Embed Size (px)
DESCRIPTION
th
Citation preview

SPE 147100
The Practice and Evolution of Torque and Drag Reduction: Theory and Field Results John E. McCormick, SPE, Weatherford International; TzuFang Chiu, SPE, The University of Texas at Austin
Copyright 2011, Society of Petroleum Engineers This paper was prepared for presentation at the SPE Annual Technical Conference and Exhibition held in Denver, Colorado, USA, 30 October–2 November 2011. This paper was selected for presentation by an SPE program committee following review of information contained in an abstract submitted by the author(s). Contents of the paper have not been reviewed by the Society of Petroleum Engineers and are subject to correction by the author(s). The material does not necessarily reflect any position of the Society of Petroleum Engineers, its officers, or members. Electronic reproduction, distribution, or storage of any part of this paper without the written consent of the Society of Petroleum Engineers is prohibited. Permission to reproduce in print is restricted to an abstract of not more than 300 words; illustrations may not be copied. The abstract must contain conspicuous acknowledgment of SPE copyright.
INTRODUCTION
With the global trend moving toward drilling deep water wells, ultra-extended reach wells (u-ERW) and
complex geometry wells, we can no longer ignore the drilling limitations caused by high torque and drag
forces. Extreme torque and drag, especially unplanned, can be detrimental to drilling operations. Over
the years, engineers have developed numerous ways to challenge the drilling limitations by reducing
torque and drag forces in order to drill further and deeper. This paper attempts to describe the practices
and the evolution of torque and drag reduction methods. The different torque and drag reduction
methods that this paper focuses on are listed below.
1. Wellpath design
2. Light weight string components
3. Lubricants
4. Hole cleaning
5. Co-polymer beads
6. Mechanical friction reduction tools
7. Increased drill string and rig capability
THEORY OF T&D
In highly inclined wells, solutions to problematic torque and drag are essential in order to complete the
drilling and completion operations. Because many restrictions are imposed by the drilling rig, top drive,
wellpath and drilling components, engineers have came up with ways to reduce torque and drag while
drilling. There are weight limitations that a rig can provide, especially in non-rotating operations such as
slide drilling. If the compressive forces in the drill string are too high, bucking will occur. In an
extended reach well (ERW), two common problems with torque are the friction resistance to drill string
rotation and the make-up torque limitations. If the rotary torque is too high, torsional failure would
result. Therefore, it is essential for engineers to accurately account for the torque and drag forces and
attempt to reduce them in order to prohibit these scenarios from occurring. At the same time, it is the
engineer’s responsibility to ensure that we do not over-design to accommodate unnecessary needs.

2 SPE 147100
METHODS OF T&D REDUCTION
Engineers have developed methods that improved over the years to mitigate torque and drag forces.
Pratically, there is no way for torque and drag to be completely eliminated because there is no such thing
as a frictionless surface. The parameters included in the torque and drag equations are shown below.
Drag is directly proportional to the normal force, coefficient of friction and tubular movement
(Equation 1). Torque is directly proportional to the normal force, coefficient of friction, radius of the
object that is rotating, and tubular movement (Equation 2). Reducing any of the components in the
equation will ultimately reduce the torque or drag. This, in return, allows more efficient weight transfer
and rotational ability.
(Eq. 1)
(Eq. 2)
In this paper, we focus on the different T&D reduction categories shown below and their evolution over
time.
1. Reducing the normal forces
2. Reducing the coefficient of friction
3. Increasing dynamic vs. static conditions
4. Increasing system capabilities
The following paragraphs explain different categories of torque and drag reduction and methods that fall
in each category.
Reducing the Normal Forces
Normal force is an opposing force to the side load against the borehole in the perpendicular direction.
Theoretically, the normal force in the vertical section of the borehole should be close to zero assuming
the tubulars are centered in the hole and no contact is made between the hole and the tubular. However,
no tubular is ever truly centered in the hole, even with stabilizers applied. Sections of the string will
touch the borehole, therefore though the normal force or the side load in the vertical section can be
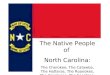
small, it will never be zero. Figures 1 & 2 show the different sections of the tubular string and the
associate side load.
Minimizing the normal force will result in less drag and more efficient weight transfer. Methods that
reduce the normal force include, but are not limited to, carefully designing a wellpath and using lower
weight string components, such as aluminum drill pipe (ADP) in the lateral section of the well.

