Embed Size (px)
Citation preview
PRODOTTI SIDERURGICI
w www.promozioneacciaio.it
VIII-TRATTAMENTI SUPERFICIALI 1-Trattamenti di preparazione e protezione superficiale:
I trattamenti superficiali dei metalli sono una serie di
operazioni volte a mantenere nel tempo le caratteristiche del
metallo stesso, in modo da scongiurare o ritardare nel tempo
gli effetti della corrosione legati all’esposizione ad un
ambiente più o meno aggressivo.
L’acciaio non protetto ed esposto agli agenti atmosferici è
soggetto alla corrosione. Il costo della corrosione è stimato in
circa il 4% del prodotto interno lordo di un paese industriale. Per evitare danneggiamenti da corrosione,
le strutture di acciaio devono essere protette per resistere alle sollecitazioni corrosive per tutto il tempo
di vita richiesto alla struttura.
La protezione superficiale è costituita generalmente da due trattamenti effettuati in modo sequenziale:
un trattamento di preparazione, che ha lo scopo di preparare il metallo ad essere protetto eliminando gli
elementi di sporcizia o di precedenti processi corrosivi ed il trattamento di protezione vero e proprio.
Al fine di una efficace scelta dei trattamenti di protezione superficiale cui sottoporre il metallo è
importante che siano scelte soluzioni adeguate al progetto in questione, tra le quali le condizioni iniziali
in cui il metallo si trova prima dell’applicazione della protezione e le caratteristiche dell’ambiente.
Di seguito un promemoria per il progettista:
Stabilire la “vita nominale” (NTC “Norme Tecniche per le Costruzioni”) richiesta alla struttura,
dunque identificare la durabilità dei sistemi di protezione alla corrosione (UNI EN ISO 12944-
1:2001 vernici) (UNI EN ISO 14713:2010 zincatura)
Individuare e classificare la corrosività dell’ambiente nella zona in cui la struttura sarà ubicata (UNI
EN ISO 12944-2:2001 vernici) (UNI EN ISO 14713:2010 zincatura)
Identificare eventuali condizioni di corrosione particolari
Progettare la struttura in modo da garantire adeguata accessibilità per i lavori di protezione dalla
corrosione (UNI EN ISO 12944-3:2001 in caso di protezione mediante verniciatura) (UNI EN ISO
14713:2010 in caso di zincatura)
Identificare il trattamento che offre la durabilità richiesta per l’ambiente in questione (UNI EN ISO
14713:2010 zincatura) (UNI EN ISO 12944-5:2008, UNI EN 13438:2006 per le vernici), in base
alle prove di laboratorio previste dalla ISO 12944-6:2001
Stabilire un programma di manutenzione esteso a tutta la durata in servizio della struttura (UNI EN
ISO 12944-8:2002 per le vernici) (UNI EN ISO 14713:2010 zincatura)
Assicurarsi che siano ridotti al minimo i danni all’ambiente e tutti i rischi per la salute e la sicurezza
di operatori e utilizzatori (UNI EN ISO 12944-1:2001 e UNI EN ISO 12944-8:2002)
PRODOTTI SIDERURGICI
w www.promozioneacciaio.it
Vita della struttura (NTC / circolare febbraio 2008)
Vita nominale a seconda del tipo di costruzione
Valutazione della corrosività dell’ambiente
Dopo la definizione della “vita nominale” del ns. manufatto, la check list per il progettista prevede
l’individuazione e la classificazione della corrosività dell’ambiente nella zona in cui la struttura sarà
ubicata (secondo la norma UNI EN ISO 9223-2012) e la conseguente identificazione della durabilità
dei sistemi di protezione alla corrosione a secondo del tipo di protezione scelta, per la zincatura a caldo
la normativa di riferimento è la UNI EN ISO 14713:2010. Per la protezione mediante verniciatura la
normativa di riferimento è la UNI EN ISO 12944-1:2001. La durabilità è il tempo previsto di durata
dell’efficacia di una protezione anticorrosiva fino al primo importante intervento di manutenzione. La
corrosione atmosferica avviene nello strato di umidità presente sulla superficie del metallo, spesso non
visibile a occhio nudo. La velocità di corrosione viene inoltre condizionata da diversi fattori quali
l’umidità relativa, la condensa e l’aumento del tasso d’inquinamento in atmosfera.
