Embed Size (px)
Citation preview

Tognum AGMaybachplatz 188045 FriedrichshafenGermanywww.tognum.com
SPOTLIGHTSEmissionsNew engine concepts and alternative technologies
Series 1600New engine series makes MTU a full-liner
Injection technologyMiracle for low-emissions engines
Technology and Innovation from the MTU, MTU Onsite Energy and L'Orange Brands

03EDITORIAL02 EDITORIAL
We at Tognum set the standard as the preferred partner for the best solutions in power and propulsion.
That is our corporate vision. It clearly sets out our aim of develo-ping and selling products at the cutting edge of technology. But whatdoes it mean for us? Of course we want to develop innovative andtechnologically sophisticated products. But that only makes sense ifthose products are precisely tailored to the needs of our customers.That is the only way to create a competitive, commercial edge for ourcustomers, and thus for ourselves, in the global market.
The founder of our company, Karl Maybach, set a similar goal. He never set the bar at what was merely achievable. His passion fortechnology drove him ever onward in search of the best solution for his customers. Here, we need only think of one of the first high-speed, high-performance diesel engines, the Maybach GO5. This was the engine that powered the “Fliegender Hamburger” (HamburgFlyer) express which covered the route between Berlin and Hamburgin only 2 hours and 18 minutes – a revolutionary achievement for itsday. In fact, Karl Maybach had developed a different engine for railvehicles but the rail company wanted a more powerful unit and sothe GO5 was born.
This is the type of commitment to the customer which we be -lieve in. As a preferred partner, realizing an individual customer’sparticular requirements is always a big challenge. The Chilean Armyrecently asked us to make its tanks suitable for service at altitude as it wanted to deploy them (among other locations) in the Andes atheights of up to 4,300 meters. Our R&D experts developed a special-purpose altitude kit which improves turbocharging and limits ex-haust temperature.
Obviously, we need to keep our sights trained on the future. Rightnow, for example, we are preparing for the emissions limits sche-duled for introduction over the next few years. On our test stand weare currently testing a rail engine which meets Stage IIIB emissionslimits. It will undergo initial trials with a customer next year in aDeutsche Bahn freight locomotive. And in order to ensure that wecan continue to offer our customers the best solutions in future, 826 members of our Development section are currently engaged infinding the best possible combustion system for each engine applica-tion. Our aim is to use in-engine technology to achieve clean low-emissions combustion with minimum use of exhaust aftertreatment.For me, that is leadership in technology and innovation. In additionto all this, we also have another major aim: to reduce engine fuelconsumption even further. That also means cutting CO2 emissionsfrom the engines and lowering operating costs – and all that adds up to hard cash savings for our customers. And we’re meeting thechallenges in the distributed power generation sector, too. Our CHPplants powered by gas engines and fuel cells avoid thousands oftonnes of CO2 by utilizing one of the key technologies of the future:efficient energy. These plants generate electricity and heat at thesame time. In my view, that is the best solution for the future of distributed energy supplies. It allows us to cut out the wastage of valuable fuels, to create conditions which effectively counter theshortage of resources and to protect our environment.
Volker Heuer
Volker Heuer, Chairman of the Executive Board of Tognum AG
Dr. Ulrich Dohle, Member of the Executive Board Technology & Operations
Setting standards with the best solutions
For most off-highway applications, diesel engines are the establisheddrive system. To remain so in an age of dwindling fossil fuel reservesand stricter ecological requirements, they have to become evencleaner and even more efficient. That is the key challenge facing engine builders today and in the immediate future. Our concern istherefore to optimize in-engine combustion, purify exhaust emis-sions and streamline the entire drive train for higher efficiency.
Our analytics experts play a vital role in these R&D tasks. Longbefore the first drops of fuel start to burn inside a test engine, theyhave worked out the crucial parameters: the best piston design, thebest point in time for injecting the correct quantity of fuel, and theoptimum materials to use. Only when the results of these calcula-tions are available can we set about testing real engines. Thus our research and development work is highly efficient.
The key diesel engine technologies are traditionally fuel injec tion,turbocharging and electronic engine management. Unlike many of ourcompetitors, we have developed our expertise in these areas in-houseand are constantly refining this expertise as we specifically require. Byoptimally combining fuel injection, charge pressure, and electronic en-gine control, we are able to develop the best combustion strategy for thegiven engine application. The development of wide-ranging solutionsfor use by as many customers as possible is not a major issue for us.Whilst Common Rail fuel injection technology has become a synonymfor sophisticated engines, only with intelligent engine control canpower output be raised whilst simultaneously reducing fuel consump-tion and emissions. Turbochargers provide engines with enoughoxygen for power ful combustion. Our controlled, two-stage turbo -charging solution will make an important contribution in the future toachieving high peak pressures in the combustion chamber. The electro -nic control system is the “brain” of the engine and besides controlling
the engine itself, it ensures that all other systems in the drive train work in perfect harmony. In-engine, these traditional technologies arecomplemented by exhaust gas recirculation and the Miller combustionprocess which help to minimize nitrogen oxide emissions.
Particulate filters, selective catalytic reduction systems and oxi -dation catalyzers remove pollutants such as soot particles, nitrogenoxides and carbon monoxide from exhaust emissions. In theory,these systems should lessen our dependence on “clean” in-enginetechnologies. In practice, however, our highly-qualified researchershave to strike a balance between in-engine emission prevention andemission purification outside the engine. Otherwise, exhaust after-treatment ceases to be a viable solution for our customers, both technically and in terms of cost.
In what other ways does our systems expertise help our customers?One of the areas we are investigating for enhancing drive system effi-ciency is the combination of diesel engines with battery-powered mo-tors. This technology can be put to good use in any situation where braking energy is available for harnessing, such as in local rail transportsystems. Next year, we hope to demonstrate on our prototype that fuelconsumption reductions of up to 25 percent are possible.
Our decentralized power generation plants are a model of energyefficiency. Combined heat and power generation using gas engines orfuel cells enables around 90% of the input energy to be utilized. Byusing biogases to power their generators, our customers can convertenergy in a way that is virtually C02-neutral.
Our in-depth knowledge of key technologies and our all-roundsystems expertise put us at the technological forefront, able to offerour customers the best solutions, now and in the future.
Dr. Ulrich Dohle
Core expertise for cutting-edge off-highway drive systems
CONTENTS
Contents 04 Magic results – no illusionsStricter emissions limits demand newengine concepts and alternative techno-logies.
12 Under pressureInjection: A miracle in the development of low-emissions engines.
14 Yes we CANopenThe automation system Powerline moni-tors and controls all the functions of thepropulsion plant.
18 Lighten Up“Genuine MTU” at the lower end of thepower range. Series 1600 makes Tognuma full-liner.
24 Bio powerFarming energy: Using corn and liquidmanure to produce biogas for powering a CHP plant.
28 Beer engineThe ‘Erdinger Weißbräu’ brewerychooses “clean” energy generated by aHotModule from MTU Onsite Energy.
32 Desert catsLeopard-2 tanks get a special altitude kitfor operation in demanding climate andpressure conditions.
34 New againDuring the Reman process, engines andcomponents are overhauled, technologi-cally updated and sold on.
38 Brain Gain at TognumThe Tognum workforce: Unflagging fas-cination and passion to improve existingproducts and develop new ones.
Spotlights – Technology and Innovation from the MTU, MTU Onsite Energy and L'OrangeBrands Publisher: Executive Board of Tognum AG Publisher’s representative: StefanWortmann Editor in chief: Lucie Dammann, Tel.: (+49) 7541 90-2974, E-Mail: [email protected] Editorial office: Michael Arndt, Wolfgang Boller, Michael Frank, MirkoGutemann, Dr. Olaf Schäfer Other writers: Detlef Becker, Ralf Dunker, Katrin HangerPhotographers: Robert Hack, L’Orange, Stefan Söll, Tognum, Vossloh Design and production:designmanufaktur|ries Origination:Wagner ...digitale medien Editor’s Adress: TognumAG, 88040 Friedrichshafen, Germany
04 18 38
Imprint
05EMISSIONS 04 STRETEGIES FOR EMISSIONS REDUCTION
Magic results – no illusion
Powerful but with side effects. It is a real powerhouse. The capabilities of thediesel engine are almost unrivaled. It usesthe fuel extremely efficiently and at thesame time produces higher output thanother thermal combustion engines. But itpays a high price for that performance. Inorder to be so power ful, the engine has toburn the fuel at extremely high temperatu-res. The unpleasant side effect is that pollu-tants such as nitrogen oxides (NOx = NOand NO2), particulate matter (PM, e.g.
soot), hydrocarbons (HC) and carbon mono -xide (CO) are produced. So as long ago asthe 1980s – at a time when virtually nobo-dy was talking about emissions – researchersat the Tognum subsidiary MTU Friedrichs -hafen were thinking about how their enginescould be made less harmful to the environ-ment and more viable for the future. Theycarried out tests using a diesel particulatefilter and SCR system to look into the pos-sibilities for building more environmentally-friendly drives. Thus the foundations werelaid for present-day engines, which withoutexception meet the emission standardsdefined by lawmakers anywhere in theworld. Combustion in diesel engines produces
harmful emissions. That is why MTUFriedrichshafen started reducing exhaustemissions as long ago as the 1980s.
Wide-ranging limits. The emission limitshave been introduced in stages and differfrom one application and region to the next.In the USA, for instance, the standards spe-cified by the country’s Environmental Pro -tection Agency (EPA) apply, while differentlimits are set for Europe by the European
Union. The phases for introduction of theUS limits are designated Tiers 1, 2, 3, 4 in-terim and 4, while the European phases arecalled Stages I, II, IIIA and IIIB. Emissionlimits are also being phased in over varyingperiods in other regions of the world. Onething that they all have in common is theway they clamp down on particulates andnitrogen oxide. The proportion of thoseconstituents in the exhaust has been drasti-cally reduced in recent years. In 2003, thelimit for particulate emissions from railwaylocomotives in Europe was 0.25 grams perkilowatt-hour. When Stage IIIB comes intoforce in 2012, it will be a tenth of that figure– 0.025 grams per kilowatt-hour. So anyonewishing to sell diesel locomotives in Europeor export them to the region from 2012 willhave to fit them with engines that meet thatstandard. The emission limits vary from region to
region. But they all have one thing in com-mon – the way they clamp down on parti-culates and nitrogen oxide.
Well prepared from the start. “When hefirst emission limits were introduced nineyears ago, we were perfectly prepared,”
Dr. Dirk Bergmann, Head of New Technologies and Design Studies
Particulate matter, nitrogen oxides, parti -culate filters, SCR catalytic converters andexhaust recirculation – they are the buzz-words that occupy the minds of engine designers at present. Whereas only a fewyears ago the performance and economy ofan engine were the major issues, a thirdconsideration has now emerged – that of ex-haust emissions. Developers in the TognumGroup have been juggling with the varioustechnologies for a long time and alreadyknow what the engines of the next decadewill look like. And they have developed notonly eco-friendly diesel engines but also alter-native technologies such as gas engines, hybrid power units and fuel cells.
When I came to Tognum at the turn of the millennium, huge challenges lay ahead. Legislation was star-ting to be passed on limits for soot particle and nitrogen oxide emissions from diesel engines. Some ofthe limits which apply today are actually for less than a tenth of the emissions which our engines pro-duced then. In the last decade, our engine technology has developed in leaps and bounds and the first engines to satisfy the strict emission levels are now being tested on our test stands. But we continue toface tough challenges. To minimize CO2 emissions from our engines and thereby the running costs for ourcustomers, we have to reduce fuel consumption even further. This is why our research and developmentwork is increasingly focusing on drive systems as a whole. At the same time, individual technologies suchas new combustion processes and exhaust aftertreatment methods are also extremely relevant. We arealso active in the field of alternative fuels. We want to ensure that in fifty years’ time, the diesel enginewill still be an engine fit for the future.
