Embed Size (px)
Citation preview
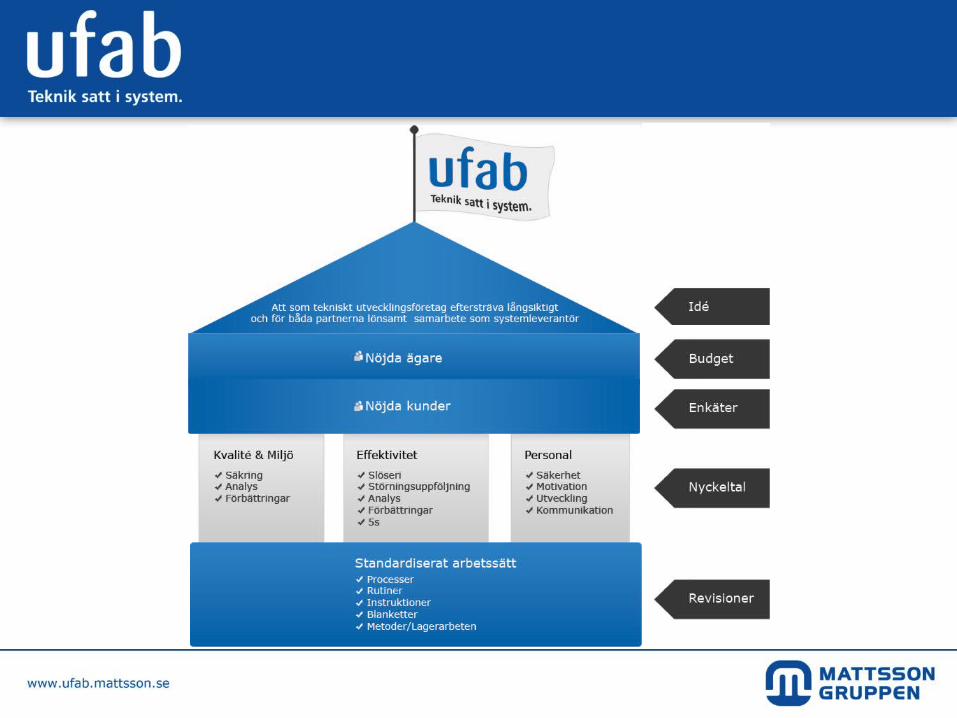
UFAB in Uddevalla & ShanghaiMakes it possible for our customers to:
• Focus on their core business• Expand through flexible production capacity• Reduce total cost• Release capital
UFAB Uddevalla• Development and Assembly• High technical processes• Turnover 2011: 17 MEUR• Employees 2011: 52• Quality first – ISO 9001:2008• 40 years experience – 1500 system• Cost reduction – Lean• Environmental - ISO 14001:2004
UFAB Shanghai• Manufacturing• Milling, turning & welding• Turnover 2011: 0,5 MEUR• Employees 2011: 25• Customer – UFAB Uddevalla• 2 shift operation• Investment – 0,5 MEUR• Long purchasing experience
UFAB Shanghai
Office 500 sqm
Production 1 200 sqm
UFAB Shanghai Map
Mattsson GruppenTurnover 2011: 40 MEUREmployees: 250 st
Customers
Reference Assembly
Quality - National Oilwell Varco Norway AS UFAB assemble and test complete units for offshore. Tests are made together with customer and delivered directly to oil plattform.
Reference AssemblyComplexity - Tetra TPR1 UFAB assemble and test complete system with a capacity of 24 000 packages an hour. Orderlead time are 21 weeks where 3 500 articles are manufactured, assembled and tested.
Reference AssemblyFlexibility - Tetra TT3 UFAB delivers complete customer specified modules in tact without any delays. Order leadtime are 15 working days and the assembly and final testing takes 500 hours per module.
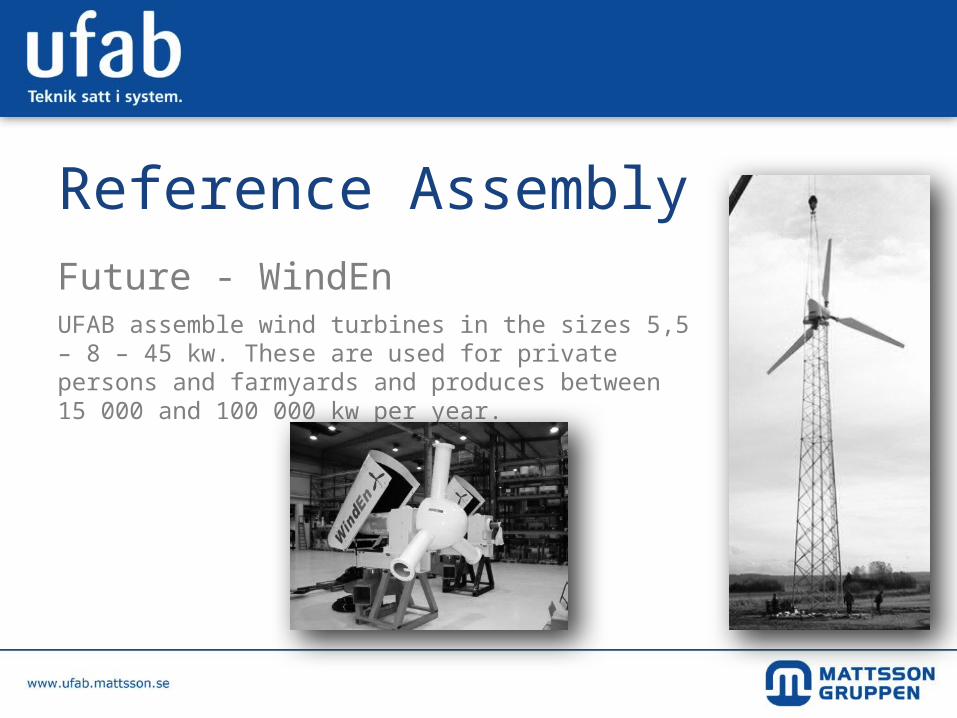
Reference AssemblyFuture - WindEn UFAB assemble wind turbines in the sizes 5,5 – 8 – 45 kw. These are used for private persons and farmyards and produces between 15 000 and 100 000 kw per year.
Reference AssemblyVolume – OnSpotUFAB assemble and deliver 2000 snow chains to all big manufacturers of trucks and buses. Order leadtime are between 1 and 5 days with 3000 different articles.
Reference AssemblyPartnership - GE Healthcare UFAB has during two years been participating in the prototype phase together with the customer. Serial production has started and forecasted annual volume are 600 units.
Reference DevelopmentIdea to Reality- GreenClip UFAB has for the customer developed an automatic labeling machine for high volume products. The assembly and installation at site has also been performed by UFAB.
