Embed Size (px)
Citation preview
Shipbuilding Con struction Equipm ent GeneralFabric
ationStructrural We elding NavalSurface
ceShipsPipelines N Bridges OffshoreStructuresFarm Eq uipment Railcars
VesselsAutomotive Press
The Standard of Excellence in Tubular Welding Electrodes
Metal Cored Tubular Welding Wires

In this era of reduced profitmargins, shrinking bottom linesand increasing costs, fabricators,shipbuilders and other manufac-turers are seeking an improvementin one key area - productivity. In20th century welding, improve-ments in productivity hingedon graduation from coveredelectrodes to solid electrodes(wire) to, finally, flux coredelectrodes (wire). The advent ofmetal cored electrodes (wire) inthe 1980’s aroused curiosity, butthe lack of process and productunderstanding by manufacturersand end users hindered the abilityto create general improvementsin productivity.
The 21st century brings anenlightenment regarding thebenefits of metal cored wire.Everyone has charts and graphsshowing deposition rate compari-sons, along with total weldingcost comparisons. These are quitevalid means of proving the costadvantages of metal cored overother welding processes and areused every day. However, the truebenefit of metal cored electrodesis the ability to solve problems,which occur daily in welding andfabricating.
Select-Arc’s complete line of metalcored wires is the answer to aproblem which has existed foryears-how to combine theefficiencies of solid wire (GMAW)with the higher productivity offlux cored (FCAW) electrodes.Metal cored wires offer all theadvantages of solid wires; lowfume generation rates, highefficiencies, no slag to remove orclean, with all the advantagescored wires have over solid wires;no lack of sidewall fusion (coldlap), total spray transfer orcomplete transition, and fastertravel speeds for a given fillet size.
Select-Arc’s offering of metalcored wires ranks at the top inquality and performance. Newtechnology in manufacturingequipment provides the ultimatein consistency of fill, diametercontrol and surface finish. Theseelectrodes provide a smooth spraytransfer, negligible spatter and aflat bead profile with virtuallyno slag islands. Minimal spatterand the absence of slag promoteextremely high depositionefficiencies, 95-98%, resultingin high deposition rates andsubsequently lower welding costs.
Problem Solving with theMetal Cored Process
Note the difference in residual spatter and bead shape between the solid wire (top) and
metal cored (bottom). The solid wire has more spatter and a convex bead. Both wires
were welded at identical settings using 75% argon /25% carbon dioxide shielding.
