-
IMPLEMENTAR UN SISTEMA DE PRODUCCIN PARA LA CONFECCIN
DE CAMISAS EN MEDELLN PARA LA MARCA CAMISERA EUROPEA
SEBASTIN HINCAPI MONTES
FELIPE SAKER OTERO
UNIVERSIDAD PONTIFICIA BOLIVARIANA
ESCUELA DE INGENIERAS
FACULTAD DE INGENIERA INDUSTRIAL
MEDELLN
2014
-
IMPLEMENTAR UN SISTEMA DE PRODUCCIN PARA LA CONFECCIN
DE CAMISAS EN MEDELLN PARA LA MARCA CAMISERA EUROPEA
SEBASTIN HINCAPI MONTES
FELIPE SAKER OTERO
Trabajo de grado para optar al ttulo de Ingeniera Industrial
Directora
Beatriz ngel
Ingeniera Industrial
UNIVERSIDAD PONTIFICIA BOLIVARIANA
ESCUELA DE INGENIERAS
FACULTAD DE INGENIERA INDUSTRIAL
MEDELLN
2014
-
NOTA DE ACEPTACIN
_______________________________
_______________________________
_______________________________
_______________________________
_____________________________
Firma
Nombre
Presidente del jurado
_____________________________
Firma
Nombre
Presidente del jurado
____________________________
Firma
Nombre
Presidente del jurado
Medelln, 23 de Abril 2014
-
Este trabajo de grado est dedicado a nuestros padres.
-
CONTENIDO
1. OBJETIVOS
........................................................................................................
13
1.1. GENERAL
....................................................................................................
13
1.2. ESPECFICOS
.............................................................................................
13
2. MARCO TERICO
..............................................................................................
14
2.1 Antecedentes Sector Textil en Colombia
........................................................... 14
2.2 Sistemas de produccin
....................................................................................
16
2.2.1 Sistemas de produccin tradicionales
......................................................... 19
2.2.2 Sistemas de produccin modernos:
............................................................ 21
2.3 Productividad
....................................................................................................
25
2.4 Distribucin en planta
........................................................................................
26
2.5. Simulacin PROMODEL
..................................................................................
30
3. CONTEXTO DE LA EMPRESA
...........................................................................
32
4. ANLISIS DE LA DEMANDA, CAPITAL Y TECNOLOGA
.................................. 41
4.1 Estimacin de la demanda
................................................................................
41
4.2. Personal manual u operarios y maquinaria necesaria
................................... 45
5. DISEO Y DISTRIBUCIN DE PLANTA
.............................................................
56
5.1. Sistema de produccin modular
....................................................................
62
5.2. Sistema de produccin lineal
........................................................................
64
-
6. SIMULACIN
......................................................................................................
65
7. IMPLEMENTACIN
............................................................................................
68
7.1. Oficina
..............................................................................................................
69
7.2. Materia prima e
insumos...............................................................................
70
7.3.
Corte.............................................................................................................
71
7.4. Fusionado y corte entretela
..........................................................................
72
7.5. Producto en proceso
.....................................................................................
73
7.6. Preparacin frentes
......................................................................................
74
7.7. Preparacin cuellos y puos
.........................................................................
75
7.8. Preparacin mangas y
espalda.....................................................................
76
7.9. Ensamble
.....................................................................................................
77
7.10. Terminacin
..............................................................................................
78
7.11. Almacenamiento producto terminado
........................................................ 80
CONCLUSIONES
.......................................................................................................
81
RECOMENDACIONES
...............................................................................................
82
BIBLIOGRAFA
...........................................................................................................
83
-
LISTA DE FIGURAS
Figura 1Distribucin geogrfica confecciones
.................................................. 15
Figura 2 Flujograma de procesos
.....................................................................
36
Figura 3 Flujograma subproceso corte de tela
................................................. 36
Figura 4 Flujograma subproceso preparacin frentes
...................................... 37
Figura 5 Flujograma subproceso preparacin cuellos y puos
........................ 38
Figura 6 Flujograma subproceso preparacin mangas y espaldas
.................. 39
Figura 7Flujo grama subproceso ensamble
..................................................... 39
Figura 8 Flujo grama subproceso terminacin
................................................. 40
Figura 9 Venta de camisas
...............................................................................
43
Figura 10 Plano general
...................................................................................
57
Figura 11 Materia prima, administracin y producto terminado
........................ 59
Figura 12 Distribucin producto terminado, fusionado y
troquelado................. 61
Figura 13 Produccin
.......................................................................................
62
Figura 14 Sistema produccin modular
............................................................ 63
Figura 15 Sistema produccin lineal
................................................................
64
Figura 16 Distribucin locaciones PROMODEL
............................................... 65
Figura 17 Fachada planta de produccin
......................................................... 68
Figura 18 Oficina
..............................................................................................
69
Figura 19 Materia prima e insumos
..................................................................
70
Figura 20 Corte
................................................................................................
71
Figura 21 Fusionado y corte entretela
..............................................................
72
Figura 22 Producto en proceso
........................................................................
73
Figura 23 Preparacin frentes
..........................................................................
74
-
Figura 24 Preparacin cuellos y puos
............................................................ 75
Figura 25 Preparacin mangas y espalda
........................................................ 76
Figura 26 Ensamble
.........................................................................................
77
Figura 27 Terminacin
.....................................................................................
78
Figura 28 Distribucin camisas
........................................................................
79
Figura 29 Almacenamiento producto terminado
............................................... 80
-
LISTA DE TABLAS
Tabla 1. Listado operacional
............................................................................
32
Tabla 2 Ventas del mes
....................................................................................
41
Tabla 3 Resumen de
ventas.............................................................................
42
Tabla 4 Corte tela
.............................................................................................
45
Tabla 5 Corte entretela
.....................................................................................
46
Tabla 6 Fusionado
............................................................................................
47
Tabla 7 Preparacin frentes
.............................................................................
48
Tabla 8 Preparacin cuellos y puos
...............................................................
49
Tabla 9 Preparacin mangas y espaldas
......................................................... 50
Tabla 10 Ensamble
..........................................................................................
51
Tabla 11 Personal manual preparacin y ensamble
........................................ 52
Tabla 12 Terminacin
.......................................................................................
53
Tabla 13 Inversin inicial herramientas
............................................................ 55
Tabla 14 Significado de colores
.......................................................................
63
Tabla 15 Simulacin sistema produccin lineal
................................................ 66
Tabla 16 Simulacin sistema produccin modular
........................................... 67
-
GLOSARIO
SISTEMA DE PRODUCCIN: conjuntos de componentes que
interaccionan
unos con otros, de tal forma que cada conjunto se comporta como
una unidad
completa (Vidal Mugica, 2012).
PRODUCTIVIDAD: Se trata de la relacin entre lo que produce
una
organizacin y los recursos requeridos para tal produccin
(Belcher, 1991)
DIAGRAMAS DE FLUJO (FLUJOGRAMA): son diagramas que emplean
smbolos grficos para representar los pasos o etapas de un
proceso. Tambin
permiten describir la secuencia de los distintos pasos o etapas
y su interaccin.
(Vazquez, 2012).
DISTRIBUCIN EN PLANTA: Es un proceso para determinar el mejor
orden
de los recursos disponibles. Consiste en la disposicin o
configuracin de los
espacios que conforman el proceso productivo (Muther, 1991).
SIMULACIN PROMODEL: ProModel es un simulador con animacin
para
computadoras personales. Permite simular cualquier tipo de
sistemas de
manufactura, logstica, manejo de materiales, etc. Permite
simular bandas de
transporte, gras viajeras, ensamble, corte, talleres, logstica,
etc. (Lenguajes y
simuladores, 2010)
EFICIENCIA: Utilizacin correcta de los recursos (medios de
produccin
disponibles) (Chiavenato, 2004).
IMPLEMENTAR: Expresa la accin de poner en prctica medidas y
mtodos,
entre otros, para concretar alguna actividad, plan, o misin
entre otras
alternativas (Definicin ABC, 2012).
MANO DE OBRA DIRECTA (MOD): Es el esfuerzo humano necesario
para
transformar la materia prima en un producto terminado, teniendo
en cuenta
salarios, prestaciones sociales y conceptos legales que se le
pagan a las
personas por su trabajo. (Pinillos Castellanos, 2002)
-
RESUMEN
En el presente trabajo se muestra la implementacin de un sistema
de
produccin para la empresa camisera Europea dedicada a la
confeccin de
camisas para hombre, dicha implementacin se realiz teniendo en
cuenta las
teoras sobre produccin en ingeniera industrial.
Fue necesario realizar una estimacin de la demanda, capital y
maquinaria a
utilizar para llevar a cabo la ejecucin del proyecto, adems de
identificar los
principales procesos para confeccionar una camisa mediante
diagramas de
flujos. En este trabajo se proponen dos tipos de sistemas de
produccin uno
lineal y otro modular apoyados en el diseo y distribucin en
planta con el fin
de identificar cual es el sistema ms eficiente para cumplir la
demanda
planteada. Adems se realiz una simulacin va PROMODEL que
permite
entender el funcionamiento de los sistemas de produccin.
PALABRAS CLAVE: Sistema de produccin, flujograma,
eficiencia,
simulacin, implementacin.
-
INTRODUCCIN
En un mundo globalizado el ambiente industrial se caracteriza
por la
competitividad, la toma de decisiones en tiempo mnimo y la
continua
variabilidad de la demanda. Esto puede radicar en que los
clientes cada vez
son ms exigentes, solicitando productos de mayor calidad y con
tiempos de
entrega realmente pequeos.
El objetivo de esta implementacin es disear un sistema de
produccin en la
ciudad de Medelln para la empresa Camisera Europea, con el fin
de
aumentar su produccin de unidades y abastecer continuamente sus
puntos de
venta. La idea surge a partir de la necesidad de expandir la
empresa,
amortiguar la produccin y disminuir los costos de transporte
para la
distribucin de camisas desde Pereira (planta principal) a
Medelln;
convirtindose la planta de produccin implementada en la
principal
distribuidora en los almacenes de dicha ciudad.