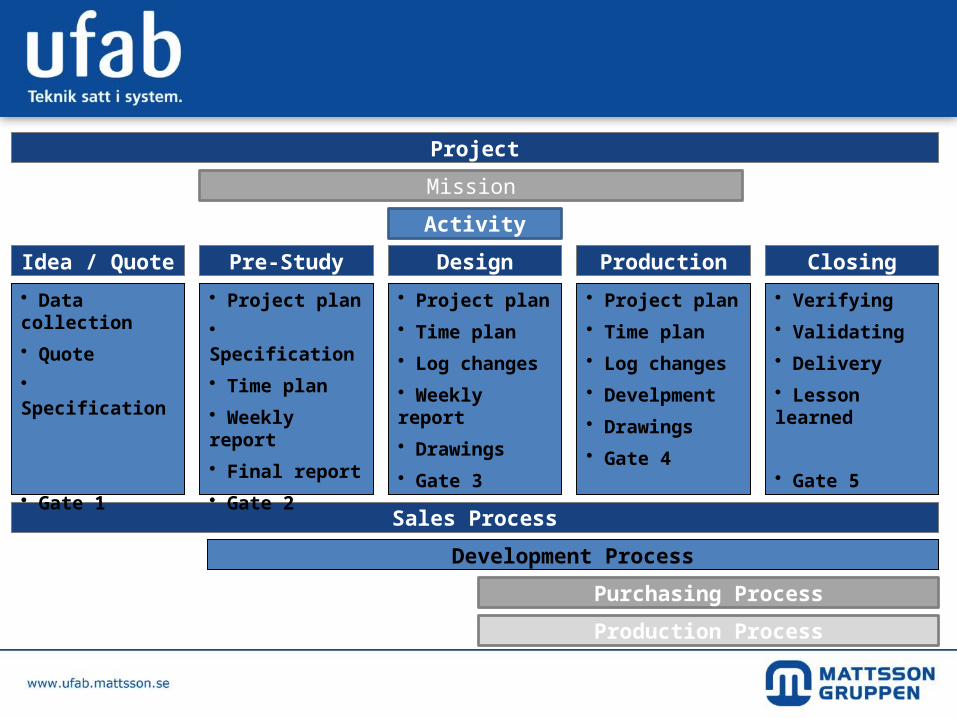
Activity
Pre-StudyIdea / Quote ClosingProduction
Mission
Design
Purchasing Process
Sales Process
Development Process
Production Process
• Data collection
• Quote
• Specification
• Gate 1
• Project plan
• Specification
• Time plan
• Weekly report
• Final report
• Gate 2
• Project plan
• Time plan
• Log changes
• Weekly report
• Drawings
• Gate 3
• Project plan
• Time plan
• Log changes
• Develpment
• Drawings
• Gate 4
• Verifying
• Validating
• Delivery
• Lesson learned
• Gate 5
Project
DevelopmentMechanical• Ensure product quality in development
• Reduce manufacturing cost
• Design for easy assembly
• Documentation for assembly and test
• Simulations
• ProEngineer, SolidWorks, AutoCAD, Framemaker
Automation • Electrical development
• PLC programing
• Siemens S7, Rockwell, GE FANUC
• Simulations
• Profibus (Siemens) Devicenet (Rockwell)
Future targets and commitments• Customer focus with a Quality First approach in all steps
• Delivering to 6 industries with a 20 MEUR turnover 2012
• Certified manufacturing site in China 2012
• Achieve Key Performance indicators for 2012
• Lean – Increase cross functional team work 2012
• Certified for ISO 13485 2012
Summary• Systemsupplier with a Quality First approach
• Lean – value stream mapping and 5s for cost reduction
• 40 years of experience – 1500 systems delivered
• Manufacturing in China
• Certified for ISO 9001 and ISO 14001
• Strong position with Mattsson Gruppen
Management System
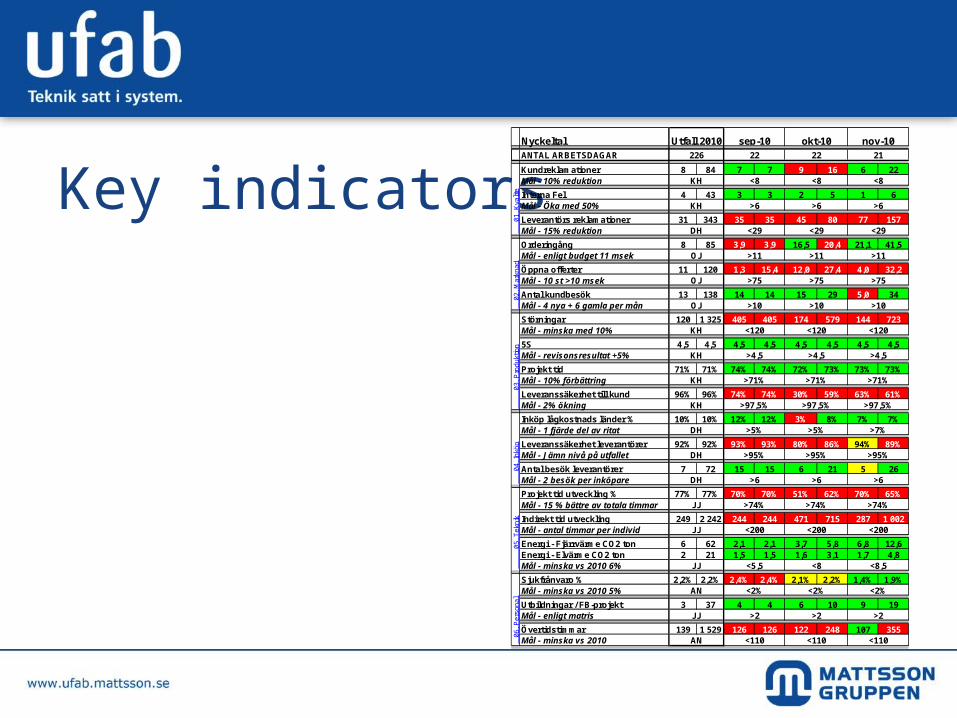
Key indicatorsNyckeltalANTAL ARBETSDAGAR
Kundreklamationer 8 84 7 7 9 16 6 22Mål - 10% reduktion
Interna Fel 4 43 3 3 2 5 1 6Mål - Öka med 50%
Leverantörs reklamationer 31 343 35 35 45 80 77 157Mål - 15% reduktion
Orderingång 8 85 3,9 3,9 16,5 20,4 21,1 41,5Mål - enligt budget 11 msek
Öppna offerter 11 120 1,3 15,4 12,0 27,4 4,0 32,2Mål - 10 st >10 msek
Antal kundbesök 13 138 14 14 15 29 5,0 34Mål - 4 nya + 6 gamla per mån
Störningar 120 1 325 405 405 174 579 144 723Mål - minska med 10%
5S 4,5 4,5 4,5 4,5 4,5 4,5 4,5 4,5Mål - revisonsresultat +5%
Projekt tid 71% 71% 74% 74% 72% 73% 73% 73%Mål - 10% förbättring
Leveranssäkerhet till kund 96% 96% 74% 74% 30% 59% 63% 61%Mål - 2% ökning
Inköp lågkostnads länder % 10% 10% 12% 12% 3% 8% 7% 7%Mål - 1 fjärde del av ritat
Leveranssäkerhet leverantörer 92% 92% 93% 93% 80% 86% 94% 89%Mål - Jämn nivå på utfallet
Antal besök leverantörer 7 72 15 15 6 21 5 26Mål - 2 besök per inköpare
Projekt tid utveckling % 77% 77% 70% 70% 51% 62% 70% 65%Mål - 15 % bättre av totala timmar
Indirekt tid utveckling 249 2 242 244 244 471 715 287 1 002Mål - antal timmar per individ
Energi - Fjärrvärme CO2 ton 6 62 2,1 2,1 3,7 5,8 6,8 12,6Energi - Elvärme CO2 ton 2 21 1,5 1,5 1,6 3,1 1,7 4,8Mål - minska vs 2010 6%
Sjukfrånvaro % 2,2% 2,2% 2,4% 2,4% 2,1% 2,2% 1,4% 1,9%Mål - minska vs 2010 5%
Utbildningar / FB-projekt 3 37 4 4 6 10 9 19Mål - enligt matris
Övertidstimmar 139 1 529 126 126 122 248 107 355Mål - minska vs 2010
KH >71% >71%
>95%
<200
KH >4,5 >4,5
DH >95% >95%
>97,5%
0
5. T
ekni
k
<8,5
<200JJ <200
JJ <5,5 <8
>2
06
. Per
sona
l
JJ >2 >2
AN <110 <110
AN <2% <2%
<110
<2%
JJ >74% >74% >74%
>6
03
. Pro
dukt
ion
DH >6 >6
04. I
nköp
DH >5% >5%
KH >97,5%
>7%
OJ >11 >11 >11
<29
226
Utfall 2010 sep-1022
okt-1022 21
nov-10
>97,5%
>71%
>4,5
KH <120 <120 <120
>10 >10 >10
>75
<8
01. K
valit
e
KH >6 >6
<8 <8
DH <29
KH
0
2. M
arkn
ad
OJ >75 >75
OJ
<29
>6
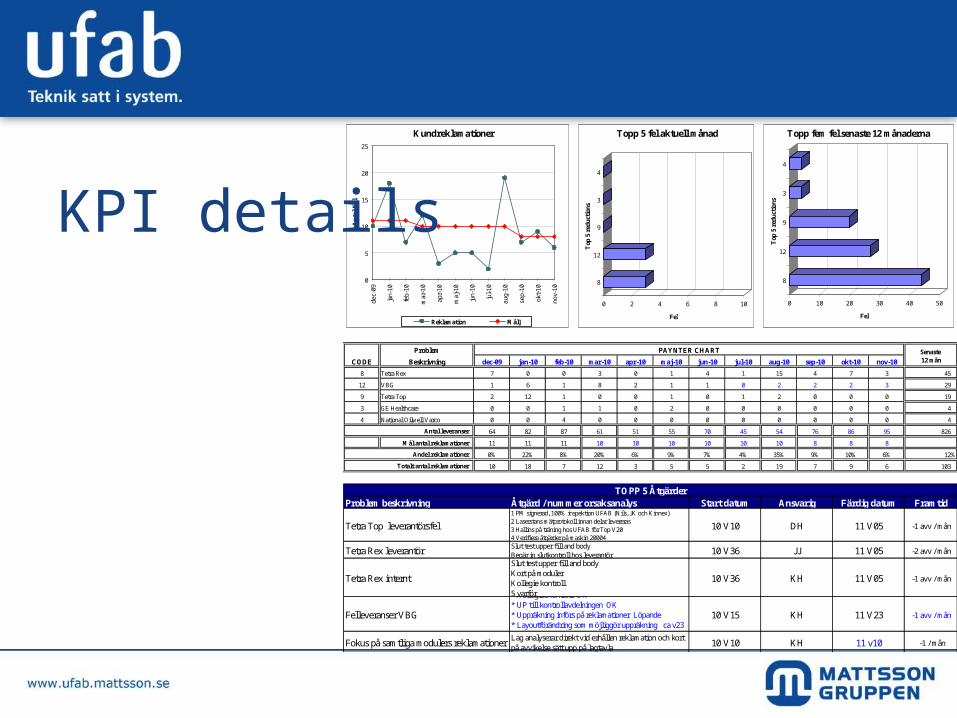
Problem PAYNTER CHART Senaste
CODE Beskrivning dec-09 jan-10 feb-10 mar-10 apr-10 maj-10 jun-10 jul-10 aug-10 sep-10 okt-10 nov-10 12 mån
