Embed Size (px)
Citation preview

Presentazione delle attività di consulenza relative a:
TEMPI E METODI PER LA LOGISTICAVia Durando, 38 ‐ 20158 – Milano Italy
Tel +39 02 39 32 56 05 ‐ Fax +39 02 39 32 56 00
Pag. 1
www.simcoconsulting.it ‐ E‐mail [email protected]

Indice dei contenuti
11 CHI E’ SIMCO pag. 3
22 LE NOSTRE AREE D’INTERVENTO pag. 8
33IndiceIndice
LO STUDIO DEI TEMPI E METODI pag. 10
• Know How Simco pag 11• Know How Simco pag. 11• L’offerta Simco sui Tempi e Metodi pag. 12• Consulenza Simco pag. 13• Formazione Simco pag. 31• Addestramento Simco pag. 32
Pag. 2

CHI È SIMCOLa società
Simco è una delle più importanti società italiane di consulenza e formazione.
Dal 1981 anno della sua fondazione Simco ha sviluppato oltre 2 000 progetti per più di 500 Clienti di diverse dimensioni eDal 1981, anno della sua fondazione, Simco ha sviluppato oltre 2.000 progetti per più di 500 Clienti di diverse dimensioni esettori merceologici.
La nostra missione consiste nel saper coniugare competenze e tecnologie per analizzare e migliorare processi, motivare equalificare le Risorse Umane al fine di controllare e sviluppare le performance complessive dell’azienda.q pp p p
Il nostro metodo non fornisce soluzioni standard, ma offre un approccio su misura, modellato sulle reali esigenze del Clienteed ispirato a concretezza e innovazione.
Una particolare attenzione è stata posta nell’impiego di strumenti avanzati in modo da rendere i risultati dei progetti certificatiUna particolare attenzione è stata posta nell impiego di strumenti avanzati in modo da rendere i risultati dei progetti certificatida analisi complesse; Simco può sviluppare un rapporto di collaborazione che parte dalla definizione delle azioni dimiglioramento e cambiamento e può arrivare sino all’affiancamento durante l’implementazione, per facilitare e verificare ilraggiungimento degli obiettivi.
Fatturato 2017: € 2.265.000,0022%
10%Progetti Magazzino
Previsione 2018: € 2.400.000,00
68%22%
Altri progetti logistici
Formazione
Pag. 3
e s o e 0 8 € 00 000,00

CHI È SIMCO
SIMCO Partners:
I consulenti Senior vantano una esperienza di circa 20 anni nel settore logistica; il loro approccio èi i i d ll i di 35 i di i O i l h ff i iinnovativo e possono trarre vantaggio dalle esperienze di 35 anni di progetti. Ogni volta che affrontiamo iproblemi dei Clienti, lo facciamo come se fossero nostri.
Tutto il personale Simco è assunto a tempo indeterminato e il ricorso a Free Lance è estremamenteli i i i Ciò di i i ll f i d ll Ri i llimitato quantitativamente. Ciò permette di investire nella formazione delle nostre Risorse e assicura alCliente un punto di riferimento certo nella conduzione del progetto e nel proseguimento della relazione.
Simco è certificata Vision 9001:2008 (Certificato n° 9175 SMCO ‐ prima emissione 1998) e prevede una f i i i i d i i i i i
Pag. 4
formazione sistematica e continua dei propri impiegati.

CHI È SIMCO
Simco organizza corsi interaziendali, corsi in house eworkshop (più di 40 corsi di logistica inclusi nelworkshop (più di 40 corsi di logistica inclusi nelcatalogo).
Pag. 5

CHI È SIMCOAlcune delle aziende che ci hanno scelto
Pag. 6

LE AZIENDE PIU’ NOTE TRA I CLIENTI SIMCO
ABS ACCIAIERIE, ACRAF ANGELINI, ALSTOM, AGUSTA WESTLAND,AUCHAN, BAYER, BASF, BENETTON, BINDA, BOHLER, BTICINO,CARREFOUR, COCA‐COLA, COOP ITALIA, DENSO, DIESEL, DUCATI,FACET, FERRERO, FIAMM, FIAT AUTO, FISCHER, FLINT GROUP,FOPPAPEDRETTI FRESENIUS M C G6 RETE GAS GEFRAN GEFOPPAPEDRETTI, FRESENIUS M.C., G6 RETE GAS, GEFRAN, GEHEALTHCARE T., GIORGIO ARMANI, IND. CARTARIE TRONCHETTI,IVECO, JOHNSON DIVERSEY, JOHNSON & JOHNSON MEDICAL, KONICAMINOLTA, LEGRAND, LEROY MERLIN, LEVI STRAUSS, LINDT &SPRUNGLI, L’OREAL, LOTTO, LUXOTTICA, MERCK SHARP & DOHME,METELLI, NOVARTIS VACCINES, PANASONIC, PIONEER, PONTI, PSAPEUGEOT CITROEN, RECKITT BENCKISER, ROCHE DIAGNOSTICS,SAMSUNG SIPCAM SNAM RETE GAS SOL STAPLES SUBARUSAMSUNG, SIPCAM, SNAM RETE GAS, SOL, STAPLES, SUBARU,TEMPUR, TEVA, THUN, TRW, VOLKSWAGEN.
Simco ha sviluppato molti progetti e consulenze operative in contestiinternazionali realizzati in Albania Austria Belgio Bulgaria Romaniainternazionali realizzati in Albania, Austria, Belgio, Bulgaria, Romania,Cina, Croazia, Francia, Germania, Grecia, India, Malta, Polonia, Rep.Ceca, Spagna, Svizzera e USA. Si f tt t di t d i i l Cli t l t i 130 000€
Pag. 7
Simco, fatturato medio generato da ogni singolo Cliente sopra elencato: circa 130,000€