PRODOTTI SIDERURGICI
w www.promozioneacciaio.it
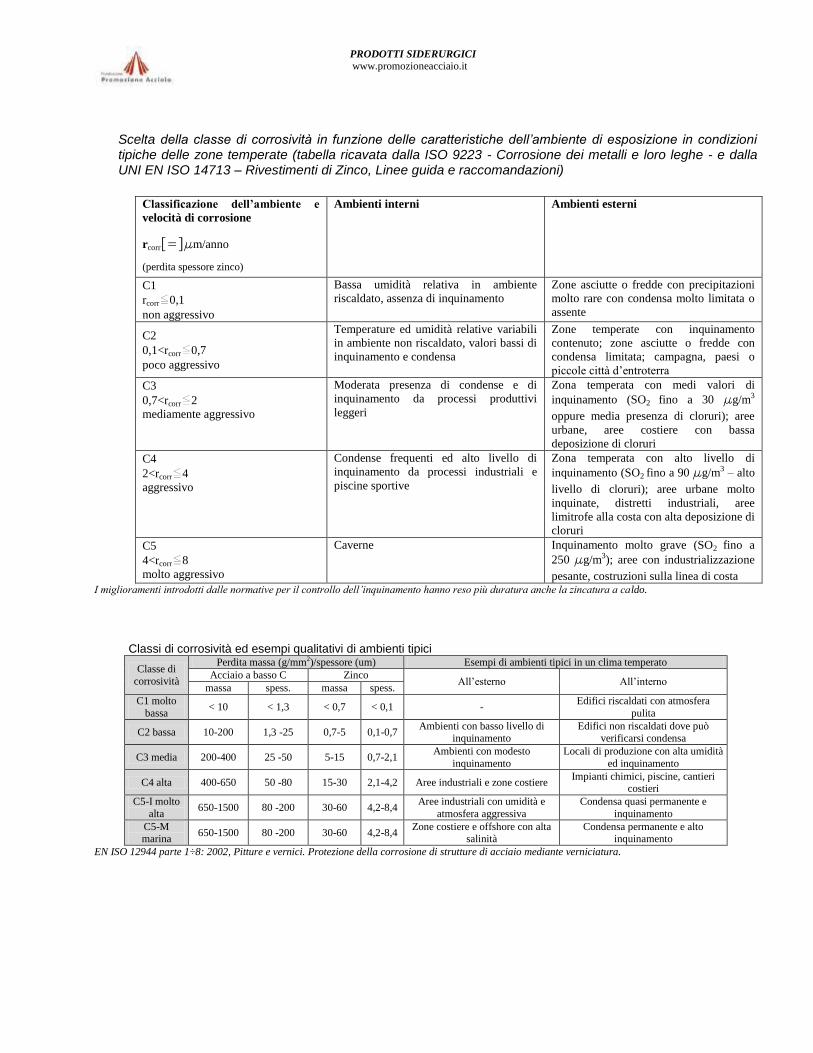
Scelta della classe di corrosività in funzione delle caratteristiche dell’ambiente di esposizione in condizioni tipiche delle zone temperate (tabella ricavata dalla ISO 9223 - Corrosione dei metalli e loro leghe - e dalla UNI EN ISO 14713 – Rivestimenti di Zinco, Linee guida e raccomandazioni)
Classificazione dell’ambiente e
velocità di corrosione
rcorr[=]µm/anno
(perdita spessore zinco)
Ambienti interni Ambienti esterni
C1
rcorrO0,1
non aggressivo
Bassa umidità relativa in ambiente
riscaldato, assenza di inquinamento
Zone asciutte o fredde con precipitazioni
molto rare con condensa molto limitata o
assente
C2
0,1<rcorrO0,7
poco aggressivo
Temperature ed umidità relative variabili
in ambiente non riscaldato, valori bassi di
inquinamento e condensa
Zone temperate con inquinamento
contenuto; zone asciutte o fredde con
condensa limitata; campagna, paesi o
piccole città d’entroterra
C3
0,7<rcorrO2
mediamente aggressivo
Moderata presenza di condense e di
inquinamento da processi produttivi
leggeri
Zona temperata con medi valori di
inquinamento (SO2 fino a 30 µg/m3
oppure media presenza di cloruri); aree
urbane, aree costiere con bassa
deposizione di cloruri
C4
2<rcorrO4
aggressivo
Condense frequenti ed alto livello di
inquinamento da processi industriali e
piscine sportive
Zona temperata con alto livello di
inquinamento (SO2 fino a 90 µg/m3 – alto
livello di cloruri); aree urbane molto
inquinate, distretti industriali, aree
limitrofe alla costa con alta deposizione di
cloruri
C5
4<rcorrO8
molto aggressivo
Caverne Inquinamento molto grave (SO2 fino a
250 µg/m3); aree con industrializzazione
pesante, costruzioni sulla linea di costa I miglioramenti introdotti dalle normative per il controllo dell’inquinamento hanno reso più duratura anche la zincatura a caldo.