Existen muchas teoras dentro del campo de la ingeniera
industrial que
conducen a un diseo de produccin optimo, para la implementacin
se han
tenido en cuenta teoras como sistemas de produccin clsicos,
sistemas de
produccin modernos, distribucin en diseo de plantas, y otras
herramientas.
Para llevar a cabo este trabajo fue necesario realizar una
estimacin del capital
y recurso humano necesario, como tambin identificar las
principales
operaciones para ejecutar el proceso, adems se realiz una
simulacin de dos
sistemas productivos (lineal y modular) logrando concluir cul de
los dos
sistemas era el ms eficiente y proceder con su
implementacin.
-
1. OBJETIVOS
1.1. GENERAL
Implementar un sistema de produccin para la confeccin de camisas
en
Medelln para la marca Camisera europea
1.2. ESPECFICOS
1. Identificar las operaciones requeridas para la elaboracin del
producto
utilizando diagramas de procesos.
2. Determinar el alcance de la demanda, tecnologa a utilizar y
capital para
establecer el tamao requerido de la planta.
3. Definir las reas y las necesidades de espacio para los
distintos
departamentos con el fin de realizar las propuestas de diseo
de
plantas.
4. Simular las propuestas de diseo de plantas para elegir el ms
ptimo.
-
2. MARCO TERICO
2.1 Antecedentes Sector Textil en Colombia
La industria textil a nivel mundial es reconocida por impulsar
la economa de
pases en desarrollo, estimulando ingresos y empleos para muchas
personas.
Segn (Angulo Luna, Analisis del cluster textil en Per , 2004 )
la industrial textil
represent en el ao 2001 el 2,5% del comercio mundial de
mercancas y 3,3%
del comercio mundial de manufacturas, siendo el continente
asitico el que
tiene mayor dominio en el sector.
Actualmente Colombia es reconocida como una economa emergente;
en la
ltima dcada se ha destacado por ser un pas tentador para
inversionistas
extranjeros. En el continente Americano es reconocido por poseer
una de las
industrias de confeccin de textiles ms avanzadas, con alrededor
de 100 aos
de experiencia que lo han constituido como un pas de alta
calidad en el sector,
segn lo expone (colombiaembassy) (Embajada de Colombia en Japn).
Esta
industria siempre ha contribuido de manera importante al pas en
relacin con
el PIB (producto interno bruto), las exportaciones y la
constante generacin de
empleo. Segn(Salazar, 2001) Colombia participa con el 10% del
PIB
industrial y aporta otro tanto al valor agregado industrial del
pas, y es el cuarto
exportador de la industria colombiana. Sus ventas al exterior
representan el
4.1% de las exportaciones industriales.
La produccin de la industria textil, segn datos tomados del
Instituto para la
exportacin y la moda INEXMODA en un estudio realizado el primer
semestre
del ao 2012, en Colombia se cuenta con 450 fbricas de textiles y
10.000 de
confecciones que generan 130.000 empleos directos y 750.000 de
manera
indirecta. La mayor parte de la industria est conformada por
pequeas
empresas, el 50% tienen entre 20 y 60 mquinas de coser para la
produccin.1
1Valores consultados en la base de datos de:
http://www.legiscomex.com
-
Segn(Ruiz Granada, 2005) este sector industrial es fundamental
para la
economa del pas, es una idea de negocio que est presente en
todas las
regiones, constituyndose desde gran empresa, hasta PYME (pequeas
y
medianas empresas), no obstante es un sector que posee
debilidades tales
como altos costos de mano de obra, en comparacin con otros
pases, el
exceso de inventarios, el alto costo de materia prima, y en las
PYME con el
bajo desarrollo organizacional y estructural.
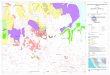
A continuacin en la figura 1 se puede evidenciar como est
distribuida
geogrficamente la industria de las confecciones en Colombia para
el ao 2011
Figura 1Distribucin geogrfica confecciones
Fuente: www.Legicomex.com
Segn(Arango, 2009) el sector de las confecciones est en
constante
crecimiento, el ideal es volverlo cada da ms eficiente
desarrollando productos
con un alto valor agregado y calidad; adems de desarrollar
estrategias que
permitan competir en un entorno globalizado penetrando nuevos
mercados.
Segn(MAPFRE, 2010) en su informe sobre el sector textil y
confecciones
colombiano, para que esta industria logre posicionamiento y
participacin en
nuevos mercados debe de contar con personal que tenga la
capacidad de
identificar tendencia de mercados, realizar colecciones
completas y posicionar
marcas. Adems sugiere la innovacin en los procesos mediante
la
investigacin invirtiendo en tecnologa confiable que promueva la
mejora
continua de los procesos; tambin es necesario desarrollar
habilidades que
permitan competir con costos pero garantizando la calidad
adecuada.
-
Medelln es una ciudad que se ha destacado por promover y
desarrollar
continuamente el sector textil, cuenta cada ao con la feria
Colombia moda
que rene a los diseadores y confeccionistas ms importantes de
todo el pas.
Esta ciudad constantemente dispone de esfuerzos para promover
cada da el
sector y actualmente segn(comercio, 2012) (cmara de comercio de
Medelln)
se desarrolla el proyecto plataforma de innovacin textil que
cuenta con ms de
9.000 personas capacitadas, 240 planes estratgicos adelantados y
becas para
estudios en el exterior. Lo cual quiere decir que en este sector
existe mucho
potencial an por desarrollar.
2.2 Sistemas de produccin
Todas las empresas independientemente de procesar productos
tangibles o
intangibles deben disear sistemas de produccin. Segn (Gallego,
2009) un
sistema de produccin est compuesto por diferentes elementos que
estn
estrechamente conectados alimentando de manera directa o
indirecta al
sistema como una unidad encaminndolo hacia una meta global. Una
definicin
ms precisa es la que propone(Mikell, 1997)Una lnea de produccin
la forman
una serie de estaciones de trabajo ordenadas para que los
productos pasen de
una estacin a la siguiente y en cada posicin se realice una
parte del trabajo
total. La velocidad de produccin de la lnea se determina por
medio de su
estacin ms lenta.
Segn (Leidingen, 1992)todas las industrias requieren de
operaciones fsicas
comunes que se efectan sobre las materias primas, dichas
operaciones
pueden ser estudiadas de manera individual y se denominan
operaciones
unitarias. Para esto se debe de tener en cuenta las propiedades
del material y
el tamao de dichas operaciones.
Los procesos industriales estn compuestos por una serie ordenada
de
operaciones y procesos unitarios, y la empresa puede ser
estudiada
descomponiendo todo en operaciones y procesos unitarios.
Segn (Gaither & Frazier, 2000)un sistema de produccin recibe
insumos en
forma de materiales, personas, capital, servicios e informacin.
Estos insumos
-
son transformados en un subsistema de conversin en los productos
y
servicios deseados, que se conocen como productos.
Un sistema de produccin es una estructura que facilita la
ejecucin,
descripcin y el planteamiento de un proceso productivo,
entendiendo proceso
productivo como la secuencia de actividades requeridas para la
elaboracin de
un producto (bien o servicio).
Tambin consiste en la definicin de reglas, en estrategias de
control que
especifique el orden en que cada regla debe ser procesada, y la
manera de
resolver un conflicto cuando este pueda presentarse.
El objetivo primordial de un sistema de produccin es obtener una
mayor
productividad y lograr la mxima contribucin a la continua
satisfaccin del
cliente.
Desde el punto de visto administrativo lo sistemas de produccin
no solo
consisten en disear herramientas y equipos que permitan realizar
el trabajo
fcilmente, sino que tambin consiste en crear teoras de
pensamiento que
impliquen un relacin estrecha entre el factor humano y los
medios con los que
cuenta la organizacin para alcanzar sus objetivos.
Segn(Garcia,
2004)siempre existirn enfoques que le permitirn a la gerencia un
uso ptimo
de todos los recursos a fin de proporcionar bienestar tanto a
entes propios de la
organizacin como a entes de inters colectivo
Garantizar el buen funcionamiento de una empresa, que se dedique
a
cualquier tipo de actividad econmica, depende mucho de las metas
que se
establezcan desde un principio, porque ser la gua para todos los
integrantes
de la compaa. Segn(Stephens, 2006)Un enunciado de misin bien
pensado
asegura que el ingeniero o gerente de proyectos y la direccin de
la empresa
comparten las mismas visiones y objetivos. Este abre lneas de
comunicacin
entre la direccin y el diseador generando una retroalimentacin y
cambios
sugeridos que en una etapa temprana ahorrarn mucho trabajo
posterior.
-
El enunciado de misin comunica las metas y la cultura de la
organizacin,
debe ser claro, para que su condicin no se pierda y sea
recordado con
facilidad, tambin debe ser intemporal para que se adapte a los
cambios
organizacionales. Del mismo modo debe de ser sencillo y as
emplearse para
orientar al planificador y ayudarlo en las decisiones del
proyecto.
El planificador del proceso debe especificar cules sistemas se
requieren,
donde se necesitan e integrar esos sistemas en planta. Es
responsable de
establecer cmo se va a fabricar el producto, tambin debe
seleccionar quien
realice el procesamiento. Segn (Tompkins, White, Buzer, &
Tanchoco,
2006)un producto, subensamble o pieza particular debe producirse
de
manera interna o subcontratarse con un proveedor externo o
contratista? La
decisin de fabricar o comprar es parte de la funcin de
planificacin del
proceso.
Adems de determinar si se compra o fabrica, el planificador debe
establecer
cmo se producir el producto y tiempo que tardar la operacin. Ya
que el
diseo final de un proceso depende mucho de la informacin del
programa y
los diseos del producto.