8 Tetra Rex 7 0 0 3 0 1 4 1 15 4 7 3 45
12 VBG 1 6 1 8 2 1 1 0 2 2 2 3 29
9 Tetra Top 2 12 1 0 0 1 0 1 2 0 0 0 19
3 GE Healthcare 0 0 1 1 0 2 0 0 0 0 0 0 4
4 National Oilwell Varco 0 0 4 0 0 0 0 0 0 0 0 0 4
64 82 87 61 51 55 70 45 54 76 86 95 826
Mål antal reklamationer 11 11 11 10 10 10 10 10 10 8 8 8
0% 22% 8% 20% 6% 9% 7% 4% 35% 9% 10% 6% 12%
10 18 7 12 3 5 5 2 19 7 9 6 103
Framtid
-1 avv / mån
-2 avv / mån
-1 avv / mån
-1 avv / mån
-1 / mån
11 V23Felleveranser VBG
* Kollegial kontroll OK* UP till kontrollavdelningen OK* Uppräkning införs på reklamationer Löpande* Layoutförändring som möjliggör uppräkning ca v23
10 V15 KH
Antal leveranser
Andel reklamationer
TOPP 5 ÅtgärderProblem beskrivning Åtgärd / nummer orsaksanalys Start datum Ansvarig Färdig datum
Tetra Top leverantörsfel
1 PM signerad, 100% inspektion UFAB (Nils, JK och Kinnex)2 Laserstans mätprotokoll innan delar levereras3 Hallins på träning hos UFAB för Top V204 Verifiera åtgärder på maskin 20004
10 V10 DH 11 V05
JJ 11 V05
Tetra Rex internt
Slut test upper fill and bodyKort på modulerKollegie kontroll5 varför
10 V36 KH
10 V10 KH 11 v10
Totalt antal reklamationer
Fokus på samtliga modulers reklamationerLag analyserar direkt vid erhållen reklamation och kort på avvikelse sätt upp på lagtavla
11 V05
Tetra Rex leverantörSlut test upper fill and bodyBegär in slutkontroll hos leverantör 10 V36
Kundreklamationer
0
5
10
15
20
25
dec-
09
jan-
10
feb-
10
mar
-10
apr-
10
maj
-10
jun-
10
jul-1
0
aug-
10
sep-
10
okt-
10
nov-
10
An
tal
Fel
Reklamation Mål]
0 2 4 6 8 10
Fel
8
12
9
3
4
Top
5 r
educ
tion
s
Topp 5 fel aktuell månad
0 10 20 30 40 50
Fel
8
12
9
3
4
Top
5 r
educ
tion
s
Topp fem fel senaste 12 månaderna
KPI details
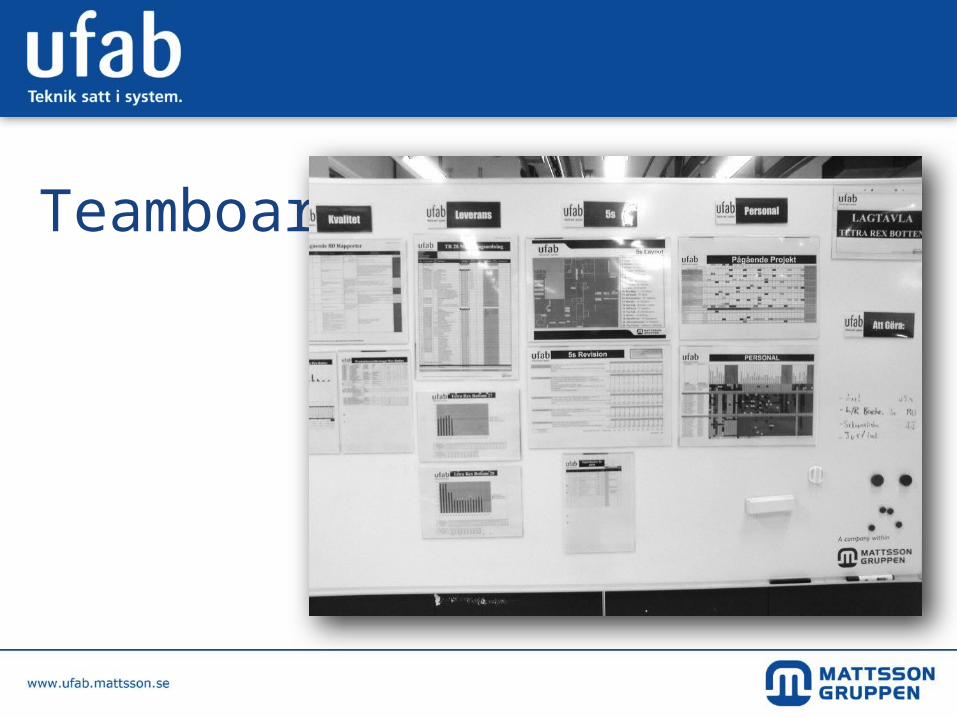
Teamboard
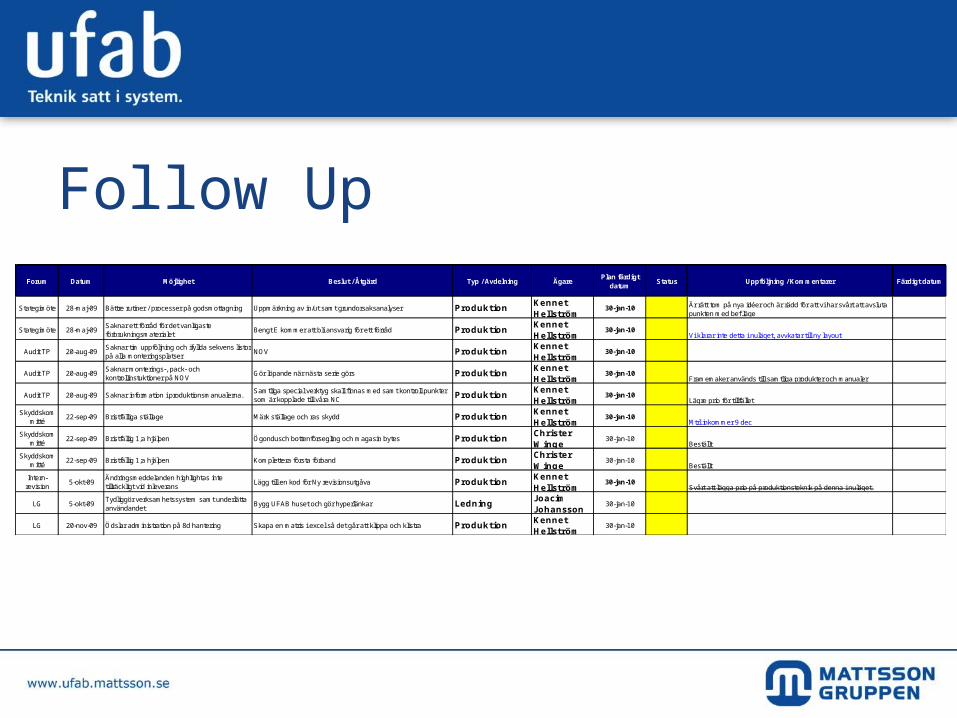
Follow UpForum Datum Möjlighet Beslut / Åtgärd Typ / Avdelning Ägare
Plan färdigt datum
Status Uppföljning / Kommentarer Färdigt datum
Stategimöte 28-maj-09 Bättre rutiner / processer på godsmottagning Uppmärkning av in/ut samt grundorsaksanalyser ProduktionKennet Hellström
30-jan-10Pågående
Är rätt tom på nya idéer och är rädd för att vi har svårt att avsluta punkten med bef.läge
Stategimöte 28-maj-09Saknar ett förråd för det vanligaste förbrukningsmaterialet
Bengt E kommer att bli ansvarig för ett förråd ProduktionKennet Hellström
30-jan-10Pågående Vi klarar inte detta i nuläget, avvkatar till ny layout
Audit TP 20-aug-09Saknar tim uppföljning och ifyllda sekvens listor på alla monteringsplatser
NOV ProduktionKennet Hellström
30-jan-10Pågående
Audit TP 20-aug-09Saknar monterings-, pack- och kontrollinstuktioner på NOV
Gör löpande när nästa serie görs ProduktionKennet Hellström
30-jan-10Pågående Framemaker används till samtliga produkter och manualer
Audit TP 20-aug-09 Saknar information i produktionsmanualerna.Samtliga special verktyg skall finnas med samt kontroll punkter som är kopplade till våra NC
ProduktionKennet Hellström
30-jan-10Pågående Lägre prio för tillfället
Skyddskommitté
22-sep-09 Bristfälliga ställage Märk ställage och ras skydd ProduktionKennet Hellström
30-jan-10Pågående Mtrl inkommer 9 dec
Skyddskommitté
22-sep-09 Bristfällig 1;a hjälpen Ögondusch bottenförsegling och magasin bytes ProduktionChrister Winge
30-jan-10Pågående Beställt
Skyddskommitté
22-sep-09 Bristfällig 1;a hjälpen Komplettera första förband ProduktionChrister Winge
30-jan-10Pågående Beställt
Intern-revision
5-okt-09Ändringsmeddelanden highlightas inte tillräckligt vid inleverans
Lägg till en kod för Ny revisionsutgåva ProduktionKennet Hellström
30-jan-10Pågående Svårt att lägga prio på produktionsteknik på denna i nuläget.
