Embed Size (px)
Citation preview

GE Plasticsg
EN/10/2001
Ultem® profile

Titlepage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1
Contents . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
2 Markets . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
2.1 Tableware / Catering . . . . . . . . . . . . . . . . . . . . 4
2.2 Medical . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
2.3 Aircraft . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
2.4 Automotive . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
2.5 Automotive Lighting . . . . . . . . . . . . . . . . . . . . . 7
2.6 Telecom, Moulded Interconnect Devices (MIDs) . . . . . . . . . . . . . . 7
2.7 Electrical and Lighting . . . . . . . . . . . . . . . . . . . 8
2.8 HVAC / Fluid handling . . . . . . . . . . . . . . . . . . . . 8
3 Product Selection . . . . . . . . . . . . . . . . . . . . . 9
3.1 Product description . . . . . . . . . . . . . . . . . . . . . . 9
3.1.1 Ultem 1000 series Base Polymer . . . . . . . . . 9
3.1.2 Ultem 2000 series . . . . . . . . . . . . . . . . . . . . 9
3.1.3 Ultem 4000 series . . . . . . . . . . . . . . . . . . . . 9
3.1.4 Ultem CRS 5000 series . . . . . . . . . . . . . . . . . 9
3.1.5 Ultem 6000 series . . . . . . . . . . . . . . . . . . . . 9
3.1.6 Ultem 7000 series . . . . . . . . . . . . . . . . . . . . 9
3.1.7 Ultem 9000 series . . . . . . . . . . . . . . . . . . . . 9
3.1.8 Siltem® STM 1500 (PEI / siloxane copolymer) . . . . . . . . . . . . . . 9
3.1.9 Ultem HTX series (high impact) . . . . . . . . . . 9
3.1.10 Ultem ATX series (polyetherimide /polycarbonate-ester blend) . . . . . . . . . . . . 9
3.2 Selection tree . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
3.3 Heat - Impact - Flow comparison . . . . . . . . . . . 13
3.4 Heat - Modulus - Flow comparison . . . . . . . . . . 14
3.5 Typical properties . . . . . . . . . . . . . . . . . . . . . . . 15
4 Properties . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
4.1 Thermal Properties . . . . . . . . . . . . . . . . . . . . . . 20
4.2 Flammability . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21
4.3 Mechanical properties . . . . . . . . . . . . . . . . . . . 22
4.4 Electrical properties . . . . . . . . . . . . . . . . . . . . . 25
4.5 Environmental resistance . . . . . . . . . . . . . . . . . 29
5 Design . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 34
6 Processing . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35
7 Secondary Operations . . . . . . . . . . . . . . . . 37
7.1 Welding . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 37
7.2 Adhesives . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 37
7.3 Mechanical Assembly . . . . . . . . . . . . . . . . . . . . 37
7.4 Painting . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 38
7.5 Metallization . . . . . . . . . . . . . . . . . . . . . . . . . . . 38
Addresses . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40
g GE Plastics Ultem® prof i le Contents page 2
Contents

1 Introduction
Ultem Polyetherimide resin, PEI, is an amorphoushigh performance polymer which is characterizedby excellent thermal properties, good chemicalresistance, inherent flame retardancy andexceptional dimensional stability.
The base polymer Ultem 1000 has a transparentamber brown colour, is manufactured bypolycondensation and has the following chemicalstructure:
Key properties of the Ultem 1000 base polymerare:
·High long-term heat resistance exhibiting a glasstransition temperature (Tg) of 217°C, HDT/Ae of190°C and relative thermal index (RTI) of 170°C
·Inherent flame retardancy with low smokeevolution, meeting ABD, FAR and NBSrequirements
·Excellent dimensional stability (low creepsensitivity and low, uniform coefficient of thermal expansion)
·Exceptional strength and modulus at elevatedtemperatures
·Good resistance to a broad range of chemicalssuch as automotive fluids, fully halogenatedhydrocarbons, alcohols and aqueous solutions
·Stable dielectric constant and dissipation factor over a wide range of temperatures and frequencies
·Transparency to visible light, infrared light, and microwave radiation.
·Compliancy with FDA, EU, national food contact regulations and USP Class VI
·Outstanding processibility on conventionalmoulding equipment
g GE Plastics Ultem® prof i le 1 In t roduct ion page 3
Ultem®
Polyetherimide Resins PEI PEI+PCE PEI+SI
Ultem
Injection moulding
Extrusion
Injection mouldingand Extrusion
unreinforced - 1000 series
unreinforced - 1000 series
Siltem
glass reinforced - 2000 series
unreinforced
glass reinforced
unreinforced
glass reinforced
unreinforced
glass reinforced
Multi purpose
Multi purpose
High impact - HTX series
High impact - HTX series
Wear resistant - 4000 series
Aircraft - 9000 series
Polymer blend - ATX series
Flexible copolymer
Chemical resistant - CRS 5000 series
High heat - 6000 series
Carbon fibre filled - 7000 series
N N
n
C
C
CH3
O
CCH3
O O
C
O
O
C
O