SPE 147100 3
Fig 1. Tubular String Sections
Side Force/length (lbf/length)0 100 200 300 400 500 600 700 800 900 1000 1100 1200 1300 1400 1500 1600 1700 1800
Me
asu
red
De
pth
(ft)
0
2000
4000
6000
8000
10000
12000
14000
16000
18000
L E G E N D
Rotate On Bottom
Fig 2. Typical Side Force Distribution Trend for Each Hole Section
Wellpath Design
Wellpath design can determine the success or failure of a well. Wellpaths are designed for avoidance, to
meet specific drilling requirements, or to reach the target formation. It is easy to change wellpath at the
planning stage, yet extremely hard to modify once the drilling operation has begun. To conduct an ERW
drilling operation without an optimized wellpath is like “building a house on a bad foundation” (K&M).
After all, the wellpath design is one of the best ways to reduce torque and drag forces.
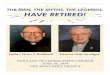
Vertical (<5° Inclination)
Build
Lateral (~90° Inclination)
FN Vertical
FN Build FN Lateral

4 SPE 147100
Shallow ER wellpaths are especially difficult because of the lack of string weight available in the short
vertical section to combat the large amounts of torque and drag encountered in the long deviated section.
Despite its importance, it has often been given little or no acknowledgment, and generally the goal of
designing a wellpath is to optimize the drilling speed to as fast as is reasonably possible. Many ERWs
could not have been completed if design flaws or rig limitations were present. Figure 3 shows a section
view of a typical ERW.
Fig 3. Typical ERW Wellpath Section View
There are several common wellpaths:
1. Vertical Wellpath
2. S-Shaped Wellpath
3. Complex Wellpath
4. Caternery Wellpath
Wellpaths can be designed for forces to be more evenly distributed through the wellbore rather than
concentrated in a specific section. With ERWs becoming progressively more common, wellpath design
has shown its potential to reduce frictional forces. The dogleg serverity of an engineered wellpath can be
lowed tremendously, reducing operational risk and rig time.
Vertical wellpaths are known to be the easiest to drill, however, many of the reservoirs that use vertical
wells have already been tapped. The S-shape wellpath has proved itself to be the best design option for
many challenging wells. Once the drilling operation has reached the drop section, the design of the
wellpath allows more weight to be slacked off to reach TD. Careful monitoring of torque and drag is
required for this kind of wellpath. The complex wellpath has become more common over the years
especially when drilling an ERW. The lateral horizontal section is orientated to be a specific alignment
to enhance the production in a reservoir. Some good examples of complex wellpath are the “L” shape
well that has a rapid build over a short interval. They are prevalent in the U.S shale gas plays.
The caternery wellpath is especially beneficial to reduce the torque, as its strength is to start the build
section in advance with a lower dogleg severity in the build. The drag forces may increase as the length
of the deviated section will be longer. Changing a commonly drilled “L” shape wellpath from a high
dogleg serverity well profile to a relatively lower dogleg serverity yields lower torque and drag. A series

SPE 147100 5
of torque and drag models were developed on a typical “L” shape well, as detailed below and shown in
figure 4.
High normal force and side load caused extensive wear on the casing and drill pipe, resulted in buckling,
and caused other operational problems. The dogleg serverity (DLS) for the original wellpath was
12°/100ft. A new build section was designed and modeled with the DLS lowered from 12°/100ft to
about 6°/100ft (Figures 5 & 6). The side force decreased significantly (Figures 7 & 8), and the
available weight to TD increased by up to 30,000 lbf. This is a tremendous improvement showing the
potential for a well-designed wellpath to positively impact well operations.
Fig 4. Original Wellpath for an ERW
Fig 5 & 6. Original Doglegs Serverity vs. Planned Doglegs Serverity

6 SPE 147100
Fig 7. Original Wellpath
Fig 8. Planned Wellpath
Low Weight String Components: Aluminum Drill Pipe (ADP)
The weight of the string components can dramatically alter the torque and drag forces in a well.
Selecting a lower weight pipe to use in the lateral section decreases the normal forces that are generated,
which affects both torque and drag. Light weight components are mostly beneficial in the lateral section
of the well after the build section to decrease string weight and make it easier to push to TD.