For a long time, Tognum researchers havebeen performing a juggling act with diffe-rent technologies. But now they know whatthe next decade's engines will look like.
We at Tognum set the standard
as the preferred partner for the best solutions
in power and propulsion.
Tognum Vision

electronic engine management plus theMiller process, developers optimized theengine internally to such an extent thatexternal exhaust aftertreatment was nolonger necessary for achieving the re-quired emission levels.
New ball game. In terms of meeting thepresent emission standards, juggling withthe fuel injection, turbocharging and engi-ne management electronics is enough toachieve optimized combustion. But in thenext few years, the limits will be loweredeven further and other technologies willhave to be brought in to comply with them.Exhaust recirculation is another way ofminimizing nitrogen oxide emissions. Itspurpose is to lower the combustion tempe-rature and reduce the availability of oxygenfor combustion by feeding some of theexhaust back into the cylinder. That is be -cause the high temperatures of combustionare what produce the harmful nitrogen oxi-des. To reduce those emissions efficiently towithin extremely low limits of less than onegram per kilowatt-hour, the exhaust mustalso pass through a treatment process. The
nitrogen oxides are rendered harmless bychemical transformation in an SCR cataly-tic converter. And soot can be trapped by a diesel particulate filter that removes theparticulate matter from the exhaust. Asthere is a diverse mixture of exhaust emissi-on regulations and requirements in thevarious markets and regions in which theTognum Group operates, there is no off-the-peg solution that suits all engines in all countries.Where internal optimization using the
Miller process and exhaust recirculation isnot enough to meet the emission limits,exhaust aftertreatment comes into play. Adiesel particulate filter minimizes particu-late matter emissions from the engines,while an SCR catalytic converter chemicallyconverts the nitrogen oxides to the harm-less substances of water and nitrogen.
Differing emissions concepts. In 2011, thefirst engines that meet the American Tier 4interim exhaust emissions standard will beintroduced. “With some of those engines,we have really pulled off a masterstroke.They are within nitrogen oxide limits of
0 6 EMISSIONS 07
recalls Dr. Christoph Teetz, head of rede -velopment and analytics at MTU. “It hasalways been our aim to make diesel enginesso environmentally friendly that our chil-dren and our children’s children can carryon using them,” he added. Key technologiessuch as fuel injection, turbocharging andelectronic engine management have longbeen among the company’s in-house capa-bilities in the tradition of its 100-year histo-ry. By perfectly harmonizing those “home-grown technologies,“ the developers wereable to optimize the engines so that theemission levels were constantly reduced. Inorder to comply with ever stricter emissionlimits without sacrificing efficiency, thedesigners introduced the Miller process as a standard feature for the first time on theR43 version of the MTU Series 4000 railengine that appeared in 2007. It bringsabout a further substantial reduction ofnitrogen oxide emissions as earlier closingof the inlet valves allows the air charge tocool down and so lower the combustiontemperature. By perfectly harmonizing the home-deve-loped and produced key MTU technolo-gies of turbocharging, fuel injection and
In-engine technologies reduce the amount of soot (PM) and nitrogen oxides (NOx) produced by combustion.Technologies outside the engine minimize their discharge into the atmosphere.
management is the power unit’s “electronicbrain” and makes sure that all componentsoperate in perfect harmony. As a key in-housetechnology it is incorporated in the engineconcept right from the start of design deve-lopment so that it is perfectly matched to allthe other components.
Exhaust recirculation. The exhaust recircula-tion system draws off a small proportion ofthe exhaust, passes it through an exhaustcooler and then feeds it back into the cylin-ders. By reducing the oxygen concentration in the cylinder and simultaneously loweringthe combustion temperature, it decreasesthe amount of nitrogen oxide produced.Although exhaust recirculation commonly results in an increase in fuel consumption ofas much as ten percent, the MTU developershave created a consumption-neutral systemin combination with higher injection pres-sures that even lowers particulate emissions.
Miller process. The Miller process also lowersthe combustion temperature in the cylindersand thus diminishes nitrogen emissions. Itdoes so by closing the inlet valves on each cylinder before bottom dead center so thatthe air in the cylinder expands and coolsdown. The process can decrease nitrogenoxide emissions by as much as 30 percent.
Diesel particulate filter. Combustion of dieselfuel produces soot. To prevent the soot parti-culates being released from the engine, adiesel particulate filter (DPF) is used. The
The combustion of diesel fuel produces nitrogen oxides and soot particulates. If theyescape into the atmosphere they are a healthhazard. Internal and external engine techno-logies prevent them being produced or re-leased from the engine in large quantities.
Fuel injection. Common-rail fuel injection hasbecome synonymous with advanced enginedesign in recent years. That is because itmakes the once impossible possible – increa-sing engine performance at the same time asdecreasing fuel consumption and keepingemissions at a low level. It is a system thatenables all fuel-injection parameters to be fle-xibly optimized to suit an enormous range ofoperating conditions. Injection timing, period,pattern and pressure are infinitely variable.That reduces fuel consumption and increasesperformance. Multistage injection can also be used as a further means of minimizingemissions. It involves the injection of smallamounts of fuel before and after the main injection phase at the point of ignition. Thatensures complete combustion of the fuel. Inrecent years, fuel injection pressures havecontinually increased. Whereas the first com -mon-rail injection system for large-scalediesel engines introduced by MTU Friedrichs -hafen in 1996 operated at a pressure of 1,200bar, present-day systems run at 1,800 bar.L’Orange, a subsidiary of the Tognum Group, is currently developing fuel injection systemswith pressures as high as 2,500 bar. And de-velopers are already envisaging even higherinjection pressures.
Turbocharging. Turbocharging is an essentialcomponent and a key constituent of any mo-dern diesel engine. MTU turbochargers are developed specifically for MTU engines andcapable of withstanding extreme loads whileachieving the highest levels of efficiency. Theycompress the intake air to several times theambient pressure and deliver it to the cylin-ders. The energy used by the turbocharger tocompress the air comes from a plentifulsource – the flow of exhaust. Effective turbo-charging enables an internal combustion engine to achieve higher performance, useless fuel and be made smaller and lighter.
Electronic management. Electronic manage-ment systems made by MTU control enginesand complete driveline systems. In-house development and production makes the com-pany flexible and secures the availability ofthe systems and components. The engine
Clamping down on particulates and nitrogen oxide
EMISSIONS
Untreated exhaust
Urea solution(AddBlue)
Clean exhaust
NOxH2ON2
O2
(NH2)2CO+ H2O
SCR catalyticconverter
An SCR catalytic converter transforms the harmfulnitrogen oxide emissions (NOx) by a chemical reactioninto water (H2O) and harmless nitrogen (N2).
NH3
exhaust is passed through channels with porous walls which allow the exhaust throughbut filter out the soot and other particulatematter. Consequently, particulate emissionscan be reduced by as much as 99 percent.Regeneration of the filter is a major challenge.Regenerating the filter means removing thesoot accumulated in it. The filter has to becleaned, as it would otherwise increasinglyhinder the expulsion of exhaust through theexhaust system. In order to effect regenera-tion as efficiently, reliably and simply as pos-sible, the Tognum Group employs the passiveregeneration principle. It makes use of thefact that under certain conditions, the accu-mulated soot will be continually broken downeven at exhaust temperatures below 300 de-grees Celsius. In that way, it is possible to dis-pense with the complex process of raising theexhaust temperature to over 550 degrees,which would otherwise be necessary to burnoff the soot with certain duty profiles.
SCR catalytic converter. In many cases, anSCR catalytic converter is used to reduce thenitrogen oxide emissions produced by com -bustion. A water-based urea solution, forwhich an extra tank is required, is added tothe exhaust flow. The urea is converted intoammonia which then reacts with the nitrogenoxides in the catalytic converter to producethe harmless substances water and nitrogen.The chemical reaction is referred to as selec-tive because only the nitrogen oxides are reduced and undesirable secondary reactionsare largely suppressed.

08 EMISSIONS 09
3.5 grams per kilowatt-hour and particulatelimits of 0.1 grams per kilowatt-hour wit-hout the need for exhaust aftertreatment,”explains Dr. Ingo Wintruff, project mana-ger for further development of the Series4000. That includes engines used in the oiland gas industry to drive pumps or on dril-ling rigs, for example, and industrial engi-nes for mobile cranes or wheeled loaders.What tipped the balance for these engineswas the injection pressure. The fuel nowsquirts into the cylinders at 2,200 bar inste-ad of “only” 1,800 bar. As a result, it burnsmore cleanly and less particulate matter isproduced. To keep within the nitrogenoxide limits while maintaining low fuelconsumption, exhaust recirculation and theMiller process are used at the same time.The juggling act with the most appropriateexhaust aftertreatment components is nowcomplete for the Series 2000 and 4000 Tier 4i engines as well, and series producti-on will be started in 2011. With thesemodels too, the high injection pressure of2,200 bar has made it possible to do wit-hout a diesel particulate filter and achievethe PM emission levels of 0.1 gram perkilowatt-hour by internal engine designfeatures alone. How ever, they can notmanage without an SCR system, becausethe nitrogen oxide emission limit is only0.67 grams per kilowatt-hour. Engines foremergency power gensets are the onlyexception. In the USA they will still be allo-wed to emit 6.4 grams of nitrogen oxides
and hydrocarbons per kilowatt-hour in thefuture, so the use of an SCR system will notbe necessary. In countries where the localregulations differ from the EPA Tier 4istandard, MTU will offer adapted solutions.“We have based our development work onthe strictest emission limits in each case butcan respond flexibly to specific regional orcustomer requirements by varying the engi-ne setup,” Wintruff expounds. The Series4000 rail engine, which comes on the mar-ket in 2012 and meets the EU Stage IIIBrequirements, will manage without an SCRsystem but not without a diesel particulatefilter, in view of the stringent PM emissionlimit of 0.025 grams per kilowatt-hour. ButMTU had to pull off a really clever trick tobe able to fit the engine plus particulate fil-ter into the limited space inside a locomoti-ve. They developed a diesel particulate fil-ter that doubles up as a silencer. It simplytakes the place of the conventional silencerwithout requiring any extra space. MTU engines only use exhaust aftertre-
atment technologies if they are absolutelynecessary.
As low as it goes. The emission limits fornitrogen oxides and particulates will dropsignificantly again when Stage 4 comes intoforce. That will be between 2014 and 2020,depending on engine application. “But wewill still offer our customers the best andmost economical solution, continue to
optimize internal engine design and useexhaust aftertreatment selectively,” promi-ses Dr. Dirk Bergmann, head of new tech-nologies and design studies at MTU.
Where is the diesel engine heading? TheR&D departments of the Tognum Groupundoubtedly have their work cut out. Onthe one hand, improvement of the conven-tional processes continues. “Injection pres-sures will definitely not be stopping at2,200 bar,” Dr. Bergmann predicts. But thatwon’t be possible without further advancingthe possibilities for reducing emissions byinternal enhancements. Homogeneouscombustion processes in which fuel is burned so efficiently that no soot is evenformed in the first place are one such possi-bility. But the day when they will be readyfor use in series production is a long wayoff. Diesel-and-water injection is anothertechnology often spoken of. As the namesuggests, it involves injecting a mixture ofdiesel fuel and water into the combustionchamber. It reduces the combustion tempe-rature so that the nitrogen oxide emissionsare lower. But there is a long way to gountil it is ready for standard production.“We will, nevertheless, certainly be conti-nuing our research efforts with the aim ofdeveloping those technologies to the pointwhere they can be used on productionengines,” Dr. Bergmann adds. A major tar-get with all of those developments is tofurther reduce fuel consumption in the
Super saver: the hybrid
The rail hybrid power unit combines the advantagesof a diesel engine and an electric motor within a singlecompact traction module. The module comprises agenerator/electric motor unit combined with a dieselengine. The energy generated when braking is reco-vered and stored in an accumulator battery. Whenstarting off and accelerating, the battery suppliesthe stored electrical energy via a DC/AC converter tothe motor/generator unit, which then operates as amotor to drive the railbus. Depending on the powerrequirement indicated by the train driver, the railcaris driven either by the electric motor alone or by thediesel engine and electric motor together. In thatway, fuel consumption and carbon dioxide emissioncan be reduced by as much as 25 percent dependingon the route profile. The particulate emissions fromthe hybrid unit are also substantially lower than produced by conventional rail power units becauseof the frequent use of the electric motor. And in addition to the already ultra low-emission combu-stion process of the diesel engine, the nitrogenoxide levels are minimized by an SCR catalytic con-verter.
