Embed Size (px)
Citation preview

Tinker and The PrimesRevolutionizing MRO – One Fastener at a Time22 August, 2017
Cutting Edge Technology with Handheld EDM

Cutting Edge Technology with Handheld EDM
SO WHAT IS THE ALTERNATIVE?
➢ Aircraft and Engine Fastener Removal is :✓ Mandatory for Structural Inspections ✓ Required for Access to Perform Periodic Maintenance, Modifications, and Repairs
➢ Removing “Hard Metal” fasteners with a Twist Drill is a TOUGH JOB✓ Requires Skill and Experience✓ Requires Time and Patience✓ Often Causes Damage✓ Always Produces FOD

Cutting Edge Technology with Handheld EDM
For Video Click Here: https://www.youtube.com/watch?v=qcEyIeQR2y4&list=PLQoGEl9mBFAw5RCsT0o2M4Uks2Od4y-N4

Cutting Edge Technology with Handheld EDM
An Electro Discharge Machining (EDM) Technology and Engineering Services Company
• Applying game changing, patented technology for removing “hard metal” fasteners
• Developing production and custom tools that leverage the unique capabilities of single point EDM technology to provide real world solutions
• Providing huge Cost and Safety Benefits to the aerospace industry
• Faster, Safer, Better
We bring EDM to the work piece

Cutting Edge Technology with Handheld EDM
Perfect Point has developed a Fastener Separation Technology (FST) that removes the head or the collar of “hard metal” fasteners more than 20x faster than traditional tools
▪ Patented single-point electro discharge machining (EDM) technology
▪ Precisely cuts hard metals such as titanium, nickel alloys and steel alloys in “seconds” rather than “minutes”
▪ Substantially reduce costs, damage, time, FOD, and repetitive motion injuries
▪ Extensive portfolio of accessories and consumables to support this patented technology
Our solution is game-changing, withunmatched success in fastener removaland proven significant ROI for aerospacecustomers
• More than 170 E-Drills in operation
• Blue-chip client base
• Proven cost savings per fastener removed
Our S-Blaster Removes Coatings from Fastener Heads
• Closed Loop System
• Contains Hazardous Waste
• Prevents Fastener Damage
E-Drill FST S-Blaster

Cutting Edge Technology with Handheld EDM
Traditional Drill
▪ Foreign Object Debris (FOD)
▪ Injuries to hands, eyes, joints, muscles
▪ Drill ‘wander’ can damage airframes
▪ Hard metals take time to drill out (5-10 minutes per fastener)
▪ Requires additional steps to protect from exposure to hazardous materials
▪ Noise Level above approved levels
E-Drill
▪ Closed loop system flushes and vacuums debris while operating (No FOD)
▪ Minimal pressure required significantly reducing operator injury
▪ Precision locator and fixed head protects from damaging surrounding structure
▪ Hard metals removed in <10 seconds
▪ Closed loop system captures all hazardous materials for disposal
▪ No noise pollution
PROBLEM SOLUTION
Removal of Aerospace Fasteners is time consuming, creates health and safety issues and often damages the structure (and there are millions of fasteners on each plane)

Cutting Edge Technology with Handheld EDM
For Video Click Here: https://www.youtube.com/watch?v=xMS0B8nwAZg&list=PLQoGEl9mBFAw5RCsT0o2M4Uks2Od4y-N4&index=5

Cutting Edge Technology with Handheld EDM
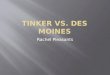
Electrode
Ground Pin
Guide
Cut Groove
Metal Fillet
• Once you select the type, size and fastener material, the tool knows the specs for the fastener and sets the cut parameters
• The tool is programmed to cut to the bottom of the fastener head and Stop
• The cut is contained inside the diameter of the fastener stem leaving a thin metal ligament to hold the fastener head and stem together
• A punch is used to separate the fastener head from the stem • WE DON’T TOUCH the SKIN, the HOLE, or the SUBSTRUCTURE
The E-Drill has a computer controlled feedback loop that cuts and measures the cut depth 1000 times a second to insure NO contact with the substructure
It’s “Fly By Wire” Fastener Removal

