Embed Size (px)
Citation preview
Universitatea „Transilvania” din Braşov
TEZĂ DE DOCTORAT
CERCETARI PRIVIND SIMULAREA
SOLIDIFICARII PIESELOR TURNATE CU
SIMETRIE DE ROTATIE
Autor
Drd. ing. Ionuţ Cristian IONESCU
Conducător ştiinţific
Prof. dr. ing. Ioan CIOBANU
BRAŞOV, 2015
2
MINISTERUL EDUCAŢIEI ȘI CERCETĂRII ȘTIINȚIFICE
Universitatea Transilvania din Braşov Bd. Eroilor 29, 500036, Brașov, Romania, Tel/Fax: +40 268 413000, Fax: +40 268 410525
www.unitbv.ro
D-lui (D-nei) ..............................................................................................................
Vă aducem la cunoștință că în ziua de marti 7 iulie 2015, ora 11:00, în sala sala WIII4 (etajul 3, corpul W, Colina Universității, Brașov) Universitatea Transilvania din Brașov va avea loc susținerea publică a tezei de doctorat intitulată: „CERCETARI PRIVIND SIMULAREA SOLIDIFICARII PIESELOR TURNATE CU SIMETRIE DE ROTATIE” elaborată de domnul Ionuţ Cristian IONESCU în vederea obținerii titlului ştiinţific de DOCTOR, în domeniul INGINERIA MATERIALELOR.
COMPONENŢA
Comisiei de doctorat
Numită prin ordinul Rectorului Universităţii „Transilvania” din Braşov Nr. 7331 din 20.05..2015
PREŞEDINTE:
Prof. dr. ing. Teodor MACHEDON PISU Universitatea “Transilvania” din Braşov
CONDUCĂTOR ŞTIINŢIFIC:
Prof. dr. ing. Ioan CIOBANU Universitatea “Transilvania” din Braşov
REFERENŢI: Prof. dr. ing. Ioan MĂRGINEAN Universitatea “Politehnica” Bucureşti Prof. dr. ing. Vasile SOPORAN Universitatea Tehnică din Cluj – Napoca Prof. dr. ing. Bela VARGA Universitatea “Transilvania” din Braşov
Vă rugăm să luați parte la şedinţa publică de susţinere a tezei de doctorat. Eventualele aprecieri sau observații asupra conținutului lucrării vă rugăm să le
transmiteți în timp util, pe adresa: [email protected]
Vă mulțumim.
3
CUPRINS
Pagina în
Rezumat Teza CUPRINS............................................................................................... 3 3 CONTENTS ........................................................................................... 5 5 1. STADIUL ACTUAL PRIVIND MODELAREA SI SIMULAREA SOLIDIFICĂRII PIESELOR TURNATE ................................................ 7
5
1.1. Introducere ............................................................................................................... 7 8 1.2 Mecanismul formării retasurilor în piesele turnate .............................................. 7 15 1.3 Stadiul actual privind modelarea matematică a solidificării pieselor turnate... 8 32 1.4 Simularea solidificării pieselor turnate.................................................................. 8 39 1.5 Obiectivul tezei de doctorat .................................................................................. 10 42 2. STUDIU PRIVIND MODELAREA MATEMATICA 1D, IN COORDONATE CILINDRICE PENTRU SOLIDIFICAREA PIESELOR CU SIMETRIE DE ROTATIE .....................................................................12
42
2.1 Particularitățile modelării matematice a solidificării pieselor turnate pe cu simetrie de rotație ......................................................................................................... 12
43
2.2. Principiul modelarii matematice 1D .................................................................. 12 44 2.3. Ipotezele modelului matematic ............................................................................ 13 45 2.4. Notații utilizate ...................................................................................................... 13 46 2.5. Ecuațiile modelului matematic............................................................................ 13 51 2.6. Schema de rezolvare a modelului matematic 1D.............................................. 17 54 2.7. Calculul coeficienților de schimb termic intre elementele inelare. ................ 18 58 2.8 Studiu teoretic privind calculul coeficientului de conducție termică echivalent
în la modelarea solidificării în coordonate cilindrice............................................... 19
62
3. REALIZAREA MODELULUI MATEMATIC 2D PENTRU SOLIDIFICAREA PIESELOR CU SIMETRIE DE ROTATIE TURNATE DIN ALIAJE CU SOLIDIFICARE LA TEMPERATURA CONSTANTA23
62
3.1. Introducere............................................................................................................. 23 62 3.2. Principiul si ipotezele modelului matematic 2D ............................................... 23 63 3.3. Notații utilizate în cadrul modelului 2D ............................................................ 23 63 3.4. Ecuațiile modelului matematic............................................................................ 24 66 3.5. Schema logică de rezolvare a modelului matematic 2D. ................................. 25 69 3.6. Calculul coeficienților de schimb termic in cazul modelului 2D. .................. 26 73 4. REALIZAREA SOFTULUI PENTRU SIMULARE 2D IN COORDONATE CILINDRICE..............................................................27
73
4.1. Introducere............................................................................................................. 27 73 4.2 Notații utilizate în cadrul softului ........................................................................ 27 76 4.3 Structura softului.................................................................................................... 27 80 4.4. Inițializarea si rularea softului .......................................................................... 27 97 4.5 Rezultate referitoare la solidificarea pieselor turnate posibil de obținut prin
utilizarea softului de simulare in coordonate cilindrice........................................... 28
102
4.6 Divizarea si inițializarea automata a simulărilor................................................ 28 109 5 . STUDII SI CERCETĂRI PRIVIND FUNCȚIONAREA ȘI UTILIZAREA 109
4
SOFTULUI REALIZAT ........................................................................31
5.1 Generalități ............................................................................................................. 31 110 5.2 Verificarea funcționarii softului 2D in coordonate cilindrice prin comparație
cu softul 3D in coordonate carteziene ....................................................................... 32
126
5.3 Verificare experimentala....................................................................................... 36 148 CAPITOLUL 6 . STUDII SI CERCETARI PRIVIND SOLIDIFICAREA UNOR PIESE CILINDRICE CU AJUTORUL SOFTULUI REALIZAT .50
148
6.1 Generalități ............................................................................................................. 50 148 6.2 Studiu privind solidificarea pieselor cilindrice tubulare ................................... 50 156 6.3 Studiu privind posibilitățile de eliminare a retasurilor din piese cu simetrie de
rotație.............................................................................................................................. 53
173
7. CONCLUZII, CONTRIBUTII PROPRII SI DIRECŢII DE CONTINUARE A CERCETĂRILOR ....................................................62
173
7.1 Concluzii ................................................................................................................. 62 174 7.2 Contribuții ............................................................................................................... 62 175 7.3 Direcții de continuare a cercetărilor .................................................................... 63 175 7.4 Valorificarea rezultatelor ...................................................................................... 63 177 8. Bibliografie........................................................................................64 SCURT REZUMAT AL TEZEI DE DOCTORAT ..................................67 SHORT ABSTRACT OF THE PHD THESIS .........................................67
5
CONTENTS
Pg. No. in
Abstract. Thesis CONTENTS 4 3 1. CURRENT STATE MODELING AND SIMULATION ON CASTING SOLIDIFICATION
6 5
1.1. Introduction 9 5 1.2 Cave formation mechanism in castings 9 8 1.3 Current state on casting solidification modeling 10 15 1.4 Casting solidification simulation 10 32 1.5 The objective of the PhD thesis 14 39 2. STUDY ON 1D MATHEMATICAL MODELING, CYLINDRICAL COORDINATES TO SOLIDIFY PARTS IN ROTATIONALLY SYMMETRIC
14 42
2.1 Peculiarities of mathematical modeling of the casting solidification rotationall y symmetric
14 42
2.2. The principle of mathematical modeling 1D 14 43 2.3. Assumptions in mathematical model 15 44 2.4. Notations 15 45 2.5. Mathematical model equations. 15 46 2.6. Calculation of heat exchange between annular. 19 51 2.7. Calculul coeficienţi lor de schimb termic intre elementele inelare. 20 54 2.8 Theoretical study on calculating heat conduction coefficient equivalent to solidification modeling in cylindrical coordinates
21 58
3. CREATING 2D MATHEMATICAL MODEL TO SOLIDIFY ROTATIONALLY SYMMETRIC CAST PARTS FOR ALLOY WITH SOLIDIFICATION AT CONSTANT TEMPERATURE
25 62
3.1. Introduction 25 62 3.2. Principle and assumptions 2D mathematical model 25 62 3.3. Notations used in the 2D model 25 63 3.4. Mathematical model equations. 26 63 3.5. The flowchart for solving mathematical model 2D. 27 66 3.6. Calculation of heat exchange between annular if 2D model. 28 69 4. MAKING THE SOFTWARE FOR SIMULATION 2D CYLINDRICAL COORDINATES
29 73
4.1. Introduction 29 73 4.2 Notations used in software 29 73 4.3 Structure software 29 76 4.4. Initiali zation and run software 29 80 4.5 Results on the solidification of cast attainable by using simulation software in cylindrical coordinates
30 97
4.6 Automatic initial ization simulation division 31 102 5 . STUDIES AND RESEARCH ON WORK AND USING THE SOFTWARE MADE
33 109
5.1 General 33 109 5.2 Checking operation of cilyndrical coordinates 2D software compared with 3D software in Cartesian coordinates
34 110
5.3 Experimental Verification 38 126
6
CAPITOLUL 6 . STUDIES AND RESEARCH ON SOLIDIFICATION OF CYLINDRICAL PARTS USING SOFTWARE MADE BY
52 148
6.1 General 52 148 6.2 Study on solidifyi ng hollow cylindrical parts 52 148 6.3 Study on the possibility of eliminati ng caves from rotationally symmetric 55 156 7. CONCLUSIONS, CONTRIBUTIONS AND DIRECTIONS FOR FURTHER RESEARCH
63 173
7.1 Conclusions 63 173 7.2 Contributions 63 174 7.3 Directions for further research 64 175 7.4 Rezults valorization 64 175 8. Bibliography 65 177
7
1. STADIUL ACTUAL PRIVIND MODELAREA SI SIMULAREA
SOLIDIFICĂRII PIESELOR TURNATE
1.1. Introducere
a) Mecanismul solidificării aliajelor
Solidificarea pieselor turnate constă în trecerea aliajelor turnate în forma de turnare din stare lichida in stare solidă. Acest proces poate fi analizat la scară microscopică și respectiv la scară macroscopică. Procesul de solidif icare a pieselor turnate se poate clasifica după mai multe criterii [4,83,84,96]: cele mai des util izate sunt:
a) după modul de creștere a zonei in curs de solidificare, b) după extinderea zonei in curs de solidificare. c) după viteza de creștere a zonei solidificate,
b) Contracția aliajelor la solidificare Contracția aliajelor la solidificare poate să influențeze negativ calitatea pieselor turnate, prin influenta pe care aceasta o poate avea asupra compactității pieselor turnate. Efectul contracției la solidificare a aliajelor se manifestă prin apariția retasurilor în volumul aliajului solidificat.
1.2 Mecanismul formării retasurilor în piesele turnate
a) Formarea retasurilor
Retasurile sunt goluri concentrate sau dispersate, care apar in aliajul solidif icat, ca urmare a
contracției care însoțește trecerea din fază lichidă în fază solidă. Retasurile se formează în zonele în care se termină solidificarea aliajului turnat în formele de turnare sau a unor volume de aliaj care se solidifică izolat. Zonele în care se formează retasurile se numesc noduri termice.
b) Clasificarea retasurilor
Retasurile se prezinta sub forma unor goluri mari, concentrate, sau sub forma de micro
porozități mai mult sau mai puțin dispersate în zona nodurilor termice. Aspectul, volumul și poziționarea retasurilor depinde de caracteristicile câmpului de temperatură din piesa turnată pe parcursul solidificări i și de contracția la solidificare a aliajului turnat [12,24,83,84]. c) Factori care influențează formarea retasurilor
Factorii care influențează formarea retasurilor sunt [13,28,31] natura aliajului, natura formei, geometria piesei turnate, condiții le de turnare. d) Prevenirea formării retasurilor în piesele turnate
Pentru evitarea formarii retasurilor este necesar să se creeze posibilitatea ca zonele din piesa, unde există tendință de apariție a retrasărilor sa fie alimentate in timpul solidificării cu aliaj lichid, cu scopul compensării contracției la solidificare. În practica industrială, pentru combaterea apariției retasurilor în piesele turnate se aplică următoarele metode: modificarea construcției pieselor turnate, util izarea de răcitori, util i zarea de maselote. Aceste metode urmăresc eliminarea nodurilor termice din piesa prin dirijarea sau uniformizarea solidificării aliajului l ichid. Utili zarea de maselote
8
reprezintă singura metodă tehnologică, care poate elimina total retasurile concentrate din piesele turnate. 1.3 Stadiul actual privind modelarea matematică a solidificării pieselor turnate
Având în vedere influenta mare pe care procesul de solidificare a aliajelor îl are asupra calității pieselor turnate, cercetătorii au fost preocupați în permanentă de studiul acestui proces. S-a urmărit să se pună in evidentă factorii care influențează solidificarea pieselor turnate și formarea retasurilor..
Fiind un proces fizic, care se desfășoară în baza unor legi cantitative, o metoda des util izată pentru studiul solidificări i pieselor turnate o constituie modelarea matematică [4,96].
Cu cât modelele matematice iau în considerare mai multe fenomene care însoțesc turnarea și solidificarea pieselor turnate, acestea sunt mai complexe, însă rezultatele le sunt mai apropiate de realitate. Inițial softurile pentru simularea solidificării pieselor turnate s-au bazat numai pe modelarea câmpului termic obținut in regim staționar. Ulterior acestea au fost perfecționate, fi ind completate cu module care să reproducă și alte procese care însoțesc umplerea formelor și solidificarea pieselor turnate.
Modelarea matematică, a solidificării pieselor turnate are la bază ecuația de bilanț termic la transmiterea căldurii în sistemul piesă turnată Modelele matematice sunt [4,12,86,89,90,96]; - modele analitice; - modele numerice cu diferențe finite; - modele numerice cu elemente finite; - modele numerice cu volume controlate.
1.4 Simularea solidificării pieselor turnate
a) Generalități
Simularea proceselor tehnologice urmărește reproducerea derulării acestora pe baza modelelor matematice. Scopul simulării este de a evidenția evoluția parametrilor care caracterizează solidificarea pieselor turnate.
Simularea în condiții cât mai apropiate de realitate a proceselor tehnologice se bazează pe modele matematice numerice și implică un număr foarte mare de calcule. Simularea proceselor este de mai multe feluri [22,24,88,89,90]:
- Simulare experimentala geometrica. Consta in reproducerea procesului analizat, la o alta scara geometrica.
- Simulare experimentala fizică analogica. Reprezintă o simu lare experimentala prin procese fizice de alta natura (hidraulice, electrice, termice) in care dependentele dintre factorii de influenta si cei influențați sunt similare.
- Simulare analitică. Se realizează prin rezolvarea matematica a modelelor analitice si evidențierea derulării proceselor prin relații matematice.
- Simulare virtuală. Constă în vizualizarea desfășurării procesului cu ajutorul calculatoarelor. Se bazează pe util izarea softurilor, care la rândul lor au la baza modelarea numerică. Dezvoltarea actuală a tehnicii de calcul a permis ca acest tip de simulare să cunoască in ultimul timp o dezvoltarea explozivă. Aceasta se explică și prin avantajele pe care le implică simularea virtuală.
Cercetarea sistematizată a solidificării pieselor turnate prin metode experimentale în condiții industriale sau de laborator este dificil de realizat. Singura metoda care permite o cercetare sistematizată si detaliată a solidificării pieselor turnate o constituie simularea pe calculator..
b) Aspecte privind stadiul actual in domeniul in domeniul softurilor destinate simulării pe calculator a solidificării pieselor turnate
9
Cercetările privind dezvoltarea de softuri destinate simulării solidificării pieselor turnate din aliaje metalice au cunoscut o dezvoltare mare o data cu perfecționarea tehnicii de calcul. Softurile au fost au fost perfecționate continu. Cele mai cunoscute si comercializate sunt, in primu l rând datorita performantelor sunt: MAGMASOFT, PAMCAST, SIMULOR, [36,37,94,96]. Cei care comercializează aceste softuri nu furnizează detalii privind ipotezele, si modelele matematice util izate. In Romania primele cercetări in acest domeniu au dezvoltate la Universitatea Tehnică Cluj-Napoca. Ulterior au fost realizate cercetări si la Universitatea Transilvania din Brașov. Aceste softuri sunt realizate in coordonate carteziene pe baza de modele cu diferențe finite [12,14,22,23,25,26]. Având in vedere experiența acumulata in realizarea de astfel de softuri se impune o continuare a cercetărilor în vederea realizării de noi module. În această direcție se înscrie și tema prezentei teze de doctorat.
Softurile destinate simulării solidificării pieselor turnate care sunt comercializate pe plan internațional nu conduc totdeauna la rezultate identice [6]. Aceasta se explica prin modelele matematice si ipotezele simplif icatoare diferite. Aceste afirmații sunt demonstrate prin exemplul prezentat in figurile 1.15 - 1.19. In aceste figuri se prezinta rezultatele simu lării cu mai multe softuri precum si rezultate experimentale privind solidificarea unei piese de proba.
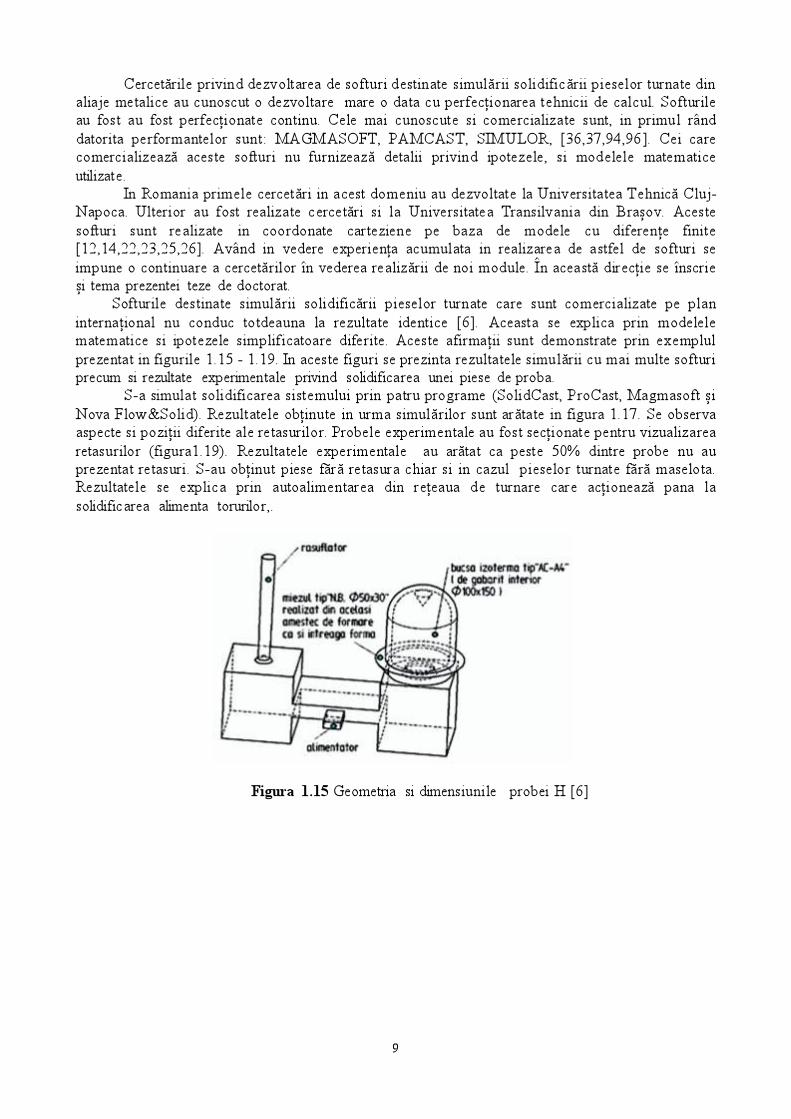
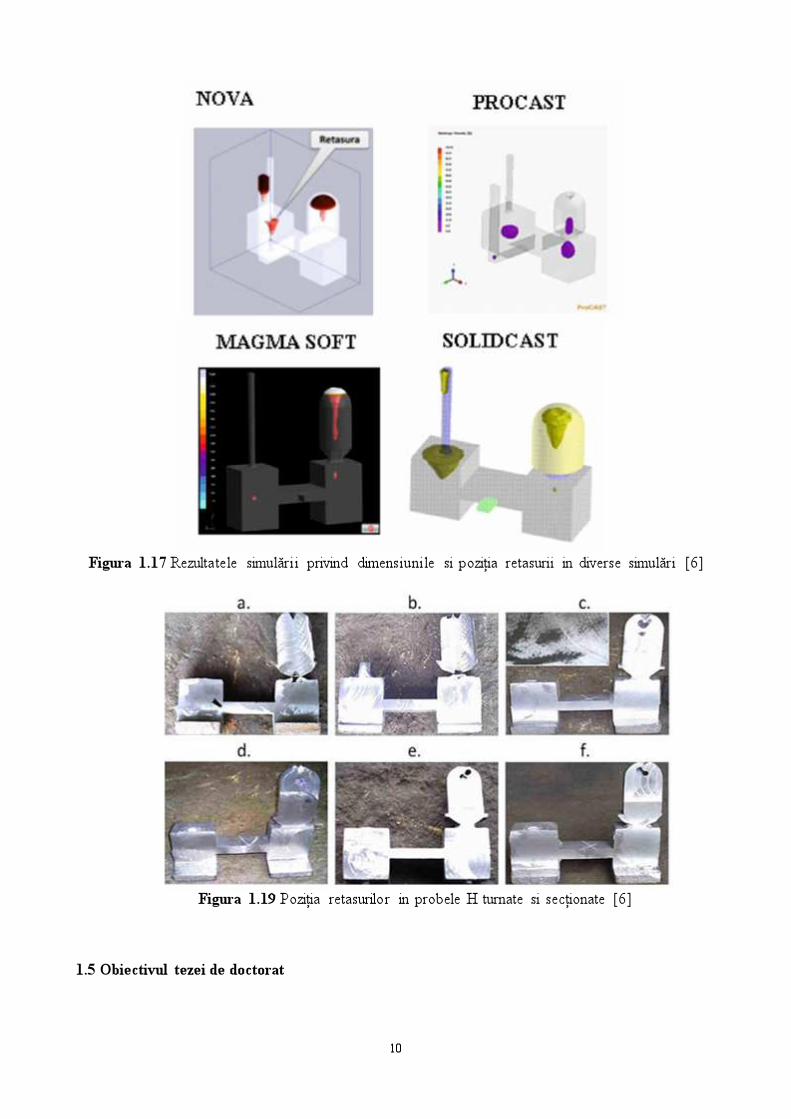
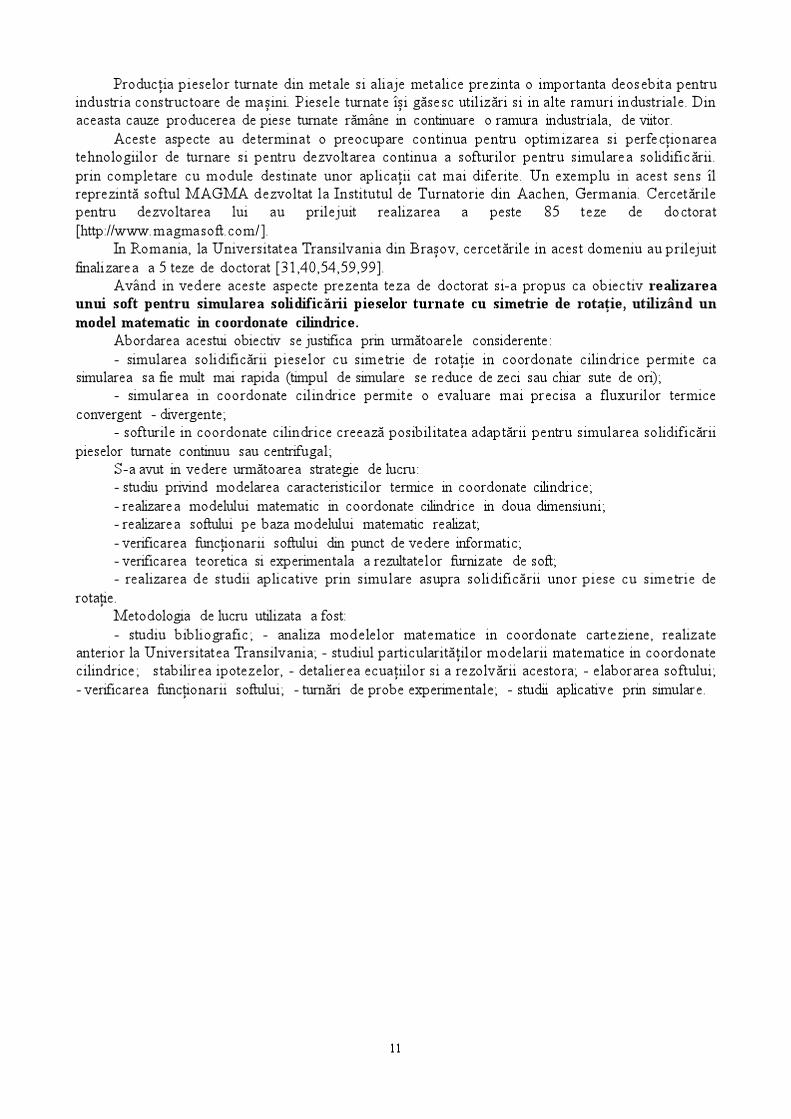
S-a simulat solidificarea sistemului prin patru programe (SolidCast, ProCast, Magmasoft și Nova Flow&Solid). Rezultatele obținute in urma simulărilor sunt arătate in figura 1.17. Se observa aspecte si poziții diferite ale retasurilor. Probele experimentale au fost secționate pentru vizualizarea retasurilor (figura1.19). Rezultatele experimentale au arătat ca peste 50% dintre probe nu au prezentat retasuri. S-au obținut piese fără retasura chiar si in cazul pieselor turnate fără maselota. Rezultatele se explica prin autoalimentarea din rețeaua de turnare care acționează pana la solidificarea alimenta torurilor,.
Figura 1.15 Geometria si dimensiuni le probei H [6]
10
Figura 1.17 Rezultatele simulări i privind dimensiuni le si poziția retasurii in diverse simulări [6]
Figura 1.19 Poziția retasurilor in probele H turnate si secționate [6]
1.5 Obiectivul tezei de doctorat
11
Producția pieselor turnate din metale si aliaje metalice prezinta o importanta deosebita pentru industria constructoare de mașini. Piesele turnate își găsesc util izări si in alte ramuri industriale. Din aceasta cauze producerea de piese turnate rămâne in continuare o ramura industriala, de viitor.
Aceste aspecte au determinat o preocupare continua pentru optim izarea si perfecționarea tehnologiilor de turnare si pentru dezvoltarea continua a softurilor pentru simularea solidificării. prin completare cu module destinate unor aplicații cat mai diferite. Un exemplu in acest sens îl reprezintă softul MAGMA dezvoltat la Institutul de Turnatorie din Aachen, Germania. Cercetările pentru dezvoltarea lui au prilejuit realizarea a peste 85 teze de doctorat [http://www.magmasoft.com/].
In Romania, la Universitatea Transilvania din Brașov, cercetările in acest domeniu au prilejuit finali zarea a 5 teze de doctorat [31,40,54,59,99].
Având in vedere aceste aspecte prezenta teza de doctorat si-a propus ca obiectiv realizarea unui soft pentru simularea solidificării pieselor turnate cu simetrie de rotație, utilizând un
model matematic in coordonate cilindrice. Abordarea acestui obiectiv se justifica prin următoarele considerente: - simularea solidificării pieselor cu simetrie de rotație in coordonate cilindrice permite ca
simularea sa fie mult mai rapida (timpul de simulare se reduce de zeci sau chiar sute de ori); - simularea in coordonate cil indrice permite o evaluare mai precisa a fluxurilor termice
convergent - divergente; - softurile in coordonate cilindrice creează posibil itatea adaptării pentru simularea solidif icării
pieselor turnate continuu sau centrifugal; S-a avut in vedere următoarea strategie de lucru: - studiu privind modelarea caracteristicilor termice in coordonate cilindrice; - realizarea modelului matematic in coordonate cilindrice in doua dimensiuni; - realizarea softului pe baza modelului matematic realizat; - verificarea funcționarii softului din punct de vedere informatic; - verificarea teoretica si experimentala a rezultatelor furnizate de soft; - realizarea de studii aplicative prin simu lare asupra solidificării unor piese cu simetrie de
rotație. Metodologia de lucru util izata a fost: - studiu bibliografic; - analiza modelelor matematice in coordonate carteziene, realizate
anterior la Universitatea Transilvania; - studiul particularităților modelarii matematice in coordonate cilindrice; stabilirea ipotezelor, - detalierea ecuații lor si a rezolvării acestora; - elaborarea softului; - verificarea funcționarii softului; - turnări de probe experimentale; - studii aplicative prin simulare.
12
2. STUDIU PRIVIND MODELAREA MATEMATICA 1D, IN COORDONATE CILINDRICE PENTRU SOLIDIFICAREA PIESELOR CU SIMETRIE DE ROTATIE
2.1 Particularitățile modelării matematice a solidificării pieselor turnate pe cu simetrie de
rotație
Piesele cu simetrie de rotație, au simetrie fată de axa de rotație. Simularea solidificării unor astfel de piese în coordonate carteziene, implică dificultăți legate de divizarea in elemente de volum cubice. Reproducerea fidela a conturului piesei, necesită un pas de divizare foarte mic. Divizarea fină conduce la durate ale simulări lor foarte mari. Coordonatele cilindrice au avantajul că volumul este divizat in elemente inelare concentrice cu pasul ∆. În cazul pieselor cu generatoare linie dreaptă se pot util iza modele 1D. Durata simulării poate fi de sute de ori mai mică decât la simularea in coordonate carteziene. Deoarece în cazul pieselor cu simetrie de rotație fluxu l de căldură în direcția razei este convergent - divergent pentru început s-a efectuat un studiu legat de modelarea acestui tip de transmitere a căldurii. În acest capitol sunt prezentate rezultatele privind realizarea si rezolvarea unui modele matematice 1D in coordonate cilindrice. Apoi pe baza unor studii preliminare efectuate pe acest model, s-a realizat modelul 2D. Modelul 1D, a permis ca studiile preliminare sa se efectueze cu durata de simulare redusa [43,103].
2.2. Principiul modelarii matematice 1D
Modelul matematic în coordonate cil indrice pentru al iaje eutectice, are la bază același
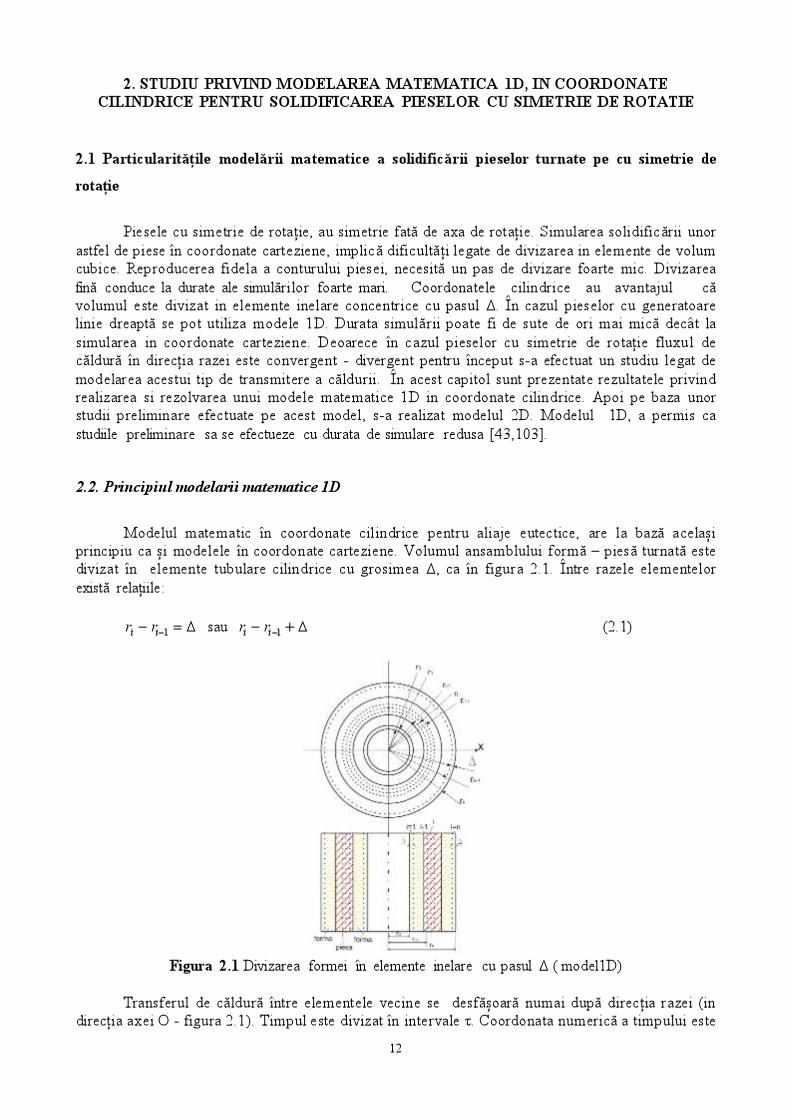
principiu ca și modelele în coordonate carteziene. Volumul ansamblului formă – piesă turnată este divizat în elemente tubulare cilindrice cu grosimea ∆, ca în figura 2.1. Între razele elementelor există relații le:
∆=−
−1iirr sau ∆+−
−1iirr (2.1)
Figura 2.1 Divizarea formei în elemente inelare cu pasul ∆ ( model1D)
Transferul de căldură între elementele vecine se desfășoară numai după direcția razei (in direcția axei O - figura 2.1). Timpul este divizat în intervale τ. Coordonata numerică a timpului este
13
notata „k”, iar timpul la un moment oarecare este τk=k·τ. Starea fiecărui element la un moment "k" este caracterizată prin temperatura Ti
k și fracția de solid ξik.
2.3. Ipotezele modelului matematic
S-au lut în considerare următoarele practic aceleași ipoteze ca și cele util izate în la
elaborarea modelelor în coordonate carteziene realizate anterior [22,25,26]. Mai importante sunt: - transferul termic în interiorul sistemului se considerară printr-un coeficient echivalent de
conductibilitate termică; - contactul între elemente este perfect pe toată durata procesului; - schimbul de căldură cu mediul ambiant se ia în considerare de asemenea printr-un
coeficient de transfer termic echivalent; - se neglijează variația volumul ui cu temperatura;
2.4. Notații utilizate
Sunt mărimi le fizice și coeficienți se util i zează simboluri simi lare cu cele util izate în cadrul
modelelor anterioare. Acestea sunt adaptate la specificul coordonatelor cilindrice 1D. [22,25,26]: • ∆ – pasul rețelei; • τ - intervalul de timp; • i – coordonata numerică ptr. spațiu,• k – coordonata numerică de timp; • n – numărul total de elemente, • k
iT - temperatura unui element• k
iξ - fracția
de solid a elementului; • SiT - temperatura solidus; • k
iρ - densitatea elementului; • Li – căldura
latentă de solidif icare a elementului; • k
Sic - căldura specifică în stare • k
Lic - căldura specifică în
stare lichidă; • k
Siλ - coeficientul de conductibilitate termică în stare solidă; • k
Liλ - coeficientul de
conductibilitate termică în stare lichidă; • k
iλ - coeficientul de conductibilitate termică
momentan; • k
eeα , k
iiα - coeficienți de transfer pe suprafața exterioară respectiv interioară a
elementelor; • ( )tr
k
iQ∆ - căldura schimbată de elementul ”i” cu elementele vecine, • ( )
m
k
iQ∆ -
variația căldurii masive a elementului ”i”,
2.5. Ecuațiile modelului matematic.
Modelul matematic are la bază ecuația de bilanț termic pentru un element oarecare “i” din ansamblul formei, corespunzător unui interval de timp elementar τ [55,56]. Aceasta exprima egalitatea dintre ( )
m
k
iQ∆ - variația căldurii interne a unui element și ( )
tr
k
iQ∆ - căldura schimbată de
elementul respectiv cu cele două elemente vecine: ( ) ( )
tr
kijm
ki QQ ∆=∆ (2.2)

14
Figura 2.2 Schema transmisiei căldurii între elementele inelare în cazul modelului 1D în
coordonate cilindrice
Căldura transmisă de elementul “i” celor două elemente vecine, este data de relația:
τααπ ⋅⋅−⋅+⋅−⋅⋅=∆+−−
])()([2)(1,11 i
k
i
k
i
k
ii
k
i
k
i
k
itr
k
irTTerTTiQ (2.3)
Variația căldurii interne a unui element se calculează în funcție de variația temperaturii și a
fracției de solid prin relația (s-a considerat lungimea L=1): ( ) ])()([()(
11
1 i
k
i
k
i
k
i
k
i
k
iiiim
k
iLTTcrrQ ξξρπ −+−⋅+∆⋅=∆
++
− (2.6)
Variația căldurii interne ( )
m
k
iQ∆ , a unui element inelar, este explicitată pentru nouă situații.