Tableware / Catering
Medical
Aircraft
Automotive
Automotive Lighting
Telecom, Moulded Interconnect Devices (MIDs)
Electrical and Lighting
HVAC / Fluid handling
2.1 Tableware / Catering
High performance and design flexibility allow Ultem resin to be used for a wide variety of high quality, reusable food service applications which are fully recyclable after their service life. Examples are food trays, soup mugs, steam insert pans or gastronormcontainers, cloches, microwavable bowls,ovenware, cooking utensils and re-usable airline casseroles.
Ultem resin in tableware and catering offers:
·Temperature resistance up to 200°C for hot air ovens:
·Excellent infra-red and microwave transparency for fast reheating of food
·Reheating in combi-steamer and thermal contact heater
·Proven property retention through over 1000 cycles in industrial washing machines with detergents
g GE Plastics Ultem® prof i le 2 Markets page 4
2 Markets

·Excellent stain resistance even with stain-proneproducts like tomato ketchup, carrots andbarbecue sauce
·Compliancy with FDA, EU and national foodcontact regulations
·Resistance against most cooking oils and greases
·Long-term hydrolytic stability
·Practical level of impact resistance (from subzero to 200°C)
·Cold touch (heated Ultem trays can be easily handled by hands)
·Ultem ATX series for superior impact behaviourand intermediate thermal performance
·Ultem HTX series for superior impact behaviourand similar heat performance to Ultem 1000
2.2 Medical
Ultem resin provides value added performancefor reusable medical devices like sterilizationtrays, stopcocks, dentist devices and pipettes.
The reasons why Ultem resin is the right choice for medical applications are:
·Full compliance with FDA and USP Class VI
·Ability to withstand various sterilization methodslike EtO gas, gamma radiation, autoclaving and dry heat
·Excellent chemical resistance against lipids,detergents and disinfectants
·Ultem HTX offers enhanced impact resistanceand optimum property retention after repeatedsterilization, proven up to 3000 autoclave cycles at 134°C
2.3 Aircraft
The inherently flame retardant Ultem productfamily is widely used in the aircraft industry inapplications like air and fuel valves, food traycontainers, steering wheels, interior claddingparts and (semi-)structural components.
g GE Plastics Ultem® prof i le 2 Markets page 5

Ultem is chosen because it offers:
·The Ultem 9000 series for full compliance withaircraft industry regulations for aircraft interiorsincluding ABD 0031, FAR 25.853, OSU 65/65heat release tests and NBS smoke density tests
·The Ultem 1000, 2000, CRS 5000, 6000 and 7000 series for compliance with aircraft industryregulations such as ABD 0031, FAR 25.853, OSU 100/100 heat release tests and NBS smokedensity tests
·Very low smoke and toxic gas emission, whichmakes it the material of choice for aircraftinteriors
·Chemical resistance against most fuels and fluids
·Excellent processibility with a very good partreproducibility
·Ultem CRS 5000 series for better resistanceagainst hydraulic aircraft fluids, such as Skydrol,compared to Ultem 1000
·Ability to manufacture Ultem based thermoplasticcomposites which allow increased productivity incomponent manufacturing over traditionalcomposite materials
·Ability to manufacture Ultem foam cores fortough, light-weight sandwich panels
2.4 Automotive
Ultem in the automotive industry providesmanufacturers with a high performance, cost-effective alternative to metal: strong enough toreplace steel in some applications and lightenough to replace aluminium in others.
For applications like transmission components,throttle bodies, ignition components, sensors and thermostat housings, Ultem resin offers:
·Heat resistance up to 200°C, RTI of 170°C
·Chemical resistance against most automotivefuels, fluids and oils
·Excellent dimensional stability (low creepsensitivity and low, uniform coefficient of thermal expansion)
·Superior torque strength and torque retention
·Excellent processibility with very tight moulding tolerances
·Elimination of secondary operations like machining and anodizing
g GE Plastics Ultem® prof i le 2 Markets page 6