A la hora de identificar los procesos requeridos, inicialmente
se debe tomar la
decisin del alcance de la planta. Asimismo establecer los
procesos que van a
incluirse, y de esta forma conocer los extremos de la planta. El
alcance y la
magnitud de las actividades dentro de la planta van amarrados a
las decisiones
de fabricar o comprar.
Segn (Aguirre De mena, Rodriguez Fernandez, & Tous Zamora,
2002)El
diseo del sistema productivo es el conjunto de decisiones
estratgicas a
travs de las cuales se va a configurar la estructura productiva
de la empresa.
Para elegir el tipo de proceso la empresa junto con los costos,
debe evaluar
una serie de elementos como son la demanda, el capital y la
tecnologa a
utilizar.
(Bello, 1999)Argumenta que un sistema de produccin est compuesto
por tres
elementos principales: Insumos, sistema y resultado.
-
Los insumos son aquellas materias primas, recurso humano,
maquinaria,
informacin y capital que se necesitan para llevar a cabo la
ejecucin del
sistema. El sistema como tal es el proceso de transformacin por
el que estn
pasando estos insumos, principalmente la materia prima. El
resultado es el
producto o servicio final. Estos tres elementos deben estar en
continua
retroalimentacin garantizando calidad en los productos.
Con el pasar de los aos los sistemas de produccin han ido
evolucionando, en
la actualidad se puede decir que los sistemas de produccin se
dividen en dos
categoras: tradicionales y modernos, y a su vez cada uno de
estas categoras
tienen sistemas que se destacan. A continuacin se detallarn los
sistemas de
produccin que ms se destacan en cada categora.
2.2.1 Sistemas de produccin tradicionales
Segn(Krajewski, 2000) la seleccin del proceso de produccin es
fundamental
para determinar si los recursos van a estar dirigidos hacia los
productos o los
procesos, y con base en esto implementar una estrategia de
flujo. Para
determinar la estrategia de flujo la persona encargada de disear
el
procedimiento cuenta con 5 tipos de sistemas de produccin
tradicionales que
ms se destacan:
Por proyecto
Por produccin intermitente
Por lote o partida
En lnea
Continuos
A continuacin se describirn cada uno mencionando sus
principales
caractersticas.
Sistemas de produccin por proyecto:
Este tipo de sistema es empleado por empresas que solamente
producen
estrictamente lo que el cliente requiere, convirtiendo sus
productos o servicios
nicos en su clase. Se caracteriza por tener maquinaria de uso
general,
-
trabajadores altamente calificados, mercados reducidos y por
tener una
distribucin en planta de posicin fija. Segn (Krajewski, 2000)Las
empresas
con procesos de proyecto se venden a s mismas en funcin de
sus
capacidades, ms que en trminos de productos o servicios
especficos.
Un ejemplo de este tipo de produccin es la construccin de un
hospital o
centro comercial, trabajos de consultora o el desarrollo de una
campaa
poltica. Los flujos de trabajo se redefinen cada vez que se
planee el
procesamiento de un nuevo proyecto.
Sistemas de produccin por produccin intermitente:
Este tipo de sistema aplica para empresas que fabrican gran
variedad de
productos en los que su volumen de venta y fabricacin son
pequeos en
relacin a su produccin total. Se caracteriza por tener un flujo
de proceso
flexible, mano de obra calificada, dificultades para anticipar
la demanda, posee
una distribucin en planta funcional, en ocasiones los clientes
repiten los
pedidos permitiendo generar flujos de lnea e inventario, destina
sus recursos
en torno al proceso.
Un ejemplo de este tipo de produccin es la atencin en sala de
emergencias
de un hospital, tambin un taller de reparacin automotriz.
(Gallego, 2009)
Sistemas de produccin por lote o partida:
El sistema por lote o partida se diferencia principalmente del
intermitente en
que los volmenes de produccin son ms altos, elaborando los
mismos
productos frecuentemente. En este sistema de produccin la
variedad de
productos y servicios es ms reducida en comparacin del
sistema
intermitente. Se caracteriza por tener un flujo de trabajo
intermedio, tiene la
gran ventaja de tener en una sola cadena de produccin la
fabricacin de
varios productos, y a su vez tiene la desventaja de presentar
tiempos muertos
o de inactividad entre lotes. Segn (Krajewski, 2000)Se procesa
un lote de un
producto o grupo de clientes, y en seguida la produccin se
ajusta a la
siguiente. A la larga el primer producto o servicio ser
producido nuevamente.
-
Un ejemplo de este sistema es la produccin de una panadera, en
la
fabricacin de calzado y en la industria farmacutica.
Sistema de produccin en lnea:
El ritmo de trabajo es acelerado, volumen de produccin alto y la
mayora de
sus productos o servicios estn estandarizados destinando sus
recursos en
torno al producto. Los insumos avanzan de forma lineal entre
estaciones
manteniendo una secuencia fija. Entre operaciones se mantiene un
bajo
inventario de producto en proceso y los tiempos de fabricacin
son mnimos.
Se caracteriza por realizar las mismas actividades una y otra
vez haciendo el
trabajo montono. (Krajewski, 2000)los fabricantes que emplean
procesos en
lnea aplican a menudo una estrategia de fabricacin para
inventario y
almacenan productos estndar a fin de estar preparados para el
momento en
que un cliente haga un pedido.
Un ejemplo de este tipo de sistema es el ensamble de automviles
y juguetes.
Sistema de produccin contino:
En un sistema de produccin continuo las operaciones se ejecutan
sin
interrupcin durante las 24 horas del da, el producto siempre es
el mismo por
largos periodos de tiempo y el proceso de produccin no sufre
cambios. Tiene
la ventaja de tener muy poca mano de obra directa y es fcil
detectar cualquier
ausencia de materiales.
Se caracteriza por ser un proceso que requiere de un gran
capital de inversin
el cual debe de poseer una demanda constante.
Un ejemplo de produccin continua son las refineras de petrleo y
las
empresas productoras de cerveza.
2.2.2 Sistemas de produccin modernos:
Entre los sistemas de produccin modernos los ms destacados
son:
Just in time (justo a tiempo)
-
Teora de restricciones (TOC)
A continuacin se describirn cada uno mencionando sus
principales
caractersticas:
Just in time:
Inicialmente se llam sistema de produccin Toyota y fue creado
por el
ingeniero de produccin Taiichi Ohno quien trabaj en esta compaa;
todo
empez al darse cuenta que el modelo de produccin en masa
empleado en
los Estados Unidos no era viable para la industria Japonesa.
Este sistema de produccin se cre bajo el argumento de eliminar
despilfarro
de materiales, maquinas, mano de obra e inventarios.
Segn(Kalpakjian, 2002)
el just in time tiene los siguientes objetivos:
- Recibir los suministros justo a tiempo que sern empleados.
- Producir piezas justo a tiempo para amarrarlas a
subensambles.
- Producir subensambles justo a tiempo para ensamblarlos y
obtener los
productos. terminados.
- Producir y entregar los productos terminados justo a tiempo
para
venderlos.
El modo de operar del sistema es fabricar los productos cuando
el cliente d la
orden, sin inventarios, sin material acumulado y solo las
cantidades necesarias
anticipndose a la demanda. El trabajador debe realizar una
inspeccin a
medida que realiza su trabajo, con el fin de corregir los
errores inmediatamente,
garantizando que no se repitan y entregando un producto de alta
calidad.
Teora de restricciones (TOC):
El concepto en el cual se basa la teora de restricciones en
cuanto al control de
procesos, es que la planificacin hacia la elaboracin de un
producto consiste
de una serie de procesos que deben estar relacionados, cada
proceso tiene
una capacidad de generar una produccin determinada, y siempre
existe un
proceso que restringe el rendimiento de la operacin completa.
(Chapman,
2006).
-
Segn (Flores, 2004) La idea central de la teora de restricciones
es que todo
sistema real como lo es una empresa generadora de utilidades
tiene al menos
una restriccin que le impide el logro de su meta
(Chapman, 2006) Recomienda cinco pasos para implementar los
principios de
la TOC:
1. Identificar la restriccin: Analizar el proceso de produccin
y
determinar qu proceso limita el rendimiento. Cabe resaltar que
la
restriccin no solo se presenta en el proceso, esta puede estar
en otro
departamento que afecta al sistema indirectamente, por ejemplo
las
compras de materia prima.
2. Explorar la restriccin: Consiste en buscar mtodos que
permitan
maximizar la utilizacin de la produccin con el propsito de
alcanzar un
rendimiento productivo.
3. Subordinar todo a la restriccin: Utilizar efectivamente la
restriccin
es lo ms importante. Lo dems es secundario.
4. Elevar la restriccin: Consiste en buscar formas de
incrementar las
horas disponibles de la restriccin, incluyendo su propio
aumento.
5. Una vez que la operacin deja de ser restrictiva, encontrar la
nueva
restriccin y repetir los pasos: Despus de incrementar la
utilizacin
de la operacin que restringa el proceso, a largo plazo se
debe
encontrar la restriccin.
Con el fin de mejorar constantemente los sistemas de produccin,
se han
desarrollado herramientas que permiten encontrar falencias,
solucionarlas y
conducir a que los sistemas sean cada vez ms eficientes. Dentro
de las
herramientas que ms se destacan estn: el estudio de mtodos y
tiempos y
las 5 Ss.
Segn (Meyers, 2000) los estudios de tiempos y movimientos
estn
considerados la espina dorsal de la ingeniera industrial, la
tecnologa industrial
y los programas de gerencia industrial, porque la informacin que
generan
afectan a muchas otras reas
-
Estos estudios anteceden al establecimiento de los estndares de
tiempo. Si se
establecieran estndares de tiempo mal diseados el tiempo de un
ingeniero
industrial se desperdiciara. Los estudios de movimientos
consiguen una
reduccin de costos que es automtica y puede ser significativa.
