Embed Size (px)
Citation preview

Int. J. Mach. Tool Des. Res. Vol. 17. pp. 103 116. Pergamon Press 1977. Printed in Great Britain
SPECIFICATION OF THE CUTTING GEOMETRY OF SINGLE POINT TOOLS AND TWIST DRILLS
USING THE ISO SYSTEM
A. R. WATSON* and R. A. WILLIAMSt
(Received 1 February 1976; in final form 25 August 1976)
Abstract--The ISO System recognises the geometry of the tool when cutting, the Tool-in-use System, and the geometry for the production of the tool, the Tool-in-hand System, but a third system, not yet included in the ISO document, the Machine Reference System, is needed to relate the first two systems.
The geometries can be related by either geometric projection methods as used by the authors, vector methods, or by matrix transformation methods. Some inconsistencies in previously derived results have been noted.
Relationships are presented for the various angles of a lathe tool and the cutting lip and chisel edge of a twist drill. The effects of radius and feed on the various parameters of a drill are shown diagrammatically.
1. INTRODUCTION
IN THE PAST many different systems for specifying cutting tool nomenclature have been adopted and many of them are now withdrawn. These systems have included the British Maximum Rake System [1], the German (DIN) System 1-23 specifying the back rake and side rake relative to the cutting edge, the American (A.S.A.) System [3] specifying the back rake and side rake relative to the axis of the cutting tool and the Normal Rake System originally proposed by Stabler 1-43. The merits and demerits of these sys- tems have been fully explained by Boothroyd [5]. None of these systems is related to the actual cutting operation.
The companion standards 1-63, superseding [2], were produced to relate to the actual cutting operation. The Draft International Standard 1-73 further develops that concept and the British Standard 1-8] which supersedes 1-13 is nearly an endorsement of [7].
The ISO Draft [73 provides a means of defining the geometry of cutting tools in terms of their e~c t ive geometry i.e. the geometry which exists when the tool is actually performing the catting operation; these angles are defined with reference to the Tool-in- use System. In addition the standard recognises the practical implication of tool gener- ation and so makes provision for the specification of geometry so that manufacture and inspection are facilitated; such angles are specified with reference to the Tool-in- hand System.
The aims of this paper are:
(1) to support the case for a third reference system in 1-73, to link the Tool-in-hand and the Tool-in-use Systems in any cutting operation.
(2) to indicate certain inconsistencies in results derived by previous authors, and (3) to present general relationships for a lathe cutting tool and then to show the
variations in the cutting conditions on the cutting lip and the chisel edge of a drill as both the radius of the considered point and the feed change.
The paper is ,;et out as follows. A brief introduction to [7] is given in §2 while the support for a Machine Reference System is presented in §3. The geometric projection method used by the authors to develop the relationships between the various systems is explained in §4. In §5, brief reference is made to the inconsistencies in previous work and to the reasons for this. The relationships for a lathe tool are developed in §6 and for a drill in §7.
* Department of Mechanical Engineering, Faculty of Military Studies. The University of New South Wales, Duntroon, ACT, Auslralia, 2600.
t Gordon Institute of Technology, Geelong, Victoria, Australia, 3220.
103

104 A.R. WATSON and R. A. WILLIAMS
2. ISO SYSTEM While there is no intention of duplicating the ISO document, certain of its concepts
and notations are presented to establish a clear understanding of the ISO system for planes and angles. It is necessary to establish a reference system of planes so that the angles of a cutting tool can be defined.
In the Tool-in-hand System Fig. 1, the system introduced to facilitate the manufacture and inspection of the tool, the tool reference plane Pr is generally orientated perpendicu- lar to the assumed direction of primary motion. All the other planes in this system, except the cutting edge normal plane P,, are orientated relative to the Pr plane. The assumed working plane PI is perpendicular to Pr and generally orientated parallel to the assumed direction of feed motion. The tool back plane Pp, forms an orthogonal set with Pr and P: and this set is identified by Peters and Van Den Noortgate [9] as the assumed working system. The tool cutting edge plane Ps, contains the cutting edge and is perpendicular to P,, while the cutting edge orthogonal plane Po completes another orthogonal set with Pr and Ps and this set is identified by Peters and Van Den Noortgate [-9] as the orthogonal system. The cutting edge normal plane Pr is per- pendicular to the cutting edge.
In the system introduced so that the geometry of the tool can be specified when it is performing a cutting operation, the Tool-in-use System, Fig. 2, all planes, except the cutting edge normal plane are designated working planes and the subscript e is added to the symbol. The working reference plane P~e is perpendicular to the resultant cutting direction while the working plane P/e contains both the direction of primary motion and the direction of feed motion and is consequently perpendicular to P,e.
Assumed direction of feed motion . I
SECTION P-P Pp Pf ~ Pf
¢lp )~r
Pr
Assumed direction of primary motion
L , Pf
~ f ~ " ~ f
PP ~ P r SECTION 0-0
po Ps
0 P
• . ¢(n SECTION N-N
o ~ ! -,,q-.%,.
% @/),I" v,Ew s
÷ ~ ' s ~ s Ps
Pr / FIG. 1.