Classi di corrosività ed esempi qualitativi di ambienti tipici
Classe di
corrosività
Perdita massa (g/mm2)/spessore (um) Esempi di ambienti tipici in un clima temperato
Acciaio a basso C Zinco All’esterno All’interno
massa spess. massa spess.
C1 molto
bassa < 10 < 1,3 < 0,7 < 0,1 -
Edifici riscaldati con atmosfera
pulita
C2 bassa 10-200 1,3 -25 0,7-5 0,1-0,7 Ambienti con basso livello di
inquinamento
Edifici non riscaldati dove può
verificarsi condensa
C3 media 200-400 25 -50 5-15 0,7-2,1 Ambienti con modesto
inquinamento
Locali di produzione con alta umidità
ed inquinamento
C4 alta 400-650 50 -80 15-30 2,1-4,2 Aree industriali e zone costiere Impianti chimici, piscine, cantieri
costieri
C5-I molto
alta 650-1500 80 -200 30-60 4,2-8,4
Aree industriali con umidità e
atmosfera aggressiva
Condensa quasi permanente e
inquinamento
C5-M marina
650-1500 80 -200 30-60 4,2-8,4 Zone costiere e offshore con alta
salinità Condensa permanente e alto
inquinamento
EN ISO 12944 parte 1÷8: 2002, Pitture e vernici. Protezione della corrosione di strutture di acciaio mediante verniciatura.
PRODOTTI SIDERURGICI
w www.promozioneacciaio.it
Valutazione delle eventuali condizioni di corrosione particolari
Per la scelta del trattamento di protezione anticorrosiva e di finitura estetica è molto importante
verificare le condizioni climatiche tipiche del territorio dove è prevista l’installazione.
Le condizioni climatiche
Generalmente dal tipo di clima si possono trarre conclusioni solo generiche per quanto riguarda il
comportamento alla corrosione:
La velocità di corrosione sarà minore in un clima freddo e/o secco che in un clima
temperato; sarà maggiore in un clima caldo umido e in un clima marino, anche se vi
possono essere considerevoli differenze da una località all’altra.
Il principale fattore di corrosione è la durata di esposizione, della struttura, ad un tasso
di umidità elevato (durata di umidità.)
Condizioni particolari
Esistono condizioni/sollecitazioni particolari che provocano un significativo aumento della corrosione,
e che richiedono cicli protettivi di maggiore efficacia.
I principali esempi sono: sollecitazioni chimiche, sollecitazioni meccaniche nell’atmosfera,
sollecitazioni dovute alla condensa, sollecitazioni dovute a temperature medie o alte, corrosione
aumentata a seguito di una combinazione di sollecitazioni, correnti indotte.
Progettare in modo adeguato
Obiettivo del progetto di una struttura è assicurare che sia idonea alla sua funzione, presenti stabilità,
robustezza e durabilità adeguate.
Nella sua globalità il progetto deve facilitare la realizzazione delle varie componenti, la preparazione
della superficie, la protezione anticorrosiva, il suo assemblaggio, controlli e manutenzione.
Se si decide di proteggere una struttura con la zincatura a caldo, è buona prassi progettare le strutture di
acciaio in conformità ai requisiti delle UNI EN ISO 1461 e UNI EN ISO 14713.
Qualora si opti per una protezione o una finitura attraverso verniciatura, vanno presi in considerazione,
oltre a quelli previsti per la zincatura a caldo, i requisiti dettati dalle UNI EN ISO 12944-3.