By 2014, the limits for particulate matter (PM) and nitrogen oxide (NOx) emissions will fall to a fraction of what was allowed at the turn of the millennium.
The diesel engine saves as much as 25 per-cent of its fuel requirement when installedin a hybrid rail PowerPack. The particulateemissions are lower too, because the engineis assisted by an electric motor.
The diesel particulate filter works like a sieve that traps the soot particulates carried by the exhaust. Thenew Series 4000 rail diesel engine due to be launched in 2012 will satisfy the Stage IIIB requirements with the aidof such a filter.

climate-friendly heat and electricity. Its bigbrother, the Series 4000 gas engine, is alsobeing tested out for biogas-suitability atpresent. Compared with the diesel engine,the gas engine has the advantage of produ-cing no PM emissions and substantiallylower nitrogen oxide levels. Without anyexhaust aftertreatment whatsoever, it onlyemits 0.67 grams of nitrogen oxides perkilowatt-hour. To achieve levels as low asthat, the diesel engine requires the aid of anSCR catalytic converter. With the catalyticconverter, those already minimal NOx ems-sions can be reduced by a further 70 per-cent or more. At present, however, it is onlyused for static power generation applicati-ons and in CHP modules for producingelectricity and heat. But things can change.Tognum CTO, Dr. Ulrich Dohle, is alreadyconsidering their suitability for drivingpump sys-tems on oil platforms. “Therethey use diesel engines to pump oil to thesurface. The associated gas is simply bur-ned off,” he explains. “That gas could beused to fuel a gas engine for driving thepump, and the diesel saved for other uses,”Dr. Dohle envisages.
future, however. “Without having to opti-mize engine design to reduce nitrogenoxide emissions, it would be possible tolower fuel consumption right now by tenpercent, which would mean lower CO2emissions as well,” Dr. Ingo Wintruff reve-als. Because the future of the diesel enginewill essentially depend on whether econo-my, i.e. lower fuel consumption, can be suc-cessfully combined with environmentalacceptability in terms of lower exhaustemissions. In the coming years, MTU engines will
continue to be internally optimized toproduce even lower emissions at thesame time as being more fuel-efficient.
Lower emissions with gas engines. Butregardless of how successful the MTUdevelopers are at perfecting their jugglingact in the coming years, one thing is certain– renewable energy sources are becomingincreasingly important as fuels. So Tognumis active in that area too. The Series 400 gasengine can run not only on natural gas andmethane but also on biogases such as sewa-ge gas and landfill gas. Thus for years it hasbeen used to drive CHP plants and produce
Fuel cell is the future. The fuel cell is anot-her sign of the future – environmentallysound and ultra-efficient. Its fuels are gasessuch as natural gas, biogas and sewage gas.They are converted by an electrochemicalprocess not only directly into electricity butalso into heat, without producing any emis-sions to speak of. It is precisely the fuelcell’s heat and power generation capabilitiesthat make it so future-compatible. KarlKiessling, CEO of MTU Onsite Energy FuelCell GmbH, sees the advantages of thetechnology coming into their own in innercities especially: “We can simultaneouslyproduce electricity and heat withoutwasting any valuable fuels,” he enthuses. AHotModule, as the MTU Onsite Energyfuel cells are called, is even being tested outfor marine applications as an onboard elec-tricity generator in the FellowSHIP project.So developers in the Tognum Group areunlikely to lack any use for their jugglingskills - whether with internal engine enhan-cements, exhaust aftertreatment technolo-gies, alternative fuels or power unit con-cepts.
Lucie Dammann
Rainer Breidenbach (left) and Christof von Branconi(right) are the Tognum executive board membersresponsible, respectively, for the Engines and OnsiteEnergy & Components business units.
Tognum executive board members Christof von Branconi and RainerBreidenbach talk about the future of engines and energy plants.
Mr. Breidenbach, how important are MTU’s integrated system engineering capabilities as far as exhaust aftertreatment is con-cerned?Our in-house expertise in the area of combustion tuning, engine management electronics and emissions control enable us to adapt theexhaust aftertreatment system perfectly to our engines. In addition,the client gets a more compact, lighter and more economically pricedexhaust aftertreatment system than if he were to buy it separatelyfrom the engine.
Mr. von Branconi, decentralized power generation under the brandMTU Onsite Energy is based on diesel and gas engines and fuel celltechnology. Where do you see the advantages of the individualtechnologies?Our diesel engines are primarily used for emergency backup generators.They are known for their adaptability to the operating conditions de-manded and their ability to deliver the necessary output within thespace of a few seconds. There is no gas engine that can compete inthat respect. When it comes to continuous duty, however, the gas en-gines come out on top. In such applications they are more economical,more efficient and have a better C02 balance. The great advantage ofthe fuel cell is how clean it is. It produces only a tenth of the emissionsof a gas engine.
And where is the main focus in the future development of these technologies? As far as the diesel engine is concerned, the focus is on developingeven cleaner engines for emergency power generation. We are alsoworking on further integrating the engine and the exhaust aftertreat-ment system. This is because the overall system is becoming conside-rably more complex, and we want to offer our customers a modularsystem that they only have to adapt to the site specifics. Exhaust aftertreatment is also an issue with gas engines. In some regions ofthe world they too have to be fitted with SCR systems. As yet, ourcustomers are still using proven products from suppliers. But in thefuture we will offer our own SCR systems. We are also expanding ourproduct range and adapting the powerful Series 4000 gas engine torun on biogas as well. To establish the fuel cell even more firmly in the marketplace, we are working on making it more affordable andextending its service life.
Mr. Breidenbach, can you imagine mobile applications for MTU gasengines in the future? There are lots of things we can envisage in theory, and there are spe-cific possibilities for mobile applications. We are investigating the po-tential at the moment.
Mr. von Branconi, the fuel cell too has so far “only” been used forstatic power generation; can you envisage other applications?The fuel cell will continue to be used in the future wherever ultra-low-emission power generation installations are demanded. I am thinkingin particular of large conurbations with “clean city areas”. In that typeof situation, the fuel cell can generate ultra-clean heat and power forthe locality.
Mr. Breidenbach, what will mobile diesel drive systems look like inthe year 2020 in your view? The internal combustion engine will still be the dominant drive systemtechnology in 2020 with a share of over 80 percent, I am sure. Fossilfuels such as diesel will also still form the basis. Nevertheless, syn-thetic fuels such as gas to liquids and biofuels will increasingly comeinto play. Our engines can, by the way, already use biodiesel now. TheSeries 2000 and 4000 can be run on a mixture of up to seven percentbiodiesel and some of our smaller models can even take 100 percent.The drive systems of the future will, in my opinion, consist of inter -nal combustion engines combined with electric motors and energyaccumulators. That will give the user the ability to choose the opti -mum power source in terms of consumption and emissions in everysituation.
And Mr. von Branconi, how do envisage clean energy supply systemsin the year 2020?Firstly, I imagine that the proportion of localized energy generation inEurope will rise from its present level of around 10 percent to close to20 percent. Wind and solar energy will also become more important.Due to their dependence on the weather, however, they provide a fluc-tuating supply, which can be balanced out by the much more versatileengine-based systems. I also expect that ultra-clean energy such as isproduced by our HotModules will be in increasingly greater demand.
Engines and power generation in the future
The fuel cell is a future cornerstone of decentralized energy generation. It simultaneously produces heat and electricity without creating any harmful emissions to speak of.
EMISSIONS 10
13INJECTION TECHNOLOGY 12 INJECTION TECHNOLOGY FOR CLEAN ENGINES
Dr. Ralph-Michael Schmidt, Head of L’Orange
One of the biggest challenges facing engine manufacturers is achieving compliance with exhaust emis-sions legislation whilst simultaneously avoiding any increase in engine fuel consumption. With our com -mon rail injection system, L’Orange has met that challenge. Our high-pressure injection systems make itpossible to combine low pollutant emissions and low fuel consumption over a long service life. To ensurethat our customers can remain competitive in the future, we need to increase the injection pressure gene-rated by our common rail systems for diesel engines even further. Common rail injection systems are alsobeing used increasingly in large engines running on heavy fuel oil.
Soot particles and nitrogen oxides are the two great bugbears of the diesel en-gine. They are produced during fuel combustion and they are harmful to healthif they pass into the atmosphere. Fuel injection, one of the Tognum Group’s keytechnologies, can play a crucial role in preventing this. For the last ten years,MTU Series 4000 engines have been equipped with a common rail injection system from the Tognum subsidiary L’Orange which was the first company inthe world to market a version of the system for large diesel engines in 1997. Thesystem makes it possible to optimize all injection parameters for the widestrange of operating conditions with beginning, duration and progression of injection as well as fuel pressure being freely selectable. In short, the systemmeans that the correct amount/quality of fuel can be injected into the com -bustion chamber at the right point in time and space.
High injection pressure facilitates the efficient use of air in the combustionchamber. In order to reduce the amount of soot produced, the fuel in the engine’s combustion chamber must be combusted as completely as possible and
the common rail injection system is designed to do just that. With earlier unit pump injec-tion systems, injection pressure was dependent on engine speed but with the common railsystem it can be freely selected. This cuts fuel consumption and increases power and it alsoreduces soot particle emissions. That is because the higher the pressure under which fuel isinjected into the combustion chamber, the greater is the movement of air and that automa-tically improves fuel combustion. High injection pressure also helps efforts to reduce nitrogen oxide emissions in exhaust gases because it promotes thoroughmixing in the combustion chamber despite the lower oxygen content and the lower com -bustion temperature which results from exhaust gas recirculation. Thorough mixing reduces primary soot formation during combustion.
Multiple fuel injection re-initiates combustion. Soot particle emissions can also be reducedby multiple injection technology which supports the combustion process by in jecting fuelshortly before and shortly after ignition as well as during the ignition sequence. With aconventional combustion sequence, the temperature in the combustion chamber drops atthe end of the process. During multiple injection, however, combustion is repeatedly re-in-itiated by the additional fuel so that the last remaining soot particles are com busted ratherthan being emitted into the atmosphere. And this miracle of precision is set to ensure thatthe MTU engines of the future will emit even less pollution. Whilst L’Orange’s first (1997)common rail injection system for large diesels developed 1,200 bar, today’s products deliver1,800 bar and L’Orange is already working on systems with injection pressures of up to2,500 bar. Common rail systems are also being used increasingly in engines running onheavy fuel oil a technology which presents a particular challenge as the high water and par-ticulate content in heavy oil causes component wear when it is injected into the combustionchamber. In these applications, wear-resistant materials such as carbides and ceramics arebeing used together with the latest development tools for calculating com ponent strengthand optimizing design in order to prevent such wear.
Lucie Dammann
Under Pressure A perfect spray distribution patternis essential for clean combustion.
Can you imagine using a hose to send a jet of water almost twice as high as an aircraft’scruising altitude? With the 2,500 bar fuel pressure developed by L’Orange injection sys -tems, that is not a problem. If the injection jet did not fan out, 2,500 bar would be enoughpressure to send it to a height of 25 kilometers. Now imagine repeating the process morethan a thousand times a minute with a repeating accuracy of 20 microseconds. That is noless than a miracle of precision – and it is also a miracle weapon in the fight to develop en-gines with low pollutant emissions.