Specification of the Cutting Geometry 105
~ D Vf Re~ltant Irectlon of primary motion
cutting diraction.~ I
Ve / i V....----~ r---.... SECTION F-F
Pfe
Direction of ~ P r e
= , : : o_o
SECTION N-N Pne
~ne Pse
--a...
Pfe ~ ' ~ pe
SECT~I P-P
FIG. 2.
The working back plane Pve completes the orthogonal set with P,e and pre--the working system I-9]. The working cutting edge plane Pse contains the cutting edge and is perpen- dicular to Pre while the working orthogonal plane Poe completes another orthogonal set with P,e and Psi--the working orthogonal system [9]. The cutting edge normal plane being perpendicular to the cutting edge, is identical in the two systems, i.e. P,~ is identical to P,.
The subscripts r, f p, s, o, n and re, fe , pe, se, oe and ne are applied to the various angles in those planes in the two systems. The symbols used for the rake angle, wedge angle and clearance angle are 7,/~ and c~ respectively. In the tool back, assumed working, orthogonal and normal planes, these being the planes that section the cutting tool the rake angles would be 7p, 7f, ?o and 7, respectively while 7p~, 7fe~ 7oe and 7,~ would be the corresponding angles in the Tool-in-use System. The inclination angle is measured in the cutting edge plane as 2~--the tool cutting edge inclination or 2,e the working cutting edge inclination in the Tool-in-use System.
It can thus be seen that the assumed working, the orthogonal and the normal systems of the Tool-in-hand System are related to [3], [2] and [4] respectively. The geometry

106 A .R . WATSON and R. A. WILLIAMS
can be specified in any of these systems as in the past though the normal system will probably be the more widely used, With the normal system, the relevant angles for the production of the cutting face, or the clearance face, viz. ~c,, 2s and y, or Kr, 2s and cq respectively can be set directly on a three axis universal grinding jig.
3. MACHINE REFERENCE SYSTEM
To determine the actual cutting geometry in any cutting process from the tool-in-hand system or to determine the tool-in-hand angles from optimum cutting geometry, either geometric projection methods, vector methods or matrix transformation methods as used by Peters and Van Den Noortgate [9] and Osman and Mueller El0] can be used.
The International Organisation for Standardisation recognise the need for a third reference system of planes called the Machine Reference System to define the orientation of a cutting tool with respect to a machine tool. Since this is not yet defined within [7] it is suggested that the axes for this Machine Reference System should agree with the axes in the ISO Recommendation [11]. For a lathe, the axes would be as shown in Fig. 3.
m
Ym
FIG. 3.
In most cases when a tool is mounted in its tool holder, the assumed working system set of axes will not coincide with the Machine Reference System set of axes. The displace- ment of the tool from a position of coincidence with the Machine Reference System to its operating position can be considered as a series of rotations about the Machine Reference System set of axes and it is again contended that the notation as in [11] should be used. The axes in the working system are related to the resultant cutting direction and the direction of feed motion, and these are most readily defined relative to the machine reference system. It is thus seen that the Machine Reference System becomes a necessary addition to [7] if the actual cutting geometry is to be defined.
4. G E O M E T R I C P R O J E C T I O N M E T H O D
In this, the principles used in obtaining auxiliary views in orthographic projection are used, viz.
(1) the projections of a point are on a straight line perpendicular to the ground line, and
(2) the distances of the same point from the corresponding ground lines are equal. An element of the cutting edge at the point under consideration is projected into
various views to obtain the relevant angles such as in Figs. 1 and 2. The planes are considered to be flat over the element considered. The projections of the cutting edge