È pertanto fortemente raccomandato che il progettista consulti un esperto di protezione dalla corrosione
all’inizio del processo di progettazione, per valutare i seguenti aspetti:
La scelta dei materiali, le dimensioni, peso e geometria dei manufatti (che potrebbero condizionare l’
accessibilità del trattamento), l'inserimento nel progetto di fori di sfiato e drenaggio (ove impedire
ritenzioni di sedimenti e d’acqua), l'attenzione del trattamento degli interstizi, l'attenzione a particolari
componenti del manufatto (quali le parti scatolate, i componenti incassati, gli intagli, gli elementi di
irrigidimento le giunzioni bullonate e le imperfezioni nelle superficie della saldatura).
PRODOTTI SIDERURGICI
w www.promozioneacciaio.it
Progettare strutture resistenti alla corrosione in modo da garantire adeguata accessibilità per i lavori
di protezione dalla corrosione (UNI EN ISO 14713:2010 in caso di zincatura).
Nella sua globalità il progetto deve facilitare la realizzazione delle varie componenti, la preparazione
della superficie, la protezione anticorrosiva, il suo assemblaggio, controlli e manutenzione.
La forma di una struttura può fortemente influire sulla sua predisposizione alla corrosione.
Di conseguenza, le strutture dovrebbero essere progettate in modo da non favorire “trappole di
corrosione”, dalle quali la corrosione possa diffondersi.
L’ideale sarebbe scegliere fin dall’inizio il sistema di protezione più idoneo e di conseguenza prevedere
una progettazione dedicata.
Se si decide di proteggere una struttura con la zincatura a caldo, è buona prassi progettare le strutture di
acciaio in conformità ai requisiti della UNI EN ISO 1461:2009 e UNI EN ISO 14713:2010.
Nella maggior parte dei casi, l’ottenimento di un rivestimento di qualità, continuo ed uniforme su tutta
la superficie, è subordinato alla realizzazione ed al dimensionamento dei fori di sfiato e drenaggio con
la duplice funzione di sfiato per l’aria e drenaggio delle soluzioni di processo e dello zinco in eccesso.
La precisa collocazione di questi fori è dipendente dalla tecnica di immersione e richiede una certa
conoscenza di base.
Scelta del trattamento che offra la durabilità richiesta.
I sistemi di protezione attualmente più utilizzati sono:
Verniciatura (a liquido o a polvere)
Zincatura a caldo
Sistemi misti (zincatura a caldo + verniciatura)
Esistono anche sistemi di elettrodeposizione e metallizzazione ma presentano limitazioni in peso e
dimensioni dei pezzi trattabili.
La scelta del sistema di protezione da utilizzare verrà effettuata fra i sistemi che offrono la durabilità
richiesta per l’ambiente in cui andremo a collocare il manufatto (UNI EN ISO 14713 zincatura) (UNI
EN ISO 12944-5, EN13438 per le vernici), ciclo che verrà infine testato in base alle prove di
laboratorio previste dalla ISO 12944-6.
La durabilità è espressa secondo 3 classi (UNI EN ISO 12944-1):
bassa (L) da 2 a 5 anni
media (M) da 5 a 10 anni
alta (H) oltre i 15 anni
La durabilità viene indicata a fianco della categoria di corrosività dell’ambiente di installazione per
consentire la definizione del ciclo di protezione in grado di operare in quell’ambiente e di garantire
appunto la durabilità richiesta (es. C4-H, C3-L, ...).

PRODOTTI SIDERURGICI
w www.promozioneacciaio.it
Per quanto riguarda la zincatura a caldo la UNI EN ISO 14713 attribuisce al ciclo protettivo una
durabilità molto lunga, in media oltre i 20 anni.
Per la verniciatura si fa riferimento alla UNI EN ISO 12944.
In particolare la durata di un sistema di verniciatura protettiva dipende da diversi fattori, come: il tipo
di verniciatura, la progettazione della struttura, la condizione del supporto prima della preparazione,
l’efficacia della preparazione della superficie, la qualità dell’applicazione, le condizioni ambientali
durante l’applicazione, le condizioni di esposizione dopo l’applicazione.
