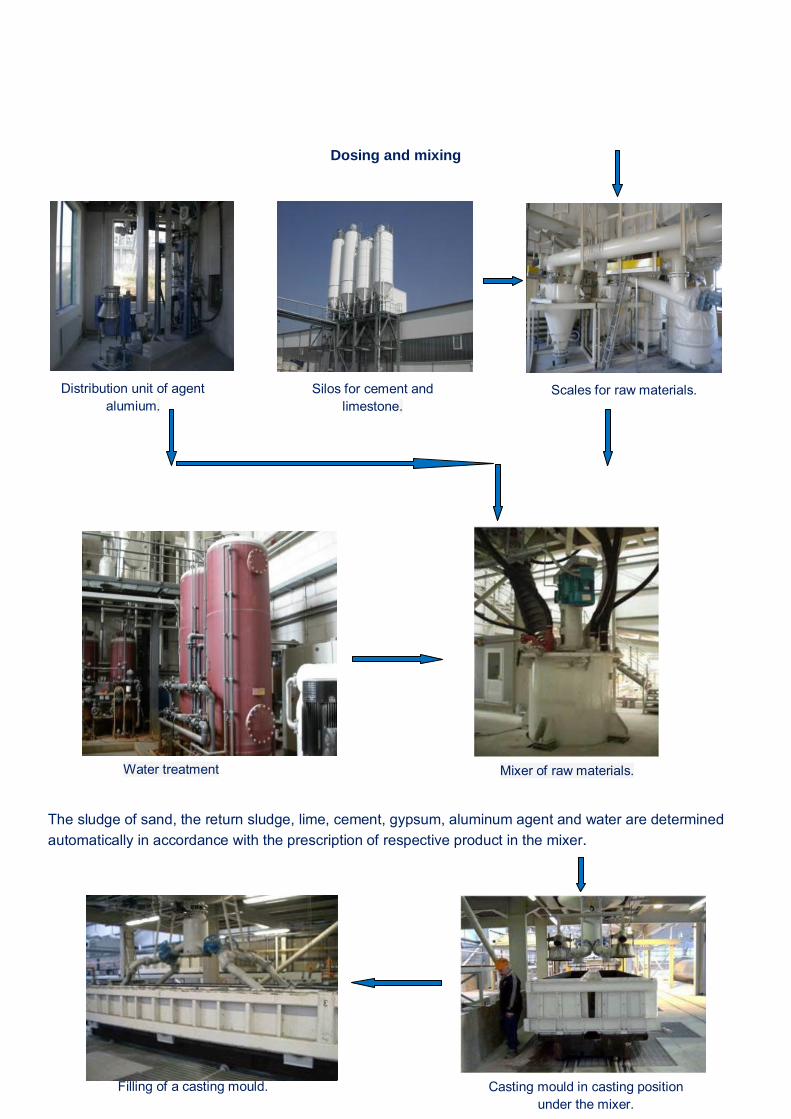
Dosing and mixing
The sludge of sand, the return sludge, lime, cement, gypsum, aluminum agent and water are determined
automatically in accordance with the prescription of respective product in the mixer.
Scales for raw materials.
Mixer of raw materials.
Casting mould in casting position
under the mixer.
Filling of a casting mould.
Water treatment
Silos for cement and
limestone.
Distribution unit of agent
alumium.
Pouring:
Pouring mixer, each time pouring will control within 5 minutes, max 5.5 minutes.
Now we use Germany AAC-concept design, the pouring time could control within 5 minutes.
5 minutes x 167 mould = 835 minutes ≈ 14 hours ≤ 22 hours.
Pre-curing, fermentation:
Usually the pre-curing time will be 3 hours in one cycle, per day we can have 7 cycle times pre-curing (within 22
hours), so 167 mould ÷ 7 cycle = 24 mould per cycle.
The minimum we need is 24 moulds to working in pre-curing room per cycle, because moulds need to return, oil
painting and maintenance, so we add extra 2 moulds (total 26 moulds) to guarantee the production.