State-of-the-art precision requires a state-of-the-artmachine pool.
A 3D multi-sensor coordinate measuring system is used to determine the contours of a control valvehousing.
Patrick wants to know every detail as a train driver explains the Powerline automation system to him.
14 POWERLINE AUTOMATION SYSTEM FOR RAIL APPLICATIONS
Astonishment on the platform. “Grandad, what’s that new train?”little Patrick asks. For him the daily train-spotting trip to the stationis always an exciting outing. The manufacturers have brought outnumerous new designs in the past year. Because ever more strin-gent exhaust emission regulations and the desire to reduce fuel consumption drive the train operators to replace or modernizetheir locomotives and railcars. The Gravita 10BB shunter made byVoith, for example, and designated the 260 Class at Deutsche Bahnis to gradually replace the 290 Class. The Vossloh G1700 will soonbe in service in Austria and Finland as an all-purpose locomotive.And the Spanish rolling stock maker Caf unveiled two locomotiveslast year that can run either on diesel or on electricity from over-head power lines. All of those new locomotives have one thing incommon – they are powered by the MTU Series 4000 R43 rail engine.
Integral electronics an added plus. Little Patrick’s eyes grow widerand wider as a train approaches the station. “Grandad, how can theengine driver drive such a big train all on his own?” he inquires.Grandad can only shrug his shoulders, but has to admit he wouldlike to know the answer too. A train driver notices the pair’s inqui-sitive looks and offers the explanation. “It’s all very simple nowa-days,” he explains to Patrick. “When the engine is ready, all I haveto do is start it and pull away, the automation system takes care ofall the other instructions to the engine. And with every new loco-motive, it is more advanced and easier to operate,” the train driverreveals. He goes on to explain that the latest generation of automa-tion system is called Powerline and is made by MTU Friedrichs -hafen, a Tognum Group company. Powerline monitors, controls
and regulates fully automatically all traction system functions thatare required for safe and efficient operation of the power unit. Italso makes sure the engine driver is able to control the train preci-sely so it pulls away smoothly, for instance, and that exactly theright amount of fuel is delivered to the engine in every situation.That means the engine’s power output is perfectly matched to thevarious different conditions the train has to cope with and its fullcapabilities can be exploited. “So the electronics tell you when youneed to fill up with fuel again,” Patrick deduces. The train drivernods affirmatively with an approving smile.
One of the first to install the Powerline system into a new loco-motive was the Kiel-based manufacturer Vossloh. Project managerJan Henning Bierkant is delighted with how easy it is to deal with:“I’m glad the complex engine management processes are integratedin the automation system – it makes life much easier for me, especi-ally when fitting an engine. Thanks to Powerline, installation wastwice as fast as before.” Repowering existing locomotives is also ea-sier with Powerline. The system provides for swift and flexible datatransfer and has optimum interface technology, which makes itmuch easier to connect a new engine to the existing locomotivecomponents.
Tognum sets standards. That precisely is the greatest advantage of Powerline. A standardized CANopen bus interface for data com-munication to the CIA (CAN in automation) standard makes forstraightforward and reliable connection of the engine to the traincontrol system. And with this interface, Tognum has created a glo-bal standard in locomotive technology. And there is another stan-dard that sets the system apart, because Tognum worked with the
Yes we CANopen
ELECTRONICS 15
Dr. Dietmar von Zwehl, Head of R&D Electronics
The purpose of automation systems such as Powerline is not just tocontrol the engine but the entire drive plant. A famous advocate ofthis principle was Karl Maybach himself, our company founder. In thecourse of developing the first high-speed large diesel engine in 1924,he realized that a good engine alone is not enough to drive trains orother vehicles reliably and at speed. He therefore started to investi-gate electrical measurement and control technology and we continuethis work today. Our engine electronics represent the “electronicbrain” of the engine which ensures that all components interact per-fectly. Since all the related hardware and software is developed enti-rely in-house, we have the opportunity to integrate it into engine de-velopment from the start and tailor it to optimally suit the othercomponents. We are currently developing an electronic controllerwhich automatically adapts to changes in the engine characteristicswhile taking emissions limits into account.
MTU Electronics is one of the drivers of engine development becauseit produces the automation systems to go with the engines. And wit-hout automation, they would have difficulty earning the description“powerful”. Specially designed for the MTU Series 4000 R43 rail en-gine is the new Powerline system. It monitors, controls and regulatesall traction system functions. Standardized interfaces substantiallysimplify engine installation in comparison with previous solutionsand ensure fast and reliable process data communication betweenengine and train computer.
17 16 ELECTRONICS
TÜV organization when developing the system. The German tech-nical safety inspectorate approved all safety-related functions andmade a final assessment of the system as a whole. This included asafety report which makes it easier for locomotive manufacturersto obtain locomotive approval from the EBA (German FederalRailway Office). Powerline is currently available for locomotiveswith diesel-hydraulic drives. Tognum engineers are now develo-ping the system for locomotives with diesel-electric drives too.
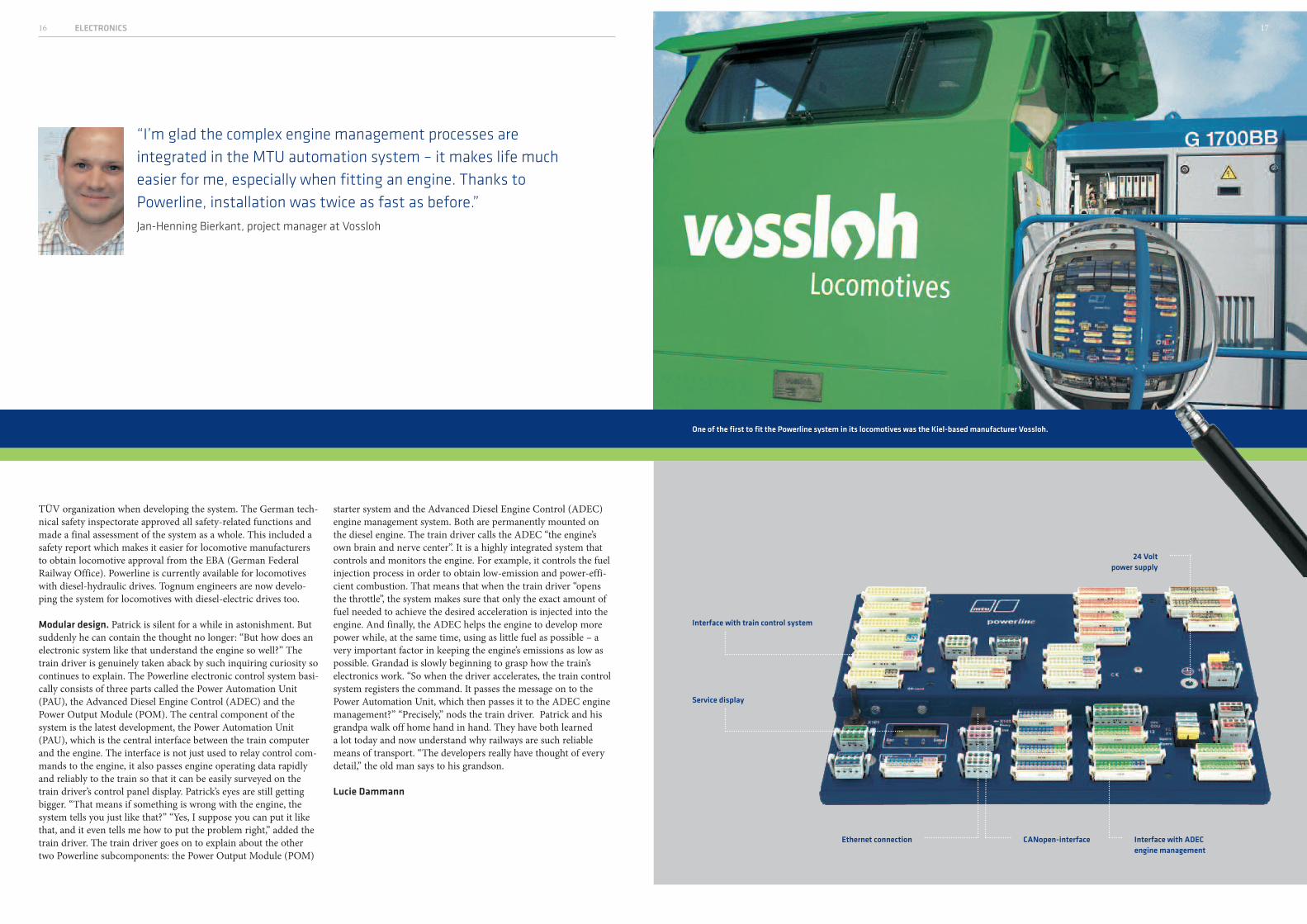
Modular design. Patrick is silent for a while in astonishment. Butsuddenly he can contain the thought no longer: “But how does anelectronic system like that understand the engine so well?” Thetrain driver is genuinely taken aback by such inquiring curiosity socontinues to explain. The Powerline electronic control system basi-cally consists of three parts called the Power Automation Unit(PAU), the Advanced Diesel Engine Control (ADEC) and thePower Output Module (POM). The central component of thesystem is the latest development, the Power Automation Unit(PAU), which is the central interface between the train computerand the engine. The interface is not just used to relay control com-mands to the engine, it also passes engine operating data rapidlyand reliably to the train so that it can be easily surveyed on thetrain driver’s control panel display. Patrick’s eyes are still gettingbigger. “That means if something is wrong with the engine, thesystem tells you just like that?” “Yes, I suppose you can put it likethat, and it even tells me how to put the problem right,” added thetrain driver. The train driver goes on to explain about the othertwo Powerline subcomponents: the Power Output Module (POM)
starter system and the Advanced Diesel Engine Control (ADEC)engine management system. Both are permanently mounted on the diesel engine. The train driver calls the ADEC “the engine’sown brain and nerve center”. It is a highly integrated system thatcontrols and monitors the engine. For example, it controls the fuelinjection process in order to obtain low-emission and power-effi-cient combustion. That means that when the train driver “opensthe throttle”, the system makes sure that only the exact amount offuel needed to achieve the desired acceleration is injected into theengine. And finally, the ADEC helps the engine to develop morepower while, at the same time, using as little fuel as possible – avery important factor in keeping the engine’s emissions as low aspossible. Grandad is slowly beginning to grasp how the train’s electronics work. “So when the driver accelerates, the train controlsystem registers the command. It passes the message on to thePower Automation Unit, which then passes it to the ADEC enginemanagement?” “Precisely,” nods the train driver. Patrick and hisgrandpa walk off home hand in hand. They have both learned a lot today and now understand why railways are such reliablemeans of transport. “The developers really have thought of everydetail,” the old man says to his grandson.
Lucie Dammann
“I’m glad the complex engine management processes are integrated in the MTU automation system – it makes life mucheasier for me, especially when fitting an engine. Thanks toPowerline, installation was twice as fast as before.”Jan-Henning Bierkant, project manager at Vossloh
Interface with train control system
Service display
Ethernet connection CANopen-interface Interface with ADECengine management
24 Voltpower supply
One of the first to fit the Powerline system in its locomotives was the Kiel-based manufacturer Vossloh.
