Embed Size (px)
Citation preview
3/10/2010 Chemiplastica 1
Thermoset Processing ManualCompression Molding
3/10/2010 2Chemiplastica
General Overview
3/10/2010 3Chemiplastica
Description
Urochem-Compounded from Urea Formaldehyde Resin, Cellulose Filler, Pigments, Flow Promoters ,lubricants
Melochem- Compounded from Melamine Formaldehyde Resin, Cellulose Filler, Pigments, Flow Promoters ,lubricants
Fenochem- Compounded from Phenolic Resin, organic and inorganic fillers, Pigments, Flow promoters, Lubricants
3/10/2010 4Chemiplastica
Material Properties
Flow-Measures how fluid and soft material is. Lower Number= Easier Flow.
Cure Value- Measures how fast material is formed into a Blister Free Part .
Density- Measurement of weight per volume. Good data for charge weight considerations. Typical Urochem range 64 +/- 4 grams/100 cc.
3/10/2010 Chemiplastica 5
SAFETY FIRST
Guide to Safety Around The Press
And Machinery
3/10/2010 6Chemiplastica
Ten Commandments of Safety Safety Glasses & Ear Protection
No Loose clothing, Neckties/Necklace outside clothing
Turn off all electrical switches when investigating malfunction
Never use Compressed air Gunto clean hands or clothing
3/10/2010 7Chemiplastica
Ten Commandments of Safety Know Location of Fire Extinguisher
Do not tie down or Block Safety Switch
Do not reach around or remove safety guards
Before starting press Make sure all people are clear of moving parts
Maintain good housekeeping and avoid dust collection
3/10/2010 Chemiplastica 8
Thermoset Molding TermsCompression
Molding
3/10/2010 9Chemiplastica
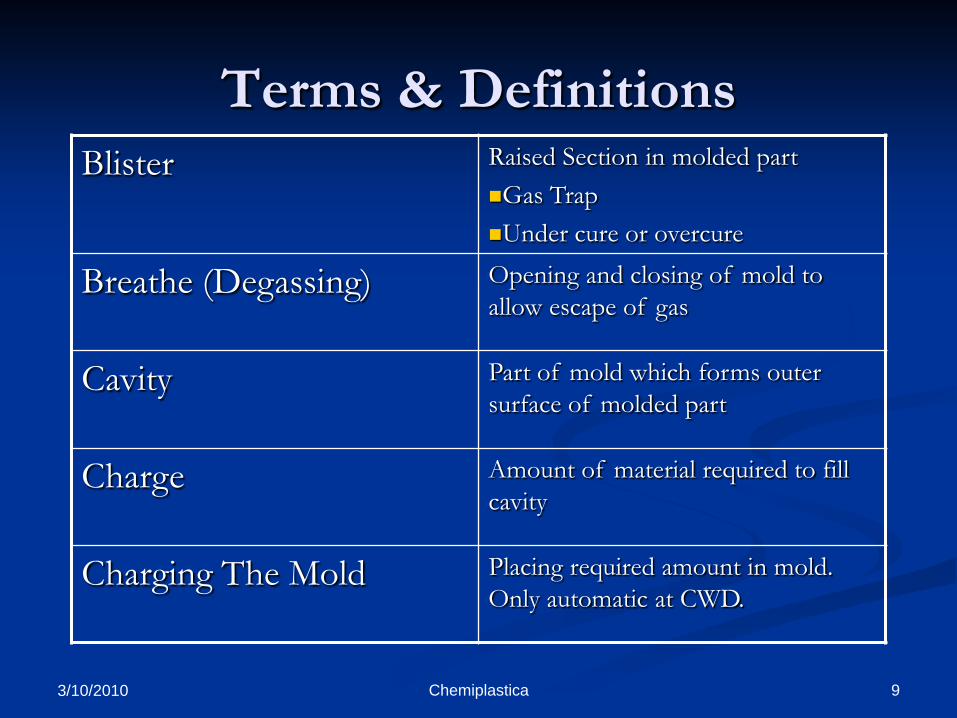
Terms & DefinitionsBlister Raised Section in molded part
Gas TrapUnder cure or overcure
Breathe (Degassing) Opening and closing of mold to allow escape of gas
Cavity Part of mold which forms outer surface of molded part
Charge Amount of material required to fill cavity
Charging The Mold Placing required amount in mold. Only automatic at CWD.