In order to guarantee the pre-curing time and efficiency, the pre-curing room is designed in ferry cart two side by two
lines, in order to send or take out each of mould.
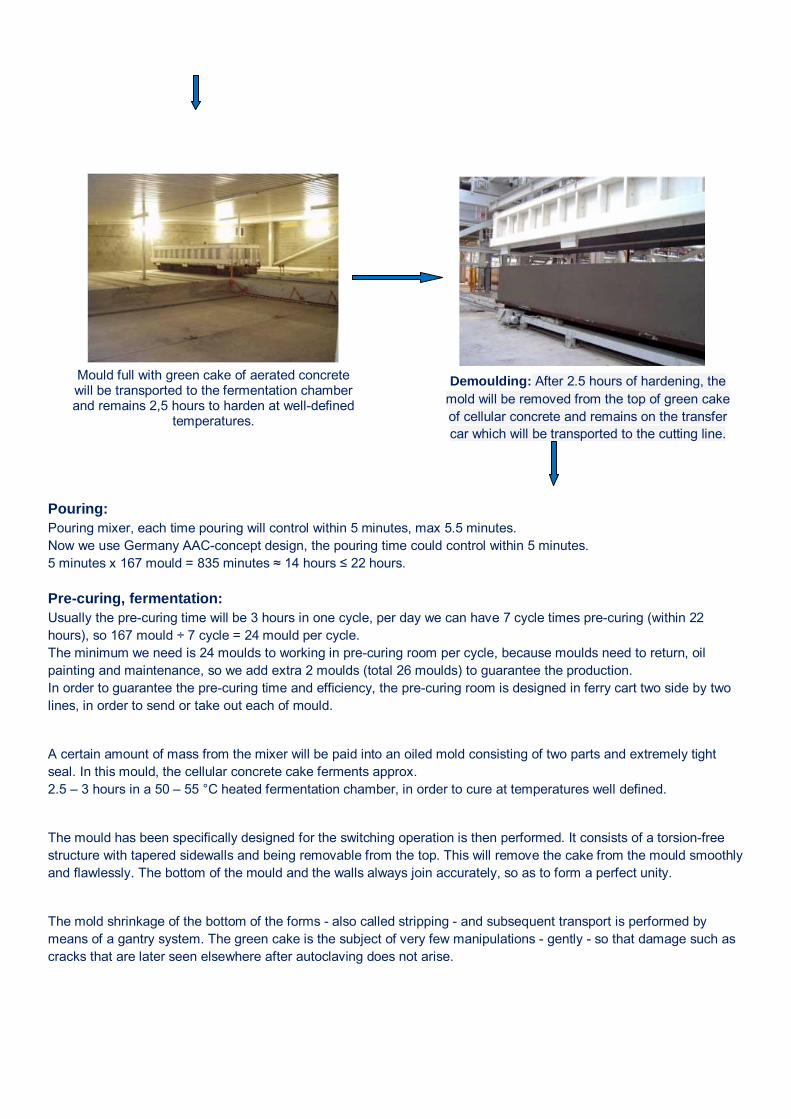
A certain amount of mass from the mixer will be paid into an oiled mold consisting of two parts and extremely tight
seal. In this mould, the cellular concrete cake ferments approx.
2.5 – 3 hours in a 50 – 55 °C heated fermentation chamber, in order to cure at temperatures well defined.
The mould has been specifically designed for the switching operation is then performed. It consists of a torsion-free
structure with tapered sidewalls and being removable from the top. This will remove the cake from the mould smoothly
and flawlessly. The bottom of the mould and the walls always join accurately, so as to form a perfect unity.
The mold shrinkage of the bottom of the forms - also called stripping - and subsequent transport is performed by
means of a gantry system. The green cake is the subject of very few manipulations - gently - so that damage such as
cracks that are later seen elsewhere after autoclaving does not arise.
Mould full with green cake of aerated concrete
will be transported to the fermentation chamber
and remains 2,5 hours to harden at well-defined
temperatures.
Demoulding: After 2.5 hours of hardening, the
mold will be removed from the top of green cake
of cellular concrete and remains on the transfer
car which will be transported to the cutting line.