Acestea sunt determinate în funcție de starea inițială a elementelor (dată de Tik si ξik la momentul τk)
și de starea finală (Tik+1 si ξik+1 la momentul τk+1). Acest mod de explicitare este specific modelelor
realizate la Universitatea Transilvania si are avantajul că permite redarea solidificării la temperatură constantă. Modelele util i zate curent de alte softuri explicitează de obicei ecuația de bilanț termic numai in funcție de starea inițială a elementelor, rezultând numai trei situații. Acestea nu pot reproduce solidificarea la temperatură constantă.
Cele nouă cazuri considerate in cadrul modelului realizat in cadrul acestei lucrări sunt aceleași ca și cele util izate in cadrul modelelor matematice în coordonate carteziene realizate anterior la Universitatea Transilvania [22,25,26,55,56]. Schematic aceste cazuri sunt arătate grafic in tabelul 2.1. Ecuații le in coordonate cilindrice, pentru cele nouă cazuri sunt. a) Cazul 1. Stare inițiala lichida, sare finala solidificare parțială (tabelul 2.1.nr.crt.1).
])[()()(1
1 i
k
i
k
LiSi
k
iiiim
k
iLcTTrrQ
+
−+−⋅⋅∆⋅+⋅=∆ ξρπ (2.7)
b) Cazul 2. Stare inițiala lichida, stare finala lichida (răcire sau încălzire în stare lichidă) (tabelul 2.1. nr.crt.2).
k
Li
k
i
k
iiiim
k
icTTrrQ ⋅−⋅⋅∆⋅+⋅=∆
+
−)()()(
1
1ρπ (2.8)
c) Cazul 3. Stare inițiala lichidă, stare finala solidificare completa si răcire în stare solidă (tabelul 2.1. nr.crt.3).
])()[()()(
1
1
k
Si
k
iSii
k
LiSi
k
iiiim
k
icTTLcTTrrQ ⋅−++⋅−⋅⋅∆⋅+⋅=∆
+
−ρπ (2.9)
15
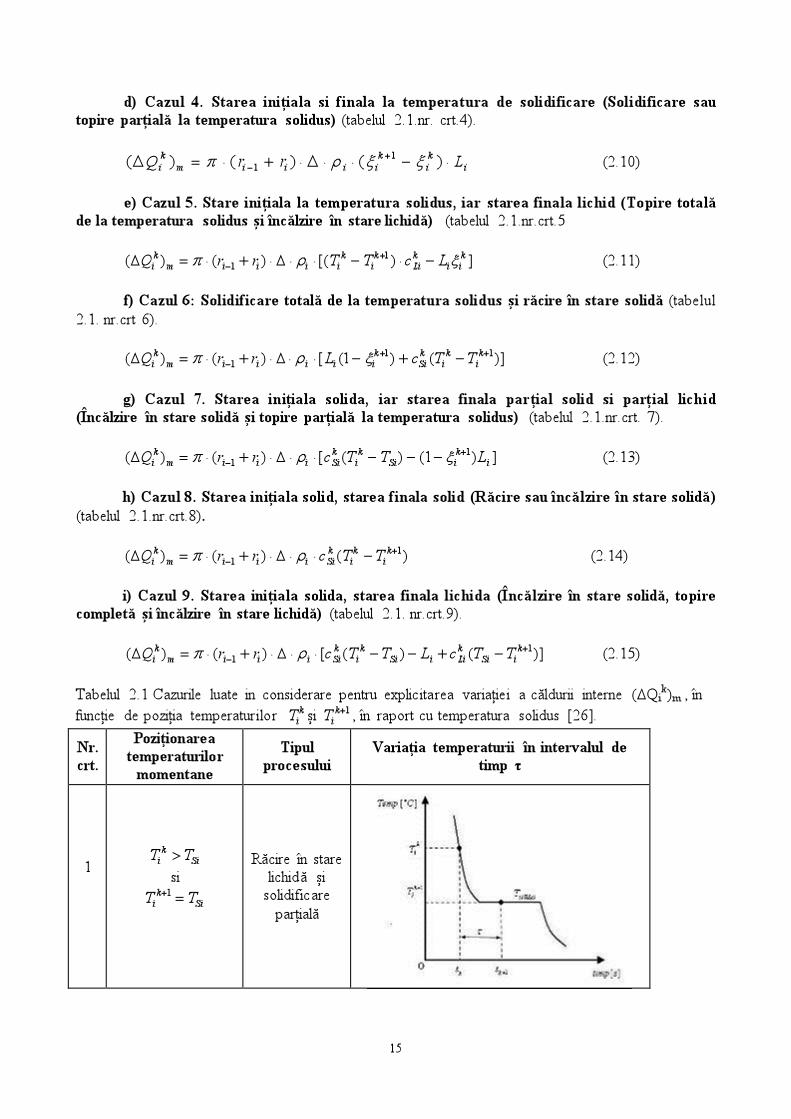
d) Cazul 4. Starea inițiala si finala la temperatura de solidificare (Solidificare sau topire parțială la temperatura solidus) (tabelul 2.1.nr. crt.4).
i
k
i
k
iiiim
k
iLrrQ ⋅−⋅⋅∆⋅+⋅=∆
+
−)()()(
1
1ξξρπ (2.10)
e) Cazul 5. Stare inițiala la temperatura solidus, iar starea finala lichid (Topire totală de la temperatura solidus și încălzire în stare lichidă) (tabelul 2.1.nr.crt.5
])[()()(1
1
k
ii
k
Li
k
i
k
iiiim
k
iLcTTrrQ ξρπ −⋅−⋅⋅∆⋅+⋅=∆
+
− (2.11)
f) Cazul 6: Solidificare totală de la temperatura solidus și răcire în stare solidă (tabelul 2.1. nr.crt 6).
)]()1([)()(11
1
++
−−+−⋅⋅∆⋅+⋅=∆
k
i
k
i
k
Si
k
iiiiim
k
iTTcLrrQ ξρπ (2.12)
g) Cazul 7. Starea inițiala solida, iar starea finala parțial solid si parțial lichid
(Încălzire în stare solidă și topire parțială la temperatura solidus) (tabelul 2.1.nr.crt. 7).
])1()([)()(1
1 i
k
iSi
k
i
k
Siiiim
k
iLTTcrrQ
+
−−−−⋅⋅∆⋅+⋅=∆ ξρπ (2.13)
h) Cazul 8. Starea inițiala solid, starea finala solid (Răcire sau încălzire în stare solidă)
(tabelul 2.1.nr.crt.8).
)()()(1
1
+
−−⋅⋅∆⋅+⋅=∆
k
i
k
i
k
Siiiim
k
iTTcrrQ ρπ (2.14)
i) Cazul 9. Starea inițiala solida, starea finala lichida (Încălzire în stare solidă, topire
completă și încălzire în stare lichidă) (tabelul 2.1. nr.crt.9).
)]()([)()(1
1
+
−−+−−⋅⋅∆⋅+⋅=∆
k
iSi
k
LiiSi
k
i
k
Siiiim
k
iTTcLTTcrrQ ρπ (2.15)
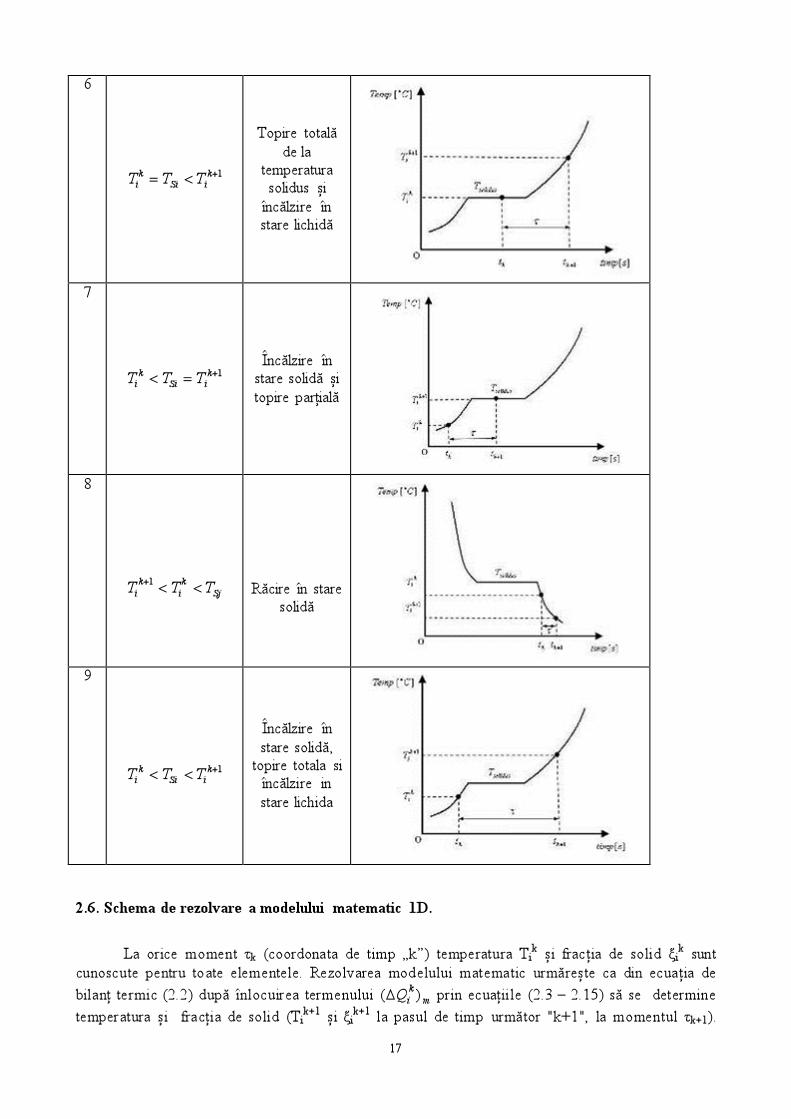
Tabelul 2.1 Cazurile luate in considerare pentru explicitarea variației a căldurii interne (∆Qi
k)m , în funcție de poziția temperaturilor k
iT și 1+k
iT , în raport cu temperatura solidus [26].
Nr. crt.
Poziționarea temperaturilor
momentane
Tipul procesului
Variația temperaturii în intervalul de timp τ
1 Si
k
iTT >
si
Si
k
iTT =
+1
Răcire în stare lichidă și
solidificare parțială
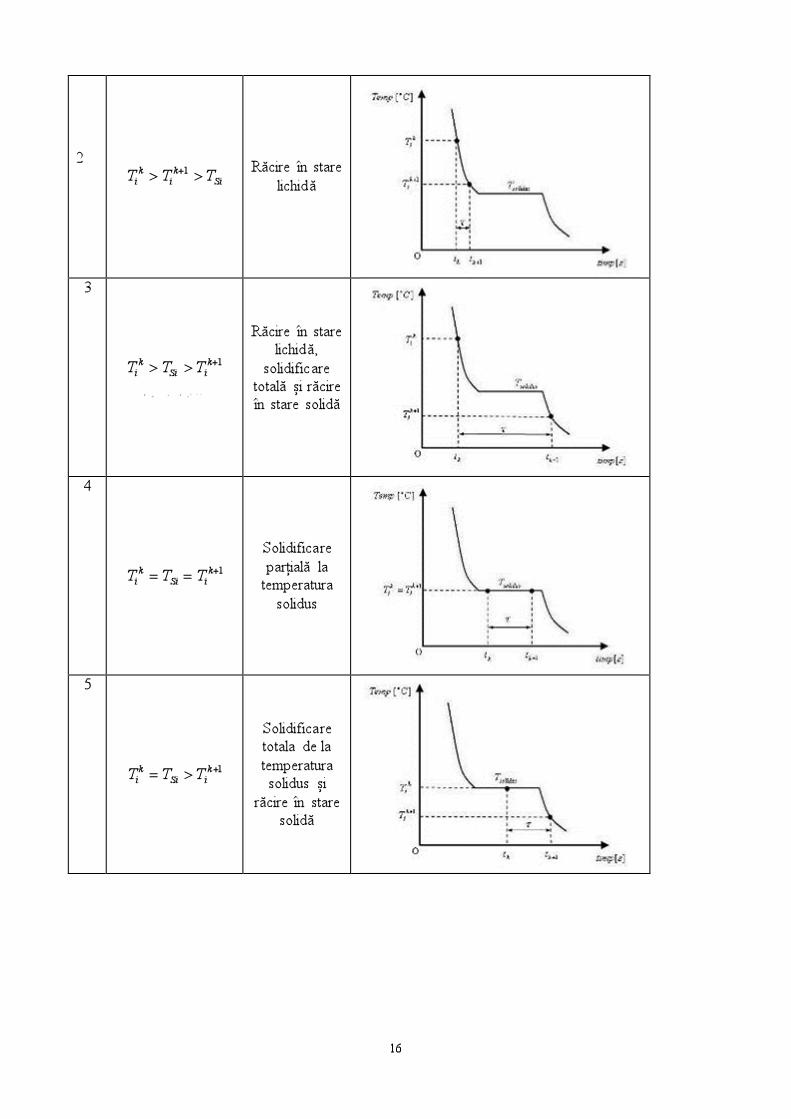
16
2 Si
k
i
k
iTTT >>
+1
Răcire în stare
lichidă
3
1+>>
k
iSi
k
iTTT
1+>
kijSij
TT
Răcire în stare lichidă,
solidificare totală și răcire în stare solidă
4
1+==
k
iSi
k
iTTT
Solidificare parțială la
temperatura solidus
5
1+>=
k
iSi
k
iTTT
Solidificare totala de la temperatura solidus și
răcire în stare solidă
17
6
1+<=
k
iSi
k
iTTT
Topire totală de la
temperatura solidus și
încălzire în stare lichidă
7
1+=<
k
iSi
k
iTTT
Încălzire în stare solidă și topire parțială
8
Sj
k
i
k
i TTT <<+1
Răcire în stare solidă
9
1+
<<k
iSi
k
iTTT
Încălzire în stare solidă,
topire totala si încălzire in stare lichida
2.6. Schema de rezolvare a modelului matematic 1D.
La orice moment τk (coordonata de timp „k”) temperatura Ti
k și fracția de solid ξik sunt cunoscute pentru toate elementele. Rezolvarea modelului matematic urmărește ca din ecuația de bilanț termic (2.2) după înlocuirea termenului
m
k
iQ )(∆ prin ecuații le (2.3 – 2.15) să se determine
temperatura și fracția de solid (Tik+1 și ξik+1 la pasul de timp următor "k+1", la momentul τk+1).
18
Schema de rezolvare se sistematizează, după temperatura inițială a elementelor in trei cazuri, iar apoi fiecare din aceste cazuri se subdivid în alte trei situații după valoarea temperaturii finale Ti
k+1. Principiul de rezolvare si de verificare a valabilități i soluții lor este expus in continuare. Se pornește de la ipoteza că într-o primă fază, după intervalul de timp τ, temperatura finală a
elementului analizat, devine egală cu temperatura solidus (deci Tik+1 = TSi). În ecuația de bilanț
termic se înlocuiește după caz relația (2.3) și una din relații le (2.7), (2.10), (2.13) în funcție de Tik a
elementului. Din ecuația obținută se calculează fracția solidif icată ξik+1. În cazul că fracția solidificată calculată are convergență în intervalul [0;1] soluția obținută este compatibilă ipotezei (Ti
k+1 = TSi) și se acceptă ca soluție. Dacă fracția de solid astfel calculată nu are convergență în intervalul [0;1] atunci se calculează ulterior temperatura finală corectă Ti
k+1. În acest scop în ecuația de bilanț termic se înlocuiește relația adecvată situației (dintre celelalte relații 2.8, 2.9, 2.11, 2.12, 2.14, 2.15). Se calculează temperatura finală Ti
k+1.
2.7. Calculul coeficienților de schimb termic intre elementele inelare.
Rezolvarea modelulu i matematic necesită calculul căldurii transmise prin conductibil itate
termica între elemente (relația 2.3). În această relație intervin coeficienții de schimb termic între elemente, care depind de conductibilitatea termică momentană a acestora prin relații le:
∆=
−
k
iik
ii
,1λ
α și ∆
=+
k
iik
ie
1,λ
α (2.25), (2.26)
: Dacă elementul este în curs de solidificare, coeficientul de conductibilitate termică
momentană λik , depinde de fracția de solid conținuta in elementul respectiv. El are o valoare
echivalentă intermediară între λSi și λLi si se calculează prin relația:
∑=
=−
=ni
i i
i
i
n
ECHIV
r
r
r
r
1 1
0
ln1
ln
λ
λ (2.27)
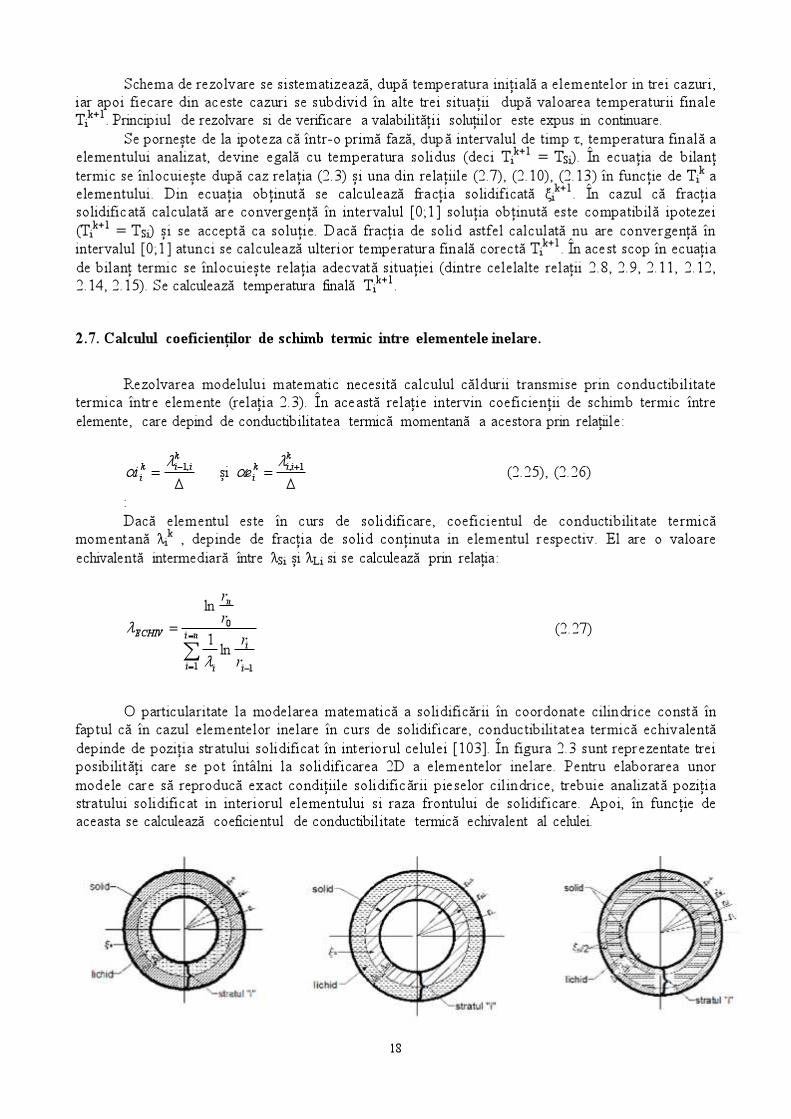
O particularitate la modelarea matematică a solidificării în coordonate cilindrice constă în
faptul că în cazul elementelor inelare în curs de solidif icare, conductibilitatea termică echivalentă depinde de poziția stratului solidificat în interiorul celulei [103]. În figura 2.3 sunt reprezentate trei posibilități care se pot întâlni la solidif icarea 2D a elementelor inelare. Pentru elaborarea unor modele care să reproducă exact condiții le solidificări i pieselor cil indrice, trebuie analizată poziția stratului solidificat in interiorul elementului si raza frontului de solidif icare. Apoi, în funcție de aceasta se calculează coeficientul de conductibil itate termică echivalent al celulei.

19
a
b
c
Figura 2.3 Poziția zonelor solidificate în elementele inelare a –solidificare dinspre la exterior, b – solidificare dinspre interior, c – solidificare din ambele direcții
Dacă zona solidif icată este plasată spre exterior (figura 3.3.a), raza frontului solidus, rSi se
determină din relația:
2
1
2)1(
−
⋅+−=i
k
i
k
ii
k
Sirrr ξξ (2.30)
Simi lar, în cazul când zona solidificată este plasată spre interior (figura 2.3.b) raza frontului
de solidificare se calculează prin relația:
2
1
2)1(
−
−+⋅=i
k
i
k
iiSirrr ξξ (2.31)
Pentru cele trei cazuri din figura 2.3 relația (2.27) de calcul a coeficientului echivalent de
conductibilitate termică a celulelor devine: Pentru cazul când zona solidă este plasată spre exterior (figura 2.3.a):
Si
i
Sii
Si
Li
i
i
k
i
r
r
r
r
r
r
ln1
ln1
ln
1
1
λλ
λ
+
=
−
− (2.32)
Pentru cazul când zona solidă este plasată spre interior (figura 2.3.b):
Si
i
Lii
Si
Si
i
i
k
i
r
r
r
r
r
r
ln1
ln1
ln
1
1
λλ
λ
+
=
−
− (2.33)
Când solidificarea are loc simultan de la exterior și de la interior (figura 2.3.c):
Si
i
SiSi
Si
Lii
Si
Si
i
i
k
i
r
r
r
r
r
r
r
r
ln1
ln1
ln1
ln
,
1
,
1
λλλ
λ
++
=
−
− (2.34)
Utilizarea acestor relații necesita o analiză a deplasării frontului de solidificare Aceasta
complică modelele matematice și deci structura softurilor. De aceea, de obicei modelele matematice care stau la baza softurilor cunoscute, util izează o valoare medie a coeficientului de conductibil itate echivalentă a celulelor în curs de solidificare. De cele mai multe ori aceasta este calculată pe baza legii amestecurilor.
2.8 Studiu teoretic privind calculul coeficientului de conducție termică echivalent în la
modelarea solidificării în coordonate cilindrice
In cadrul cercetărilor aferente tezei s-a realizat un studiu care să clarifice problema legată de
calculul coeficientului echivalent de conducție termică a celulelor în curs de solidificare in cazul
20
pieselor cu simetrie de rotație, având în vedere că la aceste piese fluxul de căldură în direcția razei este convergent divergent [103].
Studiul a urmărit să pună în evidentă cât de mare este influenta poziției zonei solidificate asupra coeficientului de conductibilitate termică a celulelor în curs de solidificare și să stabilească modul cel mai adecvat pentru calculul acestui coeficient în coordonate cilindrice.
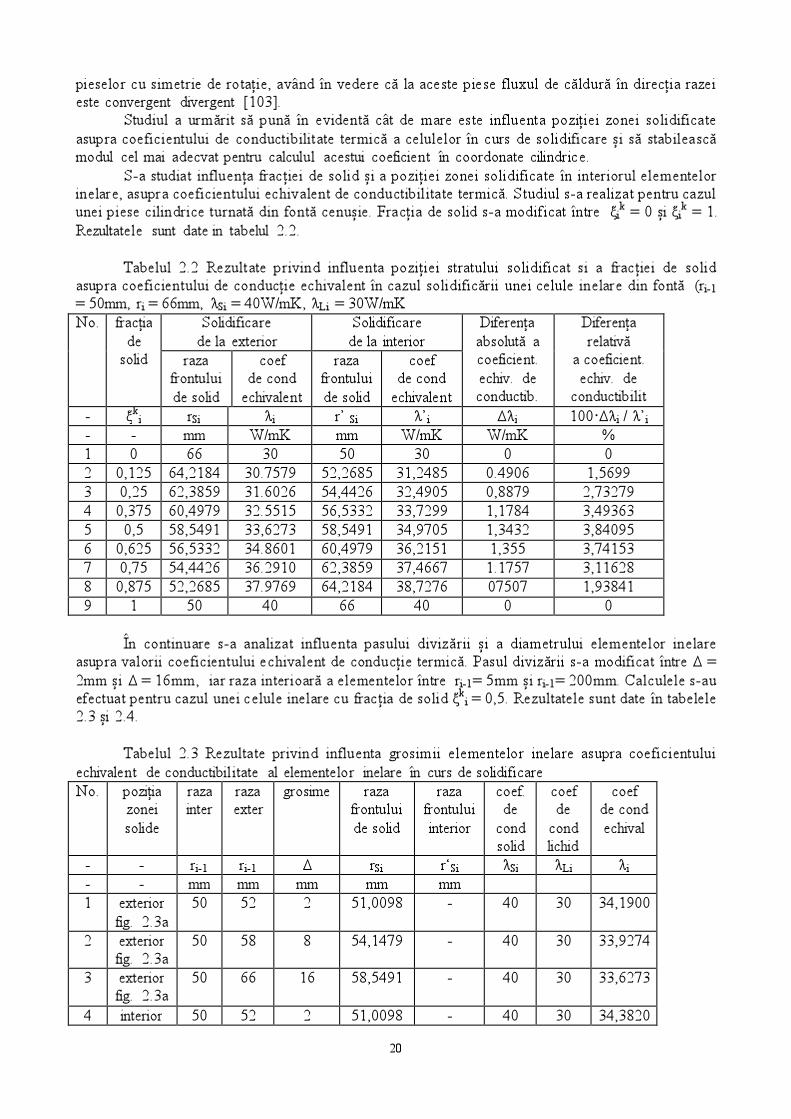
S-a studiat influența fracției de solid și a poziției zonei solidificate în interiorul elementelor inelare, asupra coeficientului echivalent de conductibil itate termică. Studiul s-a realizat pentru cazul unei piese cilindrice turnată din fontă cenușie. Fracția de solid s-a modif icat între ξi
k = 0 și ξik = 1.
Rezultatele sunt date in tabelul 2.2. Tabelul 2.2 Rezultate privind influenta poziției stratului solidificat si a fracției de solid
asupra coeficientului de conducție echivalent în cazul solidificării unei celule inelare din fontă (ri-1
= 50mm, ri = 66mm, λSi = 40W/mK, λLi = 30W/mK No. fracția
de solid
Solidificare de la exterior
Solidificare de la interior
Diferența absolută a coeficient. echiv. de conductib.
Diferența relativă
a coeficient. echiv. de
conductibilit
raza frontului de solid
coef de cond
echivalent
raza frontului de solid
coef de cond
echivalent - ξk
i rSi λi r’ Si λ’i ∆λi 100·∆λi / λ’i
- - mm W/mK mm W/mK W/mK % 1 0 66 30 50 30 0 0 2 0,125 64,2184 30.7579 52,2685 31,2485 0.4906 1,5699 3 0,25 62,3859 31.6026 54,4426 32,4905 0,8879 2,73279 4 0,375 60,4979 32.5515 56,5332 33,7299 1,1784 3,49363 5 0,5 58,5491 33,6273 58,5491 34,9705 1,3432 3,84095 6 0,625 56,5332 34.8601 60,4979 36,2151 1,355 3,74153 7 0,75 54,4426 36.2910 62,3859 37,4667 1.1757 3,11628 8 0,875 52,2685 37.9769 64,2184 38,7276 07507 1,93841 9 1 50 40 66 40 0 0
În continuare s-a analizat influenta pasului divizării și a diametrului elementelor inelare
asupra valorii coeficientului echivalent de conducție termică. Pasul divizării s-a modificat între ∆ = 2mm și ∆ = 16mm, iar raza interioară a elementelor între ri-1= 5mm și ri-1= 200mm. Calculele s-au efectuat pentru cazul unei celule inelare cu fracția de solid ξk
i = 0,5. Rezultatele sunt date în tabelele 2.3 și 2.4.
Tabelul 2.3 Rezultate privind influenta grosim ii elementelor inelare asupra coeficientului
echivalent de conductibil itate al elementelor inelare în curs de solidificare No. poziția
zonei solide
raza inter
raza exter
grosime raza frontului de solid
raza frontului interior
coef. de
cond solid
coef de
cond lichid
coef de cond echival
- - ri-1 ri-1 ∆ rSi r‘Si λSi λLi λi - - mm mm mm mm mm 1 exterior
fig. 2.3a 50 52 2 51,0098 - 40 30 34,1900
2 exterior fig. 2.3a
50 58 8 54,1479 - 40 30 33,9274
3 exterior fig. 2.3a
50 66 16 58,5491 - 40 30 33,6273
4 interior 50 52 2 51,0098 - 40 30 34,3820
21
fig. 2.3b 5 interior
fig. 2.3b 50 58 8 54,1479 - 40 30 34,6517
6 interior fig. 2.3b
50 66 16 58,5491 - 40 30 34,9705
7 ext+int fig. 2.3c
50 52 2 51,5073 50,5074 40 30 34,2874
8 ext+int fig. 2.3c
50 58 8 56,1070 52,1153 40 30 34.3127
9 ext+int fig. 2.3c
50 66 16 62,3859 54,4426 40 30 34.3785
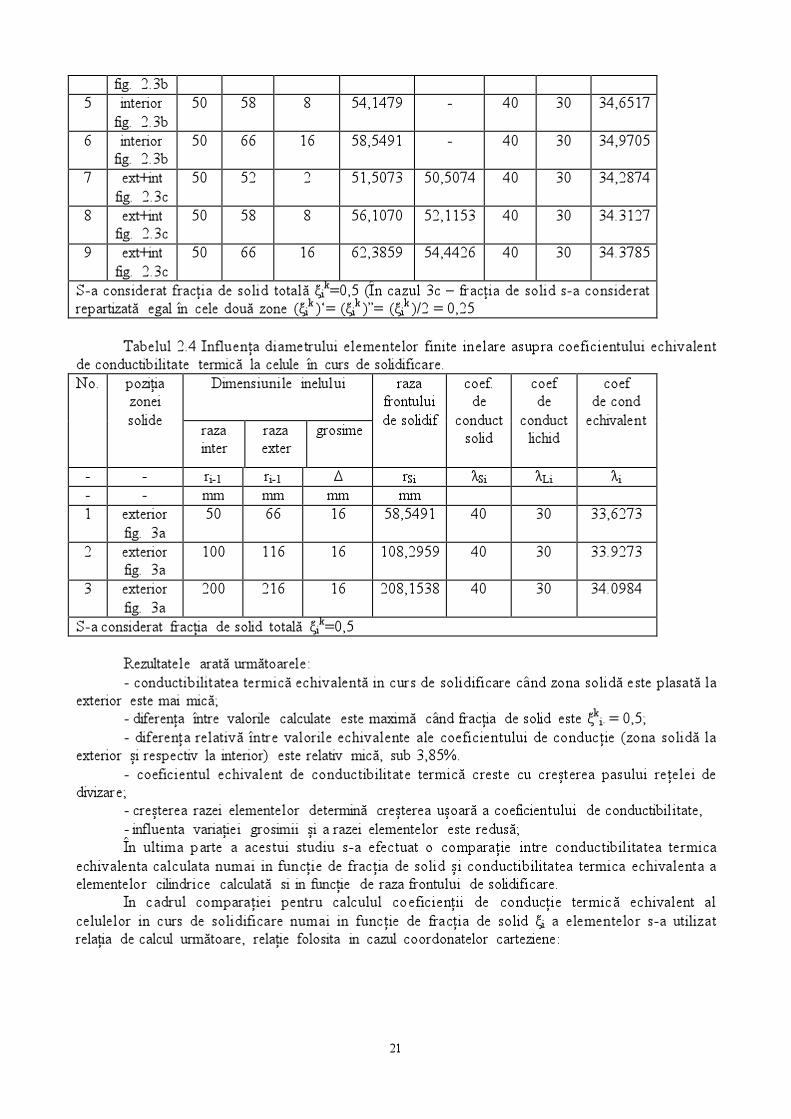
S-a considerat fracția de solid totală ξik=0,5 (În cazul 3c – fracția de solid s-a considerat
repartizată egal în cele două zone (ξik )‘= (ξi
k )”= (ξik )/2 = 0,25
Tabelul 2.4 Influența diametrului elementelor finite inelare asupra coeficientului echivalent
de conductibilitate termică la celule în curs de solidificare. No. poziția
zonei solide
Dimensiuni le inelul ui raza frontului de solidif
coef. de
conduct solid
coef de
conduct lichid
coef de cond
echivalent raza inter
raza exter
grosime
- - ri-1 ri-1 ∆ rSi λSi λLi λi - - mm mm mm mm 1 exterior
fig. 3a 50 66 16 58,5491 40 30 33,6273
2 exterior fig. 3a
100 116 16 108,2959 40 30 33.9273
3 exterior fig. 3a
200 216 16 208,1538 40 30 34.0984
S-a considerat fracția de solid totală ξik=0,5
Rezultatele arată următoarele: - conductibilitatea termică echivalentă in curs de solidificare când zona solidă este plasată la
exterior este mai mică; - diferența între valorile calculate este maximă când fracția de solid este ξk
i. = 0,5; - diferența relativă între valorile echivalente ale coeficientului de conducție (zona solidă la
exterior și respectiv la interior) este relativ mică, sub 3,85%. - coeficientul echivalent de conductibilitate termică creste cu creșterea pasului rețelei de divizare;
- creșterea razei elementelor determină creșterea ușoară a coeficientului de conductibil itate, - influenta variației grosimii și a razei elementelor este redusă; În ultima parte a acestui studiu s-a efectuat o comparație intre conductibil itatea termica
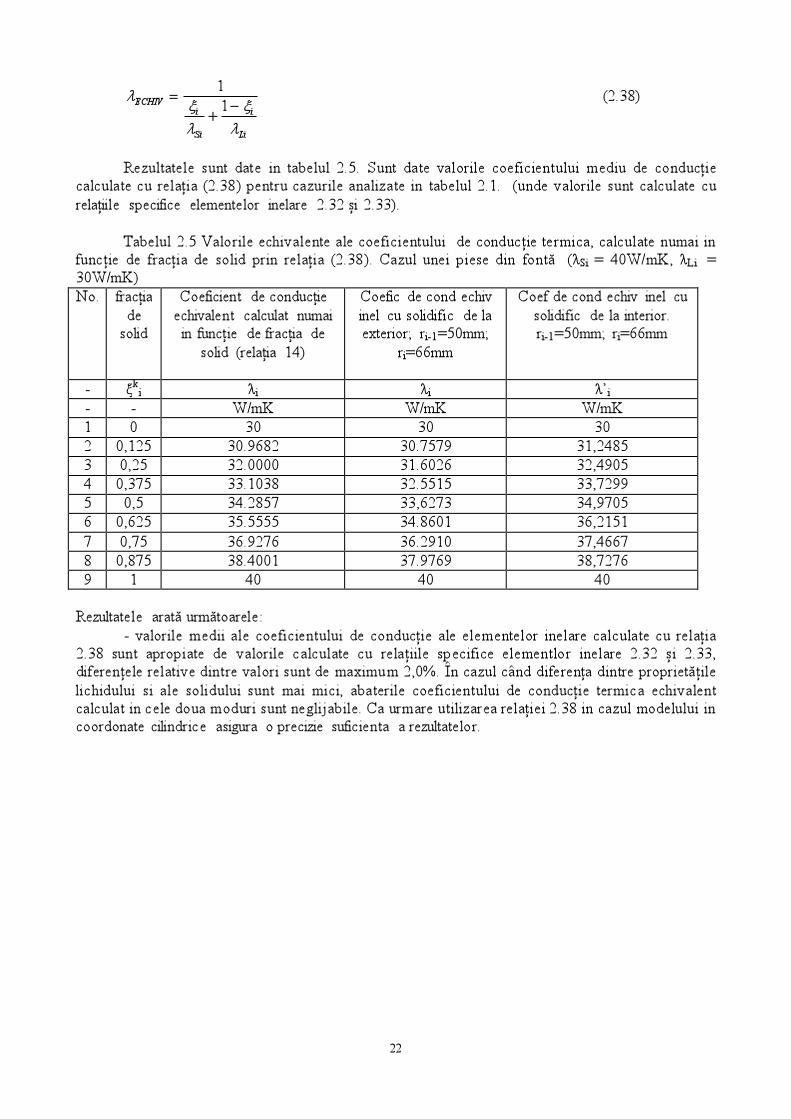
echivalenta calculata numai in funcție de fracția de solid și conductibilitatea termica echivalenta a elementelor cilindrice calculată si in funcție de raza frontului de solidificare. In cadrul comparației pentru calculul coeficienții de conducție termică echivalent al celulelor in curs de solidificare numai in funcție de fracția de solid ξi a elementelor s-a util izat relația de calcul următoare, relație folosita in cazul coordonatelor carteziene:
22
Li
i
Si
i
ECHIV
λ
ξ
λ
ξλ
−+
=1
1 (2.38)
Rezultatele sunt date in tabelul 2.5. Sunt date valorile coeficientului mediu de conducție
calculate cu relația (2.38) pentru cazurile analizate in tabelul 2.1. (unde valorile sunt calculate cu relații le specifice elementelor inelare 2.32 și 2.33).