SPE 147100 7
Over the years, engineers have often considered tubular designs for ERWs using titanium, aluminum,
and thin-walled, high-strength steel. Due to cost and/or technical considerations, these options have not
often been used.
This paper will focus on ADP as an example of a low weight solution to problematic torque and drag.
Aluminum alloys have an average density of 2800 kg/m3, which is about 2.8 times less than the density
of steel --7850 kg/m3. In most cases, ADP is more than 2 times lighter than steel drill pipe (SDP) of
similar size. Therefore, the weight that is used to calculate the normal force is essentially 2.8 times less.
With less normal force, the drag force contributed by the drill string at any point in the wellpath is much
less. This allows for more weight to translate to TD.
In the 21st century, SDP has gained a more prominent role in Russia and countries of the former Soviet
Union. Still, ADP remains widely used at present time. In 2007, more than 27,000 joints of ADP were
manufactured and shipped to drilling companies. The design of ADP was first applied for drilling of the
Kola SG-3 well. In 1983, this well became the deepest well in the world, with TVD 12,262m, and still
holds this record. Drilling of such a deep well became possible only because of the application of a
lightweight drill string, which consisted of more than 90% ADP.
ERWs are a promising application for light weight string components, where they can show excellent
results in reduction of T&D and enable the drilling of longer deviated sections. To date, there is not
enough data on application of light weight components in ERWs. The majority of drilling with
aluminum is done in Russia, where tendency to ERD became popular only in recent years; titanium is
very expensive, and 160 ksi strength steels have only recently made thin walled steel pipe an option.
Reasonable price, easy handling, less expensive transportation and corrosion resistance to H2S and CO2
are advantages of ADP which make it an excellent torque and drag reducing option for complicated
applications.
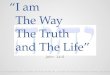
A well drilled in the South China Sea is presented in figure 9; high torque and drag was expected from
the well as well as the rate of penetration slowed due to issues with transmitting power to the bit. One of
the solutions tested was placing ADP in the lateral section. ADP reduced the torque and gave the well
40% time reduction as compared to the actual estimated time required for drilling the same well with
SDP.
Fig 9. Tubular Placement for an ERW in South China Sea

8 SPE 147100
Reducing the Coefficient of Friction
Out of the three categories of torque and drag reduction methods, most of the attempts in the oil industry
have focused on reducing the coefficient of friction to lower torque and drag. The coefficient of friction
is a measure of the degree of resistance to motion of two elements sliding against each other. In a
downhole operation, the coefficient of friction refers to the metal to metal or metal to rock contact
between the drill string and the casing or open hole, respectively. For a standard drilling operation, the
cased hole coefficient of friction with a water based mud may be 0.25, while the open hole coefficient of
friction may be 0.30. Depending on the condition of the well, the formation, the penetration rate, and the
mud selection, the friction factor can be changed at the discrepancy of the user. Even a 10% reduction in
friction factor could significantly increase the chance for a driller to reach TD. Below are some of the
ways the oil industry has historically lowered the coefficient of friction.
Lubricants
Lubricants are additives to the mud system that have long been used to reduce torque and drag forces. In
the oil industry, lubricants are commonly used with the drilling mud that cools the bit and lubricates the
string. Over the years, many different additives have been tried and tested to optimize the lubrication by
maximizing the coefficient of friction reduction. Lubricants can reduce the coefficient of friction up to
30% to 40%. However, lab tests that show an 80% reduction in the coefficient of friction often result in
a reduction of torque or drag of around 5% to 15% in the field.
There are three main categories of drilling lubricants additives, and those are classified as water-based
lubricant, oil-based lubricant, and synthetic based lubricant. Depending on the drilling fluid type,
specific lubricant additive should be added to achieve optimum result. Oil-based lubricant and synthetic
based lubricant increase the potential for environmental concern given their potential impact if not
properly contained. Also, they do not work as well in open hole.
Examples of lubricants include bentonite, graphite, asphalt, diesel crude oil, and fine mica. Most modern
lubricants are a type of surfactant used for water-based mud; oil-based mud contains hydrocarbon oil
that naturally plays a role as a lubricant. Most lubricants blend fatty acid esters which make them
unstable at very low or high pH values, dissociate at high temperature and saponify in the presence of
high calcium or magnesium content.
Lubricants for water-based mud are more environmentally acceptable additives. They have the
capability to reduce the coefficient of friction between steel and sandstone. The performance of
lubricants can be fairly accurately described by the change in wettability that accompanies lubricant
adsorption on the contact surface.
Water-Based Lubricant
Water-based lubricants can be mixed with clay and other chemicals to create homogeneous mud slurry.
A combination of clay and mud can suspend cuttings, which allows the cutting to be carried to the
surface easily. Many chemicals are added to a water based mud system to achieve many purposes, such
as increasing shale stability, enhancing the rate of penetration and lubricating the drill string. Some of
the most common additives to enhance lubrication in the water based mud system include bentonite and
asphalt.
Oil-Based Lubricant
Oil-based lubricants are used to apply to an oil-based mud system that is composed of liquid
hydrocarbons. Most often they contain No.2 diesel. They are usually preferred over water-based
lubricants because they have a better lubricity and can enhance cleaning with less viscosity. In terms of
friction, it can withstand greater heat without breaking down. Also, it is preferred over water-based