Cutting line
The level cutting machine will be 2 pieces, 1 piece for male – female groove and knife cutting, second piece for wire
cutting. Total Cutting time will control within 5 minutes
The cutting process begins once the demoulding is completed. Cutting line consists of the following components:
Cap extractor
Horizontal cut.
Vertical cut.
Profile cutting.
Cutting waste which falls into the
ditch and which will be reintroduced
in the production process.
Grip hole cutting.
Cutting line: After the demoulding the green cake of cellular concrete will be cut laterally horizontally
and vertically.
Primary section: here, is carried out a right angle cutting of the cake, which is in a horizontal position.
Recliner station: the cellular concrete cake is tilted through 90° so as to meet the vertical on the cutting board.
Horizontal cut: steel wire, positioned shifted and stretched pneumatically, have an input and output angle 0 - 60 ° it
is possible to adjust continuously. This avoids that the material is torn at the outlet of the cutting wire.
Vertical cut: here the sides of the cake will be positioned vertically cut, and tongue and groove will be inserted.
Taut lines, arranged in the desired format, move in the opposite direction by oscillating. They move through the cake
from above. If necessary, it is here possible to activate a pocket milling device. A suction hood sucks the top layer of
the cake by the vacuum system. Then this layer falls into the cutting gap and is again fed back into the production
process by means of a scraper conveyor. Then the sides of the cake of the head are corrected by means of a groove
cutter.
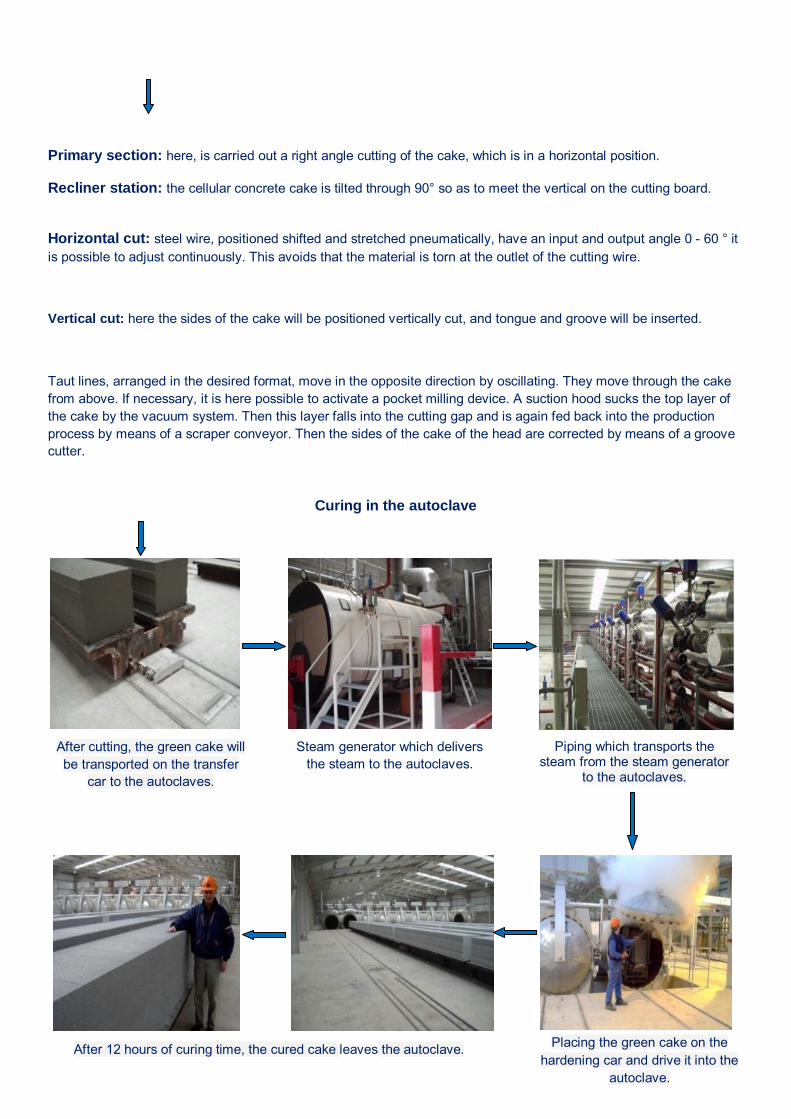
Curing in the autoclave
^^
After cutting, the green cake will
be transported on the transfer
car to the autoclaves.