Specification of the Cutting Geometry 107
segment perpendicular to and along the ground line are then related to give the tangent of the angle being considered. The principles as stated above are then used to relate these projecticns to lengths perpendicular to and along the ground lines of previous views. This process is continued until a common length term is obtained in each term of the express;ion for the tangent of the angle. This term is generally the length of the edge segment of the cutting tool. Consequently a trigonometrical expression, inde- pendent of an3' length term is obtained.
5. P R E V I O U S D E R I V A T I O N S
Irrespective of which method is used to relate the geometry within any one system and from one system to the other the geometry for the Tool-in-hand System should be consistent with that developed by earlier workers e.g., Stabler [4], Shaw et al. [12], Oxford Jr. [13] and Galloway [14], who generally neglected the feed effect in their analy- ses. It is this need for consistency which has highlighted certain errors in the equations derived in [9] and [10], e.g. equation (3) in Section 5.1 of [9] where if the total plan approach angle (h" + A) be set to 90 ° and the inclination angle 2 be zero, i.e. the tool is cutting orthogonally, the effective normal rake angle ~,,,, decreases with feed, which is obviously incorrect. Although matrix methods have been used in [9J and [10], the errors are not inherently due to the use of matrices.
With matrix transformation methods it is convenient to use a right handed set of orthogonal axes for otherwise the vector operations, scalar and vector products do not result in the wellknown simple results. In transforming from one system to another, such as the normal system to the working system or from Tool-in-hand to Tool-in-use System, the axes are rotated and not the tool. It is important also that the correct sign of the various angles according to [73 be used as well as ensuring that the transfor- mation matrice,; be orthogonal. Some or all of these points have been overlooked at times in previous derivations.
The International Standards Organisation have produced a document [153 which extends and corrects the work done by Peters and Van Den Noortgate [93. The Machine Reference System has been used in this and a number of relationships between the various angles are presented for tool-in-use angles in terms of tool-in-hand angles and vice versa. Matrix transformation methods have been used.
Matrix transformation methods have one inherent difficulty in that where the angle is determined b'.¢ its cosine, the sense of the angle is not defined. A similar difficulty occurs with vector methods where the cosine of the angle between two unit vectors is found from the dot product of those vectors.
6. C U T T I N G G E O M E T R Y O F A L A T H E T O O L
For a lathe, the direction of primary motion and the direction of feed motion coincide with axes of the machine reference system set of axes so the Tool-in-use System of planes is simply located relative to the Machine Reference System set of axes. The only variable for any cutting tool in a fixed position is the resultant cutting speed angle t/, Fig. 4.
Resultant cutting speed 11 .~1 Velocity of primary motion
~ of point on tool relative
FIG. 4.
M.T.D.R. I 7 / 2 - - C

108 A .R . WATSON and R. A. WILLIAMS
The tool can generally be rotated about the tool post, i.e. the Y axis of the machine reference system. Some tool holders allow the tool to be rotated about an horizontal axis to adjust the inclination angle and this is equivalent to a rotation about the Z axis of the machine reference system. The rotations, according to [11] would be B and C respectively where a positive B rotation would decrease the cutting edge angle h" and a positive C rotation would increase the tool back rake 7p- It is thus possible to orientate the Tool-in-hand System set of planes relative to the Machine Reference System set of axes.
A number of relationships between the various angles at a point on the cutting edge have been derived by the authors by the geometric projection method and these are presented below without derivation. These were derived assuming that the tool side rake 7s the tool back rake 7p and the tool cutting edge angle ~r were the basic angles for the face of the tool, and that the tool side clearance 7y, the tool back clearance ~p and the tool cutting edge angle Kr were the basic angles for the flank of the tool. Although these are the angles in the assumed working system, it is not claimed that this system is more fundamental than any other system. It was convenient to use the working system because when the feed effect is considered later in the Tool-in-use System, the resultant cutting speed angle r/ lies in the working plane Pie.
tan 2~ = sin ~:~ tan 7p - cos ~c~ tan 7y
cos 2~ tan °;I sin 4, - +
tan 7, sin ~:~ tan ~c,
tan 7o = cos ~:r tan 7p + sin ~:~ tan YI
sin ~:r tan ~, =
cos 2s cot ~y + cos ~c, sin 2s
1 tan ~o =
cos •, cot ~p + sin ~,cot ~y "
(1)
(2)
(3)
(4)
(5)
Where there is a correspondence in concept between [-7] and previous work, then agreement between these results and previously derived equations can be noted. Stabler [-4] considered that the tool cutting edge inclination 2, was zero and his equation (10) can be shown to agree with (2). Equations (6) and (7) of DIN 6581 [-6] can be shown to agree with (5) and (1) respectively when the error in (7) of DIN6581 [-6] is corrected. (It should be tan 2 and not cot 2. When this correction is made in (7), equations (8) and (9) then follow from equations (6) and (7).) Equations (29) and (3) of Shaw et al. [,,12] can be shown to reduce to (1) and (2) respectively.
Comparable expressions between the working angles can also be written.
tan 2se = sin ~:,e tan 7p~ -- cos Kre tan Tie (6)
cos 2~e tan 7I~ sin 2s~ tan 7,~ -- sin ~:,e + tan ~:r----~ (7)
tan 7Oe = COS ~:,~ tan 7e~ + sin ~cr~ tan Tie (8)
sin K,e tan ~.e = (9)
cos 2~e Cot ~S~ + COS ~ sin 2~e
1 tan ~o~ = (10)
COS Kre c o t O~pe -I- sin rC,e cot c%"
When the tool is placed in the tool holder, the tool geometry measured relative to the Machine Reference System of axes will be altered from the tool-in-hand angles because of the setting angles B and C. The feed effect will also produce different dynamic geometry from the static geometry relative to the machine reference set of axes. Conse-