LE NOSTRE AREE DI INTERVENTO
Organizzazione del network distributivo
Master Plan e Lay Out di fabbrica Progettazione di sistemi di movimentazione interna
Logistica di Magazzino Progettazione e riorganizzazione di magazzini
tradizionali e ad alto contenuto di automazione Simulazione dinamica dei sistemi di handling Azioni di miglioramento continuo (es Tempi e metodi)
Outsourcing dei Trasporti e dei Magazzini
Previsione della domanda e gestione delle scorte
Azioni di miglioramento continuo (es. Tempi e metodi)
Previsione della domanda e gestione delle scorte
Lean Production
Formazione nella Supply Chain
Pag. 8
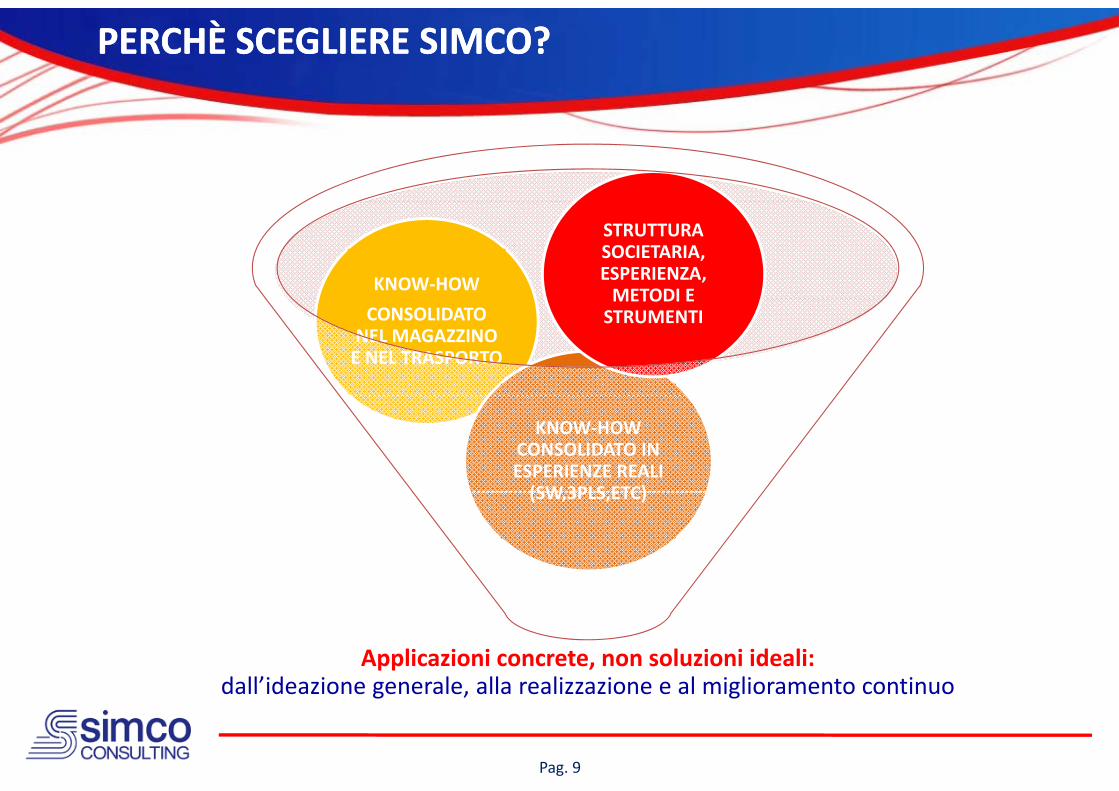
PERCHÈ SCEGLIERE SIMCO?PERCHÈ SCEGLIERE SIMCO?
KNOW‐HOW
STRUTTURA SOCIETARIA, ESPERIENZA, METODI E
CONSOLIDATO NEL MAGAZZINO E NEL TRASPORTO
METODI E STRUMENTI
KNOW‐HOW CONSOLIDATO IN ESPERIENZE REALI (SW3PLS ETC)(SW,3PLS,ETC)
Applicazioni concrete, non soluzioni ideali:dall’ideazione generale alla realizzazione e al miglioramento continuo
Pag. 9
dall ideazione generale, alla realizzazione e al miglioramento continuo

LO STUDIO DEI TEMPI E DEI METODIParole chiave
Efficienza
ProduttivitàTecniche di rilevazione
Risorse del magazzinoTecniche di osservazione
Studio dei metodiSistema premiante
Studio dei tempiEliminazione sprechi
Ergonomia del lavoro
Pag. 10

KNOW HOW SIMCO(nell’area tempi e metodi dei processi logistici)
Ha progettato, in oltre 30 anni di attività, centinaia di magazzini conp g , , gsignificativi livelli di complessità per i quali ha definito i processioperativi e ne ha verificato la rispondenza in termini di efficacia edefficienzaefficienza.
Ha sviluppato numerosi studi di “tempi e metodi” nell’ambito dei i di iprocessi di magazzino
Sviluppa da molti anni corsi interaziendali sul tema dell’”analisi del l ” d l “ i li i ” i ilavoro” e del “miglioramento continuo” in magazzino
Impiega per lo studio dei tempi e metodi un software (sviluppato da una società canadese) che permette di effettuare analisi più accurate
e in tempi più veloci
Pag. 11