18 NEW SERIES 1600 ENGINES ENHANCE PRODUCT PORTFOLIO OF TOGNUM GROUP 19SERIES 1600
Lighten Up
Thomas Harr, project leader lower power range
The Series 1600 is the latest specialityto be added to the MTU menu. (left)
Tognum launched its Series 1600 engines in 2009 and this was really a very special occasion for the com-pany because with the launching, it achieved the status of full-liner, able to supply the full spectrum of engines in the 270 to 9,100 KW power range. However, having introduced the series, a great deal of work isin store for Tognum. Series 1600 engines were originally just designed for PowerGen applications, but thatis to change. From 2013, Series 1600 engines will also be available for rail applications, for use both in loco-motives and railcars. To satisfy UIC Stage II/EU Stage III B emissions standards, these engines will beequipped with selective catalytic reduction (SCR). From 2014, Series 1600 engines will also be on offer forpowering machinery in the industrial, agricultural and construction sectors. Although these engines willhave the same basic platform as their forerunners, technically speaking they could not be more different.With two-stage controlled turbocharging and exhaust gas recirculation they will be precisely tailored to the needs of the C&I sector. These in-engine measures, without the need for an SCR system or diesel parti-culate filter, will enable Series 1600 engines for C&I applications to satisfy emissions level Tier 4/EU Stage4. Engines for power generation must also be configured to satisfy the same norms. From year 2014, thesewill be on the market in a more advanced version equipped with various systems for exhaust aftertreatment.So plenty of work lies ahead.
There is a new and very distinctive specialty on the menu of Tognum’s subsidiary, MTUFriedrichshafen: the Series 1600. With a choice of power ratings ranging from 270 to 730 kilowatts, it is aimed at the smaller appetite in terms of electrical and drive unitoutput. And there is something to suit every taste. The various models in the series canbe used to drive energy systems as well as construction and industrial machinery, agri -cultural and forestry equipment and railway trains.
eight, ten or twelve cylinders. In the succee-ding years, the versions for construction,agricultural and industrial machinery andfor rail applications will also follow. Fromforage harvesters to trains, there is some-thing to suit every taste.
Engines of every flavor. All new choiceshave been created according to a similarrecipe using as many common ingredientsas possible. The dimensioning of the turbo-chargers, the fuel injection settings, theconfiguration of the electronic enginemanagement and the attachment of specialauxiliary equipment are the means bywhich the engines are flavored to suit thepreferences of electricity generators, con-struction machines or railway locomotives.So each one has its own distinctive charac-
In culinary terms, half a roast duck, a succu-lent T-bone steak or a man-sized serving ofbeef stew and dumplings are what customersmight expect MTU, the Tognum brand, toserve up. The Series 2000, 4000 and 8000engines cover a range of power outputs thattops out at 9,100 kilowatts. That is enoughto satisfy the performance cravings of eventhe biggest yachts. The arrival of the Series1600 means that there is now a “genuineMTU item” for the smaller appetite on themenu, and so the selection is complete.From the smallest Series 1600 producing270 kilowatts to the biggest Series 8000pumping out 9,100 kilowatts, the choiceavailable offers engines of every size and tosuit every stomach. Since autumn 2009, thenew Series 1600 has been available in thepower generation flavor with a choice of six,
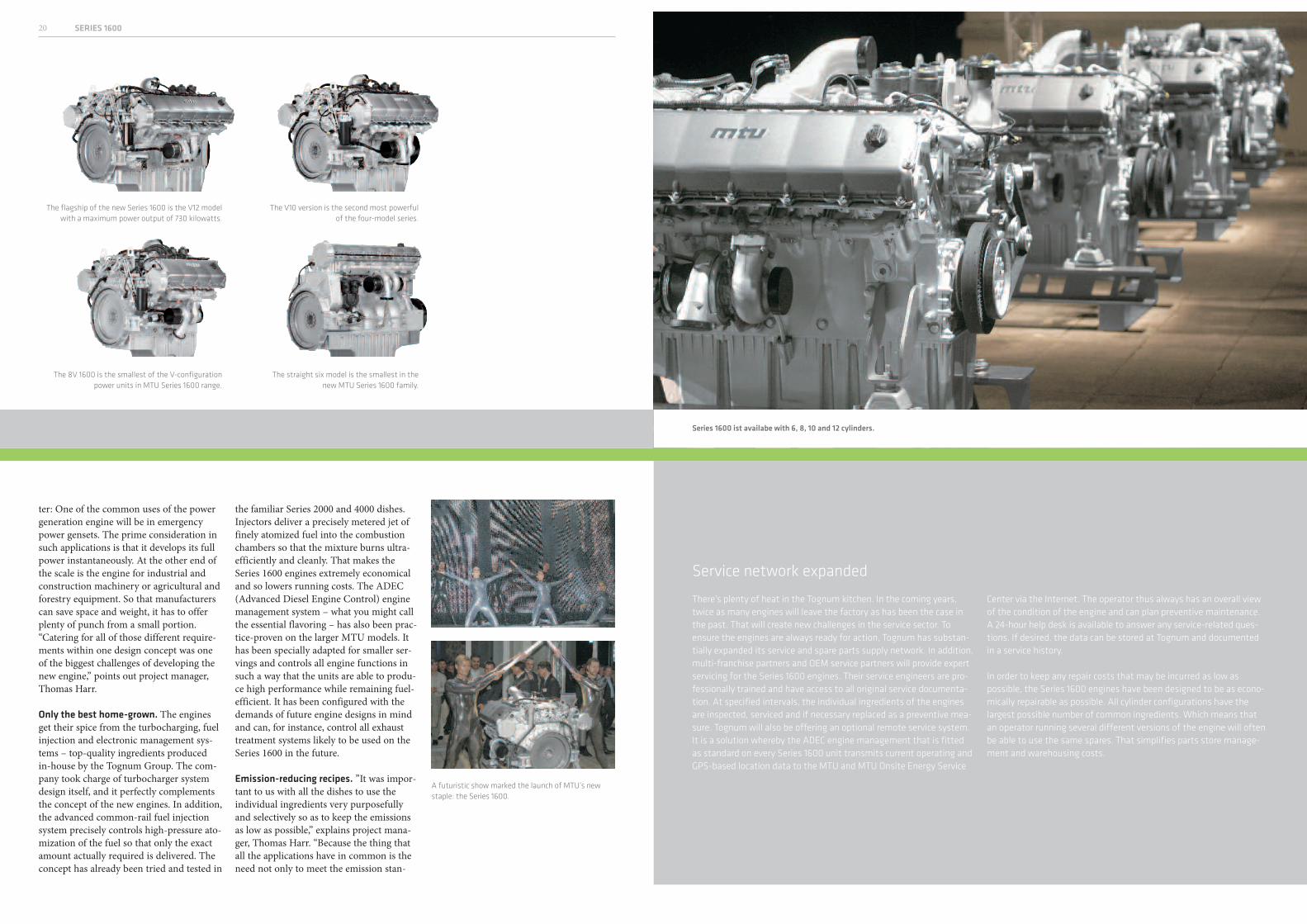
Series 1600 ist availabe with 6, 8, 10 and 12 cylinders.
20 SERIES 1600
ter: One of the common uses of the powergeneration engine will be in emergencypower gensets. The prime consideration insuch applications is that it develops its fullpower instantaneously. At the other end ofthe scale is the engine for industrial andconstruction machinery or agricultural andforestry equipment. So that manufacturerscan save space and weight, it has to offerplenty of punch from a small portion.“Catering for all of those different require-ments within one design concept was oneof the biggest challenges of developing thenew engine,” points out project manager,Thomas Harr.
Only the best home-grown. The enginesget their spice from the turbocharging, fuelinjection and electronic management sys -tems – top-quality ingredients produced in-house by the Tognum Group. The com-pany took charge of turbocharger systemdesign itself, and it perfectly complementsthe concept of the new engines. In addition, the advanced common-rail fuel injectionsystem precisely controls high-pressure ato-mization of the fuel so that only the exactamount actually required is delivered. Theconcept has already been tried and tested in
the familiar Series 2000 and 4000 dishes.Injectors deliver a precisely metered jet offinely atomized fuel into the combustionchambers so that the mixture burns ultra-efficiently and cleanly. That makes theSeries 1600 engines extremely economicaland so lowers running costs. The ADEC(Advanced Diesel Engine Control) enginemanagement system – what you might callthe essential flavoring – has also been prac-tice-proven on the larger MTU models. Ithas been specially adapted for smaller ser-vings and controls all engine functions insuch a way that the units are able to produ-ce high performance while remaining fuel-efficient. It has been configured with thedemands of future engine designs in mindand can, for instance, control all exhausttreatment systems likely to be used on theSeries 1600 in the future.
Emission-reducing recipes. ”It was impor-tant to us with all the dishes to use theindividual ingredients very purposefullyand selectively so as to keep the emissionsas low as possible,” explains project mana-ger, Thomas Harr. “Because the thing thatall the applications have in common is theneed not only to meet the emission stan-
There’s plenty of heat in the Tognum kitchen. In the coming years,twice as many engines will leave the factory as has been the case inthe past. That will create new challenges in the service sector. To ensure the engines are always ready for action, Tognum has substan-tially expanded its service and spare parts supply network. In addition,multi-franchise partners and OEM service partners will provide expertservicing for the Series 1600 engines. Their service engineers are pro-fessionally trained and have access to all original service documenta-tion. At specified intervals, the individual ingredients of the enginesare inspected, serviced and if necessary replaced as a preventive mea-sure. Tognum will also be offering an optional remote service system.It is a solution whereby the ADEC engine management that is fittedas standard on every Series 1600 unit transmits current operating andGPS-based location data to the MTU and MTU Onsite Energy Service
Center via the Internet. The operator thus always has an overall viewof the condition of the engine and can plan preventive maintenance. A 24-hour help desk is available to answer any service-related ques -tions. If desired, the data can be stored at Tognum and documented in a service history.
In order to keep any repair costs that may be incurred as low as possible, the Series 1600 engines have been designed to be as econo-mically repairable as possible. All cylinder configurations have the largest possible number of common ingredients. Which means thatan operator running several different versions of the engine will oftenbe able to use the same spares. That simplifies parts store manage-ment and warehousing costs.
Service network expanded
The flagship of the new Series 1600 is the V12 modelwith a maximum power output of 730 kilowatts.
The V10 version is the second most powerful of the four-model series.
The 8V 1600 is the smallest of the V-configurationpower units in MTU Series 1600 range.
The straight six model is the smallest in thenew MTU Series 1600 family.
A futuristic show marked the launch of MTU’s newstaple: the Series 1600.

22 SERIES 1600 23SERIES 1600
dards in force at production launch but alsoto be capable of incorporating the techno-logies for satisfying stricter demands infuture.” The development process placedgreat emphasis on achieving very low nitro-gen oxide and soot emissions from combu-stion of the diesel fuel. The PowerGenengines comply with the emission limitscurrently in force without the need forexhaust treatment or recirculation systems.That means that such cost-intensive systemscan be dispensed with for the present emis-sion legislation stage. The requirements aresoon to become more stringent, however.Therefore, the Series 1600 engines willbenefit from further internal optimizationmeasures in future in order to produce evencleaner combustion. Tognum engineers areworking on methods of atomizing the fueleven more finely, for instance. The aim is to develop a common-rail system withinjection pressures up to 2,500 bar. Thoughon the basis of current technology, thatalone will not be enough. Some of themenu choices will require side dishes.Complex exhaust cleaning systems will be required to comply with the emissionrestrictions. Tognum is developing sootparticulate filters and nitrogen-oxide redu-
cing catalytic converters, for example. Theywill be modular systems in keeping withthe overall engine design concept. Theadditional accompaniments will then beserved selectively as they become necessaryon the basis of the specific emission stan-dards applicable to the engine applicationconcerned. But there will be no change tothe unique flavor – and that’s a promise.