2.5 Automotive Lighting
The Ultem product family has a specifically good fit in a heat dominated area like automotive lighting.
Typical applications are headlight reflectors,foglight reflectors, bezels and light bulb socketswhere Ultem resin provides:
·High heat resistance up to 200°C, RTI of 170°C
·Metallization without primer
·Competitive system cost vs traditional thermosetmaterials
·Design and processing flexibility which allowstypical free form reflector design
·Integration possibilities for mounting andadjustment fixings
·Infra-red transparency allowing heat dissipation
·Weight savings because of lighter, thinner walledreflectors than possible with traditional thermosetmaterials
·Excellent dimensional stability (low creepsensitivity and low, uniform coefficient of thermalexpansion)
·Recyclability of Ultem versus the “traditional”materials
2.6 Telecom, Moulded Interconnect Devices (MIDs)
Its unique plating capabilities make Ultem resinthe material of choice for Telecom and MIDapplications. Ultem allows the combination ofelectrical functions with the advantages ofinjection moulded three-dimensional mechanicalcomponents in: electrical control units, computercomponents, mobilephone internal antenna’s, rf-duplexers or microfilters and fiber opticconnectors.
Ultem resin offers:
·Unique plating capabilities with the chemicalbonding process
·Significant productivity through integration of components and ease of assembly through,among others, snap fits
·High heat resistance up to 200°C
·Stable dielectric constant and dissipation factorover a wide range of temperatures (subzero to200°C) and frequencies (1 Hz - 1010 Hz)
·Excellent dimensional stability, (low creepsensitivity and low, uniform coefficient of thermal expansion)
·Consistent processibility and thereforereproducibility of parts
g GE Plastics Ultem® prof i le 2 Markets page 7

2.7 Electrical and Lighting
From connectors to reflectors, Ultem resin is the material of choice for today’s demandingelectrical and lighting applications.
In these markets Ultem provides:
·Temperature resistance up to 200°C, RTI of 170°C and ball pressure test at 125°C
·Excellent dimensional stability (low creepsensitivity and low, uniform coefficient of thermal expansion)
·Compatibility with UL file E75735 for use as insulation materials in transformers and motors of up to 600 volts
·Inherent flame retardancy
·Passes glow wire test at 960°C (1 - 3.2 mm)
·Low water absorption
·Ultem grades with F0 and F1 classificationaccording to the French Standard forTransportation NF F 16 -101
·Suitability for use with dichroic coating without primer for reflectors
·Siltem STM 1500 for non-halogenated flexible cable and wire coatings
·Ultem 6000 series for high heat connectors
2.8 HVAC / Fluid handling
In circumstances where heat and fluids arecombined in an application, Ultem resin offers an ideal balance of properties.
For applications like water-pump impellers,expansion valves, hot water reservoirs and heat exchange systems, Ultem is chosen because it offers:
·Long-term heat resistance, RTI of 170°C
·Weld line strength, needed because of hightemperatures and dynamic pressures
·Potable water approval up to 90°C (KTW approval)
·Excellent mechanical properties under hot water conditions
·Good hydrolytic stability
·Excellent dimensional stability, (low creepsensitivity and low, uniform coefficient of thermal expansion)
g GE Plastics Ultem® prof i le 2 Markets page 8