L’OFFERTA SIMCO SUI TEMPI E METODI
Formazione
Consulenza Addestramento lConsulenza personale
Tempi e MetodiMetodi
Pag. 12
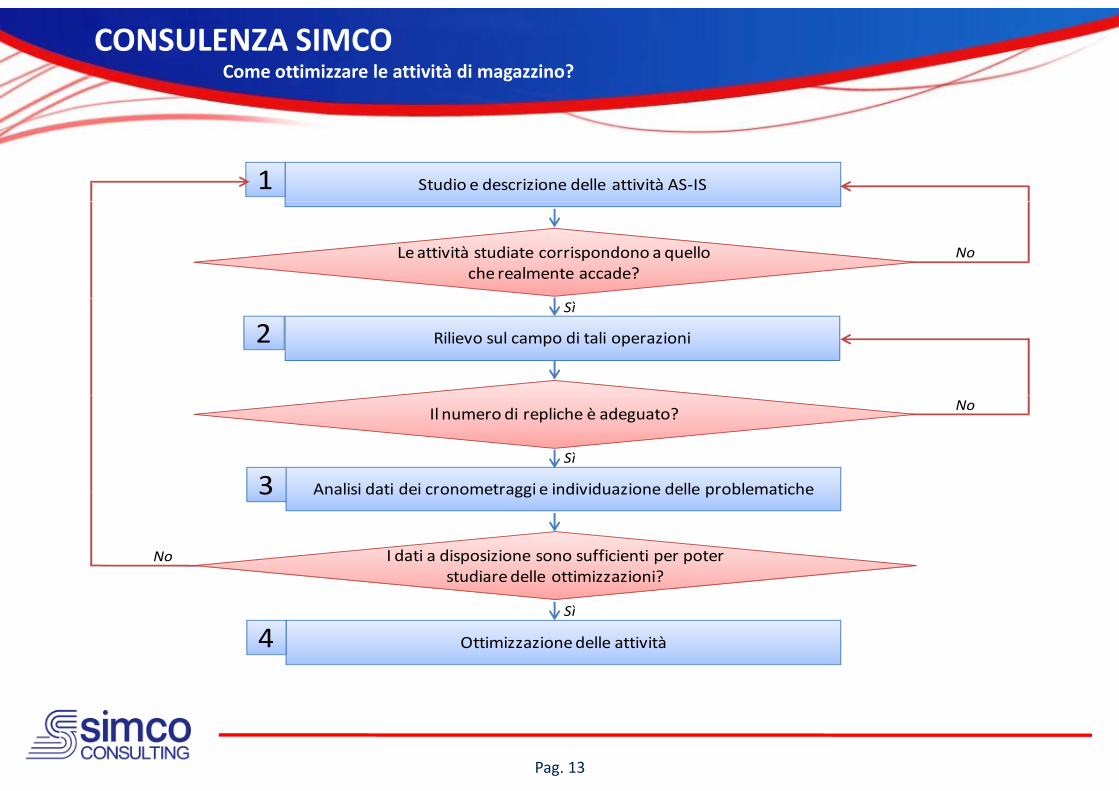
CONSULENZA SIMCOCome ottimizzare le attività di magazzino?
Studio e descrizione delle attività AS‐IS1
Le attività studiate corrispondono a quello che realmente accade?
No
Sì
Rilievo sul campo di tali operazioni2
Il numero di repliche è adeguato?
Analisi dati dei cronometraggi e individuazione delle problematiche3Sì
No
Analisi dati dei cronometraggi e individuazione delle problematiche3
I dati a disposizione sono sufficienti per poter studiare delle ottimizzazioni?
No
Ottimizzazione delle attività4Sì
Pag. 13
Le quattro fasi del progettoCONSULENZA SIMCO
1) Il primo passo è lo studio critico e la descrizione precisa delle attività che si voglionoesaminare nella situazione attuale Prima di andare "sul campo" si analizzanoesaminare nella situazione attuale. Prima di andare sul campo si analizzanoapprofonditamente "a tavolino" le varie attività, suddividendole in operazionielementari e schematizzandole con diagrammi a flusso. Le operazioni elementariindividuate vengono poi esaminate attraverso l’osservazione diretta in magazzinoindividuate vengono poi esaminate, attraverso l osservazione diretta in magazzino,per verificarne l’effettivo svolgimento da parte degli operativi. In caso negativo siaggiornano gli schemi a flusso basandosi sulle discordanze riscontrate.
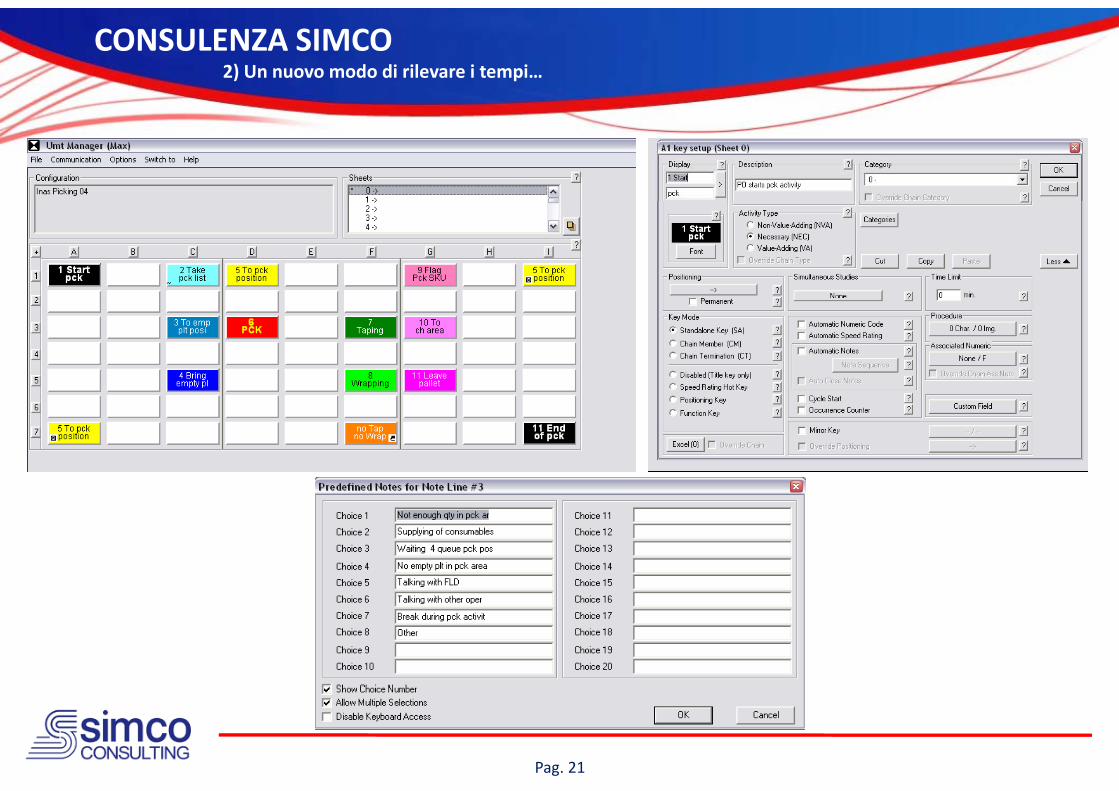
2) Lo step successivo consiste nella campagna di rilievi in magazzino, cioè l’attenta eprecisa misurazione delle attività determinate al punto precedente. Questarappresenta la fase operativa dello studio, dove l'analista seguel'operatore/macchina in tutte le sue operazioni elementari cronometrandole inmodo preciso. Simco è all'avanguardia nella rilevazione puntuale dei tempi, inp g p p ,quanto si avvale di un software specifico implementato in un palmare portatile, alposto del classico cronometro.
Pag. 14

