Embed Size (px)
Citation preview

175
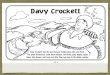
6U.S. Production of Major Products
in the Caustics Chain (1997)
Chlorine (26.0 billion lbs)Sodium Carbonate (23.7 billion lbs)Sodium Hydroxide (22.7 billion lbs)
Source: CMA 1998.
The Chlor-AlkaliIndustry
6.1 Overview of the Chlor-AlkaliIndustry
Chlorine, Sodium Hydroxide, and SodiumCarbonate Are Primary Products of theChlor-Alkali Industry
The caustics chain begins with sodium chloride(NaCl) and forms the basis for what is oftenreferred to as the chlor-alkali industry. Majorproducts of the chlor-alkali industry includechlorine , sodium hydroxide (caustic soda),soda ash (sodium carbonate), sodiumbicarbonate, potassium hydroxide, andpotassium carbonate. Of these products,chlorine, sodium hydroxide, and soda ash accountfor the largest share of shipments from the chlor-alkali industry. These products are also veryimportant economically, being the chemicalsproduced in the eighth, ninth, and tenth largestamounts in the United States (in 1997, theircombined production was over 72 billion pounds)(CMA 1998).
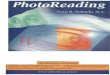
Most of the chlorine produced in the UnitedStates (about 70 percent) is used to manufactureorganic chemicals (e.g., vinyl chloride monomer,ethylene dichloride, glycerine, chlorinatedsolvents, glycols). Nearly 40 percent is used forthe production of vinyl chloride, an importantbuilding block for poly vinyl chloride (PVC) and anumber of petrochemicals (see Figure 6-1). Chlorine is also important to the pulp and paperindustry, which consumes about 15 percent of thechlorine produced annually. Other major uses forchlorine include the manufacture of inorganicchemicals, disinfection of water, and productionof hypochlorite (CMA 1998, Orica 1999).

176
Salt Water
Chlorine
Caustic Soda(SodiumHydroxide)
Ethylene dichloride/vinyl chloridemonomer, polyurethanes, otherorganic compounds, pulp and paper,solvents, water treatment, titaniumdioxide
Chemical manufacturing, pulp andpaper, soaps and detergents,textiles, alumina, petroleum refining
Salt andLimestone(synthetic) orTrona Ore(natural)
Soda Ash(SodiumCarbonate)
Glass-making, detergents andsoaps, neutralization, metals andmining, sulfite paper pulping,chemical sodium compounds,textiles processing
The Caustics Chain
Figure 6-1. Chlor-Alkali Products Chain (CMA 1998)
About 30 percent of the sodium hydroxideproduced is used by the organic chemical industryand about 20 percent is consumed by theinorganic chemical industry for neutralization andoff-gas scrubbing, and as an input into theproduction of various chemical products (e.g.,alumina, propylene oxide, polycarbonate resin,expoxies, synthetic fibers, soaps, detergents,rayon, cellophane). Another 20 percent ofsodium hydroxide production is used by the pulpand paper industry for pulping wood chips and forother processes. Sodium hydroxide is also usedto manufacture soap and cleaning products, andas drilling fluid for oil and gas extraction(CHEMX 1999, Orica 1999).
Soda ash is used primarily by the glass industryas a flux to reduce the melting point of sand. It isalso a raw material in the manufacture of sodiumphosphates and sodium silicates, importantcomponents of domestic and industrial cleaners. Other uses are in the production of metals inboth the refining and smelting stages, in sulfitepaper pulping processes, and in textiles
processing. Soda ash is also an intermediate inthe production of sodium compounds, includingphosphates, silicates, and sulfites.
Demand for Sodium Hydroxide andChlorine Is Impacted by GlobalEconomies
The chlor-alkali industry has been growing at aslow pace over the last 10 years and this rate isexpected to continue in the early years of thenew century. Chlorine and sodium hydroxide areco-products, and the demand for one will highlyinfluence the demand for the other. Over the lastseveral decades, market forces have switchedbetween chlorine and sodium hydroxide a numberof times. Chlorine demand drives the chlor-alkaliindustry, but the demand is cyclical, with chlorineand caustic soda out of phase in the marketplace.When caustic soda reaches a high level ofdemand, the direction of product flow isdependent upon Asian and European economiesand the foreign exchange rate. Foreignproducers may often export caustic soda to the

177
United States to keep chlorine production high,which impacts both markets and production in thiscountry (DOW 1999).
Prices for both chlorine and caustic soda areimpacted by changes in vinyl exports to Asia andweakness in the pulp and paper industry. Important Asian economies (e.g., Japan) willcontinue to drive demand for both these productsand set the pace of new production facilities inthe United States. The fact that the UnitedStates remains competitive in the chlorine-caustic-vinyl cycle can be attributed to threefactors: our large supplies of energy and rawmaterials (salt and ethylene), and our large-scaleeconomy. With the exception of Taiwan, worldscale vinyl plants are not being built in Asia(DOW 1999).
Other forces affecting the market for chlor-alkalis include environmental regulations aimed atcurtailing chlorine use. For example, restrictionson the production or disposal of products thatrequire large amounts of chlorine (e.g., PVC,chlorinated solvents) have had a negative impacton the chlorine market. Several environmentalgroups and initiatives (e.g., International JointCommission of Great Lakes Water Quality) arecalling for a gradual phaseout or immediate banon chlorine and chlorinated compounds asindustrial feedstocks, which is also impactingcommercial use of chlorine (CCC 1995, EPA1995a, CCC 1996, Ayres 1997).
However, demand for PVC has been asignificant driver in the growth of chlorine useboth in the United States and globally. Theindustrialization of Asia is expected to drive PVCdemand and chlorine growth well into the nextcentury. Until a non-chlorine replacement forPVC is developed, demand will remain strong(DOW 1999).
Demand for sodium hydroxide may also beimpacted by users switching to soda ash to avoidshortages of sodium hydroxide (like theworldwide shortage that occurred in the late1980s). Soda ash is very plentiful in the UnitedStates and is obtained almost entirely from natural
sources of trona ore . However, it is moreexpensive to mine soda ash than to produce 50percent caustic, so increased use of soda ash isnot likely to occur unless the price of caustic isrelatively high (Chenier 1992, DOW 1999). Demand for sodium hydroxide may also beimpacted as pulp and paper mills increasingly lookfor cost-effective ways to recycle sodiumhydroxide from spent pulping liquor. Currently,however, most of these alternatives cannotcompete on a capital and cost basis with causticsoda production, and will only impact demandwhen they become economically viable (EPA1995a, CHEMWK 1999).
Chlorine is difficult to store and transporteconomically. As a result, chlorine and causticsoda are usually produced in close proximity toend-users (primarily chemical manufacturers andpulp and paper mills). Geographically, about 72percent of chlorine production takes place inchlor-alkali facilities located along the Gulf Coast;other production occurs in the vicinity of pulpmills of the Southeast and Northwest.
6.1.1 Manufacture of Chlorine andSodium Hydroxide
Chlorine and Sodium Hydroxide Are Co-Products of Brine Electrolysis
Chlorine was first discovered in 1774 by theGerman chemist Scheele, and was identified asan element in 1810 by an English scientist namedDavy. Caustic soda, or sodium hydroxide, hasbeen an important industrial chemical since1853. Until 1892 sodium hydroxide was produced by thereaction of slaked lime and soda ash. That year,the electrolysis of brine was discovered as amethod of making both sodium hydroxide andchlorine. Since the 1960s electrolysis has beenthe predominant technique employed tomanufacture these two important chemicals(Chenier 1992, Orica 1999).
Although electrolysis of brine is the primaryproduction method, technologies for converting aqueous hydrochloric acid to chlorine are alsoused in the United States and Europe. A process