3 Product Selection
3.1 Product description
3.1.1 Ultem 1000 series Base Polymer
·Multi purpose
·Unreinforced
·Food contact compliant grades available
·USP Class VI compliant grades available
·Low viscosity grades available
·Extrusion and injection moulding grades
3.1.2 Ultem 2000 series
·Glass reinforced
·Greater rigidity vs. Ultem 1000
·Improved dimensional stability over Ultem 1000
·Low viscosity grades available
3.1.3 Ultem 4000 series
·Wear resistance
·Reduced coefficient of friction
·Unreinforced and glass reinforced grades
3.1.4 Ultem CRS 5000 series
·Superior chemical resistance over Ultem 1000
·Better resistance against hydraulic aircraft fluidscompared to Ultem 1000
·Unreinforced and glass reinforced grades
3.1.5 Ultem 6000 series
·Highest heat resistance of all Ultem grades
3.1.6 Ultem 7000 series
·Carbon fibre-reinforced
·Exceptional strength-to-weight ratio
·Highest modulus of all Ultem grades
3.1.7 Ultem 9000 series
·Fulfills aircraft industry regulations (ABD, FAR, OSU and NBS)
·Delivered with individual lot certification
·Unreinforced and glass reinforced grades
·Extrusion and injection moulding grades
3.1.8 Siltem® STM 1500(PEI / siloxane copolymer)
·For wire and cable
·Halogen free composition
·For applications where minimal combustioncorrosion is required
·Extrusion and injection moulding grades
3.1.9 Ultem HTX series (high impact)
·Superior impact performance compared to Ultem 1000
·Enhanced chemical resistance and hydrolyticstability vs. Ultem 1000
·Autoclavability over 3000 cycles at 134°C with property retention
·Food contact compliant grades available
·USP Class VI compliant grades available
·Opaque colours only
·Extrusion and injection moulding grades
3.1.10 Ultem ATX series (polyetherimide /polycarbonate-ester blend)
·Intermediate heat performance
·Ultem ATX 100 offers higher impact performance compared to Ultem 1000
·Very high flow compared to Ultem 1000
·Metallizable without primer
·Food contact compliant grades available
g GE Plastics Ultem® prof i le 3 P roduct Se lect ion page 9