Este se utiliza
para encontrar el mejor mtodo de trabajo, para fomentar en los
empleados la
toma de conciencia sobre los movimientos, ayudar a la seleccin
de nuevas
mquinas y equipos, a capacitar a los empleados nuevos en el
mtodo
preferido y a reducir esfuerzos y costos.
La 5s es una herramienta que desarrollo la compaa Toyota con la
finalidad
de conseguir mejoras duraderas en la organizacin y promover
mayor
rendimiento de sus trabajadores. Segn(Tejada, 2011)las 5s buscan
mejorar el
rea de trabajo facilitando el flujo de materiales y
personas:
Organizacin (Seiri): se refiere a organizar los materiales y
herramientas que se utilizan en el proceso y descartar aquellos
que no
sean utilizados.
Orden (Seiton): se refiere a colocar los artculos de forma
organizada,
es decir, mantener los que se utilizan con mayor frecuencia
cerca del
trabajador.
Limpieza (Seiso): se refiere a mantener el rea de trabajo
siempre
limpia.
Estandarizacin (Seiketsu): se refiere a seguir las Ss
anteriormente
mencionadas para lograr un rea de trabajo organizada.
Disciplina (Shitsuke): es entrenar y motivar a que los
trabajadores
sigan estas reglas como parte de su trabajo diario.
-
2.3 Productividad
La fabricacin o prestacin de servicios consiste en transformar
los recursos en
bienes, en cuanto ms eficiente se haga la transformacin la
compaa va a ser
ms productiva y tendr mayor valor agregado sobre los productos.
De esto se
trata la productividad que segn(Heizer, 2004)es: la razn entre
salidas
(bienes y servicios) y una o ms entradas o insumos (recursos
como mano de
obra y capital). Aumentar la productividad significa aumentar la
eficiencia, esto
quiere decir que realizar el trabajo aprovechando al mximo los
recursos con el
menor desperdicio posible.
Para (Arrona Hernandez) logra una alta productividad consiste en
administrar
efectivamente el aseguramiento de la calidad y la
eficiencia.
Aseguramiento de la calidad + Alta eficiencia = Alta
productividad
Segn (Heizer, 2004)existen dos formas de medir la
productividad:
Productividad de un solo factor
Indica la relacin entre un recurso (entrada) y los bienes
producidos (salida).
Se puede calcular mediante la siguiente ecuacin:
Productividad = Unidades producidas / Insumo empleado
Productividad de mltiples factores
Indica la relacin entre todos los recursos (entradas) y los
bienes producidos
(salidas). Se puede calcular mediante la siguiente ecuacin:
Productividad= Salida / (mano de obra +material + capital +
otros)
Para realizar ms fcil el clculo se recomienda llevar los
factores del
denominador a las mismas unidades. Unidades monetarias es lo ms
usual.
-
2.4 Distribucin en planta
Lograr que una compaa contribuya de manera eficiente y
satisfactoria a la
consecucin de los fines fijados inicialmente por la empresa, va
de la mano con
un buen ordenamiento fsico de los elementos y factores
industriales que
participan en el proceso productivo de la misma, en la
distribucin del rea y en
la ubicacin de los distintos departamentos.
Segn(de la Fuente Garca & Fernndez Quesada, 1997)otro
panorama del
problema lo suministra aquella definicin segn la cual la
distribucin en planta
es un compromiso entre los recursos que se poseen y los bienes
y/o servicios
que se quieren proporcionar. La situacin desencadenante para
comenzar el
trabajo sobre diseo de plantas sea cual sea siempre va a ir
encaminado o se
englobar dentro de una categora como:
Proyecto de una planta completamente nueva
Expansin o traslado de una ya existente
Reordenacin de una distribucin ya existente
Ajustes menores en distribuciones ya existentes
Para esto ser til seguir un orden que inicie en la recopilacin
de datos, para
conocer cul es la situacin de la empresa y detectar con claridad
cul es la
necesidad.
Un diseo ptimo de planta debe responder a la operatividad,
seguridad y a un
diseo econmico. Aqu se encuentran factores tales como
mantenimiento,
disponibilidad, requisitos operacionales, pero sus parmetros
resultantes
difieren significativamente ocasionando que compitan unos contra
otros. Segn
(Schmidt, Kster, Holtktter, & Nipper, 1998)Hoy en da los
sistemas de CAD
comerciales se utilizan como herramientas de diseo de plantas e
ingeniera de
detalle, pero no son compatibles con la planificacin y la
optimizacin del
diseo. Las decisiones en este caso deben ser realizadas por
ingenieros y
diseadores experimentados.
Ya tomadas las decisiones de producto, proceso y programas, el
diseador
debe organizar, evaluar y generar, de acuerdo con la informacin
disponible,
-
las alternativas de diseo de la disposicin, administracin,
almacenamiento y
carga de unidades. Segn (Tompkins, White, Buzer, & Tanchoco,
2006)Entre
los objetivos empresariales ms comunes estn los adelantos
destacados en el
costo de produccin, las entregas a tiempo, la calidad y el
tiempo de
preparacin.
Algunos practicantes utilizan recursos como el diagrama de
Pareto que pueden
ser muy tiles en los esfuerzos de planificacin de plantas.
De esta manera las decisiones que se tomen entorno al diseo de
plantas
deben determinarse de manera junta y as obtener un sistema de
produccin
integrado que logre los objetivos de la compaa.
Segn (Vallhonrat & Corominas, 1991)En el fondo, disear una
distribucin en
planta consiste en determinar la posicin, en cierta porcin del
espacio, de los
diversos elementos que integran el proceso productivo. Se trata,
por tanto, de
un problema de localizacin, pero especialmente complejo por el
elevado
nmero de unidades a tener en cuenta y porque hay interaccin
entre ellas
En este aspecto resulta que un diseo de distribucin en planta es
un problema
muy complejo ya que requiere de la intervencin de especialistas
en disciplinas
diversas. Para esto se necesita informacin sobre el proceso y
sobre los
equipos utilizados para llevarlo a cabo.
Existen muchas ventajas competitivas que resultan de un adecuado
diseo de
plantas. Inicialmente hay que mencionar las medidas de desempeo
ms
difundidas que se ven afectadas por el diseo de plantas, para
describir las
metas que pueden plantearse y las ventajas en utilizacin de
recursos, calidad
y productividad.
Segn (Muoz Negron, 2009)El diseo de una planta comprende
fundamentalmente tres aspectos: la infraestructura, las
instalaciones y el
sistema de manejo de materiales.
-
La infraestructura es el lugar, la ubicacin y los servicios
disponibles, las
instalaciones son el equipo, el mobiliario requerido para
conducir los procesos
de produccin y la maquinaria.
El diseo de las instalaciones se comprende en unidades, como
estaciones de
trabajo, departamentos y talleres para lograr los objetivos de
produccin y as
buscar la maximizacin de la utilizacin de los recursos
disponibles.
Segn(Vallhonrat J. M., 1991)la distribucin en planta es un
problema muy
complejo que requiere de especialistas en diferentes
disciplinas, adems no
basta con poseer conocimiento de los mtodos y tcnicas de diseo
en planta,
tambin se requiere de informacin sobre el proceso y los equipos
para poder
llevar a cabo una correcta distribucin.
En la teora sobre distribucin en planta existen seis principios
bsicos
propuestos por(Vallhonrat J. M., 1991):
1. Principio de la satisfaccin y de la seguridad
En igualdad de condiciones, la distribucin que haga ms efectiva
el
trabajo ser ms satisfactoria y segura para los trabajadores.
2. Principio de la integracin en conjunto
La distribucin de la planta debe integrar a los trabajadores,
maquinas,
insumos y cualquier otro factor; exigiendo compromiso entre
todas las
partes.
3. Principio de la mnima distancia recorrida
En igualdad de condiciones, siempre ser mejor la distribucin
que
permita recorrer la distancia mnima por material.
4. Principio de la circulacin o flujo de materiales
La distribucin ser mejor si las reas de trabajo estn ordenadas
de tal
forma que la operacin est en la misma secuencia en que se
transforman los materiales.
-
5. Principio del espacio cbico
Utilizar de un modo efectivo el espacio disponible vertical
y
horizontalmente para garantizar economa.
6. principio de flexibilidad
La distribucin en planta ser ms efectiva si se disea con el
menor
costo e inconvenientes posibles.
Tipos de distribucin en planta
Segn(Cuatrecasas, 2009) la distribucin en planta de los
procesos
productivos de una compaa se basan en dos modelos: Distribucin
en
planta por proceso y distribucin en planta por producto, sin
embargo s se
desdoblan estos modelos se pueden obtener varios tipos de
distribucin.
(de la Fuente Garca & Fernndez Quesada, 1997) propone cinco
tipos de
diseo de planta dependiendo de la produccin:
Distribucin de proyecto singular
Este tipo de distribucin aplica a empresas que trabajan bajo
proyectos de
largo plazo, procesos que tienen actividades en algunos casos
irrepetibles.
Esta distribucin se lleva a cabo situando las estaciones de
trabajo
alrededor del producto en funcin de la secuencia adecuada del
proceso.
Distribucin de posicin fija
La distribucin de producto esttico como tambin se conoce, aplica
para
la fabricacin de productos que son demasiado grandes y se hace
difcil
desplazarlos a las diferentes estaciones. Lo que se pretende es
adaptar el
proceso al producto.
-
Distribucin por grupos autnomos de trabajo
Se trata de agrupar de forma lgica los subprocesos del proceso
global en
familias que operan autnomamente, en un punto del sistema de
produccin se unifican formando la mayor parte del producto
final.