178
to convert anhydrous hydrochloric acid tochlorine, developed jointly by Dupont andKvarner Chemetics, was also recently unveiled. Similar technology is also being marketed inEurope by DeNora, an Italian firm.
Chlorine and sodium hydroxide are co-productsthat are produced in roughly equivalent amountsthrough electrolysis of common salt in a brinesolution (about 1.1 tons of sodium hydroxide forevery ton of chlorine produced). Hydrogen isalso produced in equal molar amounts withchlorine and caustic. Chemical demand forhydrogen on the Gulf Coast is significant, and it isoften transported by pipeline long distances tomeet the needs of oil refineries. There is also anopportunity to use fuel cell technology to closelycouple the hydrogen produced with electricalpower units that can feed DC power to chlorinecells. Some demonstration units using thistechnology are in operation outside the UnitedStates (DOW 1999).
During electrolysis, two electrodes are immersedin a brine solution. When a source of directcurrent is attached to the electrodes, sodium ionsbegin to move toward the negative electrode(cathode) and chlorine ions toward the positiveelectrode (anode) (Sittig 1977, IND CHEM 1990,EPA 1995a, Orica 1999).
If the primary products from salt electrolysis remain in contact after formation, they can reactwith each other to form oxygenated compoundsof chlorine. Three electrolytic processes areavailable and use different methods to keep thechlorine produced at the anode separated fromthe caustic soda and hydrogen produced at thecathode. In historical order, these cells include diaphragm cells, mercury cathode or "amalgam"cells, and membrane cells. Table 6-1 provides acomparison of the various aspects of the threeelectrolysis cells, including electrical energyconsumption.
Diaphragm cells use a simple and economicalbrine system and require less electrical energythan mercury cells. A primary disadvantage ofthe diaphragm cell is the low concentration of the
caustic soda solution, which requires severalconcentrative operations to achieve the purityneeded for industrial use. The caustic contains 2to 3 percent NaCl, requiring further purificationfor some industrial uses. The diaphragm cell isalso known to be a source of pollution fromasbestos fibers, the primary material of thediaphragm.
Because of these disadvantages, mercurycathode cells began to compete with diaphragmcells early in the twentieth century. Mercurycells produce a much purer and extremelyconcentrated caustic product that can be usedwithout further treatment in most cases. However, mercury has extremely seriousecological impacts and when dispersed fromchemical process effluents, can enter the foodchain and lead to mercury poisoning in humans.
Membrane cells are the most environmentallybenign of all the cell technologies, and haveelectricity requirements similar to those ofdiaphragm cells. The caustic solution produced isalso essentially salt-free and more concentratedthan that produced from diaphragm cells. Chemical companies have been slow to adoptmembrane technology because of operationalproblems encountered in early installations, andbecause existing facilities are fully depreciatedbut still functional (IND CHEM 1990, Ayres1997).
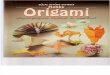
Diaphragm and mercury cells include an anodeand cathode in contact with a brine solution. Themembrane cell cathode is only in contact with 20to 32 percent NaOH, with very low chloridecontent. Features that distinguish the cells fromeach other include the method used to keep thethree major products separated and unable to mix(chlorine gas, sodium hydroxide, and hydrogen),and the resulting product concentration (seeFigure 6-2). Hydrogen must be separated fromthe chlorine gas as mixtures of these two gasescan be explosive.

179
Chemical Reaction in Salt Electrolysis
2NaCl + 2 H2O 62NaOH + Cl2 + H2
Salt Water Sodium Chlorine Hydrogen Hydroxide
Diaphragm cells account for 71 percent of domesticproduction, mercury cells for 12 percent, andmembrane cells for 16 percent, with other methodsproducing about 1 percent (CI 1999). Totalproduction costs for using cells are a function of rawmaterials, energy, operating costs, and capitaldepreciation. Today, membrane cell technology isonly a small factor in new capacity. Membrane celltechnology requires a secondary brine treatment,disposal or recycling of spent anolyte, and hasrelatively high capital costs. Most diaphragm cellproducers continue to rebuild their existing diaphragmcells, rather than convert to membranes.
Table 6-1. Characteristics of Various Chlorine/Sodium Hydroxide Electrolysis Cells
Component Diaphragm Cell Mercury Cell Membrane Cell
Cathode Steel/steel coating withnickel
Mercury flowing over steel Steel or nickel with anickel-based coating
Anode Titanium with rutheniumand titanium oxidecoatings; iridium oxideadded to improveperformance and extendlife
Titanium with rutheniumand titanium oxidecoatings; iridium oxideadded to improveperformance and extendlife
Titanium with rutheniumand titanium oxidecoatings; iridium oxideadded to improveperformance and extendlife
Diaphragm/Membrane Material
Asbestos and fibrouspolytetrafluoroethylene
None Ion-exchange membrane(fluorinated polymers)
Cathode Product 10 to15% sodiumhydroxide solution,containing 15 to17% salt(NaCl) (sent to evaporatorfor further processing);hydrogen gas
Sodium amalgam (sent forfurther processing througha decomposer cell)
30-33% sodiumhydroxide solution (sentto evaporator for furtherprocessing); hydrogengas
Anode Product Chlorine gas containingsome oxygen, salt, watervapor, and sodiumhydroxide
Chlorine gas containingsome oxygen, salt, andwater vapor
Chlorine gas containingsome oxygen, salt, and water vapor
Evaporator/Decom-position Product
50% sodium hydroxidesolution containing 1%salt; solid salt fromevaporator
50% sodium hydroxidesolution; hydrogen gas
50% sodium hydroxidesolution with very little salt
ElectricityConsumption
2,550 to 2,900 kWh/tonchlorine gas
3,250 to 3,450 kWh/tonchlorine gas
2,530 to 2,600 kWh/tonchlorine gas
Sources: Sittig 1977, EPA 1990, EPA 1992b, EPA 1995b, DOW 1999.