Per identificare il trattamento che offre la durabilità richiesta è necessario individuare i cicli idonei e
sceglierne il più adatto.
La norma UNI EN ISO 12944-5 fornisce esempi di sistemi di verniciatura adatti per diversi ambienti,
mentre la norma UNI EN 13438 stabilisce i requisiti specifici dei rivestimenti con polveri di prodotti
zincati a caldo utilizzati nelle costruzioni.
Il progettista per poter scegliere il ciclo idoneo, deve avere accesso alla documentazione tecnica dei
cicli prescelti e/o ottenere dall’applicatore una dichiarazione, che confermi l’idoneità o la durabilità del
sistema di verniciatura in una determinata classe di corrosività.
L’idoneità e/o la durabilità del sistema di verniciatura devono essere dimostrate mediante le prove di
invecchiamento artificiale previste dalla UNI EN ISO 12944-6 e/o dalla UNI EN 13438; soprattutto per
sistemi di verniciatura nuovi che devono risultare conformi almeno ai requisiti normativi minimi.
Per assicurare le prestazioni ottimali del sistema di verniciatura, la maggior parte degli strati del
sistema o, se possibile, il sistema completo, dovrebbero essere applicati in officina (UNI EN ISO
12944-5) in modo da garantire: miglior controllo dell’applicazione, controllo della temperatura,
controllo dell’umidità relativa, facilità di riparazione del danno, rendimento maggiore, miglior
controllo dei rifiuti e dell’inquinamento.
PRODOTTI SIDERURGICI
w www.promozioneacciaio.it
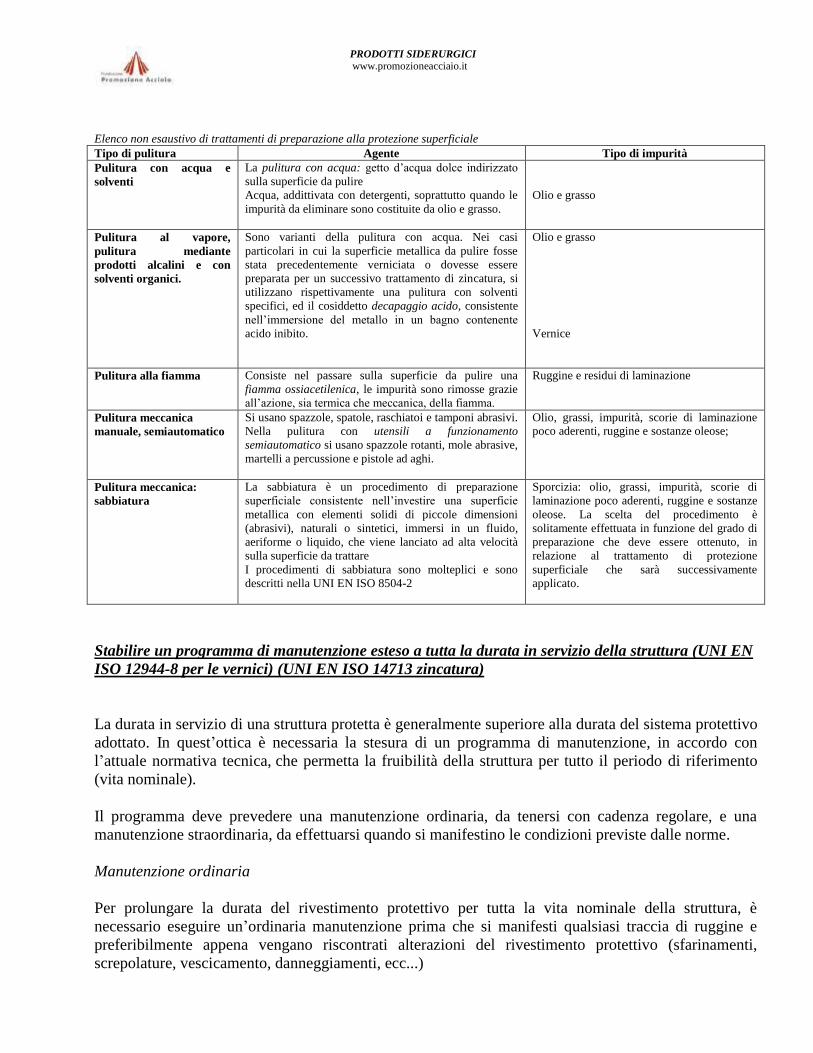
Elenco non esaustivo di trattamenti di preparazione alla protezione superficiale
Tipo di pulitura Agente Tipo di impurità
Pulitura con acqua e
solventi
La pulitura con acqua: getto d’acqua dolce indirizzato
sulla superficie da pulire
Acqua, addittivata con detergenti, soprattutto quando le
impurità da eliminare sono costituite da olio e grasso.