Distribucin basada en el producto
Este tipo de distribucin aplica para sistemas de produccin en
los que la
maquinaria esta continua, fluyendo los materiales directamente
desde una
estacin de trabajo a la siguiente, siguiendo la secuencia del
proceso. Se
destina para productos que requieren de un alto nivel de
produccin y los
movimientos suelen ser repetitivos y sencillos.
Distribucin basada en el proceso
La distribucin basada en el proceso se ve reflejada en la
fabricacin de
numerosos productos desiguales en cantidades mnimas. Se
caracteriza
por requerir mano de obra altamente cualificada; y la maquinaria
se agrupa
segn sus caractersticas funcionales.
2.5. Simulacin PROMODEL
Segn (Garcia Dunna, 2006) el concepto de simulacin de eventos
discretos es
un conjunto de relaciones lgicas, matemticas y probabilsticas
que
determinan el comportamiento de un sistema. Un modelo de
simulacin tiene
como objetivo principal comprender, analizar y optimizar la
operacin de un
sistema, en este caso un sistema de produccin.
Ya que un modelo de simulacin funciona como un sistema en el que
todas las
partes deben estar relacionadas para funcionar como un todo, la
simulacin del
sistema cuenta con elementos que poseen una frontera
establecida:
Entidad: Representa los flujos de entrada a un sistema, este
elemento
se encarga de que el sistema cambie.
-
Estado del sistema: Es una condicin que mantiene al sistema
bajo
estudio en un momento determinado, es decir, permite saber qu es
lo
que est pasando en el sistema en cierto instante de tiempo
Evento: Es un cambio del estado actual en que se encuentra
el
sistema, se puede presentar en la entrada o salida de una
entidad, la
finalizacin de un proceso o la interrupcin de un proceso.
Locaciones: Son todas aquellas estaciones de trabajo donde
el
producto en proceso se detiene para ser transformado.
Recursos: Son las herramientas necesarias para llevar a cabo
una
operacin.
Atributo: Es una caracterstica que permite identificar la
identidad de
una entidad.
Reloj de la simulacin: Su finalidad es contar el tiempo de
la
simulacin y permite responder preguntas como cunto tiempo se
ha
utilizado en el modelo o cunto tiempo en total se quiere que
dure el
sistema
-
3. CONTEXTO DE LA EMPRESA
La planta de produccin ubicada en la ciudad de Pereira lleva 25
aos de
experiencia en la confeccin de camisas para hombre; la empresa a
lo largo de
este tiempo ha identificado las operaciones necesarias para
ensamblar una
camisa. Para la implementacin de la planta de produccin en
Medelln fue
necesario viajar hasta Pereira y entender con ms claridad las
operaciones y
con base en esto realizar un estudio de mtodos y tiempos para
determinar
tiempos estndar en la nueva fbrica.
A continuacin en la tabla 1 se presentar el listado de
operaciones con sus
respectivos tiempos y maquinas necesarias para la confeccin de
una camisa:
Tabla 1. Listado operacional
Fuente: Elaboracin propia
LISTADO DE OPERACIONES
Proceso OPERACIONES tiempos
(minutos) MAQUINAS
CORTE TELA
trazo 0,03 MANUAL
extensin 0,4 MANUAL
corte 0,3 MANUAL
numeracin de piezas 0,2 MANUAL
CORTE ENTRETELA
trazo 0,025 MANUAL
extensin 0,2 MANUAL
troquelado 0,2 MANUAL
PREPARACION CUELLO
fusionar cuello 0,42 FUSIONADORA
dobladillar banda 0,2 PLANA
hacer pellizco 0,25 PLANA
coser tapa 0,8 PLANA
voltear 0,4 MANUAL
pespuntar 0,75 PLANA
marcar 0,12 MANUAL
piquetear 0,1 MANUAL
PREPARACION BOLSILLO
fusionar bolsillo 0,12 FUSIONADORA
dobladillar bolsillo 0,2 PLANA
prehormar bolsillo 0,26 MANUAL
-
LISTADO DE OPERACIONES
Proceso OPERACIONES tiempos
(minutos) MAQUINAS
PREPARACION PUOS x 2
fusionar puos 0,12 FUSIONADORA
cerrar puos 0,75 PLANA
voltear 0,1 MANUAL
asentar puos 0,7 PLANA
planchar puos 0,6 MANUAL
PREPARACION MANGAS x 2
fusionar perillas 0,11 FUSIONADORA
prehormar perilla 0,26 MANUAL
sesgar mangas 0,4 PLANA
pegar perilla 1,2 PLANA
asentar perillas 1,33 PLANA
PREPARACION ESPALDA
marquillar almilla 0,5 PLANA
pegar almilla 0,45 PLANA
pespuntar almilla 0,4 PLANA
PREPARACION FRENTE DE
dobladillar cartera prendiendo composicin
0,25 PLANA
PREPARACION FRENTE IZ
dobladillar 0,3 PLANA DOS AGUJAS
pegar bolsillo 0,85 PLANA
fusionar frente 0,06 FUSIONADORA
ENSAMBLE
ensamblar y recortar 0,96 MANUAL
entalegar hombros 0,6 PLANA
pespuntar hombros 0,36 PLANA
pegar mangas 1,1 FILETEADORA
pespuntar mangas 0,9 PLANA
cerrar costados 0,84 CERRADORA DE CODO
pegar cuello 1,02 PLANA
asentar cuello 1,08 PLANA
pegar puos 1,2 PLANA
hacer ruedos 1,15 PLANA
TERMINACION
ojalar 0,88 OJALADORA
pegar botones 0,84 BOTONADORA
revisar 0,85 MANUAL
botonar 0,55 MANUAL
poner taco 0,1 MANUAL
enconar 0,2 MANUAL
doblar 1,1 MANUAL
poner hormacuello
0,98
MANUAL
poner mariposa MANUAL
poner etiquetas MANUAL
poner cintas MANUAL
poner estiquer MANUAL
colocar bolsa MANUAL
-
LISTADO DE OPERACIONES
Proceso OPERACIONES tiempos
(minutos) MAQUINAS
armar cajas MANUAL
distribuir camisas MANUAL
cerrar cajas MANUAL
Total 28
El inicio del proceso depende fundamentalemte de los puntos de
venta, es
decir, en cada almacen, al finalizar la jornada laboral, cada
administrador envia
un reporte de las ventas y necesidades, con el fin de realizar
un pedido a la
planta para mantener una cantidad adecuada de camisas en
diferentes estilos.
Con esta informacin la diseadora decide realizar una orden de
corte con sus
diferentes caracteristicas como tipo de tela, bolsillos, tipo de
siluetas, tallas etc.
Este es el punto de partida para iniciar la confeccin donde
luego las personas
encargadas del corte segn las especificaciones ejecutan las
operaciones.
Antes de comenzar con el corte, tanto la extendida como el trazo
deben ser
aprobados por el supervisor de planta. Luego del corte, las
piezas que
requieren fusionado (unir tela con entretela) son procesadas en
la mquina
fusionadora para alimentar la preparacion de la camisa.
Luego del fusionado se comienza con la preparacion de los
frentes (frente
derecho e izquierdo) Igualmente con la preparacion de los puos,
cuellos,
mangas y espaldas. Al final de cada operacion de este proceso se
realiza un
control determinando si el flujo continua o se debe
reprocesar.
Seguidamente se ensambla la camisa, en este punto del flujo se
unen todas las
partes de la preparacion y nuevamente se hace un control.
Despues de estar
aprobado el ensamble, se pasa a la terminacion, donde
basicamente se hacen
los ojales y se colocan los botones, continuando con el empaque
donde se
destaca la presentacin de la camisa. Los insumos que se utilizan
para la
terminacion tienen un estandar de medida, que permite ser
utilizado para todas
las referencias.
-
Al tener listas las camisas, se empacan en cajas de a 20
unidades, se rotulan y
se almacenan en la bodega por referencias. Se genera una orden
de
despacho, especificando el numero de cajas por almacen.
Este proceso se puede ver mas especificamente en el siguiente
flujograma.
-
Figura 2Flujograma de procesos
Fuente: Elaboracin propia
Teniendo identificados los principales procesos se proceder a
hacer un
analisis mas detallado de cada subproceso, para garantizar un
mayor
entendimiento del sistema de produccin.
Corte tela
Con la orden de corte el cortador realiza el trazo, donde
acomoda cada uno de
los moldes de la camisa de manera que se pueda optimizar la tela
y disminuir
el desperdicio, el largo del trazo tiene una variable
dependiente que es el
numero de tallas que se desean cortar, y el ancho de este
depende del mnimo
de la tela. El trazo debe ser revisado por otra persona para que
sea aprobado.
se procede a extender la tela, la cantidad de tendidos o capas
dependen de la
orden de corte si esta especificada o de la capacidad de la
maquina cortadora
vertical con cuchilla de ocho pulgadas con cabida de 600
telas.
Luego de tener todas las capas de telas extendidas, se coloca el
trazo sujeto
con alfileres para evitar que se mueva y proceder con el corte.
Cuando se
finaliza cada talla es tiqueteada para llevar un consecutivo y
asi garantizar que
la camisa se esta armando con la misma capa de tela, evitando
tonalidades
diferentes o que no encajen los dieos de las telas.
El proceso de corte de tela se puede detallar en el siguiente
flujograma de
subprocesos:
Figura 3 Flujograma subproceso corte de tela
Fuente: Elaboracin propia
-
Preparacin frentes
Para la preparacin de los frentes se recibe del corte el frente
derecho y el
frente izquierdo. Al frente derecho se le realiza una operacin
llamada
dobladillar, que consiste en doblar la tela y asentarla. El
frente izquierdo
tambin se dobladilla pero con entretela para que al realizar los
ojales la tela no
se rompa, para continuar con la preparacin del frente se debe
alistar el
bolsillo, este debe fusionarse para luego dobladillarlo y
prehormarlo que
consiste en darle formar con un molde y plancha para que pueda
ser prendido,
posteriormente se fusiona el frente completo.