Cutting Edge Technology with Handheld EDM
• Operator selects the fastener type, size, and material on the digital screen
• Locator tool centers on the fastener• The hand tool is inserted into the locator (keeps tool
perpendicular to the work piece) • Pull the trigger and hold while applying steady pressure of
12-15 lbs of force on the tool• Flushing and vacuuming starts immediately• The computer controlled tool measures, cuts and re-
measures the cut depth over 1000 times per second until it cuts to the bottom of the head of the fastener
• The tool cuts inside the diameter of the fastener shank leaving a thin metal ligament to hold the fastener head and shank together
• A tap on the head of the fastener with our non-skid punch buddy breaks the metal ligament and separates the fastener head and the shank – two pieces of retrievable FOD
For Video Click Here: https://www.youtube.com/watch?v=MINSID0l9lA&list=PLQoGEl9mBFAw5RCsT0o2M4Uks2Od4y-N4&index=7

Cutting Edge Technology with Handheld EDM
• The “Perfect Cut” does not touch theo Skino Hole o Substructure
• The cut is INSIDE the fastener and the depth control cuts to the the bottom of the fastener head – never touches skin or substructure
• The cut is inside the diameter of the fastener shank leaving a .015 inch ligament holding the head and the shank together
• The process takes place inside the diameter of the fastener and NEVER touches the hole
• The temperature rise during this cutting process is less than a few degrees
o This has been verified by thermocouples, IR measurements, and good ole’ fashion touch tests
o The flushing and short cut time does not allow for the temperature to migrate into the surrounding structure

Cutting Edge Technology with Handheld EDM
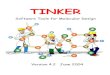
• The success of the E-Drill FST process is LOCATION – it’s why our damage rate is less than 1%• A magnifying “bomb sight” with circular rings is placed inside the locator tool to locate the tool over the center
of the fastener• Once the locator is “locked” in place by vacuum or hand pressure, the hand tool is inserted in the locator tool to
make the cut• Locator tools are key to the
“Perfect Cut”
Locator tools
Magnifying “Bomb Sight”

Cutting Edge Technology with Handheld EDM
• Vacuum Flush Head Locator and its associated LED sight assures precision location in critical skin applications
• LED locator automatically lights up when inserted
• Adapter design ensures no sparks can escape from the cutting zone, ensuring no random spark damage to surrounding composite structure
• Other locator heads (Offset, Concentric, Narrow) are available for specific applicationsFor Video Click Here:
https://www.youtube.com/watch?v=Vhv_dp5juyw&index=12&list=PLQoGEl9mBFAw5RCsT0o2M4Uks2Od4y-N4

Cutting Edge Technology with Handheld EDM
Flush Head Locator-
Designed for quick location on skins to be
replaced
Vacuum Flush Head Locator-
Designed for precision accuracy on surfaces with large curvatures
Offset Flush Head Locator-
Designed for precision accuracy on surfaces
with smaller curvatures
Narrow Head Locator-
Designed for precision accuracy in confined
areas

Cutting Edge Technology with Handheld EDM
S-Blaster specifically developed to clean fastener heads
▪ Self contained system makes removal of hazardous coatings safe
▪ Other applications include corrosion and paint removal from removable fastener screw heads

Cutting Edge Technology with Handheld EDM
For Video Click Here:https://www.youtube.com/watch?v=17GxSpbHdNM&index=4&list=PLQoGEl9mBFAw5RCsT0o
2M4Uks2Od4y-N4

Cutting Edge Technology with Handheld EDM
Hard metal fastener removal in sizes from 3/32” to 7/16”
Head side or collar side Metal or composite skin Airframe or Engine applications Pilot drilling plate up to ¼” thick Broken drill or extractor Key-locked studs and inserts Captive nuts (Davis nut, Rivnut) Square Drive Rescue Kit for broken
bolt or stud removal

Cutting Edge Technology with Handheld EDM
Have you ever broken a drill or extractor trying to remove a broken stud or bolt?
Square Drive Rescue Kit cuts a square hole in the damaged piece
A standard Robertson square drive bit is used to unscrew the damaged part
For Video Click Here:https://www.youtube.com/watch?v=VlOcctGjGuI&index=3&list=PLQoGEl9mBFAw5RCsT0o2M
4Uks2Od4y-N4

Cutting Edge Technology with Handheld EDM
Removes swaged, threaded or combination collars
Safe, fast alternative to collar splitters
Zero damage, even with flanged (top hat) collars
For Video Click Here:https://www.youtube.com/watch?v=yZs9vKeewks&index=6&list=PLQoGEl9mBFAw5RCsT0o2
M4Uks2Od4y-N4