180
MercuryCell
DiaphragmCell
MembraneCell
WaterSodiumions (Na +)
Cathode(-)
Cathode(-)
Anode(+)
Anode(+)
Anode (+)
Ions (Na +)
Cathode (-)
Na-Hg amalgam
Mercury inAmalgamto decomposer
Sodiumions (Na +)
Chlorideions (Cl -)
Chlorideions (Cl -)
OH -
Hydroxyions (OH -)
Dilute caustic sodaand sodium chloride
Concentratedcaustic soda
Hydrogen
Hydrogen
Chlorine
Chlorine
Chlorine
Brine
Diaphragm
Ion-exchangemembrane
Saturated
brine
Saturated
brine
Saturated
brine
Depleted
brine
Depleted
brine
Figure 6-2. Comparison of Chlorine/Sodium HydroxideElectrolysis Cells (IND CHEM 1990, EPA 1995a)

181
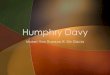
Figure 6-3. Typical Diaphragm Cell (Chenier 1992)
In a diaphragm cell, multiple cells containing ananode and cathode pair are mounted verticallyand parallel to each other (see Figure 6-3). Cathodes are usually a flat hollow steel mesh orperforated steel sheet covered with asbestosfibers and fibrous polytetrafluoro-ethylene(PFTE), and function as the diaphragm. Themix of fibers is typically about 75 percentasbestos and 25 percent PFTE. The anode isusually constructed of titanium plates coveredwith layers of Group VIII oxides with metalconductivity (ruthenium oxide, titanium oxide).
The overall process flow is shown in Figure 6-4.Brine flows continuously into the anode chamberand then through the diaphragm to the cathode. Chlorine gas is formed at the anodes, andsodium hydroxide solution and hydrogen gas areformed directly at the cathode. By allowingliquid to pass through to the cathode, but not thefine chlorine gas bubbles, the diaphragmprevents the mixing of hydrogen and chlorine. The diaphragm also limits the back-diffusion ofhydroxide ions formed at the cathode. Theback-migration of hydrogen

182
Figure 6-4. Diaphragm Cell Process (IND CHEM 1990, EPA 1992b, EPA 1995a)
Key Energy and Environmental Facts - Diaphragm Cell Process
Energy Emissions Effluents Wastes/Byproducts
Net Electricity use:
4,649 Btu/lb chlorine2,725 kWhr/ton chlorine
Largest source - fugitiveand point sourceemissions (chlorinegas, carbon dioxide,carbon monoxide,hydrogen, and Freon)
Largest source - wash waterfrom chlorine processing(spent sulfuric acid, which isreclaimed and reused)
Scrapped diaphragms (lead,asbestos) and cell parts
ions across the diaphragm represents the mostinefficient aspect of the cell. The hydrogen gas andchlorine gas are drawn off separately from the topof the cell, and the residual brine containing 10 to 15percent sodium hydroxide is taken from the bottomof the cell. After being de-humidified and cooled,the hydrogen is sent to storage. For a less pureproduct, the chlorine is first cooled (using a Freonor similar refrigerant), then washed with sulfuricacid in a packed column to dry it. The spentsulfuric acid is recovered and reused. Diaphragm
cells will have dissolved air and carbon dioxide thatenter with the brine, and leave the process viachlorine purification.
Demand for purified chlorine is high, andrepresents the largest share of chlorine produced. Purified chlorine is produced by compressing andcooling the gas to a liquid state. The liquid chlorineis fractionally distilled to remove chlorinated tarscalled “taffy” in the heavy fraction. The lightfraction contains inerts such as air, carbon dioxide,

183
and impurities such as bromine and iodine. Gaseous chlorine is transferred for use by pipelineor liquid chlorine is transported by rail car to offsitecustomers (DOW 1999). Rail cars and barges aregenerally purged with nitrogen to remove thechlorine and the chlorine is scrubbed in a towerwith caustic. The resulting hypochlorite is treatedwith bisulfite and the effluent is treated for disposal.
The dilute sodium hydroxide solution containsresidual salt and must undergo an evaporativeprocess to produce a product at a usableconcentration. The greatest disadvantage todiaphragm cells is the large amount of salt that mustbe removed at this stage. The need for saltcolumns, centrifuges, cyclones, clarifiers, and filtersincreases the complexity, capital cost, and energyuse in a diaphragm-based caustic plant (DOW1999).
Figure 6-5 shows the general arrangement for theconcentration and production of the final sodiumhydroxide product. This process concentrates thecell liquor from the diaphragm cell by evaporatingwater from the dilute caustic and separating theresidual salt. The end result is a 50 percent sodiumhydroxide solution with 1 percent residual sodiumchloride.
The advantage of diaphragm cells is that theyoperate at a lower voltage than mercury cells anduse less electricity. The brine feedstock can alsobe less pure than that required by mercury ormembrane cells.
The mercury cell process (see Figure 6-6) usestwo cells: an electrolyzer cell and a decomposercell. The electrolyzer is essentially an electrolysiscell consisting of a large steel container shaped likea rectangular parallelogram with lined walls under acovering of flexible and anti-explosive rubber. Athin layer of mercury of about 3 millimeters in depthflows over the bottom of the steel container, servingas the cathode for the process. A saturated brinesolution of about 25 percent NaCl by weight flowsthrough the container above the mercury.
The anode, consisting of titanium sheet coated withruthenium oxide and titanium oxide, is incorporated
into the cell cover and suspended horizontally inthe brine solutions. The height of the anodes in thebrine is adjusted to obtain an optimum distancefrom the mercury cathode.
In the electrolyzer, chlorine evolves from theelectrolytic decomposition of NaCl and movesupward through gas extraction slits in the cellcover. The chlorine gas is removed, purified, andsent to storage. Sodium ions are absorbed in themercury layer, and the resulting sodium andmercury mixture (amalgam) is sent on to thedecomposer cell.
The decomposer is essentially a short-circuitedgalvanic cell and consists of a small cylindricalsteel tower divided into two parts. The amalgamis semi-decomposed in the upper section, and thedecomposition is then completed in the lower part. Graphite serves as the anode and amalgam servesas the cathode. The amalgam and water flowingthrough the cell come into direct contact with thegraphite. In both parts of the tower the amalgamis decomposed by water with the formation ofsodium hydroxide, the reformation of mercury, andthe production of hydrogen gas.
The mercury generated can be reused in theprimary electrolytic cell. A relatively highlyconcentrated (50 percent) solution of sodiumhydroxide is formed and can be used as it is orafter it is further concentrated. The hydrogen gasis purified and used elsewhere in the plant.
The depleted brine leaving the cell contains a highconcentration of NaCl (21 to 22 percent byweight). Dissolved chlorine is removed from thissolution, and it is resaturated with NaCl andpurified for re-use. The high concentration ofsodium hydroxide solution produced and theabsence of residual salt are the major advantagesof the mercury cell. No further evaporation or saltseparation is needed to produce the finishedproduct. However, mercury cells require highervoltage than both diaphragm and membrane

184
Sodium Hydroxide(Caustic)
Evaporation
Steam
Electrolysis CellLiquor (10-15%Sodium Hydroxide
CausticConcentration
WaterVapor
Condensate to Boiler
70-74%SodiumHydroxide
AnhydrousSodiumHydroxide
50% SodiumHydroxide(1% Nacl)
RecoveredSalt (NaCl)
Primary Product
Caustic Fusion andFlaking
Emissions
Salt Removal System(salt columns,
centrifuges, cyclones,clarifiers, filters)
Figure 6-5. Sodium Hydroxide (Caustic) Evaporation Process (Sittig 1977, IND CHEM 1990, Chenier 1992, EPA 1992b, Orica 1999)
cells, and use more energy. The process alsorequires as input a very pure brine solutionwithout metal contaminants.
There are also environmental consequences tothe use of mercury. Through contaminatedeffluents it can enter the food chain via planktonand accumulate in the adipose tissue of fish. Fishproducts can then act as a vehicle in conveyingmercury compounds with neurotoxic properties(e.g., mercury poisoning). Tremendousimprovements in the cell technology havesignificantly reduced emissions
from these plants. However, precautions aretaken to prevent releases of mercury to theenvironment. Liquid effluents from the mercuryprocess are treated with sodium sulfide toremove mercury before any discharge. Themercury compounds are combined with brinetreatment sludges for further treatment and disposal. Traces of mercury occur in causticsoda and hydrogen generated from the mercurycell process. These are removed from causticsoda by filtration. With hydrogen, they areremoved by cooling followed by absorption withactivated carbon (Orica 1999, DOW 1999).