3/10/2010 10Chemiplastica
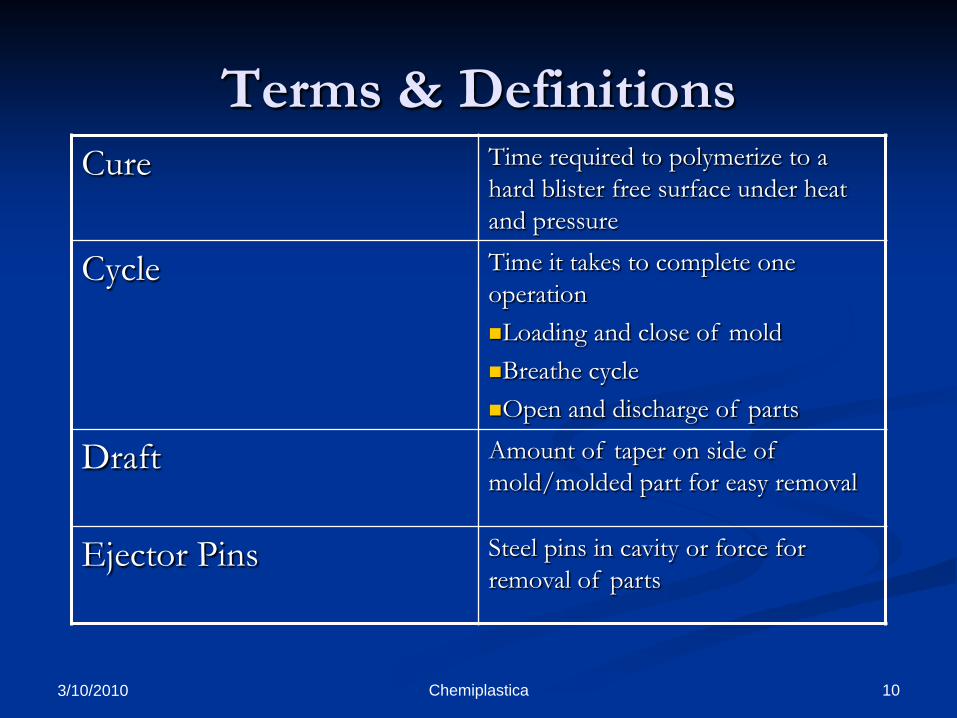
Terms & DefinitionsCure Time required to polymerize to a
hard blister free surface under heat and pressure
Cycle Time it takes to complete one operationLoading and close of moldBreathe cycleOpen and discharge of parts
Draft Amount of taper on side of mold/molded part for easy removal
Ejector Pins Steel pins in cavity or force for removal of parts
3/10/2010 11Chemiplastica
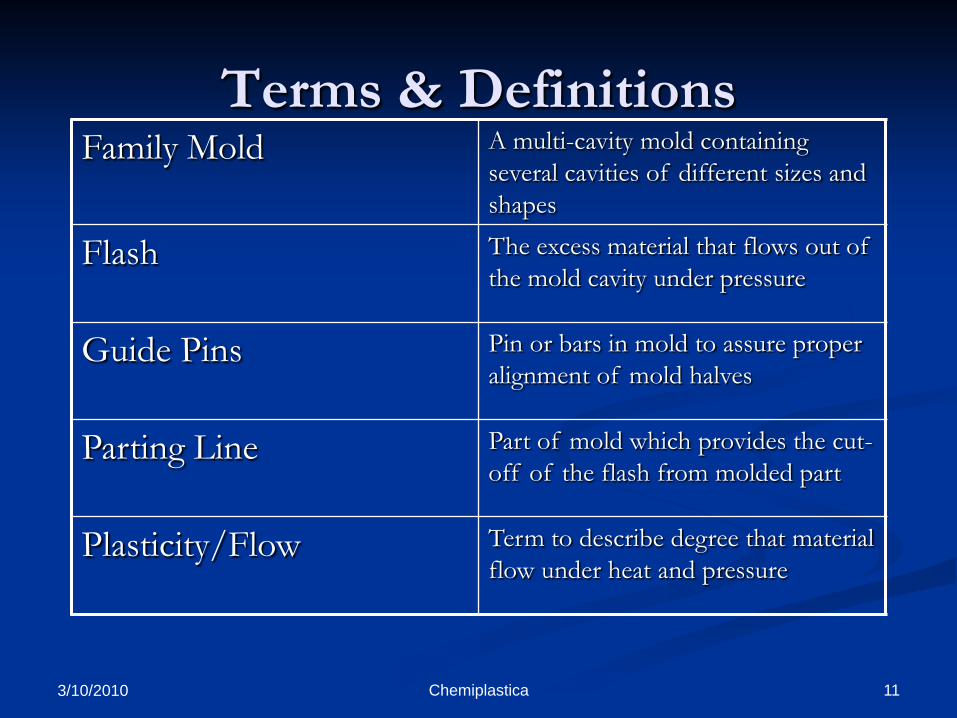
Terms & DefinitionsFamily Mold A multi-cavity mold containing
several cavities of different sizes and shapes
Flash The excess material that flows out of the mold cavity under pressure
Guide Pins Pin or bars in mold to assure proper alignment of mold halves
Parting Line Part of mold which provides the cut-off of the flash from molded part
Plasticity/Flow Term to describe degree that material flow under heat and pressure
3/10/2010 12Chemiplastica
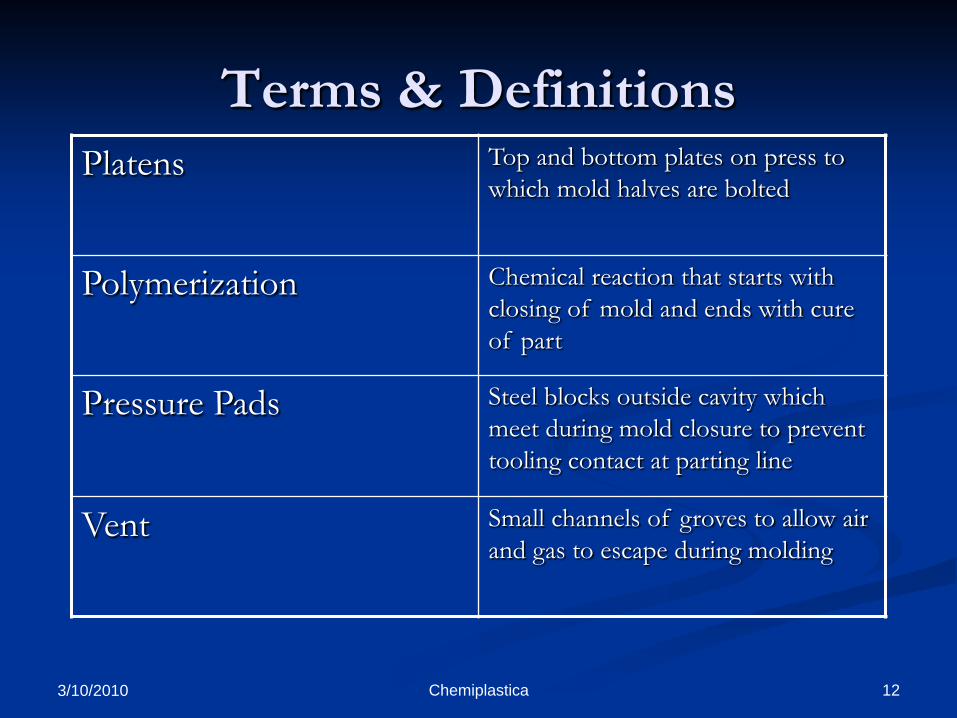
Terms & DefinitionsPlatens Top and bottom plates on press to
which mold halves are bolted
Polymerization Chemical reaction that starts with closing of mold and ends with cure of part
Pressure Pads Steel blocks outside cavity which meet during mold closure to prevent tooling contact at parting line
Vent Small channels of groves to allow air and gas to escape during molding
3/10/2010 Chemiplastica 13
Material Handling
Storage and Rotation
3/10/2010 14Chemiplastica
Material Handling
Store material in cool, dry place First in first out (limited shelf life) Verify material before loading Use single batch at a time Avoid mixing batches Avoid contamination Avoid pressurized air for cleaning Maintain good housekeeping Shield presses running light colors from dark colors
3/10/2010 Chemiplastica 15
Compression Molding
General Overview
3/10/2010 16Chemiplastica
Compression Molding Molding of thermoset plastic using a compression
press Two halves of mold brought together under high
pressure Mold is heated at 290-350°F depending on material Application of required breathe cycle Temperature and pressure cause material to melt and