Olio e grasso
Pulitura al vapore,
pulitura mediante
prodotti alcalini e con
solventi organici.
Sono varianti della pulitura con acqua. Nei casi
particolari in cui la superficie metallica da pulire fosse
stata precedentemente verniciata o dovesse essere
preparata per un successivo trattamento di zincatura, si
utilizzano rispettivamente una pulitura con solventi
specifici, ed il cosiddetto decapaggio acido, consistente
nell’immersione del metallo in un bagno contenente
acido inibito.
Olio e grasso
Vernice
Pulitura alla fiamma
Consiste nel passare sulla superficie da pulire una
fiamma ossiacetilenica, le impurità sono rimosse grazie
all’azione, sia termica che meccanica, della fiamma.
Ruggine e residui di laminazione
Pulitura meccanica
manuale, semiautomatico
Si usano spazzole, spatole, raschiatoi e tamponi abrasivi.
Nella pulitura con utensili a funzionamento
semiautomatico si usano spazzole rotanti, mole abrasive,
martelli a percussione e pistole ad aghi.
Olio, grassi, impurità, scorie di laminazione poco aderenti, ruggine e sostanze oleose;
Pulitura meccanica:
sabbiatura
La sabbiatura è un procedimento di preparazione
superficiale consistente nell’investire una superficie
metallica con elementi solidi di piccole dimensioni
(abrasivi), naturali o sintetici, immersi in un fluido,
aeriforme o liquido, che viene lanciato ad alta velocità
sulla superficie da trattare
I procedimenti di sabbiatura sono molteplici e sono
descritti nella UNI EN ISO 8504-2
Sporcizia: olio, grassi, impurità, scorie di
laminazione poco aderenti, ruggine e sostanze
oleose. La scelta del procedimento è
solitamente effettuata in funzione del grado di
preparazione che deve essere ottenuto, in
relazione al trattamento di protezione
superficiale che sarà successivamente
applicato.
Stabilire un programma di manutenzione esteso a tutta la durata in servizio della struttura (UNI EN
ISO 12944-8 per le vernici) (UNI EN ISO 14713 zincatura)
La durata in servizio di una struttura protetta è generalmente superiore alla durata del sistema protettivo
adottato. In quest’ottica è necessaria la stesura di un programma di manutenzione, in accordo con
l’attuale normativa tecnica, che permetta la fruibilità della struttura per tutto il periodo di riferimento
(vita nominale).
Il programma deve prevedere una manutenzione ordinaria, da tenersi con cadenza regolare, e una
manutenzione straordinaria, da effettuarsi quando si manifestino le condizioni previste dalle norme.
Manutenzione ordinaria
Per prolungare la durata del rivestimento protettivo per tutta la vita nominale della struttura, è
necessario eseguire un’ordinaria manutenzione prima che si manifesti qualsiasi traccia di ruggine e
preferibilmente appena vengano riscontrati alterazioni del rivestimento protettivo (sfarinamenti,
screpolature, vescicamento, danneggiamenti, ecc...)
PRODOTTI SIDERURGICI
w www.promozioneacciaio.it
E’ fondamentale che i committenti, la direzione lavori, i costruttori, i realizzatori del rivestimento
protettivo e i controllori dei rivestimenti, siano a conoscenza di informazioni concise e precise circa il
sistema protettivo utilizzato per proteggere la struttura.
Queste informazioni devono essere complete, senza ambiguità e facilmente comprensibili per
permettere a tutti i coinvolti di interpretare correttamente le indicazioni al fine di consentire le
verifiche e le successive operazioni manutentive.
Colui che realizza il rivestimento protettivo dovrebbe fornire tutte le indicazioni per permettere la
stesura del piano di manutenzione ordinaria.