185
Figure 6-6. Mercury Cell Process (IND CHEM 1990, EPA 1992b, EPA 1995a, Orica 1999)
Key Energy and Environmental Facts - Mercury Cell Process
Energy Emissions Effluents Wastes/Byproducts
Net Electricity use:
Gross: 5,715 Btu/lb chlorine3,350 kWhr/ton chlorine
Largest source -fugitive and pointsource emissions(chlorine, Freon, andmercury)
Largest source - wastewater frombrine pumps, cell wash water,sumps (small amounts ofmercury); chlorine processingwastewater (sulfuric acid)
Spent graphite fromdecomposer cells, spentcaustic filtration cartridges fromthe filtration of caustic sodasolution, spilled mercury fromsumps, and mercury cell“butters”

186
In a membrane cell the anode and cathode areseparated by a water-impermeable, ion-conductingmembrane (see Figure 6-7). In this process thebrine solution flows through the anodecompartment and chlorine gas is generated at theanode. Sodium ions migrate through themembrane to the cathode compartment, wheresodium hydroxide solution is flowing. Waterhydrolizes at the cathode and releases hydrogengas and hydroxide ions.
The combination of sodium and hydroxide ionsproduces sodium hydroxide which reaches aconcentration of about 30 to33 percent beforeleaving the cell. The membrane preferentiallypasses positive sodium ions from the anodechamber to the cathode chamber. Negativelycharged chloride and hydroxide ions are primarilyrejected by the membrane. As a result, thesodium hydroxide solution typically contains lessthan 100 ppm NaCl. The depleted brine leavesthe anode compartment and is resaturated withsalt for reuse in the membrane cell.
Stainless steel or nickel is typically used as acathode in the membrane cell. The cathodes arealso often coated with a catalyst (nickel-sulfur,nickel-aluminum, nickel-nickel oxide, platinumgroup metals) to increase surface area and reducethe hydrogen evolution potential. Anodes aresimilar to those used in both diaphragm andmercury cells (ruthenium and titanium oxide ontitanium).
The membrane’s material and design are critical tocell operation. Membranes must maintain stabilityafter exposure to both chlorine and strong causticsolution. They require low electrical resistanceand must allow the transport of sodium ions but notchloride ions. Membrane materials currently inuse are fluorinated polymers with pendantfunctional groups that make them ion-selective.
The advantage of membrane cells is the relativelypure sodium hydroxide solution produced and thelower electricity requirements than eitherdiaphragm or mercury cells. In addition,membrane cells do not require the use of toxicmaterials (e.g., asbestos, mercury).
Disadvantages of the membrane cell include theneed for processing of the chlorine gas to removeoxygen and water vapor, and for moderateevaporation to increase the concentration of thecaustic solution. Another disadvantage is that thebrine entering a membrane cell must be of veryhigh purity to prevent contamination of themembrane, which requires costly purification ofthe brine prior to electrolysis. The membraneseparator in these cells is expensive and easilydamaged, and has a shorter lifetime thandiaphragm and mercury separators.
6.1.2 Brine Production
Brine Production and Purification AreRequired for All Cells
Regardless of the type of cell employed, asuitable brine must be prepared prior to enteringthe cell. Different levels of purification arerequired for the various cells, and some requireremoval of metals or other impurities.
Salt is obtained from the mining of naturaldeposits or from seawater (via solar evaporation),and contains impurities that must be removedbefore it can be used in the electrolytic cell. Impurities include primarily calcium, magnesium,barium, iron, aluminum, sulfates, and tracemetals. Impurities can negatively affect theelectrolytic cell by precipitating out and blockingor damaging membrane or diaphragm materials.Impurities can also poison the catalytic coating onthe anode and cathode. In the case of themercury cell, some trace metals (e.g., vanadium)can reduce efficiency and cause the productionof potentially dangerous amounts of hydrogengas. Impurities can also lead to the production ofchlorinated compounds, a situation that cannegatively impact cell performance (EPA 1995a).
The first phase of brine preparation includes thedissolution of sea salt and rock salt in a water anddilute brine mix (see Figure 6-8). The amount ofmaterial dissolved is a function of brineconcentration, residence time, and temperature. In all cases the brine-solid salt mixture is allowedto reach equilibrium so that a saturated solution of

187
Brine Resaturation
MembraneCell
High Purity BrineWater
Liquor Evaporation
Liquor Separation
Chlorine Processing
Hydrogen Processing
Hydrogen Gas (H2)
Chlorine Gas (Cl2),Oxygen, Water Vapor
Cell Liquor (32-35%Sodium Hydroxide)
SaltSlurry
Brine Recycle
Condensate
PurifiedChlorine
PurifiedHydrogen
50% SodiumHydroxide(1% Nacl)
RecoveredSalt (NaCl)
SulfuricAcid
Solution
ActivatedCarbon
Electricity
Steam/Fuel
Liquor Recirculation
Figure 6-7. Membrane Cell Process (IND CHEM 1990, EPA 1992b, EPA 1995a, Orica 1999)
approximately 25 weight percent is produced. Purification is accomplished through two steps:
C The addition of Na2CO3 (soda ash) and NaOH(caustic soda) to precipitate Ca2+, Mg2+, Fe3+,and Al3+ ions
C The addition of NaOCl if there is any ammoniapresent, and CaCl2 to eliminate (SO2-)4 ions
Sulfate levels in the brine can be controlled byadding calcium chloride to a side stream toprecipitate the sulfate as calcium sulfate. Thesludge containing this compound can then beremoved and disposed of in a landfill. In somecases the brine is evaporated to a solid salt toremove sulfates (DOW 1999, Orica 1999).
Key Energy and Environmental Facts - Membrane Cell Process
Energy Emissions Effluents Wastes/Byproducts
Net Electricity use:
4,375 Btu/lb chlorine2,565 kWhr/ton chlorine
Largest sources - fugitive andpoint source emissions(chlorine and Freon)
Largest source - chlorineprocessing wastewater(sulfuric acid); ion-exchange wash water.
Scrapped cell parts(used membranes,anodes, cathodes)