Steam generator which delivers
the steam to the autoclaves.
Placing the green cake on the
hardening car and drive it into the
autoclave.
After 12 hours of curing time, the cured cake leaves the autoclave.
Piping which transports the
steam from the steam generator
to the autoclaves.
Steam Autoclave:
a): 1 autoclave one time loading capacity: 3 m3 x 14 cakes = 42 m3
b): 1 autoclave steam time will be within 12 hour (usually 10 - 11hours).
It can cycle two times per day, one autoclave one day production: 42 m3 x 2 times = 84 m3
c): 6 pieces autoclave 1 day production, 84 x 6 = 504 m3 >500 m3
A standard autoclave is designed for a pressure of 12 bar and 190 °C. With 31,5 m in length and 2 m in diameter, it
carries 6 hardening cars with three pallets of the autoclave each car, in whole there are 18 cakes which find their
places in the autoclave.
Steam generator:
6 Ton/hour, with 16 bar pressure. Each m3 block will use 150 kg steam (water),
so 500 m3 x 150 kg = 75 Ton boiler steam.
So average, 6 Ton/hour boiler x 12.5 hours = 75 ton boiler steam, full capacity
Heat recovery:
The curing of the material in the autoclave is the primary stage of the process consuming the steam. Usually several
autoclaves are operated at different times, and a steam accumulator used for the partial recovery of heat.
Heat recovery is to use the condensate and also to the optimum reuse of the steam that is produced for autoclaving.
Upon closing of the autoclave, the steam will be temporarily stored on the one hand for use in autoclaving and
secondly to the building heating system and the preheating of the feed water.
Through a heat exchanger, heat can be regained condensate for use in the feed water preheating or to preheat the
fermentation chambers or to heat buildings.
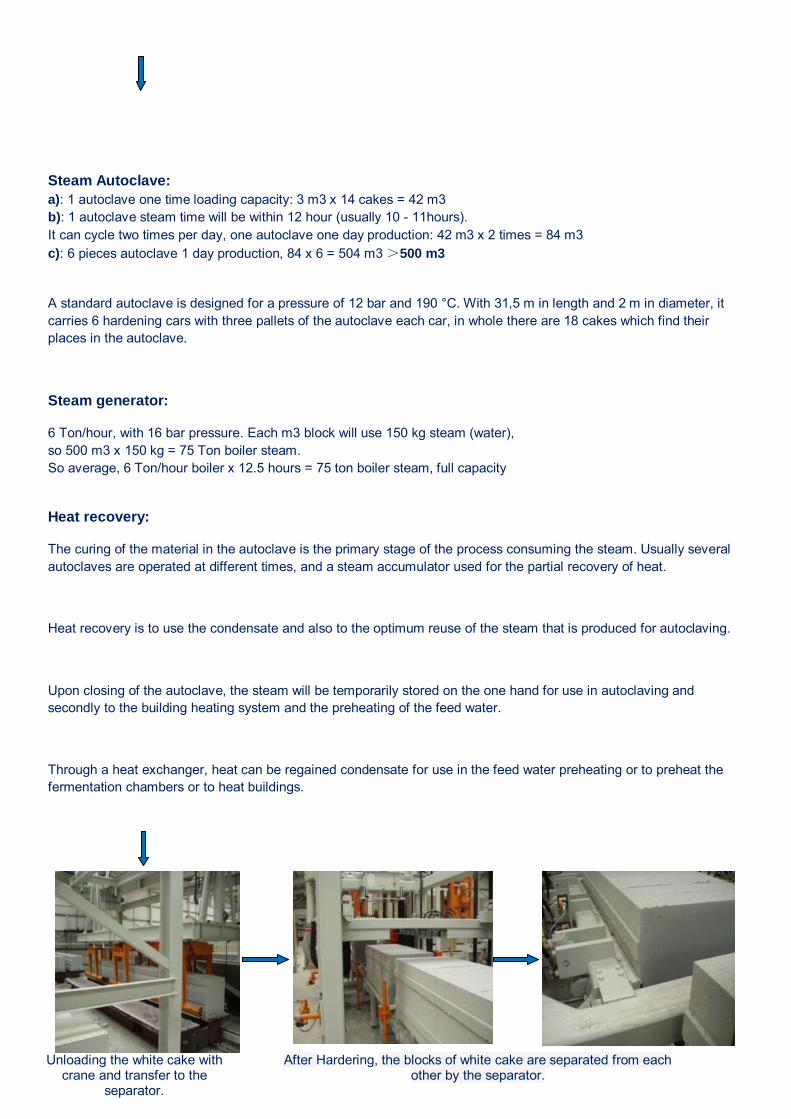
Unloading the white cake with
crane and transfer to the
separator.