Tabelul 2.5 Valorile echivalente ale coeficientului de conducție termica, calculate numai in
funcție de fracția de solid prin relația (2.38). Cazul unei piese din fontă (λSi = 40W/mK, λLi = 30W/mK) No. fracția
de solid
Coeficient de conducție echivalent calculat numai in funcție de fracția de
solid (relația 14)
Coefic de cond echiv inel cu solidific de la exterior; ri-1=50mm;
ri=66mm
Coef de cond echiv inel cu solidific de la interior. ri-1=50mm; ri=66mm
- ξki λi λi λ’i
- - W/mK W/mK W/mK 1 0 30 30 30 2 0,125 30.9682 30.7579 31,2485 3 0,25 32.0000 31.6026 32,4905 4 0,375 33.1038 32.5515 33,7299 5 0,5 34.2857 33,6273 34,9705 6 0,625 35.5555 34.8601 36,2151 7 0,75 36.9276 36.2910 37,4667 8 0,875 38.4001 37.9769 38,7276 9 1 40 40 40
Rezultatele arată următoarele:
- valorile medii ale coeficientului de conducție ale elementelor inelare calculate cu relația 2.38 sunt apropiate de valorile calculate cu relații le specifice elementlor inelare 2.32 și 2.33, diferențele relative dintre valori sunt de maximum 2,0%. În cazul când diferența dintre proprietățile lichidului si ale solidului sunt mai mici, abaterile coeficientului de conducție termica echivalent calculat in cele doua moduri sunt neglijabile. Ca urmare util izarea relației 2.38 in cazul modelului in coordonate cilindrice asigura o precizie suficienta a rezultatelor.
23
3. REALIZAREA MODELULUI MATEMATIC 2D PENTRU SOLIDIFICAREA PIESELOR CU SIMETRIE DE ROTATIE TURNATE DIN ALIAJE CU SOLIDIFICARE
LA TEMPERATURA CONSTANTA 3.1. Introducere
Modelul 2D, este aplicabil pentru simularea solidificării în volum a pieselor cil indrice cu
generatoare profilată. In comparație cu modelele in coordonate carteziene, acesta este avantajos deoarece numărul elementelor în care este divizat sistemul este mult mai mic, iar durata efectivă a simulărilor, este mult mai mică, De asemenea conturul pieselor cu simetrie de rotație, este reprodus exact [41,42,43,103].
3.2. Principiul si ipotezele modelului matematic 2D
Modelul matematic este realizat de asemenea pentru aliaje eutectice. Principiul si schema de
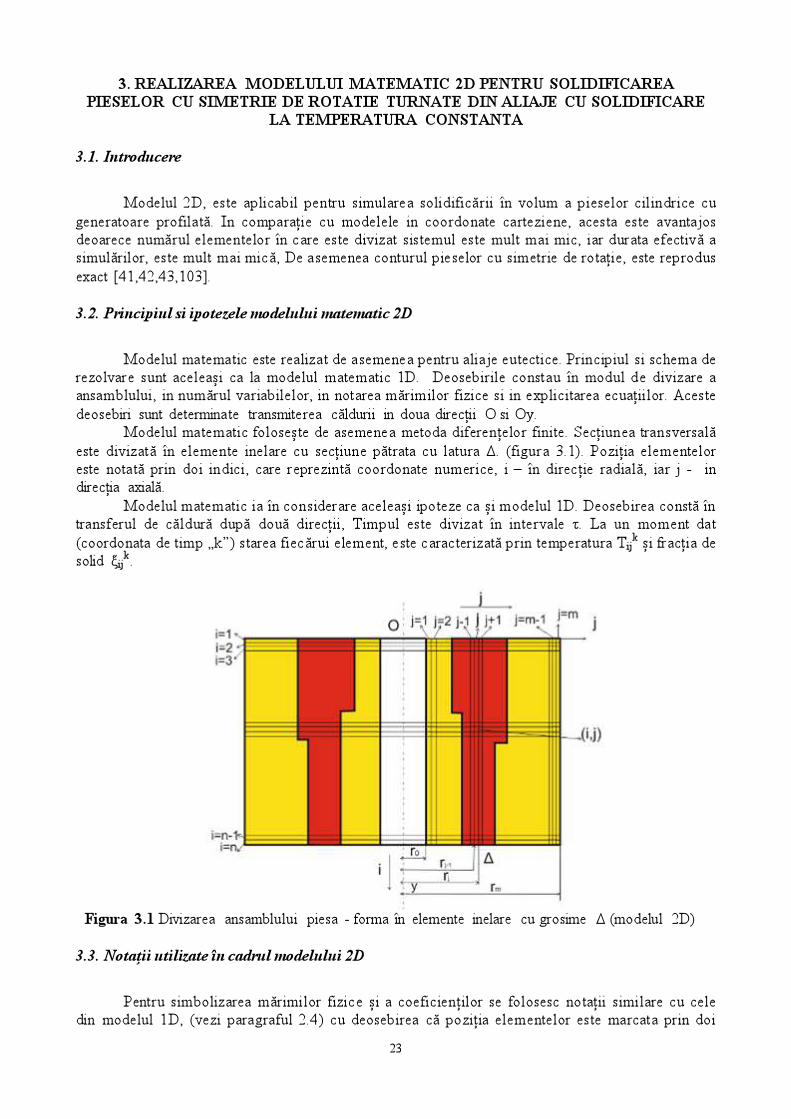
rezolvare sunt aceleași ca la modelul matematic 1D. Deosebirile constau în modul de divizare a ansamblului, in numărul variabilelor, in notarea mărim ilor fizice si in explicitarea ecuații lor. Aceste deosebiri sunt determinate transmiterea căldurii in doua direcții O si Oy.
Modelul matematic folosește de asemenea metoda diferențelor finite. Secțiunea transversală este divizată în elemente inelare cu secțiune pătrata cu latura ∆. (figura 3.1). Poziția elementelor este notată prin doi indici, care reprezintă coordonate numerice, i – în direcție radială, iar j - in direcția axială. Modelul matematic ia în considerare aceleași ipoteze ca și modelul 1D. Deosebirea constă în transferul de căldură după două direcții, Timpul este divizat în intervale τ. La un moment dat (coordonata de timp „k”) starea fiecărui element, este caracterizată prin temperatura Tij
k și fracția de solid ξijk.
Figura 3.1 Divizarea ansamblului piesa - forma în elemente inelare cu grosime ∆ (modelul 2D)
3.3. Notații utilizate în cadrul modelului 2D
Pentru simbolizarea mărimi lor fizice și a coeficienților se folosesc notații simi lare cu cele din modelul 1D, (vezi paragraful 2.4) cu deosebirea că poziția elementelor este marcata prin doi

24
indici (i, j). Apar în plus coeficienții de transfer termic în direcția Oy, ( kijhα . și k
ijjα ) - coeficientul de transfer termic pe suprafața superioara si respectiv pe suprafața inferioară a unui element
3.4. Ecuațiile modelului matematic.
La un moment oarecare τk =k▪τ (după "k" intervale de timp) starea fiecărui element (i,j) este
caracterizată prin temperatura momentană Tijk și prin fracția de solid ξijk. La momentul inițial aceste
mărimi sunt notate cu Tij0 și respectiv ξij0. Pentru elementele din aliaj lichid, care sunt în curs de
solidificare ξik are valori între 0 și 1 [54,55,56,].
Figura 3.2 Schema transmisiei căldurii între elementele inelare (modelul 2D în coordonate cilindrice)
Ecuația de bilanț termic pentru un element exprimă egalitatea dintre variația căldurii masive a unui element și căldura schimbată de elementul respectiv cu cele patru elemente vecine într-un interval de timp τ [11,12,14,23,93]: ( ) ( )
tr
kijm
kij QQ ∆=∆ (3.1)
Căldura transmisă de elementul “i,j” celor patru elemente vecine se calculează pe baza
schemei din figura 3.2:
τααπ
τααπ
⋅−⋅+−⋅⋅∆⋅++
+⋅⋅−⋅+⋅−⋅⋅∆⋅=∆
+−−
+−−
)]()([)(
])()([2)(
1,,11
,111,
kji
kij
kij
kji
kij
kijii
ik
jikij
kiji
kji
kij
kijtr
kij
TTjTThrr
rTTerTTiQ (3.2)
Variația căldurii interne a unui element se calculează în funcție de variația temperaturii și a
fracției de solid a corpurilor. ( ) ])()([(
11
ijkij
kij
kij
kij
kijijijm
kij LTTcVQ ξξρ −+−⋅=∆
++ (3.3)
( ) ])()([()(
112
1 ijkij
kij
kij
kij
kijijiim
kij LTTcrrQ ξξρπ −+−⋅∆⋅+⋅=∆
++
− (3.5)

25
La calculul concret a variației căldurii interne ( )m
kijQ∆ , se întâlnesc aceleași nouă situații
care sunt arătate in tabelul 2.1, Ecuații le particularizate în cazul 2D, pentru fiecare situație din tabelul 2.1, sunt. a) Cazul 1. Răcire în stare lichidă și solidificare parțială (tabelul 2.1.nr.crt.1). ])[()()(
12
1 ijkij
kLijSij
kijijiim
kij LcTTrrQ
+
−+−⋅⋅∆⋅+⋅=∆ ξρπ (3.6)
b) Cazul 2. Răcire sau încălzire în stare lichidă (tabelul 2.1. nr.crt.2).
kLij
kij
kijijiim
kij cTTrrQ ⋅−⋅⋅∆⋅+⋅=∆
+
−)()()(
12
1ρπ (3.7)
c) Cazul 3. Răcire în stare lichidă, solidificare completă și răcire în stare solidă (tabelul 2.1. nr.crt.3).
])()[()()(
12
1
k
Sij
k
ijSijij
k
LijSij
k
ijijiim
k
ij cTTLcTTrrQ ⋅−++⋅−⋅⋅∆⋅+⋅=∆+
−ρπ (3.8)
d) Cazul 4. Solidificare sau topire parțială la temperatura solidus (tabelul 2.1.nr. crt.4
ijkij
kijijiim
kij LrrQ ⋅−⋅⋅∆⋅+⋅=∆
+
−)()()( 1
1ξξρπ (3.9)
e) Cazul 5. Topire totală de la temperatura solidus și încălzire în stare lichidă (tabelul 2.1.nr.crt.5).
])[()()(1
1
kijij
kLij
kij
kijijiim
kij LcTTrrQ ξρπ −⋅−⋅⋅∆⋅+⋅=∆
+
− (3.10)
f) Cazul 6: Solidificare totală de la temperatura solidus și răcire în stare solidă (tabelul 2.1. nr.crt 6).
)]()1([)()(11
1
++
−−+−⋅⋅∆⋅+⋅=∆
kji
kij
kSij
kijiijiim
kij TTcLrrQ ξρπ (3.11)
g) Cazul 7. Încălzire în stare solidă și topire parțială (tabelul 2.1.nr.crt. 7).
])1()([)()(
1
1 ijkijSij
kij
kSijijiim
kij LTTcrrQ
+
−−−−⋅⋅∆⋅+⋅=∆ ξρπ (3.12)
h) Cazul 8. Răcire sau încălzire în stare solidă (tabelul 2.1.nr.crt.8.
)()()(1
1
+
−−⋅⋅∆⋅+⋅=∆
kij
kij
kSijijiim
kij TTcrrQ ρπ (3.13)
i) Cazul 9. Încălzire în stare solidă, topire completă și încălzire în stare lichidă (tabelul
2.1. nr.crt.9.
)]()([)()(1
1
+
−−+−−⋅⋅∆⋅+⋅=∆
kijSij
kLijijSij
kij
kSijijiim
kij TTcLTTcrrQ ρπ (3.14)
3.5. Schema logică de rezolvare a modelului matematic 2D.
La orice moment τk (respectiv „k”) temperatura Tij
k și fracția de solid ξijk sunt cunoscute
pentru toate elementele. Rezolvarea modelulu i matematic urmărește ca prin rezolvarea ecuației de
26
bilanț termic (3.1) să se determine temperatura și fracția de solid (Tijk+1 și ξij
k+1 ) a tuturor elementelor la momentul τk+1). Pentru rezolvare în ecuația de bilanț termic se înlocuiesc relații le (3.2, ) și termenul m
kijQ )(∆ prin ecuații le (3.2 – 3.14) Rezolvarea modelului urmărește aceeași
schemă de lucru (ca în cazul modelului 1D) bazată pe relații condiționale, care au în vedere temperatura inițială (Tij
k) și temperatura finală (Tijk+1) a elementului analizat.
Principiul de rezolvare este următorul. Se pornește de la ipoteza că într-o primă fază, după intervalul de timp τ, temperatura finală a elementului analizat, devine egală cu temperatura solidus (deci Tij
k+1 = TSij). În ecuația de bilanț termic se înlocuiește relația (3.2) și una din relații le (3.6), (3.9), (3.12). Din ecuația obținută se calculează fracția solidif icată ξij
k+1. În cazul că fracția solidificată calculată are convergență în intervalul [0;1] soluția obținută este compatibilă. Dacă fracția de solid astfel calculată, nu are convergență în intervalul [0;1] atunci calculul se reia. In funcție de rezultatul obținut pentru ξij
k+1 se deduce exact valoarea lui ξijk+1 (ξij
k+1=0 sau ξijk+1=1).
Cunoscând valoarea lui ξijk+1 se stabilește cu precizie situația reala dintre cele noua si se revine la
ecuația de bilanț termic, calculând temperatura finală corectă Tijk+1. În acest scop în ecuația de bilanț
termic se înlocuiește relația care corespunde situației reale (una din relații le 3.7, 3.8, 3.10, 3.11, 3.13, 3.14). Din ecuații le obținute se calculează temperatura finală Tij
k+1.
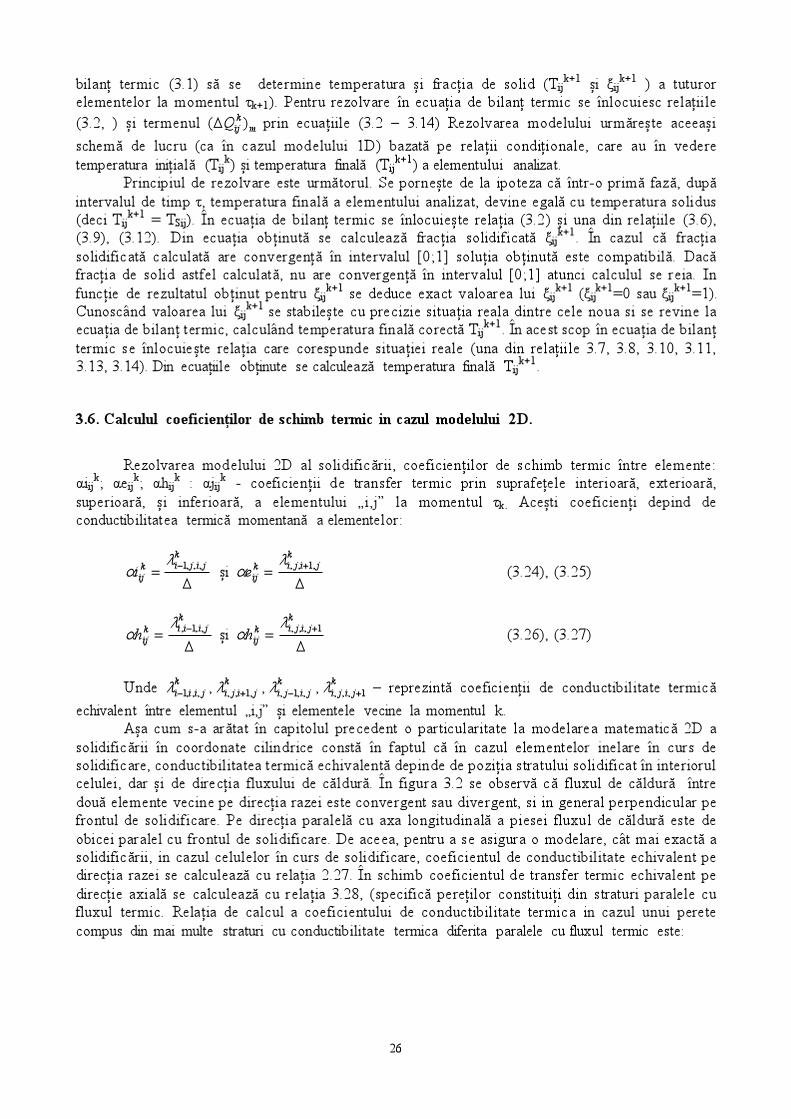
3.6. Calculul coeficienților de schimb termic in cazul modelului 2D.
Rezolvarea modelului 2D al solidificării, coeficienților de schimb termic între elemente:
αiijk; αeijk; αhij
k : αjijk - coeficienții de transfer termic prin suprafețele interioară, exterioară, superioară, și inferioară, a elementului „i,j” la momentul τk. Acești coeficienți depind de conductibilitatea termică momentană a elementelor:
∆=
−
kjijik
iji,,,1
λα și
∆=
+
kjijik
ije,1,,
λα (3.24), (3.25)
∆=
−
kjiiik
ijh,,1,
λα și
∆=
+
kjijik
ijh1,,,
λα (3.26), (3.27)
Unde k
jiii ,,,1−λ , k
jiji ,1,, +λ , k
jiji ,,1, −λ , k
jiji 1,,, +λ – reprezintă coeficienții de conductibil itate termică
echivalent între elementul „i,j” și elementele vecine la momentul k. Așa cum s-a arătat în capitolul precedent o particularitate la modelarea matematică 2D a
solidificării în coordonate cilindrice constă în faptul că în cazul elementelor inelare în curs de solidificare, conductibil itatea termică echivalentă depinde de poziția stratului solidificat în interiorul celulei, dar și de direcția fluxului de căldură. În figura 3.2 se observă că fluxul de căldură între două elemente vecine pe direcția razei este convergent sau divergent, si in general perpendicular pe frontul de solidif icare. Pe direcția paralelă cu axa longitudinală a piesei fluxu l de căldură este de obicei paralel cu frontul de solidificare. De aceea, pentru a se asigura o modelare, cât mai exactă a solidificării, in cazul celulelor în curs de solidif icare, coeficientul de conductibil itate echivalent pe direcția razei se calculează cu relația 2.27. În schimb coeficientul de transfer termic echivalent pe direcție axială se calculează cu relația 3.28, (specifică pereților constituiți din straturi paralele cu fluxul termic. Relația de calcul a coeficientului de conductibil itate termica in cazul unui perete compus din mai multe straturi cu conductibilitate termica diferita paralele cu fluxul termic este:
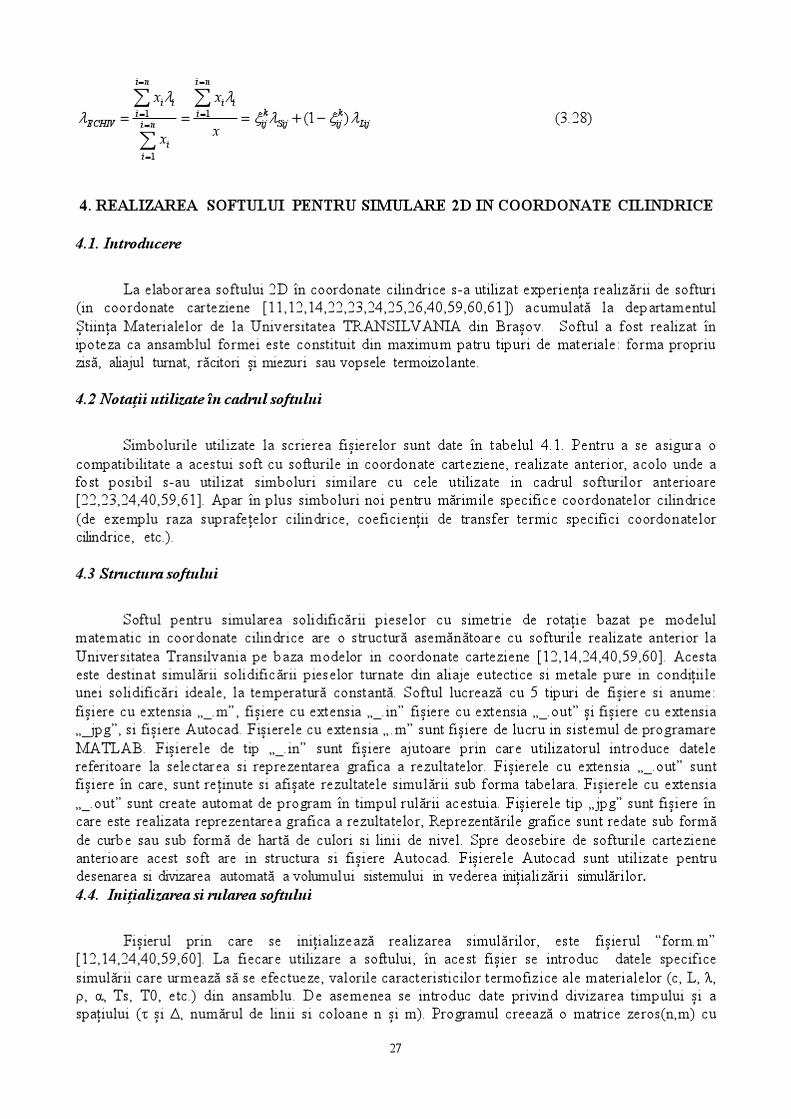
27
LijkijSij
kij
ni
iii
ni
i
i
ni
iii
ECHIVx
x
x
x
λξλξ
λλ
λ )1(1
1
1−+===
∑
∑
∑=
=
=
=
=
= (3.28)
4. REALIZAREA SOFTULUI PENTRU SIMULARE 2D IN COORDONATE CILINDRICE
4.1. Introducere
La elaborarea softului 2D în coordonate cilindrice s-a util izat experiența realizării de softuri
(in coordonate carteziene [11,12,14,22,23,24,25,26,40,59,60,61]) acumulată la departamentul Știința Materialelor de la Universitatea TRANSILVANIA din Brașov. Softul a fost realizat în ipoteza ca ansamblul formei este constituit din maximum patru tipuri de materiale: forma propriu zisă, aliajul turnat, răcitori și miezuri sau vopsele termoizolante.
4.2 Notații utilizate în cadrul softului
Simbolurile util izate la scrierea fișierelor sunt date în tabelul 4.1. Pentru a se asigura o
compatibilitate a acestui soft cu softurile in coordonate carteziene, realizate anterior, acolo unde a fost posibil s-au util izat simboluri sim ilare cu cele util izate in cadrul softurilor anterioare [22,23,24,40,59,61]. Apar în plus simboluri noi pentru mărim ile specifice coordonatelor cilindrice (de exemplu raza suprafețelor cilindrice, coeficienții de transfer termic specifici coordonatelor cilindrice, etc.).
4.3 Structura softului
Softul pentru simularea solidificării pieselor cu simetrie de rotație bazat pe modelul
matematic in coordonate cilindrice are o structură asemănătoare cu softurile realizate anterior la Universitatea Transilvania pe baza modelor in coordonate carteziene [12,14,24,40,59,60]. Acesta este destinat simulării solidificării pieselor turnate din aliaje eutectice si metale pure in condiții le unei solidificări ideale, la temperatură constantă. Softul lucrează cu 5 tipuri de fișiere si anume: fișiere cu extensia „_.m”, fișiere cu extensia „_.in” fișiere cu extensia „_.out” și fișiere cu extensia „_jpg”, si fișiere Autocad. Fișierele cu extensia „.m” sunt fișiere de lucru in sistemul de programare MATLAB. Fișierele de tip „_.in” sunt fișiere ajutoare prin care util izatorul introduce datele referitoare la selectarea si reprezentarea grafica a rezultatelor. Fișierele cu extensia „_.out” sunt fișiere în care, sunt reținute si afișate rezultatele simu lării sub forma tabelara. Fișierele cu extensia „_.out” sunt create automat de program în timpul rulării acestuia. Fișierele tip „jpg” sunt fișiere în care este realizata reprezentarea grafica a rezultatelor, Reprezentările grafice sunt redate sub formă de curbe sau sub formă de hartă de culori si l ini i de nivel. Spre deosebire de softurile carteziene anterioare acest soft are in structura si fișiere Autocad. Fișierele Autocad sunt util izate pentru desenarea si divizarea automată a volumul ui sistemului in vederea inițiali zări i simulări lor. 4.4. Inițializarea si rularea softului
Fișierul prin care se inițializează realizarea simulărilor, este fișierul “form.m”
[12,14,24,40,59,60]. La fiecare util izare a softului, în acest fișier se introduc datele specif ice simulării care urmează să se efectueze, valorile caracteristicilor termofiz ice ale materialelor (c, L, λ, ρ, α, Ts, T0, etc.) din ansamblu. De asemenea se introduc date privind divizarea timpului și a spațiului (τ și ∆, numărul de lin ii si coloane n și m). Programul creează o matrice zeros(n,m) cu
28
toate elementele zerouri. Aceasta matrice este apoi util izată pentru crearea matricei a(i,j) care definește geometria ansamblulu i. Un element (i,j) al matricei corespunde elementului inelar (i,j) din ansamblu. La inițializarea manuală sau automată a unei simu lări in funcție de geometria și dimensiuni le componentelor din ansamblul piesă turnată – formă in această matrice permite atribuirea la momentul inițial și pe parcursul rulării, pentru fiecare element, a i se atribuie elementelor, valorile 0, 1, 2, 3 in funcție de componenta căreia îi aparține elementul - formă, metal lichid, răcitor, material izolant. Pe această bază se creează matricele cu valorile caracteristicilor fizice și termofizice și a mărimilor de stare.
In baza schemei de rezolvare, programul de calculator util izează ca date inițiale, valorile mărimi lor de stare inițiale (Tij0 0
ijξ si ) și mărimi le termofiz ice ale fiecărui element la momentul
inițial τ0 (k=0). Softul calculează mărimile de stare 1+kijξ si 1+k
ijT la pasul de timp următor τk+1. Ciclul se reia până la efectuarea numărului maxim de pași (kmax) impuși de util izator.
Valoarea lui τ se alege pe baza condiției de convergență a rezolvării. Pasul de timp τ trebuie
să fie mai mic decât o valoare critică. Aceasta este dată de relația:
λ
ρ
α
ρττ
⋅
⋅⋅∆=
⋅
⋅⋅∆=≤
44
2cc
CRT (4.3)
4.5 Rezultate referitoare la solidificarea pieselor turnate posibil de obținut prin utilizarea
softului de simulare in coordonate cilindrice
Modulul de soft realizat în cadrul tezei furnizează rezultate despre solidificarea pieselor
turnate cu simetrie de rotație sub formă tabelară și de matrice, și sub formă grafică. Rezultatele date tabelar sau matricial sunt:
- coordonatele cilindrice ale elementului de volum (i,j) în care se termină solidificarea; - timpul începutul ui de solidificare și al sfârșitului de solidificare a aliajului; - matricea temperaturilor din ansamblul formei la momentul final al rulării programului; - matricea temperaturilor din ansamblu la sfârșitul ui solidificări i aliajului lichid; - matricea coordonatelor de timp “k” la care se termina solidificarea fiecărei celule; - matricea valorilor de timp “tsol” la care se termina solidificarea fiecărei celule,; - evoluția cantității de metal lichid (în cm3) din formă, la fiecare moment; - evoluția in timp a cantității de metal lichid util din maselotă; - evoluția temperaturii, a fracției de solid și a vitezei de variație a temperaturii în orice punct. - repartizarea temperaturilor pe diverse linii din ansamblul formei, la diverse momente. Pe baza fișierelor cu date numerice tabelate (fișierele de tip „_out”) reținute în urma rulării
programului, programul poate trasa automat următoarele reprezentări grafice: - harta izotermelor în ansamblul formei la momentul solidificări i; - curbele de variație a temperaturii, a fracției de solid și a vitezei de răcire în funcție de timp,
în orice punct solicitat de util izator. - curbe de repartizare a temperaturii pe linii le și la diverse momente; - curbe de repartizare a temperaturii pe coloanele la diverse momente; - harta deplasării frontului de solidificare în secțiunea piesei; - curbe care să arate deplasarea frontului de solidificare în funcție de timp, în orice secțiune
a piesei;
4.6 Divizarea si inițializarea automata a simulărilor
29
In cazul softurilor destinate simu lării solidificării pieselor turnate, realizate anterior la Universitatea Transilvania din Brașov, inițializarea simulărilor, se realizează prin divizarea manuală a ansamblulu i piesa turnată – formă și prin introducerea manuală a datelor privind materialul din care este constituit fiecare element rezultat prin divizare. Divizarea si in special inițiali zarea manuală a matricei de lucru a softului este foarte greoaie.
Softul realizat in cadrul acestei teze, a fost conceput astfel încât simulările să poată fi inițializate pe baza desenului de ansamblu piesa turnată – maselotă – răcitor realizat in Autocad. Pentru aceasta in structura softului au fost introduse fișiere originale, destinate desenării piesei in Autocad, divizării automate a secțiunii si generării automate a matricei de lucru, care descriu geometria și componența ansamblul ui. Aceste fișiere au trei roluri:
- realizează desenul ansamblului forma - piesa - răcitor - miez izolator in 3D; - reprezintă desenul in 2D al secțiunii axiale, in care se realizează divizarea in elemente
pătrate; - realizează automat divizarea secțiunii axiale, corespunzător elementelor inelare si
generează matricea de lucru, care sta la baza simulări i. Pentru lansarea in lucru a divizării secțiunii si generarea matricei de lucru, in acest fișier se
introduc ca date inițiale dimensiunile de gabarit ale formei și pasul rețelei de divizare "∆". La lansarea in lucru a unei simulări, aceasta matrice este preluata automat de apoi de modulul care realizează efectiv simularea, prin fișierul "form.m". Aceasta adaptare reprezintă una dintre contribuții le originale importante ale tezei de doctorat.
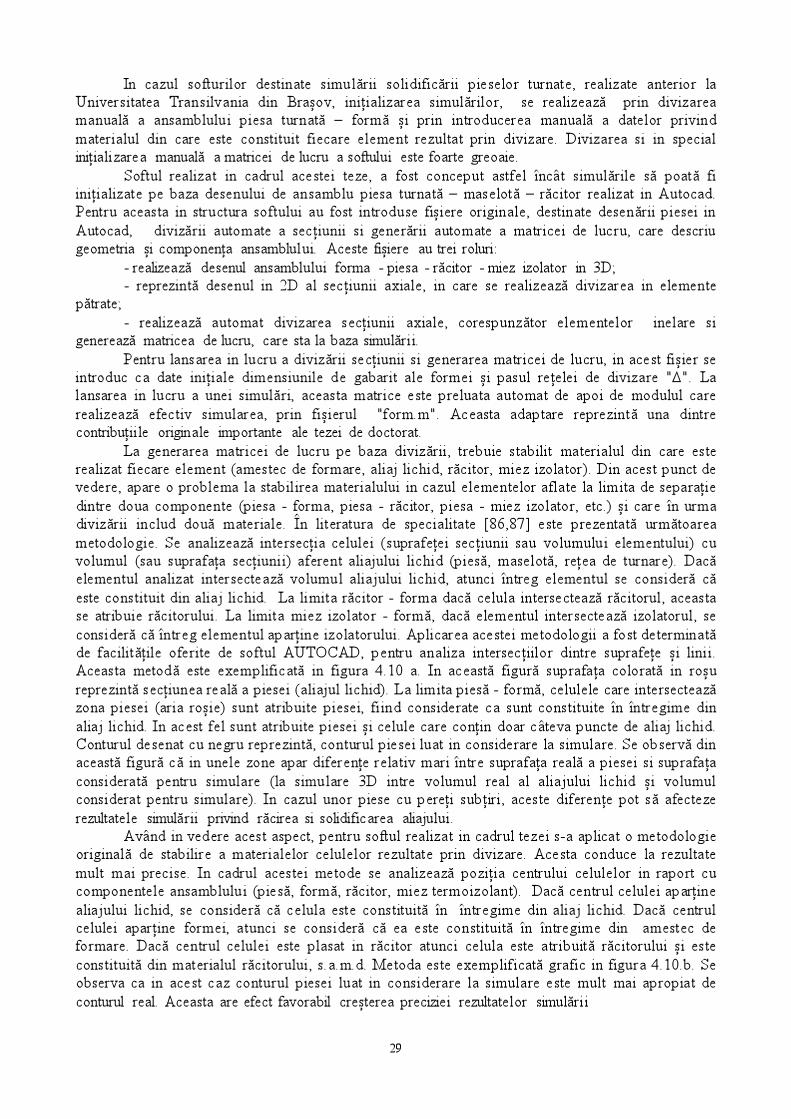
La generarea matricei de lucru pe baza divizării, trebuie stabilit materialul din care este realizat fiecare element (amestec de formare, aliaj lichid, răcitor, miez izolator). Din acest punct de vedere, apare o problema la stabil irea materialului in cazul elementelor aflate la lim ita de separație dintre doua componente (piesa - forma, piesa - răcitor, piesa - miez izolator, etc.) și care în urma divizării includ două materiale. În literatura de specialitate [86,87] este prezentată următoarea metodologie. Se analizează intersecția celulei (suprafeței secțiunii sau volumulu i elementului) cu volumul (sau suprafața secțiuni i) aferent aliajului l ichid (piesă, maselotă, rețea de turnare). Dacă elementul analizat intersectează volumu l aliajului l ichid, atunci întreg elementul se consideră că este constituit din aliaj lichid. La limita răcitor - forma dacă celula intersectează răcitorul, aceasta se atribuie răcitorului. La limita miez izolator - formă, dacă elementul intersectează izolatorul, se consideră că întreg elementul aparține izolatorului. Aplicarea acestei metodologii a fost determinată de facilitățile oferite de softul AUTOCAD, pentru analiza intersecții lor dintre suprafețe și l ini i. Aceasta metodă este exemplificată in figura 4.10 a. In această figură suprafața colorată in roșu reprezintă secțiunea reală a piesei (aliajul l ichid). La lim ita piesă - formă, celulele care intersectează zona piesei (aria roșie) sunt atribuite piesei, fi ind considerate ca sunt constituite în întregime din aliaj lichid. In acest fel sunt atribuite piesei și celule care conțin doar câteva puncte de aliaj lichid. Conturul desenat cu negru reprezintă, conturul piesei luat in considerare la simulare. Se observă din această figură că in unele zone apar diferențe relativ mari între suprafața reală a piesei si suprafața considerată pentru simulare (la simu lare 3D intre volumul real al aliajului l ichid și volumul considerat pentru simulare). In cazul unor piese cu pereți subțiri, aceste diferențe pot să afecteze rezultatele simulării privind răcirea si solidificarea aliajului.