Cutting Edge Technology with Handheld EDM
Removal of blind-bolt fasteners (Jo-Bolt, Composi-Lok, Visu-Lok, Radial-Lok etc.) is challenging conventionally
Modern titanium versions (for composites) are especially challenging
Typical example is V-22 IRS panel disassembly

Cutting Edge Technology with Handheld EDM
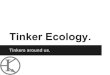
Project StatisticsCost Per Fastener Removed
Drill e•drill
Consumable $1.60 $0.90
Labor $5.28 $1.10
Cleanup Labor $0.66 $0.03
Cost/Fastener $7.54 $2.03
Fasteners per wing 2,946
Savings per wing $16,238
Savings per Aircraft $32,466
Savings over entire fleet $130,688,200
Retrofit to add Sharklet wingtips on A320 family of in-service Commercial Aircraft
> 4000 aircraft available for upgrade Time aircraft spends on the ground = lost
revenue
Application
PPEDM Electrode Revenues per plane = $8400

Cutting Edge Technology with Handheld EDM
• MD-11 suffered significant structural damage during an incident in Argentina
• Boeing AOG was called to retrieve A/C for repairs
• Boeing AOG requested Perfect Point assistance in removing 1000’s of titanium hi-lok fasteners
• The E-drill significantly reduced removal time
• S-Blaster changed how fairings are removed

Cutting Edge Technology with Handheld EDM
Engineering Services and tailored R&D
Custom kitting and adaptors for specific applications or fasteners
Custom tools and fixtures to improve results

Cutting Edge Technology with Handheld EDM
Fortune 500 Aerospace customer base:

Cutting Edge Technology with Handheld EDM

Cutting Edge Technology with Handheld EDM
Removal of Aerospace Fasteners is time consuming, creates health and safety issues and often damages the structure (and there are billions of installed fasteners)
• Reduce AOG Time - 100’s of thousands of dollars per day saved• Reduce Labor Time – 20-30X faster removing “Hard Metal” fasteners saving time• Reduce Damage Rate – a damage rate of <1% vs 20% using a twist drive saves time and money • Reduce Material Costs – 300-600% reduction in material costs • Reduce Training Time Proficiency – 1 day of training vs years of experience• Eliminates FOD – Closed loop system eliminates the FOD and the cleanup• Eliminates Injuries – no shoulder pain or metal chards in your eyes here• Eliminates Exposure to Hazardous Waste – a closed loop system captures any hazardous waste in a reservoir • Eliminates Noise Exposure – more drilling motor noise and no more ear plugs needed
COST + SAFETY BENEFITS

Cutting Edge Technology with Handheld EDM
Electro Discharge Machining (EDM) – The Science➢ First put to practice in the 1940’s, electrical discharge machining is a machining method primarily used for
hard metals that are very difficult to machine with traditional techniques. ➢ EDM works with materials that are electrically conductive using an electrode and a liquid dielectric. ➢ EDM can cut pre-hardened steel or any “hard” metal alloy such as titanium, monel, inconel, and waspalloy➢ Different types of EDM include Wire, Sinker, Hole popper, and SPEC➢ EDM has metallurgical side effects that must be addressedElectro Discharge Machining (EDM) – Perfect Point Technology➢ The Perfect Point patented technology uses deionized water as a dielectric that flushes and vacuums
continuously during the process to facilitate the cut, remove debris, and extract the heat➢ Electrodes are made of copper or brass alloys to control electrode erosion and prevent welding➢ A computer controlled feedback loop controls spark gap, cut duration, and measures the cut depth more
than a 1000 times/sec to precisely control cut depth to protect the workpiece
Electro Discharge Machining Has Been Around a Long Time

