Embed Size (px)
Citation preview


Improving the performance of anaerobic digesters using hydraulic mixing

Raj ParthasarathyProfessor (Chemical Eng.,), RMIT University
Acknowledgements:Staff: Prof. Sati Bhattacharya, Dr. Maazuza Othman, Assoc. Prof. Nicky Eshtiaghi, Dr. Pradipto BhattacharyaPhD students: Dr. Siew Cheng Low, Dr. Stephen Kennedy, Mr. James McLeod

Improving mixing in anaerobic digesters (AD)…
Dead zones (inactive volume) in anaerobic digesters
• Formed due to poor mixing
• Poor mixing leads to channelling, solids settling, dead zones and digester failure
• Dead zone volume can be up to 77% of AD volume (Bello-Mendoza and Sharratt, 1998)
• Funded by ARC (Linkage) grant, Melbourne Water and South East Water
Hydraulically Mixed AD
References:Bello‐Mendoza, R., and Sharratt, P. N.,(1998), Modeling the effects of imperfect mixing on the performance of anaerobic reactors for sewage sludge treatment, Journal of Chemical Technology & Biotechnology 71(2):121 – 130.

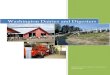
Inactive volume (dead zones) determination in hydraulically mixed vessels…
Primary sludge
Secondary sludge
Yield stress shear‐thinning non‐Newtonian fluid
Transparent xanthan gum solution – Model fluid for digester sludge
P1P2
P3P4
Electrical Resistance Tomography t = 60 min; Nt = 13.2; 0.3 wt% XGKT solution
Downward facing nozzle
Conductivity maps
Inactive volume Active volume
Active volume

Inactive volume determination – nozzle orientation effect…
Inactive volume reduction with time
Upward facing nozzle
0.5 % XG solutionVi = 0.81 m/s
Role of suction‐injection interaction on active volume growth
Suction‐injection interactions can be used to enhance active volume in AD hydraulic mixing
DF NozzleUF Nozzle
Active volume
Active volume
Active volume
Active volume

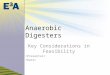
Experimental setup for sludge digestion involving hydraulic mixing…
• 9.5L - total reactor volume
• 7.25L - effective volume
• Mesophilic conditions (37°C)
• Batch mode, 21 days• Hydraulically mixed at three
specific power inputs P/V (SPI)• 0.46 W/m3
• 2.48 W/m3
• 6.00 W/m3
Full details of experimental set up in:Process intensification of anaerobic digestion: Influence on mixing and process performance, James McLeod, Maazuza Othman, Rajarathinam Parthasarathy, Bioresource Technology - 2019, Vol.274, Pages 533-540
Upwards facing nozzle Downwards facing nozzle
Reactor nozzle configurations, dimensions shown in mm

Sludge average homogeneity index…,
,
where: • HIn - homogeneity index at time n• TSapp,n - apparent total solids measured from
the piping loop at time n• TSHom,21 - homogenized reactor total solids at
the conclusion of the experiment
• Upwards facing (UF) nozzle produced better homogeneity
• Short-circuiting was only observed when the injection and suction nozzles were on the same vertical plane (DF nozzle)
• Short-circuiting prevents the reintegration of scum layers
UF nozzle
UF nozzle
UF nozzle
DF nozzle
DF nozzle
DF nozzle
SPI = 0.046 W/m3
SPI = 2.48 W/m3
SPI = 6.00 W/m3

Biogas production …
SPI = 0.46 W/m3
SPI = 2.48 W/m3
SPI = 6.00 W/m3
UF nozzle
UF nozzle
UF nozzle
DF nozzle
DF nozzle
DF nozzle
• At 0.46 W/m3, the greater homogeneity aided gas production
• At 2.48 W/m3, short circuiting in the DF nozzle case resulted in lower suspended solids and excessive mixing
• At 6.00 W/m3, short circuiting in the DF nozzle case prevented the reintegration of the scum layer, providing a region free from damaging shear forces
SPI = P/V (W/m3)

Process intensification in ADs…
Option Do Nothing New Infrastructure
Process intensification
Cost 0 $32M $22M
Capacity none +25% +160%
‐ (5‐7 years) (30‐45 years)
Risk High Low High
Capacity expansion of AD to handle increased inflow in a plant operating at capacity
Risk of process intensification• AD sludge with solids concentration > 2.5
wt% with non‐Newtonian rheology with perceived yield stress
0
100
200
300
400
500
600
700
800
0.00 1.50 3.00 4.50 6.00 7.50Cum
ulat
ive
Bio
gas
afte
r 20
days
(N
ml/g
VS)
P/V (W/m^3)
Traditional mixing criteria used in
digester design – P/V (W/m3)
0
100
200
300
400
500
600
700
800
0 0.1 0.2
Cum
ulat
ive
Bio
gas
afte
r 20
days
(Nm
l/gVS
)
P/MS W/kgTS
Alternative design criteria –P/MS (W/kg TS)
UF nozzle
Optimum SPI
3.4, 4.4, and 4.9% w/w
Process intensification – Producing ‘more with less’

Next thinking… Process Intensification in WWTP• Anaerobic digester is a not a waste treatment vessel but a biological reactor used for
maximising biogas production• Process intensification is used in process industries reactors to produce more (products) with
less (energy and raw materials)Question: Is process intensification of AD possible using
• Thickened sludge as feed (rheological complexity, dead zones)• Innovative mixing techniques• Hydraulic mixing to maximise active volume by optimising the suction and
injection flow fields interaction• Intermittent mixing
Full details of experimental set up in:Process intensification of anaerobic digestion: Influence on mixing and process performance, James McLeod, Maazuza Othman, Rajarathinam Parthasarathy, Bioresource Technology - 2019, Vol.274, Pages 533-540















![01.3 Digesters Digestion[1]](https://img.pdfslide.net/doc/110x75/577d276f1a28ab4e1ea3eefc/013-digesters-digestion1.jpg)