Având in vedere acest aspect, pentru softul realizat in cadrul tezei s-a aplicat o metodologie originală de stabilire a materialelor celulelor rezultate prin divizare. Acesta conduce la rezultate mult mai precise. In cadrul acestei metode se analizează poziția centrului celulelor in raport cu componentele ansamblulu i (piesă, formă, răcitor, miez termoizolant). Dacă centrul celulei aparține aliajului l ichid, se consideră că celula este constituită în întregime din aliaj lichid. Dacă centrul celulei aparține formei, atunci se consideră că ea este constituită în întregime din amestec de formare. Dacă centrul celulei este plasat in răcitor atunci celula este atribuită răcitorului și este constituită din materialul răcitorului, s.a.m.d. Metoda este exemplif icată grafic in figura 4.10.b. Se observa ca in acest caz conturul piesei luat in considerare la simulare este mult mai apropiat de conturul real. Aceasta are efect favorabil creșterea preciziei rezultatelor simulări i
30
Figura 4.10 Stabilirea materialulu i din care sunt constituite celulele rezultate din divizare la
generarea automata a matricei de lucru. a In funcție de intersecția celulei cu conturul componentelor din ansamblul formei ; b - in funcție de poziția centrului celulei in raport cu volumul componentelor.
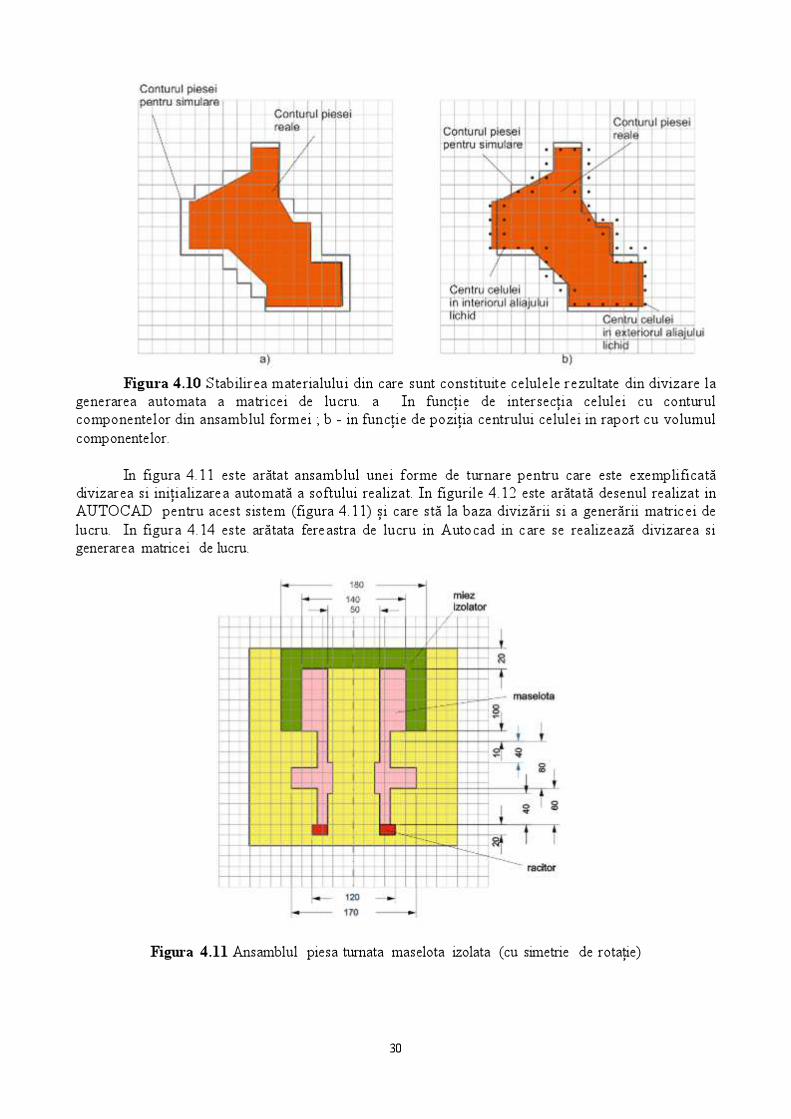
In figura 4.11 este arătat ansamblul unei forme de turnare pentru care este exempli ficată
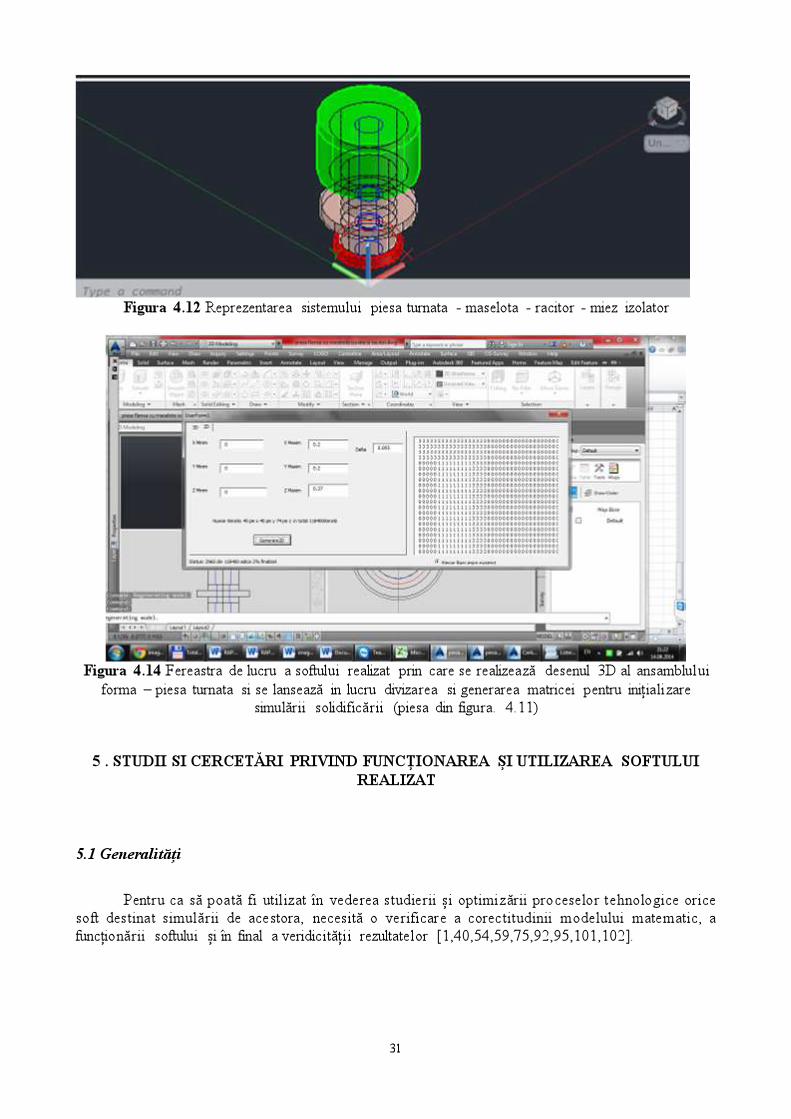
divizarea si inițializarea automată a softului realizat. In figurile 4.12 este arătată desenul realizat in AUTOCAD pentru acest sistem (figura 4.11) și care stă la baza divizării si a generării matricei de lucru. In figura 4.14 este arătata fereastra de lucru in Autocad in care se realizează divizarea si generarea matricei de lucru.
Figura 4.11 Ansamblul piesa turnata maselota izolata (cu simetrie de rotație)
31
Figura 4.12 Reprezentarea sistemului piesa turnata - maselota - racitor - miez izolator
Figura 4.14 Fereastra de lucru a softului realizat prin care se realizează desenul 3D al ansamblul ui
forma – piesa turnata si se lansează in lucru divizarea si generarea matricei pentru inițiali zare simulării solidificării (piesa din figura. 4.11)
5 . STUDII SI CERCETĂRI PRIVIND FUNCȚIONAREA ȘI UTILIZAREA SOFTULUI REALIZAT
5.1 Generalități
Pentru ca să poată fi util izat în vederea studierii și optimi zării proceselor tehnologice orice soft destinat simulării de acestora, necesită o verificare a corectitudinii modelului matematic, a funcționării softului și în final a veridicități i rezultatelor [1,40,54,59,75,92,95,101,102].
32
5.2 Verificarea funcționarii softului 2D in coordonate cilindrice prin comparație cu softul 3D in
coordonate carteziene
Metoda cea mai accesibilă de verificare a veridicității rezultatelor furnizate de un soft destinat simu lării solidif icării pieselor turnate, constă in compararea rezultatelor obținute cu softul verif icat, cu rezultate obținute prin util izarea unui alt soft, verificat la rândul său și recunoscut ca fiind corect din acest punct de vedere. Aceasta metodologie s-a aplicat si in cazul softului realizat in cadrul tezei. In acest scop rezultatele obținute cu softul in coordonate cil indrice, s-au comparat cu cele obținute prin util izarea softului 3D, in coordonate carteziene. Aceasta verificare s-a realizat in cazul a două piese. Într-o primă etapă s-a simulat solidificarea unor bare cilindrice pline, cu lungime mare. In etapa a doua s-a simu lat solidificarea unei piese cu simetrie de rotație cu generatoare profilată și cu miez interior.
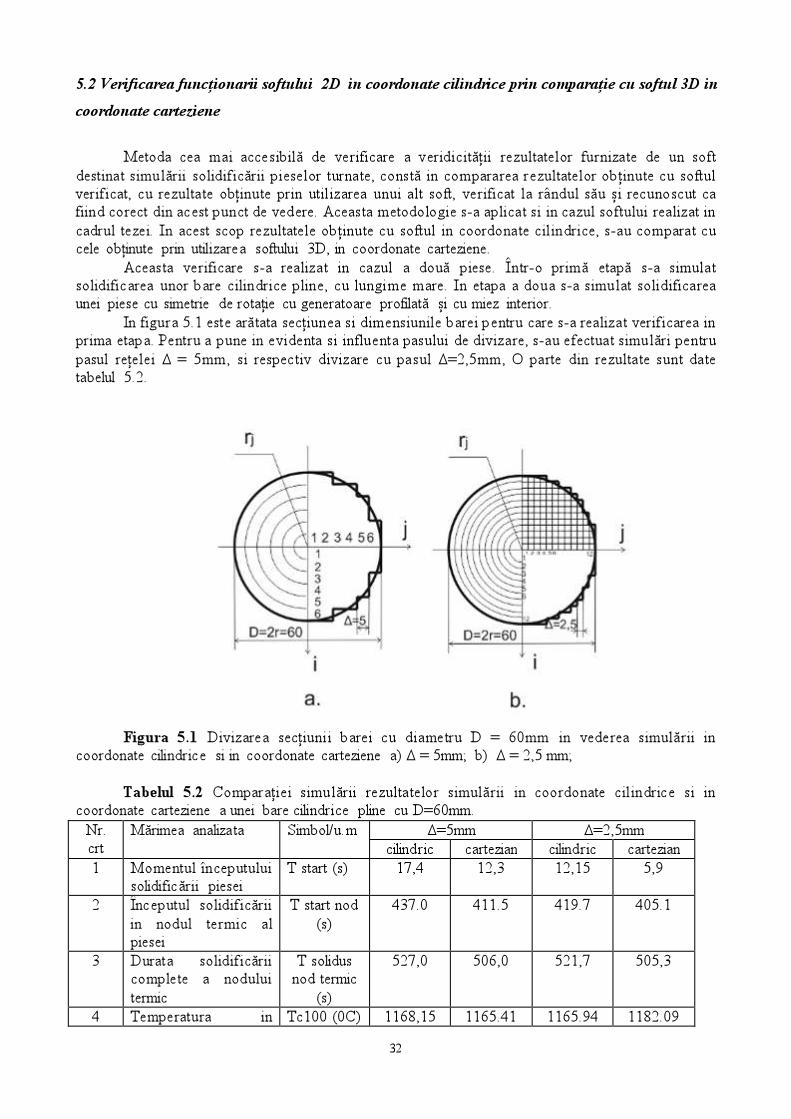
In figura 5.1 este arătata secțiunea si dimensiunile barei pentru care s-a realizat verif icarea in prima etapa. Pentru a pune in evidenta si influenta pasului de divizare, s-au efectuat simu lări pentru pasul rețelei ∆ = 5mm, si respectiv divizare cu pasul ∆=2,5mm, O parte din rezultate sunt date tabelul 5.2.
Figura 5.1 Divizarea secțiuni i barei cu diametru D = 60mm in vederea simulării in
coordonate cilindrice si in coordonate carteziene a) ∆ = 5mm; b) ∆ = 2,5 mm; Tabelul 5.2 Comparației simu lării rezultatelor simulării in coordonate cil indrice si in
coordonate carteziene a unei bare cilindrice pline cu D=60mm. Nr. crt
Mărimea analizata Simbol/u.m ∆=5mm ∆=2,5mm cilindric cartezian cilindric cartezian
1 Momentul începutului solidificării piesei
T start (s) 17,4 12,3 12,15 5,9
2 Începutul solidif icării in nodul termic al piesei
T start nod (s)
437.0 411.5
419.7
405.1
3 Durata solidif icării complete a nodului termic
T solidus nod termic
(s)
527,0 506,0 521,7 505,3
4 Temperatura in Tc100 (0C) 1168,15 1165.41 1165.94 1182.09
33
centrul piesei după 100s
5 Temperatura in centrul piesei după 600s
Tc600 (0C)
1082.58
1072.39
1079.36
1064.66
6 Temperatura maxima a formei la suprafața de contact
TFomax (0C)
968.44
972.33
1042.88
1052.56
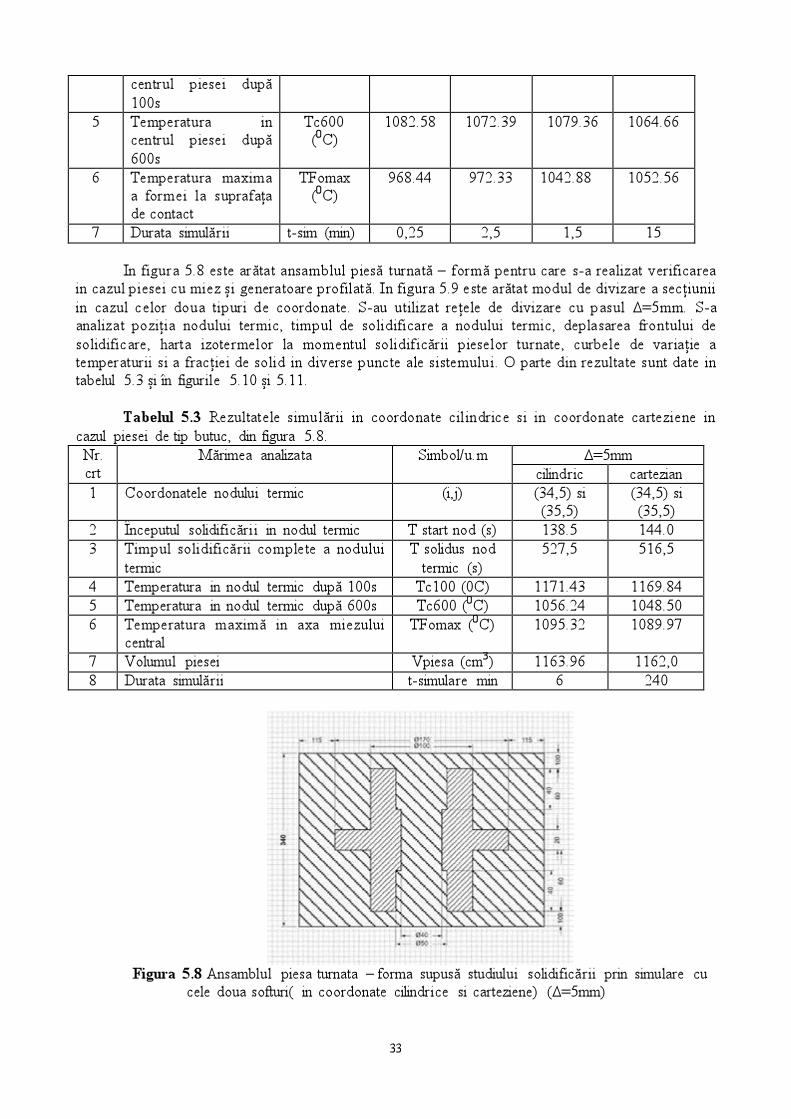
7 Durata simulării t-sim (min) 0,25 2,5 1,5 15 In figura 5.8 este arătat ansamblul piesă turnată – formă pentru care s-a realizat verificarea
in cazul piesei cu miez și generatoare profilată. In f igura 5.9 este arătat modul de divizare a secțiunii in cazul celor doua tipuri de coordonate. S-au util izat rețele de divizare cu pasul ∆=5mm. S-a analizat poziția nodului termic, timpul de solidificare a nodului termic, deplasarea frontului de solidificare, harta izotermelor la momentul solidif icării pieselor turnate, curbele de variație a temperaturii si a fracției de solid in diverse puncte ale sistemulu i. O parte din rezultate sunt date in tabelul 5.3 și în figurile 5.10 și 5.11.
Tabelul 5.3 Rezultatele simu lării in coordonate cil indrice si in coordonate carteziene in
cazul piesei de tip butuc, din figura 5.8. Nr. crt
Mărimea analizata Simbol/u.m ∆=5mm cilindric cartezian
1 Coordonatele nodului termic (i,j) (34,5) si (35,5)
(34,5) si (35,5)
2 Începutul solidificări i in nodul termic T start nod (s) 138.5 144.0 3 Timpul solidificării complete a nodului
termic T solidus nod
termic (s) 527,5
516,5
4 Temperatura in nodul termic după 100s Tc100 (0C) 1171.43 1169.84 5 Temperatura in nodul termic după 600s Tc600 (0C) 1056.24 1048.50 6 Temperatura maximă in axa miezului
central TFomax (0C) 1095.32 1089.97
7 Volumul piesei Vpiesa (cm3) 1163.96 1162,0 8 Durata simulării t-simulare min 6 240
Figura 5.8 Ansamblul piesa turnata – forma supusă studiului solidificării prin simulare cu
cele doua softuri( in coordonate cilindrice si carteziene) (∆=5mm)
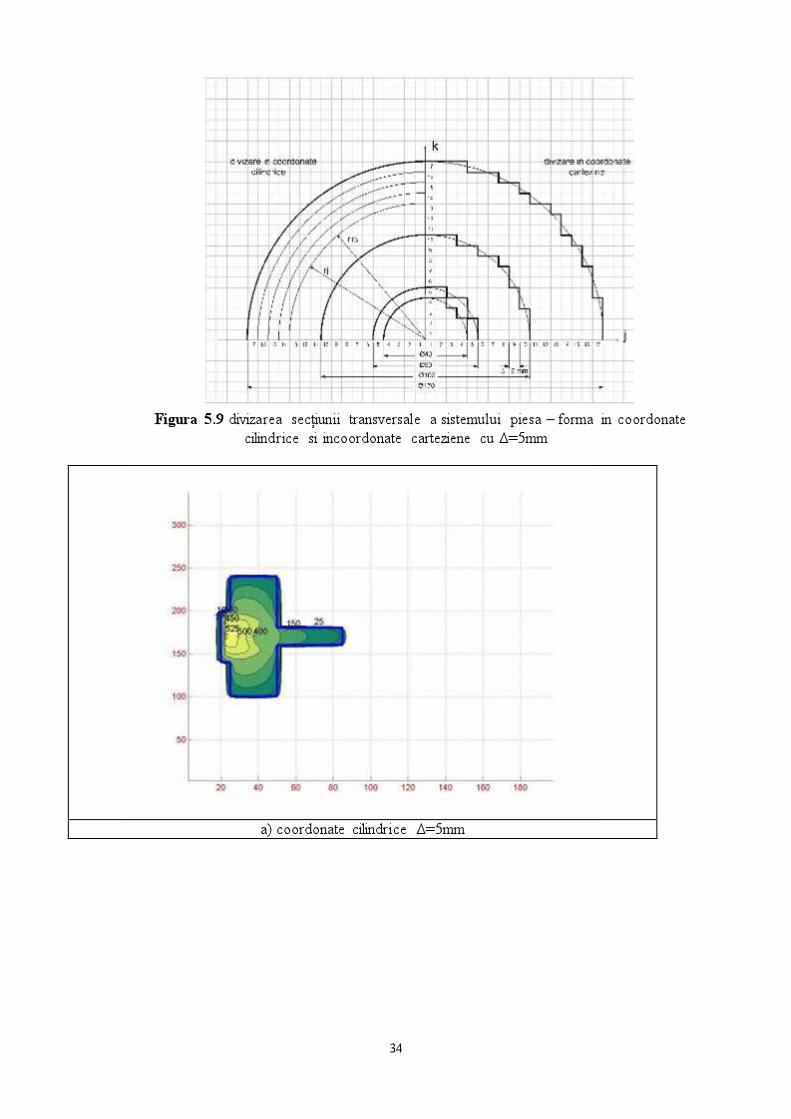
34
Figura 5.9 divizarea secțiunii transversale a sistemului piesa – forma in coordonate
cilindrice si incoordonate carteziene cu ∆=5mm
a) coordonate cilindrice ∆=5mm
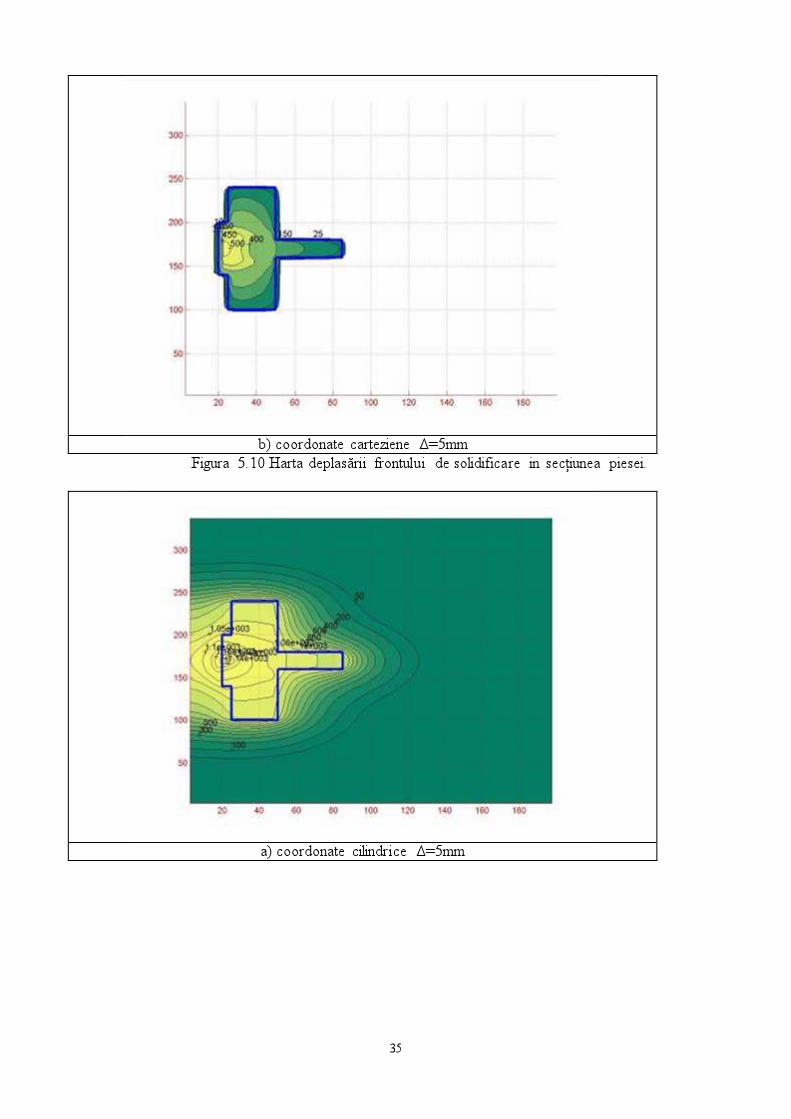
35
b) coordonate carteziene ∆=5mm Figura 5.10 Harta deplasării frontului de solidificare in secțiunea piesei.
a) coordonate cilindrice ∆=5mm
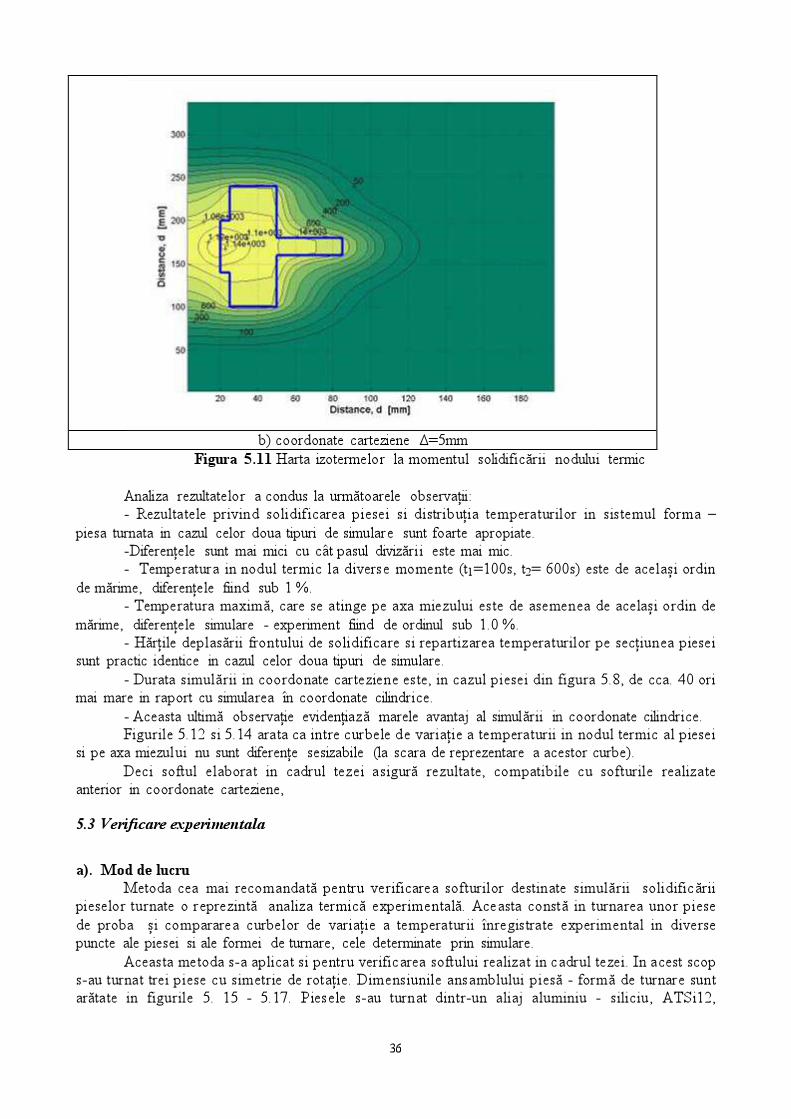
36
b) coordonate carteziene ∆=5mm Figura 5.11 Harta izotermelor la momentul solidificării nodului termic
Analiza rezultatelor a condus la următoarele observații : - Rezultatele privind solidif icarea piesei si distribuția temperaturilor in sistemul forma –
piesa turnata in cazul celor doua tipuri de simulare sunt foarte apropiate. -Diferențele sunt mai mici cu cât pasul divizări i este mai mic. - Temperatura in nodul termic la diverse momente (t1=100s, t2= 600s) este de același ordin
de mărime, diferențele fiind sub 1 %. - Temperatura maximă, care se atinge pe axa miezului este de asemenea de același ordin de
mărime, diferențele simulare - experiment fiind de ordinul sub 1.0 %. - Hărțile deplasării frontului de solidificare si repartizarea temperaturilor pe secțiunea piesei
sunt practic identice in cazul celor doua tipuri de simulare. - Durata simulării in coordonate carteziene este, in cazul piesei din figura 5.8, de cca. 40 ori
mai mare in raport cu simularea în coordonate cilindrice. - Aceasta ultimă observație evidențiază marele avantaj al simulării in coordonate cilindrice. Figurile 5.12 si 5.14 arata ca intre curbele de variație a temperaturii in nodul termic al piesei
si pe axa miezul ui nu sunt diferențe sesizabile (la scara de reprezentare a acestor curbe). Deci softul elaborat in cadrul tezei asigură rezultate, compatibile cu softurile realizate
anterior in coordonate carteziene,
5.3 Verificare experimentala
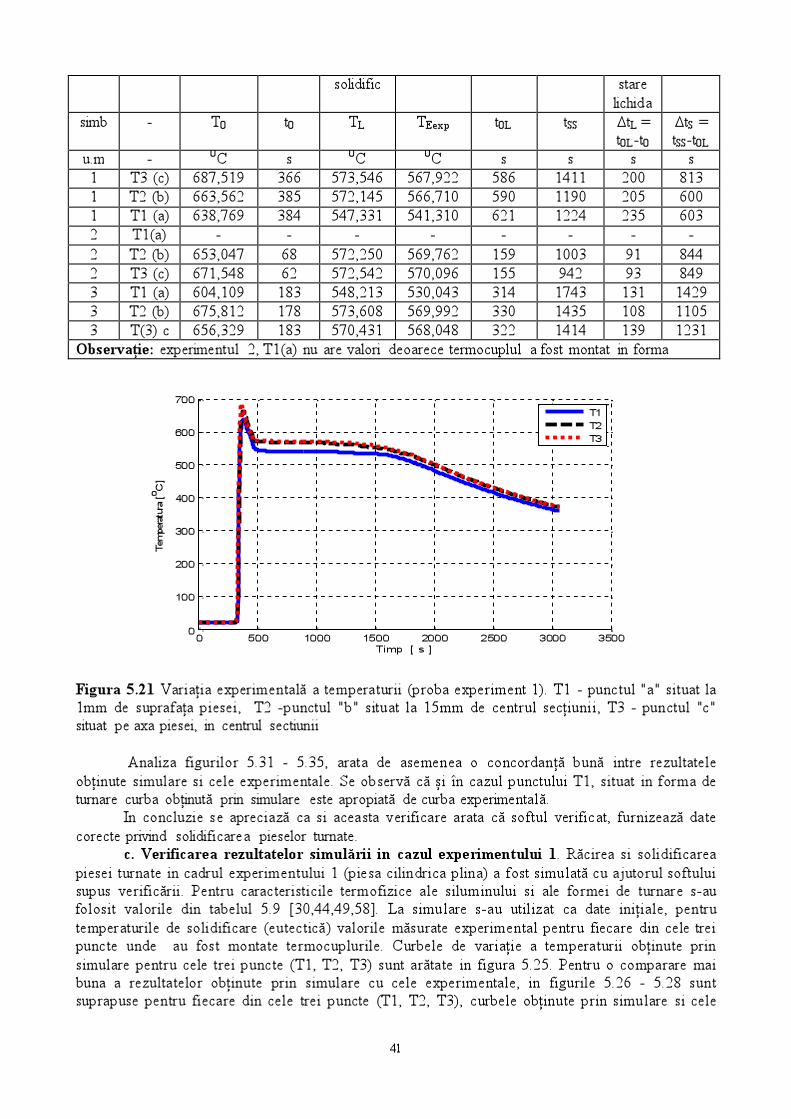
a). Mod de lucru Metoda cea mai recomandată pentru verificarea softuri lor destinate simulării solidificării pieselor turnate o reprezintă analiza termică experimentală. Aceasta constă in turnarea unor piese de proba și compararea curbelor de variație a temperaturii înregistrate experimental in diverse puncte ale piesei si ale formei de turnare, cele determinate prin simulare. Aceasta metoda s-a aplicat si pentru verificarea softului realizat in cadrul tezei. In acest scop s-au turnat trei piese cu simetrie de rotație. Dimensiunile ansamblului piesă - formă de turnare sunt arătate in figurile 5. 15 - 5.17. Piesele s-au turnat dintr-un aliaj aluminiu - sil iciu, ATSi12,
37
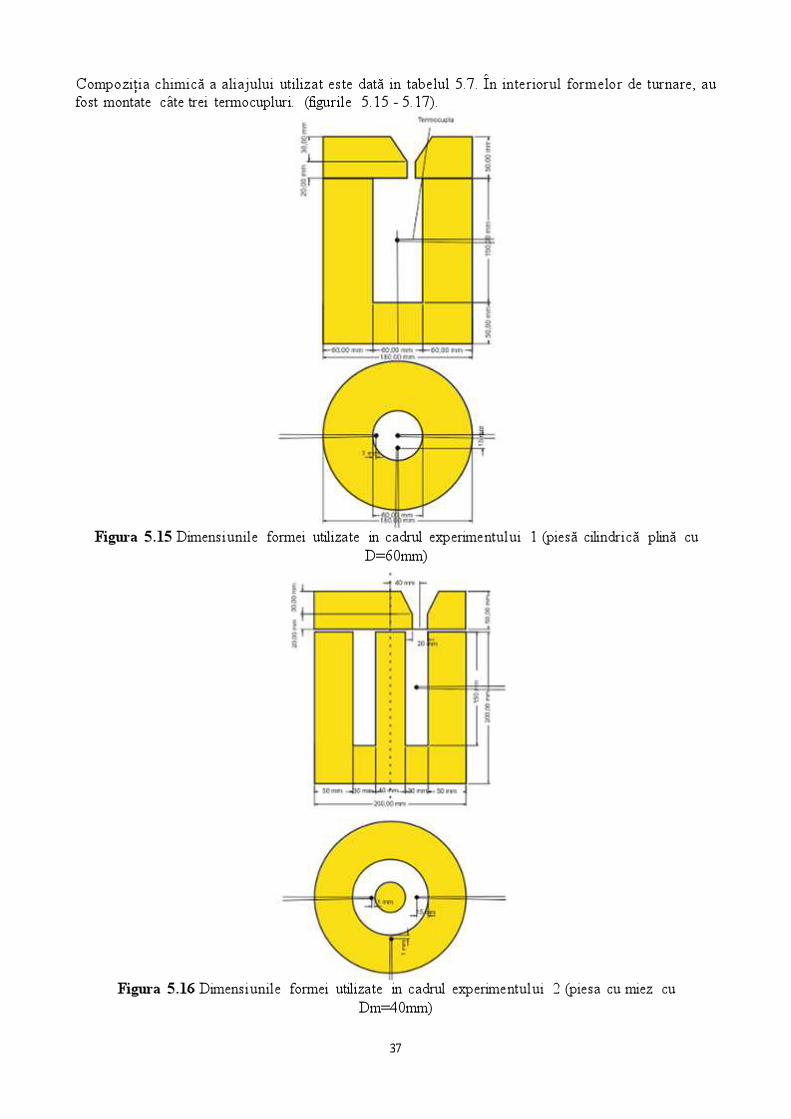
Compoziția chimică a aliajului util izat este dată in tabelul 5.7. În interiorul formelor de turnare, au fost montate câte trei termocupluri. (figurile 5.15 - 5.17).