Specification of the Cutting Geometry 109
quently two stages of t ransformat ion viz. Tool- in-hand to Machine References System and then to the Tool-in-use System, are needed to link the two sets of equat ions pres- ented above.
If the subscript m is used to indicate the Machine Reference System, it can be shown that the relationships between the Machine Reference System, the resultant cutting speed angle r/ and the Tool-in-use System are
7re = ~fm -~- I~
t a n Kre - - ~
t a n tCrm
cos q - sin q(tan Krm tan Ypm - - tan 7ira)
(11)
(12)
(13)
t a n Ypm tan 7w = (14)
cos r/ - tan 7ym sin r/
cot O~pr n = . ( 1 5 ) cot a w cos r / - cot ay,n sin r/
The relationships for the Machine Reference System set, in terms of the tool- in-hand angles and the setting angles B and C are
where
tan 2~,, sin (0 + B) tan 7;m = sin (to -- 0) (16)
tan 2~m sin (( + B) cot Cgm = sin (to - () (17)
(18)
tan 25,. cos (0 + B) tan 7pro = sin (09 -- 0) (19)
tan 2~,, cos (( + B) cot Ctpr, = sin (to - () (20)
Kr m = to + B
(sin ~Cr tan C + tan 25) sin to. tan 25,. = (sin x, - tan 25 tan C) (21)
and
tan 09 = cos C tan t G cos C tan ~c r
COS K r (22)
tan 0 = sin xr tan 7y (23) cos C(tan 25 + sin xr tan C + cos x, tan 7j)
tan ~ = sin ~r cot af (24) cos C(tan 25 + sin xr tan C + cos K, cot af)"
Care however needs to be exercised as the five basic quantit ies chosen 7y, ?p, x,, ay, and % are no t independent since 25 can be derived as (1) i.e.
tan 25 = sin xr tan 7p - cos lc, tan 7y (1)
and as
tan 25 = sin ~c, cot c~p - cos ~r cot ~y. (25)