LG 5-okt-09Tydliggör verksamhetssystem samt underlätta användandet
Bygg UFAB huset och gör hyperlänkar LedningJ oacim J ohansson
30-jan-10Pågående
LG 20-nov-09 Ödslar administration på 8d hantering Skapa en matris i excel så det går att klippa och klistra ProduktionKennet Hellström
30-jan-10Pågående
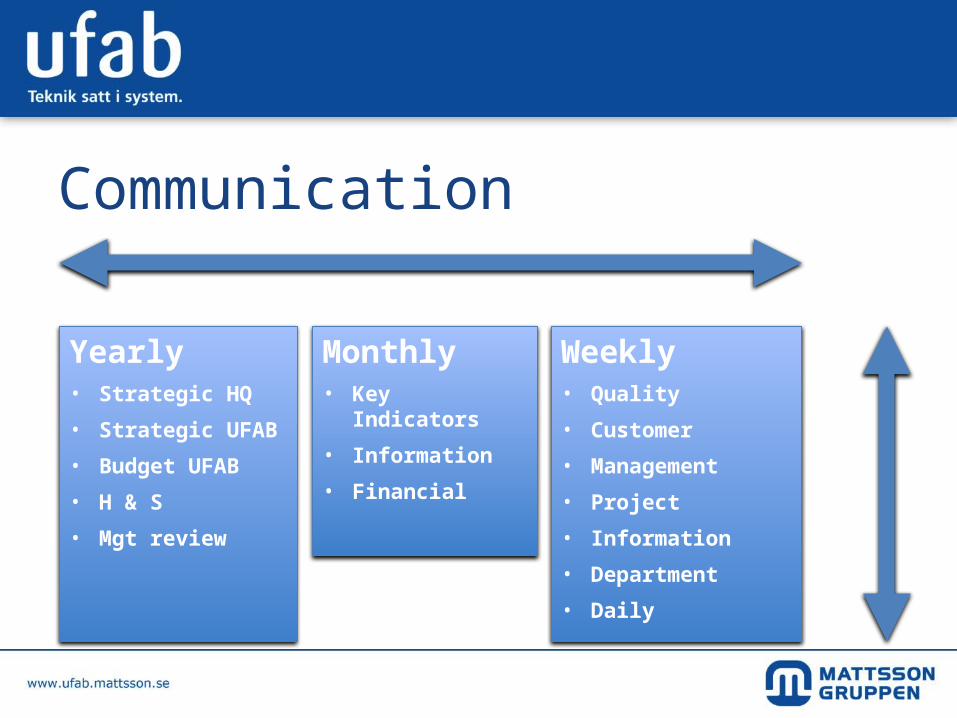
Communication
Monthly• Key Indicators
• Information
• Financial
Weekly• Quality
• Customer
• Management
• Project
• Information
• Department
• Daily
Yearly• Strategic HQ
• Strategic UFAB
• Budget UFAB
• H & S
• Mgt review
Quality System
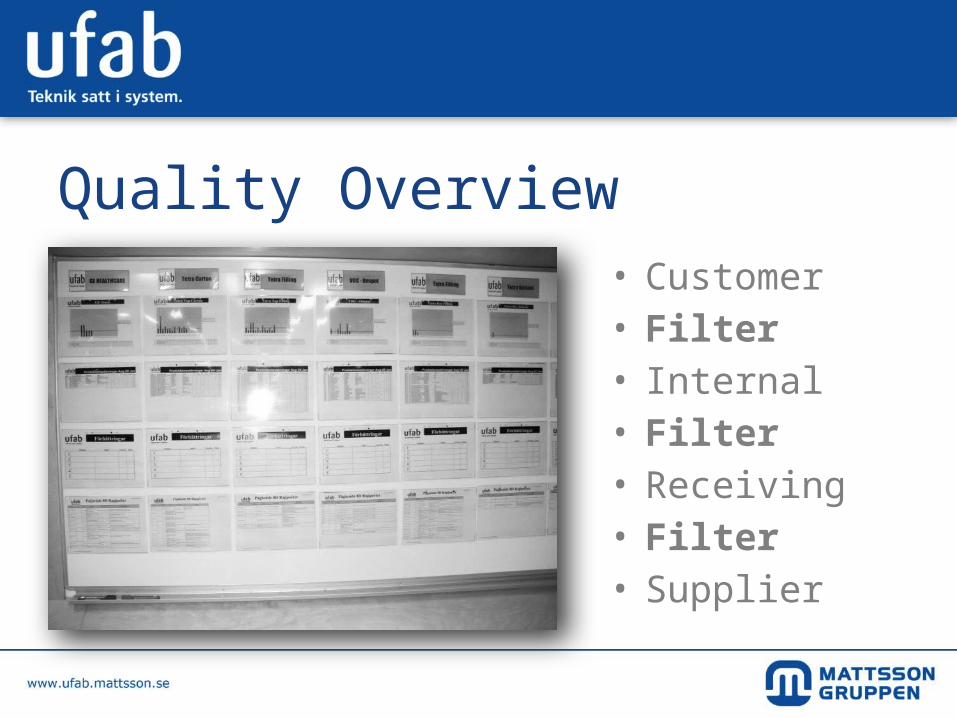
Quality Overview• Customer• Filter• Internal• Filter• Receiving• Filter• Supplier
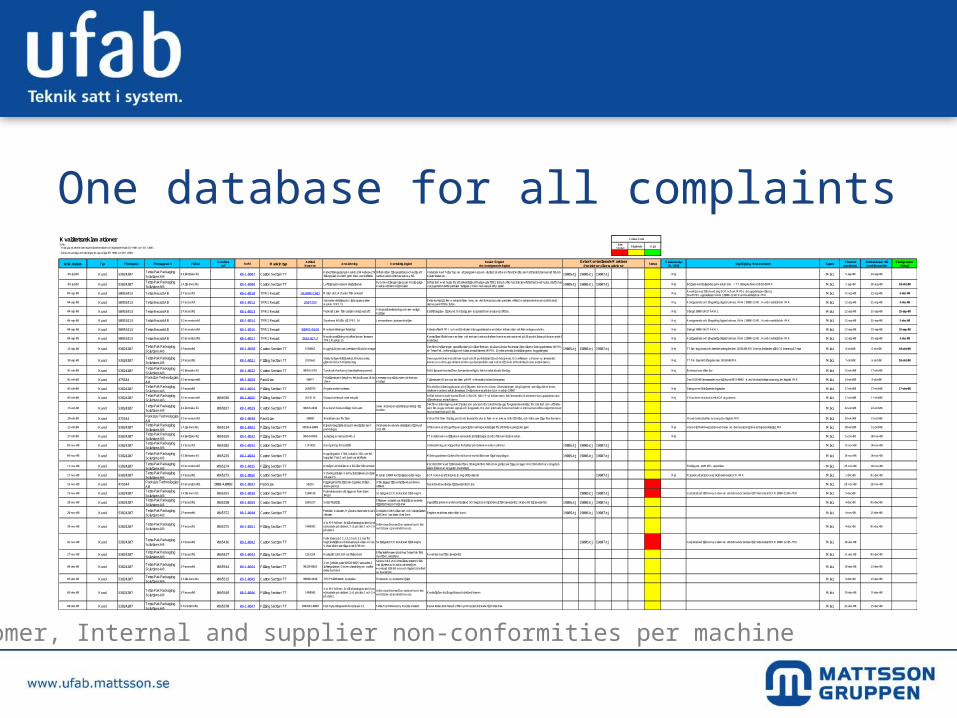
One database for all complaintsInte
StartadPågående Klar
Ank. datum Typ Företagsnr. Företagsnamn FelkodKundens
refRef # Maskin typ
Artikel Nummer
Anmärkning Kortsiktig åtgärdBeslut / Åtgärd
dvs. korrigerande åtgärdStatus
OrsaksanalysBL-8510
Uppföljning / Kommentarer ÄgarePlanerat
svarsdatumSkickat datum till kund/leverantör
Färdigt datum Stängd
04-jul-08 Kund 53824207Tetra Pak Packaging Solutions AB
4 Elektriska fel 08-1-0007 Carton Section TTKabel felkopplad på maskin 294 kabel w278 felkopplad i A2207 grön brun var skiftade
Information till operatörer och kolla att nasta maskin inte har samma fel.