Figura 4 Flujograma subproceso preparacin frentes
Fuente: Elaboracin propia
Preparacin cuellos y puos
Para la preparacin de cuellos son necesarias dos partes: la
fusin y la tapa, a
la fusin se dobladilla la banda, seguidamente se le realiza un
pellizco que es
montar y coser el cuello encima de la banda, despus se coge la
tapa y se
cose con la fusin en una mquina de coser y cortar para que se
eliminen los
sobrantes; se voltea el cuello y se le perfeccionan las puntas,
luego se
pespunta que consiste en coser pero a una distancia determinada,
se marca y
-
piquetea para que cuando se monte el cuello tenga unas
referencias y quede
derecho.
Igualmente para la preparacin de los puos son necesarias dos
partes: la
fusin y la tapa, estos dos se unen en una mquina de coser y
cortar, que deja
el puo cerrado y pulido, se voltea y se asienta a una medida
determinada
donde posteriormente se entrega planchado.
Figura 5 Flujograma subproceso preparacin cuellos y puos
Fuente: Elaboracin propia
Preparacin mangas y espaldas
En la preparacin de las mangas primero se le debe de realizar el
sesgo por
medio de una gua que agiliza la operacin, despus se recibe del
fusionado la
perilla, se pega y seguidamente se asienta la perlilla.
Al realizar las espaldas se prende la marquilla a una de las
almillas, luego se
pega la espalda a las almillas y despus se pespuntan.
-
Figura 6Flujograma subproceso preparacin mangas y espaldas
Fuente: Elaboracin propia
Ensamble
Para la parte del ensamble son necesarias todas las piezas
previamente
preparadas las cuales son: espalda, frentes, mangas, cuellos y
puos. Lo
primero que se realiza es ensamblar y recortar que consiste en
sobreponer las
piezas y perfeccionarlas, luego se entalegan los hombros donde
se pegan los
dos frentes, izquierdo y derecho con la espalda, despus se
pespuntan. Al
tener entalegados los hombros se le unen las mangas en una
operacin
nombrada pegar mangas, ya teniendo las mangas pegadas a los
hombros y los
frentes se cierra el costado, que es coser la camisa desde las
mangas hasta
donde se realiza el ruedo continuando con la prendida y asentada
del cuello,
finalmente se pegan los puos y se hace el ruedo.
Figura 7Flujo grama subproceso ensamble
Fuente: Elaboracin propia
-
Terminacin
Para la terminacin es necesario primero realizar los ojales y
los botones a la
camisa, mediante una gua que permiten que casen
perfectamente,
posteriormente se hace una inspeccin general a la camisa para
que
finalmente se doble y empaque
Figura 8 Flujo grama subproceso terminacin
Fuente: Elaboracin propia
-
4. ANLISIS DE LA DEMANDA, CAPITAL Y TECNOLOGA
4.1 Estimacin de la demanda
Para determinar el alcance de la demanda en la nueva planta se
pidi el
reporte mes a mes de las ventas de los almacenes de Medelln
tanto para
camisas y corbatas, desde noviembre del 2012 hasta octubre del
2013
equivalente a 12 meses de ventas. Se analizaron solo los
almacenes de
Medelln debido a que la implementacin solo busca abastecer los
almacenes
de dicha ciudad y posteriormente satisfacer parte de las
necesidades de la
ciudad de Bogot.
En la tabla 2 se presentan las ventas por mes en los cuatro
almacenes
existentes en unidades. Con respecto al CC molinos y CC florida
(centro
comercial) aparecen juntos debido a que se traslad.
Tabla 2 Ventas del mes
Fuente: Elaboracin propia
-
En la tabla 3 se muestra en resumen de las ventas para una
mayor
comprensin, de la cual se deduce que las unidades diarias a
producir son 193
en una jornada laboral de lunes a sbado siendo un total de 26
das al mes
como se muestra en la siguiente ecuacin.
Tabla 3 Resumen de ventas
Fuente: Elaboracin propia
Total camisas 60.128
camisas mensuales 5011
camisas diarias 193
En la figura 9 se muestra grficamente las ventas mensuales por
almacn en el
mismo periodo mencionado anteriormente, lo que se pretende es
identificar
cules son los meses de mayor cantidad de unidades vendidas que
para este
producto resaltan diciembre y junio por la navidad, grados
acadmicos y da del
padre.
-
Figura 9 Venta de camisas
Fuente: Elaboracin propia
La compaa para el ao 2014 y 2015 tiene proyectado abrir dos
nuevos
almacenes en dos centros comerciales nuevos en la ciudad de
Medelln: CC
Aventura y CC Bosque Plaza. Se estima por ubicacin y datos
histricos que el
centro de la ciudad promueve muchas ventas debido al flujo de
personas y la
cantidad de comercio que circula por la zona convirtindolo en un
lugar muy
tentativo en cuanto a precio y variedad que en nuestro producto
es lo que se
busca. Por lo mencionado anteriormente se estima que las ventas
pueden ser
iguales o superiores a las del punto de venta en el CC santa
fe.
Realizando las proyecciones de produccin como se puede notar en
la
siguiente ecuacin por los dos nuevos almacenes se necesitar
fabricar 151
camisas diarias en la jornada de lunes a sbado.
( ) ( )
0
1.000
2.000
3.000
4.000
5.000C
AN
TID
AD
ES
MESES
CAMISAS
c.c santa fe
c.c molinos y florida
c.c premium
c.c city
-
Camisas diarias a producir
Camisas ventas: 193
Proyecciones= 151
Por un total de: 344
Los clculos anteriores estiman la produccin para mantener los
almacenes de
Medelln en un nivel adecuado, sin embargo existen fluctuaciones
tanto
internas como externas que se deben controlar por medio de un
inventario
mnimo. Con base en esta incertidumbre para estimar la cantidad
de recurso
humano y tecnologa a utilizar se partir de un estimado de 400
camisas
diarias.
Segn la tabla 1sobre el listado operacional, el estndar de
produccin es 28
minutos por camisa, teniendo en cuenta el anlisis anterior en el
que se estim
la demanda, se utilizar sta para determinar el recurso humano
necesario
segn los minutos laborales, as obtendremos el resultado
aproximado de
cuanta mano de obra es necesaria para luego distribuirla en
operarios o
personas manuales. A su vez, de acuerdo con esta distribucin se
asignar la
maquinaria o tecnologa a utilizar segn las operaciones para
cumplir la
demanda.
( )
-
( )
( )
De los clculos anteriores se puede concluir que se necesita de
mano de obra
directa 24 personas aproximadamente.
Vale aclarar que los tiempos de traslado no se tomaron, debido a
que las
distancias de desplazamiento son mnimas, inferiores a un metro y
se mueven
por lotes de 25 unidades, haciendo que dichos tiempos se
vuelvan
depreciables.
A continuacin, de acuerdo con las operaciones de cada proceso:
corte,
preparacin, ensamble y terminacin se analizar por medio de unos
clculos
que cantidad de personal y maquinaria se asignarn teniendo en
cuenta unos
tiempos disponibles; dichos tiempos se convertirn en unidades
que luego en el
proceso se utilizarn para balancear la lnea de produccin segn
las
fluctuaciones.
En los siguientes clculos donde se distribuye la mano de obra
directa es
necesario tener claridad que las personas manuales se
diferencian de los
operarios; en que los operarios ejecutan su trabajo con mquinas
y los
manuales entregan el trabajo manipulado para que los operarios
tengan mayor
facilidad de confeccin.