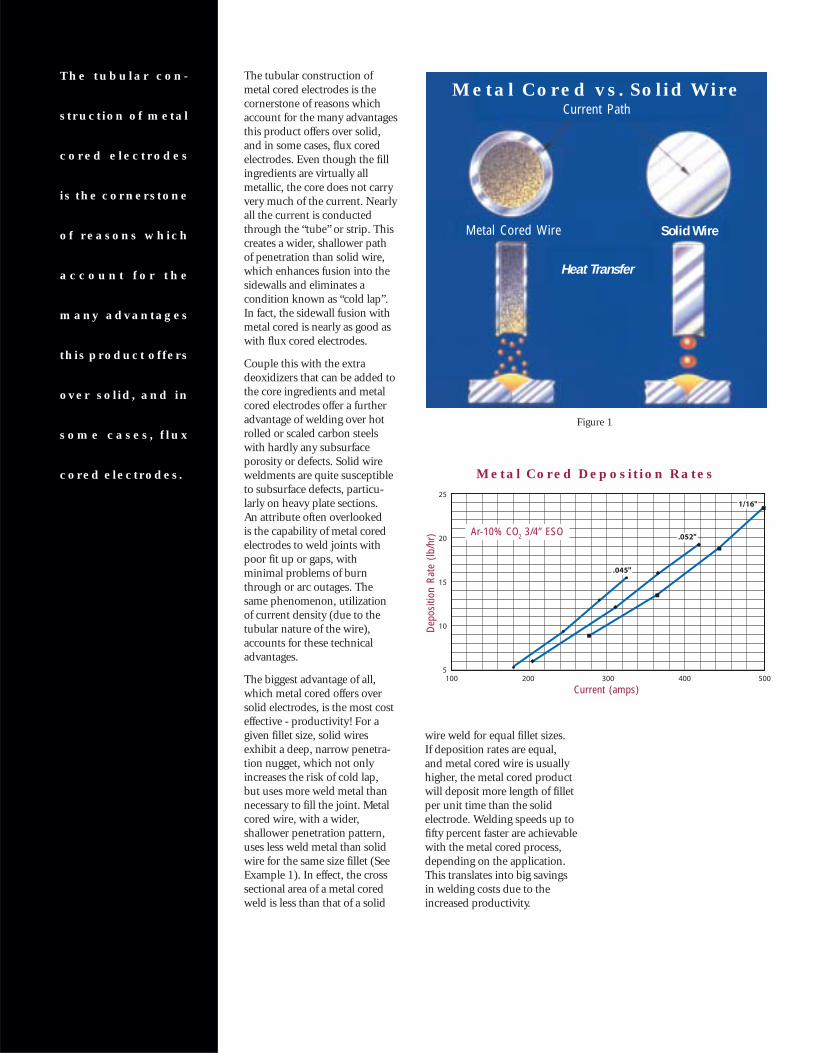
Figure 1
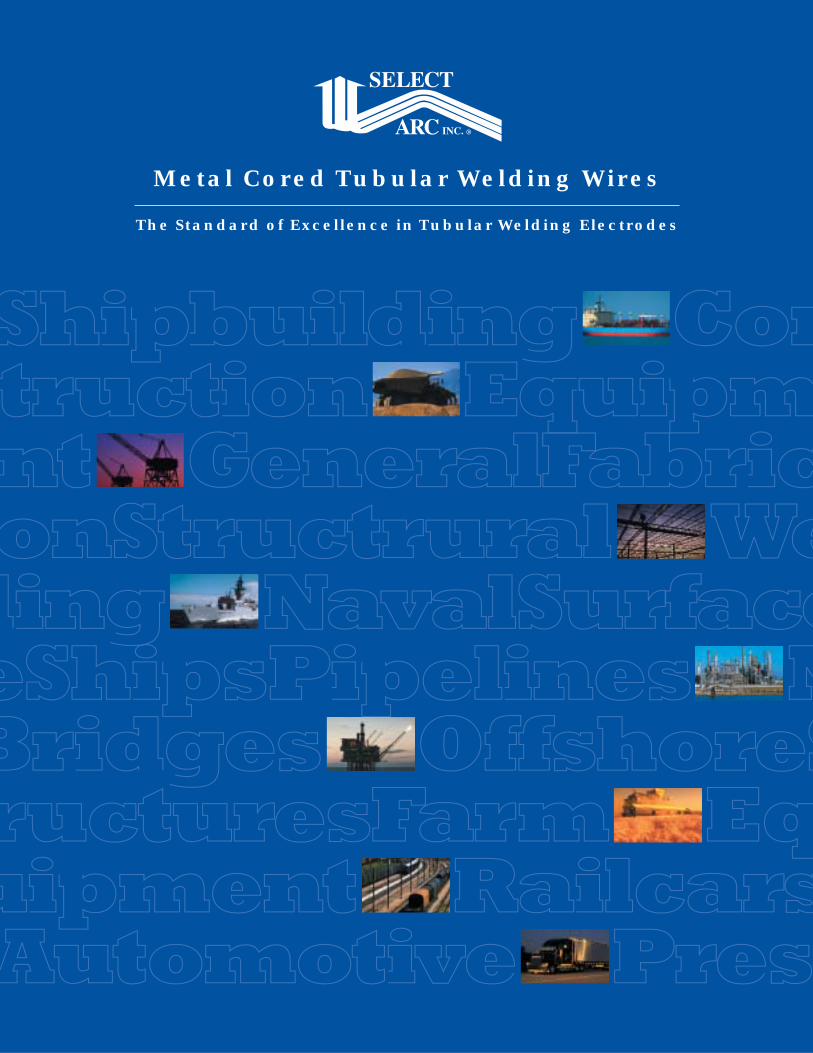
Metal Cored vs. Solid WireCurrent Path
Metal Cored Wire Solid Wire
Heat Transfer
Metal Cored Deposition Rates
Current (amps)
Depo
sitio
n Ra
te (
lb/h
r) Ar-10% CO2 3/4” ESO
The tubular construction ofmetal cored electrodes is thecornerstone of reasons whichaccount for the many advantagesthis product offers over solid,and in some cases, flux coredelectrodes. Even though the fillingredients are virtually allmetallic, the core does not carryvery much of the current. Nearlyall the current is conductedthrough the “tube” or strip. Thiscreates a wider, shallower pathof penetration than solid wire,which enhances fusion into thesidewalls and eliminates acondition known as “cold lap”.In fact, the sidewall fusion withmetal cored is nearly as good aswith flux cored electrodes.
Couple this with the extradeoxidizers that can be added tothe core ingredients and metalcored electrodes offer a furtheradvantage of welding over hotrolled or scaled carbon steelswith hardly any subsurfaceporosity or defects. Solid wireweldments are quite susceptibleto subsurface defects, particu-larly on heavy plate sections.An attribute often overlookedis the capability of metal coredelectrodes to weld joints withpoor fit up or gaps, withminimal problems of burnthrough or arc outages. Thesame phenomenon, utilizationof current density (due to thetubular nature of the wire),accounts for these technicaladvantages.
The biggest advantage of all,which metal cored offers oversolid electrodes, is the most costeffective - productivity! For agiven fillet size, solid wiresexhibit a deep, narrow penetra-tion nugget, which not onlyincreases the risk of cold lap,but uses more weld metal thannecessary to fill the joint. Metalcored wire, with a wider,shallower penetration pattern,uses less weld metal than solidwire for the same size fillet (SeeExample 1). In effect, the crosssectional area of a metal coredweld is less than that of a solid
The tubular con-
struction of metal
cored electrodes
is the cornerstone
of reasons which
account for the
many advantages
this product offers
over solid, and in
some cases, flux
cored electrodes.
wire weld for equal fillet sizes.If deposition rates are equal,and metal cored wire is usuallyhigher, the metal cored productwill deposit more length of filletper unit time than the solidelectrode. Welding speeds up tofifty percent faster are achievablewith the metal cored process,depending on the application.This translates into big savingsin welding costs due to theincreased productivity.