SPE 147100 9
lubricants in terms of drilling salt, anhydrite, carnallite, potash, or shale formations as well as corrosion
and drilling direction or slim hole. However, these tend to be more costly and less environmentally
friendly than their water-based counterparts.
Synthetic-Based Lubricant
One of the most well known synthetic based lubricants composes ester based organic compounds. Only
the neutral, metal free, phosphate esters, or orthophosphoric acid are considered synthetic based
lubricants. It is mainly added to the drilling muds on offshore oil drilling operations and has many
advantages over the oil based lubricants such as producing a faster drilling operation, being more
environmental friendly, and being more cost effective.
UltraLube II
A recent lubricant addition is the development of UltraLube II, which shows a lab result of 90%
reduction in the coefficient of friction. Rather than having to saturate the entire system, the lubricant has
a strong affinity for metal surfaces and adheres to the string, enabling lower concentrations to have a
significant effect. The lubricant forms a coating on the tool joints, lowering the coefficient of friction at
the contact surfaces, until it has been mechanically removed. It works in both water based drilling fluid
and oil based drilling fluid. It is insoluble with water and it experiences no reduction of permeability
when applied.
Hole Cleaning
Hole cleaning is one of the main concerns that engineers have encountered when drilling an ERW.
Unwanted cuttings in the hole reduce the potential for a drill string to rotate and to move. It can also
increase the rate of wear of downhole tools. In an ERW, cuttings are most likely to accumulate up in the
high angle build section. This makes the removal of the cuttings from the hole extremely difficult.
Therefore, to ensure good hole cleaning, pipe rotation is a very important parameter to consider.
Increasing the pipe rotation often increases the ability to bring the cuttings out of the hole. Increasing the
mud flow rate allows the cutting to be suspended and carried upward. Sweeps, also known as high
density pills, are also used to attempt to reduce cuttings beds.
The oil industry has developed mechanical tools that can maximize hole cleaning in the deviated section
of the well while drilling by scooping cuttings up into the high flow area of highly deviated hole
sections. Proper hole cleaning can eliminate problems with cutting build up and remediate excessive
torque and drag in complex wells. The primary benefits of the mechanical hole cleaning tools are the
increase in cleaning efficiency, time saving, operational safety and the increase in wellbore quality and
stability. The tool has specially designed grooves in the tubular that throw the cuttings upward when
rotating the drill string. The grooved upset scoops the cuttings and lifts them upward. It increases the
recirculation of cuttings, resulting in more efficient cuttings removal. The tools claim up to a 60%
improvement in hole cleaning efficiency and 30% torque and drag reduction, as well as a reduction of
wiper trips.
Co-Polymer Beads
Using beads is a mechanical way to reduce the coefficient of friction. Co-polymer beads are inserted
between the drill string and bore hole to reduce the coefficient of friction. It does not affect the chemical
characteristics of the mud system. The size of the beads ranges from fine grade to coarse grade classes.
Instead of having metal to metal contact during the drilling operation, the drill string slides down the
bore hole, rolling on the beads.
Co-polymer beads are mainly applied to the build section of the bore hole where most of the forces
accumulate. The method is to apply beads from the bit to the build section while tripping in the pipe.