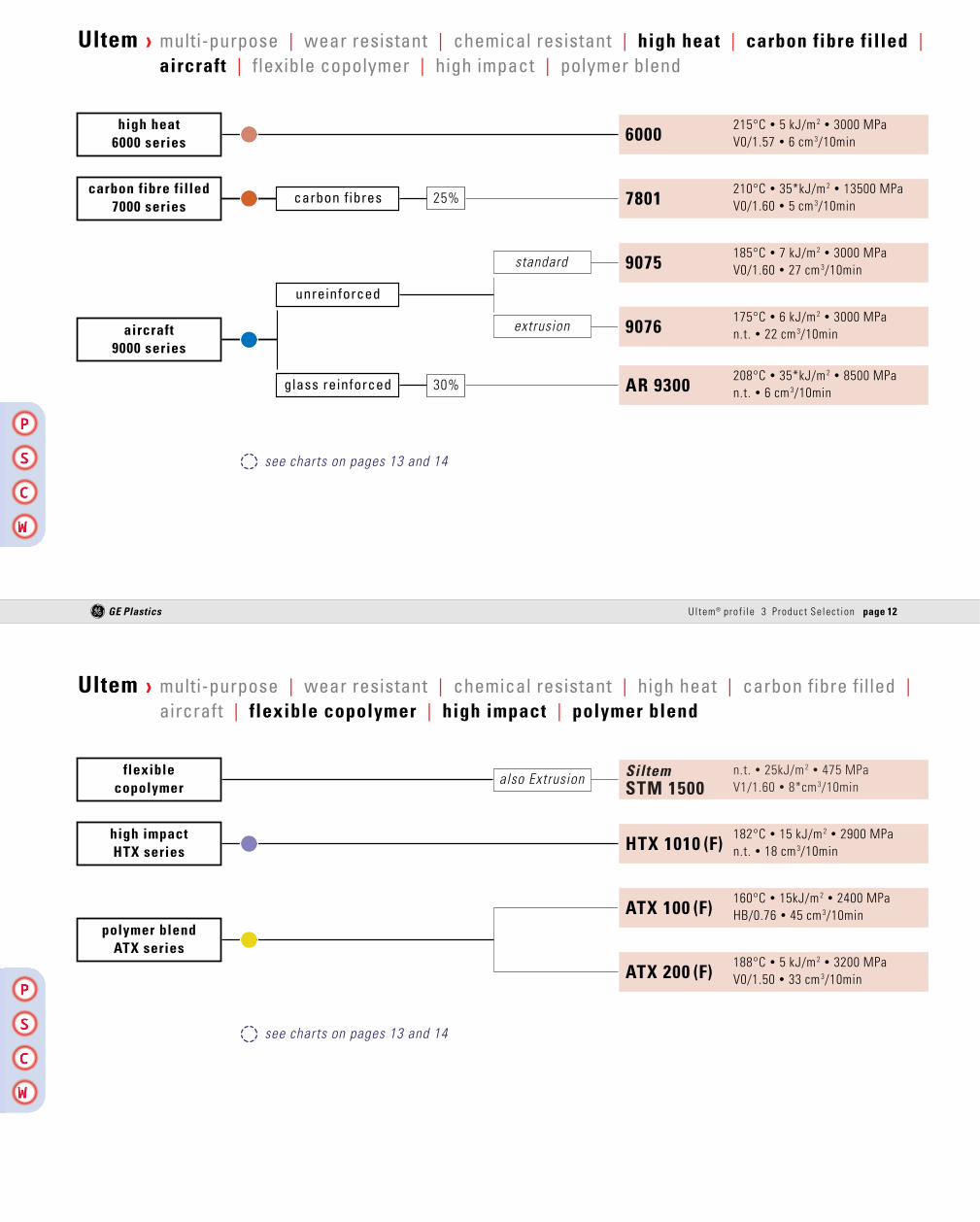
3.2 Selection tree
g GE Plastics Ultem® prof i le 3 P roduct Se lect ion page 10
multi-purpose
wear resistant
chemical resistant
high heat
carbon fibre filled
aircraft
flexible copolymer
high impact
polymer blend
Ultem
GRADEHeat • Impact • ModulusFlammability • Flow
Grade: All are injection moulding grades unless otherwise indicated.
(F): Food compliant version(R): Improved release version
Heat: HDT/Ae in °C (ISO 75)Impact: Izod Notched at 23°C in kJ/m 2 (ISO 180/1A)Impact*: Izod Unnotched at 23°C in kJ/m 2 (ISO 180/1U)Modulus: Flexural in MPa (ISO 178)
Flammability: Recognized at mm thickness (UL94)Flow: MVR at 360°C/5.00kg in cm 3/10min (ISO1133)Flow*: MVR at 320°C/2.16kg in cm 3/10min (ISO1133)
n.t.: not tested
Ultem › multi-purpose | wear resistant | chemical resistant | high heat | carbon fibre filled |aircraft | flexible copolymer | high impact | polymer blend
2400 (R)210°C • 35*kJ/m 2 • 10000 MPaV0/0.25 • 5 cm 3/10min
2300 (R)210°C • 40*kJ/m 2 • 7500 MPaV0/0.25 - 5VA/1.24 • 6 cm 3/10min
2200 (R)205°C • 30*kJ/m 2 • 6000 MPaV0/0.41 • 7 cm 3/10min
standard
standard
alsoExtrusion
10%
1000 (F,R)190°C • 6 kJ/m 2 • 3300 MPaV0/0.41 - 5VA/1.60 • 13 cm 3/10min
unreinforced1000 series
multi-purpose
high flow 1010 (F,R)190°C • 5 kJ/m 2 • 3300 MPaV0/0.71 - 5VA/3.00 • 25 cm 3/10min
glass reinforced2000 series
high pigmentloading 1110 (F)
185°C • 4 kJ/m 2 • 3300 MPaV0/0.74 • 21 cm 3/10min
2100 (R)205°C • 30*kJ/m 2 • 4500 MPaV0/0.4 1 • 9 cm 3/10min
20%
40%
30%
see charts on pages 13 and 14