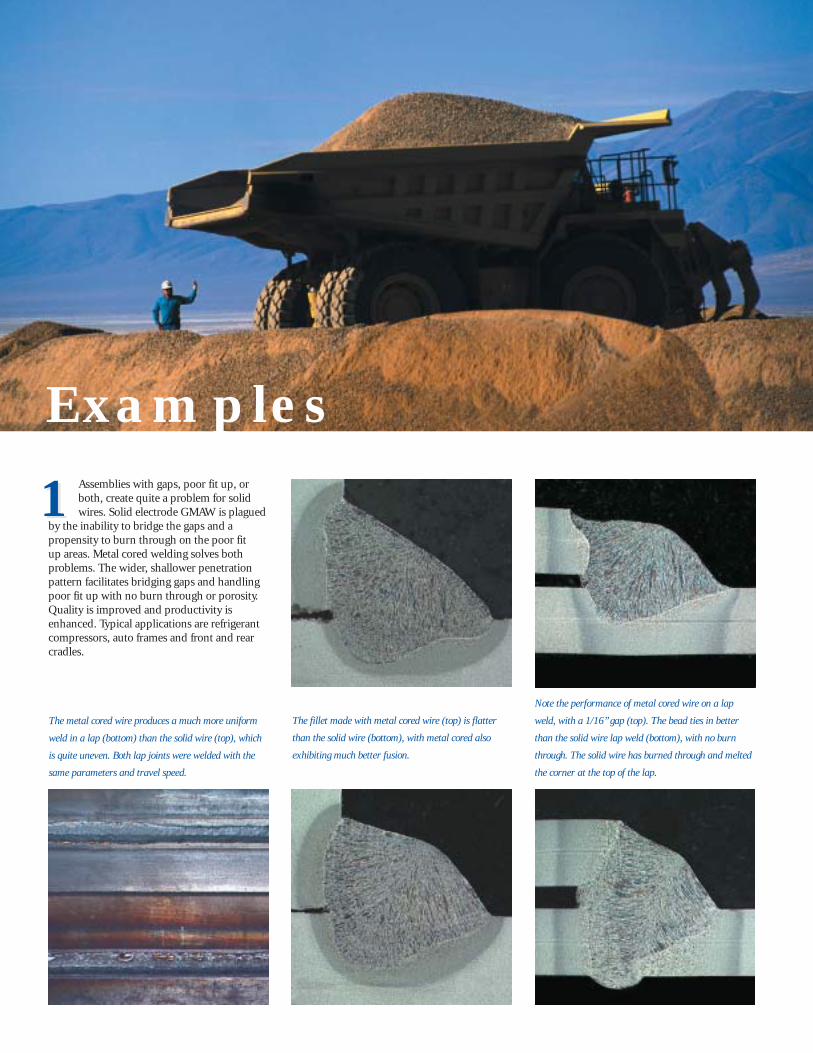
1Assemblies with gaps, poor fit up, orboth, create quite a problem for solidwires. Solid electrode GMAW is plagued
by the inability to bridge the gaps and apropensity to burn through on the poor fitup areas. Metal cored welding solves bothproblems. The wider, shallower penetrationpattern facilitates bridging gaps and handlingpoor fit up with no burn through or porosity.Quality is improved and productivity isenhanced. Typical applications are refrigerantcompressors, auto frames and front and rearcradles.
1
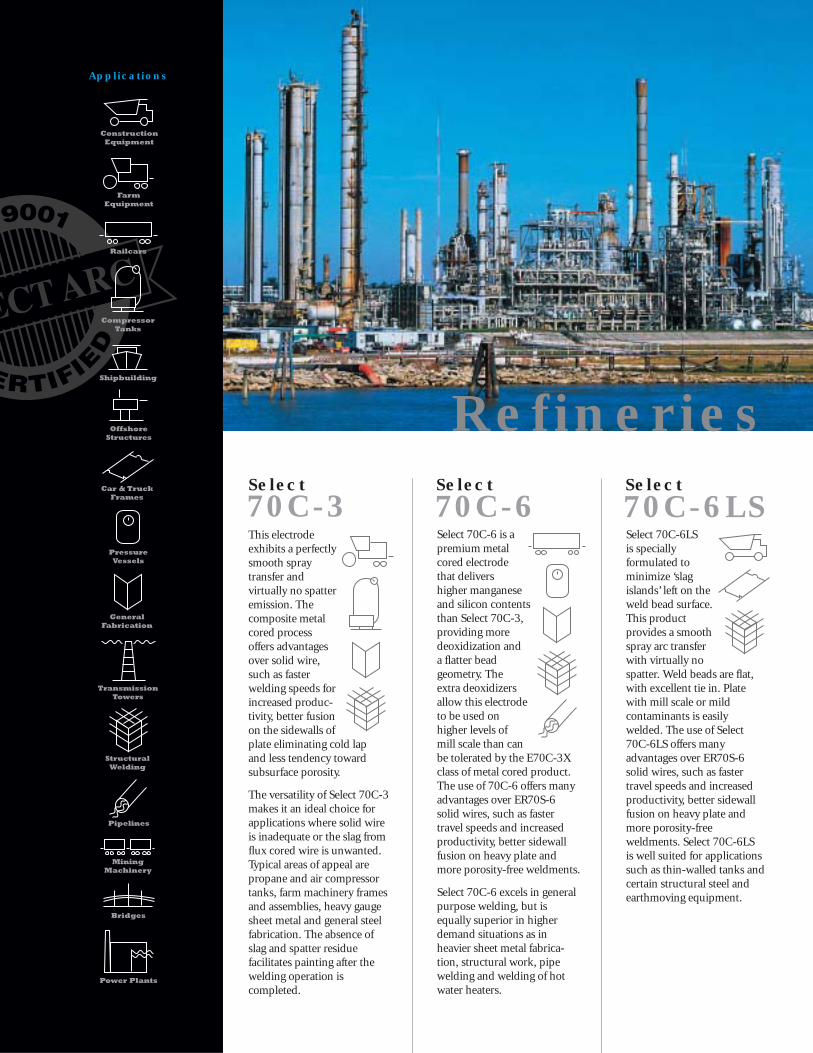
The metal cored wire produces a much more uniform
weld in a lap (bottom) than the solid wire (top), which
is quite uneven. Both lap joints were welded with the
same parameters and travel speed.