New menu means changes in the kitchen.The new Series 1600 engine family takesthe Tognum Group into uncharted waters.These new engines are to be produced inquantities which far exceed the numbermanufactured by the company to date. Andthat represents an entirely new dimension.It means that the range of outputs spannedby Tognum’s MTU and MTU OnsiteEnergy brands with Series 1600, 2000, 4000and 8000 engines extends from 270 to9,100 kilowatts. So there will be plenty ofheat in the kitchen. “The Series 1600 willtransform our company in a way similar tothat in which development and introducti-on of Series 2000 and 4000 engines trans-formed MTU Friedrichshafen in the 1990s,”predicts Dr. Ulrich Dohle, Tognum CTO.“In the 1990s, we successfully negotiated
the changeover to focusing more on com-mercial markets and the larger unit salesinvolved; and in the next few years we willmeet the challenge of entering into high-volume engine production.” Since October2009, the company’s new speciality hasbeen in serial production in the power-generation flavor and these engines havealready proved themselves in-field.“Feedback from our customers is consi-stently positive and they are showing consi-derable interest. Agreements have beensigned for several long-term projects, evenwith customers who did not previouslyown MTU engines,” reports project mana-ger Thomas Harr.
Lucie Dammann
In the medium term, the total number of Series 1600 engines assem-bled per year is to double the sum of all engines built in all otherTognum production plants. So there will be plenty of heat in the kit-chen. The job of the chefs is to prepare the meals as uniformly as pos-sible at the same time as accommodating the particular tastes of theirvarious clients. Such an accomplishment demands a comprehensivelyequipped kitchen and perfectly planned organization because almostall the ingredients are brought in from outside.
The new engines will initially be assembled at a trial location, a pilotplant in Überlingen (near Friedrichshafen). It has a production capacityof 8,500 units and is scheduled to be superseded by a new plant inthe coming year. From assembly to quality checking and test bench,
A peek in the kitchen
all equipment and processes are set up exclusively for the new model.The recipe for success is the integrated factory. All operations andproduction plant are closely interlinked in a single process and stan-dardized down to the fine details. Responsibility for logistics, qualitymanagement and production processes is in one place as well. And, inparticular, the modular concept whereby the engines share a commonbasis that is fine-tuned to the various different applications, is alsoreflected in the production sequences. In conjunction with the highlevel of standardization throughout the production process, thatmeans the throughput times have been halved in comparison with theexisting models. The time required for assembly, checking and pain-ting is roughly 15 hours.
“The thing that all the applications have in common is the need not only to meet the emission standards inforce at production launch but also to be capable of incorporating the technologies for satisfying stricter demands in future.“ Thomas Harr, Tognum Project Manager, Series 1600
The first of the Series 1600 engines are being assembled at a pilot plant in Überlingen.
The Series 1600 will be used in off-highway applica-tions such as construction and industrial machinery or agricultural and forestry equipment (left), power generation plants (middle) and railway trains (right).

25 24 ENERGY FARMING
"I produce nearly 2.3 million kilowatt-hoursof electricity a year," proudly states farmerMartin Schmid. A few years ago, he conver -ted his farm business from specializing inpig rearing to producing energy from biogasand now not only supplies electricity to thelocal power grid but also heats the villageschool with the recovered heat. In so doinghe is using the modern heat and powerplants supplied by MTU Onsite Energy totheir full potential.
Carbon-neutral bio-fuel. The principle ofcombined heat and power generation is inany case more climate-friendly than thetypi cal separate production of heat andelec tricity because it creates less carbon dioxide. Using biogas made from maize, for example, this type of small-scale powerplant is actually entirely CO2-neutral be -cause the combustion process only releasesthe amount of carbon dioxide that was ab-sorbed by the plants while they were growing.Thus fossil fuels such as natural gas, oil andcoal, which contribute to the greenhouse effect, can be replaced with climate-friendlyrenewable energies. And, of course, thesame applies to gas made from organicwaste or slurry. So it is no surprise thatmany farmers are giving over some of theirland to growing fuel crops such as feedmaize instead of wheat or barley. Farmerslike the Schmid family from Unlingen inthe Swabian region of South Germany.
Muck and brass. The biogas for generatingheat and power is produced right next tothe piggery from corn and slurry. “Oncethe fermentation process is running, thedigester is a good source of income,” Martinobserves, “because the material we feed
Down on the farm, something is brewing.Hidden under concrete covers, a gluey,yellow broth is bubbling away to the greatdelight of those who have conjured it up.But there are no weird sisters at work here,just a special breed of farmers. What theyare producing from the gigantic fermenta-tion tanks sunk deep into the ground andfilled with a seething mixture of decompo-sing corn and slurry is biogas.
Biogas is roughly 50 percent combustiblemethane, familiar to many as the mainconstituent of natural gas. The methane iswhat makes the bio-fuel so valuable, be-cause it is easily converted into energy inthe lean-burning engines used in combinedheat and power plants of the MTU OnsiteEnergy brand. The plants produce electri-city from a generator while also providingheat, which is recovered from the enginecoolant and exhaust. Due to the fact thatthey recover and utilize the heat from theprocess as well as generating electricity, themodular CHP plants convert virtually all ofthe energy in the fuel into useful energy.
Bio Power
Ulrich Kemnitz. Head of MTU OnsiteEnergy Gas Power Systems
Whether used purely for electrical power generation or for combinedheat and power generation, the gas engine systems built by MTUOnsite Energy are always efficient and ecologically sound. Our “small”Series 400 engines can run both on natural gas and special gases suchas sewage and landfill gas and biogas. We are currently testing a moreadvanced version of this engine and it is expected that series produc-tion will get underway soon. The compatibility with special gases of its“big brother”, the Series 4000 engine, is also being examined and theresults to date have been so promising that we would like to launch series production in 2011. But of course there’s more to it than that. In order to survive on the market, we have to continually enhance ourgas engines. The mechanical efficiency of our Series 4000 natural gasengines is to be increased from the current level of 43% to 46%.Engine peripherals such as gas preparation and exhaust aftertreat-ment systems also offer big scope for development work.
HEAT AND POWER GENERATION
Energy from corn and slurry: the energyfarmer uses maize grown in his ownfields and slurry from his herd of around1,000 pigs to supply his biogas plant(picture above and left).

27HEAT AND POWER GENERATION
generated power for the local electricitycompany and heat for the pig pens. It wentso well that before long the family took thedecision to expand production. But firstthey needed to identify potential consu-mers. A combined heat and power plant isonly viable if there is a need for heat in theimmediate vicinity. However a customerwas quickly found: the local school whichthe family’s sons had also attended.
The Donau-Bussen-Schule is a primary andsecondary school with 280 pupils. The class -rooms were previously heated by an oil boiler.But the price of oil was rising and the hea-ting costs were increasing enormously. Aneconomical alternative such as an ener gy-efficient CHP module was an attractive op-tion and so a CO2-neutral modular heat andpower plant was installed in the boiler roomunder the sports hall. Fueled by bio gas, it isable to supply heat substantially more cheaplythan the oil boiler because of the discountfor the electricity it supplies to the grid. Andthe school benefits too because its heatingcosts are now lower than before.
Synergies through joint work by MTU andMTU Onsite Energy. Among the reasonswhy the Tognum business unit OnsiteEnergy & Components was chosen to sup-ply the CHP plant were the advanced engi-ne technology and the perfectly matchedperipherals. MTU Onsite Energy GmbHGas Power Systems – until 2008 known asMDE – has been making natural-gas, bio-gas or sewage-gas fueled modular CHPplants with electrical outputs from 125 to400 kilowatts for over 30 years. For a goodtwo years now, the company has also beenthe Tognum Group’s center of excellencefor gas engines, creating synergetic effectsbetween itself and MTU. Using Series 4000MTU engines, the Augsburg factory nowproduces more powerful gensets (electricity
generator modules) and natural-gas fueledCHP plants capable of supplying between775 and 2,145 kilowatts of energy. SinceNovember 2009, MTU’s Series 4000 gasengine has been tested for its compatibilitywith biogas.
Smooth-running 6-cylinder engine. Themodular combined heat and power plant inthe Donau-Bussen-Schule is driven by asix-cylinder Series 400 engine. Its 200 kilo-watts of heat output cover the demand forhot water and heating during the summerand the spring and autumn transition per -iods – in other words it supplies the base-load requirement. In the winter, it is supple -mented by the oil heating. Dimensio ningthe cogeneration module to cover the baseload ensures that it is continuously in ope-ration. That is important for two reasons.Firstly, a CHP module pays for itself morequickly the more frequently it is in use.And secondly, the biogas produced has tobe used continuously, so that ideally theCHP plant should never shut down. “Onaverage, we have been able to utilize 95 per-cent of the overall plant output,” MartinSchmid explains, revealing his satisfactionwith the heat and power revenue. The biogasplant enabled the family to sell 2.3 millionkilowatt-hours of “green electricity” last year,amounting to an income of 300,000 euros.“The plant has always been reliable. Theanti-knock control system adjusts the engineperfectly to the biogas quality and it hasworked like a dream.” Almost incredibly, itwas only idle for 25 hours last year – while itwas serviced. That adds up to an availabilityrate of 99.7 percent. And after 11,000 hoursof service to date, the unit hasn’t even nee-ded an oil change because the 1,000-literlube oil circulation system showed virtuallyno signs of contamination.
Ralf Dunker
into the fermentation process turns intobiogas all on its own.” The mixture in thiscase consists mostly of maize, sometimes asmall amount of grass, and about one sixthpig manure supplied by the thousand or soanimals in the pig pens next door. The concoction of biomass and slurry is mixedtogether in the digester tank.
The local school has been heated by theCHP plant for about two years. The Schmidfamily were caught up by the biogas idea afew years ago. They built their first digesternext to the piggery and a small 100-kilo-watt modular CHP plant with which they
More efficient than power from the grid
Combined heat and power modules simultaneously provide electrical and thermal energy from a single pro-cess. Their main components are usually an engine, a generator, a coolant heat exchanger and an exhaustheat exchanger. The engine, fueled for instance by biogas, drives the electricity generator attached to itsoutput shaft. The engine heat inevitably produced is recovered from the engine coolant or the exhaust by aheat exchanger and transferred to a heat consumer. That could be an apartment building that requires hotwater and heating, a public swimming baths or a commercial greenhouse.
Because the cogeneration plant converts around 90 percent of the gas energy content into usable energy,it is significantly more efficient and environmentally friendly than generating electricity in large-scalepower stations and using heat from a separate source such as a central heating system. Why? Because theheat byproduct from large-scale power plants (such as coal-fired power stations) is almost entirely wasted.And that means that combined heat and power generation saves around a third the amount of carbon dioxide compared to power from the grid.
Filling the digesters: maize is fed in to the digester bya hopper on top of the concrete cover.
Pig rearing and biogas production: right next to thepiggery housing 1,000 animals are the main digestertanks and the secondary digester (foreground).
Raw material: shredded maize is stored in large quantities near the digesters.
Production process of the biogas farm: the Schmid family makes biogas using shredded maize, some of which they grow themselves, and slurry from 1,000 pigs plus small quantities of grass. The two fermentation tanks (digesters) are located directly adjacent to the piggery. The maize is also stored near the digesters. The biogas is stored in a holding tank and suppliedby a 1.7 km pipeline to the MTU Onsite Energy CHP plant located directly in the client’s basement.

Karl P. Kiessling, Head of MTU OnsiteEnergy Fuel Cell Systems
“Fuel cells are the technology of the future,” is what I hear again and again. But for me, fuel cells have longarrived in the present. Hospitals, computer centers, sewage works, and even breweries are increasinglyusing fuel cells for power generation. Our HotModule not only generates electricity in an ecologically soundway, it also provides heat and can therefore boast up to 90 percent efficiency. This makes it the ideal solu-tion for use in urban areas, where people are more exposed to pollution than elsewhere. Anything otherthan simultaneous heat and power generation is a waste of valuable fossil fuels. To continue the successstory of the fuel cell, we are working hard to make our HotModule even more powerful and economical andabove all to increase its service life.
29FUEL CELL
Malt, hops, water and yeast – those are the only ingredients con-tained in wheat beer brewed according to the Bavarian Reinheitsgebot(Purity Law). The Bavarian brewer Erdinger Weissbräu has addedanother: the energy used in the brewery is pure too. An MTU OnsiteEnergy fuel cell produces electricity and heat so cleanly that noharmful emissions whatsoever are created.