188
Salt Mining BySolution
Brine Purificationand Filtration
Water
Brine Heating
SodiumCarbonate/
CalciumChloride
Purified Brine toElectrolysis Cells
CausticSoda/Soda
Ash
Steam/Fuel
Electricity
Water
Sludge/Brine Mud
Salt Dissolving/Make- Up Brine
RecycleSalt
Figure 6-8. Brine Purification (Sittig 1977, EPA 1995a)
Key Energy and Environmental Facts - Brine Purification
Energy Emissions Effluents Wastes/Byproducts
Net Energy use: 1,424 Btu/lb chlorine
Largest sources - heaterstack gas (CO, SOx, NOx,hydrocarbons, andparticulates)
Recycle brine/brinepurge
Brine mud (magnesium hydroxide,calcium carbonate, and bariumsulfate; mercury in elemental formor as mercuric chloride; calciumsulfate; mercury sulfide)
Purification creates a precipitation sludge (brinemud) that is washed to recover entrained sodiumchloride and then disposed of in a landfill. If themercury process is used, brine purification sludgeswill contain trace levels of mercury. In this casethe sludge is treated with sodium sulfide to bind themercury as mercury sulfide (an insolublecompound) and the sludge may be further bound bycasting the sludge into concrete blocks. Theseblocks are tested for leachability and then disposedof into a controlled landfill.
The second step in brine preparation includesclarification, filtration, the addition of recycled brine,adjustment of pH value, and collection into tanks to
feed the cells. Sand filters are commonly usedfor clarification and filtration.
Brine for mercury and diaphragm processescontains less than 4 parts per million (ppm)of calcium and 0.5 ppm of magnesium. Membranecell processes require a more purified brine (lessthan 20 parts per billion of magnesium andcalcium combined), which is usually passedthrough ion exchange columns to removeimpurities to the needed level.
After purification the purified brine is heated tobring it up to the correct process temperature foreach cell (Sittig 1977, EPA 1995a).

189
Table 6.2 Average Operating Conditions for Cells
Cell Type
BrineConcen-
tration (g//l)
Limits on Impurities
Temperatureo F
pHCaO MgO SO2
Diaphragm 315-330 5 ppm 0.8 ppm 0-0.3 g/l 194-221 10.5 - 11
Mercury 300-320 < 5 ppm < 3 ppm < 2g/l 165 -185 3-5
Membrane ~ 445 nila nila nil 165 - 195 7
a less than 20 parts per billion of calcium and magnesium combined.
Sources: IND CHEM 1990, Ayres 1997.
6.1.3 Manufacture of Soda Ash
Trona Ore Is the Feedstock for U.S. SodaAsh Production
In 1864, a Belgium chemist named ErnestSolvay invented the ammonia-soda or Solvayprocess for manufacture of sodium carbonate(soda ash). While this process is still popularworld-wide, in the United States all soda ash isproduced from natural trona ore. In the 1940s,large deposits of this ore were found inWyoming, which ultimately led to the closing ofthe last Solvay process plant in 1986. Conversion from the synthetic Solvay process tonatural soda ash has been touted as one of themost successful transformations of the chemicalindustry during the 1970s and 1980s (Chenier1992).
Trona ore, also called sesquicarbonate, is acomplex of sodium, carbon, hydrogen, andoxygen (2NA2CO3•NAHCO3•2H20). Uponheating it produces soda ash and carbon dioxide(see Figure 6-8). Approximately 1.8 tons oftrona ore are required to produce one ton ofsoda ash.
There are four methods currently used to mineWyoming trona ore: 1) solution mining, 2) room-and-pillar, 3) longwall, and 4) shortwall. Insolution mining, dilute sodium hydroxide isinjected into the trona ore to dissolve it. The
solution is then treated with carbon dioxide toprecipitate out sodium carbonate. The crystals arethen dissolved again in water, precipitated withcarbon dioxide, and filtered. Calcining is thenemployed to produce a dense soda ash.
All other methods of trona ore mining requireblasting. A combination of prilled ammoniumnitrate and fuel oil is the most commonly usedblasting agent. In this process the trona ore iscrushed, dissolved in water, filtered to removeinsoluble impurities, subjected to vacuumcrystallization to precipitate sesquicarbonate, thencalcined to produce sodium carbonate.
Alternatively, a monohydrate process is employed. In this process crushed trona ore is calcined in arotary kiln, yielding dense soda ash and carbondioxide as byproducts. The calcined material iscombined withwater to settle out impurities, and isthen concentrated using triple effect evaporatorsor mechanical vapor recompression. For everypound of soda ash created in this process, 0.42pounds of carbon dioxide are also produced andvented to the atmosphere (Brown 1996, EPA1997g, EIA 1998).

190
Trona OreCrusher
Dissolving/Clarification
Unit
Electricity WasteSludge
Thickener
Electricity
Sludge
VacuumCrystallizer
CO2
Soda Ash(30% Solids)
Water
Cooling/Dewatering
Electricity/SteamAir
CondensedVapors
CoolingWater
ElectricityWasteWater
Filter
Calciner
WasteWater Electricity
CoolingWater
Solid SodaAsh
Figure 6-8. Manufacture of Soda Ash (Brown 1996)
Key Energy and Environmental Facts - Soda Ash Manufacture
Energy Emissions Effluents Wastes/Byproducts
Net Energy use:
3,393 Btu/lb
Largest sources - carbondioxide, boiler emissions,particulates (soda ash)
Waste water Clarification sludge,condensed vapors
6.2 Summary of Inputs andOutputs
The following is a summary of inputs andoutputs for important chemicals of the chlor-alkali industry.
Chlorine/Sodium Hydroxide
Inputs: Outputs:
Purified BrineSulfuric AcidHydrochloric AcidWaterElectricitySteamCooling WaterAnode/Cathode Materials
ChlorineSodium HydroxideHydrogenRecycle BrineWater VaporSludgeProcess WaterSalt

191
Soda Ash
Inputs: Outputs:
Trona OreCooling WaterSteam/FuelElectricityAir
Soda AshCarbon DioxideCondensed VaporsWaste SludgeWaste Water
Brine Purification
Inputs: Outputs:
SaltWaterMake-up BrineSodium CarbonateCaustic Soda/ Soda AshSteam/FuelElectricity
Purified BrineBrine Mud/Sludge
6.3 Energy Requirements
Electricity Is the Largest Energy SourceUsed for Production of Chlorine andSodium Hydroxide
Data on the process energy used for the co-production of chlorine and sodium hydroxideis shown in Table 6-3. Electricity fuels theelectrolysis process and represents the primaryenergy source. The amount of electricityrequired depends on the design of the cell, thedesign operating current, concentration ofelectrolytes, temperature, and pressure. Thevalues shown in Table 6-3 represent an averageof energy consumption for the various cell types.Energy in the form of fuels or steam is usedprimarily for evaporation of the sodiumhydroxide solution to a useable state. Somefuels are also consumed in the production andpurification of brine feedstock before it is sent tothe electrolysis cell.
For every category, energy use for process heat isdistributed according to the various fuel types usedthroughout the industry. Fuel distribution for 1997was as follows: fuel oil and LPG - 3 percent;natural gas - 77 percent; coal and coke - 10percent; other - 10 percent (CMA 1998). The“other” category includes any other fuel source(e.g., byproduct fuel gases).
Among the three types of chlorine cells, themercury cell is the most energy-intensive , withelectricity requirements of nearly 3600 kWhr permetric ton of chlorine. The membrane cell is theleast energy-intensive in terms of both steam andelectricity requirements. Steam requirements areless than half those of the diaphragm or mercurycell. Electricity requirements for the membranecell are in the range of 2800 kWhr per metric tonof chlorine. The diaphragm cell is intermediatebetween these energy consumption ranges.
Overall, the electrical energy requirements forchlorine electrolysis cells are high, accounting fornearly 130 trillion Btu annually. When losses dueto transmission and generation of electricity areconsidered, they reach nearly 400 trillion Btuannually. Thus, efficient operation of the cell iscritical to optimized energy use and cost-effectiveproduction. Sources of energy losses in chlorinecells include anode or cathode overvoltage, toolarge a drop across the diaphragm, oxygenevolution on the anode, and failure to recover heatand energy from hydrogen, chlorine, and cell liquorstreams.
A key consideration in membrane processes is thepurity of the brine. Using very pure brine at anoptimum flow rate minimizes blockage through themembrane and allows sodium to penetrate freely. Brine purity is also important in mercury cells. Impurities tend to increase hydrogen by-productand reduce the current efficiency.
Another issue is brine flowrate. Flowrates thatare too high increase cell temperature andelectrical conductivity of the medium. Brine ratesthat are too low create temperatures and high cellvoltages that are higher than the most efficientvoltage (3.1 to 3.7 volts) (Sittig 1977, Orica 1999).