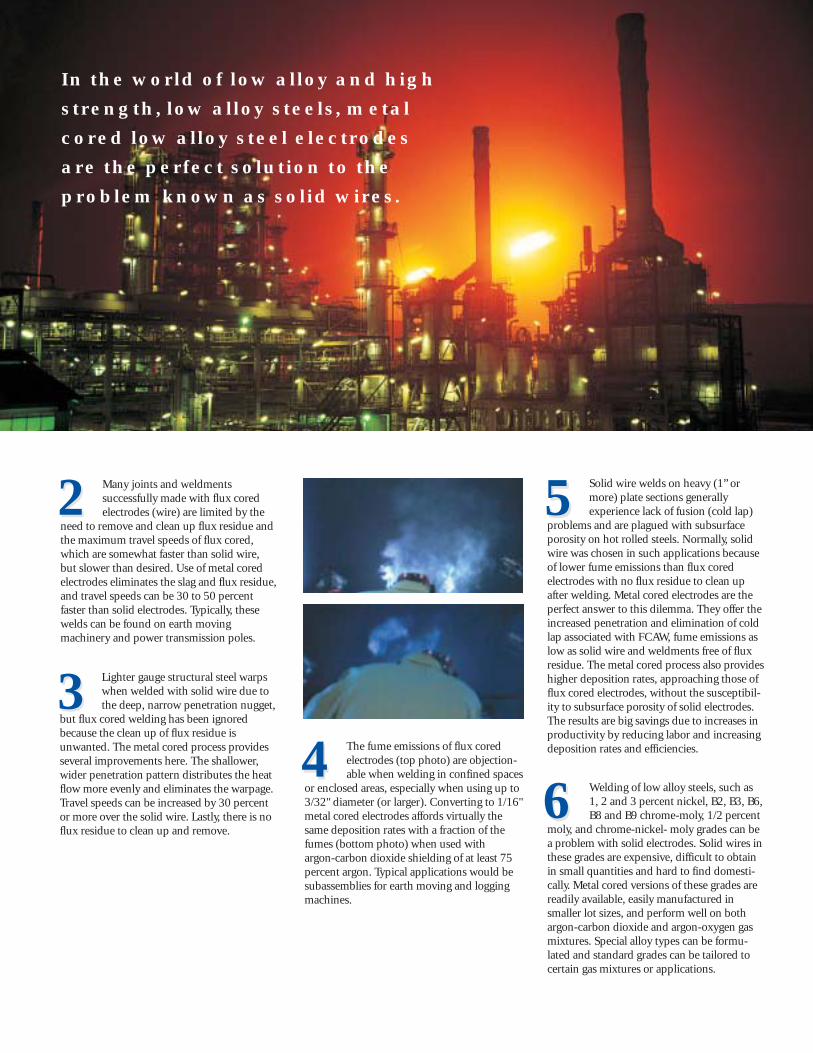
The fillet made with metal cored wire (top) is flatter
than the solid wire (bottom), with metal cored also
exhibiting much better fusion.
Note the performance of metal cored wire on a lap
weld, with a 1/16” gap (top). The bead ties in better
than the solid wire lap weld (bottom), with no burn
through. The solid wire has burned through and melted
the corner at the top of the lap.
Examples
Lighter gauge structural steel warpswhen welded with solid wire due tothe deep, narrow penetration nugget,
but flux cored welding has been ignoredbecause the clean up of flux residue isunwanted. The metal cored process providesseveral improvements here. The shallower,wider penetration pattern distributes the heatflow more evenly and eliminates the warpage.Travel speeds can be increased by 30 percentor more over the solid wire. Lastly, there is noflux residue to clean up and remove.
3
2
46 Welding of low alloy steels, such as
1, 2 and 3 percent nickel, B2, B3, B6,B8 and B9 chrome-moly, 1/2 percent
moly, and chrome-nickel- moly grades can bea problem with solid electrodes. Solid wires inthese grades are expensive, difficult to obtainin small quantities and hard to find domesti-cally. Metal cored versions of these grades arereadily available, easily manufactured insmaller lot sizes, and perform well on bothargon-carbon dioxide and argon-oxygen gasmixtures. Special alloy types can be formu-lated and standard grades can be tailored tocertain gas mixtures or applications.
6
5 Solid wire welds on heavy (1” ormore) plate sections generallyexperience lack of fusion (cold lap)
problems and are plagued with subsurfaceporosity on hot rolled steels. Normally, solidwire was chosen in such applications becauseof lower fume emissions than flux coredelectrodes with no flux residue to clean upafter welding. Metal cored electrodes are theperfect answer to this dilemma. They offer theincreased penetration and elimination of coldlap associated with FCAW, fume emissions aslow as solid wire and weldments free of fluxresidue. The metal cored process also provideshigher deposition rates, approaching those offlux cored electrodes, without the susceptibil-ity to subsurface porosity of solid electrodes.The results are big savings due to increases inproductivity by reducing labor and increasingdeposition rates and efficiencies.
5Many joints and weldmentssuccessfully made with flux coredelectrodes (wire) are limited by the
need to remove and clean up flux residue andthe maximum travel speeds of flux cored,which are somewhat faster than solid wire,but slower than desired. Use of metal coredelectrodes eliminates the slag and flux residue,and travel speeds can be 30 to 50 percentfaster than solid electrodes. Typically, thesewelds can be found on earth movingmachinery and power transmission poles.