Le quattro fasi del progettoCONSULENZA SIMCO
3) Una volta verificato che il numero di repliche sia adeguato al livello di significativitàche si vuole ottenere dallo studio, si passa alla fase tre, ossia all’analisi dei datiottenuti dai cronometraggi andando ad individuare le problematiche o gli sprechidi tempo che possono rendere inefficienti le attività. Si studiano i dati derivati dairilievi dei tempi e si calcola la produttività d'operazione (si veda, a titolo dip p p ( ,esempio, il grafico nella pagina seguente). Attraverso questo primo risultato siindividuano le operazioni elementari che andrebbero ottimizzate o addiritturaeliminate Terminata questa fase è necessario verificare se la suddivisione delleeliminate. Terminata questa fase è necessario verificare se la suddivisione delleattività in operazioni elementari (e di conseguenza i rilievi svolti) è adeguata perpoter studiare delle ottimizzazioni.
4) Infine, a partire dai dati analizzati e delle problematiche individuate allo stepprecedente, vengono studiate le ottimizzazioni delle attività oggetto di
i A li i l i d ll d dosservazione. Attraverso gli output risultanti dallo step precedente, edeventualmente implementandoli con altri dati provenienti dal gestionale, vengonotrovate le soluzioni migliori per poter incrementare la produttività.
Pag. 15

1) Studio e descrizione delle attività AS‐ISCONSULENZA SIMCO
Area di staging
Stampanti
Area di prelievo
Pag. 16

1) Studio e descrizione delle attività AS‐ISCONSULENZA SIMCO
Schematizzazione del ciclo standard per l’evasione della picking list (PL) imprevisti esclusi.
Trasferimento ad area pallet vuotiCICLO: accettazione PL
Inforco pallet vuotoTrasferimento al primo vano
di pickingLettura “bar‐code” vano di picking
CICLO: prelievo rigaTrasferimento a stampante
Prelievo e collocazione collo/i su pallet
Applicazione etichetta su ciascun
Trasferimento al secondo vano di picking
di picking list Trasferimento a stampante
Stampa etichette e presa in carico PL
17Applicazione etichetta su ciascun
collo prelevatoCICLO: prelievo riga
di picking listLettura “bar‐code” etichetta PL
…………………………..
Trasferimento e appoggio pallet in
Pag. 17
area di staging

1) Studio e descrizione delle attività AS‐ISCONSULENZA SIMCO
Production (start of process)x Recall icon – note in next slides Legenda:
Trailer loaded + transferred to Wh
Move trailer to Id Point 1Batch
Large(more than 1 trailer)End of process
1
This line encompasses the processes under analysis
Pallets Labelling
Move trailer to Id Point 1Size
Small(1 trailer) Wait for the last UL of the batch
Move trailer to Id Point 2yes
no
1
1(wh. location) by IdP1
Pallets Labelling(wh. location) by IdP2
Othertrailers?
yes 1
1 Move trailer to Id Point 2
Trailer unloadingWh.
locationBulk Floor Storage areaVery‐narrow‐aisles (VNA) area
storagePre‐storagelocation
il bl ?
yesnoOther
pallets onyes
no
Pallet storage in “F” locations
?available?
Pallet storage in temp. buffer
Pallet storage in “D/E” locations
pallets on trailer?
2
Pallet in pre‐storage loc.
Pag. 18

1) Studio e descrizione delle attività AS‐ISCONSULENZA SIMCO
Presa pile di pallet da baia di scarico
Tipologia di pallet?
Pallet “di riciclo”
Pallet “nuovi”
OP 4 ) A i il i
Inserimento diretto pallet in macchina pallettizzatore
OP. 4b) Appoggio pila a terra in buffer macchina pallettizzatore
Macchina pallettizzatorerichiede pallet?
No Sì
OP. 4a) Appoggio pila a terra in buffer macchina ispezionatrice
OP.5) Inserimento pallet in macchina ispezionatrice pp
Pallet idonei per il magazzino automatico?
No Sì
p
OP. 7) Inserimento pallet in macchina pallettizzatore
automatico?
Macchina pallettizzatorerichiede pallet?
No SìOP.8) Smaltimento in area rifiuti
OP.6b) Inserimento diretto pallet in macchina pallettizzatore
OP. 6a) Appoggio pila a terra in buffer macchina pallettizzatore
OP.7) Inserimento pallet in macchina pallettizzatore
Pag. 19
macchina palletti atore