192
Table 6-3. Estimated Energy Use in Manufacture of Chlorine/Sodium Hydroxide (Caustic Soda) Co-Products - 1997
EnergySpecific Energyd
(Btu/lb of Cl2)Average Specificd
Energy (Btu/lb of Cl2)
Total Industry Use e (1012 Btu)
Electricitya 4,353 - 5,561 4,957 128.8
Fuel Oil and LPGb 62 - 112 87 2.3
Natural Gas 1,601 - 2,880 2,240 58.3
Coal and Coke 208 - 374 291 7.6
Otherc 208 - 374 291 7.6
NET PROCESS ENERGY 6,432 - 9,301 7,867 204.5
Electricity Losses 9,039 - 11,547 10,293 267.6
Energy Export 0 0 0.0
TOTAL PROCESSENERGY
15,471 - 20,848 18,160 472.2
a Does not Include losses incurred during the generation and transmission of electricity. Conversion factor: 3412Btu/kWh. Based on range of cell currents for diaphragm, mercury, and membrane cells. Includes electricity for brinepurification.
b Includes ethane, ethylene, propane, propylene, normal butane, butylenes, and mixtures of these gases.c Includes net purchased steam, and any other energy source not listed (e.g., renewables).d Steam/fuel use estimated based on current distribution of fuels in chemical plants (CMA 1998). Values are based on
published fuel use and electricity requirements for diaphragm, mercury, and membrane cell technologies . Includessteam for brine purification and caustic evaporation (Sources: IND CHEM 1990, Brown 1996, Orica 1999, Ayres1999).
e Calculated by multiplying average energy use (Btu/lb) by1997 production values for chlorine (26 billion lbs) (CMA1998). Note that 1.12 to1.43 lbs of sodium hydroxide are produced for every lb of chlorine.
At present, U.S. chlorine production isdominated by the diaphragm cell, and the use ofthe more energy-intensive mercury cellcontinues to decline. In Europe, however,production is still dominated by use of themercury cell, although European manufacturershave committed to build no new mercury cells inthe future (Ayres 1997).
Energy requirements for the manufacture ofsodium carbonate from trona ore are shownin Table 6-4. A large share of the energyconsumed is in the form of steam used for
vacuum crystallization of the trona solution toproduce an initial 30 percent solids solution ofsodium carbonate, and for calcining. Electricityis used for dissolution, clarifying, thickening,precipitation, dewatering, and calcining. Overallelectricity use for this process is very low, about127 Btu per pound of solid product. Annualenergy use for producing sodium carbonate,however, is considerable–over 80 trillionBtus–due to the large production value of nearly24 billion pounds annually.

193
Table 6-4. Estimated Energy Use in Manufacture of Sodium Carbonate (Soda Ash) From Trona Ore - 1997
EnergyAverage Specificd Energy
(Btu/lb)Total Industry Use e
(1012 Btu)
Electricitya 127 3.0
Fuel Oil and LPGb 98 2.3
Natural Gas 2,515 59.6
Coal and Coke 327 7.7
Otherc 327 7.7
NET PROCESS ENERGY 3,393 80.4
Electricity Losses 264 6.3
Energy Export 0 0.0
TOTAL PROCESS ENERGY 3,657 86.7
a Does not Include losses incurred during the generation and transmission of electricity. b Includes ethane, ethylene, propane, propylene, normal butane, butylenes, and mixtures of these gases.c Includes net purchased steam, and any other energy source not listed (e.g., renewables).d Steam/fuel use estimated based on current distribution of fuels in chemical plants (CMA 1998). Values are based on
published fuel use and electricity requirements for process based on trona ore (Brown 1996).e Calculated by multiplying average energy use (Btu/lb) by1997 production values for sodium carbonate (23.7 billion lbs)
(CMA 1998).
6.4 Air Emissions
Chlorine Gas and Freon Are Primary AirEmissions from Brine Electrolysis
Air emissions from brine electrolysis includechlorine gas and freon emissions (both fugitiveand point source) and other vapors. Fugitiveemissions arise from cells, scrubbers, and ventsthroughout the system. While individual leaksmay be minor, the combination of fugitiveemissions from various sources can besubstantial. In 1995, nearly 3 million pounds ofchlorine fugitive and point source emissions werereportedly released by the inorganic chemicalindustry (EPA 1997c). These emissions arecontrolled through leak-resistant equipmentmodifications, source reduction, and programs tomonitor such leaks. Table 6-5 lists emission
factors for mercury emissions from chlor-alkaliproduction (EPA 1992b).
Diaphragm cells and membrane cells release chlorine as fugitive emissions from the cell itselfand in process tail gases, which are wet-scrubbedwith soda ash or caustic soda to remove chlorine. The spent caustic solution from this wash isneutralized and then discharged to watertreatment facilities (EPA 1992b, EPA 1995a).
Mercury cells release small amounts ofmercury vapor and chlorine gas from the cellitself. Process tail gases from chlorineprocessing, caustic soda processing, andhydrogen processing also release small amounts. Mercury is removed from the hydrogen gasstream by cooling followed by absorption withactivated carbon. (EPA 1992b, Orica 1999).