flow into spaces between cavity and force Material is set and ejected after appropriate cure time
3/10/2010 17Chemiplastica
Compression Press
Molding press consisting of hydraulic ram housed in large cylinder
Cylinder located at bottom for upward acting press and in the top for downward
Hydraulic pressure drives ram with platen and mold halves attached
Force is applied depending on size of mold and output size of press
3/10/2010 18Chemiplastica
Molding Temperatures
Urea molding compound, Urochem 290 to 310°F
Melamine molding compound, Melochem 310 to 350°F
Phenolic molding compound, Fenochem 325 to 350°F
3/10/2010 19Chemiplastica
Press Controls
Understand function of all controls, buttons, switches prior to operating press
Always be aware of the location of emergency button/controls
Never touch any unfamiliar controls Always use safety devices
3/10/2010 Chemiplastica 20
Compression Molding Process
Step-By-Step Start Up Guide
3/10/2010 21Chemiplastica
STEP ONE
Verify double load safeties are functional& Properly set. This ensures molding process remains in low pressure until the mold closes to the proper position. If there is a part or foreign object stuck in the mold, the press cannot close to safety position and go into high pressure. These safeties are actually part of the molding process
3/10/2010 22Chemiplastica
Step TWO
Check mold temperature with pyrometer290 to 310°F for urea5 to 10 degrees lower in cavity part
Check that temperature is even across cavities and make adjustments.
If temperature is not correct, contact supervisor to ensure thermocouples are properly working
Maintaining correct temperature is essential to quality and workmanship
3/10/2010 23Chemiplastica
STEP THREE
CLOSE MOLD EMPTY AND CHECK TO ENSURE PSI IS WITHIN ACCEPTABLE LIMITS.
25 Ton: 90 PSI Minimum 75 Ton: 2500 PSI Max and
lower on some operations
150-300 Ton: 1000 PSI Maximum
3/10/2010 24Chemiplastica
STEP FOUR
Check standards for cure time specified for part
Charge Material Close Press and hold closed at specified
cure time No Breath
3/10/2010 25Chemiplastica
STEP FIVE