2) Un nuovo modo di rilevare i tempi…CONSULENZA SIMCO
Pag. 20
2) Un nuovo modo di rilevare i tempi…CONSULENZA SIMCO
Pag. 21

3) Analisi e individuazione problematicheCONSULENZA SIMCO
OT rilevate N° OTRighe
prelevate/missPezzi prelevati/miss
Durata evasione miss
Durata media evasione riga
Pezzi/rigaProduttività righe/ora
925287 926062 925290 3 5 36 0.05.29 0.01.06 7,20 54,55 925297 925298 925299 925300 4 11 163 0.04.24 0.00.24 14,82 150,00
925308 925309 925310 925311 925313 5 8 98 0 10 09 0 01 16 12 25 47 37
930043 930045 930046 930044 4 5 28 0 05 32 0 01 06 5 60 54 55
925308 925309 925310 925311 925313 5 8 98 0.10.09 0.01.16 12,25 47,37 925323 925324 925325 925327 4 12 201 0.06.46 0.00.34 16,75 105,88
925336 925340 925341 3 13 46 0.06.22 0.00.29 3,54 124,14 925363 925365 925366 3 6 15 0.02.50 0.00.28 2,50 128,57 926382 926383 925367 3 7 80 0.06.15 0.00.54 11,43 66,67 925379 925380 925381 3 14 175 0.07.18 0.00.31 12,50 116,13 925385 925383 925384 3 6 147 0 09 51 0 01 38 24 50 36 73930043 930045 930046 930044 4 5 28 0.05.32 0.01.06 5,60 54,55 930047 930048 930049 3 16 103 0.10.33 0.00.40 6,44 90,00 930056 930054 930052 3 19 141 0.12.05 0.00.38 7,42 94,74 930061 930062 930063 3 18 146 0.15.10 0.00.51 8,11 70,59
930074 930072 930073 930075 4 12 49 0.08.12 0.00.41 4,08 87,80 930076 930078 930079 930080 930081 5 5 50 0.06.46 0.01.21 10,00 44,44 930086 930085 930979 930088 930087 5 9 70 0.05.02 0.00.34 7,78 105,88
925385 925383 925384 3 6 147 0.09.51 0.01.38 24,50 36,73 925389 925391 925390 3 14 198 0.08.52 0.00.38 14,14 94,74
925399 925396 925398 925400 4 19 70 0.12.58 0.00.41 3,68 87,80 925408 925409 925406 925407 4 13 37 0.08.16 0.00.38 2,85 94,74
925416 925418 925417 3 22 152 0.13.38 0.00.37 6,91 97,30 925508 1 13 34 0.09.56 0.00.46 2,62 78,26
925554 925552 925553 3 4 22 0.05.54 0.01.28 5,50 40,91 , ,930090 930092 930091 930089 4 10 83 0.05.03 0.00.30 8,30 120,00
930093 930094 2 5 32 0.02.45 0.00.33 6,40 109,09 930097 930102 930099 930100 4 9 39 0.07.57 0.00.53 4,33 67,92 930106 930105 930108 930107 4 10 135 0.07.00 0.00.42 13,50 85,71 930110 930112 930113 930114 4 12 74 0.06.42 0.00.33 6,17 109,09 930117 930120 930118 930119 4 14 91 0.06.18 0.00.27 6,50 133,33
925604 925606 925607 925608 4 4 68 0.04.38 0.01.09 17,00 52,17 925806 925805 925807 3 15 211 0.08.17 0.00.33 14,07 109,09
925810 925820 925811 925809 4 8 52 0.07.52 0.00.59 6,50 61,02 925994 925993 925995 3 5 46 0.07.49 0.01.34 9,20 38,30
930127 930126 930125 3 13 92 0.05.56 0.00.27 7,08 133,33 930128 930130 930132 930129 4 17 60 0.09.56 0.00.35 3,53 102,86
930137 930138 930136 3 34 163 0.17.13 0.00.30 4,79 120,00 930140 930141 930143 930142 4 5 39 0.06.34 0.01.19 7,80 45,57
930150 930146 930147 930148 930149 5 13 51 0.08.05 0.00.37 3,92 97,30 931133 931132 931137 3 17 169 0.09.12 0.00.32 9,94 112,50
931336 931138 931139 931337 4 13 159 0 08 12 0 00 38 12 23 94 74931336 931138 931139 931337 4 13 159 0.08.12 0.00.38 12,23 94,74 931180 931181 931182 931183 4 7 32 0.06.10 0.00.53 4,57 67,92 931344 931342 931343 931341 4 14 214 0.13.10 0.00.56 15,29 64,29 931351 931350 931348 931349 4 9 56 0.09.39 0.01.04 6,22 56,25 931732 931798 931472 931836 4 4 54 0.13.22 0.03.20 13,50 18,00 932128 932127 932122 932129 4 4 80 0.04.27 0.01.07 20,00 53,73
Pag. 22
OT medie per missione = 3,5 272 810 6.098 9.56.48 0.00.44 7,53 81,82

