Embed Size (px)
Citation preview

Paper No.: 655 1
TOP12 – The Innovative Reinforcing Steel
S. Hasler / W. A. Heinemann / G. Nussbaum / U. Urlau: von Moos Stahl AG, Emmenbrücke, Switzerland
Y. Schiegg / C.-H. Voûte: Institute of Materials Chemistry and Corrosion, Swiss Federal Institute of Technology, and Swiss Society for Corrosion Protection, Zürich, Switzerland
M. Lima, W. Kurz: Department of Materials, Swiss Federal Institute of Technology, Lausanne, Switzerland
H. R. Kohler: Hans Kohler AG Zürich, Switzerland
C. Bischoff: SKET Walzwerkstechnik GmbH, Magdeburg, Germany
Abstract
This paper presents the capabilities of a new reinforcing steel called TOP12. Based on a specifically designed chemical composition (basis: 1.4003) in balance with a newly adapted and economical manufacturing process, a ferritic-martensitic stainless steel with an enhanced corrosion resistance as well as an outstanding combination of mechanical properties and a good weldability has been developed.
Corrosion experiments have shown, that the material has a significantly better co rrosion resistance when exposed to solutions with a low to medium chloride concentration than ordinary black rebars. With regard to applications this can be translated into an enhanced service life. Regarding the mechanical properties, the material combines a very high tensile strength with an elevated elongation at rupture and exhibits a favourable tensile strength to yield strength ratio. Therefore the steel seems to be also qualified for applications in seismic areas. TOP12 also shows a good weldability. In contrary to the experience with material obtained from the classical production route of such steels, the present investigations showed that the corrosion resistance was not significantly affected by the welding process (resistance welding).
Regarding this remarkable combination of technical properties TOP12 is a very interesting steel for the use in concrete constructions, especially where high safety margins and slender structures and/or a higher corrosion resistance are requested or desired.
Keywords: reinforcing steel, ferritic -martensitic stainless steel, corrosion resistance, chlorides, mechanical properties, service life
Introduction
Today various steel grades are available and used worldwide in concrete components or structures and repair work depending on the specific requirements, corrosion risk and material cost: e.g. ordinary black, galvanised or epoxy-coated rebars and several stainless steels. Since some years the tendency can be observed to consider and rate more and more not only the initial material cost but also the cost of a concrete structure over it’s life cycle (Life Cycle Cost, LCC) (1,2,3,4). As a consequence the use of materials with a higher corrosion resistance in order to lower the amount of
Materials Week, 25-28 September 2000
Paper No.: 655 2
repair work and cost has increased lately. This total cost awareness will influence the choice of the most suitable material for a specific application to a higher degree in the future.
In opposite to ordinary black rebars, stainless steel exhibits a much higher corrosion resistance and therefore an enhanced service life. Stainless steels may be used first of all due to their good corrosion resistance and, therefore, especially for concrete components, which are exposed to chloride containing water or which should have a long life time and if their repair is difficult or costly. Because of the significantly higher material cost compared with ordinary rebars, high alloyed stainless steels (e.g. 1.4571, 1.4462) may only be used as an appropriate additional measure for the protection of concrete components with a higher risk of corrosion.
In an effort to reduce the infrastructure damage and avoid costly repair and rehabilitation, other materials such as galvanised or epoxy-coated rebars have been utilised to protect the carbon steel in concrete. Because of the temporal limitation of the protection against corrosion the galvanised rebars can not be considered as an appropriate alternative today. Because of the well known risk of damage and the sometimes poor adhesion qualities of the coatings the use of epoxy-coated rebars is also doubtful for applications with a high corrosion risk (3,5,6).