3
2
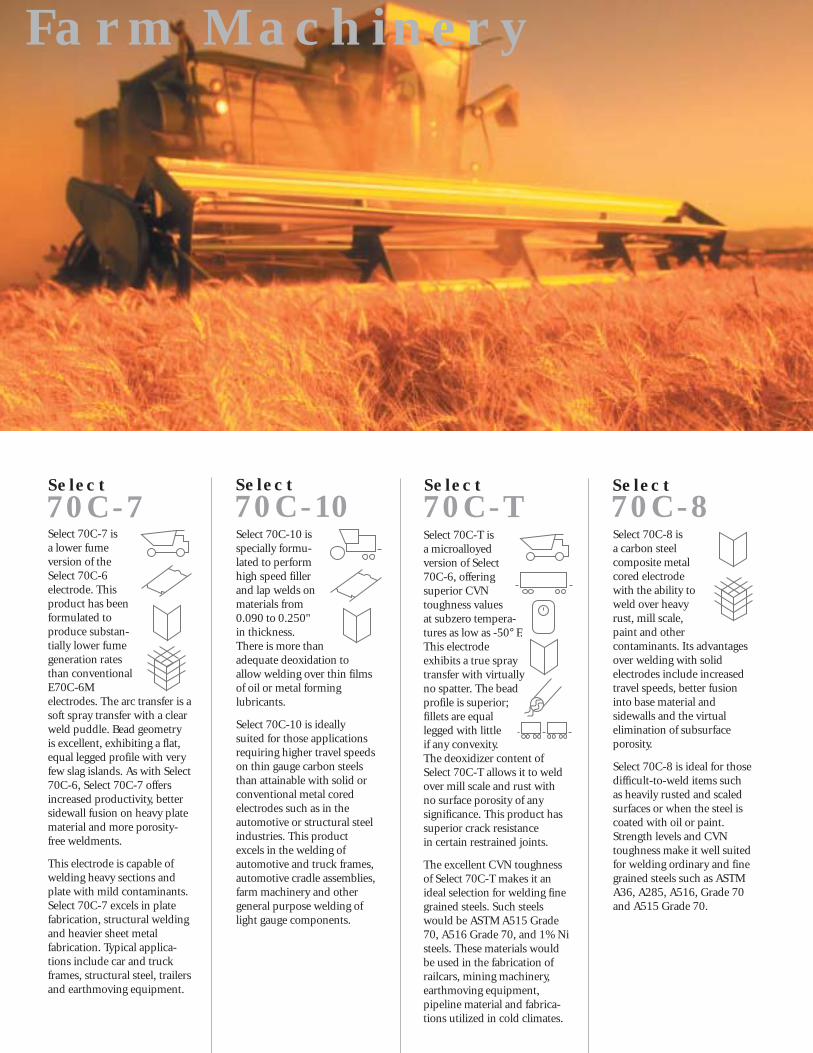
The fume emissions of flux coredelectrodes (top photo) are objection-able when welding in confined spaces
or enclosed areas, especially when using up to3/32" diameter (or larger). Converting to 1/16"metal cored electrodes affords virtually thesame deposition rates with a fraction of thefumes (bottom photo) when used withargon-carbon dioxide shielding of at least 75percent argon. Typical applications would besubassemblies for earth moving and loggingmachines.
In the world of low alloy and high
strength, low alloy steels, metal
cored low alloy steel electrodes
are the perfect solution to the
problem known as solid wires.
4

CE
IS
O
SELE
The metal cored process is, in some ways,the best-kept secret in the welding industry.Welding with metal cored carbon and lowalloy steel electrodes offers increased produc-tivity, more flexibility in applications,reductions in fume generation rates and otheradvantages to solve specific welding problems.
Metal cored electrodes are also available indiameters up to 5/32" for carbon and lowalloy steel submerged arc applications.
Select-Arc is a leader in advancing thetechnology of the metal cored process. It isby far our fastest growing product line andaffords the biggest gains inthe welding industryin terms of costreduction throughincreasedproductivity,
reduced training time, less rework, less spattercleanup, no slag cleanup and higher electrodeefficiencies. Select-Arc is a responsivecompany- well poised to cultivate andpromote the advantages of the metal coredprocess to improve productivity in themarketplace. It is an absolute certainty thatwe have only scratched the surface of theimprovements that are inherent with theuse of metal cored electrodes.
In closing, this text should help us to realizethat the major cost of welding is not fillermetal pricing — it is labor and burden which
totals 80% of welding cost. Filler metalcost totals only 13% on average. Obiously,the use of metal cored wire is the answer
to achieving costsavings through gainsin productivity.
Dis
cu
ssio
nSummaryThe advantages of usingmetal cored electrodescan be summarized asfollows:
• Process is easy tomaster and requiresless training.
• Affords ease of opera-tion for the welder.
• Higher productivitythan other processes.
• No spatter or slag toclean up.
• Major reduction inrework.
• Less grinding.
• Minimizes overwelding.
• Increased travelspeeds.
• Bridges gaps betterthan solid wire.
• Elimination of cold lap.
• Reduction of subsur-face porosity.
• Low fume generationrates.
• Reduction of totalwelding cost.
Select 70C-6 is apremium metalcored electrodethat delivershigher manganeseand silicon contentsthan Select 70C-3,providing moredeoxidization anda flatter beadgeometry. Theextra deoxidizersallow this electrodeto be used onhigher levels ofmill scale than canbe tolerated by the E70C-3Xclass of metal cored product.The use of 70C-6 offers manyadvantages over ER70S-6solid wires, such as fastertravel speeds and increasedproductivity, better sidewallfusion on heavy plate andmore porosity-free weldments.
Select 70C-6 excels in generalpurpose welding, but isequally superior in higherdemand situations as inheavier sheet metal fabrica-tion, structural work, pipewelding and welding of hotwater heaters.
ERTIFIED
9001
ECT ARC
70C-3Select
Applications
70C-6Select
70C-6LSSelect
This electrodeexhibits a perfectlysmooth spraytransfer andvirtually no spatteremission. Thecomposite metalcored processoffers advantagesover solid wire,such as fasterwelding speeds forincreased produc-tivity, better fusionon the sidewalls ofplate eliminating cold lapand less tendency towardsubsurface porosity.