110 A .R . WATSON and R. A. W1LL1AMS
It is, therefore, recommended that four quantities be considered basic e.g. 7y, Yp, 1%, and :~y and that ep be determined as
cot c~p = tan ~,-, (cot 7I - tan 7i ) + tan ~'p. (26)
7. C U T T I N G G E O M E T R Y O F A T W I S T D R I L L
Because a number of the parameters at a general point on the cutting edge of a drill vary as a function of the radius, the relationships for the cutting parameters at a general point on the edge are not as straight forward as for a lathe tool. The resultant cutting speed and the helix angle are examples of parameters that are functions of the radius of the point considered. The magnitude and direction of the resultant cutting speed V,, will vary from nearly the tangential velocity at the outer radius of the drill, since the feed velocity there is small compared to the tangential velocity, to the axial feed at the centre, where the tangential velocity is zero. The helix angle decreases from its maximum value at the periphery to effectively zero at the intersection of the lip and the chisel edge.
The radius of the general point is considered in dimensionless form
r
R
where
and
r = radius of point being considered
D R = ½ diameter of drill, i.e.
and equations are derived for the major cutting element, the cutting lip, from the corner of the chisel edge to the outer radius. The equations developed for the cutting lip would be applicable to all drills as long as the cutting edge is a generator of the grinding cone.
The chisel edge also functions as a cutting element, as recognised by Oxford Jr. [13], Galloway[14] and Williams[16] [17], and [18]. For most drills the chisel edge is formed by the intersection of two curved clearance flanks and consequently the chisel edge is very difficult to define mathematically. Williams [16] and [17] proposed a bevel ground form which can be geometrically defined and so the equations for the cutting geometry of the chisel edge will apply only to the bevel ground drill though it is sug- gested that they could be applied to any drill with a straight chisel edge.
7.1 Alon(I the cutting lip Figure 5 shows for the Tool-in-hand System, the relevant planes and some of the
angles. Other features included, such as point angle 2~:, helix angle v, relief angle ~, web thickness 2t, and plan inclination of chisel edge 6~, are considered as fundamental parameters of the drill and the angles relating to the cutting lip have been derived in terms of them.
The inclination of the cutting lip to the radius in plan is given by q5 where
= sin-1 r_ (27) P
where z = t/R or 2t/D, a fixed value for any drill if the back taper of the web is neglected. It will be seen from Fig. 5 that the tool cutting edge angle K, is a function of
and ~:. The relationship is
tan ~:, = tan sc cos q5 (28)
showing that the angle will vary across the cutting lip.

Specification of the Cutting Geometry 111
" ~ f _ Pe
"~ aC Pf
Pr_ 2' _ ~ ~ ~utting edge. / / / ~ ' ~ 2 ~ V,EW s.
FIG. 5.
The tool cutting edge inclination 2s--the orientation of the cutting edge relative to the tool reference plane--has a negative value and is given by
tan 2~ = - sin ~:r tan ~b. (29)
The rake and clearance angles will be functions of the helix and nominal relief angles respectively at the periphery. Since the assumed working plane PI and the working plane Pie are perpendicular to the radius and parallel to the drill axis, the same plane in which the helix and relief angles are measured, the tool side rake 7/ will equal the helix angle, and the tool side clearance ~/ will equal the relief angle. The helix angle at the peri[phery is given by
vo = tan-1 FID L (30)
where L is the lead. The helix angle decreases from this value at the periphery to effectively zero a~: the chisel edge i.e. when the radius is equal to t/cos 6c. If it is assumed that the helix angle decreases uniformly over the cutting lip, the helix angle and the tool side rake at any radius will be
v = yf = tan- k -(~os~-~ z)L .J (31)
The nominal relief angle at any radius will be dependent upon the method of generat- ing that relief on the drill. For a conically ground drill the nominal relief angle can be determined by the method used by Galloway [14] who obtained the expression
tarts= 1 - \ ~ / j c o t • + p - _ , 2 ) tanc( o (32)
where ~ is the nominal relief angle at any radius and ~o is the nominal relief angle at outer comers.

112 A.R. WATSON and R. A. WILLIAMS
It can be shown that for a bevel ground drill the tool side clearance c~z which is equal to the nominal relief angle is given by
T (tO 2 - - T2) l/2 tan c 9 = - cot ~: + tan ~ l (33)
P t9
where f*~ is the primary clearance angle for a bevel ground drill. The tool back rake yp for the cutting lip can be found from the general relationships
for 2, and the specific relationship for 2, for the cutting lip of a drill.
In general
tan 2s = tan 7p sin ~:r - cos ~cr tan 7s
while for a drill
tan 2s = - sin ~:r tan 4~.
tl)
"(29)
tan ~/s •. tan 7p - tan qS. (34)
tan ~cr
In a similar way the tool back clearance % for the cutting lip is found to be
cot ~f tan qS. (35) cot % - tan ~cr
Belore the tool-in-use angles can be derived, the position of the drill in the drilling machine has to be considered. In the working position the assumed working system set of axes coincide with the machine reference set of axes so that only the feed angle has to be considered•
The feed angle r /a t any radius on the cutting lip is given by
Feed ( c o - ~ ) tan r/ - HDp < p < 1 . (36)
From these relationships for re,, 7p, ~I, %, and t/ and the assumed relationship (31) for the variation of helix angle With radius, all the tool-in-hand and the tool-in-use angles can be obtained using the general relationships given in Section 6.
7.2 Alon 9 the chisel edge
For a bevel ground drill as in Fig. 6 it has been shown by Williams 1-16] and [17] that the relationships between the angles 6c and ~ and the clearance angles ~"~1 and f~2 are
tan f~l + tan f~2 tan 6¢ = (37)
2 cos ~:
and
tan ~ = cos fie(tan f~2 - tan ~ql) 2 sin ~c (38)
Since the tool cutting edge angle ~:,2" is the angle between the tool cutting edge plane P~ and the assumed working plane measured in the reference plane P,, this angle will be given by
/7 ~:r2 = ~- - ~ (39)
for a bevel ground drill.
* The chisel edge is the second part of the tool major cutting edge and the subscript 2 will be used to identify expressions relating to the chisel edge.