Cutting Edge Technology with Handheld EDM
➢ The EDM process cuts hard metal very fast – but it has side effects• RECAST – because it is a plasma event, the area around the cut is in a molten state that recrystallizes creating a recast
layer that can effect the metallurgy• Micro cracking can appear inside the recast layer that can degrade structural integrity• HAZ- a heat affect zone is also present around the EDM area that may effect the metallurgical properties
➢ Perfect Point’s fastener removal process addresses the “side effects”• E-Drill FST removes the fastener head by cutting the fastener head or collar inside the diameter of the fastener stem so
that the surrounding hole, skin, or substructure is NEVER exposed to the effects of EDM• Short cut times and continuous flushing and vacuuming prevent heat from building up and migrating to the surrounding
structure• It’s a Fly By Wire computer controlled system controlling cut depth and cut times
➢ We are often asked about using our system to Cut Holes• We can cut holes - pilot holes• A pilot hole hole allows the operator to penetrate the material and uses a second operation to bore or ream the hole to the
finished hole size• If you use E-Drill to cut a Pilot Hole, you need to bore or ream the pilot hole by at least .060 in diameter in size to remove
any effects from EDM and return to parent material properties – it does NOT cut finished holes
Side Effects of EDM are Contained Within the Fastener that’s THROWN AWAY

Cutting Edge Technology with Handheld EDM
Perfect Point Damage Rectification Disposition: Example
➢ While Damage occurs less 1% of the time when using E-Drill, there is always a chance damage can happen➢ Perfect Point has performed exhaustive studies on the effects of EDM on aircraft structure, and created a
specific disposition for damage rectification. ➢ Typically damage produced by E-Drill is rectified with the 1st O.S. to return to parent material structural integrity➢ Perfect Point has developed tools to assist in the Damage Rectification Disposition to insure no impact to
structural integrity
➢ Ensuring the safety of the operators and integrity of the airframe is our NUMBER ONE priority
➢ E-Drill FST has earned its way onto platforms by proving it is Better, Faster, Safer than the traditional twist drill

Cutting Edge Technology with Handheld EDM
➢ The side effects of EDM are understood – the ability to avoid, eliminate, or rectify it is clear.➢ Users have performed their own internal tests to qualify the use of the E-drill for fastener removal from
a damage reduction and structural integrity prospective.➢ An A-10 study in 2011 used the E-Drill to cut holes and evaluate the metallurgical effects
• The study migrated from fastener removal, to hole drilling, hole drilling is not generally recommended for E-Drill• Pilot holes with sufficient post material removal (minimum .060 diameter cleanup) are considered safe.• Hole drilling results in 100% surface Recast and HAZ, a typical off center removal “nick” involves 1.6% of the hole.
➢ SBIR tests in 2015 conducted with Northrop Grumman showed no hole drilling degradation• Perfect Point, along with NGC testing labs concluded that properly processed E-Drill holes returned to full strength• Drill alignment, both concentric and axial are key to successful post processing of E-Drill pilot holes.
Damage Rectification Methods Have Been Proven

Cutting Edge Technology with Handheld EDM
MERCER ENGINEERING RESEARCH CENTER (MERC)➢ Recast and Heat Affected Zone are detrimental results of the EDM process
▪ When confined to discarded parts, recast and HAZ are not a concern▪ When reusing stressed panels, damage avoidance is key ▪ Use of Perfect Point’s precision alignment devices reduces chance of damage to less than 1%, a study is being
conducted to validate rectification procedures should damage occur➢ Perfect Point has developed several damage rectification protocols in recent years
➢ MERC, located in Warner Robins Georgia, is preparing test procedures to confirm damage rectification protocols▪ Test fixturing has been developed to create measurable and consistent off center fastener removals▪ Off center position will be determined for 1st and 2nd oversize hole rectifications▪ Fasteners will be installed and tensioned per manufacturers specification then removed with E-Drill and twist drill▪ Damage rectification procedures will be implemented on sample plates▪ Sample plates will be subjected to micrographic sectioning or structural testing per ASTM E606▪ Test plan matrix (materials and fasteners) will be created under advisement of USAF Warner Robins GA▪ The experiments will be designed to prove the minimum condition that will bring the damaged hole back to compliance▪ Perfect Point will use these results to tune existing and develop new damage rectification gages and instruments

Cutting Edge Technology with Handheld EDM
• Basis for handheld applications and allows for more precise and complex machining• 3-D Machining• Ability to machine hard metals and other conductive metals rather than simply “cut”
• Key patent protecting hand held use of the EDM process – Israel and Japan recently issued
• Eliminates debris: no worksite contamination from FOD • Enables single point and mobile delivery of EDM• Cools metal as it cuts
• Use of EDM to remove Fastener Heads
• Method for adaptive flushing
• Customized and Varying Cross-Section Electrodes