Manutenzione straordinaria
La manutenzione straordinaria è da effettuarsi quando si manifestino le condizioni previste dalle norme
UNI EN ISO 4628-3 e precisamente quando viene raggiunto il grado di arrugginimento Ri3 (1% della
superficie della struttura) o nell’eventualità di particolari danneggiamenti al rivestimento protettivo.
Lo stato di un rivestimento di protezione può essere verificato secondo la UNI EN ISO 4628 (parti da 1
a 6).
Anche in questo caso colui che realizza il rivestimento protettivo dovrebbe fornire tutte le indicazioni
per permettere la stesura di un piano di manutenzione straordinaria o quantomeno le indicazioni per il
ripristino di danneggiamenti.
Ambiente e Sicurezza
E’ inoltre fondamentale assicurarsi che siano ridotti al minimo i danni all’ambiente e tutti i rischi per la
salute e la sicurezza di operatori e utilizzatori.
Quest’ultima indicazione è in linea con il Nuovo Regolamento Europeo, dove il concetto di
sostenibilità implica l’attento utilizzo di risorse non rinnovabili e di conseguenza il loro riciclo e
riutilizzo, nell’ottica del mantenimento delle risorse del pianeta. Indicazione particolarmente sentita e
seguita da parte degli operatori del settore della zincatura, molto attivi da anni nella ricerca della
sostenibilità dei prodotti.
Elenco normative di settore
UNI EN ISO 14713-1:2010
Rivestimenti di zinco - Linee guida e raccomandazioni per la protezione contro la corrosione di
strutture di acciaio e di materiali ferrosi - Parte 1: Principi generali di progettazione e di resistenza
alla corrosione
UNI EN ISO 14713-2:2010
Rivestimenti di zinco - Linee guida e raccomandazioni per la protezione contro la corrosione di
strutture di acciaio e di materiali ferrosi - Parte 2: Rivestimenti di zincatura per immersione a caldo
EC 1-2010 UNI EN ISO 14713-3:2010
Rivestimenti di zinco - Linee guida e raccomandazioni per la protezione contro la corrosione di
strutture di acciaio e di materiali ferrosi - Parte 3: Sherardizzazione
PRODOTTI SIDERURGICI
w www.promozioneacciaio.it
Principali normative di protezione alla corrosione mediante verniciatura:
UNI EN ISO 12944-1:2001
Pitture e vernici - Protezione dalla corrosione di strutture di acciaio mediante verniciatura -
Introduzione generale
UNI EN ISO 12944-2:2001
Pitture e vernici - Protezione dalla corrosione di strutture di acciaio mediante verniciatura -
Classificazione degli ambienti
UNI EN ISO 12944-3:2001
Pitture e vernici - Protezione dalla corrosione di strutture di acciaio mediante verniciatura -
Considerazioni sulla progettazione
UNI EN ISO 12944-4:2001
Pitture e vernici - Protezione dalla corrosione di strutture di acciaio mediante verniciatura - Tipi di
superficie e loro preparazione
UNI EN ISO 12944-5:2008
Pitture e vernici - Protezione dalla corrosione di strutture di acciaio mediante verniciatura - Parte 5:
Sistemi di verniciatura protettiva
UNI EN ISO 12944-6:2001
Pitture e vernici - Protezione dalla corrosione di strutture di acciaio mediante verniciatura - Prove di
laboratorio per le prestazioni
UNI EN ISO 12944-7:2001
Pitture e vernici - Protezione dalla corrosione di strutture di acciaio mediante verniciatura -
Esecuzione e sorveglianza dei lavori di verniciatura
UNI EN ISO 12944-8:2002
Pitture e vernici - Protezione dalla corrosione di strutture di acciaio mediante verniciatura - Stesura di
specifiche per lavori nuovi e di manutenzione
UNI EN 13438:2006
Pitture e vernici - Rivestimenti con polveri organiche di prodotti di acciaio galvanizzati o sherardizzati
(cementazione allo zinco) utilizzati nelle costruzioni
© Documento di proprietà Fondazione Promozione Acciaio. Diritti di riproduzione riservati.





