They clink, rattle and clatter. Bottles as far as the eye can see; largebrown ones. In a factory shed larger than a football pitch, they shootalong elevated tracks at several different levels like Formula 1 racingcars. It seems miraculous that there is virtually no sign of brokenglass on the floor. In peak periods, more than 85,000 liters of beeran hour are bottled here. In the air hangs a strong malty and slight -ly sweet aroma. “The typical smell of a brewery,” enthuses RainerKansy. He has been in charge of production plant at Erdinger forthe past seven years. His primary objective: to increase productivitywithout compromising on quality while at the same time reducingthe amount of energy needed and also making the brewery less dependent on fossil fuels.
HotModule provides virtually zero-emission energy. A large stepin that direction has been taken by the acquisition of a fuel cellsupplied by MTU Onsite Energy. It stands majestically in a glass-sided building built especially for it. “It’s something we’re veryproud of,” intones the brewing technology expert with a strongBavarian lilt. But what has brewing, a process primarily concernedwith the correct combination of water, wheat and hops, to do witha fuel cell? On closer inspection, rather a lot. Because apart from
beer, there is another liquid found in large quantities in a breweryand without which beer-making would not be possible – water.Around 50,000 cubic meters of water a year are required for thebrewing process and cleaning the brewery equipment. The wastewater produced is treated in an in-house anaerobic predigester.From it, biogas with a methane content of 85 percent is produced – the perfect fuel for a fuel cell. The fuel cell converts the energy
Hans Schey tests the gas composition in the fuel cell during commissioning.
BREWERY GENERATES ALMOST ZERO-EMISSION ELECTRICITY AND HEAT WITH MTU ONSITE ENERGY FUEL CELL 28
Beer engine
Over a million bottles of beer leavethe Erdinger brewery every day.

31 30 FUEL CELL
The Erdinger brewery generates virtual zero-emission electricity and heat using a HotModule fuel cell made by MTU Onsite Energy.
The beer crates are filled at the rate of 2,000 an hour (picture above).Before the crates are sent out, they have to be cleaned with hotwater (picture below).
As many as 15 million bottles of Erdinger Weissbier can be kept atonce in the high-rise bottle store precisely temperature-controlledusing the hot exhaust air from the fuel cell.
How the HotModule works
The electrochemical process in the HotModule is based on a reaction between hydrogen and oxygen thatreleases heat and electricity. Methane (in this case obtained from biogas) and water vapor are supplied tothe anode. The resulting catalytic reaction produces hydrogen. This then reacts with the carbonate ions inthe electrolyte to produce water and carbon dioxide. In the process, electrons are released at the anode and flow through an electrical circuit (the power grid, for example) to the cathode. At the cathode, carbondioxide and atmospheric oxygen react with the free electrons from the anode reaction to produce carbo-nate ions. Finally, these migrate through the electrolyte back to the anode. The electrochemical cycle isthus complete.
contained in the gas directly into electricity and heat by an elec -trochemical process. The method by which it works is surprisinglysimple. Hydrogen and oxygen react with one another in an elec-trochemical process that produces electricity and heat. And theHotModule operates at an impressive electrical efficiency of almost50 percent into the bargain. The overall energy efficiency of theplant is even more eye-opening at around 90 percent. That meansas much as 90 percent of the energy input can be utilized as electri-city and heat. That is more than twice as efficient as a conventionalcoal-fired power plant.
And the fuel cell’s emission credentials are equally convincing. The quantity of harmful pollutants produced is vanishingly small.Nitrogen and sulfur oxides are undetectable and the CO emissionsare around a tenth of the levels emitted by engine-driven combinedheat and power plants. That is why the preferred term to describewhat comes out of a fuel cell is exhaust air rather than exhaust gas.And that is a major plus for Rainer Kansy not just because of theminimal emissions. The temperature of that air is an extremelyuseful 400 degrees Celsius (750°F). So at Erdinger Weissbräu it ispassed through an exhaust air heat exchanger and used to heat bre-wery buildings and water. And so the cycle is complete. “With thisplant we can re-use virtually all the energy that goes in,” explainsRainer Kansy, summarizing the process thus: “Purification of thewater produces biogas. That gas is used to run the fuel cell, whichin turn produces electricity and the exhaust air that is then used toheat some of the buildings and produce more hot water.” The omni-presence of water in a brewery becomes clear on a tour of the vast
brewhouses. Only a fraction of it is used for the actual beer-makingprocess. The major proportion of the 500,000 cubic meters of wateris used to clean every piece of equipment that comes into contactwith the brew. These include for example the mash tuns, in whichthe beer wort is prepared, or the tanks and ducts in which the beeris fermented and filtered before it is finally transported to the bott-ling plant. “The water which has been heated with the waste heatfrom the fuel cell is fed to the warm water tank and used for cleaningthe brewery plant. If needed, the waste heat from the HotModulecan also be used for keeping our high-rack warehouse at the righttemperature,” explains Rainer Kansy.
So it appears that brewing beer is not just about the right combina-tion of water, hops and wheat after all. Energy efficiency is also anessential consideration – and that is where the fuel cell comes intoits own.
Lucie Dammann

33DEFENSE 32 ENGINE TRIALS IN THE CHILEAN ANDES
Knut Müller, Vice-President, Defense
Our drive systems for defense applications are highly compact andare tailored to meet our customers’ varying demands. From the in-ception of their projects right through to the maintenance stage, weare on hand to provide our customers with the support they need.The Leopard-2 battle tank in Chile provides an excellent example ofour commitment to support our customers’ systems even after theyhave seen years of tough service. In this case, we modified the en-gines to suit them for the demands of operation at a new altitude.Our engineers developed an adaption kit for the turbochargers whichwe then successfully tested on site on the vehicles in cooperationwith our customer. We are currently working on drive systems whichnot only deliver extremely high levels of power and generate signifi-cantly more electrical energy in the vehicle but which are also consi-derably more compact than their predecessors.
Anyone who has traveled through the highmountains knows the feeling of breath less -ness experienced in the thin air. The lowoxygen content causes problems not onlyfor humans. Leopard 2 tanks deployed in theSouth American Andes have to be adaptedto the extreme climatic and air-pressureconditions in the mountains.
With a thunderous roar, the monstrous machine appears out of nowhere. Cloakedin a cloud of dust, sand and salt crystals, itsoutline almost indiscernible, it spears and at an unbelievably rapid 70 kilometers anhour for such a heavyweight through thedry and dusty desert landscape at 4,300 me-ters above sea level. Then almost 56 tonnesof armored steel comes to an abrupt halt,digs into the rocky volcanic terrain andaims its eleven-meter gun barrel at animagi nary adversary. Just as suddenly, theChilean Army Leopard 2 battle tank roarsoff again with the acceleration of its animal-world namesake so as to avoid hostile fire.The unbelievable agility that in real combatsituations can save the lives of its crew isdue in large part to the Leo pard 2 mainbattle tank’s drivetrain module, an MTUType MB 873 Ka-501 Power Pack with twin
turbochargers and intercooler. With apower output of 1,100 kilowatts (1,500 bhp)the system incorporates all drivetrain com-ponents such as engine, gearbox, air filterand cooling system within a compact unitand can accelerate the tank to a maximumspeed of 70 kilometers per hour. With theaid of an armored recovery vehicle, the entire drive system can be replaced in thespace of 15 minutes.
Low air pressure affects the turbochar-gers in particular. On the high plateau ofthe Atacama region in the north of Chile,MTU engineers put the tanks to the testand adapted them to their new surroun-dings. The biggest problem was the specialclimatic and atmospheric pressure conditi-ons in the South American Andes. At highaltitudes, the air pressure is lower and thataffects the turbochargers in particular. Theyspin faster but still can’t deliver the amountof boost air to the engine that it needs toburn the fuel. As a result, the exhaust tem-perature increases and the service life ofmany components such as the exhaust pipes,the turbochargers or the precombustionchambers is considerably shortened. Aninconceivable risk for a combat tank. The
solution is a special altitude kit for tanksdeveloped by MTU, which improves turbo-charger performance and lowers the exhausttemperature. A new impeller in the turbo-charger makes sure that even at low boostpressures there is still enough speed inreserve so that the exhaust temperaturedoes not rise too far. In order to prevent theengine overheating, the exhaust tempera -ture is also monitored by a sensor and theengine output then almost unnoticeablythrottled back if the temperature gets toohigh.
Chilean Leopards ready for action. As part of a multistage modernization pro-gram, Chile is replacing its Leopard 1 tankswith modern Leopard 2s acquired from theGer man Bundeswehr. It is the first militarypower in South America to undertake sucha venture. Since the beginning of the year2010 they have been in service with theChilean ground forces, the Ejército deChile, forming the backbone of its armoredcapability.
Detlef Becker
Desert cats
A harbor derrick lifts the tanks onto a freighter for transportation to Chile.
Testing engineers from MTU, employees of KraussMaffei Wegmann and members of the Chilean militaryawait the Leopards in the Chilean desert.
The Series 873 is the 12-cylinder version of the Series870. They were the first MTU armored-vehicle engineswith turbochargers and intercoolers.
MTU engineers test the Leopard 2 tanks tothe limit in the South American Andes.

An engine or spare part of standard MTUquality is supplied within a matter of hours.It is substantially cheaper than a brand newunit and the buyer is saving the environmentinto the bargain. Smoke and mirrors? No,it’s ValueExchange, the Tognum remanufac-turing process for Series 2000 and Series4000 engines, PowerPacks and components.This is a ferry engine’s story.
Many people think my job is boring. Morethan 40 times a day I travel back and forthbetween the Norwegian towns of Stavangerand Tau. With the help of my three team-mates, the journey takes 25 minutes. Oh, I’msorry, I haven’t even introduced myself. I aman MTU Series 4000 engine. I have twelve cylinders and can produce 1,320 kilowatts ofpower. I was born six years ago in Friedrichs -hafen. And I have three siblings. We weresold to the Norwegian shipping companyTide Sjö right after we were born. And sincethen we have worked in the “Stavanger”, an80-meter, 640-tonne car ferry. We can drive it along at 24 knots when we try our hardest.Not an easy job, by any means. However ourboss Odd Asheim, technical director of TideSjö, the firm we work for, says we are the bestengines in the fleet. And he should know.
Frugal and fast. But as time goes on, weare losing some of our youthful strength.Our knees hurt, backs ache and our legs aretired. Not surprising when you think everyone of us has run for 28,000 hours in ourlife time. Odd says that my brother and Iare going to be sent to a health farm for awhile. He’s been worrying for a long timeabout how to replace us. Because, withoutus, the “Stavanger” will be lying idle, andOdd always says, “Time is money”. He can’tafford to wait a long time for us to come
Remanufacturing in brief: When an en-gine or component reaches the end of itsservice life, the owner gives it back to MTUin return for an immediate replacement.The replacement is either a brand new exchange engine/component or a recondi-tioned (remanufactured) engine/compo-nent. The old engines/components arecompletely overhauled and technically upgraded at the Tognum RemanufacturingCenter and then resold.The advantages:
> Unbeatable pricing: when returning an oldengine or component, the customer is givena substantial discount on the exchange orremanufactured replacement.
> Quality: the remanufactured parts and engines still offer proven MTU quality – theycome with the same MTU warranty as theirnew equivalents.
> Ecology: efficient use of resources. Ratherthan being scrapped at the end of theirlives, the engines and components are reconditioned and re-used. That saves theenvironment.
For six years, an MTU Series 4000 diesel was “the bestengine in the fleet” of the shipping company Tide Sjö.Now it is being reconditioned for new assignments atthe MTU remanufacturing center.