Undersök med Tetra Top om att programmera om sluttest så att man får ett kvitto samt att testet stannar vid fel och måste testas om. 19005/cj 19006/cj 19007/cj Pågående Nej Miki 5-sep-08 24-sep-08
09-jul-08 Kund 53824207Tetra Pak Packaging Solutions AB
1 Allmänna fel 08-1-0008 Carton Section TT Luftslangar korsar materialbanan Byt ut mot längre slang samt kolla pågå maskin att denn blir kollad
Införa test med hylsa för att säkerställa att hylsan går fritt ( test på ufab har inte innefattat test med hylsa, därför har vi ej upptäckt detta problem tidigare ) Finns numera på 20 p listan
19005/cj 19006/cj 19007/cj Pågående Nej Började kontrollerades på maskin 296 / TT stängde denna 10/10-08 MK Miki 5-sep-08 28-aug-08 10-okt-08
04-sep-08 Kund 50953413 Tetra Recart AB 2 Processfel 08-1-0010 TPR1 Recart 342800-1302 Mitten del i Actuator felmonterad Pågående NejAvvaktar svar från kund ang ECR och om MPDL ska uppdateras eller ej.Ska MPDL uppdateras? ÅKWI 2008-12-01 Kund meddelat ok / MK
Miki 12-sep-08 22-sep-08 3-dec-08
04-sep-08 Kund 50953413 Tetra Recart AB 2 Processfel 08-1-0012 TPR1 Recart 2607339Saknades detaljer på c-lista spraysystem maskin TPR1 15
Extra kontroll i fem maskiner fram över, om det funkar bra utan problem efter 5 maskiner kommer vi att ta bort denna punkt ifrån listan.
Pågående Nej Korrigerande och långsiktig åtgärd saknas. ÅKWI 2008-12-01. Kund meddelat ok / MK Miki 12-sep-08 25-sep-08 3-dec-08
04-sep-08 Kund 50953413 Tetra Recart AB 2 Processfel 08-1-0013 TPR1 Recart Fel kord i rem från aratron skall vara rfrVi har rätt betäckning och rem enligt Aratron
Ersättningslev. till kund. Då trasig rem ej sparats kan analys ej utföras. Pågående Nej Stängd 2008-10-27 ÅKWI. Miki 12-sep-08 25-sep-08 25-sep-08
04-sep-08 Kund 50953413 Tetra Recart AB 3 Dimensionsfel 08-1-0014 TPR1 Recart Styrskena fel tillv till TPR1 16 Leverantörern justerar detaljen. Pågående Nej Korrigerande och långsiktig åtgärd saknas. ÅKWI 2008-12-01. Kund meddelat ok / MK Miki 12-sep-08 25-sep-08 3-dec-08
04-sep-08 Kund 50953413 Tetra Recart AB 3 Dimensionsfel 08-1-0016 TPR1 Recart 90091-0448 Monterat tätringar felaktigt Arbeta efter MPDL och se till att den blir uppdaterad med sådan information att felmontage undviks. Pågående Nej Stängd 2008-10-27 ÅKWI. Miki 12-sep-08 25-sep-08 25-sep-08
04-sep-08 Kund 50953413 Tetra Recart AB 3 Dimensionsfel 08-1-0017 TPR1 Recart 2661367-2Nozzle inställning ej utförd innan leverans TPR1 Maskin 15
Kontrollera flöde kommer fram vid test samt att avvikelsen kommer att vara med på 20 punkt listan på kommande 5 maskiner.
Pågående Nej Korrigerande och långsiktig åtgärd saknas. ÅKWI 2008-12-01. Kund meddelat ok / MK Miki 12-sep-08 25-sep-08 3-dec-08
15-sep-08 Kund 53824207Tetra Pak Packaging Solutions AB
2 Processfel 08-1-0020 Carton Section TT 1590862 Kugghjul ej smort i centrumhål vid montageDet finns heller ingen specifikation på vilket fett som skall användas för ändamålet vilket måste uppdateras i MPDL av Tetra Pak. Inför tydliga och klara instruktioner i MPDL (Under avsnitt; Inställningar av kuggstänger)
19005/cj 19006/cj 19007/cj Pågående Nej TT tim togs bort och ärendet stängdes den 10/10-08 MK Denna ändrades till ECR internt på Tetra Miki 8-okt-08 6-okt-08 10-okt-08
30-sep-08 Kund 53824207Tetra Pak Packaging Solutions AB
2 Processfel 08-1-0021 Filling Section TT 2595661Stativ fyllare feltillverkat, för stor svets, glömda hål och felsatta stag
Denna punkt kommer att hamna på vår 20 punktslista till och börja med. Och eftersom vi har en ny leverantör kommer vi att ta upp detta med den nya leverantören samt att se till så de inför detta på sina instruktioner. Pågående Nej TT OK ärendet stängdes den 10/10-08 MK Miki 7-okt-08 6-okt-08 10-okt-08
01-okt-08 Kund 53824207Tetra Pak Packaging Solutions AB
4 Elektriska fel 08-1-0022 Carton Section TT 90459-2761 Tryckvakt funkar ej (standardkomponent) Inför löpande kontroll hos leverantör enligt Ufab's medskickade förslag. Pågående Nej Inväntar svar ifrån lev Miki 15-okt-08 17-okt-08
01-okt-08 Kund 475544Packsize Technologies AB
3 Dimensionsfel 08-1-0028 PackSize 50077Fel tillverkad mått på nv fel skall vara 18 är 19mm
Leverera nya till kunden så fort som möjligt
Tillverkade i Kina nya tas fram på KM mekaniska tvärs över gatan Pågående Den 8/10-08 levererades nya till kund 08-3-0083 Kund önskar bättre svar ang lev åtgärd / MK Miki 14-okt-08 8-okt-08
03-okt-08 Kund 53824207Tetra Pak Packaging Solutions AB
2 Processfel 08-1-0024 Filling Section TT 2660979 Ångrör snett monteratFör att öka inlärningskurvan på fyllsystem kommer vi även i fortsättningen att gå igenom samtliga 8d;er innan nästkommande maskin levereras. Detta kommer att ske t.o.m maskin 19007 Pågående Nej Stängs med förklarande åtgärder Miki 17-okt-08 17-okt-08 17-okt-08
03-okt-08 Kund 53824207Tetra Pak Packaging Solutions AB
3 Dimensionsfel 08/4936 08-1-0025 Filling Section TT 2619176 Skarpa kanter på värmeskyddInförd inkommande kontroll kod. Efter OK från TP så informerar Ufab leverantör så att denne kan uppdatera sina tillverknings instruktioner.