g GE Plastics Ultem® prof i le 3 P roduct Se lect ion page 11
Ultem › multi-purpose | wear resistant | chemical resistant | high heat | carbon fibre filled |aircraft | flexible copolymer | high impact | polymer blend
2410 (R)210°C • 35*kJ/m 2 • 10000 MPaV0/0.25 - 5VA/1.57 • 7 cm 3/10min
2310 (R)210°C • 40*kJ/m 2 • 7500 MPaV0/0.25 - 5VA/1.24 • 8 cm 3/10min
2210 (R)205°C • 30*kJ/m 2 • 6000 MPaV0/0.41 • 10 cm 3/10min
multi-purpose
glass reinforced2000 series
10%
20%
40%
30%
30%
high flow
2110 (R)205°C • 30*kJ/m 2 • 4500 MPaV0/0.41 • 13 cm 3/10min
milled glass 2312192°C • 20*kJ/m 2 • 7000 MPaV0/0.81 • 12 cm 3/10min
see charts on pages 13 and 14
Ultem › multi-purpose | wear resistant | chemical resistant | high heat | carbon fibre filled |aircraft | flexible copolymer | high impact | polymer blend
4001190°C • 10 kJ/m 2 • 3000 MPaV0/1.60 - 5VA/1.50 • 13 cm 3/10minunreinforced
wear resistant4000 series
25% 4000205°C • 15*kJ/m 2 • 7000 MPaV0/0.84 • 5 cm 3/10minglass reinforced
chemical resistantCRS 5000 series
CRS 5001200°C • 8 kJ/m 2 • 2500 MPaV0/1.59 • 7 cm 3/10min
unreinforced
20% CRS 5201 (R)205°C • 40*kJ/m 2 • 5800 MPaV0/1.59 - 5VA/1.59 • 5 cm 3/10min
glass reinforced
30% CRS 5311215°C • 35*kJ/m 2 • 8200 MPaV0/1.59 • 7 cm 3/10min
standard
high flow CRS 5011200°C • 5 kJ/m 2 • 2900 MPaV0/1.60 • 20 cm 3/10min
see charts on pages 13 and 14
g GE Plastics Ultem® prof i le 3 P roduct Se lect ion page 12
Ultem › multi-purpose | wear resistant | chemical resistant | high heat | carbon fibre filled |aircraft | flexible copolymer | high impact | polymer blend
Ultem › multi-purpose | wear resistant | chemical resistant | high heat | carbon fibre filled |aircraft | flexible copolymer | high impact | polymer blend
9075185°C • 7 kJ/m 2 • 3000 MPaV0/1.60 • 27 cm 3/10min
unreinforced
aircraft9000 series
30% AR 9300208°C • 35*kJ/m 2 • 8500 MPan.t. • 6 cm 3/10minglass reinforced
also Extrusion Siltem n.t. • 25kJ/m 2 • 475 MPaSTM 1500 V1/1.60 • 8*cm 3/10min
flexiblecopolymer
HTX 1010 (F)182°C • 15 kJ/m 2 • 2900 MPan.t. • 18 cm 3/10min
high impactHTX series
standard
extrusion
ATX 100 (F)160°C • 15kJ/m 2 • 2400 MPaHB/0.76 • 45 cm 3/10min
polymer blendATX series
ATX 200 (F)188°C • 5 kJ/m 2 • 3200 MPaV0/1.50 • 33 cm 3/10min
9076175°C • 6 kJ/m 2 • 3000 MPan.t. • 22 cm 3/10min
see charts on pages 13 and 14
see charts on pages 13 and 14
high heat6000 series 6000
215°C • 5 kJ/m 2 • 3000 MPaV0/1.57 • 6 cm 3/10min
25% 7801210°C • 35*kJ/m 2 • 13500 MPaV0/1.60 • 5 cm 3/10mincarbon fibres
carbon fibre filled7000 series

3.3 Heat - Impact - Flow comparison
g GE Plastics Ultem® prof i le 3 P roduct Se lect ion page 13
Ultem unreinforcedmulti-purpose
standardhigh flowhigh pigment loading
Ultem unreinforcednon multi-purpose
wear resistantchemical resistanthigh heataircrafthigh impactpolymer blend
–
–
210
–
200
–
190
–
180
–
170
–
160
–
150
–
–| 0 2.5 5 7.5 10 12.5 15 17.5 20 22.5 25 |
Izod Notched Impact kJ/m2
Hea
t HDT
/Ae
°C
1110 (F)
1000 (F,R)
1010 (F,R)
9076aircraft
CRS 5011
–
–
210
–
200
–
190
–
180
–
170
–
160
–
150
–
–| 0 2.5 5 7.5 10 12.5 15 17.5 20 22.5 25 |
Izod Notched Impact kJ/m2
Hea
t HDT
/Ae
°C 6000high heat
CRS 5001
ATX 200 (F)
9075aircraft
4001wear
HTX 1010 (F)
ATX 100 (F)Flow Melt Volume Rate cm3/10 min
5 13.3 21.6 30
Flow Melt Volume Rate cm3/10 min
5 13.3 21.6 30