New again
34 REMANUFACTURING AS A FAST, ECO-FRIENDLY AND COST-EFFICIENT PROCESS 35AFTER-SALES
Martin Wendel, Head of Global After-Sales
Our primary aims in after-sales are low life-cycle costs and very high engine availability and this is why weare continually enhancing MTU ValueCare, our service portfolio. All-inclusive maintenance concepts (MTUValueService) guarantee customers around the world that engines will be serviced exactly when required,which not only saves money but secures the availability of engines throughout their service life. To performmaintenance, service personnel does not have to be permanently on location. With remote data transfer,information on the condition of engines and systems can be monitored from all over the world, allowingservicing to be planned more efficiently. The global logistics network for spare parts also ensures that cus-tomers have quick and simple access to spare parts (MTU ValueSpares) worldwide. And brand new spareparts are not always necessary. Our remanufacturing concept (MTU ValueExchange) is a favorably priced alternative to brand new components and engines.

37AFTER-SALES
back. So he’s come up with an amazingcon juring trick. And the magic word isremanufacturing. We will get our well-deserved health cure and Odd will get twonew replacement engines right away. Well,not exactly brand new, but engines whichhave just finished their spell at the spa andnow have a clean bill of health for the next24,000 hours. They are called remanufactu-red engines. And they cost much less thanbuying brand new ones. But what is more,they even come with the same warranty as new engines.
Fountain of youth. Odd thought it was agreat idea and things started to happen veryquickly. One evening, some men in blueoveralls started to take us out of the ferry.When we were lifted out, there was already a truck standing alongside with our replace-ments. I only got a quick look at them, butthey appeared very respectable. They lookedsmart and keen – just the right kind for ourjob. I only had time to wish them luck befo-re me and my brother were loaded onto thetruck. After a while, we got to Magdeburg, atown in eastern Germany. That is where theTognum Remanufacturing Center is – ourfountain of youth, you might say. Everything
looks new and clean. Doctors in blue uni-forms first of all gave us a thorough checkupand then put us on a standardized regime torestore us to full health. We had to undergosome lengthy operations in which we wereopened up, purged of all toxins, had all ourorgans tested and were given transplants forany that were worn out. The doctors evengave us some completely new parts we hadnever had before, because model-specificupgrades are part of the remanufacturingpackage. I can tell you, I feel like I have beenreborn and strong enough to tear downtrees.
Spares remanufactured too. I have learneda lot while I’ve been here at the Remanu fac -turing Center. I’ve met lots of other enginesand all of them said they came here feelingold and tired, and left as fit as a fiddle aftera complete overhaul. Some told me thattheir previous owners swapped them for abrand new engine rather than a remanufac-tured one. That’s called buying an exchangeengine. There are even individual enginecomponents such as fuel injectors, cranks-hafts and cylinder heads on the shelveshere. They are from MTU Series 2000 andSeries 4000 engines. The remanufactured
and exchange parts are a lot less expensivethan new components and the customerdoesn’t just throw the old part away. Thatwouldn’t be good for the environment asthe parts aren’t ready for the scrap heap,they’re just tired out. Here in Magdeburgand at other remanufacturing centers inAsia and North America they are given acomplete physical examination and putthrough a regime that prepares them formany more years of useful life, the same asfor us engines. I have certainly found outsome interesting stuff here.
I’m not sure how long I’ll be staying here.Others are now doing my job at the ferrycompany Tide Sjö, so I won’t be going backthere. But I’m looking forward to my nextassignment, whatever it might be. MaybeI’ll work on a ferry in the English Channelor perhaps get sent to Asia. I can’t wait tofind out.
Lucie Dammann
4 The spare part is re-sold as a re manufactured part.
SKL Magdeburg Remanufacturing Center
Two years ago, Tognum bought up the long-established German diesel engine manufacturer SKL in Magdeburg andconverted the plant into a remanufacturing center. The site was predestined for overhauling engines in record time.“Engines have been built here for over 170 years, so the existing experience and machinery is accordingly extensive. For instance, the plant includes a Cubimat machine for grinding crankcases,” explains Karl-Thomas Klingebiel, worksmanager. Last year, new machines specifically for remanufacturing went into service. Such as machines designed togrind, balance and crack-test crankshafts, and an ultrasound cleaner for perfect air and oil-filter cleaning.
The ultra-modern machinery in the Remanufacturing Center in Magdeburg includes a special machine for machining crankshafts (1) and for carrying out crack tests (2).
After arriving at the remanufacturin center, the engine is first throughly cleaned (1 and 2). Using the very latest technology, the engines are then checked for wear and faults(3) and then reassembled (4). That includes replacing worn and defective parts and technical upgrades.
THE PATH OF A SPARE PART IN THE REMANUFACTURING CIRCUIT
1 Each customer who buys a spare part from the MTU ValueExchange portfoliopays a deposit (Core deposit).
3 The Core part is re-conditioned in the Remanufacturing Center using a standardized process.
2 He returns his old part (Core part) to one ofTognum's Core Collection Centers, wherethe part is inspected on the basis of spe-cific acceptance criteria. If the part is foundto be fit, the Core charge is reimbursed tothe customer.
36 AFTER-SALES
21
1 2 3 4
“The remanufacturing process not only saves customerstime and money, it also makes ecological sense. Enginesand spare parts are not simply scrapped at the end oftheir service life, but re-conditioned and re-used”.Barbara Amann, head of After-Sales Business
39 38 HUMAN RESSOURCES 39HUMAN RESSOURCES
Brain Gain at Tognum
In its search for the right people, Tognum leaves nothing to chance.Since IPO in 2007, the company’s personnel marketing activities have been increasingly concentrated under the corporate groupname, Tognum. Alongside recruiting events, Tognum also makesuse of sponsorship activities to increase awareness of its presenceand to make its reputation known among students of engineeringscience at the best universities. For example, Tognum is the mainsponsor of the design competition ‘Formula Student Germany’ atthe Hockenheimring. Direct cooperation with universities such asthe University of Stuttgart is also a factor in the recruitment ofhighly-qualified staff.
International cooperation. The Tognum Group’s comprehensiveproduct portfolio, and its growing number of locations in Europe,Asia and the USA offer engineers wide-ranging opportunities bothprofessionally and geographically. Tognum now has a presence inmore than 130 countries worldwide and it is by no means unusualfor staff from Group HQ in Friedrichshafen to transfer to one ofthe foreign locations such as Singapore, Shanghai, Detroit, Sydney,Cape Town or São Paulo. International cooperation within projectteams is an area which also enjoys active promotion. For manyengineers, an employer’s ability to offer the chance to acquire inter-cultural skills is an important criterion which goes hand-in-handwith the opportunity to widen their professional horizons.
Top employer. In the nationwide German CRF rankings, Tognumwas voted ‘Top Employer for Engineers’ and ‘Top Employer Ger -many, 2010’ and, of course, it makes good use of these badges ofquality in the field of personnel marketing where they are a validindicator for potential employees. The company was rated ‘outstan-ding’ in categories such as innovation management, remunerationand internationality as well as for opportunities for personal deve-lopment. “We want to offer our staff the most attractive workingenvironment possible because we want to keep them with us overthe long term,” explained Joachim Coers, Deputy Chairman andCFO with responsibility for Human Resources.
International Trainee Program. Tognum has a comprehensiveentry and promotion program. The 18-month trainee scheme“Multiple Chances”, for example, prepares trainees for their futurearea of activity within the company and includes seminars on per-sonality building and management skills as well as business eti-quette and intercultural competence. In addition, each participanthas the support of an experienced colleague who acts as a mentor.Alongside careers on the managerial side, Tognum also offers aspecialist careers structure, specifically designed to offer projectmanagers and area specialists hierarchical parity with managerialstaff.
Professional challenges and career opportunities make up one side of the picture a pleasant working environment completes it. “I particularly value the cooperation among colleagues and theteam spirit which we have here at Tognum,” said Nadine Buhmann,Director, Marine Sales, at Tognum.
Working where others spend their vacation. At the request of the business daily “Handelsblatt”, the Swiss economic researchorganization Prognos conducted an investigation to establishwhich regions were likely to be competitively strongest. In thefield of engineering, the Lake Constance region came out on topin the Prognos ranking. Nevertheless, those making the move toFriedrichshafen should not expect the ‘big city’ ambience – thisattractive industrial location has quite different qualities. In directproximity to Switzerland and Austria and with Lake Constanceand the Alps right on the doorstep, the surrounding area offersalmost limitless possibilities for sport and leisure activities. And, if you should decide on a breakfast-time whim that a short breakin Milan would be nice, well, you can be there enjoying pasta anda glass of wine on the Piazza del Duomo by noon.
Katrin Hanger
Engineers arriving for interview at Tognum headquarters in Friedrichshafen cannot fail to gain an imme-diate glimpse of the tradition they may well be about to become part of. As soon as they pass through theworks gates onto 'Maybachplatz' (Maybach Square), they are greeted by the busts of Karl Maybach and hisfather, Wilhelm, the founders of the predecessor of the Tognum Group's core company, MTU Friedrichshafen,which can look back on more than a century of tradition in engine construction. Karl Maybach was a geniusof engineering design who set himself and his company the target of becoming the ultimate authority inthe area of propulsion. Maybach did not simply set the bar at achieving the 'do-able'; his passion for tech -nology drove him ever onward in search of the very best solutions for his customers. And that remains theaim of the company and its staff today.
Dr. Peter Riegger spent nine years at Robert Bosch GmbH, his last job being in advance deve-lopment for exhaust aftertreatment systems. At Tognum, he was looking for a new profes-sional challenge as a development engineer in advance development. His new position giveshim specialist responsibility for the whole complex of issues surrounding drive system inno -vations. “It’s an extremely interesting area of responsibility and, despite the current harsh economic environment, here in Pre-Series Development we have the freedom to explore newareas of technology,” commented Riegger. The work-life balance is also an important factor forhim: “The Lake Constance region has provided a really attractive new home for my family andmyself.”
Dominik Finkel joined Tognum as a graduate engineer from the University of Karlsruhe andtook part in the company’s “Multiple Chances” trainee program. He spent six months as a development engineer at Tognum’s Detroit location before beginning work as a test engineer for Series 4000 engines. “Most of all, I find the level of product development fascinating. It isreal high-end technology and, as an engineer, I get a lot of freedom to do my job. And on top ofthat, I’m very keen on winter sports so for me, Friedrichshafen is the ideal springboard.”
Nadine Buhmann is Director, Marine Sales. Her career at Tognum began 13 years ago with atraining course as industrial management assistant after which she joined the Marine Salesdepartment whilst also studying for a Diploma in Business Administration. Today she headsthe Marine Sales department for the regions Europe, Africa, Middle East and Latin America. As sub-project leader, Sales, she is also responsible for market introduction of the new Series1600. One of the things she likes most at Tognum is the fair and friendly professional atmo-sphere. “In Sales, we want to offer customers the optimum solution and to do that we need to be able to depend on the company sections further downstream in the process.”
Kristofer Kolb, a graduate engineer with a doctorate in value analysis, came to the TognumGroup via the “Graduate School of Advanced Manufacturing Engineering” (GSAME), one of the central scientific institutions of the University of Stuttgart. Kolbs doctoral thesis was on“Product Life Cycle Management” and its function in achieving the optimum, computer-aidedprocess sequence over the entire service life of a product. “When it comes to computer-aidedproduct development, Tognum is at the cutting edge and so it is obviously rewarding to beable to link up to ongoing research areas and play a part in shaping systems to suit the needsof the future,” said Kolb. “The company’s commitment to its workforce is also an importantfactor for me.”
Denise Kurtulus completed an internship in the Technical Information & Documentation sec-tion before joining the company: “Even at that time, I was sure I wanted to work at Tognum”.After completing her course in IT and Communication Sciences and spending 18 months ab-road, she translated her intention into deeds and joined the Technical Information section in2006. Today, it is her job to manage the “Global Reman” process involving the introduction and establishment worldwide of remanufacturing processes for engines and components inthe company’s own Reman Centers.





