Open Mold and Check Molding for uniform Flash If Heavy, Reduce weight If Short, add weight
Repeat Steps Three and Four until you are satisfied visually and based on experience that you have correct weight
3/10/2010 26Chemiplastica
STEP SIX Finalize Weight by referring to standard weight specified for
each part using accurate scale to weigh parts Allowable limit of +/- 7%
Make adjustments based on loading board capability Bolt and screw Insert
Check all cavities for uniformity If flash heavy but weight is correct recheck temperature &
pressure If still heavy try softer batch Correct weights are key to quality and waste control
3/10/2010 27Chemiplastica
STEP SEVEN
Adjust cycle for good densified, bright, gas free, blister free parts
Know your material and choose settings based on experience
Traditional setting Initial closing of press followed by one or two breath.
Optimal breath spacing based on set up trial Stop & Go setting
Initial STOP for preheating of various duration followed by press closing and perhaps short early breath.
3/10/2010 28Chemiplastica
STEP EIGHT
Finalize cure by referring again to part standard as a guide
Adjust until you have blister free part Add five to ten seconds to insure continuous
blister free operation. Beware that over curing can cause warpage,
brittleness and discoloration Maintaining optimal cycle is key to productivity
and profitability
3/10/2010 29Chemiplastica
Common Quality Defects
Blister Short Shots Porous Parts Orange peel or
wrinkly surface Gas Burns Gas Blush Low Gloss
Warped Parts Contamination Molded in Flash Heavy or thick Flash Broken parts Off Color Parts Excess flash
3/10/2010 30Chemiplastica
Trouble Shooting Techniques Temperature uniformity is Key. Always check with a
pyrometer Note cycles, cavity layout and settings prior to
trouble shooting Watch out for any unusual and erratic occurrences One change at a time Choose type of cycle and stick to process guidelines Use the trouble shooting guide Check all possible causes including material, tooling,
equipment and operator set up.





