3) Analisi e individuazione problematicheCONSULENZA SIMCO
5,6%1,8% 1,3% 1,2%
4,2%6,0%
5,6%
Pick Altro
4,8%Pick a terra;
primo livello; 21%
pick; 0%
terra; 78%
53,3%Macro‐operazioni %
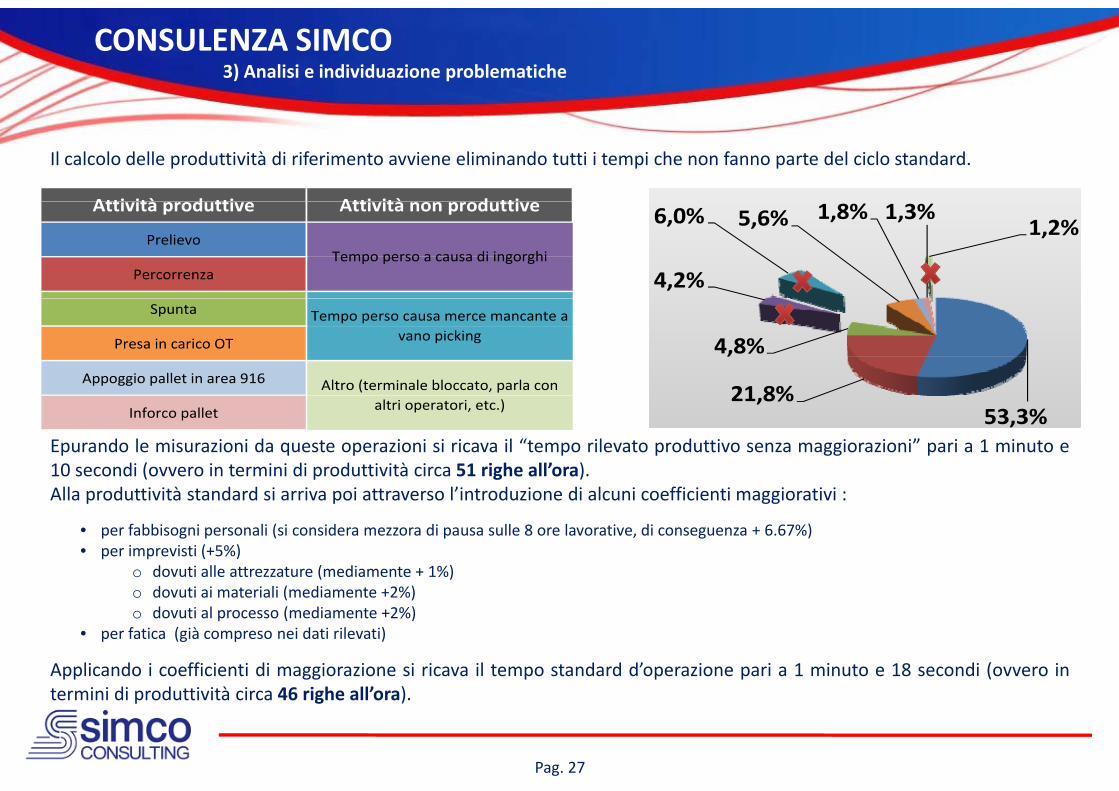
Prelievo 53,3%Percorrenza 21,8%Spunta 4,8%
Macro‐operazioni %Prelievo 53,3%Percorrenza 21,8%Spunta 4,8% 53,3%
21,8%Tempo perso a causa di ingorghi 4,2%Tempo perso causa merce mancante a vano picking 6,0%Stampa etichette + presa in carico OT 5,6%Appoggio pallet in area 916 1,8%Inforco pallet 1,3%Altro (terminale bloccato, parla con altri operatori, etc.) 1,2%
Tempo perso a causa di ingorghi 4,2%Tempo perso causa merce mancante a vano picking 6,0%Stampa etichette + presa in carico OT 5,6%Appoggio pallet in area 916 1,8%Inforco pallet 1,3%Altro (terminale bloccato, parla con altri operatori, etc.) 1,2%
Pag. 23
( , p p , ) ,( , p p , ) ,

3) Analisi e individuazione problematicheCONSULENZA SIMCO
Temporary buffer for storage in Racks Area (only for D/E locations)2
WEAK ASPECTS
The current layout and organization of intensive storage area doesn’t seem to offer necessary room for pre‐storage (necessary for VNA racks
and rather “rigid”, since they are dedicated to each single aisle): as a consequence, it often happens that pallets are first put in a temporary
Pre‐storage locations for VNA racksPre‐storage locations for VNA racksBuilding 26, floor 1
buffer position, on the floor, and then moved in the correct pre‐storage position., when available
Temporary buffer positionsTemporary buffer positions
Legend:
Right flow
Wrong flow – double handling
TrailerTrailer
Pag. 24
As a consequence, it often happens to unnecessarily double handle pallets.

3) Analisi e individuazione problematicheCONSULENZA SIMCO
04:19:1204:19:12
03:21:36
03:50:24
00:18:02
00:13:10
00:16:48
00:07:53
H ‐Movimenti a vuoto di interconnessione tra le varie aree
G ‐ Aiuto altri operatori03:21:36
03:50:24
00:18:02
00:13:10
00:16:48
00:07:53
H ‐Movimenti a vuoto di interconnessione tra le varie aree
G ‐ Aiuto altri operatori
02:24:00
02:52:4800:39:14
00:16:45
00:18:02
00:34:06
00:00:0000:04:2300:13:4600:07:53
F ‐ Interfaccia con reparto di confezionamento
E ‐ Gestione macchina 02:24:00
02:52:4800:39:14
00:16:45
00:18:02
00:34:06
00:00:0000:04:2300:13:4600:07:53
F ‐ Interfaccia con reparto di confezionamento
E ‐ Gestione macchina
01:55:12
02:24:00
00:26:02
00:18:26
00:23:5801:04:59
02:01:4400:18:12
00:34:1200:04:49
00:00:00
00:03:30
00:03:58 pallettizzatore
D ‐ Gestione macchina ispezionatrice pallet
C ‐ Movimentazione/gestione UdC
01:55:12
02:24:00
00:26:02
00:18:26
00:23:5801:04:59
02:01:4400:18:12
00:34:1200:04:49
00:00:00
00:03:30
00:03:58 pallettizzatore
D ‐ Gestione macchina ispezionatrice pallet
C ‐ Movimentazione/gestione UdC
00:57:36
01:26:24
01:10:5800 15 28
00:30:30
00:24:04
00:25:10
00:09:2700:07:49
00 00 11
00:15:10
01:15:47
C ‐ Movimentazione/gestione UdC fuori sagoma
B ‐ Preparazione ottimale pile pallet vuote
00:57:36
01:26:24
01:10:5800 15 28
00:30:30
00:24:04
00:25:10
00:09:2700:07:49
00 00 11
00:15:10
01:15:47
C ‐ Movimentazione/gestione UdC fuori sagoma
B ‐ Preparazione ottimale pile pallet vuote
00:00:00
00:28:48
[hh:mm:ss] 20 mattina
[hh:mm:ss] 20 pomeriggio
[hh:mm:ss] 21 mattina
[hh:mm:ss] 21 pomeriggio
[hh:mm:ss] 22 mattina
00:22:1800:39:42
00:01:3700:08:35
00:15:28
00:00:0000:01:3300:13:3800:19:3700:00:22
00:00:11 A ‐ Movimentazione pallet vuoti
00:00:00
00:28:48
[hh:mm:ss] 20 mattina
[hh:mm:ss] 20 pomeriggio
[hh:mm:ss] 21 mattina
[hh:mm:ss] 21 pomeriggio
[hh:mm:ss] 22 mattina
00:22:1800:39:42
00:01:3700:08:35
00:15:28
00:00:0000:01:3300:13:3800:19:3700:00:22
00:00:11 A ‐ Movimentazione pallet vuoti
Pag. 25
20‐mattina 20‐pomeriggio 21‐mattina 21‐pomeriggio 22‐mattina20‐mattina 20‐pomeriggio 21‐mattina 21‐pomeriggio 22‐mattina