The versatility of Select 70C-3makes it an ideal choice forapplications where solid wireis inadequate or the slag fromflux cored wire is unwanted.Typical areas of appeal arepropane and air compressortanks, farm machinery framesand assemblies, heavy gaugesheet metal and general steelfabrication. The absence ofslag and spatter residuefacilitates painting after thewelding operation iscompleted.
Select 70C-6LSis speciallyformulated tominimize ‘slagislands’ left on theweld bead surface.This productprovides a smoothspray arc transferwith virtually nospatter. Weld beads are flat,with excellent tie in. Platewith mill scale or mildcontaminants is easilywelded. The use of Select70C-6LS offers manyadvantages over ER70S-6solid wires, such as fastertravel speeds and increasedproductivity, better sidewallfusion on heavy plate andmore porosity-freeweldments. Select 70C-6LSis well suited for applicationssuch as thin-walled tanks andcertain structural steel andearthmoving equipment.
Refineries
Select 70C-7 isa lower fumeversion of theSelect 70C-6electrode. Thisproduct has beenformulated toproduce substan-tially lower fumegeneration ratesthan conventionalE70C-6Melectrodes. The arc transfer is asoft spray transfer with a clearweld puddle. Bead geometryis excellent, exhibiting a flat,equal legged profile with veryfew slag islands. As with Select70C-6, Select 70C-7 offersincreased productivity, bettersidewall fusion on heavy platematerial and more porosity-free weldments.
This electrode is capable ofwelding heavy sections andplate with mild contaminants.Select 70C-7 excels in platefabrication, structural weldingand heavier sheet metalfabrication. Typical applica-tions include car and truckframes, structural steel, trailersand earthmoving equipment.
Farm Machinery
70C-7Select
70C-10Select
70C-TSelect
70C-8Select
Select 70C-10 isspecially formu-lated to performhigh speed fillerand lap welds onmaterials from0.090 to 0.250"in thickness.There is more thanadequate deoxidation toallow welding over thin filmsof oil or metal forminglubricants.
Select 70C-10 is ideallysuited for those applicationsrequiring higher travel speedson thin gauge carbon steelsthan attainable with solid orconventional metal coredelectrodes such as in theautomotive or structural steelindustries. This productexcels in the welding ofautomotive and truck frames,automotive cradle assemblies,farm machinery and othergeneral purpose welding oflight gauge components.
Select 70C-T isa microalloyedversion of Select70C-6, offeringsuperior CVNtoughness valuesat subzero tempera-tures as low as -50° F.This electrodeexhibits a true spraytransfer with virtuallyno spatter. The beadprofile is superior;fillets are equallegged with littleif any convexity.The deoxidizer content ofSelect 70C-T allows it to weldover mill scale and rust withno surface porosity of anysignificance. This product hassuperior crack resistancein certain restrained joints.
The excellent CVN toughnessof Select 70C-T makes it anideal selection for welding finegrained steels. Such steelswould be ASTM A515 Grade70, A516 Grade 70, and 1% Nisteels. These materials wouldbe used in the fabrication ofrailcars, mining machinery,earthmoving equipment,pipeline material and fabrica-tions utilized in cold climates.
Select 70C-8 isa carbon steelcomposite metalcored electrodewith the ability toweld over heavyrust, mill scale,paint and othercontaminants. Its advantagesover welding with solidelectrodes include increasedtravel speeds, better fusioninto base material andsidewalls and the virtualelimination of subsurfaceporosity.
Select 70C-8 is ideal for thosedifficult-to-weld items suchas heavily rusted and scaledsurfaces or when the steel iscoated with oil or paint.Strength levels and CVNtoughness make it well suitedfor welding ordinary and finegrained steels such as ASTMA36, A285, A516, Grade 70and A515 Grade 70.

Shipbuilding
80C-B2Select
80C-WSelect
80C-Ni1Select
80C-Ni2Select
A metal cored, lowalloy steel electrode,Select 80C-B2 isdesigned to weldcertain chromiumand molybdenumsteels. This productdelivers lower spatter,faster travel speeds, higherdeposition rates andincreased penetrationwith greater deposit weldconsistency than solid wire.
Select 80C-B2 is intended toweld materials such as ASTMA335-11 pipe and A387Grade 11 plate. The weldmetal is designed to with-stand the high temperatureservice of the base materials.
Select 80C-W isa premium lowalloy steel, metalcored electrode,which welds ina pure spraytransfer. Select80C-W generatesless fumes thanflux coredelectrodes and is useful whereslag removal and cleanup areproblems. Faster travelspeeds are achievable thanwith solid electrodes, thusincreasing productivity.Spatter emission is quite low.
Select 80C-W is intended forthose applications requiringthe coloration and corrosionresistance of the weatheringtype of structural steels, suchas ASTM A242 and A588.
The addition of approxi-mately 1/2% copper impartsthese “weathering” properties,while the strength, ductilityand notch toughness areachieved by chromium andnickel additions. These steelsare used typically in bridges,transmission towers andpoles and some buildingconstruction.
A low alloy steel,composite metalcored electrodedesigned forwelding certainlow temperatureor low alloysteels, Select80C-Ni1 provides excellentwelder appeal with low fumegeneration and virtually nospatter.
Select 80C-Ni1 is ideal forfine grained or low alloysteels requiring moderatetensile strength and goodsubzero CVN toughness,such as ASTM A203, GradeE,A302, A575 and A633.Typical applications includethe fabrication of earth-moving machinery andbuckets, offshore equipmentand mining machinery.