10 SPE 147100
The beads slowly fall into the build section as the pipe is tripping in and ultimately reduce the torque
and drag forces. The friction reducing impact can be maximized by transporting the beads right down to
the build section of the drill string. As the beads travel down the annular section between the drill string
and the bore hole, they will settle on the low side of the annulus and work as a wall-cake for the drill
string and eventually the beads will position themselves to optimize the rolling ability.
One major concern using beads is the severe solid build up if the beads are not removed properly. Thus,
beads must be recovered properly and recycled. This can be done by circulating drilling fluid to the
surface.
Mechanical Friction Reduction Tool
Another method to lower the coefficient of friction is to apply mechanical friction reduction tools
(MFRTs). When drilling an ERW, engineers tend to prefer lubricants over MFRT due to a preference
not to have additional tools in the hole unless it is necessary. Studies have shown that MFRTs
consistently provide better torque and drag reduction than lubricants, but they are generally also more
expensive. Three mechanical friction reduction tools: sub-based roller tools, pressure pulse tools and
swivels will be discussed in this and the next section.
Sub-Based Roller Tools
The roller tools are sub-based with a mandrel that rotates inside a non-rotating casting. By raising the
tool joints of the string off the wall of the hole, the internal low friction surfaces reduce torque and drag
in the areas of high normal force within the wellbore. In addition, the MFRT sub also reduces the chance
of differential sticking when used in open hole because it has a smaller contact area against the borehole
compared to tool joints. These subs are optimal when placed in high drag and high torque locations,
often in the build section, though they can be placed in both open or cased hole.
The laboratory studies show an 80% reduction in the coefficient of friction, which translates to a 50%
reduction in the local friction factor downhole. Field results are primarily wellpath dependent, averaging
between 10-35%, and can be accurately predicted using T&D modeling software.
Increasing Dynamic vs. Static Friction Conditions
Dynamic friction is lower than static friction. A number of methods for increasing dynamic friction
conditions vs. static friction conditions are used, including rotating pipe while tripping in.
Pressure Pulse Friction Reducing Tool (PPFRT)
A PPFRT is a type of MFRT that introduces vibration into the string to break static friction. It oscillates,
creating axial (lateral) movement in the string. An agitator can significantly improve the weight transfer
to TD and reduce the friction during a downhole operation, as well as improve ROP and assist with anti-
stalling for rotary steerable systems and motors. PPFRTs are especially beneficial in non-rotating
scenarios, such as slide drilling. PPFRTs vibrate and excite the drill string to decrease friction. This in
turn improves the rate of penetration by providing more efficient power transfer to the bit.
PPFRTs employ one of the earliest T&D reduction methods, which dynamically excites and vibrates to
reduce friction. There are three components that make up an agitator: the power section, the pulsing
system and the oscillating system. When fluid is pumped into the string through the power section, the
rotor rotates in the stator and creates a flow path that allows the toator valve assembly to move in a
linear motion. Rather than just rotating the tubular, a PPFRT allows for axial motion as well in order to
break the friction caused by the metal to metal contact area.

SPE 147100 11
Swivel
Swivels are used in highly deviated wells to run completions or liners. The swivel allows the pipe above
the liner or screen to rotate independently when tripping into the hole. The free-to-rotate upper mandrel
allows the tool to reduce the torque and drag forces which ultimately enables more weight to translate
downhole. The swivel can be activated by applying differential pressure to lock the two mandrels of the
tool together and allows torque to transmit through the tool. It can significantly reduce drag associated
with running strings.
Increasing System Capabilities
Another significant impact on the extension of the drilling envelope has been an increase in the size of
rigs and the strength of string components. Rather than attempting to reduce the friction factor, rigs and
string components have increased in size and strength to withstand more demanding conditions. With
more challenging wells, increased torque and drag have often been met by increasing the system
capabilities rather than attempting to reduce friction during well operations.
Tubular Grade
S-135 strength pipe has been a standard for use in the oilfield for many years, yet recent innovations
include the development of 150 ksi and higher strength drill pipe. X and G pipe with 75 ksi to 105 ksi
yields have been used for sour service operations to the present day, but may soon be replaced with sour
service drill pipe that has a minimum yield above 120 ksi.
Rotary Shoulder Connections
Different kinds of rotary shoulder connection advancements have been made to ensure that the tubular
connections can withstand high torque and drag scenarios. As more ERWs are being drilled, it is
necessary to improve upon the conventional connections that the API verified in the 1960s. One large
innovation was the development of double-shouldered connections, which have enabled drill strings to
handle much larger amounts of torque. Other innovations include increasing the taper length, thread
revolution, and thickening the double shoulder connections so the connections can allow for higher
torsional limitation.
Rig Capabilities
Larger, more powerful rigs are becoming more common in the oilfield. Top drives have moved in many
areas from strictly offshore rigs to include land rigs. The most challenging wells in today’s oilfield
utilize the largest, most powerful rigs in existence, with hookload and surface torque capacities that far
exceed those of ten years earlier.
CONCLUSION
Advancements in friction reduction methods are being made constantly in an effort to achieve the
industry’s consistently rising expectations on expanding the drilling envelope. Planning torque and drag
allows engineers to find ways to reduce torque and drag before spudding of their wells. With the rise of
ERW and other complex projects, engineers strive to find ways to drill deeper and longer. Many T&D
reduction methods have been discussed in the paper, and are listed again below. Depending on various
drilling parameters, the effectiveness of each of these methods can vary.
Wellpath design
Lubricants
Light weight string components
Hole cleaning
Co-polymer beads