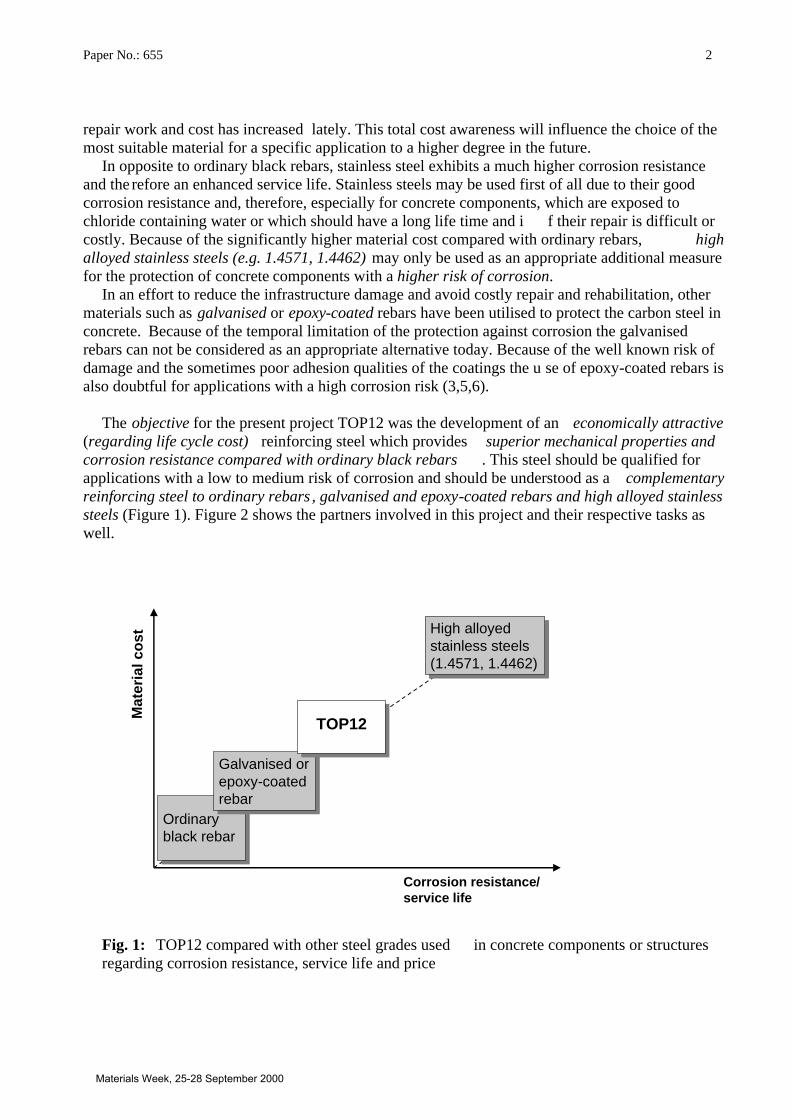
The objective for the present project TOP12 was the development of an economically attractive
(regarding life cycle cost) reinforcing steel which provides superior mechanical properties and corrosion resistance compared with ordinary black rebars. This steel should be qualified for applications with a low to medium risk of corrosion and should be understood as a complementary reinforcing steel to ordinary rebars, galvanised and epoxy-coated rebars and high alloyed stainless steels (Figure 1). Figure 2 shows the partners involved in this project and their respective tasks as well.
Ordinary black rebar
Ordinary black rebar
Mat
eria
lco
st
Galvanised orepoxy-coatedrebar
Galvanised orepoxy-coatedrebar
Corrosion resistance /service life
High alloyed stainless steels(1.4571, 1.4462)
High alloyed stainless steels(1.4571, 1.4462)
TOP12TOP12
Fig. 1: TOP12 compared with other steel grades used in concrete components or structures regarding corrosion resistance, service life and price
Materials Week, 25-28 September 2000
Paper No.: 655 3
Hans Kohler AG:
• raw material delivery
von Moos Stahl AG:
• production technology
• material characterization
ETH Zürich:
• corrosion resistance
• field tests
EPF Lausanne:
• phase transformation
• microstructure
SKET:
• process technology
CTI-Project:
Supported by the Commission for Technology
and Innovation, Bern, Switzerland
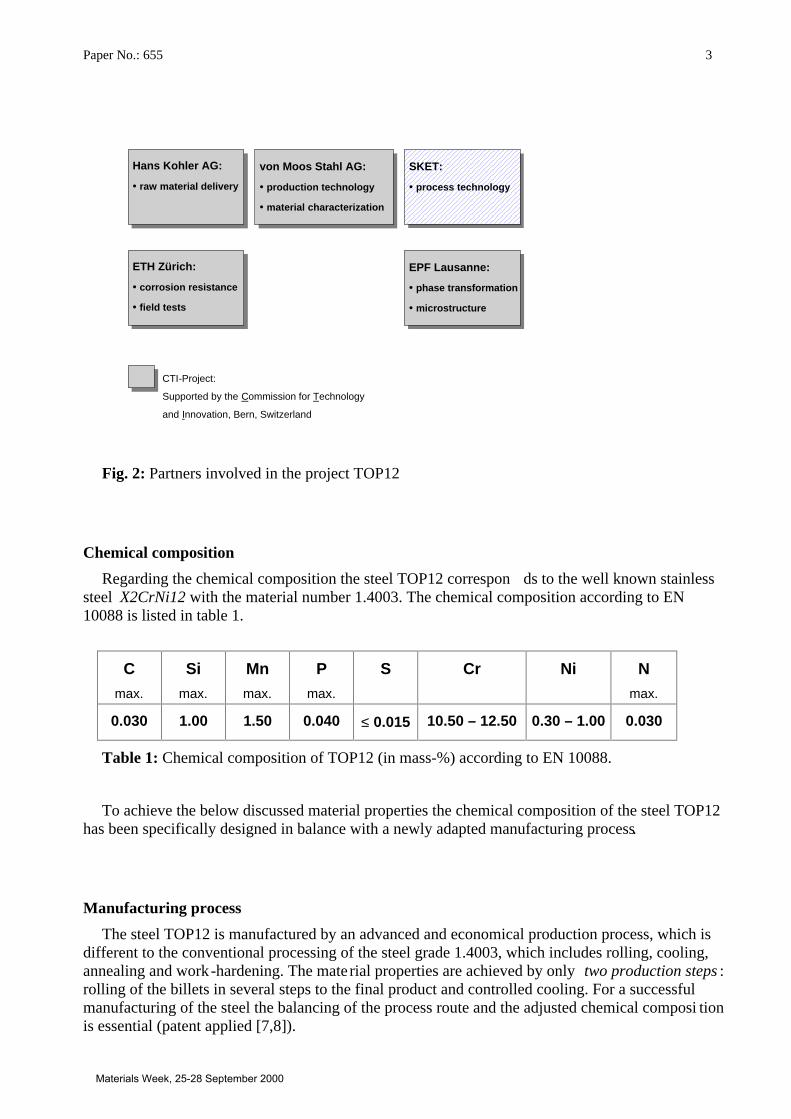
Fig. 2: Partners involved in the project TOP12
Chemical composition
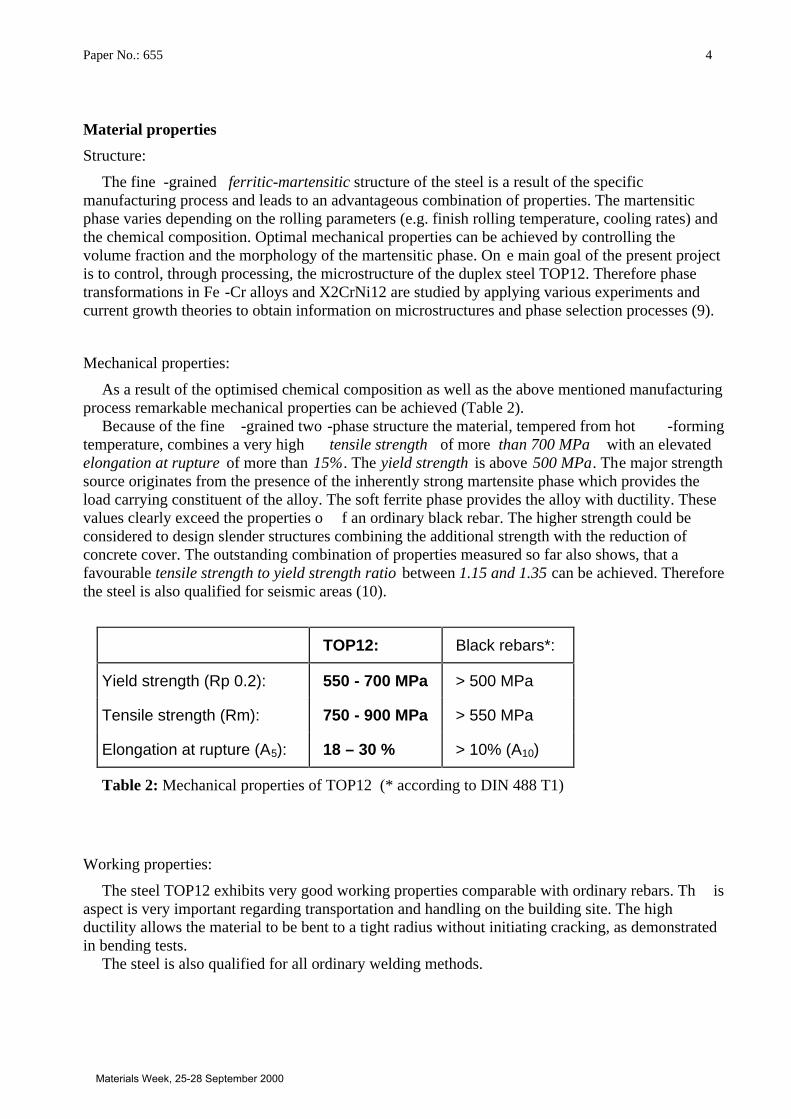
Regarding the chemical composition the steel TOP12 corresponds to the well known stainless steel X2CrNi12 with the material number 1.4003. The chemical composition according to EN 10088 is listed in table 1.
C
max.
Si
max.
Mn
max.
P
max.
S Cr Ni N
max.
0.030 1.00 1.50 0.040 ≤ 0.015 10.50 – 12.50 0.30 – 1.00 0.030
Table 1: Chemical composition of TOP12 (in mass-%) according to EN 10088.
To achieve the below discussed material properties the chemical composition of the steel TOP12 has been specifically designed in balance with a newly adapted manufacturing process.
Manufacturing process
The steel TOP12 is manufactured by an advanced and economical production process, which is different to the conventional processing of the steel grade 1.4003, which includes rolling, cooling, annealing and work-hardening. The material properties are achieved by only two production steps: rolling of the billets in several steps to the final product and controlled cooling. For a successful manufacturing of the steel the balancing of the process route and the adjusted chemical composition is essential (patent applied [7,8]).