This compositemetal coredelectrode isdesigned forwelding carbonand low alloysteels requiring80,000 psiminimum tensilestrength and goodcharpy v-notchtoughness atsubzero temperatures. Select80C-Ni2 operates in asmooth spray transfer, withvirtually no spatter and verylittle fume emission. Weldbeads are flat, with good tie-in, and few slag islands. Thiselectrode provides superiorpenetration into sidewalls,minimizing lack of fusion.
Good CVN values at lowertemperatures make Select80C-Ni2 an excellent choicefor those applications wherelow temperature toughness isessential, such as construc-tion equipment, pipingsystems, shipbuilding andcolder climate fabrications.

80C-D2Select
90C-B3Select
90C-B9Select
90C-M2Select
Select 80C-D2 weldscertain high strength,low alloy steels wherea minimum tensilestrength of 80,000 psiis required in thedeposited metal. Thispremium electrode,which offers asmooth low spatterspray transfer, faster travelspeeds of 30 to 50% and theelimination of cold lap,provides a productivity-enhancing welding alterna-tive to ER80S-D2 solid wires.
Select 80C-D2 is ideal forthose applications requiringweld metal which matchesthe mechanical propertiesof high strength, low alloypressure vessel steels suchas ASTM A302, GradeB andHSLA steels and manganesemolybdenum castings such asASTM A49, A291 and A735.
Select 90C-B3is alloyed withapproximately2 1/4% chromiumand 1% molybde-num. This producesa high strengthweld deposit whichis generally postweld treated. Thiscomposite metal coredelectrode provides fastertravel speeds-hence, higherproductivity, better fusioninto base metal, lesssusceptibility to subsurfaceporosity and greater tolerancefor mill scale compared tosolid electrodes.
Select 90C-B3 is intended forwelding the 2 1/4 Cr-1 Mosteels used in high tempera-ture and pressure piping, aswell as pressure vessels.ASTM A387 - Grade 22 andASTM A335-P22 are thestandard grades of steel usedin many of these applications.This electrode may also beused to weld Cr-Mo steels tocarbon steel.
Select 90C-B9 isdesigned for thewelding of 9%chromium and1% molybdenumsteels. It alsocontains smalladditions of niobium,vanadium and nitrogen toimprove long term creepproperties. Select 90C-B9offers excellent welder appealwith a smooth, stable spray,minimal spatter andincreased deposition rates.
Select 90C-B9 is used to weld9Cr-1Mo creep resistantsteels, such as A387 Grade 91plate; A335-P91 and A369-FP91 piping; A199-T91,A200-T91 and A213-T91tubing; A182-FP91 forgings;fittings and castings of similarcomposition. Typicalapplications include powerplant turbine casings, valves,headers and piping.
Where aminimum tensilestrength of90,000 psi isrequired in thedeposited metal,Select 90C-M2is the electrode.This premium, compositemetal cored electrode exhibitssuperb welder appeal,excellent mechanicalproperties and a pure spraytransfer with virtually nospatter emission. Advantagesover solid wire include: fastertravel speeds, hence increasedproductivity; enhancedsidewall fusion.
Select 90C-M2 is well suitedto joining low alloy, highstrength steels such as HY-80,A710 and A514. Thesematerials are used inshipbuilding, earthmovingequipment and miningmachinery. This electrodeis an ideal choice for thoseweldments where distortionmust be minimized andde-slagging is not desirable.
Au
tom
oti
ve
Select 110C-M2is designed forthose applica-tions where theslag residue andfume emissions of flux coredelectrodes are unwanted anda minimum tensile strengthof 110,000 psi is required.Select 110C-M2 provides anarc transfer that is a purespray with low spatter. Itshigher deposition ratesincrease productivity and theenhanced fusion into sidewallseliminates “cold-lap”.
Select 110C-M2 is an idealchoice for joining low alloy,high strength steels such asHY-100 and A514.Earthmoving equipment,mining trucks and machineryand heavy equipment trailersare some areas where thesesteels may be utilized. Thiselectrode may also be used foroverlay or surfacing in certainapplications.
100CSelect
110C-M2Select
Select 100C isdesigned to weldsome carbon andcertain low alloysteels, where aminimum tensilestrength of100,000 psi isrequired in the depositedweld metal. Select 100Cdelivers a pure spray arctransfer with low spatter,faster travel speeds andenhanced sidewall fusion.
Select 100C is well suited tojoining low alloy, highstrength steels such as HY-80,A710 and A514. Thesematerials are used inshipbuilding, earthmovingequipment and miningmachinery applications. LikeSelect 90C-M2, Select 100Cis an ideal choice for thoseweldments where distortionmust be minimized and de-slagging is not desirable.