12 SPE 147100
Mechanical friction reduction tools
Increased drill string and rig capability
The future of the oil and gas business resides in drilling and completing wells in challenging
environments. Finding ways to reduce torque and drag is a significant effort in solving the challenges in
sustaining the global energy demand.
ACKNOWLEDGEMENT
The authors would like thank Weatherford International for their support and encouragement to publish
this paper. We would also like to thank VAM Drilling and Aquatic for the technical expertise provided
in regards to hole cleaning and ADP respectively.
REFERENCES
Agbaji, Armstrong L. et al.: “Optimizing the Planning, Design and Drilling of Extended Reach and
Complex Wells” paper SPE 136901 presented at the Abu Dhabi Internation Petroluem Conference., Abu
Dhabi, UAE, 1-4 November 2010.
Bone, Glenn. et al.: “Mature Field Benefits from Application of High-End Technology” paper SPE
92624 presented at the SPE/IADC Drilling Conference, Amsterdam, The Netherlands., 23-25 February
2005.
Bourgoyne, Adam T. et al.: “Applied Drilling Engineering” SPE Textbook Series, Vol. 2, 1986
Gillespie, Doug. et al.: “Hook Load Regaining Swivel Method which Challenges Conventional
Methods” paper SPE 124150 presented at the SPE Offshore Europe Oil & Gas Conference, Aberdeen,
UK, 8-11 September 2009.
Growcock, F.B. et al.: “Novel Lubricants for Water-Based Drilling Fluids” paper IADC/SPE 50710
presented at the International Symposium on Oilfield Chemistry., Houston, Texas, U.S.A., 16-19
February 1998.
Kinzel, Holger. et al.: “Reduce Torque, Drag and Wear – Material Selection for Centralizers Used in
Highly Inclined and Horizontal Wells” paper IADC/SPE 47804 presented at the IADC/SPE Asia Pacific
Frilling Confernce., Jakarta, Indonesia, 7-9 September 1998.
Liu, Xiushan. et al.: “Catenary Well Profiles for Extended and Ultra-Extended Reach Well” paper SPE
124313 presented at the SPE Annual Technical Conference, New Orlean, Louisiana, U.S.A., 4-7
October 2009.
Mason, Colin J. et al.: “Reinventing the Wheel – Reducing Friction in High-Angle Wells” paper SPE
63270 presented at the SPEAnnual Technical Conference., Dallas, Texas, U.S.A., 1-4 October 2000.
Mims, Mike & Krepp, Tony “Drilling Design and Implemetation for Extended Reach and Complex
Wells” K&M Technology Group, LLC, Third Edition 2003.
Newman, Ken. et al.: “Modeling the Affect f a Downhole Vibrator” paper SPE 121752 presented at the
SPE/ICoTA Coiled Tubing and Well Intervention Conference., Woodlands, Texas, U.S.A, 31 March – 1
April 2009.
Schamp, J.H. et al.: “Torque Reduciton Techniques in ERD Wells” paper SPE 98969 presented at the
IADC/SPE Drilling Conference, Miami, Florida, U.S.A., 21-23 February 2006.