Specification of the Cut t ing G e o m e t r y 113
~ ' ~ S E C T I O N A-A
k__
PRIMARY CLEARANCE SURFACE / ~
7 o , sEc,ioN . - . V Cuftlng lip enlorged.
~l PRIMARY GROUND CLEARANCE ANGLE. h I SECONDARY GROUND CLEARANCE ANGLE.
FIG. 6.
The tool cutting edge inclination 2s2 will be zero for it is the angle between the cutting edge and the tool reference plane P, measured in the tool cutting edge plane Ps, i.e.
2s2 = 0 (40)
The tool side :rake ?rz and the tool back rake ?p2 will both be negative, a characteristic of the chisel edge on any drill, and it can be shown for a bevel ground drill that these are given by
sin K tan 7r2 = - (cos ~c cos 6~ + tan f~_ sin 6c) (41)
and
( t a n ~'~2 - tan f~l) cos ~c tan ~)p2 ~--" - - (tan f2z(tan ~')2 .qt_ tan f~l) + 2 COS 2 K)" (42)
The tool side clearance cti2 and the took back clearance ~p2 are both positive and for the bevel ground drill it can be shown that they are given by
cos 6c cos K + tan f~l sin 6c tan ~i2 = sin K (43)
and
tan ~ l ( tan f21 + tan f~2) + 2 cos 2 tan ctp2 = (44)
cos x(tan ~-~2 - - tan f~l)
As a Consequence of the tool cutting edge inclination •s2 being zero, the tool ortho- gonal rake 702 and the tool normal rake Y,2 are identical as also are the tool orthogonal clearance ~o2 and the tool normal clearance ~,2.
i.e. 702 = Y,2 and 0~o2 = 0~n2

114 A . R . WATSON a n d R. A. WILLIAMS
Expressions for these can be found from the general relationships in Section 6 which will yield exact results for a bevel ground drill.
As for the cutting lip, the feed angle is the only extra variable that has to be considered in deriving the tool-in-use angles.
The reed is applicable now only over the chisel edge
Feed / "c ) i.e. tan,7~ = ~O~p ( o < ; < +-~-+ ~ •
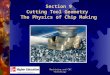
7.3 Effect of feed and radius There will be changes in the parameters on the cutting edges when the radius and
feed are varied. On the cutting lip, the greatest change in the parameters occurs as a function of
radius e.g. the cutting edge inclination angle 2~ varies from nearly zero at the outside radius to about - 4 0 ° to - 6 0 ° for the normal range of point angles. The variation
6O
5O
4O
$ 0
2O
I0
- I 0
- 3 0
- 4 0
- 5 0
- 6 0
• 1 '2 .3 "4 -5 '6 .7 ,8 "9 1.0
FIG. 7.