C
ERTIFIED
ISO 9001
SELECT-ARC
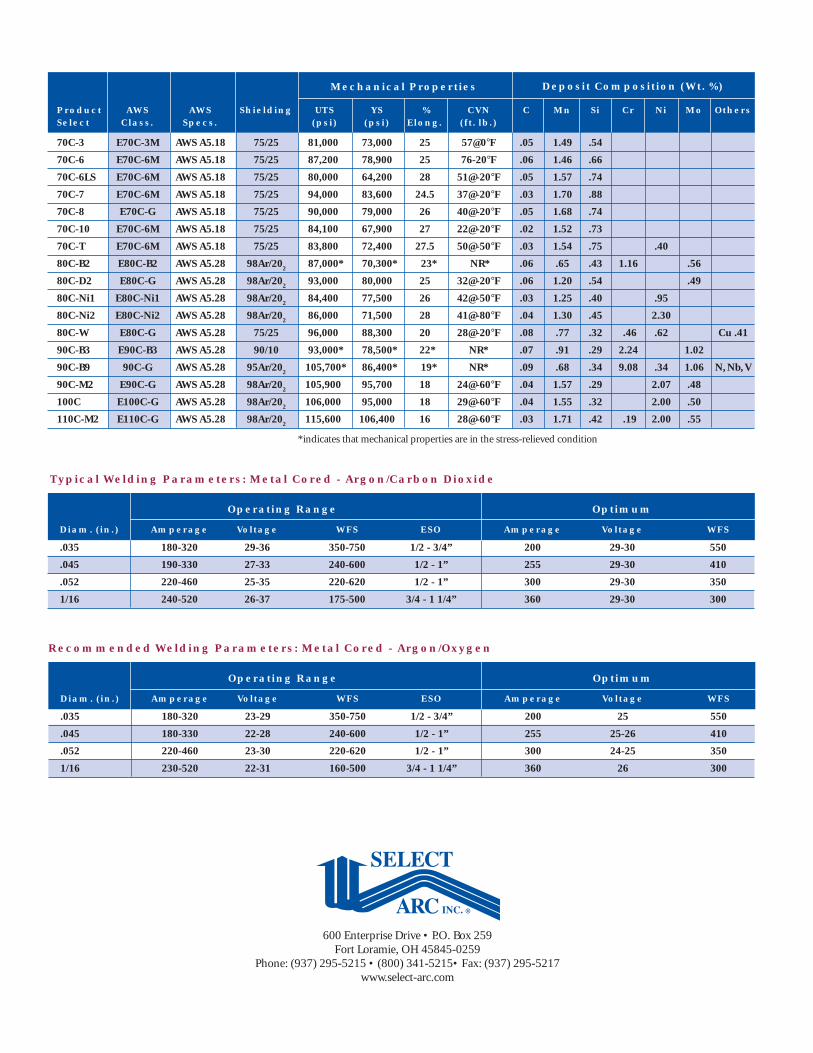
Typical Welding Parameters: Metal Cored - Argon/Carbon Dioxide
Deposit Composition (Wt. %)Mechanical Properties
Recommended Welding Parameters: Metal Cored - Argon/Oxygen
600 Enterprise Drive • P.O. Box 259Fort Loramie, OH 45845-0259
Phone: (937) 295-5215 • (800) 341-5215• Fax: (937) 295-5217www.select-arc.com
Operating Range Optimum
Diam. (in.) Amperage Voltage WFS ESO Amperage Voltage WFS
.035 180-320 23-29 350-750 1/2 - 3/4” 200 25 550
.045 180-330 22-28 240-600 1/2 - 1” 255 25-26 410
.052 220-460 23-30 220-620 1/2 - 1” 300 24-25 350
1/16 230-520 22-31 160-500 3/4 - 1 1/4” 360 26 300
Operating Range Optimum
Diam. (in.) Amperage Voltage WFS ESO Amperage Voltage WFS
.035 180-320 29-36 350-750 1/2 - 3/4” 200 29-30 550
.045 190-330 27-33 240-600 1/2 - 1” 255 29-30 410
.052 220-460 25-35 220-620 1/2 - 1” 300 29-30 350
1/16 240-520 26-37 175-500 3/4 - 1 1/4” 360 29-30 300
*indicates that mechanical properties are in the stress-relieved condition
Product AWS AWS Shielding UTS YS % CVN C Mn Si Cr Ni Mo OthersSelect Class. Specs. (psi) (psi) Elong. (ft. lb.)
70C-3 E70C-3M AWS A5.18 75/25 81,000 73,000 25 57@0°F .05 1.49 .54
70C-6 E70C-6M AWS A5.18 75/25 87,200 78,900 25 76-20°F .06 1.46 .66
70C-6LS E70C-6M AWS A5.18 75/25 80,000 64,200 28 51@-20°F .05 1.57 .74
70C-7 E70C-6M AWS A5.18 75/25 94,000 83,600 24.5 37@-20°F .03 1.70 .88
70C-8 E70C-G AWS A5.18 75/25 90,000 79,000 26 40@-20°F .05 1.68 .74
70C-10 E70C-6M AWS A5.18 75/25 84,100 67,900 27 22@-20°F .02 1.52 .73
70C-T E70C-6M AWS A5.18 75/25 83,800 72,400 27.5 50@-50°F .03 1.54 .75 .40
80C-B2 E80C-B2 AWS A5.28 98Ar/202
87,000* 70,300* 23* NR* .06 .65 .43 1.16 .56
80C-D2 E80C-G AWS A5.28 98Ar/202
93,000 80,000 25 32@-20°F .06 1.20 .54 .49
80C-Ni1 E80C-Ni1 AWS A5.28 98Ar/202
84,400 77,500 26 42@-50°F .03 1.25 .40 .95
80C-Ni2 E80C-Ni2 AWS A5.28 98Ar/202
86,000 71,500 28 41@-80°F .04 1.30 .45 2.30
80C-W E80C-G AWS A5.28 75/25 96,000 88,300 20 28@-20°F .08 .77 .32 .46 .62 Cu .41
90C-B3 E90C-B3 AWS A5.28 90/10 93,000* 78,500* 22* NR* .07 .91 .29 2.24 1.02
90C-B9 90C-G AWS A5.28 95Ar/202
105,700* 86,400* 19* NR* .09 .68 .34 9.08 .34 1.06 N, Nb, V
90C-M2 E90C-G AWS A5.28 98Ar/202
105,900 95,700 18 24@-60°F .04 1.57 .29 2.07 .48
100C E100C-G AWS A5.28 98Ar/202
106,000 95,000 18 29@-60°F .04 1.55 .32 2.00 .50
110C-M2 E110C-G AWS A5.28 98Ar/202
115,600 106,400 16 28@-60°F .03 1.71 .42 .19 2.00 .55