After Hardering, the blocks of white cake are separated from each
other by the separator.
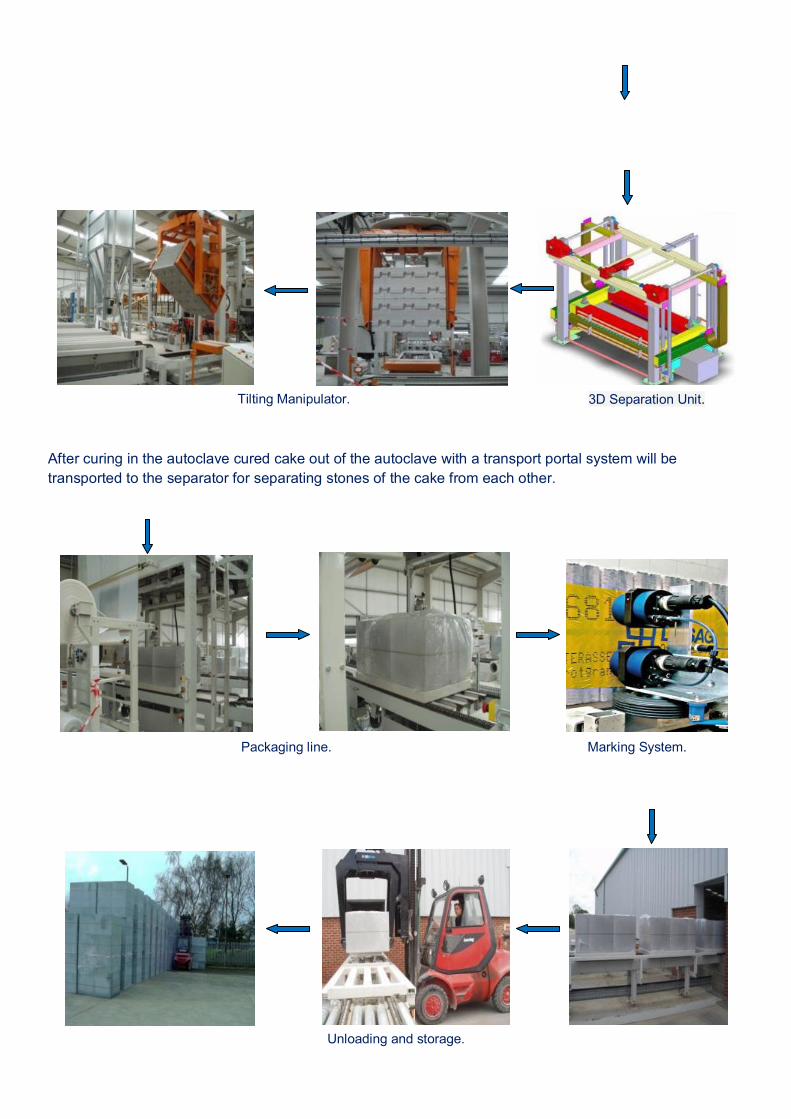
After curing in the autoclave cured cake out of the autoclave with a transport portal system will be
transported to the separator for separating stones of the cake from each other.