3.4 Heat - Modulus - Flow comparison
g GE Plastics Ultem® prof i le 3 P roduct Se lect ion page 14
–
–
210
–
200
–
190
–
180
–
170
–
160
–
150
–
–| 4000 5000 6000 7000 8000 9000 10000 11000 12000 13000 14000 |
Hea
t HDT
/Ae
°Cnormal glass fibres10% 20% 30% 40%
Flexural Modulus MPa
2410 (R)2310 (R)
2110 (R)
2400 (R)2300 (R)2100 (R)
2210 (R)
2312appearance30% milled glass fibres
2200 (R)
Flow Melt Volume Rate cm3/10 min
5 13.3 21.6 30
Ultem reinforcedmulti-purpose
standardhigh flowmilled glass
–
–
210
–
200
–
190
–
180
–
170
–
160
–
150
–
–| 4000 5000 6000 7000 8000 9000 10000 11000 12000 13000 14000 |
Flexural Modulus MPa
Hea
t HDT
/Ae
°Cnormal glass fibres carbon fibres20% 25% 30% 25%
4000wear
AR 9300aircraft
7801
CRS 5311
CRS 5201 (R)
Flow Melt Volume Rate cm3/10 min
5 13.3 21.6 30
Ultem reinforcednon multi-purpose
wear resistantchemical resistantcarbon fibre filledaircraft

g GE Plastics Ultem® prof i le 3 Product Selection page 15NB : not broken · – : not relevant · n.t.: not tested
MechanicalTensile stress at yield (at break) at 50 mm/min MPa R527
at break at 5 mm/min MPa R527 MPTS (150 x 20/10 x 4)Tensile strain at yield (at break) at 50 mm/min % R527
at break at 5 mm/min % R527 MPTSTensile modulus at 1 mm/min MPa R527 MPTSFlexural stress at yield (at break) at 2 mm/min MPa 178 80 x 10 x 4Flexural modulus at 2 mm/min MPa 178 80 x 10 x 4Hardness Ball indentation H 358/30 MPa 2039-1 53456 50 x 50 x 4
Rockwell R, M or L scale 2039-2 D785Abrasion resistance Taber, CS-17, 1 kg per 1000 cycles mg GE*
ImpactIzod notched at +23°C [-30°C] kJ/m2 180-1A
unnotched at +23°C [-30°C] kJ/m 2 180-1C 80 x 10 x 4Charpy notched at +23°C [-30°C] kJ/m2 53453
unnotched at +23°C [-30°C] kJ/m 2 53453 80 x 10 x 4
ThermalVicat A/50 10N (method A) at 50°C/h °C 306
B/50 50N (method B) at 50°C/h °C 306 110 x 10 x 4B/120 50N (method B) at 120°C/h °C 306 53460
HDT/Ae edgewise, span 100 mm at 1.80 MPa °C 75/Be at 0.45 MPa °C 75 110 x 10 x 4
Ball pressure passes at °C °C 335-1*Relative Temperature Index RTI Electrical properties °C UL746B* 1)
Mechanical properties with Impact °C UL746B*Mechanical properties without Impact °C UL746B*
Thermal conductivity W/m°C 52612 C177Coefficient of CTE in flow direction 1/°C 53752 D696 2)
Thermal Expansion in ⊥ flow direction 1/°C 53752 D696 110 x 10 x 4
FlammabilityUL94 rating flame class rating at mm thickness class at mm UL94* 125 x 13, thickness as noted 1)
3)
Limited Oxygen Index LOI % 4589 D2863 150/80 x 10 x 4 3)
Glow wire passed at °C at mm thickness °C at mm 695-2-1*Needle flame passed at 10 sec at 3.2 mm — 695-2-2*Hot Wire Ignition HWI Performance Level Class PLC UL746A* 1)
High-Current Arc Ignition HAI Performance Level Class PLC UL746A*4)
ElectricalDielectric strength in oil at 0.8 mm / 1.6 mm / 3.2 mm kV/mm 243* 0303T2* D149Surface resistivity Ohm 93* 0303T3* D257Volume resistivity Ohm·cm 93* 0303T3* D257Relative permittivity or Dielectric constant at 50 Hz (at 1 MHz) — 250* 0303T4* D150Dissipation factor or Loss tangent at 50 Hz — 250* 0303T4* D150
at 1 MHz — 250* 0303T4* D150Comparative Tracking Index CTI (CTI- M) 50 drops [M: wetting agent] V 112* 0303T1* D3638 5)
Comparative Tracking Index CTI Performance Level Class PLC UL746A* 1)
Arc Resistance D-495 Performance Level Class PLC UL746A*4)
High Voltage Arc-Tracking Rate HVTR Performance Level Class PLC UL746A*
PhysicalDensity g/cm 3 1183 53479 D792Moisture absorption at saturation at 23°C, 50% R.H. % 62 D570Water absorption at saturation at 23°C, in water % 62 D570Mould shrinkage in flow direction % R527 D955 6)
RheologicalMelt Volume Rate MVR at 360 °C / 5 kg cm3/10 min 1133 53735 granules
Typical values only.Variations within normal tolerances are possible for various colours.
Test Method
ISO DIN ASTMIEC* VDE* other*
Unit Test Specimen
MPTS (multi purpose test speci-men) as defined in ISO 3167.Smaller test specimens may bemachined from MPTS.All dimensions in mm.
4) measured at 3 - 3.2 mm thickness - valuesmay differ for other thicknesses
5) values may differ with pigmented materials
6) only typical data for material selection purposes - not to be usedfor part/tool design; for glass reinforced grades: values maydiffer with glass fibre orientation
1 ) as recognized on UL yellow cards; UL recognition may differ with colour2) values may differ with glass fibre orientation3) these ratings are not intended to reflect hazards presented by this or
other material under actual fire conditions
3.5 Typical properties