Specification of the Cutting Geometry
9 o ~ . x , , , ~ ,, I I
70
3 O
o,IVl ,
_,, Illtl \ /
VX / -30 ~
- 5 0 ~ .
-60 ,./- f,(o] • 0 2 ' 0 4
f f
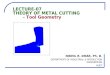
Bevel Ground
D = 0 . 6 2 5 in
2 t = 0 . 0 7 0 In
X = 6 0 "
RI = 8 °
9.2 = 18"
Feed (0) = 0 t = 0 - 0 0 3 in / rev .
z = 0 . 0 0 9 in / rev.
3 = 0 . 0 2 3 in / rev .
' 0 6 ' 0 8 '10 '12
FIo. 8.
115
of the parameters with radius across the cutting lip and with feed is shown in Fig. 7. It will be seen for Fig. 7, that the normal range of feeds produces only a small change in the parameters at any radius.
On the chisel edge the feed angle effect is more pronounced and the rake and clearance angles do change quite appreciably with feed. As the radius is reduced from the chisel edge corner to the centre of the drill the magnitudes of the negative rake angles and the positive clearance angles are reduced. When the clearance angle is less than zero, rubbing of the flank on the work surface occurs and it will be seen from Fig. 8, that as the feed is increased, the radius of the area of rubbing contact increases.
Because the tool inclination angle 2~2 is zero for a bevel ground drill, the changes in the working cutting edge inclination 2~e 2 and the working cutting edge angle ~reZ with feed across the chisel edge are only slight, Fig. 8. Computed results show that the working orthogonal rake 7oe2, the working normal rake 7ne2, and the working side rake ~fe2 differ only slightly from each other at any radius for the normal range of feeds. A similar situation exists for the comparable clearance angles and consequently only the representative angles 7iez and O~fe 2 are shown in Fig. 8.

116 A.R. WATSON and R. A. WILLIAMS
8. C O N C L U S I O N S
A Machine Reference System is necessary to relate the cutting geometry between the Tool-in-hand System and the Tool-in-use System, and the ISO document [15] is based upon the acceptance of that reference system.
Matrix transformation methods offer a simplicity of notation, however, care must be exercised in their implementation. The undefined sense of an angle when it is deter- mined only by its cosine is an inherent difficulty with this method.
The geometric projection method is relatively simple and the angle is always uniquely defined by its tangent. This method has been used to obtain the direct transformations (working angles as a function of tool angles) listed above. The reverse problem i.e. deriving the tool angles as functions of the working angles, would probably be more easily solved by the matrix transformation method. The tool angles could be obtained in terms of the working angles by solving the equations derived by the direct transforma- tion, for the tool angles. This is not mathematically difficult though it could become a tedious operation.
The general relationships derived for a lathe tool have been applied to the general point on the cutting edge of a drill. The effect of feed on the cutting parameters over the cutting lip and chisel edge has been presented.
R E F E R E N C E S
[1] BRITISH STANDARDS INSTITUTION, B.S. 1886 1952 (now withdrawn). [2] GERMAN STANDARDS INSTITUTE, DIN 768, 1951 (now superseded). [3] AMERICAN STANDARDS ASSOCIATION, ASA B5-22, 1950, and ASA B5-36, 1957 (ASA B5-36 superseded
ASA B5-22 and is now also superseded). [4] G. V. STABLER, Proc. hist. mech. Engrs. 34, 264 (1955). [5] G. BOOTHROVD, Fundamentals of Metal Machining, Arnold, London (1955). [6] GERMAN STANDARDS INSTITUTE, DIN 6580, 1963 and DIN 6581, 1966. [7] INTERNATIONAL ORGANISATION FOR STANDARDISATION, ISO/DIS 3002, 1973. [8] BRITISH STANDARDS INSTITUTION, B.S. 1296, Part 2, 1972. [9] J. PETERS and L. VAN DEN NOORTGATE, Advances in Machine Tool Design and Research Proc. of l lth
Int M.T.D.R. Conf., 585 (1970). [10] M. O. M. OSMAN and G. S. MUELLER, Int. J. Prod. Res. 1, 113 (1973). [11] INTERNATIONAL ORGANISATION FOR STANDARDISAT1ON, ISO/R 841, 1968. [12] M. C. SHAW, N. H. COOK and P. A. SMITH, Trans. Am. Soc. mech. Engrs. 72, 1005 (1952), [13] C. J. OXFORD Jr., Trans. Am. Soc. mech. Engrs. 77, 103 (1955). [14] D. F. GALLOWAY, Trans. Am. Soc. mech. Enyrs. 79, 191 (1957). [15] INTERNATIONAL ORGANISATION FOR STANDARDISATION, ISO/TC 29 (Secretariat-802) 1172E, 1974. [16] R. A. WILLIAMS, Int. d. Prod. Res. 7, 253 (1969). [17] R. A. WILLIAMS, Int. J. Prod. Res. 8, 325 (1970). [18] R. A. WILLIAMS and A. V. GIBSON, CSIRO NSL Tech. Paper No. 19 (1964).