Pågående Nej Vi har även skickat in ett ECR ang denna Miki 17-okt-08 17-okt-08
15-okt-08 Kund 53824207Tetra Pak Packaging Solutions AB
4 Elektriska fel 08/5037 08-1-0029 Carton Section TT 90459-2494 Devicenet funkar dåligt blir varmSaam skickar en ersättnings detalj till kunden
Det finns inte någon punkt i testes som påvisar att vi skall kolla upp fungerande enheter, för i de test som utfördes på Ufab så gav enheten signal och fungerade. Om den inte hade funkat så hade vi inte kunnat utföra något test över huvud taget här på Ufab.
Pågående Miki 22-okt-08 22-okt-08
20-okt-08 Kund 475544Packsize Technologies AB
3 Dimensionsfel 08-1-0030 PackSize 50060 Innerdiamerer för liten Vi har fört fram förslag på att vår leverantör ska ta fram en min/max tolk till hålet, och tolka samtliga före leverans. Pågående Kund önskar bättre svar ang lev åtgärd / MK Miki 29-okt-08 31-okt-08
23-okt-08 Kund 53824207Tetra Pak Packaging Solutions AB
1 Allmänna fel 08/5134 08-1-0031 Filling Section TT 986364-0400Bipackningslista ej kpl. Dekorlister samt packningar
Skickade de saknde detaljerna till kund 3/11-08
Ufab kommer att uppföra en plocklista med bipackdetaljer för att detta ej skall ske igen Pågående Nej Hans-Olof behöver prata med Saam om denna plocklista med bipackdetaljer. MK Miki 30-okt-08 31-okt-08
27-okt-08 Kund 53824207Tetra Pak Packaging Solutions AB
4 Elektriska fel 08/5165 08-1-0032 Filling Section TT 90459-0968 Justering av sensor B441-2 TT måste komma tillbaka med exakta inställningar så att Ufab kan testa maskin. Pågående Nej Miki 5-nov-08 10-nov-08
03-nov-08 Kund 53824207Tetra Pak Packaging Solutions AB
2 Processfel 08/5202 08-1-0033 Carton Section TT 1141022 Banstyrning fel inställd Undersökning av klippenhet fortsätter på nästkommande maskiner. 19005/cj 19006/cj 19007/cj Pågående Miki 13-nov-08 10-nov-08
04-nov-08 Kund 53824207Tetra Pak Packaging Solutions AB
4 Elektriska fel 08/5235 08-1-0034 Carton Section TTKopplingsdon X704, kabel W203, var fel kopplad. Part 3 och jord var skiftade.
Måste uppdatera sluttest för att kunna kontrollera samtliga kopplingar. 19005/cj 19006/cj 19007/cj Pågående Miki 18-nov-08 10-nov-08
11-nov-08 Kund 53824207Tetra Pak Packaging Solutions AB
3 Dimensionsfel 08/5274 08-1-0035 Filling Section TT Detaljer vid rörklämma fel eller felmonteratRör 2691997 med tillhörande fläns ritning342841-506 är ok gäller samtliga på lager. Rör 2691469 har vi inget på lager (klamman är gjuten invändigt)
Pågående Förslag om att MPDL upprättas Miki 25-nov-08 18-nov-08
17-nov-08 Kund 53824207Tetra Pak Packaging Solutions AB
2 Processfel 08/5273 08-1-0036 Carton Section TTVi hade problem med hylsstorleken på sidan 1 Base CS
Maskin 19004 kontrolleras extra noga ECR kommer att skickas in ang detta ärende 19007/cj Pågående Nej Missade att skicka svar skickade bara ECR / MK Miki 1-dec-08 01-dec-08
19-nov-08 Kund 475544Packsize Technologies AB
3 Dimensionsfel 2008-A0009 08-1-0037 PackSize 50255Frigångshål för litet samt grader i hålet , skruv går ej i.
Ufab lägger till kontrollkod på denna artikel
har skickat avvikelse till leverantör Kina.Icke startad
Miki 28-nov-08 28-nov-08
19-nov-08 Kund 53824207Tetra Pak Packaging Solutions AB
1 Allmänna fel 08/5291 08-1-0038 Carton Section TT 1500150Pusherklossarna att ligga an formrören längst
Se tidigare ECR inskickad till Bengt G. 19006/cj 19007/cjIcke startad
mail skickad till Ronny Green om att denna bör ändras till Tetra internt ECR 2008-12-05 / MK Miki 3-dec-08
20-nov-08 Kund 53824207Tetra Pak Packaging Solutions AB
2 Processfel 08/5290 08-1-0039 Carton Section TT 2605257 Svärd felställtEftersom svärdet var felställt så är detta tillrättat här på Tetra Pak
Upprättta inkommande kontrollkod och begär in mätprotokoll från leverantör. Skicka 8d till leverantör 19005/cj 19006/cj 19007/cj Pågående Miki 4-dec-08 05-dec-08
20-nov-08 Kund 53824207Tetra Pak Packaging Solutions AB
2 Processfel 08/5372 08-1-0040 Carton Section TTProblem i vikaren, Hylsorna stannade kvar i vikaren
Ändrade mått mellan rem och vikarplattan til 0,5mm var strax över 1mm
Begär mer information från kund. 19005/cj 19006/cj 19007/cj Pågående Miki 4-nov-08 15-dec-08
20-nov-08 Kund 53824207Tetra Pak Packaging Solutions AB
2 Processfel 08/5375 08-1-0041 Filling Section TT 14805024 st. M6 hål som är till dörrstoppsvinkel var ej borrade på stativet. 2 st. på sida 1 och 2 st på sida 2.
Inför visuel kontroll av stativet hos Ufab av hål som ej används hos oss.
Pågående Miki 4-dec-08 05-dec-08
26-nov-08 Kund 53824207Tetra Pak Packaging Solutions AB
2 Processfel 08/5436 08-1-0042 Carton Section TTFormrören på 1:1,1:2,2:1och 2:2 var för högt inställda mot dornarna på våra LFU:er. Vi har sänkt samtliga med 0,30 mm.
Se tidigare ECR inskickad till Bengt G. 19006/cj 19007/cjIcke startad
mail skickad till Ronny Green om att denna bör ändras till Tetra internt ECR 2008-12-05 / MK Miki 10-dec-08
27-nov-08 Kund 53824207Tetra Pak Packaging Solutions AB
2 Processfel 08/5437 08-1-0043 Filling Section TT 1261324 Durkplåt 1261324 var felbockadEfter telefonsamtal så har Tetra Pak fått nya från Laserstans
Avvaktar svar från leverantör Pågående Miki 11-dec-08 05-dec-08
04-dec-08 Kund 53824207Tetra Pak Packaging Solutions AB
2 Processfel 08/5544 08-1-0044 Filling Section TT 90328-00252 st Ljuddämpare 90328-0025 saknades i luftregulatorn. Gör en utredning om varför detta har hänt.
Skicka hit 2 st. Kontrollera internt Ufab vid sluttest av maskin att detalj är monterad tills 8d svar och åtgärd är införd av leverantör.
Pågående Miki 18-dec-08 15-dec-08
03-dec-08 Kund 53824207Tetra Pak Packaging Solutions AB
1 Allmänna fel 08/5515 08-1-0045 Carton Section TT 90600-4440 TPOP blått streck i panelen Önskar en ny snarast möjligt Pågående Miki 9-dec-08 15-dec-08
05-dec-08 Kund 53824207Tetra Pak Packaging Solutions AB
2 Processfel 08/5549 08-1-0046 Filling Section TT 14805024 st. M6 hål som är till dörrstoppsvinkel var ej borrade på stativet. 2 st. på sida 1 och 2 st på sida 2.
Inför visuel kontroll av stativet hos Ufab av hål som ej används hos oss.
Kontrollplan skall uppförsa på stativet/ ramen Pågående Miki 19-dec-08 15-dec-08
08-dec-08 Kund 53824207Tetra Pak Packaging Solutions AB
5 Funktionsfel 08/5570 08-1-0047 Filling Section TT 2609961-0003 Fick byta droppande Nozzle på 1:2 Tetra Top behöver ny Nozzle snarast Dessa testas inte här på Ufab nya Nozzlar skickade till Tetra Pak Pågående Miki 22-dec-08 15-dec-08
Extra Kontrollerade Maskiner Projekt nr eller maskin nr
Colour Code
Syfte: - Följa upp så att anmärkningar blir behandlade och åtgärdade enligt ISO 9001 och ISO 14001.