Figura 5.15 Dimensi unile formei util izate in cadrul experimentul ui 1 (piesă cilindrică plină cu
D=60mm)
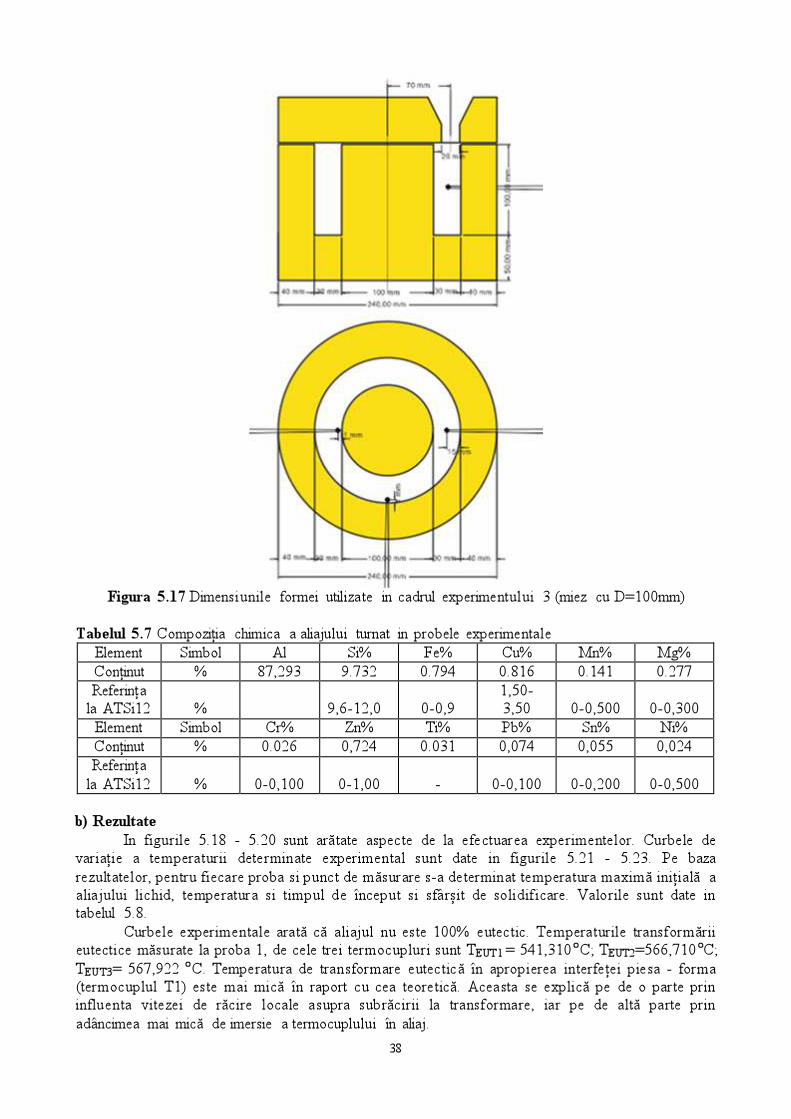
Figura 5.16 Dimensi unile formei util izate in cadrul experimentul ui 2 (piesa cu miez cu
Dm=40mm)
38
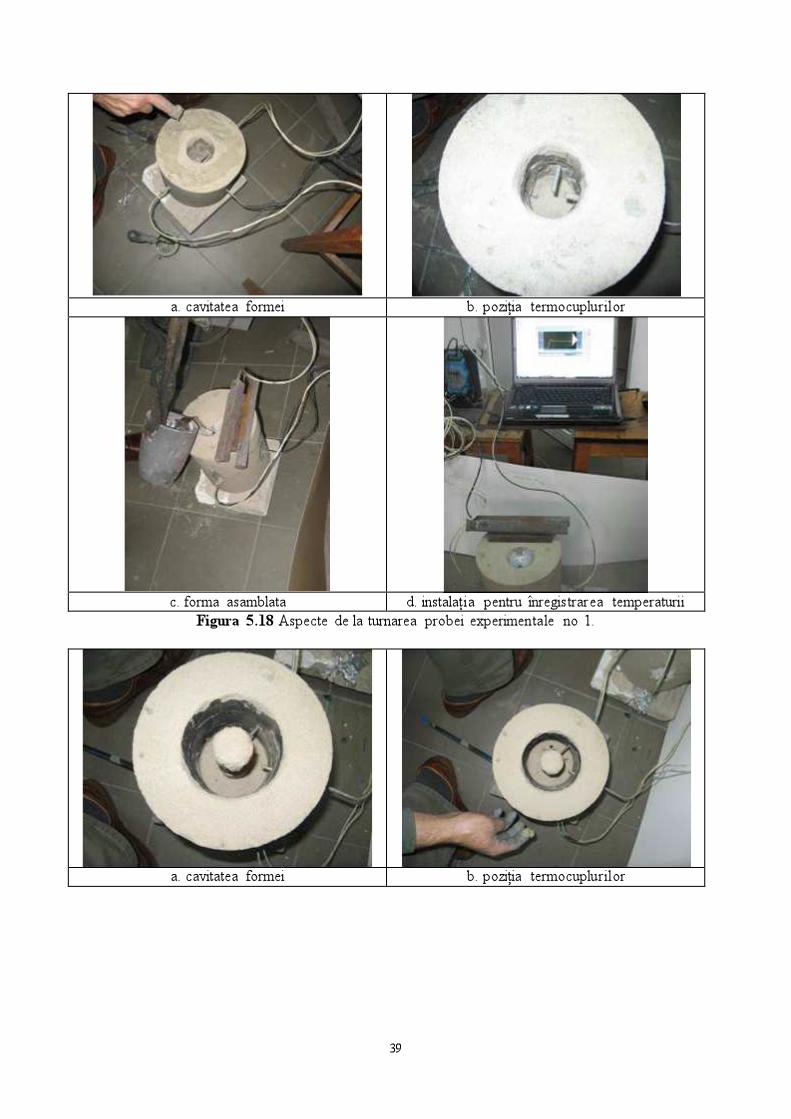
Figura 5.17 Dimensi unile formei util izate in cadrul experimentul ui 3 (miez cu D=100mm)
Tabelul 5.7 Compoziția chimica a aliajului turnat in probele experimentale
Element Simbol Al Si% Fe% Cu% Mn% Mg% Conținut % 87,293 9.732 0.794 0.816 0.141 0.277 Referința
la ATSi12
%
9,6-12,0
0-0,9
1,50- 3,50
0-0,500
0-0,300
Element Simbol Cr% Zn% Ti% Pb% Sn% Ni% Conținut % 0.026 0,724 0.031 0,074 0,055 0,024 Referința
la ATSi12
%
0-0,100
0-1,00 -
0-0,100
0-0,200
0-0,500
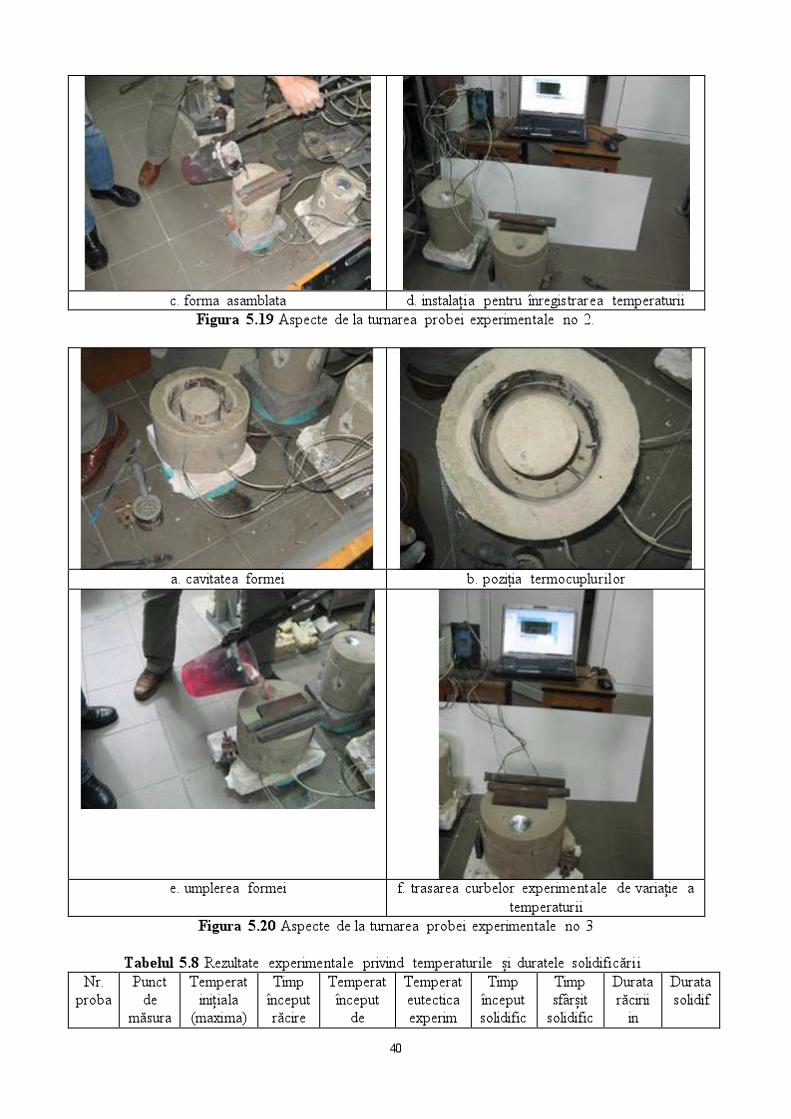
b) Rezultate In figurile 5.18 - 5.20 sunt arătate aspecte de la efectuarea experimentelor. Curbele de variație a temperaturii determinate experimental sunt date in figurile 5.21 - 5.23. Pe baza rezultatelor, pentru fiecare proba si punct de măsurare s-a determinat temperatura maximă inițială a aliajului l ichid, temperatura si timpul de început si sfârșit de solidif icare. Valorile sunt date in tabelul 5.8. Curbele experimentale arată că aliajul nu este 100% eutectic. Temperaturile transformării eutectice măsurate la proba 1, de cele trei termocupluri sunt TEUT1 = 541,310 oC; TEUT2=566,710 oC; TEUT3= 567,922 oC. Temperatura de transformare eutectică în apropierea interfeței piesa - forma (termocuplul T1) este mai mică în raport cu cea teoretică. Aceasta se explică pe de o parte prin influenta vitezei de răcire locale asupra subrăcirii la transformare, iar pe de altă parte prin adâncimea mai mică de imersie a termocuplului în aliaj.
39
a. cavitatea formei b. poziția termocuplurilor
c. forma asamblata d. instalația pentru înregistrarea temperaturii Figura 5.18 Aspecte de la turnarea probei experimentale no 1.
a. cavitatea formei b. poziția termocuplurilor
40
c. forma asamblata d. instalația pentru înregistrarea temperaturii Figura 5.19 Aspecte de la turnarea probei experimentale no 2.
a. cavitatea formei b. poziția termocuplurilor
e. umplerea formei f. trasarea curbelor experimentale de variație a temperaturii
Figura 5.20 Aspecte de la turnarea probei experimentale no 3 Tabelul 5.8 Rezultate experimentale privind temperaturile și duratele solidificări i
Nr. proba
Punct de
măsura
Temperat inițiala
(maxima)
Timp început răcire
Temperat început
de
Temperat eutectica experim
Timp început solidific
Timp sfârșit
solidific
Durata răcirii
in
Durata solidif
41
solidific stare lichida
simb - T0 t0 TL TEexp t0L tSS ∆tL = t0L-t0
∆tS = tSS-t0L
u.m - 0C s 0C 0C s s s s 1 T3 (c) 687,519 366 573,546 567,922 586 1411 200 813 1 T2 (b) 663,562 385 572,145 566,710 590 1190 205 600 1 T1 (a) 638,769 384 547,331 541,310 621 1224 235 603 2 T1(a) - - - - - - - - 2 T2 (b) 653,047 68 572,250 569,762 159 1003 91 844 2 T3 (c) 671,548 62 572,542 570,096 155 942 93 849 3 T1 (a) 604,109 183 548,213 530,043 314 1743 131 1429 3 T2 (b) 675,812 178 573,608 569,992 330 1435 108 1105 3 T(3) c 656,329 183 570,431 568,048 322 1414 139 1231
Observație: experimentul 2, T1(a) nu are valori deoarece termocuplul a fost montat in forma
Figura 5.21 Variația experimentală a temperaturii (proba experiment 1). T1 - punctul "a" situat la 1mm de suprafața piesei, T2 -punctul "b" situat la 15mm de centrul secțiuni i, T3 - punctul "c" situat pe axa piesei, in centrul sectiunii Analiza figurilor 5.31 - 5.35, arata de asemenea o concordanță bună intre rezultatele obținute simulare si cele experimentale. Se observă că și în cazul punctului T1, situat in forma de turnare curba obținută prin simulare este apropiată de curba experimentală. In concluzie se apreciază ca si aceasta verificare arata că softul verificat, furnizează date corecte privind solidificarea pieselor turnate. c. Verificarea rezultatelor simulării in cazul experimentului 1. Răcirea si solidificarea piesei turnate in cadrul experimentului 1 (piesa cilindrica plina) a fost simu lată cu ajutorul softului supus verificării. Pentru caracteristicile termofizice ale silum inului si ale formei de turnare s-au folosit valorile din tabelul 5.9 [30,44,49,58]. La simu lare s-au util izat ca date inițiale, pentru temperaturile de solidificare (eutectică) valorile măsurate experimental pentru fiecare din cele trei puncte unde au fost montate termocuplurile. Curbele de variație a temperaturii obținute prin simulare pentru cele trei puncte (T1, T2, T3) sunt arătate in figura 5.25. Pentru o comparare mai buna a rezultatelor obținute prin simulare cu cele experimentale, in figurile 5.26 - 5.28 sunt suprapuse pentru fiecare din cele trei puncte (T1, T2, T3), curbele obținute prin simu lare si cele
0 500 1000 1500 2000 2500 3000 35000
100
200
300
400
500
600
700
Timp [ s ]
Tem
pera
tura
[ 0C
]
T1
T2
T3
42
determinate experimental. In aceste figuri se evidențiază bine faptul că aliajul prezintă un mic interval de solidificare. Analiza figurilor 5.25 - 5.28, arată o concordanță bună intre rezultatele obținute simu lare si cele experimentale. Apar mici diferențe in partea finală a curbelor, in zona răcirii în stare solidă. Aceste diferențe se explică prin eventuale abateri ale valorilor caracteristicilor termofizice util izate la simulare. In concluzie se apreciază ca softul verificat, furnizează date corecte privind solidificarea pieselor turnate (timp de solidificare si repartizarea temperaturilor).
Figura 5.23 Variația experimentală a temperaturii (proba experiment 2). T1 - punctul "a" situat la 1mm de suprafața interioară a piesei turnate, T2 - punctul "b" situat a la 15mm de suprafața interioară a piesei, T3 - punctul "c" situat in formă, la 1mm de suprafața exterioară a piesei
Figura 5.24 Variatia experimentală a temperaturii (proba experiment 3). T1 - punctul "a" situat la 1mm de suprafata interioara a piesei (la 1mm de miezul interior din centrul probei), T2 - punctul
"b" situat la mijlocul peretelui piesei (la 15mm de suprafata piesei), T3 - punctul "c" situat la 1mm de suprafața exterioară a piesei
T1
T2
T3
T1
T2
T3
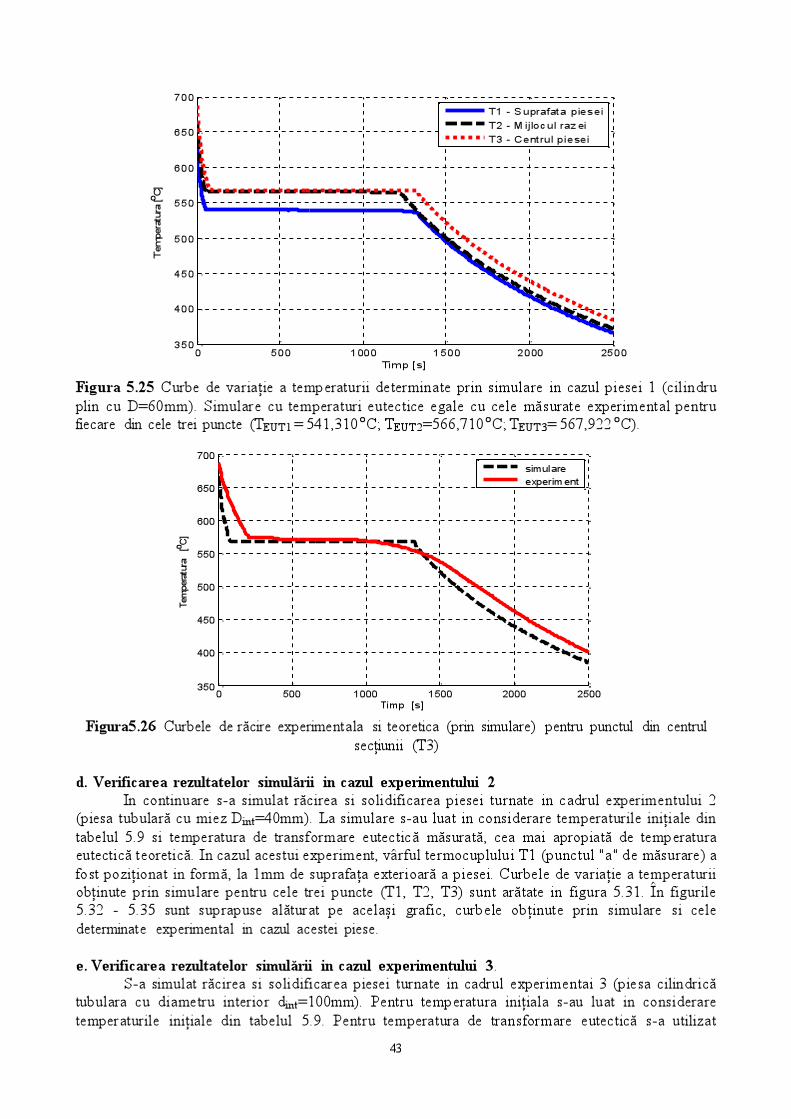
43
Figura 5.25 Curbe de variație a temperaturii determinate prin simulare in cazul piesei 1 (cil indru plin cu D=60mm). Simulare cu temperaturi eutectice egale cu cele măsurate experimental pentru fiecare din cele trei puncte (TEUT1 = 541,310 oC; TEUT2=566,710 oC; TEUT3= 567,922 oC).
Figura5.26 Curbele de răcire experimentala si teoretica (prin simulare) pentru punctul din centrul
secțiunii (T3)
d. Verificarea rezultatelor simulării in cazul experimentului 2 In continuare s-a simulat răcirea si solidificarea piesei turnate in cadrul experimentului 2 (piesa tubulară cu miez Dint=40mm). La simulare s-au luat in considerare temperaturile inițiale din tabelul 5.9 si temperatura de transformare eutectică măsurată, cea mai apropiată de temperatura eutectică teoretică. In cazul acestui experiment, vârful termocuplulu i T1 (punctul "a" de măsurare) a fost poziționat in formă, la 1mm de suprafața exterioară a piesei. Curbele de variație a temperaturii obținute prin simu lare pentru cele trei puncte (T1, T2, T3) sunt arătate in figura 5.31. În figurile 5.32 - 5.35 sunt suprapuse alăturat pe același grafic, curbele obținute prin simulare si cele determinate experimental in cazul acestei piese. e. Verificarea rezultatelor simulării in cazul experimentului 3. S-a simulat răcirea si solidificarea piesei turnate in cadrul experimentai 3 (piesa cilindrică tubulara cu diametru interior dint=100mm). Pentru temperatura inițiala s-au luat in considerare temperaturile inițiale din tabelul 5.9. Pentru temperatura de transformare eutectică s-a util izat
0 500 1000 1500 2000 2500350
400
450
500
550
600
650
700
Timp [s]
Tem
pera
tura
[oC
]
T1 - Suprafata piesei
T2 - Mijlocul razei
T3 - Centrul piesei
0 500 1000 1500 2000 2500350
400
450
500
550
600
650
700
Timp [s]
Tem
pera
tura
[0C]
simulare
experiment
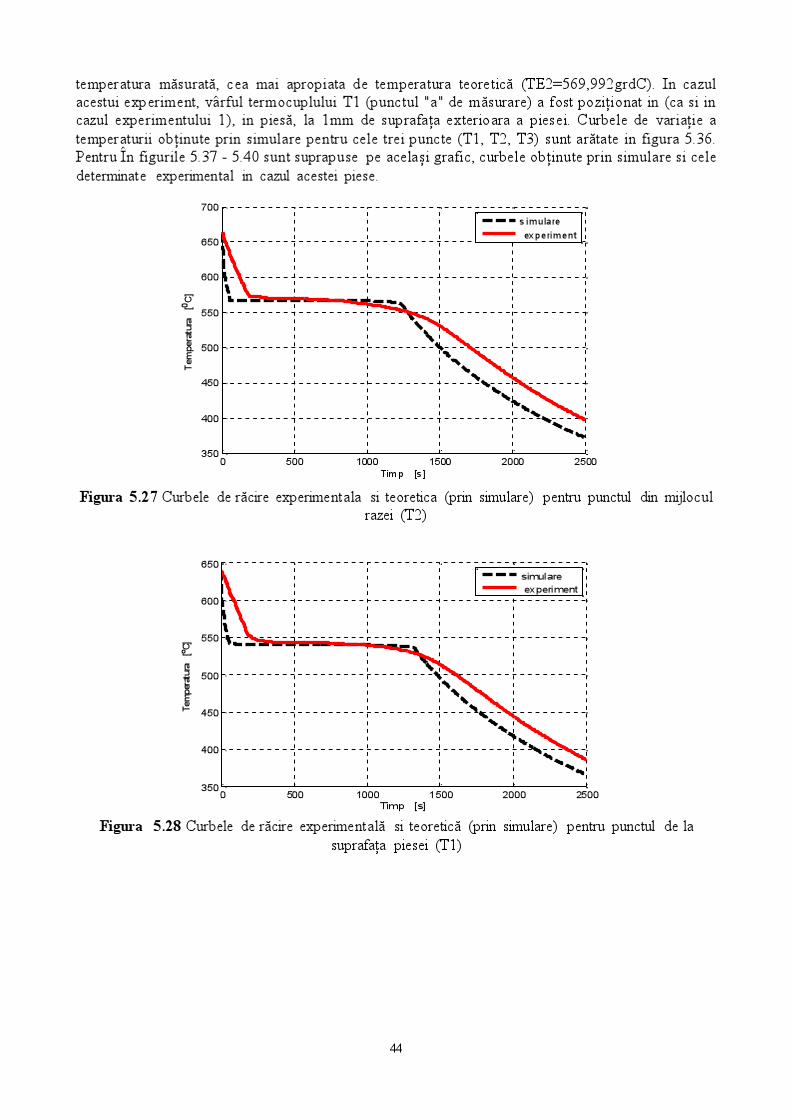
44
temperatura măsurată, cea mai apropiata de temperatura teoretică (TE2=569,992grdC). In cazul acestui experiment, vârful termocuplului T1 (punctul "a" de măsurare) a fost poziționat in (ca si in cazul experimentului 1), in piesă, la 1mm de suprafața exterioara a piesei. Curbele de variație a temperaturii obținute prin simulare pentru cele trei puncte (T1, T2, T3) sunt arătate in figura 5.36. Pentru În figurile 5.37 - 5.40 sunt suprapuse pe același grafic, curbele obținute prin simulare si cele determinate experimental in cazul acestei piese.
Figura 5.27 Curbele de răcire experimentala si teoretica (prin simulare) pentru punctul din mijlocul
razei (T2)
Figura 5.28 Curbele de răcire experimentală si teoretică (prin simulare) pentru punctul de la
suprafața piesei (T1)
0 500 1000 1500 2000 2500350
400
450
500
550
600
650
700
Timp [s]
Tem
pera
tura
[0C
]
s imulare
experiment
0 500 1000 1500 2000 2500350
400
450
500
550
600
650
Timp [s]
Tem
per
atura
[oC]
simulare
experiment
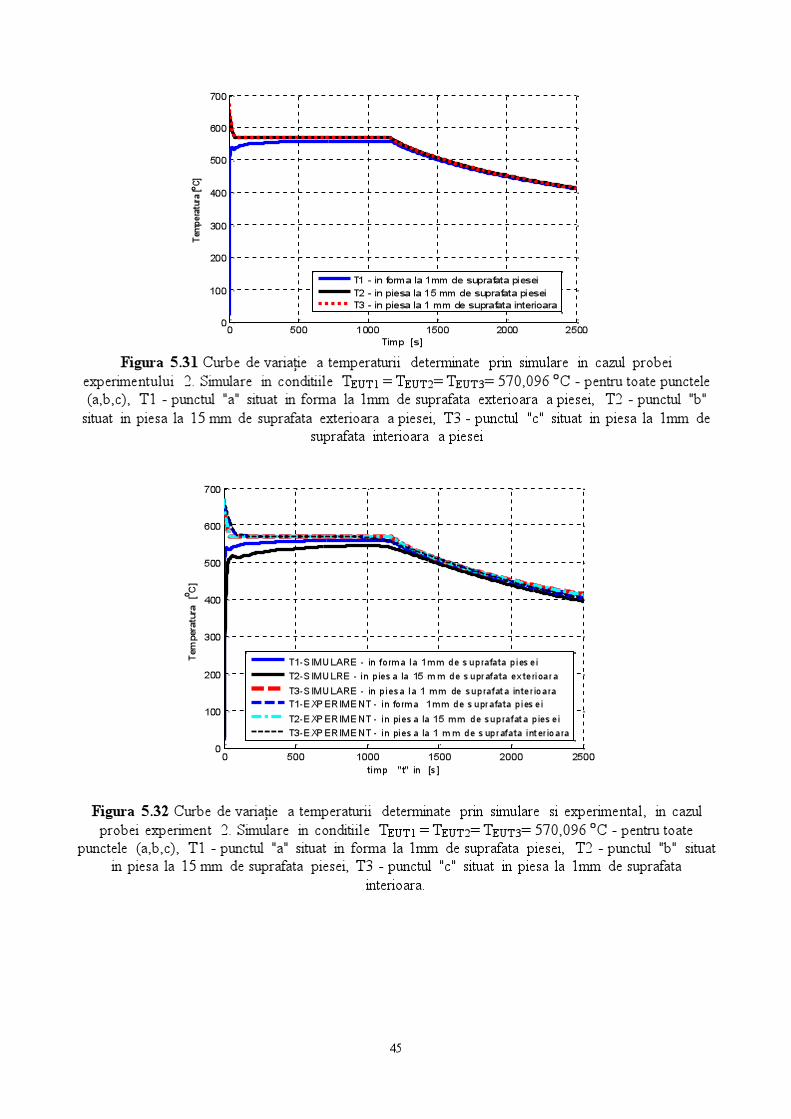
45
Figura 5.31 Curbe de variație a temperaturii determinate prin simulare in cazul probei
experimentului 2. Simulare in conditii le TEUT1 = TEUT2= TEUT3= 570,096 oC - pentru toate punctele (a,b,c), T1 - punctul "a" situat in forma la 1mm de suprafata exterioara a piesei, T2 - punctul "b"
situat in piesa la 15 mm de suprafata exterioara a piesei, T3 - punctul "c" situat in piesa la 1mm de suprafata interioara a piesei
Figura 5.32 Curbe de variație a temperaturii determinate prin simulare si experimental, in cazul probei experiment 2. Simulare in conditii le TEUT1 = TEUT2= TEUT3= 570,096 oC - pentru toate
punctele (a,b,c), T1 - punctul "a" situat in forma la 1mm de suprafata piesei, T2 - punctul "b" situat in piesa la 15 mm de suprafata piesei, T3 - punctul "c" situat in piesa la 1mm de suprafata
interioara.
0 500 1000 1500 2000 25000
100
200
300
400
500
600
700
Timp [s]
Tem
pera
tura
[oC]
T1 - in forma la 1mm de suprafata piesei
T2 - in piesa la 15 mm de suprafata piesei
T3 - in piesa la 1 mm de suprafata interioara
0 500 1000 1500 2000 25000
100
200
300
400
500
600
700
timp "t" in [s ]
Tem
pera
tura
[o
C]
T1-SIMULARE - in forma la 1mm de s uprafata pies ei
T2-SIMULRE - in pies a la 15 mm de s uprafata exterioara
T3-SIMULARE - in piesa la 1 mm de suprafata interioara
T1-EXPERIMENT - in forma 1mm de s uprafata pies ei
T2-EXPERIMENT - in pies a la 15 mm de suprafata pies ei
T3-EXPERIMENT - in pies a la 1 mm de s uprafata interioara
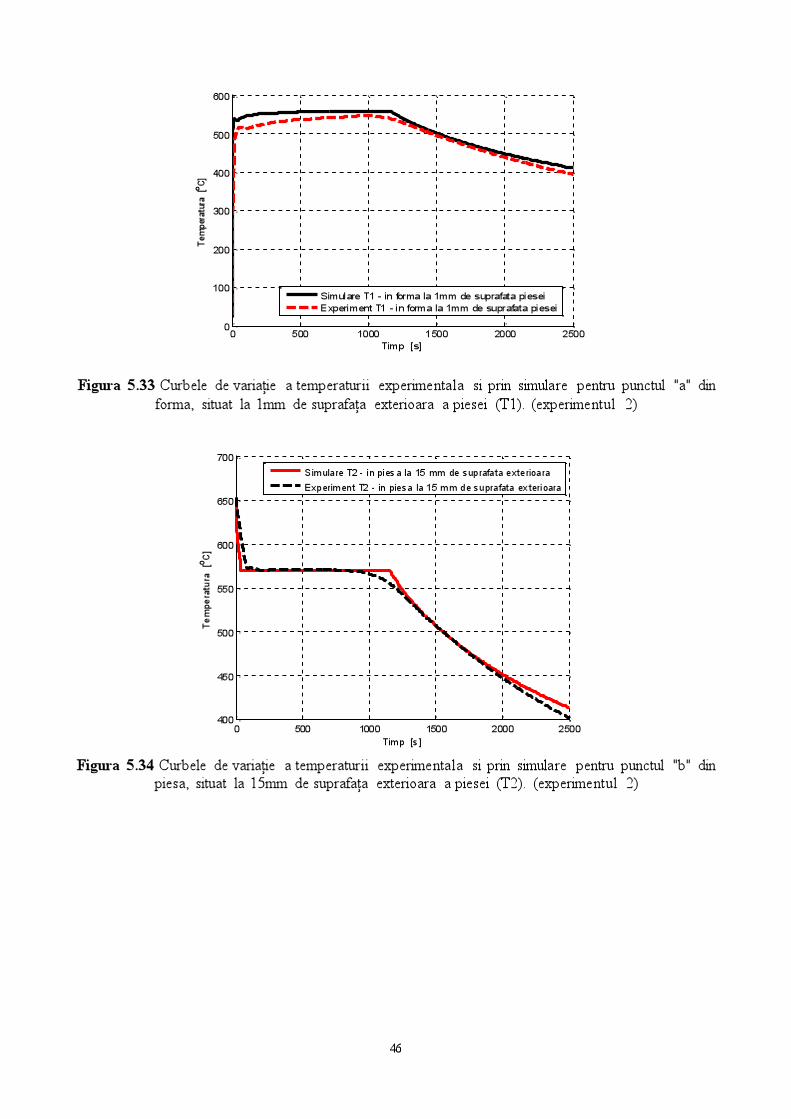
46
Figura 5.33 Curbele de variație a temperaturii experimentala si prin simulare pentru punctul "a" din forma, situat la 1mm de suprafața exterioara a piesei (T1). (experimentul 2)
Figura 5.34 Curbele de variație a temperaturii experimentala si prin simulare pentru punctul "b" din
piesa, situat la 15mm de suprafața exterioara a piesei (T2). (experimentul 2)
0 500 1000 1500 2000 25000
100
200
300
400
500
600
Timp [s]
Tem
per
atu
ra [o
C]
Simulare T1 - in forma la 1mm de suprafata piesei
Experiment T1 - in forma la 1mm de suprafata piesei
0 500 1000 1500 2000 2500400
450
500
550
600
650
700
Timp [s ]
Te
mpe
ratu
ra
[oC
]
Simulare T2 - in pies a la 15 mm de suprafata exterioara
Experiment T2 - in piesa la 15 mm de suprafata exterioara
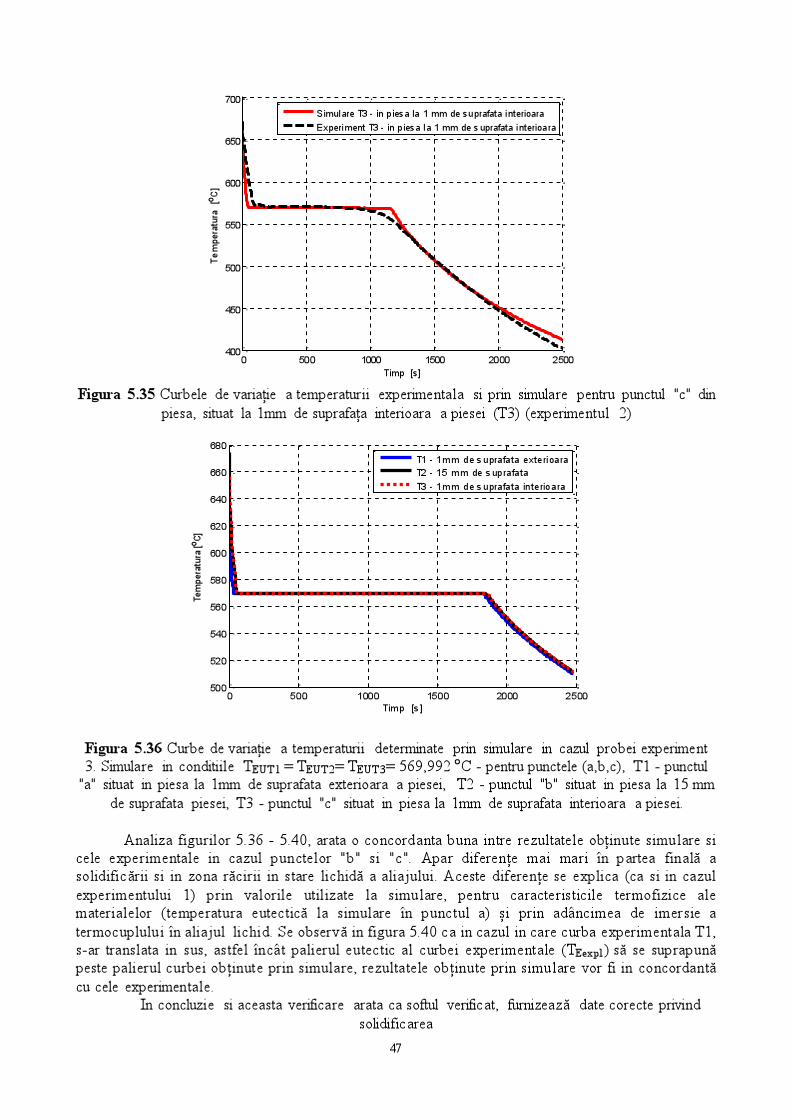
47
Figura 5.35 Curbele de variație a temperaturii experimentala si prin simulare pentru punctul "c" din
piesa, situat la 1mm de suprafața interioara a piesei (T3) (experimentul 2)
Figura 5.36 Curbe de variație a temperaturii determinate prin simulare in cazul probei experiment 3. Simulare in conditii le TEUT1 = TEUT2= TEUT3= 569,992 oC - pentru punctele (a,b,c), T1 - punctul
"a" situat in piesa la 1mm de suprafata exterioara a piesei, T2 - punctul "b" situat in piesa la 15 mm de suprafata piesei, T3 - punctul "c" situat in piesa la 1mm de suprafata interioara a piesei.
Analiza figurilor 5.36 - 5.40, arata o concordanta buna intre rezultatele obținute simu lare si cele experimentale in cazul punctelor "b" si "c". Apar diferențe mai mari în partea finală a solidificării si in zona răcirii in stare lichidă a aliajului. Aceste diferențe se explica (ca si in cazul experimentului 1) prin valorile util izate la simu lare, pentru caracteristicile termofizice ale materialelor (temperatura eutectică la simulare în punctul a) și prin adâncimea de imersie a termocuplulu i în aliajul l ichid. Se observă in figura 5.40 ca in cazul in care curba experimentala T1, s-ar translata in sus, astfel încât palierul eutectic al curbei experimentale (TEexp1) să se suprapună peste palierul curbei obținute prin simulare, rezultatele obținute prin simu lare vor fi in concordantă cu cele experimentale.