Materials Week, 25-28 September 2000
Paper No.: 655 4
Material properties
Structure:
The fine -grained ferritic-martensitic structure of the steel is a result of the specific manufacturing process and leads to an advantageous combination of properties. The martensitic phase varies depending on the rolling parameters (e.g. finish rolling temperature, cooling rates) and the chemical composition. Optimal mechanical properties can be achieved by controlling the volume fraction and the morphology of the martensitic phase. One main goal of the present project is to control, through processing, the microstructure of the duplex steel TOP12. Therefore phase transformations in Fe-Cr alloys and X2CrNi12 are studied by applying various experiments and current growth theories to obtain information on microstructures and phase selection processes (9).
Mechanical properties:
As a result of the optimised chemical composition as well as the above mentioned manufacturing process remarkable mechanical properties can be achieved (Table 2).
Because of the fine -grained two-phase structure the material, tempered from hot-forming temperature, combines a very high tensile strength of more than 700 MPa with an elevated elongation at rupture of more than 15%. The yield strength is above 500 MPa. The major strength source originates from the presence of the inherently strong martensite phase which provides the load carrying constituent of the alloy. The soft ferrite phase provides the alloy with ductility. These values clearly exceed the properties of an ordinary black rebar. The higher strength could be considered to design slender structures combining the additional strength with the reduction of concrete cover. The outstanding combination of properties measured so far also shows, that a favourable tensile strength to yield strength ratio between 1.15 and 1.35 can be achieved. Therefore the steel is also qualified for seismic areas (10).
TOP12: Black rebars*:
Yield strength (Rp 0.2): 550 - 700 MPa > 500 MPa
Tensile strength (Rm): 750 - 900 MPa > 550 MPa
Elongation at rupture (A5): 18 – 30 % > 10% (A10)
Table 2: Mechanical properties of TOP12 (* according to DIN 488 T1)
Working properties:
The steel TOP12 exhibits very good working properties comparable with ordinary rebars. This aspect is very important regarding transportation and handling on the building site. The high ductility allows the material to be bent to a tight radius without initiating cracking, as demonstrated in bending tests.
The steel is also qualified for all ordinary welding methods.
Materials Week, 25-28 September 2000
Paper No.: 655 5
Corrosion resistance:
This project covers comparable experiments in synthetic concrete pore solutions, suction tests with mortar samples and field tests as well.
For the experiments in synthetic concrete pore solutions with different chloride concentrations samples from ribbed ordinary rebars, TOP12 and the stainless steel 1.4462 were used. To characterise and compare the corrosion resistance current density-potential curves were measured on grinded cross-sections, sand blasted samples and directly on the rolling skin in solutions with different pH values. Regarding the suction tests the maximum chloride concentration on the surface of the steel at the moment of activation in the pore solution was measured. A calomel electrode (SCE) was used as reference electrode in both experiments (11).
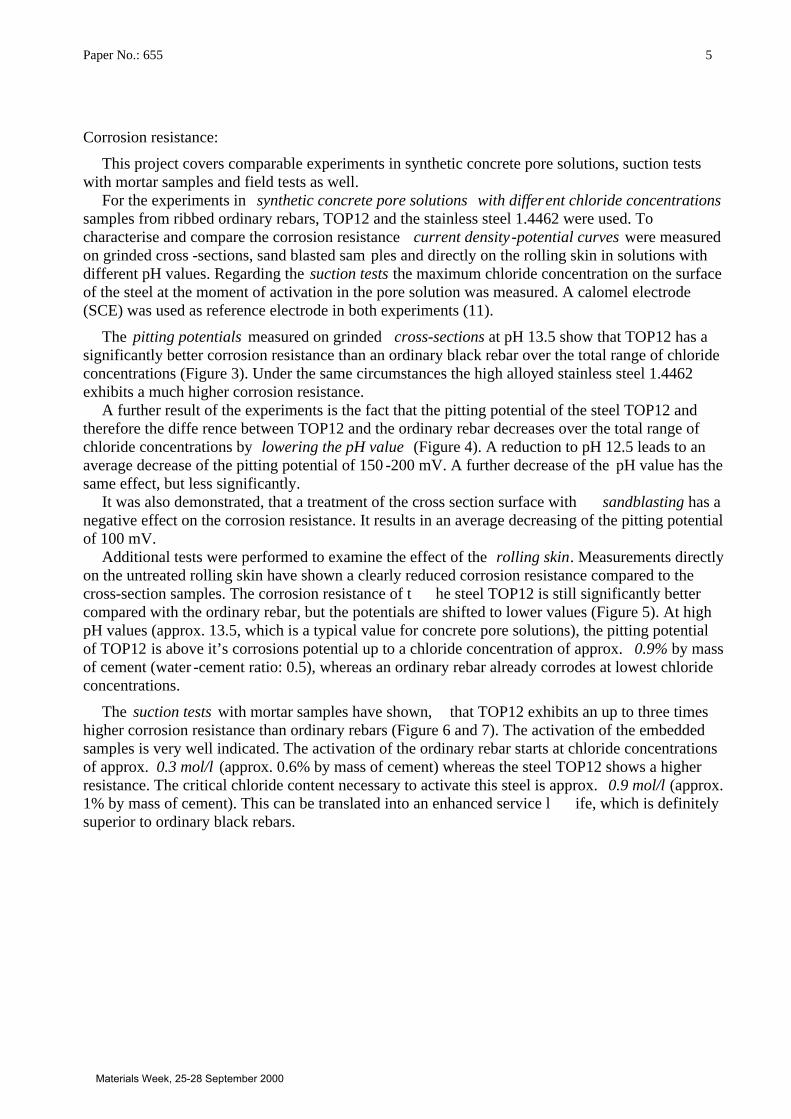
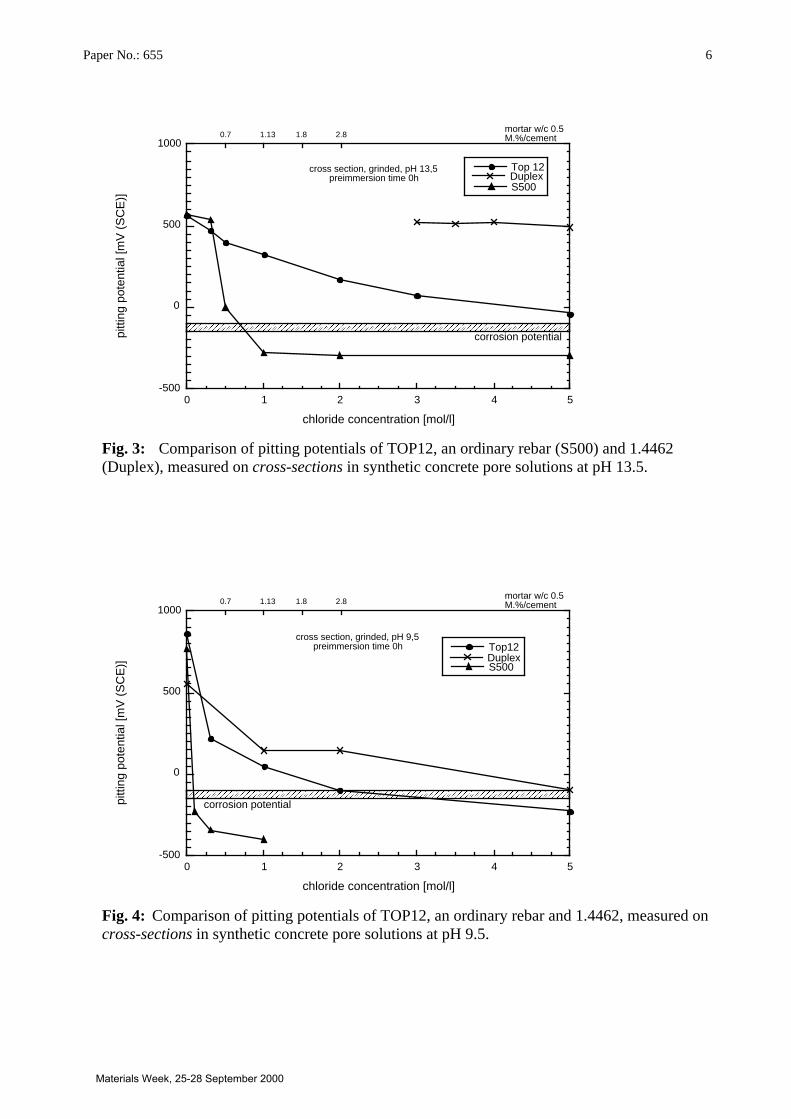
The pitting potentials measured on grinded cross-sections at pH 13.5 show that TOP12 has a significantly better corrosion resistance than an ordinary black rebar over the total range of chloride concentrations (Figure 3). Under the same circumstances the high alloyed stainless steel 1.4462 exhibits a much higher corrosion resistance.
A further result of the experiments is the fact that the pitting potential of the steel TOP12 and therefore the difference between TOP12 and the ordinary rebar decreases over the total range of chloride concentrations by lowering the pH value (Figure 4). A reduction to pH 12.5 leads to an average decrease of the pitting potential of 150-200 mV. A further decrease of the pH value has the same effect, but less significantly.
It was also demonstrated, that a treatment of the cross section surface with sandblasting has a negative effect on the corrosion resistance. It results in an average decreasing of the pitting potential of 100 mV.