Tilting Manipulator.
3D Separation Unit.
Packaging line.
Unloading and storage.
Marking System.
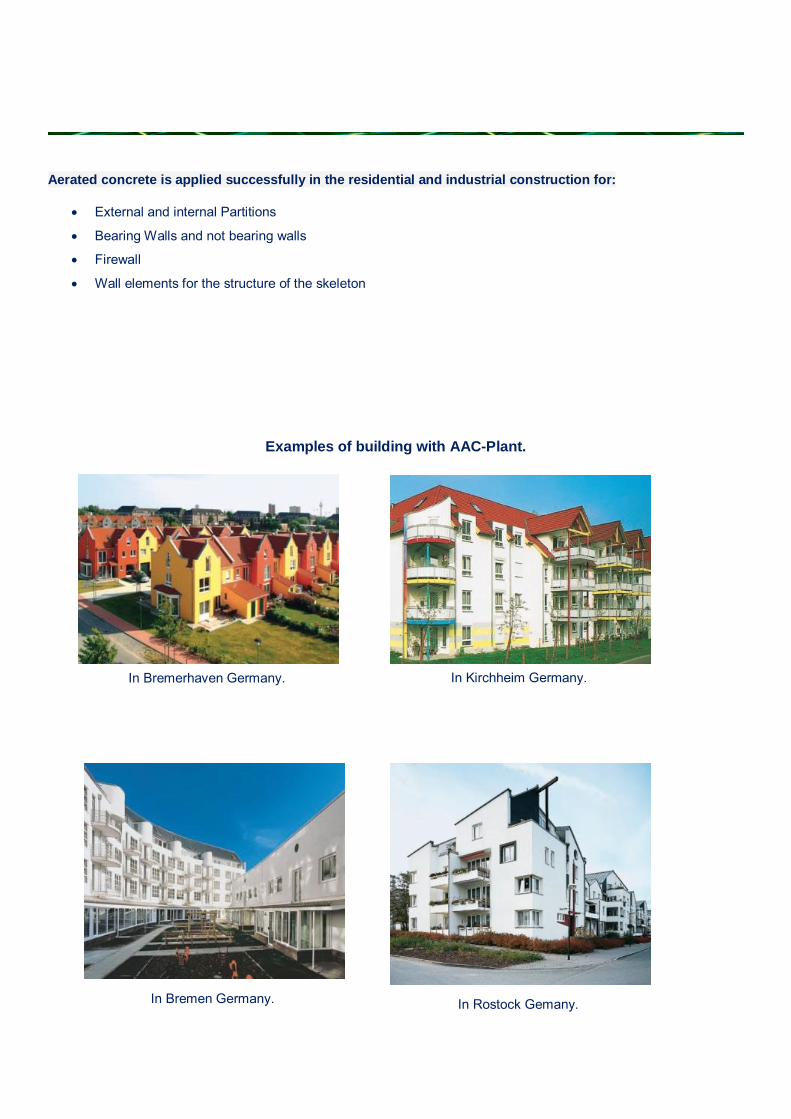
Aerated concrete is applied successfully in the residential and industrial construction for:
External and internal Partitions
Bearing Walls and not bearing walls
Firewall
Wall elements for the structure of the skeleton
Examples of building with AAC-Plant.
In Bremerhaven Germany. In Kirchheim Germany.
In Bremen Germany.
In Rostock Gemany.
We offer an AAC-Plant with a turnkey service; from technical advice, supply, Construction Management until after
service.
Upon request, we will be pleased to send you our best offers.
Our competence and reliability are your advantage. All from one hand - from consulting and project planning to final
assembly, commissioning and furthermore:
Short ways.
Less interfaces.
Execution time reduced to a minimum.
Only one contact.
Customized automation and Engineering solutions.
Integration of existing systems in new concepts.
High system availability through robust construction.
Easy maintenance, reliable customer service.
Short-term available of original spare parts.
We will be pleased to receive your inquiries.