In concluzie si aceasta verificare arata ca softul verificat, furnizează date corecte privind solidificarea
0 500 1000 1500 2000 2500400
450
500
550
600
650
700
Timp [s]
Tem
pera
tura
[o
C]
Simulare T3 - in piesa la 1 mm de suprafata interioara
Experiment T3 - in piesa la 1 mm de s uprafata interioara
0 500 1000 1500 2000 2500500
520
540
560
580
600
620
640
660
680
Timp [s]
Tem
pera
tura
[oC]
T1 - 1mm de suprafata exterioara
T2 - 15 mm de suprafata
T3 - 1mm de suprafata interioara
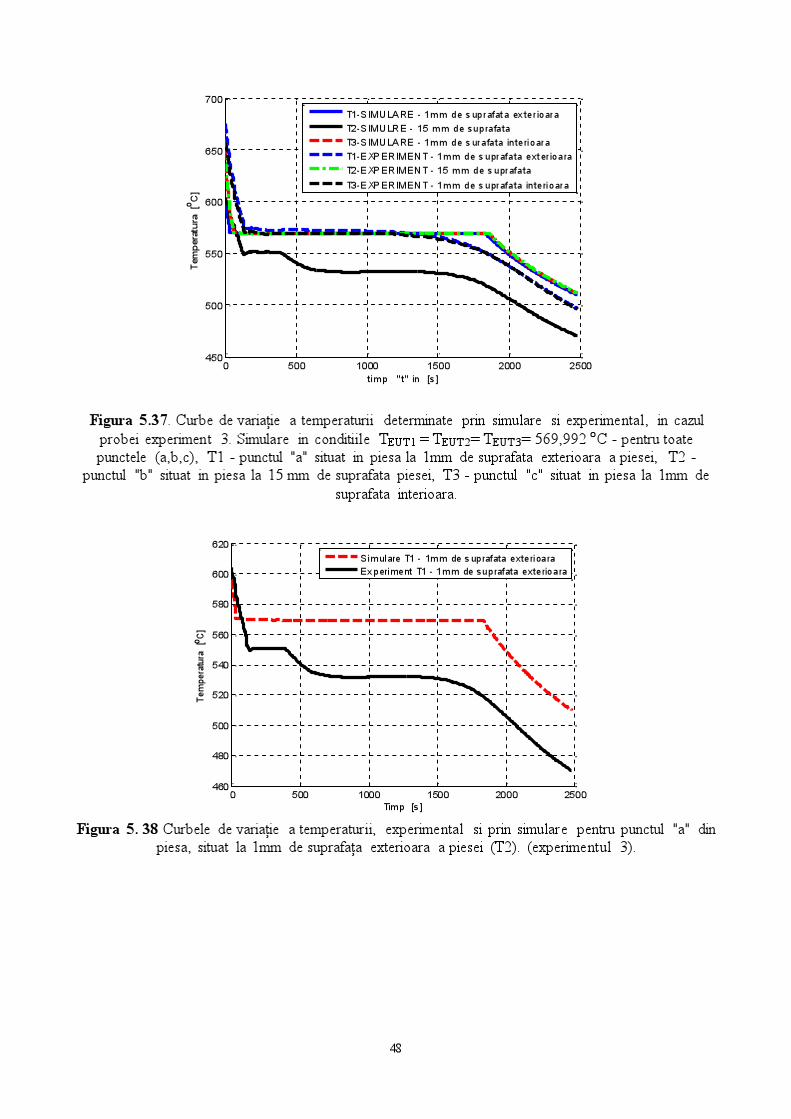
48
Figura 5.37. Curbe de variație a temperaturii determinate prin simulare si experimental, in cazul probei experiment 3. Simulare in conditii le TEUT1 = TEUT2= TEUT3= 569,992 oC - pentru toate punctele (a,b,c), T1 - punctul "a" situat in piesa la 1mm de suprafata exterioara a piesei, T2 -
punctul "b" situat in piesa la 15 mm de suprafata piesei, T3 - punctul "c" situat in piesa la 1mm de suprafata interioara.
Figura 5. 38 Curbele de variație a temperaturii, experimental si prin simulare pentru punctul "a" din
piesa, situat la 1mm de suprafața exterioara a piesei (T2). (experimentul 3).
0 500 1000 1500 2000 2500450
500
550
600
650
700
timp "t" in [s ]
Tem
pera
tura
[o
C]
T1-SIMULARE - 1mm de s uprafata exterioara
T2-SIMULRE - 15 mm de suprafata
T3-SIMULARE - 1mm de s urafata interioara
T1-EXPERIMENT - 1mm de s uprafata exterioara
T2-EXPERIMENT - 15 mm de s uprafata
T3-EXPERIMENT - 1mm de s uprafata interioara
0 500 1000 1500 2000 2500460
480
500
520
540
560
580
600
620
Timp [s]
Tem
pera
tura
[o
C]
Simulare T1 - 1mm de suprafata exterioara
Experiment T1 - 1mm de suprafata exterioara
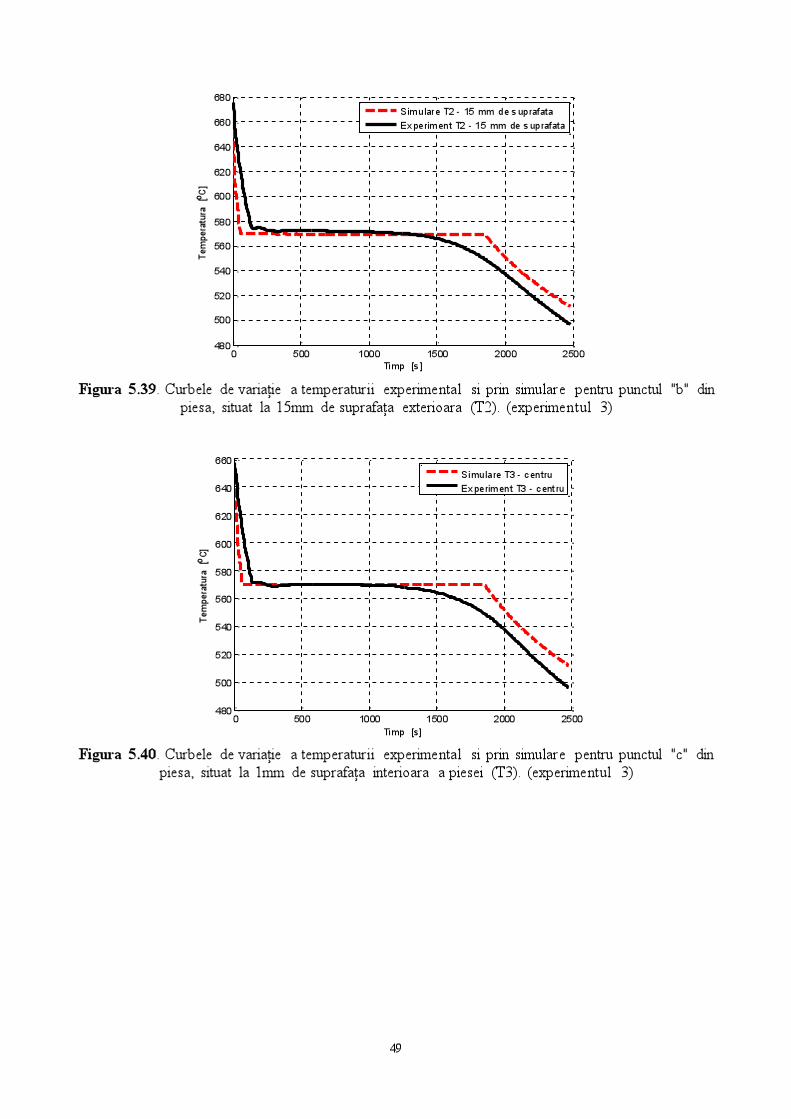
49
Figura 5.39. Curbele de variație a temperaturii experimental si prin simulare pentru punctul "b" din
piesa, situat la 15mm de suprafața exterioara (T2). (experimentul 3)
Figura 5.40. Curbele de variație a temperaturii experimental si prin simulare pentru punctul "c" din
piesa, situat la 1mm de suprafața interioara a piesei (T3). (experimentul 3)
0 500 1000 1500 2000 2500480
500
520
540
560
580
600
620
640
660
680
Timp [s]
Tem
pera
tura
[o
C]
S imulare T2 - 15 mm de suprafata
Experiment T2 - 15 mm de suprafata
0 500 1000 1500 2000 2500480
500
520
540
560
580
600
620
640
660
Timp [s]
Tem
pera
tura
[o
C]
Simulare T3 - centru
Experiment T3 - centru
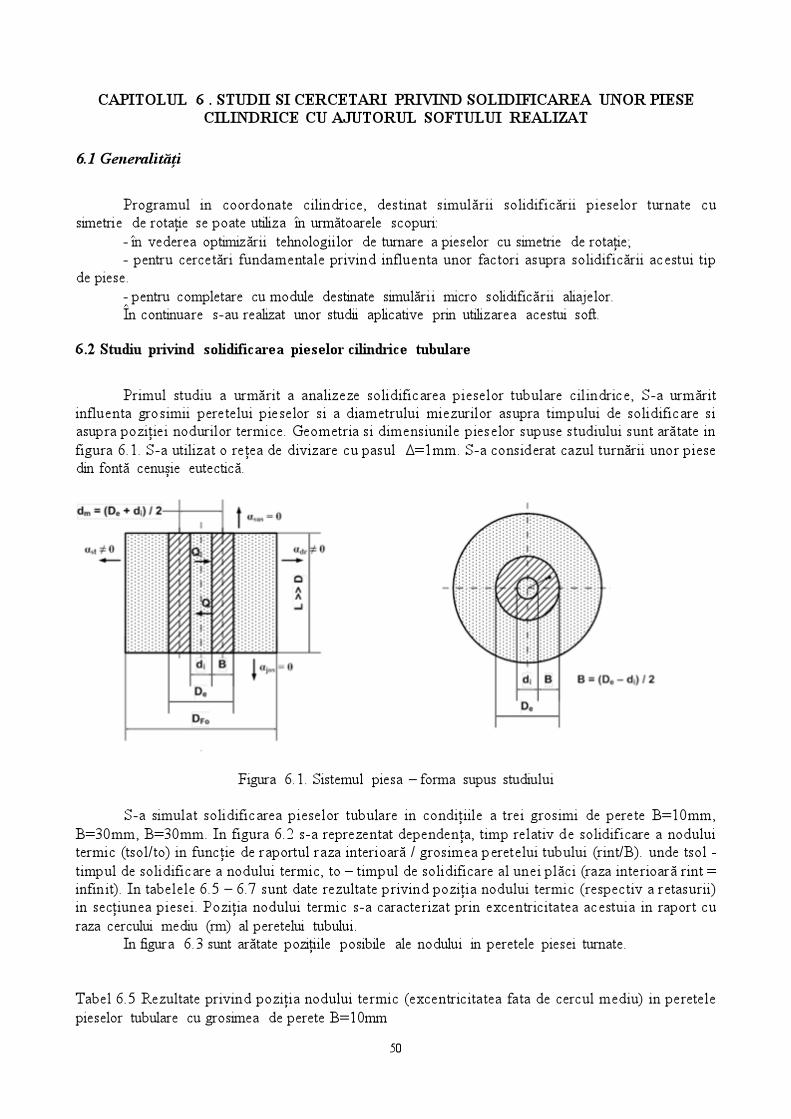
50
CAPITOLUL 6 . STUDII SI CERCETARI PRIVIND SOLIDIFICAREA UNOR PIESE CILINDRICE CU AJUTORUL SOFTULUI REALIZAT
6.1 Generalități
Programul in coordonate cilindrice, destinat simulări i solidif icării pieselor turnate cu
simetrie de rotație se poate utiliza în următoarele scopuri: - în vederea optimizării tehnologii lor de turnare a pieselor cu simetrie de rotație; - pentru cercetări fundamentale privind influenta unor factori asupra solidif icării acestui tip
de piese. - pentru completare cu module destinate simulări i micro solidificării aliajelor.
În continuare s-au realizat unor studii aplicative prin utilizarea acestui soft.
6.2 Studiu privind solidificarea pieselor cilindrice tubulare
Primul studiu a urmărit a analizeze solidificarea pieselor tubulare cil indrice, S-a urmărit
influenta grosimii peretelui pieselor si a diametrului miezurilor asupra timpului de solidificare si asupra poziției nodurilor termice. Geometria si dimensiunile pieselor supuse studiului sunt arătate in figura 6.1. S-a util izat o rețea de divizare cu pasul ∆=1mm. S-a considerat cazul turnării unor piese din fontă cenușie eutectică.
Figura 6.1. Sistemul piesa – forma supus studiului
S-a simulat solidificarea pieselor tubulare in condiț ii le a trei grosimi de perete B=10mm, B=30mm, B=30mm. In figura 6.2 s-a reprezentat dependența, timp relativ de solidif icare a nodului termic (tsol/to) in funcție de raportul raza interioară / grosimea peretelui tubului (rint/B). unde tsol - timpul de solidificare a nodului termic, to – timpul de solidificare al unei plăci (raza interioară rint = infin it). In tabelele 6.5 – 6.7 sunt date rezultate privind poziția nodului termic (respectiv a retasurii) in secțiunea piesei. Poziția nodului termic s-a caracterizat prin excentricitatea acestuia in raport cu raza cercului mediu (rm) al peretelui tubului.
In figura 6.3 sunt arătate poziții le posibile ale nodului in peretele piesei turnate.
Tabel 6.5 Rezultate privind poziția nodului termic (excentricitatea fata de cercul mediu) in peretele pieselor tubulare cu grosimea de perete B=10mm
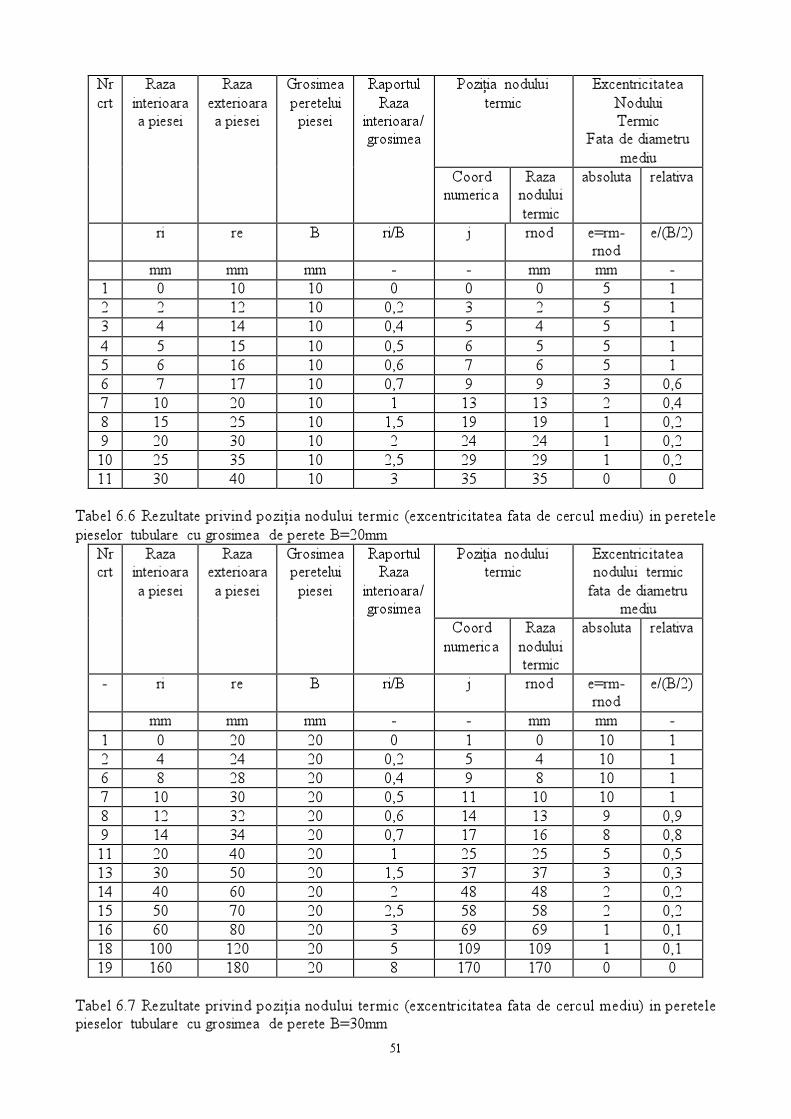
51
Nr crt
Raza interioara a piesei
Raza exterioara a piesei
Grosimea peretelui piesei
Raportul Raza
interioara/ grosimea
Poziția nodului termic
Excentricitatea Nodului Termic
Fata de diametru mediu
Coord numerica
Raza nodului termic
absoluta relativa
ri re B ri/B j rnod e=rm-rnod
e/(B/2)
mm mm mm - - mm mm - 1 0 10 10 0 0 0 5 1 2 2 12 10 0,2 3 2 5 1 3 4 14 10 0,4 5 4 5 1 4 5 15 10 0,5 6 5 5 1 5 6 16 10 0,6 7 6 5 1 6 7 17 10 0,7 9 9 3 0,6 7 10 20 10 1 13 13 2 0,4 8 15 25 10 1,5 19 19 1 0,2 9 20 30 10 2 24 24 1 0,2 10 25 35 10 2,5 29 29 1 0,2 11 30 40 10 3 35 35 0 0
Tabel 6.6 Rezultate privind poziția nodului termic (excentricitatea fata de cercul mediu) in peretele pieselor tubulare cu grosimea de perete B=20mm
Nr crt
Raza interioara a piesei
Raza exterioara a piesei
Grosimea peretelui piesei
Raportul Raza
interioara/ grosimea
Poziția nodului termic
Excentricitatea nodului termic
fata de diametru mediu
Coord numerica
Raza nodului termic
absoluta relativa
- ri re B ri/B j rnod e=rm-rnod
e/(B/2)
mm mm mm - - mm mm - 1 0 20 20 0 1 0 10 1 2 4 24 20 0,2 5 4 10 1 6 8 28 20 0,4 9 8 10 1 7 10 30 20 0,5 11 10 10 1 8 12 32 20 0,6 14 13 9 0,9 9 14 34 20 0,7 17 16 8 0,8 11 20 40 20 1 25 25 5 0,5 13 30 50 20 1,5 37 37 3 0,3 14 40 60 20 2 48 48 2 0,2 15 50 70 20 2,5 58 58 2 0,2 16 60 80 20 3 69 69 1 0,1 18 100 120 20 5 109 109 1 0,1 19 160 180 20 8 170 170 0 0
Tabel 6.7 Rezultate privind poziția nodului termic (excentricitatea fata de cercul mediu) in peretele pieselor tubulare cu grosimea de perete B=30mm
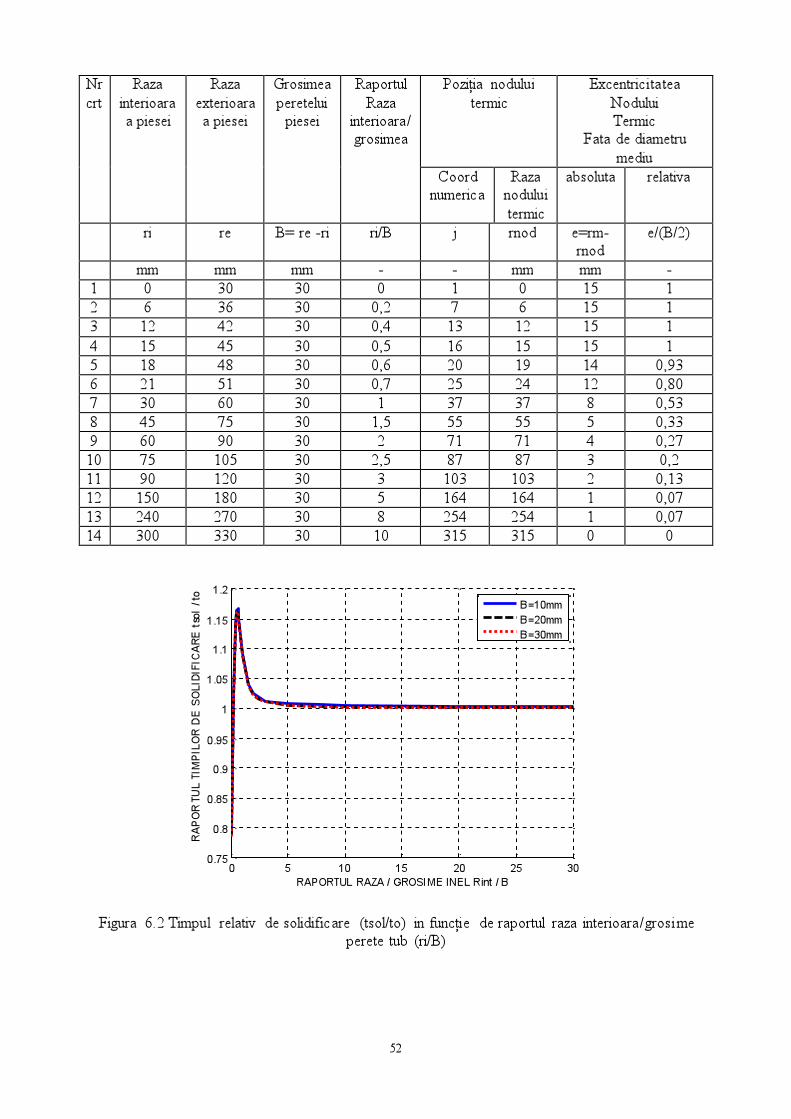
52
Nr crt
Raza interioara a piesei
Raza exterioara a piesei
Grosimea peretelui
piesei
Raportul Raza
interioara/ grosimea
Poziția nodului termic
Excentricitatea Nodului Termic
Fata de diametru mediu
Coord numerica
Raza nodului termic
absoluta relativa
ri re B= re -ri ri/B j rnod e=rm-rnod
e/(B/2)
mm mm mm - - mm mm - 1 0 30 30 0 1 0 15 1 2 6 36 30 0,2 7 6 15 1 3 12 42 30 0,4 13 12 15 1 4 15 45 30 0,5 16 15 15 1 5 18 48 30 0,6 20 19 14 0,93 6 21 51 30 0,7 25 24 12 0,80 7 30 60 30 1 37 37 8 0,53 8 45 75 30 1,5 55 55 5 0,33 9 60 90 30 2 71 71 4 0,27 10 75 105 30 2,5 87 87 3 0,2 11 90 120 30 3 103 103 2 0,13 12 150 180 30 5 164 164 1 0,07 13 240 270 30 8 254 254 1 0,07 14 300 330 30 10 315 315 0 0
Figura 6.2 Timpul relativ de solidificare (tsol/to) in funcție de raportul raza interioara/grosime perete tub (ri/B)
0 5 10 15 20 25 300.75
0.8
0.85
0.9
0.95
1
1.05
1.1
1.15
1.2
RAPORTUL RAZA / GROSI ME INEL Rint / B
R
AP
OR
TU
L T
IM
PIL
OR
DE
S
OL
ID
IF
IC
AR
E t
so
l /
to
B=10mm
B=20mm
B=30mm
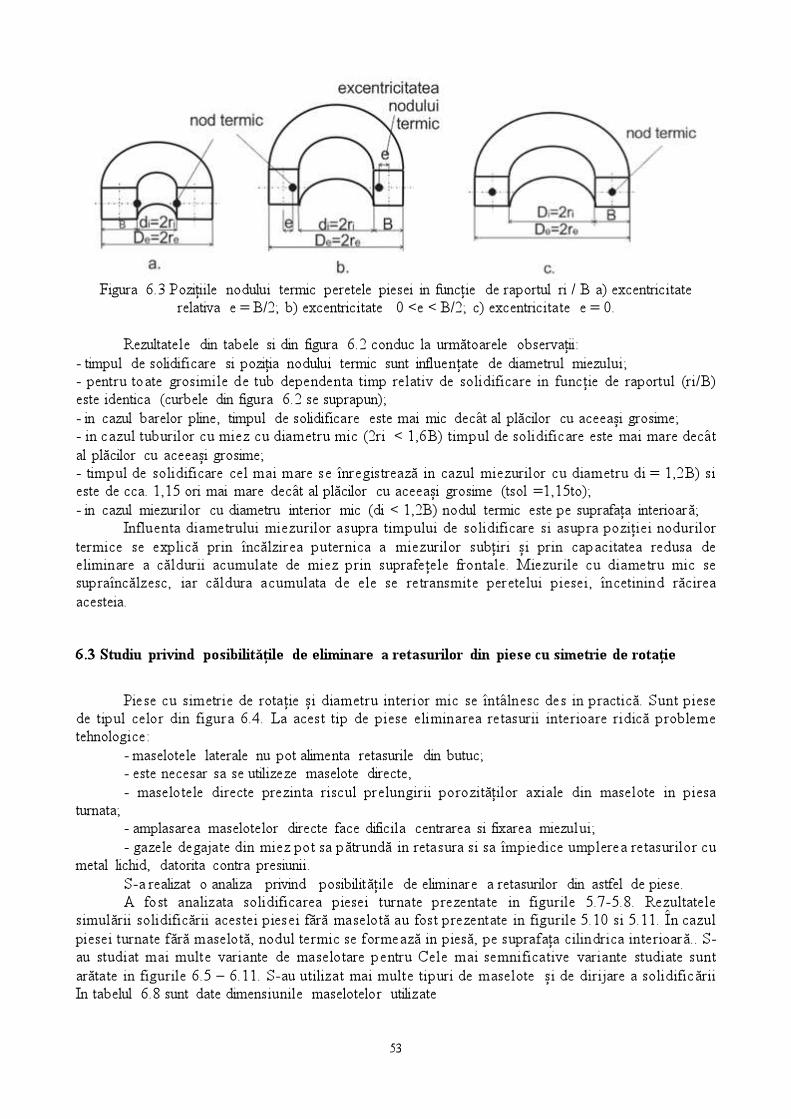
53
Figura 6.3 Poziții le nodului termic peretele piesei in funcție de raportul ri / B a) excentricitate relativa e = B/2; b) excentricitate 0 <e < B/2; c) excentricitate e = 0.
Rezultatele din tabele si din figura 6.2 conduc la următoarele observații : - timpul de solidificare si poziția nodului termic sunt influențate de diametrul miezului; - pentru toate grosimi le de tub dependenta timp relativ de solidificare in funcție de raportul (ri/B) este identica (curbele din figura 6.2 se suprapun); - in cazul barelor pline, timpul de solidificare este mai mic decât al plăcilor cu aceeași grosime; - in cazul tuburilor cu miez cu diametru mic (2ri < 1,6B) timpul de solidificare este mai mare decât al plăcilor cu aceeași grosime; - timpul de solidificare cel mai mare se înregistrează in cazul miezurilor cu diametru di = 1,2B) si este de cca. 1,15 ori mai mare decât al plăcilor cu aceeași grosime (tsol =1,15to); - in cazul miezurilor cu diametru interior mic (di < 1,2B) nodul termic este pe suprafața interioară; Influenta diametrului miezurilor asupra timpului de solidificare si asupra poziției nodurilor termice se explică prin încălzirea puternica a miezurilor subțiri și prin capacitatea redusa de eliminare a căldurii acumulate de miez prin suprafețele frontale. Miezurile cu diametru mic se supraîncălzesc, iar căldura acumulata de ele se retransmite peretelui piesei, încetinind răcirea acesteia.
6.3 Studiu privind posibilitățile de eliminare a retasurilor din piese cu simetrie de rotație
Piese cu simetrie de rotație și diametru interior mic se întâlnesc des in practică. Sunt piese
de tipul celor din figura 6.4. La acest tip de piese eliminarea retasurii interioare ridică probleme tehnologice:
- maselotele laterale nu pot alimenta retasurile din butuc; - este necesar sa se util izeze maselote directe, - maselotele directe prezinta riscul prelungirii porozităților axiale din maselote in piesa
turnata; - amplasarea maselotelor directe face dificila centrarea si fixarea miezul ui; - gazele degajate din miez pot sa pătrundă in retasura si sa împiedice umplerea retasurilor cu
metal lichid, datorita contra presiunii. S-a realizat o analiza privind posibilitățile de eliminare a retasurilor din astfel de piese. A fost analizata solidificarea piesei turnate prezentate in figurile 5.7-5.8. Rezultatele
simulării solidificării acestei piesei fără maselotă au fost prezentate in figurile 5.10 si 5.11. În cazul piesei turnate fără maselotă, nodul termic se formează in piesă, pe suprafața cilindrica interioară.. S-au studiat mai multe variante de maselotare pentru Cele mai semni ficative variante studiate sunt arătate in figurile 6.5 – 6.11. S-au util izat mai multe tipuri de maselote și de dirijare a solidificări i In tabelul 6.8 sunt date dimensiunile maselotelor utilizate
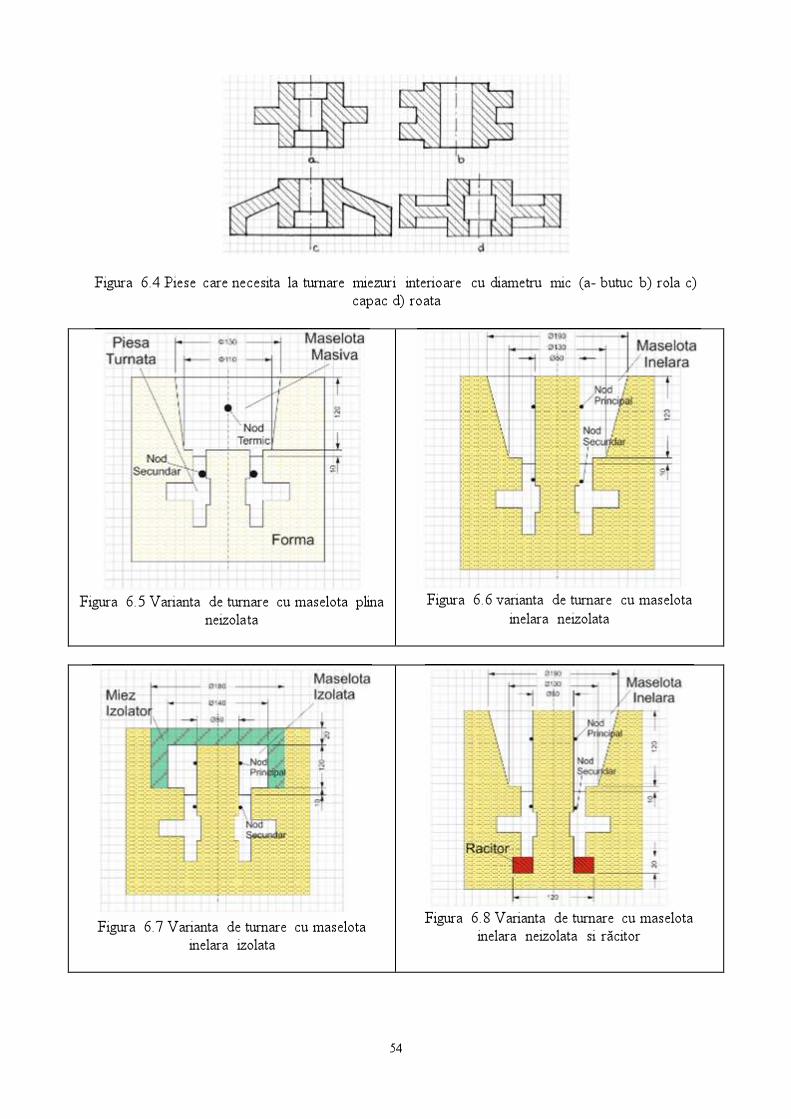
54
Figura 6.4 Piese care necesita la turnare miezuri interioare cu diametru mic (a- butuc b) rola c) capac d) roata
Figura 6.5 Varianta de turnare cu maselota plina
neizolata
Figura 6.6 varianta de turnare cu maselota
inelara neizolata
Figura 6.7 Varianta de turnare cu maselota
inelara izolata
Figura 6.8 Varianta de turnare cu maselota
inelara neizolata si răcitor
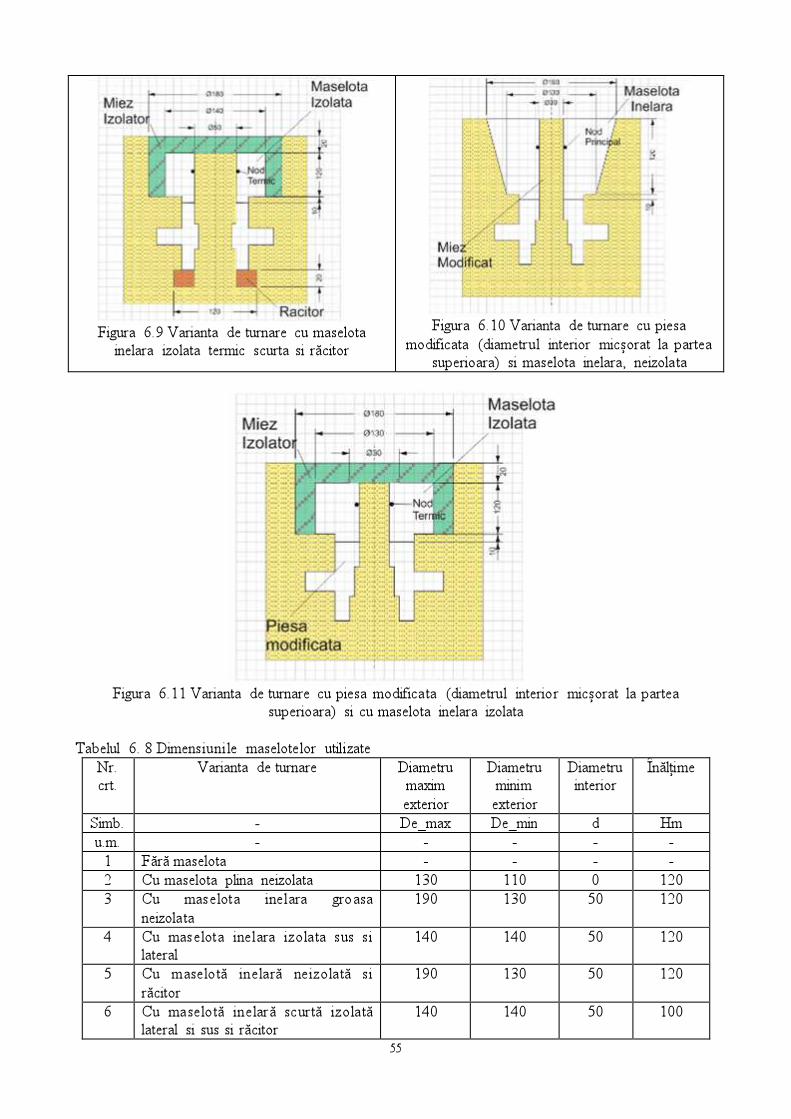
55
Figura 6.9 Varianta de turnare cu maselota
inelara izolata termic scurta si răcitor
Figura 6.10 Varianta de turnare cu piesa
modificata (diametrul interior micșorat la partea superioara) si maselota inelara, neizolata
Figura 6.11 Varianta de turnare cu piesa modificata (diametrul interior micșorat la partea
superioara) si cu maselota inelara izolata
Tabelul 6. 8 Dimensiuni le maselotelor util izate Nr. crt.
Varianta de turnare Diametru maxim exterior
Diametru minim
exterior
Diametru interior
Înălțime
Simb. - De_max De_min d Hm u.m. - - - - -
1 Fără maselota - - - - 2 Cu maselota plina neizolata 130 110 0 120 3 Cu maselota inelara groasa
neizolata 190 130 50 120
4 Cu maselota inelara izolata sus si lateral
140 140 50 120
5 Cu maselotă inelară neizolată si răcitor
190 130 50 120
6 Cu maselotă inelară scurtă izolată lateral si sus si răcitor
140 140 50 100
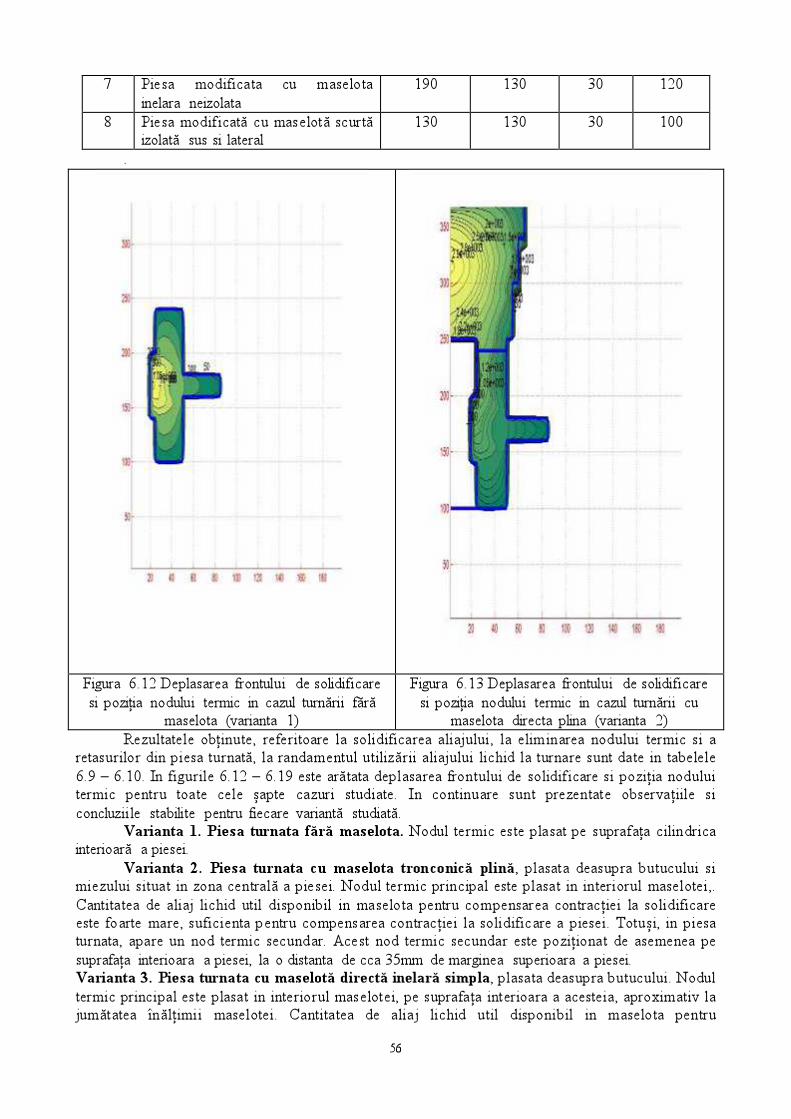
56
7 Piesa modificata cu maselota inelara neizolata
190 130 30 120
8 Piesa modif icată cu maselotă scurtă izolată sus si lateral
130 130 30 100
.