3) Analisi e individuazione problematicheCONSULENZA SIMCO
R² = 0 875450
R = 0,8754
35
40
45
pick
Da 31 a 45 righe per missione:49 righe/ora
25
30
35
ssione
di p
Da 16 a 30 righe i i
15
20
Righe/mis per missione:
40 righe/ora
Da 6 a 15 righe
5
10
R
Da 1 a 5 righe
per missione:28 righe/ora
‐
‐ 5 10
15
20
25
30
35
40
45
50
55
60
Produttività (righe di pick/ora)
per missione:16 righe/ora
Pag. 26
3) Analisi e individuazione problematicheCONSULENZA SIMCO
Il calcolo delle produttività di riferimento avviene eliminando tutti i tempi che non fanno parte del ciclo standard.
Atti ità d tti Atti ità d tti
4,2%
6,0% 5,6% 1,8% 1,3%1,2%
Attività produttive Attività non produttive
Prelievo
PercorrenzaTempo perso a causa di ingorghi
21 8%
4,8%
Spunta
Presa in carico OT
Appoggio pallet in area 916
Tempo perso causa merce mancante a vano picking
Altro (terminale bloccato, parla con
Epurando le misurazioni da queste operazioni si ricava il “tempo rilevato produttivo senza maggiorazioni” pari a 1 minuto e10 secondi (ovvero in termini di produttività circa 51 righe all’ora).Alla produttività standard si arriva poi attraverso l’introduzione di alcuni coefficienti maggiorativi :
53,3%21,8%
Inforco pallet altri operatori, etc.)
Alla produttività standard si arriva poi attraverso l introduzione di alcuni coefficienti maggiorativi :
• per fabbisogni personali (si considera mezzora di pausa sulle 8 ore lavorative, di conseguenza + 6.67%)• per imprevisti (+5%)
o dovuti alle attrezzature (mediamente + 1%)d ti i t i li ( di t +2%)o dovuti ai materiali (mediamente +2%)
o dovuti al processo (mediamente +2%)• per fatica (già compreso nei dati rilevati)
Applicando i coefficienti di maggiorazione si ricava il tempo standard d’operazione pari a 1 minuto e 18 secondi (ovvero in
Pag. 27
termini di produttività circa 46 righe all’ora).

4) Ottimizzazione delle attivitàCONSULENZA SIMCO
Self‐generated Multiple handling Pallet labeling done picking activities
f /
of pallets
l f k
in the Warehouses
lModify SAP/WM strategies, to introduce the “FIFO window”
Elimination of VNA racks + re‐layout of Bulk Floor Storage (BFS) areas
At least, put current labels on drums in Prod.
Depts
Introduce the “Storage bin emptying” concept
Faster unloading of trailers, thus making If convenient, introduce
unique pallet labelsbin emptying concept
Introduce a “time out”
gthem sooner available
If VNA racks will be kept
unique pallet labels
Introduction of labelIntroduce a time‐out to avoid too long stay of goods in the warehouse
If VNA racks will be kept in place, better use of pre‐storage locations
Introduction of label printers + applicators in
the conveying line
Pag. 28

4) Ottimizzazione delle attivitàCONSULENZA SIMCO
Miglior distribuzione frequenza di prelievo tra i blocchi a gravità: in genere i blocchi a gravità all’iniziodel percorso devono essere più scarichi degli altri per evitare ingorghi all’inizio del ciclo. Nella prima partep p g p g g p pdel percorso (parte blu della figura) vi è una frequenza di prelievo troppo variabile da blocco a blocco,bisognerebbe normalizzare l’andamento delle colonne blu.
7.000
8.000
Vani visitati suddivisi per blocchi a gravità
7.000
8.000
Vani visitati suddivisi per blocchi a gravità
I primi blocchi dovrebberoavere una densità di prelievominore per evitare ingorghi
Gli ultimi tre blocchi hanno unafrequenza di prelievodimezzata rispetto agli altri.
4 000
5.000
6.000
g‐no
v 2011)
4 000
5.000
6.000
g‐no
v 2011)
p g gall’inizio del ciclo.
2.000
3.000
4.000
Vani visitati (ma
2.000
3.000
4.000
Vani visitati (ma
‐
1.000
01‐01
01‐02
01‐03
01‐04
01‐05
01‐06
01‐07
01‐08
01‐09
01‐10
01‐11
01‐12
01‐13
01‐14
01‐15
01‐16
01‐17
01‐18
01‐19
01‐20
01‐21
01‐22
01‐23
01‐24
01‐25
01‐26
01‐27
01‐28
01‐29
01‐30
V
‐
1.000
01‐01
01‐02
01‐03
01‐04
01‐05
01‐06
01‐07
01‐08
01‐09
01‐10
01‐11
01‐12
01‐13
01‐14
01‐15
01‐16
01‐17
01‐18
01‐19
01‐20
01‐21
01‐22
01‐23
01‐24
01‐25
01‐26
01‐27
01‐28
01‐29
01‐30
V
Pag. 29
Blocchi a gravitàBlocchi a gravità