- Säkra att samtliga anmärkningar tas upp enligt ISO 9001 och ISO 14001.
Kvalitetsreklamationer
Customer, Internal and supplier non-conformities per machine
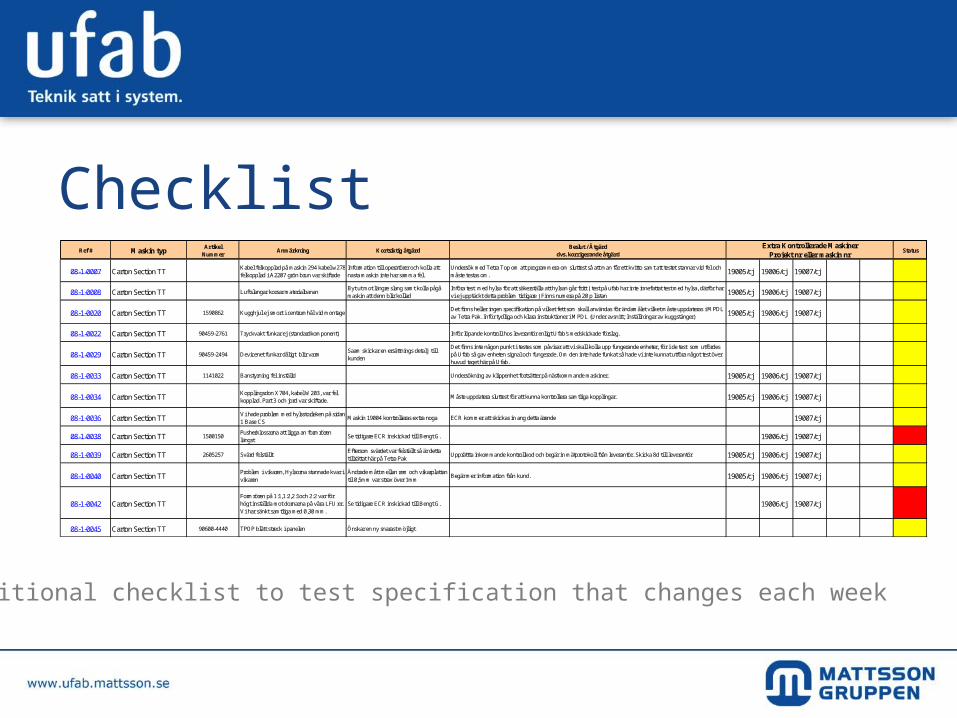
ChecklistRef # Maskin typ
Artikel Nummer
Anmärkning Kortsiktig åtgärdBeslut / Åtgärd
dvs. korrigerande åtgärdStatus
08-1-0007 Carton Section TTKabel felkopplad på maskin 294 kabel w278 felkopplad i A2207 grön brun var skiftade
Information till operatörer och kolla att nasta maskin inte har samma fel.
Undersök med Tetra Top om att programmera om sluttest så att man får ett kvitto samt att testet stannar vid fel och måste testas om.
19005/cj 19006/cj 19007/cj Pågående
08-1-0008 Carton Section TT Luftslangar korsar materialbanan Byt ut mot längre slang samt kolla pågå maskin att denn blir kollad
Införa test med hylsa för att säkerställa att hylsan går fritt ( test på ufab har inte innefattat test med hylsa, därför har vi ej upptäckt detta problem tidigare ) Finns numera på 20 p listan
19005/cj 19006/cj 19007/cj Pågående
08-1-0020 Carton Section TT 1590862 Kugghjul ej smort i centrumhål vid montageDet finns heller ingen specifikation på vilket fett som skall användas för ändamålet vilket måste uppdateras i MPDL av Tetra Pak. Inför tydliga och klara instruktioner i MPDL (Under avsnitt; Inställningar av kuggstänger)
19005/cj 19006/cj 19007/cj Pågående
08-1-0022 Carton Section TT 90459-2761 Tryckvakt funkar ej (standardkomponent) Inför löpande kontroll hos leverantör enligt Ufab's medskickade förslag. Pågående
08-1-0029 Carton Section TT 90459-2494 Devicenet funkar dåligt blir varmSaam skickar en ersättnings detalj till kunden
Det finns inte någon punkt i testes som påvisar att vi skall kolla upp fungerande enheter, för i de test som utfördes på Ufab så gav enheten signal och fungerade. Om den inte hade funkat så hade vi inte kunnat utföra något test över huvud taget här på Ufab.
Pågående
08-1-0033 Carton Section TT 1141022 Banstyrning fel inställd Undersökning av klippenhet fortsätter på nästkommande maskiner. 19005/cj 19006/cj 19007/cj Pågående
08-1-0034 Carton Section TTKopplingsdon X704, kabel W203, var fel kopplad. Part 3 och jord var skiftade.
Måste uppdatera sluttest för att kunna kontrollera samtliga kopplingar. 19005/cj 19006/cj 19007/cj Pågående
08-1-0036 Carton Section TTVi hade problem med hylsstorleken på sidan 1 Base CS
Maskin 19004 kontrolleras extra noga ECR kommer att skickas in ang detta ärende 19007/cj Pågående
08-1-0038 Carton Section TT 1500150Pusherklossarna att ligga an formrören längst
Se tidigare ECR inskickad till Bengt G. 19006/cj 19007/cjIcke startad
08-1-0039 Carton Section TT 2605257 Svärd felställtEftersom svärdet var felställt så är detta tillrättat här på Tetra Pak
Upprättta inkommande kontrollkod och begär in mätprotokoll från leverantör. Skicka 8d till leverantör 19005/cj 19006/cj 19007/cj Pågående
08-1-0040 Carton Section TTProblem i vikaren, Hylsorna stannade kvar i vikaren
Ändrade mått mellan rem och vikarplattan til 0,5mm var strax över 1mm
Begär mer information från kund. 19005/cj 19006/cj 19007/cj Pågående
08-1-0042 Carton Section TTFormrören på 1:1,1:2,2:1och 2:2 var för högt inställda mot dornarna på våra LFU:er. Vi har sänkt samtliga med 0,30 mm.