4.2. Personal manual u operarios y maquinaria necesaria
Corte: Tabla 4 Corte tela
Fuente: Elaboracin propia
Corte tela
Operacin Tiempo Mquina
Trazo 0,03 MANUAL
-
extensin 0,4 MANUAL
Corte 0,3 MANUAL
numeracin de piezas 0,2 MANUAL
( )
( )
( )
( )
( )
( ) ( )
Tabla 5 Corte entretela
Fuente: Elaboracin propia
Corte entretela
Operacin Tiempo Mquina
Trazo 0,025 MANUAL
Extensin 0,2 MANUAL
troquelado 0,2 MANUAL
( )
( )
( )
( )
( )
( )
( )
-
Despus de analizar cada operacin del proceso de corte se
concluye que son
necesarias la siguiente mano de obra directa y herramientas de
trabajo:
- 2 personal manual
- 1 mesa de corte
- 1 cortadora de extremos
- 1 cortadora de tela
- 1 Troqueladora
- Moldes de troqueles
Fusionado:
Tabla 6 Fusionado
Fuente: Elaboracin propia
Fusionado
Operacin Tiempo Mquina
Preparacin cuello 0,42 FUSIONADORA
Preparacin bolsillo 0,12 FUSIONADORA
Preparacin puos x 2 0,12 FUSIONADORA
Preparacin mangas x 2 0,11 FUSIONADORA
Preparacin frente IZ 0,06 FUSIONADORA
( )
( )
( )
( )
( )
Utilizamos el tiempo disponible de la persona manual de corte de
tela y
entretela
( ) ( )
( )
-
Despus de analizar cada operacin del proceso de fusionado se
concluye que
se necesita la siguiente herramienta de trabajo:
- 1 fusionadora
Preparacin frentes:
Tabla 7 Preparacin frentes
Fuente: Elaboracin propia
Preparacin frentes
Proceso Operacin tiempo Mquina
preparacin frente de dobladillar cartera prendiendo composicin
0,25 PLANA
preparacin frente iz Dobladillar 0,3
PLANA DOS AGUJAS
pegar bolsillo 0,85 PLANA
preparacin bolsillo dobladillar bolsillo 0,2 PLANA
( )
( ) ( )
( )
( )
( ) ( )
Despus de analizar cada operacin del proceso de preparacin de
frentes se
concluye que son necesarias la siguiente mano de obra directa y
herramientas
de trabajo:
-
- 2 operarios
- 2 mquinas planas electrnicas posicionadoras
- 1 maquina dos agujas
- 1 maquina multiagujas
- 1 plancha industrial
- 1 mesa de planchado
Preparacin cuellos y puos:
Tabla 8 Preparacin cuellos y puos
Fuente: Elaboracin propia
preparacin de cuellos y puos
Proceso Operacin tiempo Mquina
PREPARACION PUOS x 2 cerrar puos 0,75 plana
asentar puos 0,7 plana
PREPARACION CUELLO
dobladillar banda 0,2 plana
hacer pellizco 0,25 plana
coser tapa 0,8 plana
pespuntar 0,75 plana
( )
( )
( )
( )
( )
( )
( )
Despus de analizar cada operacin del proceso de preparacin de
puos y
cuellos se concluye que son necesarias la siguiente mano de obra
directa y
herramientas de trabajo:
-
- 3 operarios
- 2 mquinas planas electrnicas posicionadoras
- 2 mquinas de coser y cortar
- 1 volteador de cuellos
- 1 plancha industrial
- 1 mesa de planchado
Preparacin mangas y espaldas:
Tabla 9 Preparacin mangas y espaldas
Fuente: Elaboracin propia
Preparacin mangas y espaldas
Proceso Operacin Tiempo Mquina
PREPARACION ESPALDA
marquillar almilla 0,5 PLANA
pegar almilla 0,45 PLANA
pespuntar almilla 0,4 PLANA
PREPARACION MANGAS x 2
sesgar mangas 0,4 PLANA
pegar perilla 1,2 PLANA
asentar perillas 1,33 PLANA
( )
( )
( )
( )
( )
( ) ( )
Despus de analizar cada operacin del proceso de preparacin de
mangas y
espaldas se concluye que son necesarias la siguiente mano de
obra directa y
herramientas de trabajo:
- 4 operarios
-
- 5 mquinas planas electrnicas posicionadoras
Preparacin ensamble:
Tabla 10 Ensamble
Fuente: Elaboracin propia
ENSAMBLE
Operacin Tiempo Mquina
entalegar hombros 0,6 PLANA
pespuntar hombros 0,36 PLANA
pegar mangas 1,1 FILETEADORA
pespuntar mangas 0,9 PLANA
cerrar costados 0,84 CERRADORA DE
CODO
pegar cuello 1,02 PLANA
asentar cuello 1,08 PLANA
pegar puos 1,2 PLANA
hacer ruedos 1,15 PLANA
( )
( )
( )
( )
( )
( )
( )
Despus de analizar cada operacin del proceso de ensamble se
concluye que
son necesarias la siguiente mano de obra directa y herramientas
de trabajo
-
7 operarios
1 fileteadora
1 cerradora de codo
6 mquinas planas electrnicas posicionadoras
1 mesa de revisin
Personal manual:
En la siguiente tabla se especifica el personal manual necesario
para los
procesos de preparacin y ensamble.
Tabla 11 Personal manual preparacin y ensamble
Fuente: Elaboracin propia
Proceso Operacin tiempo mquina
preparacin bolsillo prehormar bolsillo 0,26 manual
preparacin puos x 2 Voltear 0,1 manual
planchar puos 0,6 manual
preparacin cuello
Voltear 0,4 manual
marcar 0,12 manual
Piquetear 0,1 manual
preparacin mangas x 2 prehormar perilla 0,26 manual
Ensamble ensamblar y
recortar 0,96 manual
( )
( )
( )
( )
( )
( )
( )
-
Despus de analizar cada operacin manual de los procesos de
preparacin y
ensamble se concluye que es necesaria la siguiente mano de obra
directa.
- 3 personas manuales
Terminacin:
Tabla 12 Terminacin
Fuente: Elaboracin propia
TERMINACION
Operacin Tiempo Mquina
ojalar 0,88 OJALADORA
pegar botones 0,84 BOTONADORA
revisar 0,85 MANUAL
botonar 0,55 MANUAL
poner taco 0,1 MANUAL
enconar 0,2 MANUAL
doblar 1,1 MANUAL
poner hormacuello
1
MANUAL
poner mariposa MANUAL
poner etiquetas MANUAL
poner cintas MANUAL
poner estiquer MANUAL
colocar bolsa MANUAL
armar cajas MANUAL
distribuir camisas MANUAL
cerrar cajas MANUAL
( )
( ) ( )
( )
( )
( ) ( )
-
( )
( )
( )
( )
( )
( )
( )
Despus de analizar cada operacin del proceso de terminacin se
concluye
que son necesarias la siguiente mano de obra directa y
herramientas de
trabajo:
- 2 operarios
- 4 manuales
- 1 ojaladora
- 1 botonadora
- 1 revisadora
- 1 enconador
- 1 plancha industrial
- 1 mesa de planchado
- 1 mesa dobladora
- 1 Mesa de empaque
De acuerdo con lo analizado anteriormente para cada proceso se
llega a la
conclusin que se requiere para la implementacin de la lnea de
produccin de
400 camisas diarias de 18 operarios y 9 personas manuales, para
un total de
27 personas de mano de obra directa.
-
Con el fin de estimar el capital requerido de la planta, a
continuacin en la tabla
13 se especifica detalladamente las herramientas de trabajo con
su respectivo
precio:
Tabla 13 Inversin inicial herramientas
Fuente: Elaboracin propia
Inversin inicial herramientas
Herramientas de trabajo Cantidad Precio unitario (pesos) Precio
total
mesa de corte 1 2.000.000,00 2.000.000,00
cortadora de extremos 1 1.300.000,00 1.300.000,00
cortadora de tela 1 600.000,00 600.000,00
Troqueladora 1 9.500.000,00 9.500.000,00
Estantera metlica 1 400.000,00 400.000,00
Moldes de troqueles 12 160.000,00 1.920.000,00
Fusionadora 1 7.200.000,00 7.200.000,00
mquinas planas electrnicas posicionadoras
15 1.900.000,00 28.500.000,00
maquina dos agujas 3 3.900.000,00 11.700.000,00
maquina multiaguja 1 4.200.000,00 4.200.000,00
plancha industrial 3 250.000,00 750.000,00
mesa de planchado 3 1.000.000,00 3.000.000,00
mquinas de coser y cortar 2 3.400.000,00 6.800.000,00
volteador de cuellos 1 200.000,00 200.000,00
Fileteadora 1 2.700.000,00 2.700.000,00
cerradora de codo 1 3.200.000,00 3.200.000,00
mesa de revisin 1 170.000,00 170.000,00
Ojaladora 1 10.000.000,00 10.000.000,00
Botonadora 1 12.000.000,00 12.000.000,00
Revisadores 1 200.000,00 200.000,00
Enconador 1 700.000,00 700.000,00
mesa dobladora 1 6.500.000,00 6.500.000,00
mesa empaque 1 220.000,00 220.000,00
Estantera de telas 2 600.000,00 1.200.000,00
Total 114.960.000,00
De acuerdo con la maquinaria necesaria para ejecutar la lnea de
produccin y
con base en la distribucin actual de la misma maquinaria pero en
diferentes
cantidades en la planta de Pereira, se estima que para la
implementacin se
necesita un rea de mnimo 200 m2. En el prximo captulo que abarca
todo el
contenido de diseo y distribucin de planta se podrn detallar los
distintos
espacios requeridos.
-
5. DISEO Y DISTRIBUCIN DE PLANTA
Con base en la informacin obtenida en el captulo anterior, se
adquiri un rea
de 275 m2 a la que se le realizaron modificaciones en su
estructura con el fin
de tener mayor aprovechamiento de los espacios y acoplarla a la
necesidad
planteada. Para definir las reas y necesidades de espacio se
tiene en cuenta
la teora sobre distribucin en planta. Se disearon dos tipos de
sistemas de
produccin: modular y lineal, con el fin de realizar una
simulacin que permita
identificar qu sistema es el ms ptimo. En cada diseo se
definieron las
reas necesarias para llevar a cabo el proceso, teniendo en
cuenta que para
cada diseo ciertas reas permanecern fijas.
En la figura 10 se puede observar el plano general del rea
adquirida con sus
respectivas dimensiones:
-
Figura 10 Plano general
Fuente: Elaboracin propia
-
A continuacin se definir y se explicar cada rea que permanecer
fija en la
planta:
rea materia prima e insumos, administracin y almacn de
producto
terminado:
En el rea de materia prima e insumos se cuenta con un espacio de
24,3 m2
donde se ubicarn dos estanteras de 3,50 metros de largo, 2,30
metros de alto
y 1,40 metros de profundidad, dividida en 6 compartimientos
donde se
almacenan los rollos de tela; en cada compartimiento se tiene
una referencia
diferente de las telas que se utilizan en la produccin.
Tambin se cuenta con dos estanteras de 1 m de largo 1,60 m de
alto y 30 m
metros de profundidad, esta de menor dimensin, ya que aqu se
ubican todos
los insumos como hilos, botones, marquillas, cintas de
presentacin, etiquetas,
sticker, bolsas, entre otros utilizados para la confeccin y
presentacin del
producto.
En la figura 11 se ilustra el almacn de producto terminado que
cuenta con un
rea de 16,2 m2 donde se llevan las camisas empacadas en cajas de
a 20
unidades y apiladas en columnas de a 7 cajas, con el fin de
tener mayor
aprovechamiento del espacio. Estas se rotulan con la
identificacin de las
camisas yse agrupan de acuerdo con sus caractersticas, para
tener un mayor
control a la hora de realizar la orden de despacho.
La administracin se ubica en un rea donde se puede tener acceso
tanto a los
insumos y materia prima como a los despachos, es decir, donde se
podr
controlar el inicio y el fin del proceso. Esta tiene un rea
disponible de 15,6 m2.