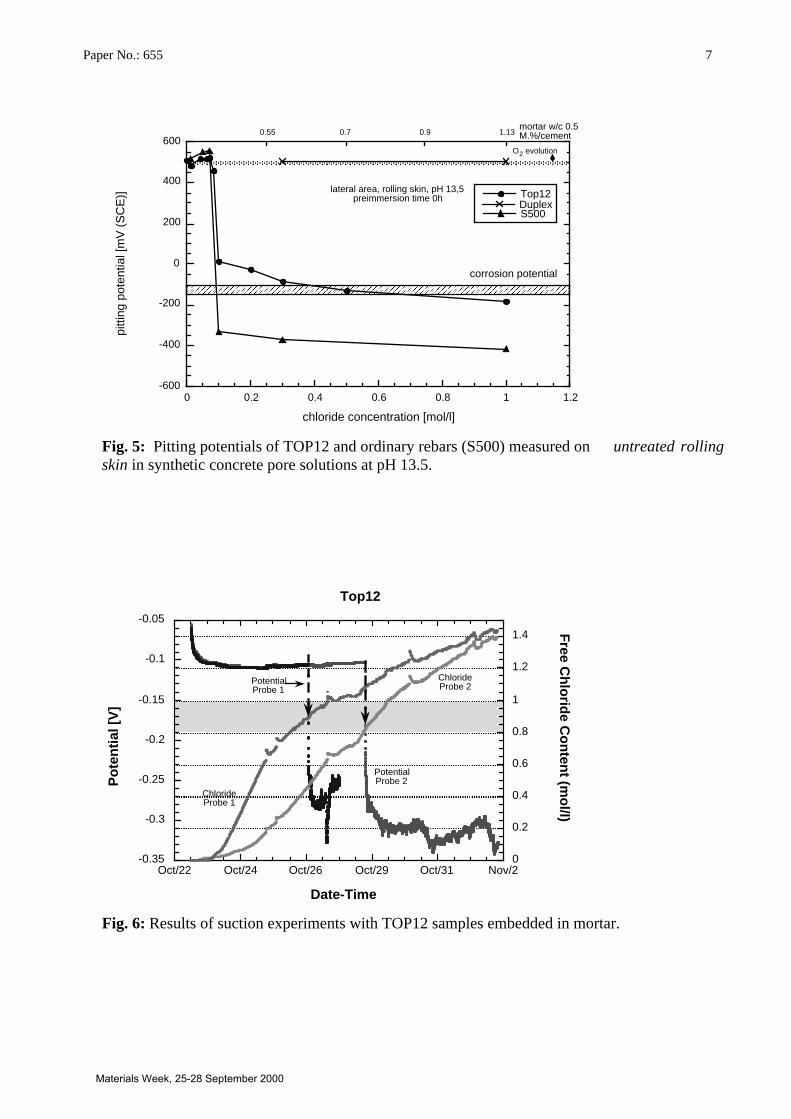
Additional tests were performed to examine the effect of the rolling skin. Measurements directly on the untreated rolling skin have shown a clearly reduced corrosion resistance compared to the cross-section samples. The corrosion resistance of the steel TOP12 is still significantly better compared with the ordinary rebar, but the potentials are shifted to lower values (Figure 5). At high pH values (approx. 13.5, which is a typical value for concrete pore solutions), the pitting potential of TOP12 is above it’s corrosions potential up to a chloride concentration of approx. 0.9% by mass of cement (water-cement ratio: 0.5), whereas an ordinary rebar already corrodes at lowest chloride concentrations.
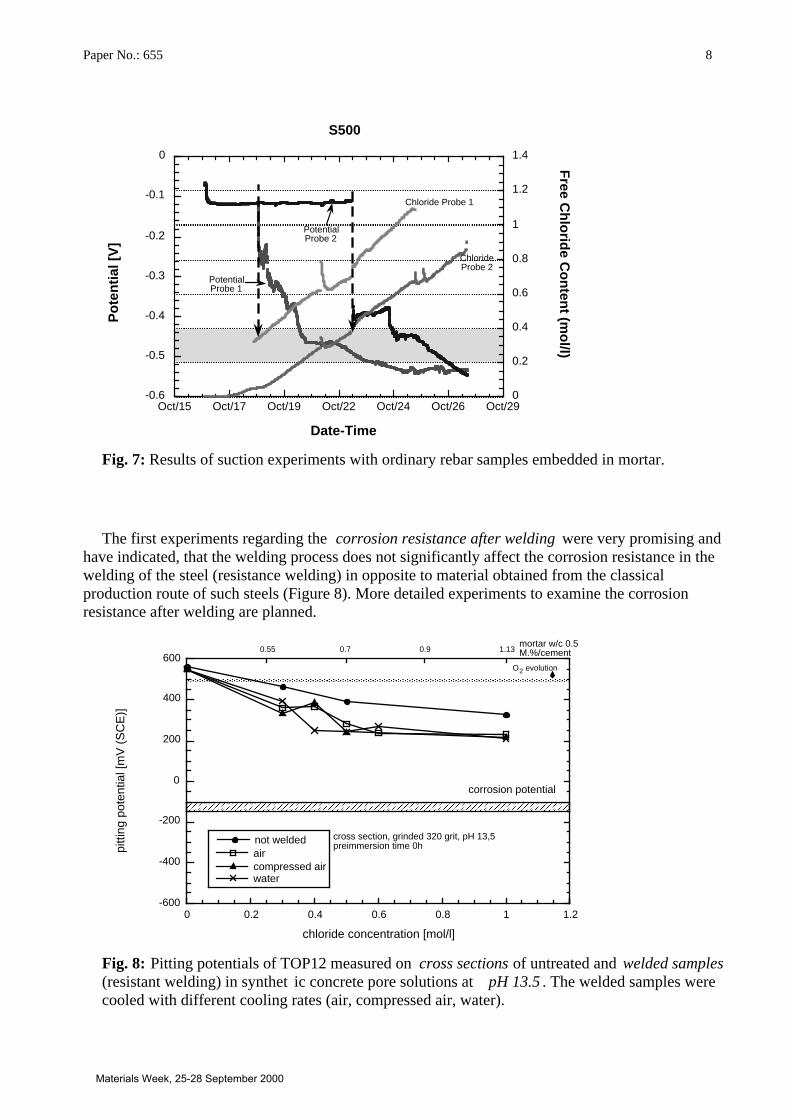
The suction tests with mortar samples have shown, that TOP12 exhibits an up to three times higher corrosion resistance than ordinary rebars (Figure 6 and 7). The activation of the embedded samples is very well indicated. The activation of the ordinary rebar starts at chloride concentrations of approx. 0.3 mol/l (approx. 0.6% by mass of cement) whereas the steel TOP12 shows a higher resistance. The critical chloride content necessary to activate this steel is approx. 0.9 mol/l (approx. 1% by mass of cement). This can be translated into an enhanced service life, which is definitely superior to ordinary black rebars.
Materials Week, 25-28 September 2000
Paper No.: 655 6
Fig. 3: Comparison of pitting potentials of TOP12, an ordinary rebar (S500) and 1.4462 (Duplex), measured on cross-sections in synthetic concrete pore solutions at pH 13.5.
Fig. 4: Comparison of pitting potentials of TOP12, an ordinary rebar and 1.4462, measured on cross-sections in synthetic concrete pore solutions at pH 9.5.
-500
0
500
1000
0 1 2 3 4 5
Top 12DuplexS500
pitti
ng p
oten
tial [
mV
(S
CE
)]
chloride concentration [mol/l]