4) Ottimizzazione delle attivitàCONSULENZA SIMCO
12 7 6 512 8 22 316 21 8 10 0 2204 5 8 10 22 15 232 9 358 10 27 46 62 23 1781 0 16 40 16 41 2 7 0 293
73 70 77 66 36 3265 60 83 45 22 3259 61 37 99 65 4873
Colonne ad alto tasso di prelievo causa peso del collo unitario elevato.
99 432 9 408 14 0291 12 107 640 34 345 80 472 550 28 17725 200 923 1 597 170 150 666 18
264 125 23 869 29
204 138 1128 1 3 10 135 95 60 10 959 36 302 262 22 5 13 78
34 182 19 9 175 132 3 262 133
777 110 19 424
1061 579 760 528 0 300 261 50 0 378 695 69 10 285 18 895 379 247 270 831
74 666 8 65 0 73 288 260 295982 14 143 42 102 91 728 101 558207 185 135 113 235 103 42 149 1249 16 99 108 155 44 854 30 370 54 142 488 232 443 16 348 142
18 31 86 109 70 22 1 11 6 23 94 179 924 29
37 76 181 38 93 54615 127 59 72 82 680 261 286 147392 16 22 61 42 43 23 37 44
257 13 298 82
34 146 704 270 13 39 111 80 151 264 231 123 98 102 79 395 54 173 632 38
0 414 522 114 206 10 24 160 122105 195 0 315 78 13 89 40 01 57 191 205 108 43 67 24 5997 92 823 179 193 126 906 65 167 229 339 0 15
85 540 386 85 104 568 7 80 255
1186 149 158 28 116
376 90 112 131 6 125 28 51 72 162 209 401 8 9 62 0 1347 608
298
637 613 399 0 744 72 218 23 197 352 71 61 40 333 108 103 623 531 727 0 0
432 115 3 891 15 333 330 668 81161 140 173 737 171 410 13 348 52471 355 847 246 1025 63 896 206 730 348 834 867 697 76 61 8 11
408 23 541 495 359 103 871 104 406 329 326 52 136 165 40
205 122 145 328 839 62 215 251 200 0 435 111 370 968
3 708 163 204 156 33 89
111 6 118 1 85 22 20282 397 241 30 309 260 291 147 657 35 459 351 29 186 49 27 127
70 34 102 109 154
507 670 1000 440 194 333 183 103 376 884 637 144 123 122 810 154 169 14
95 98 672 23 165 864 74 94 141246 21 296 159 37 138 164 159 27
100 58 64
209 138 23 640 114 154 387 66 158 250 94 12 131 353 86 436 480 127 101 69
177 52 49 50 65 66 80 86 48274 629 45 837 162 1049 113 467 2136 420 519 600 298 123 486 183 353 265 536 430 705 684 94 65 800 252 63 225 261 15
260 18868 153 118 82 81 302 197 240 48398 285 248 286 349 457 120 291 673
50
564 222 190 242 1012 22 267 292 484 50 184 222 319 531 48 180 54 913 325 192 144 536 249
279 394 151 378 265 452 373 233 01081 1183 349 1065 588 690 994 0 585697 789 1108 882 735 0 0 218 1186284 254 584 0 457 365 99 53 420 161 0 218 451 1630 1608
2091 248 867 292 644 449 11941055 1542730 386 361 1722 160 371 1505 323 1619100 455 1408 367 1356 365 84 420 934 1343 181 294 357 201 227 170 929 209 1014 1231 514 971 727 747 765
Pag. 3030
450 1118 228 406 632 496 1338 4871078 932 1408 508 624 1628 1213 925 1724424 1009 753 229 956 956 1255 1234 7811893 841 562 511 1335 1697 1330 1052860 209 945 245 886 129 924 155 875

FORMAZIONE SIMCO(nell’area tempi e metodi dei processi logistici)
Pag. 31

ADDESTRAMENTO SIMCO(nell’area tempi e metodi dei processi logistici)
Il metodo Simco di training consiste nell’addestrare gli operatori affinché costituiscano un Gruppo(interno all’azienda) che possa intervenire in modo autonomo ed efficace nell’analisi dei processi(interno all azienda) che possa intervenire in modo autonomo ed efficace nell analisi dei processilogistici per sviluppare studi di analisi del lavoro finalizzati allo sviluppo di una attività dimiglioramento continuo.Il metodo Simco si compone in 5 fasi principali:
L M M G V L M M G V L M M G V L M M G V L M M G V L M M G V L M M G V L M M G V L M M G V L M M G V L M M G V
ALLINEAMENTO E
Il metodo Simco si compone in 5 fasi principali:
PIANIFICAZIONE ATTIVITA'
ADDESTRAMENTO TEORICO (preparazione ed erogazione)
ADDESTRAMENTO SUL CAMPO
ASSISTENZA (A)
ASSISTENZA (B)
Pag. 32

LO STUDIO DEI TEMPI E DEI METODIAree di intervento nei magazzini
Pag. 33