En la figura 11 se pretende brindar un mayor entendimiento de lo
expuesto:
-
Figura 11 Materia prima, administracin y producto terminado
Fuente: Elaboracin propia
rea de corte, distribucin de producto terminado, fusionado y
troquelado:
El rea de corte dispone de un espacio de 28 m2. Segn lo
planteado la
demanda estimada son 400 camisas diarias, como mnimo se deben
cortar
1200 camisas para suplir la necesidad de tres das de produccin,
entonces si
se extienden 300 capas de tela se necesitan 4 tallas para llegar
a 1200
camisas; del anlisis anterior el promedio de tela por talla es
de 1,5 m lo que
genera la necesidad de una mesa de 6m de largo por 1,9 m de
ancho, pero
teniendo en cuenta las herramientas de trabajo se requiere que
la mesa tenga
7 m de largo. De acuerdo con esto y respecto al espacio
disponible para la
mesa de corte, se dispondrn de 1,8 m para los corredores, los
cuales se
pueden plantear de 0.6 m y 1,2 m este ltimo mayor ya que se
necesitara este
espacio para el desplazamiento de personas y material. La parte
baja de la
mesa se utiliza para almacenar rollos de tela y retazos que
quedan de los
cortes aprovechando el espacio disponible.
-
En rea de fusin y troquelado cuenta con un espacio de 12 m2, la
cual cuenta
con una mquina fusionadora de dos bandejas y una mquina
troqueladora.
En la parte de distribucin se ubican 20 cajas donde se
distribuyen las 400
unidades terminadas, las unidades se ubican en fila como se
ilustra en la figura
12 y se introducen de una en una hasta completar 20 unidades por
caja. El
rea de lavado sirve para limpiar las prendas que durante la
confeccin
recogen suciedad por la manipulacin. El comedor es utilizado por
los
operarios en los horarios de desayuno y almuerzo con un rea de
14 m2.
Como el espacio disponible en el comedor es reducido en
comparacin a la
cantidad de empleados, los almuerzos y desayunos se realizaran
en dos
turnos, cada uno de estos con un tiempo de 15 minutos. Tambin
habr un
tiempo de 5 minutos entre estos para que la persona encargada el
aseo pueda
dejar limpio el sitio.
-
Figura 12 Distribucin producto terminado, fusionado y
troquelado
Fuente: Elaboracin propia
rea de produccin
El rea de produccin cuenta con un espacio de 84m2
aproximadamente, en
este lugar se ubicaran las diferentes maquinas utilizadas para
la confeccin de
las camisas. A continuacin se plantearn dos modelos de
produccin, uno en
forma lineal y otro modular; la finalidad es encontrar el
sistema que sea ms
ptimo y que genere una produccin suficiente para suplir la
demanda
estimada.
Tambin se puede ver el taller de mecnica donde se almacenan
todas las
herramientas necesarias para los arreglos generales tanto de
maquinaria como
de infraestructura.
-
Figura 13 Produccin
Fuente: Elaboracin propia
5.1. Sistema de produccin modular
El siguiente flujo de proceso plantea una distribucin de forma
modular,
observando claramente una divisin del proceso por reas. En este
sistema el
control del flujo es mayor, debido a que la produccin no pasa de
un rea a la
otra hasta cumplir una hora definida contando las unidades
procesadas. Se
caracteriza por el trabajo en equipo y facilidad en el balanceo
de la produccin.
En la figura 14 se puede observar el diseo de este sistema
-
Figura 14 Sistema produccin modular
Fuente: Elaboracin propia
Tabla 14 Significado de colores
Fuente: Elaboracin propia
Significado de colores
Mdulo de Preparacin de cuellos y puos
Modulo Preparacin de frentes
Modulo Preparacin de mangas y espalda
Modulo Ensamble
Modulo Terminacin
Planchas
Mesa de ensamble
-
5.2. Sistema de produccin lineal
El siguiente flujo de proceso plantea una distribucin de forma
lineal,
observando claramente una divisin del proceso por sub-reas. En
este
sistema el control del flujo es menor, debido a que la produccin
pasa de una
sub-rea a otra siendo dificultoso tener balanceada la lnea
constantemente e
identificar donde estn los problemas. Este sistema se
caracteriza por su
produccin en serie y su continuidad.
En la figura 15 se puede observar el diseo de este sistema
Figura 15 Sistema produccin lineal
Fuente: Elaboracin propia
-
6. SIMULACIN
La simulacin de los sistemas de produccin ya mencionados (lineal
y modular)
se realiz mediante el software PROMODEL. Los dos sistemas de
produccin
se analizaron de forma general, es decir, se sumaron los tiempos
del listado
operacional que tienen el mismo proceso, por ejemplo en el
proceso de corte
se sumaron: realizar trazo, extender tela, realizar corte y
enumerar piezas, en
la simulacin se especifica de manera global corte. Y as
sucesivamente con
todos los procesos, esta decisin se tom en vista que el software
tiene licencia
estudiantil generando unos parmetros que no permiten realizar la
simulacin
con las locaciones necesarias. Las locaciones entonces en la
simulacin van a
estar definidas como: Corte que son las llegadas, fusionado,
preparacin,
ensamble y terminacin.
A continuacin se mostrara el anlisis de los sistemas teniendo en
cuenta que
visualmente son iguales pero internamente actan diferente:
Figura 16 Distribucin locaciones PROMODEL
Fuente: Imagen tomada de PROMODEL
-
Simulacin sistema lineal
En este sistema se ubican los tiempos de operacin en cada
proceso y a
medida que una operacin termina le entrega su trabajo al
siguiente proceso.
Tabla 15 Simulacin sistema produccin lineal
Fuente: Tabla tomada de PROMODEL
De la tabla 15 se puede observar que una camisa tarda en entrar
y salir del
sistema 4 minutos debido a que la capacidad es uno a uno, pero
en realidad el
proceso que lleva el ritmo de trabajo y en este caso es el
cuello de botella es
ensamble que se demora 1,15 minutos por cada camisa y tiene un
porcentaje
de utilizacin del 92%. Se logra concluir que salen 384 camisas
en una jornada
laboral de 8 horas.
-
Simulacin sistema modular
En este sistema se ubican las unidades producidas por hora en
cada mdulo,
cada hora las mismas unidades se desplazan al siguiente mdulo
para
continuar con el proceso.
Tabla 16 Simulacin sistema produccin modular
Fuente: Tabla tomada de PROMODEL
De la tabla 16 se puede observar que una camisa tarda en entrar
y salir del
sistema 267 minutos ya que la capacidad es mayor a 50, pero en
realidad el
proceso que lleva el ritmo de trabajo y en este caso es el
cuello de botella es
ensamble, porque tiene el porcentaje de utilizacin en el 100% y
su capacidad
es de 50 unidades cada 53 minutos. Se concluye que salen 401
camisas en
una jornada laboral de 8 horas.
Analizando los datos arrojados por la simulacin se llega a la
conclusin que el
sistema que se va a implementar es el modular, ya que se logra,
primero sacar
17 unidades de ms, segundo impulsa el trabajo en equipo cuando
hay
faltantes del personal permitiendo repartirlas cargas de trabajo
en los mdulos
ms avanzados facilitando que el proceso que est como cuello de
botella
produzca las mismas unidades, tercero un mejor orden y
desplazamiento
dentro de la planta, y por ultimo ganancias por incentivos
grupales.
-
7. IMPLEMENTACIN
La planta de produccin se implement en la ciudad de Medelln
ubicada en el
barrio San Joaqun circular 4ta # 66B 92. A continuacin se puede
observar
la fachada de la planta que funciona en el primer piso.
Figura 17 Fachada planta de produccin
Fuente: Elaboracin propia
A continuacin se mostrar cmo funciona actualmente cada uno de
los
procesos en el sistema de produccin modular, que con base en la
simulacin
se logr concluir que es el ms adecuado para la fabricacin de
camisas.
-
7.1. Oficina
En esta rea es desde donde se direcciona el funcionamiento de la
plata, se
controlan todos los procesos desde compra de insumos hasta
distribucin y se
toman decisiones estratgicas que seven reflejadas en el
producto.
Figura 18 Oficina
Fuente: Elaboracin propia
-
7.2. Materia prima e insumos
Los insumos se compran directamente a proveedores o empresas
productoras,
y en otras ocasiones se despachan desde la planta principal.
Cuando llegan a
la planta implementada son remisionados para llevar un control e
inventario
para permitir que la produccin no se pare por ausencia de
materia prima.
Figura 19 Materia prima e insumos
Fuente: Elaboracin propia
-
7.3. Corte
Esta rea dispone de una mesa de corte, una cortadora de tela y
una cortadora
de extremos. De este proceso se alimenta toda la lnea de
produccin, se
caracteriza por su alto riesgo al tener demasiada importancia
para el proceso
global. Si hay una mala interpretacin todo el proceso colapsa,
lo que genera
elevadas prdidas econmicas.
Figura 20 Corte
Fuente: Elaboracin propia
-
7.4. Fusionado y corte entretela
Esta rea cuenta con una troqueladora, los moldes para troquelar
y una
fusionadora. Despus del corte lo que resalta la calidad de la
camisa es el
fusionado, es decir, las piezas son troqueladas con el fin de
que todas sean
iguales principalmente el cuello y el puo son las que ms se
destacan en este
proceso.
Figura 21 Fusionado y corte entretela
Fuente: Elaboracin propia
-
7.5. Producto en proceso
Una vez hecho el corte y el fusionado se almacenan las piezas en
la estantera
como se aprecia en la figura 21 para iniciar el proceso de
confeccin
separando los lotes con respecto al color de hilo.
Figura 22 Producto en proceso
Fuente: Elaboracin propia
-
7.6. Preparacin frentes
Este mdulo cuenta con dos operarios, una persona manual, cuatro
mquinas,
una mesa de plancha industrial, el tablero de control y canastas
d