cross section, grinded, pH 13,5preimmersion time 0h
0.7 1.13 1.8 2.8mortar w/c 0.5M.%/cement
corrosion potential
-500
0
500
1000
0 1 2 3 4 5
Top12DuplexS500
pitti
ng p
oten
tial [
mV
(S
CE
)]
chloride concentration [mol/l]
cross section, grinded, pH 9,5preimmersion time 0h
0.7 1.13 1.8 2.8mortar w/c 0.5M.%/cement
corrosion potential
Materials Week, 25-28 September 2000
Paper No.: 655 7
Fig. 5: Pitting potentials of TOP12 and ordinary rebars (S500) measured on untreated rolling skin in synthetic concrete pore solutions at pH 13.5.
-0.35
-0.3
-0.25
-0.2
-0.15
-0.1
-0.05
0
0.2
0.4
0.6
0.8
1
1.2
1.4
Oct/22 Oct/24 Oct/26 Oct/29 Oct/31 Nov/2
Top12
Pot
entia
l [V
]
Free C
hloride Content (m
ol/l)
Date-Time
PotentialProbe 2
PotentialProbe 1
ChlorideProbe 1
ChlorideProbe 2
Fig. 6: Results of suction experiments with TOP12 samples embedded in mortar.
-600
-400
-200
0
200
400
600
0 0.2 0.4 0.6 0.8 1 1.2
Top12DuplexS500
pitti
ng p
oten
tial [
mV
(S
CE
)]
chloride concentration [mol/l]
lateral area, rolling skin, pH 13,5preimmersion time 0h
0.7 1.13mortar w/c 0.5M.%/cement0.55 0.9
O2 evolution
corrosion potential
Materials Week, 25-28 September 2000
Paper No.: 655 8
-0.6
-0.5
-0.4
-0.3
-0.2
-0.1
0
0
0.2
0.4
0.6
0.8
1
1.2
1.4
Oct/15 Oct/17 Oct/19 Oct/22 Oct/24 Oct/26 Oct/29
S500P
oten
tial [
V]
Free C
hloride Content (m
ol/l)
Date-Time
Chloride Probe 1
ChlorideProbe 2
PotentialProbe 1
PotentialProbe 2
Fig. 7: Results of suction experiments with ordinary rebar samples embedded in mortar.
The first experiments regarding the corrosion resistance after welding were very promising and have indicated, that the welding process does not significantly affect the corrosion resistance in the welding of the steel (resistance welding) in opposite to material obtained from the classical production route of such steels (Figure 8). More detailed experiments to examine the corrosion resistance after welding are planned.