194
Before the hazards of mercury emissions werefully recognized, actual emissions from mercurycells were as high as 3 kg per metric ton.Mercury emissions from chlorine production havedramatically declined in response to tighterregulations, better housekeeping, and technologyimprovements. However, there are considerablevariations in the estimated mercury emissionsfrom chlorine manufacture (Ayres 1997).
Brine preparation and caustic evaporationprocesses release emissions through thecombustion of fuels in process heaters and inboilers that produce process steam. Whenoperating in an optimum condition and burningcleaner fuels (e.g., natural gas, refinery gas),these heating units create relatively low emissionsof SOx, NOx, CO, particulates, and volatilehydrocarbon emissions. A table of emissionfactors for combustion of fossil fuels in firedheaters and boilers is provided in Chapter 7,Supporting Processes.
During the production of sodium carbonate,particulate emissions are created from orecalciners, soda ash coolers and dryers, orecrushing, screening and transporting, and producthandling and shipping. Combustion products(SOx, NOx, CO, particulates, and volatilehydrocarbons) are also emitted from direct-firedprocess heating units (ore calcining kilns, sodaash dryers). Little data is available oncombustion products from these units, althoughemissions from similar equipment are categorizedby the U.S. Environmental Protection Agency forthe mineral industries, in AP 42 Chapter 11,Mineral Products Industry.
Production of sodium carbonate from trona orealso creates emissions of carbon dioxide, asuspected greenhouse gas. Emission factors forcarbon dioxide emitted from this process aregiven in Table 6-6. Additional carbon dioxidemay be emitted as sodium carbonate is processedin other manufacturing processes (glass-making,water treatment, flue gas desulfurization, soapand detergent production, pulp and papermaking). Data is listed on releases of carbondioxide from these processes.
According to a recent study (EIA 1998),approximately 113 metric tons of carbon arereleased for every 1000 metric tons of soda ashconsumed in glass manufacturing or flue gasdesulfurization. The same source indicates about97 million metric tons of carbon released forevery 1000 tons of trona ore produced annuallyfor sodium carbonate production.
In 1997, reported annual emissions of carbondioxide from manufacture of sodium carbonatewere 1.08 million metric tons; emissions from useof sodium carbonate were 0.86 million metrictons (EIA 1998). More than 88 percent ofemissions from the use of sodium carbonate wereassociated with flue gas desulfurization.
Controlled and uncontrolled emissions of filterableand total particulate matter from sodiumcarbonate production processes are shown inTable 6-7. Emissions of particulates fromcalciners and dryers are most often controlled byventuri scrubbers, electrostatic precipitators, orcyclones. The high moisture content of exitinggases makes it difficult to use baghouse-typefilters. Control of particulates from ore andproduct handling systems, however, is oftenaccomplished by baghouse filters or venturiscrubbers. These are essential to the cost-effectiveness of the process as they permitcapture and recovery of valuable product.
Varying Estimates of Mercury Emissions perTon of Chlorine Manufactured
0.6 gram/metric ton (EPA 1992b) 0.47 gram/metric ton (Habersatter 1991) 2.47 gram/metric ton (Manzone 1993) 2.50 gram/metric ton (Euro Chlor 1995) 3.00 gram/metric ton (SRI 1989)

195
Table 6-5 Mercury Emissions from Chlorine/Caustic Soda Manufacture
Source
Mercury Gas (lb/ton of chlorine
produced)
Mercury Gas(grams/metric ton ofchlorine produced)
Uncontrolled Hydrogen vent 0.0033 0.17
Controlled Hydrogen vents 0.0012 0.6
End Box 0.010 5.0
Source : EPA 1992b.
Table 6-6. Uncontrolled Emission Factors for Carbon Dioxidefrom Sodium Carbonate Production
Processlb CO2/ton of
sodium carbonate
Trona ore process: rotary ore calciner 310
Trona ore process: fluid bed calciner 180
Rotary soda ash dryers 130
Source: EPA 1997g.
Table 6-7 Particulate Emission Factors for Sodium Carbonate Manufacture
Source
Controlled Emissions(lb/ton of sodium carbonate)
UncontrolledEmissions (lb/ton ofsodium carbonate)
Filterable Total
Ore mining 0.0033 no data 3.3
Ore crushing and screening 0.0021 0.0035 3.5
Ore transfer 0.0002 0.0002 0.2
Trona ore process: rotary calciner 0.72 0.73 72
Trona ore process: fluid bed calciner 0.043 no data 4.3
Rotary soda ash dryers 0.50 0.52 50
Fluid bed soda ash dryers/coolers 0.030 0.39 3.0
Soda ash screening 0.019 0.026 19
Soda ash storage/loading/unloading 0.0041 0.0051 5.2
Source: EPA 1997g.

196
6.5 Effluents
Wastewater Is Treated To RemoveChlorine and Acids Prior to Discharge
Wastewater from diaphragm and membranecells originates from caustic evaporation, chlorinedrying, washing of the ion-exchange resin, andfrom purification of salt recovered fromevaporators.
Caustic evaporation, where the sodiumhydroxide solution is concentrated to a 50 or 70percent solution, evaporates about 5 tons of waterper ton of 50 percent caustic soda produced. Thewater vapor from the evaporators is condensed,and in the case of the diaphragm process, willcontain about 15 percent caustic soda solution anda relatively high salt content of 15 to 17 percent. If sodium sulfate is not removed during the brinepurification process, salt recovered fromevaporators may be recrystallized to avoid buildupof sulfate in the brine. If the salt is recrystallized,the wastewater may contain sodium sulfates.
Wastewater from membrane processes containscaustic soda solution, but is virtually free of salt orsodium sulfates. Wastewater from caustic sodaprocessing is usually neutralized with hydrochloricacid, then lagooned and discharged to and or toreceiving ponds.
During chlorine gas processing , water vapor isremoved by scrubbing with concentrated sulfuricacid. Between 6 kilograms and 35 kilograms of 79percent sulfuric acid wastewater is generated per1000 kilograms of chlorine produced (EPA 1995a). Most of this wastewater is shipped off-site forprocessing into concentrated sulfuric acid or foruse in other processes. The remainder is used forpH control or discharged to water treatmentfacilities for disposal (EPA 1995a).
Ion-exchange wash water from membrane cellprocesses usually contains dilute hydrochloric acidwith small amounts of dissolved calcium,magnesium, and aluminum chloride. Thiswastewater is usually treated along with otheracidic wastewaters by neutralization.
Wastewater streams are generated frommercury cells during the chlorine drying process,brine purge, and from other sources. Mercury ispresent in the brine purge and other sources(floor sumps, cell wash water) in small amounts. This mercury is generally present inconcentrations ranging from 0 to 20 parts permillion, and is precipitated out using sodiumhydrosulfide to form mercuric sulfide. Themercuric sulfide is removed through filtrationbefore the water is discharged (EPA 1995a,Orica 1999).
Sodium carbonate manufacture createssignificant volumes of wastewater that must betreated prior to discharge or recycling to theprocess. These may contain both mineral (e.g.,shale) and salt impurities (EPA 1997g). Limitations for toxic or hazardous compoundscontained in these wastewaters are given by theU.S. Environmental Protection Agency in 40CFR, Chapter 1, Part 415, which was originallypromulgated in 1974 and has been revised severaltimes since then. The chemicals in the chlor-alkali industry and sodium carbonate are coveredunder Subparts F and O. Specific limitations forrestricted compounds and total suspended solids(TSS) are shown in Tables 6-8 through 6-10. “BPT Standards” refers to the use of the bestpracticable control technology currently available. “BAT” refers to the best available technologyeconomically achievable. “NSPS” refers to newsource performance standards that apply to newprocess water impoundment or treatmentfacilities.
Table 6-10 provides BPT limitations only for theproduction of sodium chloride (the primaryinput to chlor-alkali manufacture) by solutionbrine-mining. In this process water is pumpedinto a salt deposit and a saturated salt solution isremoved that is about one-third salt. Provisionsare that no process wastewater pollutant may bereturned to navigable waters. The exception isunused bitterns (saturated brine solutionremaining after precipitation of sodium chloride),which may be returned to the body of water fromwhich the process brine solution was originallywithdrawn.