Figura 6.12 Deplasarea frontului de solidificare si poziția nodului termic in cazul turnării fără
maselota (varianta 1)
Figura 6.13 Deplasarea frontului de solidificare si poziția nodului termic in cazul turnării cu
maselota directa plina (varianta 2) Rezultatele obținute, referitoare la solidificarea aliajului, la elim inarea nodului termic si a
retasurilor din piesa turnată, la randamentul util izării aliajului l ichid la turnare sunt date in tabelele 6.9 – 6.10. In figurile 6.12 – 6.19 este arătata deplasarea frontului de solidif icare si poziția nodului termic pentru toate cele șapte cazuri studiate. In continuare sunt prezentate observații le si concluzii le stabilite pentru fiecare variantă studiată.
Varianta 1. Piesa turnata fără maselota. Nodul termic este plasat pe suprafața cilindrica interioară a piesei.
Varianta 2. Piesa turnata cu maselota tronconică plină, plasata deasupra butucului si miezului situat in zona centrală a piesei. Nodul termic principal este plasat in interiorul maselotei,. Cantitatea de aliaj lichid util disponibil in maselota pentru compensarea contracției la solidificare este foarte mare, suficienta pentru compensarea contracției la solidificare a piesei. Totuși, in piesa turnata, apare un nod termic secundar. Acest nod termic secundar este poziționat de asemenea pe suprafața interioara a piesei, la o distanta de cca 35mm de marginea superioara a piesei. Varianta 3. Piesa turnata cu maselotă directă inelară simpla, plasata deasupra butucului. Nodul termic principal este plasat in interiorul maselotei, pe suprafața interioara a acesteia, aproximativ la jumătatea înălțimi i maselotei. Cantitatea de aliaj lichid util disponibil in maselota pentru
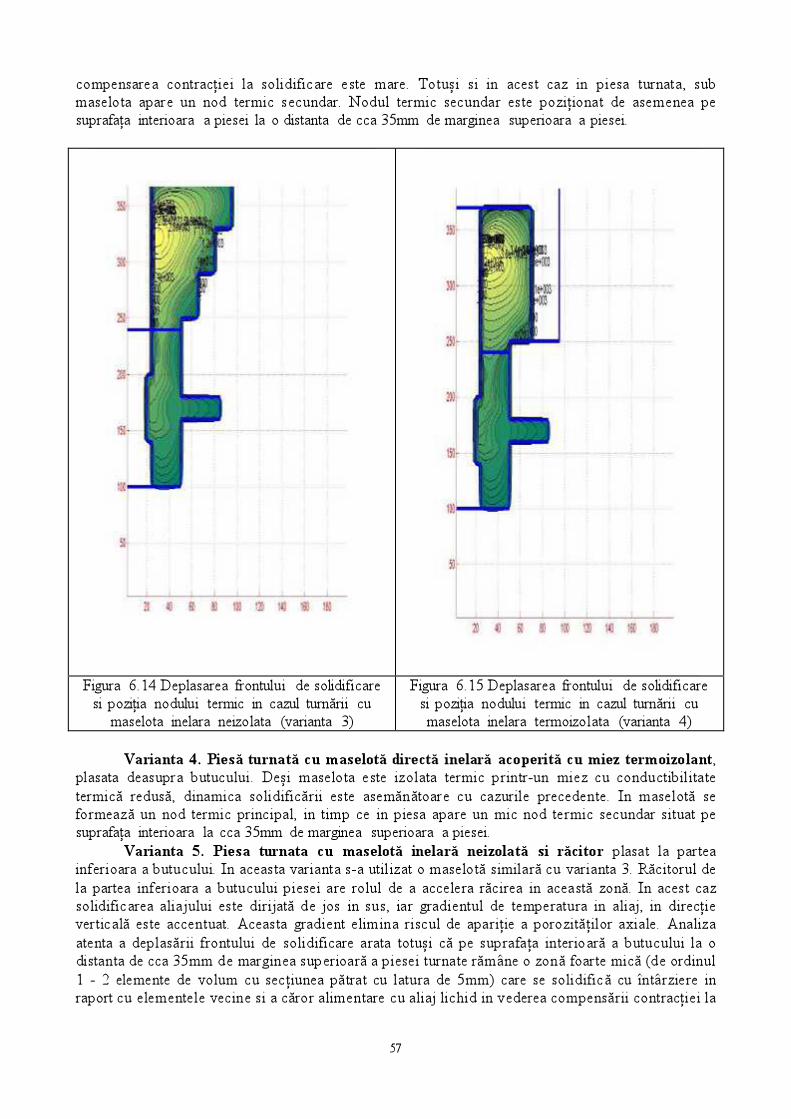
57
compensarea contracției la solidificare este mare. Totuși si in acest caz in piesa turnata, sub maselota apare un nod termic secundar. Nodul termic secundar este poziționat de asemenea pe suprafața interioara a piesei la o distanta de cca 35mm de marginea superioara a piesei.
Figura 6.14 Deplasarea frontului de solidificare
si poziția nodului termic in cazul turnării cu maselota inelara neizolata (varianta 3)
Figura 6.15 Deplasarea frontului de solidificare si poziția nodului termic in cazul turnării cu maselota inelara termoizolata (varianta 4)
Varianta 4. Piesă turnată cu maselotă directă inelară acoperită cu miez termoizolant,
plasata deasupra butucului. Deși maselota este izolata termic printr-un miez cu conductibil itate termică redusă, dinamica solidificării este asemănătoare cu cazurile precedente. In maselotă se formează un nod termic principal, in timp ce in piesa apare un mic nod termic secundar situat pe suprafața interioara la cca 35mm de marginea superioara a piesei.
Varianta 5. Piesa turnata cu maselotă inelară neizolată si răcitor plasat la partea inferioara a butucului. In aceasta varianta s-a util izat o maselotă similară cu varianta 3. Răcitorul de la partea inferioara a butucului piesei are rolul de a accelera răcirea in această zonă. In acest caz solidificarea aliajului este dirijată de jos in sus, iar gradientul de temperatura in aliaj, in direcție verticală este accentuat. Aceasta gradient elim ina riscul de apariție a porozităților axiale. Analiza atenta a deplasării frontului de solidificare arata totuși că pe suprafața interioară a butucului la o distanta de cca 35mm de marginea superioară a piesei turnate rămâne o zonă foarte mică (de ordinul 1 - 2 elemente de volum cu secțiunea pătrat cu latura de 5mm) care se solidifică cu întârziere in raport cu elementele vecine si a căror alimentare cu aliaj lichid in vederea compensării contracției la
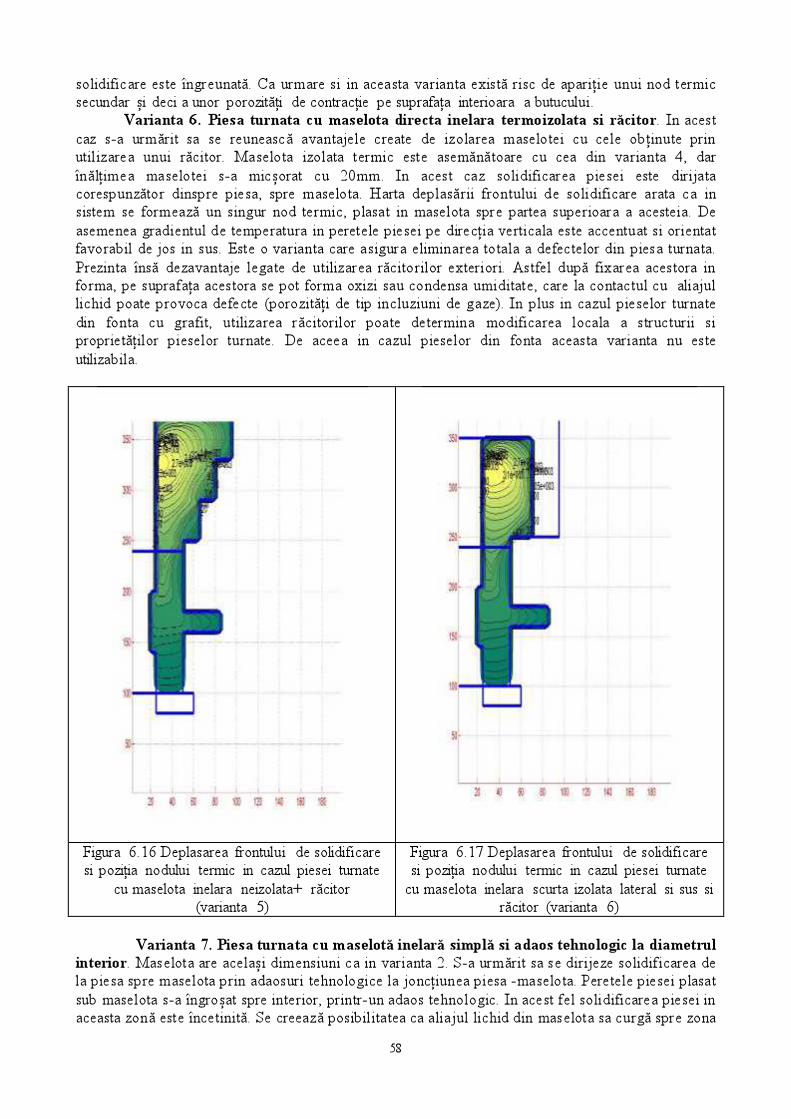
58
solidificare este îngreunată. Ca urmare si in aceasta varianta există risc de apariție unui nod termic secundar și deci a unor porozități de contracție pe suprafața interioara a butucului.
Varianta 6. Piesa turnata cu maselota directa inelara termoizolata si răcitor. In acest caz s-a urmărit sa se reunească avantajele create de izolarea maselotei cu cele obținute prin util izarea unui răcitor. Maselota izolata termic este asemănătoare cu cea din varianta 4, dar înălțimea maselotei s-a micșorat cu 20mm. In acest caz solidificarea piesei este dirijata corespunzător dinspre piesa, spre maselota. Harta deplasării frontului de solidificare arata ca in sistem se formează un singur nod termic, plasat in maselota spre partea superioara a acesteia. De asemenea gradientul de temperatura in peretele piesei pe direcția verticala este accentuat si orientat favorabil de jos in sus. Este o varianta care asigura eliminarea totala a defectelor din piesa turnata. Prezinta însă dezavantaje legate de util izarea răcitorilor exteriori. Astfel după fixarea acestora in forma, pe suprafața acestora se pot forma oxizi sau condensa umiditate, care la contactul cu aliajul l ichid poate provoca defecte (porozități de tip incluziuni de gaze). In plus in cazul pieselor turnate din fonta cu grafit, util izarea răcitorilor poate determina modificarea locala a structurii si proprietăților pieselor turnate. De aceea in cazul pieselor din fonta aceasta varianta nu este util izabila.
Figura 6.16 Deplasarea frontului de solidificare si poziția nodului termic in cazul piesei turnate
cu maselota inelara neizolata+ răcitor (varianta 5)
Figura 6.17 Deplasarea frontului de solidificare si poziția nodului termic in cazul piesei turnate
cu maselota inelara scurta izolata lateral si sus si răcitor (varianta 6)
Varianta 7. Piesa turnata cu maselotă inelară simplă si adaos tehnologic la diametrul
interior. Maselota are același dimensiuni ca in varianta 2. S-a urmărit sa se dirijeze solidif icarea de la piesa spre maselota prin adaosuri tehnologice la joncțiunea piesa -maselota. Peretele piesei plasat sub maselota s-a îngroșat spre interior, printr-un adaos tehnologic. In acest fel solidificarea piesei in aceasta zonă este încetinită. Se creează posibil itatea ca aliajul l ichid din maselota sa curgă spre zona
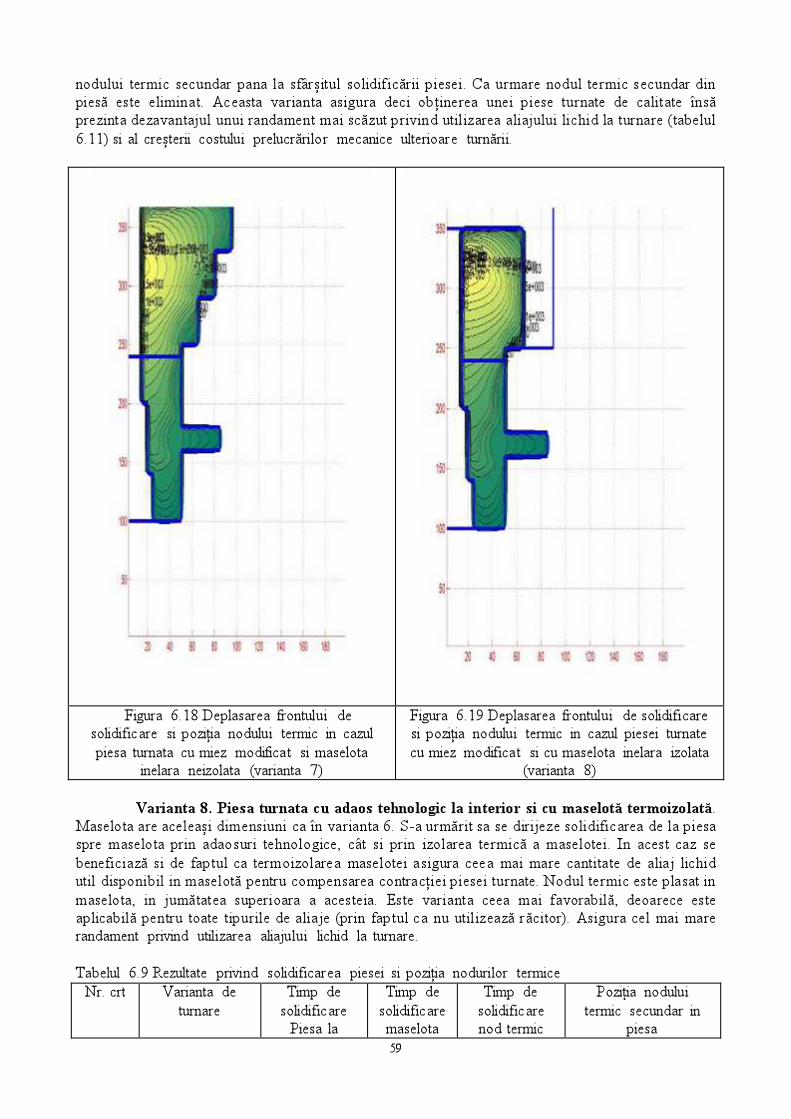
59
nodului termic secundar pana la sfârșitul solidif icării piesei. Ca urmare nodul termic secundar din piesă este eliminat. Aceasta varianta asigura deci obținerea unei piese turnate de calitate însă prezinta dezavantajul unui randament mai scăzut privind util izarea aliajului l ichid la turnare (tabelul 6.11) si al creșterii costului prelucrărilor mecanice ulterioare turnării.
Figura 6.18 Deplasarea frontului de solidificare si poziția nodului termic in cazul piesa turnata cu miez modificat si maselota
inelara neizolata (varianta 7)
Figura 6.19 Deplasarea frontului de solidificare si poziția nodului termic in cazul piesei turnate cu miez modificat si cu maselota inelara izolata
(varianta 8)
Varianta 8. Piesa turnata cu adaos tehnologic la interior si cu maselotă termoizolată. Maselota are aceleași dimensiuni ca în varianta 6. S-a urmărit sa se dirijeze solidificarea de la piesa spre maselota prin adaosuri tehnologice, cât si prin izolarea termică a maselotei. In acest caz se beneficiază si de faptul ca termoizolarea maselotei asigura ceea mai mare cantitate de aliaj lichid util disponibil in maselotă pentru compensarea contracției piesei turnate. Nodul termic este plasat in maselota, in jumătatea superioara a acesteia. Este varianta ceea mai favorabilă, deoarece este aplicabilă pentru toate tipurile de aliaje (prin faptul ca nu util izează răcitor). Asigura cel mai mare randament privind util izarea aliajului lichid la turnare.
Tabelul 6.9 Rezultate privind solidificarea piesei si poziția nodurilor termice
Nr. crt Varianta de turnare
Timp de solidificare
Piesa la
Timp de solidificare maselota
Timp de solidificare nod termic
Poziția nodului termic secundar in
piesa
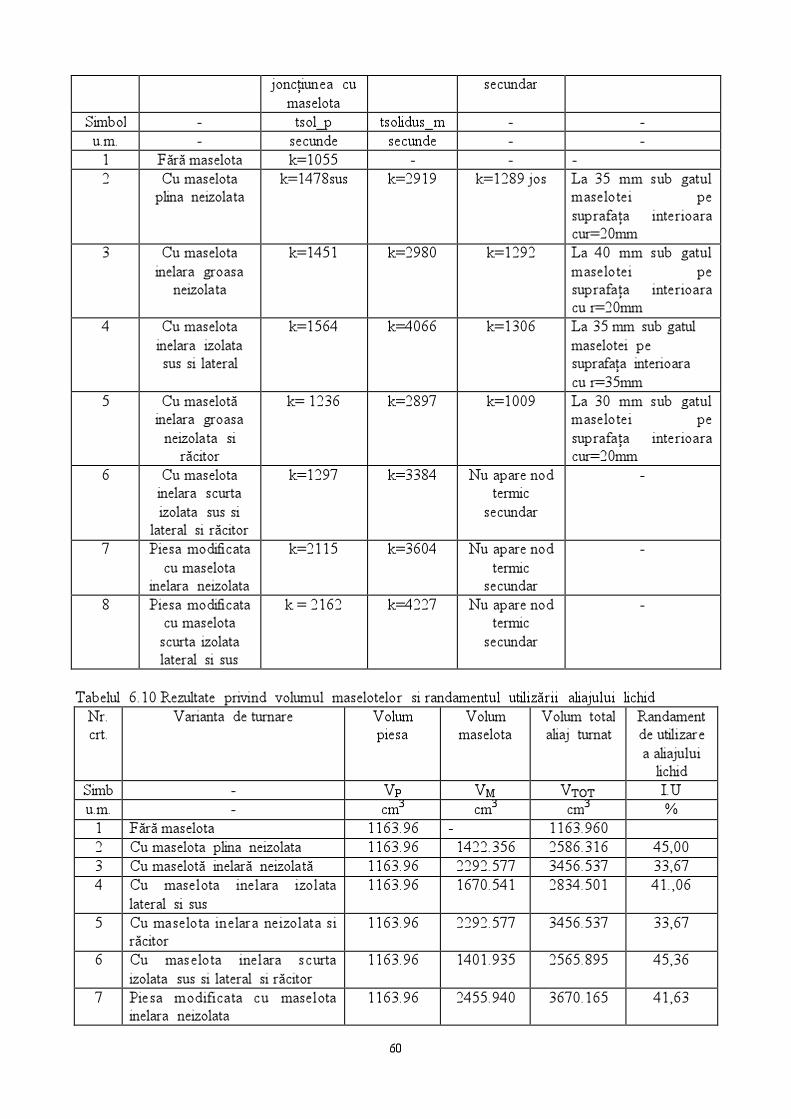
60
joncțiunea cu maselota
secundar
Simbol - tsol_p tsolidus_m - - u.m. - secunde secunde - -
1 Fără maselota k=1055 - - - 2 Cu maselota
plina neizolata k=1478sus
k=2919 k=1289 jos
La 35 mm sub gatul maselotei pe suprafața interioara cur=20mm
3 Cu maselota inelara groasa
neizolata
k=1451
k=2980
k=1292 La 40 mm sub gatul maselotei pe suprafața interioara cu r=20mm
4 Cu maselota inelara izolata sus si lateral
k=1564
k=4066
k=1306
La 35 mm sub gatul maselotei pe suprafața interioara cu r=35mm
5 Cu maselotă inelara groasa
neizolata si răcitor
k= 1236
k=2897 k=1009 La 30 mm sub gatul maselotei pe suprafața interioara cur=20mm
6 Cu maselota inelara scurta izolata sus si
lateral si răcitor
k=1297 k=3384 Nu apare nod termic
secundar
-
7 Piesa modificata cu maselota
inelara neizolata
k=2115
k=3604 Nu apare nod termic
secundar
-
8 Piesa modificata cu maselota scurta izolata lateral si sus
k = 2162
k=4227 Nu apare nod termic
secundar
-
Tabelul 6.10 Rezultate privind volumul maselotelor si randamentul util izării aliajului lichid
Nr. crt.
Varianta de turnare Volum piesa
Volum maselota
Volum total aliaj turnat
Randament de util izare a aliajului
lichid Simb - VP VM VTOT I.U u.m. - cm3 cm3 cm3 %
1 Fără maselota 1163.96 - 1163.960 2 Cu maselota plina neizolata 1163.96 1422.356 2586.316 45,00 3 Cu maselotă inelară neizolată 1163.96 2292.577 3456.537 33,67 4 Cu maselota inelara izolata
lateral si sus 1163.96 1670.541
2834.501
41.,06
5 Cu maselota inelara neizolata si răcitor
1163.96
2292.577
3456.537
33,67
6 Cu maselota inelara scurta izolata sus si lateral si răcitor
1163.96 1401.935
2565.895
45,36
7 Piesa modificata cu maselota inelara neizolata
1163.96 2455.940
3670.165
41,63
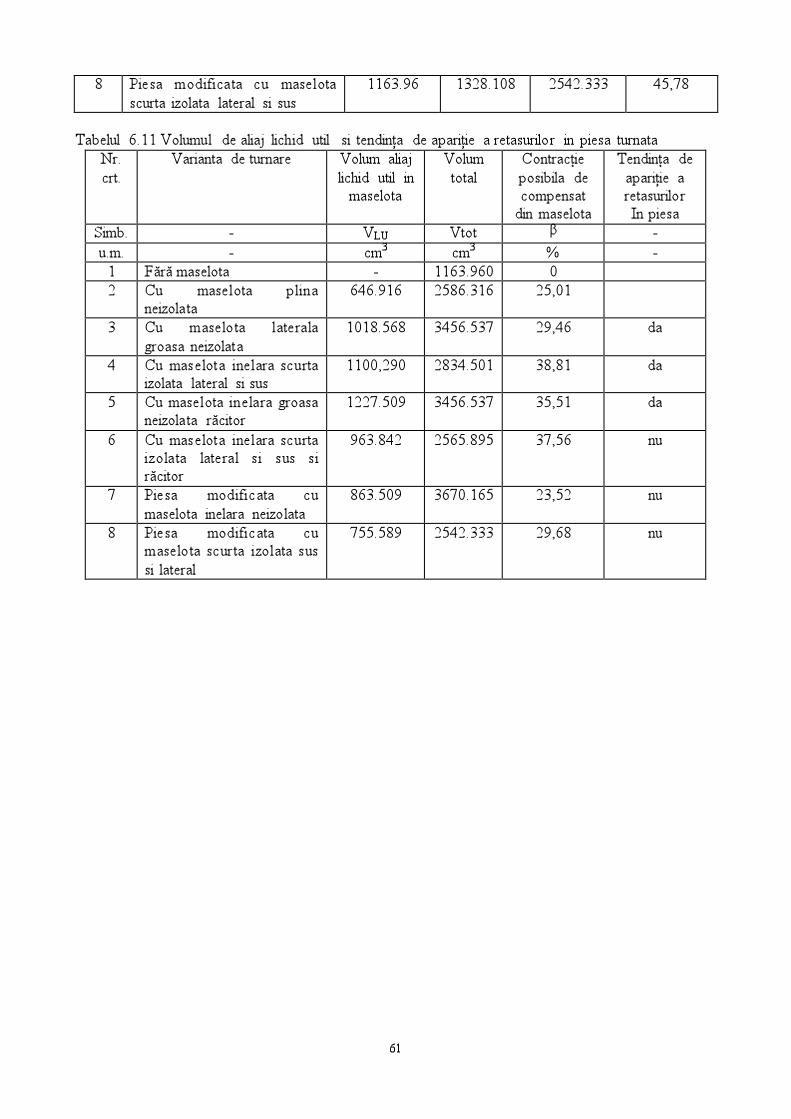
61
8 Piesa modificata cu maselota scurta izolata lateral si sus
1163.96 1328.108
2542.333
45,78
Tabelul 6.11 Volumul de aliaj lichid util si tendința de apariție a retasurilor in piesa turnata
Nr. crt.
Varianta de turnare Volum aliaj lichid util in
maselota
Volum total
Contracție posibila de compensat
din maselota
Tendința de apariție a retasurilor In piesa
Simb. - VLU Vtot β - u.m. - cm3 cm3 % -
1 Fără maselota - 1163.960 0 2 Cu maselota plina
neizolata 646.916
2586.316
25,01
3 Cu maselota laterala groasa neizolata
1018.568
3456.537
29,46 da
4 Cu maselota inelara scurta izolata lateral si sus
1100,290
2834.501
38,81 da
5 Cu maselota inelara groasa neizolata răcitor
1227.509
3456.537
35,51 da
6 Cu maselota inelara scurta izolata lateral si sus si răcitor
963.842
2565.895
37,56 nu
7 Piesa modificata cu maselota inelara neizolata
863.509
3670.165
23,52 nu
8 Piesa modificata cu maselota scurta izolata sus si lateral
755.589
2542.333
29,68 nu
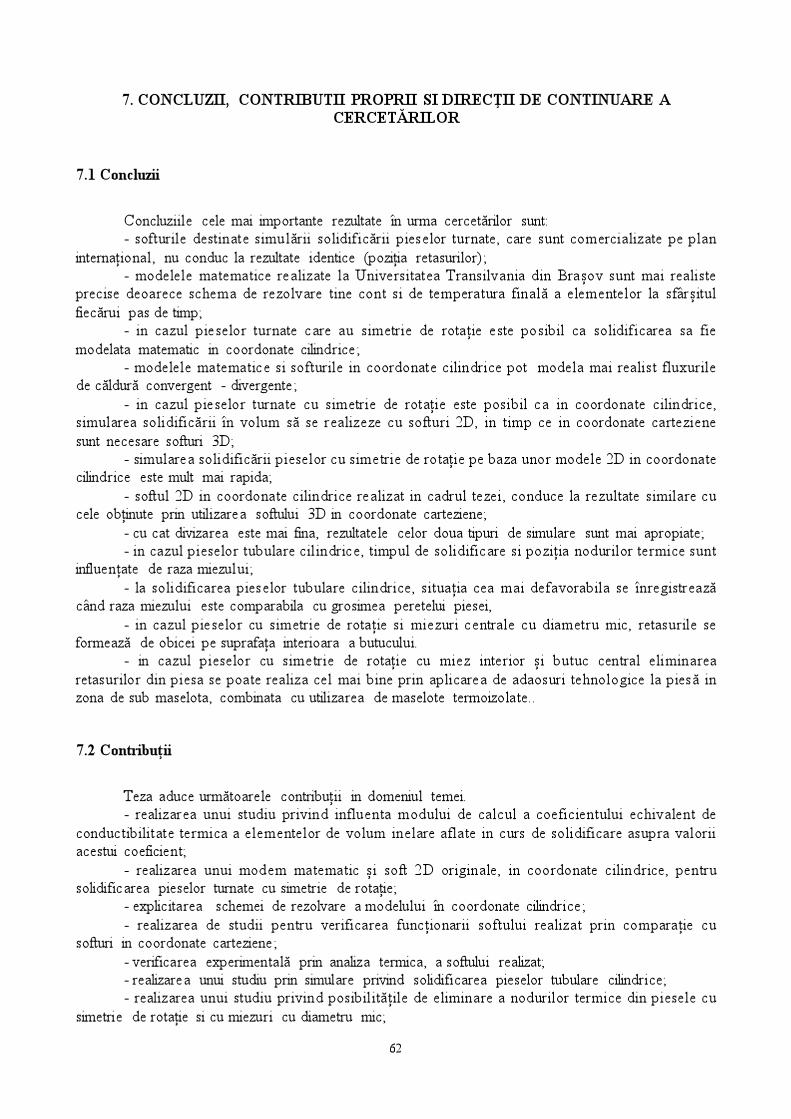
62
7. CONCLUZII, CONTRIBUTII PROPRII SI DIRECŢII DE CONTINUARE A CERCETĂRILOR
7.1 Concluzii
Concluziile cele mai importante rezultate în urma cercetărilor sunt: - softurile destinate simu lării solidif icării pieselor turnate, care sunt comercializate pe plan
internațional, nu conduc la rezultate identice (poziția retasurilor); - modelele matematice realizate la Universitatea Transilvania din Brașov sunt mai realiste
precise deoarece schema de rezolvare tine cont si de temperatura finală a elementelor la sfârșitul fiecărui pas de timp;
- in cazul pieselor turnate care au simetrie de rotație este posibil ca solidif icarea sa fie modelata matematic in coordonate cilindrice;
- modelele matematice si softurile in coordonate cilindrice pot modela mai realist fluxurile de căldură convergent - divergente;
- in cazul pieselor turnate cu simetrie de rotație este posibil ca in coordonate cilindrice, simularea solidificării în volum să se realizeze cu softuri 2D, in timp ce in coordonate carteziene sunt necesare softuri 3D;
- simularea solidificării pieselor cu simetrie de rotație pe baza unor modele 2D in coordonate cilindrice este mult mai rapida;
- softul 2D in coordonate cilindrice realizat in cadrul tezei, conduce la rezultate similare cu cele obținute prin util izarea softului 3D in coordonate carteziene;
- cu cat divizarea este mai fina, rezultatele celor doua tipuri de simulare sunt mai apropiate; - in cazul pieselor tubulare cil indrice, timpul de solidificare si poziția nodurilor termice sunt
influențate de raza miezul ui; - la solidificarea pieselor tubulare cilindrice, situația cea mai defavorabila se înregistrează
când raza miezului este comparabila cu grosimea peretelui piesei, - in cazul pieselor cu simetrie de rotație si miezuri centrale cu diametru mic, retasurile se
formează de obicei pe suprafața interioara a butucului. - in cazul pieselor cu simetrie de rotație cu miez interior și butuc central eliminarea
retasurilor din piesa se poate realiza cel mai bine prin aplicarea de adaosuri tehnologice la piesă in zona de sub maselota, combinata cu util izarea de maselote termoizolate..
7.2 Contribuții
Teza aduce următoarele contribuții in domeniul temei. - realizarea unui studiu privind influenta modului de calcul a coeficientului echivalent de
conductibilitate termica a elementelor de volum inelare aflate in curs de solidificare asupra valorii acestui coeficient;
- realizarea unui modem matematic și soft 2D originale, in coordonate cilindrice, pentru solidificarea pieselor turnate cu simetrie de rotație;
- explicitarea schemei de rezolvare a modelului în coordonate cilindrice; - realizarea de studii pentru verificarea funcționarii softului realizat prin comparație cu
softuri in coordonate carteziene; - verificarea experimentală prin analiza termica, a softului realizat; - realizarea unui studiu prin simulare privind solidificarea pieselor tubulare cilindrice; - realizarea unui studiu privind posibil itățile de eliminare a nodurilor termice din piesele cu
simetrie de rotație si cu miezuri cu diametru mic;
63
- completarea softului realizat cu un modul care sa poată intuiția simularea automat pe baza desenului de ansamblu piesa turnata – maselota – răcitor realizat in Autocad;
7.3 Direcții de continuare a cercetărilor
Principalele direcții de continuare a cercetărilor sunt. - realizarea unui soft similar pentru simularea solidificării pieselor turnate din aliaje cu
solidificare in interval de temperatura; - completarea softurilor realizate anterior in coordonate carteziene cu module pentru
generarea automata a matricelor de lucru pe baza desenului Autocad; - realizarea de softuri pentru simularea solidificări i pieselor turnate continuu sau centrifugal.
7.4 Valorificarea rezultatelor
Rezultatele obtinute pe parcursul cercetarilor efectuate au fost valorificate prin redactarea a
10 lucrari stiintifice, dintre care 5 au fost prezentate la conferinte stiintif ice internationale. Sapte sunt publicate in reviste de specialitate , iar trei sunt în curs de publicare. (1 ISI, celelalte BDI).
64
8. Bibliografie (selectivă)
[1] Anderson I. T., Gethin D.T., Lewis R. W., - Experimental Investigation and Numerical Simulation in Investement Casting, Inteernational Journal of Cast Metals Research, vol 9 1997, 285 – 293. [2] J. Bast, A. Kadauw, A. Malaschkin, - Optimising of Mould Parameters for Green Sand Compaction by Computer Simulation and a New Compaction Measuring Device, International Journal of Metalcasting, Schaumburg, Illinois, USA, Vol. 3, Issue 2, pp. 55-65
[3] Bishop H. F., Myskowski E. T., Pellini W. S., - A Simplified Method for Determining Riser Dimensions, AFS Transactions, Vol. 63, pp. 271-281, 1955. [4] Bratu C., Sofroni L., Brabie V. - Termofizica proceselor de turnare, Ed. Institutul Politehnic Bucureşti, Bucureşti, 1984. [5] Brown S. G. R., Spittle J.A. - Computer simulation of grain growth and macrostructure development during solidification, Materials Science and Technology, April 1989. [6] Cataros C., Bujor Gh., Sandu A., Udroiu A. - Ordinea alegerii criterii lor de proiectare a sistemelor de alimentare ale pieselor turnate din fonta cu grafit nodular, Revista de turnatorie, no 5-6, 2014, ISSN 1224-21-44 [12] Ciobanu I., Monescu V., Munteanu S.I., Crişan A. - Simularea 3D a solidificării pieselor turnate, Editura Universităţii Transilvania din Braşov, Braşov (Ro), 2010, ISBN 978-973-598-678-0. [13] Ciobanu I., Feraru D., Crişan A. Bedo T., Munteanu S. I., Chişamera M. – Utilizarea răcitorilor la turnarea pieselor din aliaje metalice, Editura Universităţii Transilvania din Braşov, Braşov (Ro), 2011, ISBN 978-973-598-678-0. (180pagini) [14] Ciobanu I., Ionescu Daniela, Monescu V., Varga B., Munteanu S. I., Bedo T., Crisan A., Pop A. – Simu larea Solidificarii Pieselor Turnate din Aliaje care se Solidifica in Interval de Temperatura - Editura Universităţi i Transilvania din Braşov 2014, ISBN 978-606-19-0337-5. [16] Ciobanu I., Masnita M, Monescu V. - Cercetări privind influenţa conductivităţii termice a formelor asupra solidif icării pieselor turnate. - Metalurgia, nr.10, 2006, pag. 13 -19, ISSN 0461/9579. [17] Ciobanu I., Masnita M, Monescu V. - Comparaţie între valorile timpului de solidificare a pieselor turnate determinat prin calcul analitic şi prin simularea solidif icării pe calculator. - Metalurgia, nr.11, 2006, pag. 21 -30, ISSN 0461/9579. [18] Ciobanu I., Monescu V., Maşniţă M., - A study regarding the influence of the pouring temperature over a casting solidification from an eutectic grey cast iron, Metalurgia International, nr 7, 2006, pag. 21-27, ISSN 1582/2214. [19[ Ciobanu I., Monescu V., Maşniţă M., - Research by computer simulation of the solidification regarding the inf luence of the moulds thermophysical characteristics over the castings solidification, Metalurgia International, nr.6, 2006, pag. 16-26, ISSN 1582/2214.