Se tidigare ECR inskickad till Bengt G. 19006/cj 19007/cjIcke startad
08-1-0045 Carton Section TT 90600-4440 TPOP blått streck i panelen Önskar en ny snarast möjligt Pågående
Extra Kontrollerade Maskiner Projekt nr eller maskin nr
One additional checklist to test specification that changes each week
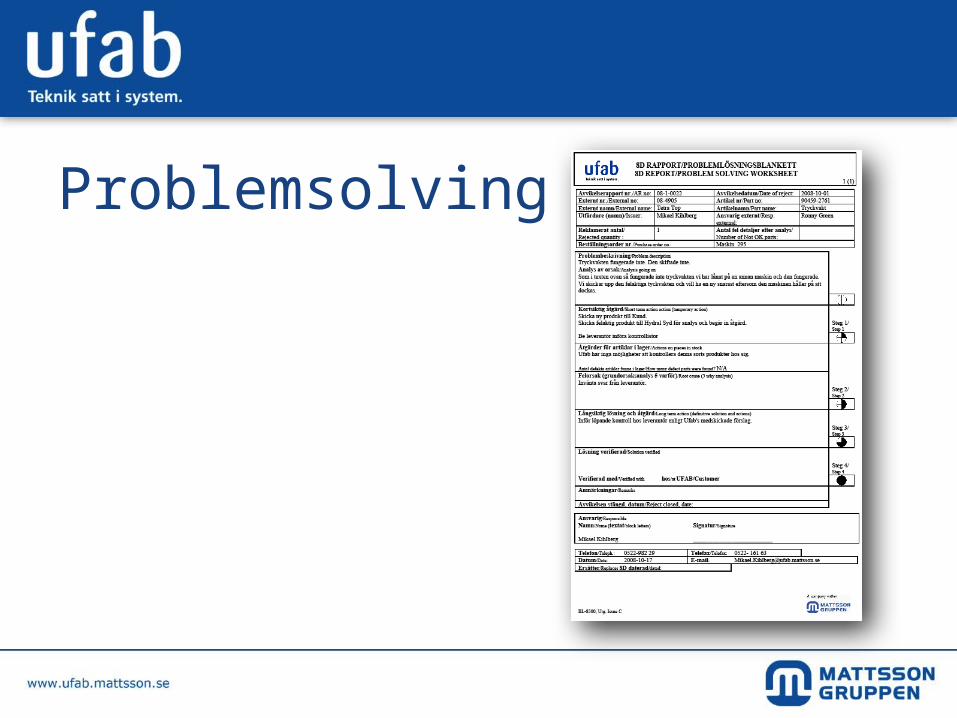
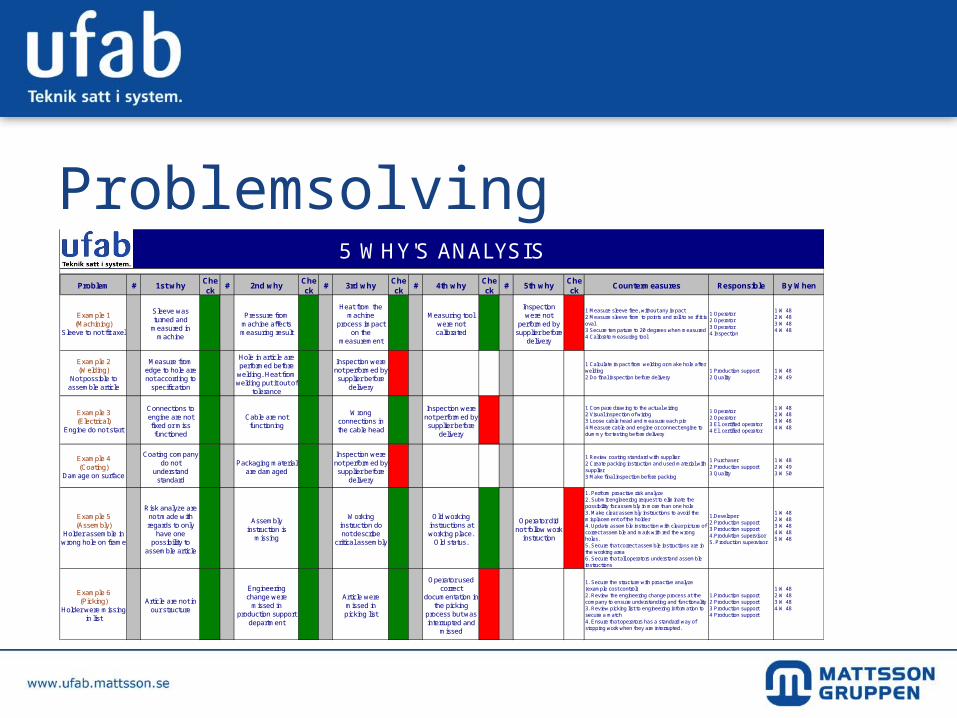
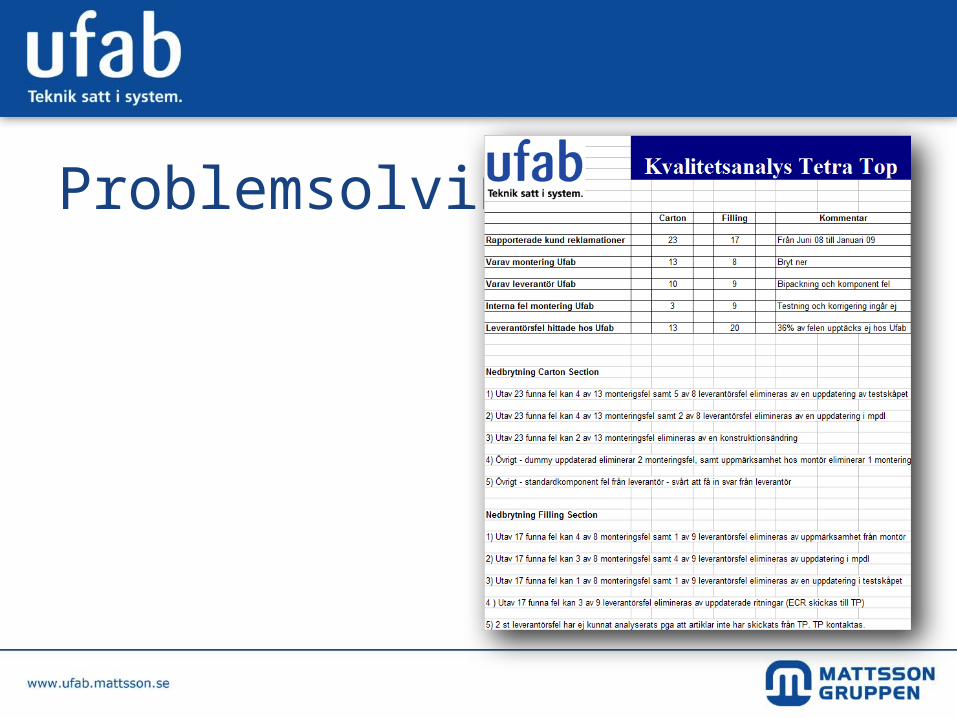
Problemsolving
ProblemsolvingProblem # 1st why
Check
# 2nd whyCheck
# 3rd whyCheck
# 4th whyCheck
# 5th whyCheck
Countermeasures Responsible By When
Example 1(Machining)
Sleeve to not fit axel
Sleeve was turned and
measured in machine
YesPressure from
machine affects measuring result
Yes
Heat from the machine
process impact on the
measurement
YesMeasuring tool
were not calibrated
Yes
Inspection were not
performed by supplier before
delivery
No
1 Measure sleeve free, without any impact2 Measure sleeve from to points and roll to se if it is oval 3 Secure tempature to 20 degrees when measured4 Calibrate measuring tool
1 Operator2 Operator3 Operator4 Inspection
1 W 482 W 483 W 484 W 48
Example 2(Welding)
Not possible to assemble article
Measure from edge to hole are not according to
specification
Yes
Hole in article are performed before
welding. Heat from welding put it out of
tolerance
Yes
Inspection were not performed by supplier before
delivery
No
1 Calculate impact from welding or make hole after welding2 Do final inspection before delivery
1 Production support2 Quality
1 W 482 W 49
Example 3(Electrical)
Engine do not start
Connections to engine are not fixed or miss functioned
YesCable are not
functioningYes
Wrong connections in the cable head
Yes
Inspection were not performed by supplier before
delivery
No
1 Compare drawing to the actual wiring2 Visual inspection of wiring3 Loose cable head and measure each pin4 Measure cable and engine or connect engine to dummy for testing before delivery
1 Operator2 Operator3 El. certified operator4 El. certified operator
1 W 482 W 483 W 484 W 48
Example 4(Coating)
Damage on surface
Coating company do not
understand standard
YesPackaging material
are damagedYes
Inspection were not performed by supplier before
delivery
No
1 Review coating standard with supplier2 Create packing instruction and used material with supplier3 Make final inspection before packing
1 Purchaser2 Production support 3 Quality
1 W 482 W 493 W 50
Example 5(Assembly)
Holder assemble in wrong hole on frame
Risk analyze are not made with regards to only
have one possibility to
assemble article
YesAssembly
instruction is missing
Yes
Working instruction do not describe
critical assembly
Yes
Old working instructions at working place.
Old status.
YesOperator did
not follow work instruction
No
1. Perform proactive risk analyze2. Submit engineering request to eliminate the possibility for assembly in more than one hole3. Make clear assembly instructions to avoid the misplacement of the holder4. Update assemble instruction with clear picture of correct assemble and mark with red the wrong holes.5. Secure that correct assemble instructions are in the working area6. Secure that all operators understand assemble instructions
1.Developer2 Production support 3 Production support 4.Produktion supervisor5. Production supervisor
1 W 482 W 483 W 484 W 485 W 48
Example 6(Picking)
Holder were missing in list
Article are not in our structure
Yes
Engineering change were
missed in production support
department
YesArticle were missed in picking list
Yes
Operator used correct
documentation in the picking
process but was interrupted and
missed
No
1. Secure the structure with proactive analyze (example cost control)2. Review the engineering change process at the company to ensure understanding and functionality3. Review picking list to engineering information to secure a match4. Ensure that operators has a standard way of stopping work when they are interrupted.
1.Production support2 Production support 3 Production support4 Production support
1 W 482 W 483 W 484 W 48
5 WHY'S ANALYSIS
Problemsolving
Suppliers• Supplier audit on management system performed before selection
• Test order with 100% inspection and measuring protocols from Supplier
• Inspection codes is always kept on critical parts
• 5 worst suppliers are inspection codes added on and an escaladed actions
are taken
• Follow up audit according to checklist are performed on most critical
suppliers in each project
• Supplier ranking performed twice a year on turnover, quality, delivery,
process and audit
• Directed suppliers are treated in the same way as a UFAB supplier.





