197
Table 6-8. Effluent Pretreatment Standards: Mercury Cells
Effluent
BPT Standards:Average of Daily
Values for 30Consecutive Days (lb/1000 lb product)
BAT Standards:Average of Daily
Values for 30Consecutive Days
(lb/1000 lb product)
NSPS Standards:Average of Daily
Values for 30Consecutive Days
(lb/1000 lb product)
TSS 0.32 -- 0.32
Mercury 0.00014 0.00010 0.00010
Total Residual Chlorine -- 0.0019 0.0019
pH 6-9 6-9 6-9
Source: 40 CFR Chapter 1, Part 415, Inorganic Chemicals Manufacturing Point Source Category, Subpart F.
Table 6-9. Effluent Pretreatment Standards: Diaphragm Cells
Effluent
BPT Standards: Averageof Daily Values for 30
Consecutive Days (lb/1000 lb product)
BAT Standards:Average of Daily
Values for 30Consecutive Days
(lb/1000 lb product)
NSPS Standards:Average of Daily
Values for 30Consecutive Days
(lb/1000 lb product)
TSS 0.51 -- 0.51
Copper 0.0070 0.0049 0.0019
Lead 0.010 0.0024 0.0019
Nickel 0.0056 0.0037 --
Total ResidualChlorine
-- 0.0079 0.0079
pH 6-9 6-9 6-9
Source: 40 CFR Chapter 1, Part 415, Inorganic Chemicals Manufacturing Point Source Category, Subpart F.
Table 6-10. Effluent Pretreatment Standards:Production of Sodium Chloride by Solution Brine-Mining
EffluentBAT Standards: Average of Daily Values
for 30 Consecutive Days (lb/1000 lb product)
TSS 0.17
pH 6-9
Source: 40 CFR Chapter 1, Part 415, Inorganic Chemicals Manufacturing Point Source Category, Subpart P.

198
6.6 Hazardous Wastes andByproducts
Brine Mud Constitutes the Largest SolidWaste Stream from Chlor-AlkaliProduction
Brine purification results in brine mud, one ofthe largest waste streams from the chlor-alkaliindustry. About 30 kilograms of brine mud aregenerated for every 1000 kilograms of chlorineproduced, but this varies with the purity of thesalt used to produce the brine. Pre-purifiedsalts, for example, will generate only about 0.7 to6.0 kilograms per 1000 kilograms of chlorineproduced. The brine mud contains a variety ofcompounds, typically magnesium hydroxide andcalcium carbonate formed during the addition ofcompounds to purify the brine. The sludge orbrine mud containing these impurities must bedisposed of in a landfill (EPA 1995a, Orica1999). If a mercury process is being used, thebrine mud may contain trace levels of mercury. In this case, the sludge is treated with sodiumsulfide to create mercury sulfide, an insolublecompound. The sludge is further treated bycasting it into concrete blocks, which are treatedfor leachability and sent to a controlled landfill.
Both diaphragm and membrane cellprocesses generate solid wastes from scrappingof cell parts (cell covers, piping, useddiaphragms, used membranes, cathodes, andanodes). Discarded cell parts are landfilled on-site or shipped off-site for disposal. Usedcathodes and anodes are shipped off-site to athird party recovery facility. Depending on thecell technology, the cathodes may be refurbishedand reused, particularly those made of nickel. The anodes for diaphragm cells are refurbishedand rec-coated with RuO2/TiO2 and returned toservice.
Solid wastes from mercury cells include spentgraphite from decomposer cells, spent causticfiltration cartridges from the filtration of causticsoda solution, spilled mercury from sumps, andmercury cell “butters.” (The latter are semi-solidamalgams of mercury with barium or iron,
formed when an excess of barium is usedduring purification). Mercury is recoveredfrom these wastes where possible, and theremainder is disposed of in secure landfills toprevent migration of mercury, which cancause significant damage to the environment.
Mercury cell brine muds may also containmercury in elemental form or as mercuricchloride. These muds are consideredhazardous and must be disposed of in aRCRA Subtitle C landfill after treatment withsodium sulfide, which creates an insolublesulfide compound (EPA 1995a). Other brinemuds are segregated and stored in lagoons,which are periodically dredged or drained andcovered over. The dredgings are usuallylandfilled off-site.
The processing of hydrogen gas frommercury cells also creates hazardous waste. In this process, small amounts of mercurypresent in the hydrogen gas are extracted bycooling the gas. A large part of thecondensed mercury is removed in this fashionand returned to the electrolytic cell. Somefacilities use activated carbon treatment tofurther purify the hydrogen of mercury, andthe spent carbon is shipped off-site fordisposal as a hazardous waste.
The effluents and solid wastes and hazardouswastes from chlor-alkali production aresummarized in Table 6-11. Specific wastesfrom chlor-alkali manufacture that are listedby the EPA as hazardous as shown in Table6-12. Most of the hazardous wastes aregenerated from the mercury cell process.
The dissolving and clarification steps insodium carbonate production create awaste sludge containing non-hazardousimpurities, such as salts and minerals. Thissludge is disposed of in landfills.

199
Table 6-11. Summary of Effluents and Solid and Hazardous Waste Streamsfrom Chlorine/Sodium Hydroxide Production
SourceDiaphragm/MembraneCells
Mercury Cells CausticEvaporation
Chlorine/HydrogenProcessing
BrinePurification
Wastewater Ion-exchangewash water,cell washwater, brinepurge
Brine pumps,cell washwater, sumps(small amountsof mercury)
5 tonswater/ton50% causticsoda solution
79% sulfuricacid solution (6to 35 kg/1000 kgchlorine)
SolidWastes
Scrapped cellparts (cellcovers, piping,useddiaphragms,usedmembranes,cathodes, andanodes)
Spent causticfiltrationcartridges fromthe filtration ofcaustic sodasolution, spentgraphite fromdecomposercells
Brine mud(0.7 to 30kg/1000 kgchlorine)
HazardousWastes
Chlorinatedhydrocarbonwaste from thepurification stepof the dia-phragm cellprocess (K073)
Spilled mercuryfrom sumps,and mercurycell “butters”;wastewatertreatmentsludge (K106)
Spent activatedcarbon
Brine mudcontainingmercury(K071)
Source: EPA 1995a.
Table 6-12. Hazardous Wastes from Chlor-Alkali Manufacture
WasteClassification Description
Hazardous Constituents
K071 Brine purification muds from the mercury cellprocess in chlorine production, whereseparately pre-purified brine is not used
Mercury
K073 Chlorinated hydrocarbon waste from thepurification step of the diaphragm cell process
Chloroform, carbon tetrachloride,hexachloroethane, trichloroethane,tetrachloroethylene,dichloroethylene, 1,1,2,2-tetrachloroethane
K106 Wastewater treatment sludge from the mercurycell process in chlorine production
Mercury
Source: BNA 1995.

200