[22] Ciobanu I., Monescu V., Munteanu S.I., Crişan A. Simularea 3D a solidificării pieselor turnate, Editura Universităţii Transilvania din Braşov, Braşov (Ro), 2010, ISBN 978-973-598-678-0. [23] Ciobanu I., Munteanu S.I., Crişan A., - Finite differences mathematical model for the macrosolidification of.parts cast from hypoeutectic cast iron., Metalurgia International, nr.6, 2005, pag. 38-50, ISSN 1582/2214 [24] Ciobanu I., Munteanu I. S., Crişan A., 1., Monescu V., Bedo T. – Modelarea, Simularea şi Optim izarea Solidificării Pieselor turnate, Editura Universităţii Transilvania din Braşov, Braşov (Ro), 2012, ISBN 978-606-19-0147-0, (250pagini). [25] Ciobanu, I., Munteanu, S. I., Crişan, A., Maşniţă, M. - 3D Mathematical Model To Simulate the macro-solidif ication of Castings from Eutectic Alloys, Metalurgia International, nr.5, 2005, pag.3-11, ISSN 1582/2214.
65
[26] Ciobanu I., Munteanu S.I., Crişan A. - Model matematic şi soft 3D bazat pe metoda diferenţelor finite pentru simularea solidificării pieselor turnate din aliaje eutectice, Metalurgia, nr. 12, 2004, pag. 17- 24, ISSN 0461/9579. [30] Desai P. D. - Thermodinamic Properties of Iron and Silicon, Journal Physic Chem. Ref. Data,vol. 15, no.3, pag. 967 - 983, 1986. [32] Flender E., Sturm J. - Technical Development Report Thirty Years of Casting Process Simulation, International Journal of Metalcasting, Schaumburg, Ill inois, USA, Vol. 4, Issue 2, 2010, pp. 7-24
[38] Hou T. X., Pehlke R., Wilkes J.O., - FEM Simulator for efficient casting solidification Modelling, AFS Transaction, 1992, vol. 100, pp 1057 – 1066, (USA)
[39] Ignaszak Z. - Conductivite thermique substitutive du moule. 58-emes Congres Mondial de Fonderie, Krakov, mem. 14, 1991.
[40] Ionescu Daniela – Simularea Solidificarii pieselor turnate din aliaje cu solidif icare in interval de temperatura (Computer Simu lation of the Solidification of Castings from Alloys Solidifying within a Temperature Interval, Teza de doctorat, Universitatea Transilvania din Brasov, Brasov, 2014
[41] Ionescu I., Ionescu Daniela, Ciobanu I., Jiman V. – Matehematical Modelling of Eutectic Alloy Cilindrical Castings Solidification, Metalurgia, vol 64, no. 8, 2012, pag. 10 – 20, ISSN 0461/9579
[42] Ionescu Daniela, Ionescu I., Ciobanu I., Monescu V.- Model matematic 2D simplif icat pentru solidif icarea pieselor turnate din aliaje de tip solutie solida, Cercetari metalurgice si noi materiale, vol. XX, nr.4, 2012, pag. 25 -43, ISSN 1221-5503
[43] Ionescu I., Ionescu Daniela, Ciobanu I., Jiman V - Computation of the heat Exchange Coeficient in Cylindrical Coordinates Mathematical Modeling of Castings Solidification, Recent, vol 13, no. 3 (36) noiembrie, 2012, pag. 307 - 316, ISSN 1582-0246
[47] Jiman V., Ciobanu I., Carcea I., Munteanu S..I, Bedo T., Monescu V., - The verif ication by Experiment of Sim 3D Software Intented for Castings Solidification Simulation, Metalurgia Internaţional, nr.5, 2011, pag. 67 - 70, ISSN 1582-2214 (Ro).
[48] Kurz, W. - Fundamentals of solidification, Trans Tech Publication, 1986, Switzerland-Germany-UK-USA [52] Louvo A., Renkonen A. - Solidification simulation of casting using finite element method, COST 504- Project SF 1b, Finland, 1986, pag.1-11. [54] Masnita M. - Cercetari privind influenta unor factori tehnologici si constructivi asupra solidificarii pieselor turnate, Teza de doctorat, Universitatea Transilvania din Brasov, Brasov, 2007.
[55]. Masnita M., Ciobanu I., Monescu V.- Simularea macrosolidif icarii pieselor turnate cu ajutorul unui program care util izeaza softul MATLAB. - Recent, nr. 2 (17), iunie 2006, pag. 61-67, ISSN 1582-0246
[56]. Masnita M., Ciobanu I., Monescu V.- Cercetări privind realizarea unui program pentru simularea solidif icării pieselor turnate util izând softul MATLAB. Partea I-a: Structura programului - Metalurgia, nr.7, 2006, pag. 19 -29, ISSN 0461/9579 [57] Matache G., Puscasu C., Alexandrescu E., Voicu R., Gherman B. - Modelarea procesului de turnare a paletelor de turbina cu structura monocristalina din superaliaje cu baza de nichel, Revista de turnatorie, no 9-10, pag. 2-15, 2013, ISSN 1224-21-44
[58] Minea A., Aliaje de alumini um, Editura Cermi, Iași, 2006 [59] Monescu V. - Realizarea unui program 3D pentru simularea solidificarii pieselor turnate, Teza de doctorat, Universitatea Transilvania din Brasov, Brasov, 2010.
[60] Monescu V, Ciobanu I., Masniţă M. - Cercetări privind realizarea unui program pentru simularea solidificării pieselor turnate util i zând softul MATLAB. Partea II-a: Verificarea functionării programului. - Metalurgia, nr.8, 2006, pag. 11 -17, ISSN 0461/9579 [65] Niyama E., T. Uchida T., M. Morikawa M., Saito S. - A Method of Shrinkage Prediction and Its Application to Steel Casting Practice, AFS International Cast Metals Journal, Vol. 7, No. 3, pp. 52-63, September 1982.
66
[69] Olariu V., Bratianu C., - Modelare numerica cu elemente finite, EdituraTehnica, Bucuresti, 1986
[70] Pehlke R.D., Jeyarajan A., Wada H., - Sumamary of thermal properties of castings alloys and mold materials, NSF and Applied Research Division USA, 1982, pp 143 - 160. [71] Popa B., Vintilă C., - Transfer de căldură în procesele industriale, Editura Dacia, Cluj-Napoca, 1975
[72]. Rafique M. M. A., Iqbal J., - Modeling and Simulation of Heat Transfer Phenomena During Investement Casing, International Journal of Heat and Mass Transfer, no. 52, 2009, pp 2132 – 2139,
[73] Ravi B., Srinivasan M. N., - Hot Spots in Castings: Computer-aided location and experimental validation, AFS Transactions, 1990, vol. 98, pp 353 – 357, (USA). [75] Sahm P., Hansen P. - Numerical simulation and modeling of casting and solidification processes for foundry and cast-house, Zurich, CIATF, 1984
[76] Schwartz C. - Mathematycs of Solidif ication processes in the Casting of Metals, Zeitschrift fur angewandte Mathematik und Mecanik, 13, 1993, pag. 202. [79] Sciama, G., Visconte, D., - Simulation de la solidification d’une piece axisymetrique en fonte GS, Fonderie-Fondeur D’aujourd’hui, nr.96, 1990, pag.18 -38. [81] Sigworth Geoffrey K., International Journal of Metalcasting/Volume 8, Issue 1, 2014 - Fundamentals of solidification in aluminum castings, pag 7-20. [83] Sofroni L., Brabie V., Bratu C. - Bazale teoretice ale turnării, Editura didactică şi Pedagogică, Bucureşti, 1980. [84] Soporan V., Constantinescu V., M. Crisan – Solidificarea aliajelor, prelim inarii teoretice (Solidification of Alloys, theoretical Preliminaries), Editura Dacia, Cluj Napoca, 1995, ISBN 973-97041-1-5. [85] Soporan V., Constantinescu V. - Modelarea la nivel macrostructural a solidificarii aliajelor, Editura Dacia, Cluj-Napoca, 1995 [87] Soporan V., Vamoş C., Pavai C. – Modelarea numerică a solidificării, Editura Dacia, Cluj – Napoca, 2003, ISBN973-35-1645-7
[90] SoporanV. - Stadiul actual al modelării prin metode numerice a procesului de solidificare a pieselor turnate, Metalurgia, vol. 46, nr. 9, 1994, pag. 20-23, ISSN 0461-9579.
[92] Soporan V., Vamos., Pavai C. - Simularea numerică a procesului de contracţie şi de formare a retasurilor în timpul procesului de solidif icare, Turnarea şi solidificarea metalelor şi aliajelor, tome 1, nr.1, 1998, Editura T.T. Pres, pag. 163 – 166, ISSN 1453-9756. [94] Ştefănescu, D. - Science and Engeneering of Casting Solidification, Departament of Material Engineering, University of Alabama, Tuscalosa, 2001, ISBN 0-306-46750-X.
[95] Ştefănescu D., Kanetkar C. - Computer modeling of the solidification of eutectic alloys: Comparation of various models for eutectic growth of cast iron, Departament of Material Engineering, University of Alabama, Tuscalosa, 1986, pag.255-262.
[96] Ştefănescu D. - Macro-modeling of solidification. Numerical approximation methods, Departament of Material Engineering, University of Alabama, Tuscalosa, 2001, pag.94-115. [101] Zou J., Rappaz M. - Experiment and modeling of grey cast iron solidif ication-Part I-Uniformly solidified castings, Ecole Polytechnique Federale de Lausanne, Switzerland, pag. 335-348.
[102] Zou J., Rappaz M. - Experiment and modeling of grey cast iron solidification-Part II-Unidirectionally solidified castings, Ecole Polytechnique Federale de Lausanne, Switzerland, pag. 349-360.
[103] Ionut Ionescu, Ioan Ciobanu, Sorin Ion Munteanu, Tibor Bedo - Studiu prin Simulare privind Solidificarea Pieselor Cilindrice Tubulare din Aliaj Al – Si si din Fonta, Cercetari metalurgice si noi materiale, vol. XXI, nr.3, 2014, pag. 37 - 48, ISSN 1221-5503
[104] Soporan V. - Contributii privind modelarea macrostructurala a solidificarii pieselor turnate, Teza de doctorat, Universitatea Tehnica Cluj - Napoca, 1993.
67
SCURT REZUMAT AL TEZEI DE DOCTORAT
CERCETĂRI PRIVIND SIMULAREA SOLIDIFICARII PIESELOR TURNATE CU
SIMETRIE DE ROTAȚIE
Obiectivul tezei constă în realizarea unui soft pentru simu larea solidificării pieselor turnate cu simetrie de rotație, util izând un model matematic în coordonate cil indrice. Softul este destinat simulării solidificării pieselor turnate din aliaje care se solidifică la temperatura constantă.
Sunt prezentate, modelul matematic , schema de rezolvare a acestuia, structura softului și rezultatele posibil de obţinut prin util izarea lui. De asemenea sunt prezentate verificările efectuate pentru validarea softului. S-au efectuat două tipuri de verificare.
• Prin compararea rezultatelor obținute cu softul realizat în coordonate cilindrice, cu cele obținute cu softuri în coordonate carteziene deja verificate anterior.
• Prin analiză termică experimentală. Verificările au arătat că softul realizat, conduce la rezultate veridice referitoare la parametrii
solidificării pieselor turnate. In partea finală sunt prezentate rezultatel unui studiu realizat cu ajutorul softului realizat în
cadrul tezei privind solidificarea pieselor turnate cu simetrie de rotație. S-au analizat particularitățile solidificării pieselor turnate cu simetrie de rotație, din punct de
vedere a timpului de solidificare și a poziției nodurilor termice și ale eliminării retasurilor din astfel de piese.
În final sunt sintetizate concluzi ile desprinse pe baza studii lor și cercetărilor efectuate, contribuții le aduse în domeniul temei și principalele direcții de continuare a cercetărilor.
SHORT ABSTRACT OF THE PHD THESIS
The purpose of this thesis is to provide a solidification simu lation software for rotationally
symmetrical castings, using a mathematical model in cylindrical coordinates. The software is designed to simulate the solidification of cast alloy witch is solidified at a constant temperature.
They are presented the mathematical model for solving this diagram, the structure of the software and the results obtainable by using it. There are also presented checks carried out to validate the software. There have been two types of verification.
• By comparing the results obtained with software developed in cylindrical coordinates, with the software in Cartesian coordinates obtained previously has already been verified.
• By experimental heat analysing. Checks showed that the software achieved reliable results lead to the parameters casting
solidification. In the final part of the study are presented researches using software developed in the thesis
on the solidification of castings with rotational symmetry. We have analysed the peculiarities of casting solidif ication with rotational symmetry in
terms of solidification time and position and eliminati ng hot spots, cavities of such parts. Finally summarizes conclusions based on studies and researches, contributions for the topic
and the main directions of further research.
68
Curriculum Vitae Informaţii personale
Nume IONESCU IONUŢ CRISTIAN
Adresă STRADA VASILE CONTA NR. 17 COD 100125 PLOIEŞTI JUDEŢUL PRAHOVA ROMANIA
Telefon 0751415575, 0744365067
Fax
E-mail [email protected] ; [email protected]
Naţionalitate Română
Data naşterii 15 APRILIE 1978 Locul de muncă vizat / Domeniul
ocupaţional
EXPERIENŢA PROFESIONALĂ • Perioada (de la – până la) 10.05.2014- prezent • Numele şi adresa angajatorului Sc Hidroprahova SA, bulevardul Republicii 2-4 Ploiesti • Tipul activităţii sau sectorului de activitate
Servicii publice de alimentare cu apa si canalizare
• Funcţia sau postul ocupat Sef departament Investitii • Principalele activităţi şi responsabilităţi
Managementul investitiilor realizate de S.C. Hidro Prahova S.A., operator regional de apa si canalizare
• Perioada (de la – până la) 02.04. 2012-10.05.2014 • Numele şi adresa angajatorului Sc Hidroprahova SA, bulevardul Republicii 2-4 Ploiesti
• Tipul activităţii sau sectorului de activitate
Servicii publice de alimentare cu apa si canalizare
• Funcţia sau postul ocupat Manager UIP – POS Mediu • Principalele activităţi şi
responsabilităţi Manger proiect implementare proiect POS MEDIU Reabilitarea si modernizarea sistemelor de
alimentare cu apa si canalizare in Judetul Prahova Managementul fondurilor publice, acordat viza Bun de plata, presedinte comisie de evaluare a ofertelor, asigurarea transparentei utilizarii fondurilor publice, asigurarea principiilor privind evitarea conflictelor de interese prin utilizarea instrumentelor prevazute de legislatia nationala si directivele europene pentru evitarea corectiilor financiare prevazute de COCOF si OG 66 Achizitii publice Supervizare/Managementul Contractelor de lucrari (FIDIC) Managemntul contractelor de asistenta tehnica pentru managementul de proiect, proiectare si supervizare
• Perioada (de la – până la) 10 septembrie 2010-02.04.2012 • Numele şi adresa angajatorului Sc Hidroprahova SA, bulevardul Republicii 2-4 Ploiesti
• Tipul activităţii sau sectorului de activitate
Servicii publice de alimentare cu apa si canalizare
• Funcţia sau postul ocupat Inginer sef SEZ Valea Prahovei • Principalele activităţi şi responsabilităţi
• Perioada (de la – până la) mai 2009 – aprilie 2010
• Numele şi adresa angajatorului Ministerul Agriculturi, Pădurilor si Dezvoltării Rurale – Inspectoratul Teritorial de Regim Silvic si Vânătoare Ploiești – Director Coordonator
• Tipul activităţii sau sectorului de Administrație Publica Centrala – Structura Teritoriala
69
activitate • Funcţia sau postul ocupat Director Coordonator
• Principalele activităţi şi responsabilităţi Conducerea instituției publice ce asigura la nivel teritorial rolul de autoritate in domeniul silviculturii si vânătorii, implementarea strategiilor naționale si europene cu privire la acest domeniu precum si aplicarea legislației si contribuție directa la elaborarea acesteia. În cadrul ITRSV Ploiești îşi desfășoară activitatea un număr de aproximativ 60 salariaţi in aparatul propriu asigurând asistenta si control asupra a peste 2000 agenți economici privați si publici, fiind urmărita activitatea pe o suprafața de peste 1.500.000 ha de pădure. Dezvoltarea de studii, programe, proiecte si strategii in domeniul silviculturii si vânătorii, realizarea si implementarea procedurilor de control pentru agenții economici si proprietarilor de păduri de pe raza teritoriala. Asigurarea integrității fondului forestier prin monitorizarea, avizarea sau autorizarea după caz a scoaterilor din fond forestier cu asigurarea suprafețelor in compensare. Construcția bazei de date privind proprietarii de păduri private.
• Perioada (de la – până la) FEBRUARIE 2008-MAI 2009
• Numele şi adresa angajatorului Consiliul Local Municipal Ploieşti – Administrator Public • Tipul activităţii sau sectorului de
activitate Administrație Publica Locala
• Funcţia sau postul ocupat Administrator Public
• Principalele activităţi şi responsabilităţi
Conducerea executivă a tuturor activităţilor de administrare a Primăriei Municipiului Ploiești, dezvoltarea si managementul proiectelor investiţionale, coordonarea si verificarea activităţilor de producţie şi servicii de utilitate publica, managementul resurselor umane şi materiale, organizare de achiziţii publice conform O.G. 34 cu modificările şi completările ulterioare, fundamentare proiecte de hotărâri promovate prin rapoarte de speciali ta te, conceput si condus s trategi i s i pol i tici de conducere si dezvol tare a unităţii, membru in Comitetul de Coordonare al Proiectului European “CIVITAS SUCCES”. Analiza documentelor ofertantilor pentru evitarea conflictelor de interese.
• Perioada (de la – până la) FEBRUARIE 2007-FEBRUARIE 2008 • Numele şi adresa angajatorului Consiliul Local Municipal Ploieşti – Administraţia Domeniului Public şi Privat Ploieşti
• Tipul activităţii sau sectorului de activitate
Administrarea domeniului public şi privat al localităţii
• Funcţia sau postul ocupat Director General • Principalele activităţi şi
responsabilităţi Conducerea executivă a tu turor act ivi tă ţi lor de adminis trare a domeniului publ ic si privat,
dezvol tarea si managementul proiectelor invest i ţionale, coordonarea si verif icarea activi tă ţ ilor de producţie şi servic ii de uti li ta te publ ica de la amenajarea spaţ ii lor verzi, producţ ia de plante f loricole şi dendrologice ornamentale, adminis trarea parcărilor, adminis trarea cimi tirelor, activi ta tea fiind deosebi de vastă de la fundamentarea şi în tocmirea bugetului de veni tur i şi chel tu iel i anual, urmărirea execuţ iei acestuia, managementul resurselor umane şi materiale, organizare de achizi ţi i publice conform O.G. 34 cu modi ficările şi completări le ul terioare, fundamentare proiecte de hotărâri promovate prin rapoarte de special i ta te, conceput si condus s trategii si poli tici de conducere si dezvol tare a unităţii, membru in Comitetul de Coordonare al Proiectului European “CIVITAS SUCCES”.
• Perioada (de la – până la) OCTOMBRIE 2002- FEBRUARIE 2007
• Numele şi adresa angajatorului Consiliul Local Municipal Ploieşti – Administraţia Domeniului Public şi Privat • Tipul activităţii sau sectorului de
activitate Administrarea domeniului public şi privat al localităţii
• Funcţia sau postul ocupat Director General Adjunct • Principalele activităţi şi
responsabilităţi Conducerea executivă a tuturor activităţilor de producţie de la amenajarea spaţiilor verzi,
producţia de plante floricole şi dendrologice ornamentale, administrarea parcărilor,
70
administrarea cimitirelor, activitatea fiind deosebi de vastă de la fundamentarea şi întocmirea bugetului de venituri şi cheltuieli anual, urmărirea execuţiei acestuia, managementul resurselor umane şi materiale, organizare de achiziţii publice conform O.G. 60 cu modificările şi completările ulterioare. În cadrul Administraţie i Domeniului Public îşi desfăşurau activitatea un număr de 431 salariaţi, 80 muncitori necalificaţi sezonieri şi 80 de muncitori necalificaţi
STUDII ŞI CURSURI DE SPECIALITATE
• Perioada (de la – până la) Octobrie 2004- Martie 2006 Numele şi tipul instituţiei de
învăţământ Universitatea Pertrol-Gaze Ploiesti
• Numele calificării primite MASTERAT Management şi strategie pentru o administraţie europeană • Nivelul în cadrul clasificării naţionale (dacă este cazul)
Absolvit cu lucrarea de dizertaţie - „Negocierea ca proces general” – o analiza a complexului de acţiuni si decizii ce conduc la succesul negocierilor in cele mai diverse situaţii, de la cele mai banale situaţii întâlnite zi de zi, la negocierile internaţionale, negocierile de aderare ale României la Uniunea Europeană. Sistem cu ,,intrări şi ieşiri" negocierea - înţeleasă ca parte componentă a vieţii psihice, dar şi sociale, de fapt trebuie prezentată ca necesară sine que non pentru relaţiile umane.
• Perioada (de la – până la) Septembrie 1996-August 2001
• Numele şi tipul instituţiei de învăţământ
Universitatea Transilvania Braşov Facultatea de Silvicultură şi Exploatări Forestiere
• Principalele subiecte şi calificări însuşite
- Managementul resurselor forestiere - Exploatări forestiere - Produse accesorii ale pădurii - Construcţii civile şi industriale - Construcţii drumuri
• Numele calificării primite Inginer Diplomat • Nivelul în cadrul clasificării naţionale (dacă este cazul)
APTITUDINI ŞI COMPETENŢE
PERSONALE Dobândite în cursul vieţii şi carierei,
dar care nu sunt recunoscute neapărat printr-un certificat sau o diplomă.
LIMBA MATERNĂ ROMÂNĂ
Nivelul în clasificarea naţională sau internaţională
Citire Vorbire Scriere
Nivel european (*) Ascultare Citire Participare la conversaţie
Discurs oral Exprimare scrisă
Limba engleză B2 Utilizator independent
B2 Utilizator independent
B2
Utilizator independent
B2 Utilizator independent
B2 Utilizator independent
Limba franceză B2 Utilizator independent
B2 Utilizator independent
A2
Utilizator independent
B1 Utilizator independent
A2 Utilizator independent
(*) Nivelul Cadrului European Comun de Referinţă Pentru Limbi Străine
Competenţe şi abilităţi sociale Competente de comunicare,relaționare Competente manageriale Competente de a utiliza eficient deprinderile ,cunoștințele dobândite Competente metodologice ,tehnologice ,dezvoltare profesionala Capacitatea de a lucra in echipa Receptivitate,deschidere, flexibil i ta te
71
APTITUDINI ŞI COMPETENŢE
SOCIALE Locuiţi şi munciţi cu alte persoane
într-un mediu multicultural, ocupaţi o poziţie în care comunicarea este
importantă sau desfăşuraţi o activitate în care munca de echipă este esenţială.
(de exemplu cultură, sport, etc.)
CAPACITATEA DE COMUNICARE CU MASS-MEDIA CAPACITATEA DE RELAŢII CU PUBLICUL ÎN CADRUL AUDIENŢELOR ŞI AL EMISIUNILOR ÎN DIRECT CAPACITATEA DE LUCRU CU CELE MAI VARIATE TIPOLOGII UMANE ÎNTR-UN INTERVAL DE TIMP FOARTE SCURT MANAGEMENTUL PROIECTELOR DE UTILITATE PUBLICĂ
APTITUDINI ŞI COMPETENŢE
ORGANIZATORICE De exemplu coordonaţi sau conduceţi activitatea altor persoane, proiecte şi gestionaţi bugete; la locul de muncă,
în acţiuni voluntare (de exemplu în domenii culturale sau sportive) sau la
domiciliu.
Aptitudini dobândite: ⋅ Comunicarea managerială, aptitudini de comunicare ⋅ Un manager de proiect care gestionează şi controlează cu succes munca, care
presupune: � Identificarea, urmărirea, gestionarea şi rezolvarea problemelor legate de
proiect � Diseminarea proactivă a informaţiilor referitoare la proiect � Identificarea, gestionarea şi contracararea riscurilor de proiect � Asigurarea calităţii soluţiei
APTITUDINI ŞI COMPETENŢE
TEHNICE Utilizare calculator, anumite tipuri
de echipamente, maşini, etc.
POSESOR AL EUROPEAN COMPUTER DRIVING LICENCE (ECDL) ESTE UN DOCUMENT RECUNOSCUT PE PLAN EUROPEAN DREPT CERTIFICAT STANDARD ÎN CEEA CE PRIVESTE RECUNOASTEREA CALIFICARII DE BAZA ÎN UTILIZAREA COMPUTERULUI, OBTINUT ÎN 2004 - Limbaje de programare cunoscute: - Foarte bine: Delphy, Visual C, Visual Basic. - Bine: Java. - Utilizator obişnuit al mai multor medii integrate de dezvoltare: Microsoft Visual Studio, Apple MacOSX Project Builder, IntelliJ IDEA ş.a.m.d. - Cunoştinţe excelente de utilizare a sistemelor de operare de tip UNIX şi configurarea de routere şi servere -Doctorand Universitatea Transilvania Brasov – Facultatea de Stiinta si Ingineria Materialelor – tema, lucrari de cercetare publicate.
APTITUDINI ŞI COMPETENŢE
ARTISITICE
Muzică, desen, pictură, literatură, etc.
- LITERATURĂ UNIVERSALĂ - LITERATURĂ TEHNICĂ ÎN DOMENIUL IT - MUZICA CLASICĂ ŞI MUZICA ANILOR 60-70
ALTE APTITUDINI ŞI COMPETENŢE Competenţe care nu au mai fost
menţionate anterior.
CAPACITATEA DE FUNDAMENTARE CONSTRUCŢIE ŞI URMĂRIRE A EXECUŢIEI BUGETELOR DIN SECTORUL PUBLIC MANAGEMENTUL PROIECTELOR FINANTATE DIN FONDURI PUBLICE PROMOVAREA DE ACTE NORMATIVE DE INTERES LOCAL ŞI NAŢIONAL (PESTE 30 HOTĂRÂRI ALE CONSILIULUI LOCAL ŞI DOUĂ PROIECTE DE HOTĂRÂRI DE GUVERN)
PERMIS(E) DE CONDUCERE Categoria B
INFORMAŢII SUPLIMENTARE
ANEXE DIPLOMELE DE STUDII
72
Curriculum Vitae
Personal information
First name(s) / Surname(s) Ionuţ Cristian Ionescu
Address(es) Str. Vasile Conta nr 17, Ploieşti, cod 100125, jud. Prahova, Romania
Telephone(s) +40 788415575 Mobile: +40 751415575
Fax(es) +40 244 526132
E-mail [email protected]; [email protected]
Nationality Romanian
Date of birth 15/04/1978
Gender M
Work experience
Dates 15.05.2014-prezent
Occupation or position held Chef Engineer – investment department
Main activities and responsibilities HYDRO PRAHOVA S.A. provide, in a profitable and sustainable drinking water and sanitation services to all clients of the county Prahova in terms of quality and environmental protection in accordance with European standards, by: - Efficient exploitation of water resources consistent with environmental conservation and community service; - Making use of modern management oriented to customer satisfaction and increase employee responsibility and motivation of the company; - Providing a high level of professionalism. - Ensuring a profitable business with a proper control costs and reduces losses through effective use of investments attracted. As chef main responsibilities are coordination and control my area to archive our aims Daily responsibilities include financial analyses of our activities and also reports to propose solutions for efficiency improvement.
Name and address of employer HidroPrahova S.A.
Type of business or sector Public administration – Public services Water and Waste Water Services
Dates 02.04.2012-15. 05.2014
Occupation or position held Project manager for the project Rehabilitation and modernization of water in Prahova County Priority Axis 1 – Water: regional projects Improve the quality and access to water and wastewater infrastructure, by providing water supply and wastewater services in most urban areas by 2015 and by setting efficient regional water and wastewater management structures 1.Improvement of water/waste water systems Specific objectives • To ensure adequate water/waste water services, at accessible tariffs • To ensure adequate quality of drinking water in all urban agglomerations • To improve the quality of water courses • To improve the management of sewage sludge Indicative operations • Rehabilitation/modernizat ion of drinking water treatment plants • Rehabilitation/modernizat ion of sewage networks • Construction/rehabili ta tion of waste water treatment plants
73
Main activities and responsibilities Responsible for Market Support, Organisation, credit and risk management, Public Procurements, Management of FIDIC Yellow and Red Contracts, Management of Services contracts for Assistance for Project Management, Design and Supervising, ISRS 4400 Audit.
Name and address of employer HidroPrahova S.A.
Type of business or sector Public administration – Public services
Dates 05.09.2010-02.04.2012
Occupation or position held Chef Engineer
Main activities and responsibilities HYDRO PRAHOVA S.A. provide, in a profitable and sustainable drinking water and sanitation services to all clients of the county Prahova in terms of quality and environmental protection in accordance with European standards, by: - Efficient exploitation of water resources consistent with environmental conservation and community service; - Making use of modern management oriented to customer satisfaction and increase employee responsibility and motivation of the company; - Providing a high level of professionalism. - Ensuring a profitable business with a proper control costs and reduce losses through effective use of investments attracted. As chef main responsibilities are coordination and control my area to archive our aims Daily responsibilities include financial analyses of our activities and also reports to propose solutions for efficiency improvement.
Name and address of employer HidroPrahova S.A.
Type of business or sector Public administration – Public services
Dates 28.05.2009- 07.05.2010
Occupation or position held General Manager
Main activities and responsibilities Managing control activities and planning the main rolls for silviculture Reports and strategy develop and follow Implement main targets in Governmental Program Project management for environmental projects regarding protection of natural resources Member of Board of “Bucegi ” National Parc – Natura 2000 Site
Name and address of employer Territorial Inspection for Silvic and Cinegetics Regime – 14-16 Vestului Street, Ploiesti Romania
Type of business or sector Public administration
Dates 18.02.2008- 28.05.2009
Occupation or position held City manager
Main activities and responsibilities Manage the usual maintain activity and lead the major projects for the city. Technical consultant for Mayor Follows the budget Build the budget AQ department coordination Analyzing public policies for the mayor Reports and strategy develop and follow Project management Management of municipal investments in public infrastructure (water, waste water, roads, environmental infrastructure etc.)
Name and address of employer Ploiesti Municipality – 2 Republicii Avenue, Ploiesti Romania
Type of business or sector Public administration
Dates 17.01.2008 - 17.02.2008
Occupation or position held General manager
Main activities and responsibilities Duties: • Provide effective direction, control, and management over key tasks including: streets administration, parks and gardens administration, cemetery administration, parking lots administration. • Plans and organises the preparation of specifications, estimates and bid documents for park
74
design, construction, renovation, landscaping and related projects. • Prepares contractual agreements and administers and monitors contracts. Inspects, evaluates and coordinates park development projects to ensure work is performed in accordance with plans, specifications, contracts and City standards. Conducts special research regarding the City’s current and future parks and recreation needs, to include land use regulations and constraints.
Name and address of employer Public and Private Domain Administration Local Council Ploiesti, 32 Valeni str. Ploiesti, Romania
Type of business or sector Public administration
Dates 15.11.2002 - 17.01.2008
Occupation or position held Deputy manager
Main activities and responsibilities Duties: • Provide effective direction, control, and management over key tasks including: streets administration, parks and gardens administration, cemetery administration, parking lots administration. • Plans and organises the preparation of specifications, estimates and bid documents for park design, construction, renovation, landscaping and related projects. • Prepares contractual agreements and administers and monitors contracts. Inspects, evaluates and coordinates park development projects to ensure work is performed in accordance with plans, specifications, contracts and City standards. Conducts special research regarding the City’s current and future parks and recreation needs, to include land use regulations and constraints. • Perform field inspections of public works construction projects, materials testing, survey work and calculations. • Provide general information to the public and other city departments; investigate and respond to citizen inquiries and complaints regarding area of assignment.
Name and address of employer Public and Private Domain Administration Local Council Ploiesti, 32 Valeni str. Ploiesti, Romania
Type of business or sector Public administration
Work experience
Dates September 2001 – October 2002
Occupation or position held Director
Main activities and responsibilities Duties: • Inspect landscaped areas, cemetery, recreation facilities, pools, parks, and park and cemetery buildings to identify repair needs, recommend corrective action, resolve work problems, evaluate work progress and identify additional needs. • Evaluate work requests and schedule materials, equipment and personnel to complete the job assignment; prepares project timelines. • Assist and monitor budget for review; prepare cost estimates for work to be performed; monitor budget expenditures.
Name and address of employer S.C. Pavyon Prod S.R.L., Ceptura de Jos, Prahova, Romania
Type of business or sector Private
Education and training
Dates October 2004- march 2006
Title of qualification awarded Master’s degree programme Management and strategy for a European administration
Principal subjects/occupat ional skills covered
By the subjects presented in the curriculum and the qual i ty of the s ta f f del ivering lectures and seminars, th is MA Programme corresponds to the European requirements of train ing public of ficers, as wel l as to the understanding of the integration process into the European Union. This MA Programme addresses graduates in legal, administrative and economic sciences, as well as all the graduates who want to improve their theory and practice of the European Administration.
CURRICULA 1. Fundamental concepts in contemporary law 2. Schools and currents in European legal thought 3. The history of public administration
75
4. Contemporary political institutions 5. European Union law 6. The science of administration 7. Comparative public administration 8. The status of the public officer 9. The theory of communication 10. The management of public services 11. Crisis management 12. Litigations management 13. Environmental law
Name and type of organisation providing education and training
PETROLEUM-GAS UNIVERSITY OF PLOIESTI FACULTY OF LETTERS AND SCIENCES DEPARTMENT OF LAW AND SOCIO-HUMANISTIC SCIENCE
Dates October 1996- July 2001
Title of qualification awarded Forest Engineer
Principal subjects/occupat ional skills covered
Botany, Plants Physiology; Cableways, Forest Transports; Construction Equipments; Forest Management; Informatics for Forestry, Operations Research and Computer Programming in Silviculture; Logging (CHANCELLOR), Technology of Wood Transformation; Mechanisation of Logging; Meteorology, Land Reclamation; Physics, Physics of the Atmosphere; Dendrology, Genetics and Tree Breeding; Topography-Geodesy, Cadastre; Topography-Geodesy, Photogrammetry and Remote Sensing; Torrential Control; Topography-Geodesy, Biostatist ics, Land Survey, and Remote Sensing, Cadastre; Vegetation Establishment, Urban Forestry; (DEAN) Wildlife Management and Trout Farming;
Name and type of organisation providing education and training
Transilvania University, Brasov - Romania Faculty of Silviculture and Forest Engineering
Level in national or international classificat ion
Engineer
Other language(s)
Self-assessment Understanding Speaking Writing
European level (*) Listening Reading Spoken interaction Spoken production
Language English B2 Independent user
B2 Independent
user
B2 Independent
user
B2 Independent
user
B2 Independent
user
Language French A2 Independent user
A2 Independent
user
A2 Independent
user
A2 Independent
user
A2 Independent
user
(*) Common European Framework of Reference for Languages
Social skills and competences A highly motivated, resourceful person with outstanding communicat ion and motivational skills, active in inquiry, participation, responsibility, ownership; She is endowed with a strong social conscience and has been fortunate in her present position to have gained experience working with people from different social backgrounds. Critical and creative thinker, she has been highly successful in completing work on time.
76
Organisational skills and competences
Capable of efficiently co-ordinating projects by herself or as a member of a team-good moral and professional character in interactions with representatives of other institutions, work colleagues and others capacity to work as part of a team keeping confidentiali ty regarding data and information involving the work inside the institution.
Technical skills and competences - Analysing and report public policies - Analysing environment equipments configuration and maintenance
Computer skills and competences - Operating systems: Windows. Windows 95/98/2000/3.1/NT, XP, Vista, Linux - Programming Languages. Pascal C - Text processing. -- XML, XSL, LaTeX, - Scientific software. -- Mathematica 3.0, Maple, Mathcad, Math Lab - Database languages. -- PL/SQL, Oracle, SQL*Plus
- Web languages, programming. -- XML, HTML, JavaScript
Artistic skills and competences - Playfulness - Awareness of the value of symbolism - Designing audio-visuals - Photography - Musical knowledge and taste
Other skills and competences I am an enthusiastic and professional person, who enjoys being part of, as well as leading, a successful and productive team. I am quick to grasp new ideas and concepts, and to develop innovative and creative solutions to problems. I am able to work well on my own initiative and can demonstrate the high levels of motivation required to meet the tightest of deadlines. Even under significant pressure, I possess a strong ability to perform effectively.
Driving licence Full clean international driving licence
Additional information
Annexes Master Diploma, Engineer Diploma





