Fig. 8: Pitting potentials of TOP12 measured on cross sections of untreated and welded samples (resistant welding) in synthetic concrete pore solutions at pH 13.5. The welded samples were cooled with different cooling rates (air, compressed air, water).
-600
-400
-200
0
200
400
600
0 0.2 0.4 0.6 0.8 1 1.2
not weldedaircompressed airwater
pitti
ng p
oten
tial [
mV
(S
CE
)]
chloride concentration [mol/l]
cross section, grinded 320 grit, pH 13,5preimmersion time 0h
0.7 1.13mortar w/c 0.5M.%/cement0.55 0.9
O2 evolution
corrosion potential
Materials Week, 25-28 September 2000
Paper No.: 655 9
Parallel to these in depth experimental investigations several field tests have been started (Sunnibergbrücke near Klosters in 1998 [see Figure 9], Compognabrücke Thusis in 1998). Results are not available yet. The corrosion test programs continue.
Fig. 9: Sunnibergbrücke near Klosters, Switzerland
Summary
Results from a research study which investigated the mechanical and electrochemical performance were presented. The results obtained so far indicate that the steel TOP12 meets clearly the objective of the project. With a new advanced and economical process technology it is possible to manufacture a product, which
• exceeds current yield and tensile strength and ductility specifications for ordinary black rebars.
• is impact and shock-loading resistant with the ability to withstand large deformations in event of seismic problems.
• exhibits improved corrosion resistance exposed to chloride solutions compared with ordinary black rebars. It is a very suitable alternative for applications with a medium chloride concentration or risk of corrosion, respectively.
• shows very good working properties compared with ordinary black rebars (e.g. welding, bending).
• has the potential to be an economically measure against chloride induced corrosion of reinforcement in long terms, because of it’s expected extended service life.
Regarding its remarkable combination of technical properties TOP12 is a very interesting steel for either the substitution of the ordinary black rebar or applications, especially where high safety margins and filigree structures and/or a higher corrosion resistance are requested or desired.
Materials Week, 25-28 September 2000
Paper No.: 655 10
The development of the stainless steel TOP12 with it’s improved corrosion resistance is one approach to reduce maintenance and rehabilitation and/or replacement cost of steel reinforcement in concrete.
Acknowledgements
This project is supported by the Commission for Technology and Innovati on (CTI), Bern, Switzerland
References
(1) J.F. McGurn: “Stainless Steel Reinforcing Bars in Concrete” , Proceedings ICCRRCS Orlando, USA, Juli 11-12, 1998.
(2) A. Knudsen, F.M. Jensen, O. Klinghoffer, T. Skovsgaard: „Cost-effective Enhancement of Durability of Concrete Structures by Intelligent Use of Stainless Steel Reinforcement“, Proceedings ICCRRCS Orlando, USA, Juli 11-12, 1998.
(3) F. Hunkeler: „Einsatz von nichtrostenden Bewehrungsstählen im Betonbau“ (Use of non-corroding Reinforcing Steels in Concrete Construction), Eidgenössisches Departement für Umwelt, Verkehr, Energie und Kommunikation / Bundesamt für Strassen, Switzerland, 2000
(4) Case Study, LCC-Life Cycle Costing and Stainless Steels, River Crossing Highway Bridge, Euro Inox, European Stainless Steel Development & Information Group, Zürich, Switzerland.
(5) B. Neuhart: „Use of Stainless Steels in Reinforced Concrete Structures - Status 1998“, Proceedings ICCRRCS Orlando, USA, Juli 11-12, 1998.
(6) D. McDonald, D. Pfeifer, P. Virmani: „ Corrosion-Resistant Reinforcing Bars - Findings of a 5-Year FHWA Study”, Proceedings ICCRRCS Orlando, USA, Juli 11-12, 1998.
(7) SKET Walzwerkstechnik GmbH et al.: Patent PCT/DE98/03583
(8) Hans Kohler AG, von Moos Stahl AG, Microsteel (PTY) Ltd.: Patent EP/98810254.7-2309
(9) W. Kurz, M. Lima: “Directional Solidification and Solid State Transformation in an Fe-Cr Alloy” Proceedings International Conference on Solid-Solid Phase Transformatios ’99, Kyoto, Japan, May 24-28, 1999
(10) H. Bachmann, T. Wenk: „Ungenügende Duktilität beim Bewehrungsstahl“, Schweizer Ingenieur und Architekt, Nr. 29 (1998), p. 4-11
(11) M. Stimolo, C. -H. Voûte, Y. Schiegg: ”Korrosionsbeständiger Bewehrungsstahl“, KTI Projekt Nr. 3902.1, Institut für Baustoffe, Werkstoffchemie und Korrosion (IBWK), ETH Zürich, Zwischenbericht vom 20.12.1999
Materials Week, 25-28 September 2000





