g GE Plastics Ultem® prof i le 3 Product Selection page 16NB : not broken · – : not relevant · n.t.: not tested
1010 (F,R)105 (85)–6 (60)–3200160 (–)3300140M10910
5 (5)– (–)n.t. (n.t.)– (–)
2152112121901951251701701700.245.0·10-5
5.0·10-5
V0/0.715VA/3.0047960/1.0-3.21.013
33 / 25 / 16>1015
>1015
2.9 (2.9)0.00050.006150 (100)452
1.270.71.250.5-0.7
25
1010 (F,R)
1110 (F)110 (80)–6 (10)–3500140 (–)3300145n.t.10
4 (4)– (–)n.t. (n.t.)– (–)
210200205185200125n.t.n.t.n.t.0.265.0·10-5
5.0·10-5
V0/0.715VA/3.0047960/1.0-3.2n.t.––
–/ – / 17>1015
>1015
3.5 (–)0.0016–175 (125)–––
1.370.651.200.4-0.6
21
1110 (F)
1000 (F,R)105 (85)–6 (60)–3200160 (–)3300140M10910
6 (6)– (–)4 (4)– (–)
2152112121902001251701701700.245.0·10-5
5.0·10-5
V0/0.415VA/1.6047960/1.0-3.21.013
33 / 25 / 16>1015
>1015
2.9 (2.9)0.00050.006150 (100)452
1.270.71.250.5-0.7
13
1000 (F,R)
2110 (R)– (–)115– (–)46000– (185)4500140n.t.15
– (–)30 (30)– (–)35 (35)
2232122172052101251701701700.252.6·10-5
6.0·10-5
V0/0.41n.t.46960/1.0-3.21.014
34 / 27 / 15>1015
>1015
3.0 (2.9)0.00090.0025150 (100)462
1.340.610.4-0.6
13
2110 (R)
2200 (R)– (–)140– (–)27600– (210)6000150M11417
– (–)30 (30)– (–)35 (35)
2232122182052101251701701700.282.5·10-5
6.0·10-5
V0/0.41n.t.46960/1.0-3.21.014
34 / 26 / 16>1015
>1015
3.1 (3.0)0.00080.0025150 (100)462
1.420.5510.3-0.5
7
2200 (R)
2210 (R)– (–)140– (–)27600– (210)6000150M11417
– (–)30 (30)– (–)35 (35)
2232122182052101251701701700.282.5·10-5
6.0·10-5
V0/0.41n.t.46960/1.0-3.21.014
34 / 26 / 16>1015
>1015
3.1 (3.0)0.00080.0025150 (100)462
1.420.5510.3-0.5
10
2210 (R)
2100 (R)– (–)115– (–)46000– (185)4500140M10915
– (–)30 (30)– (–)35 (35)
2232122172052101251701701700.252.6·10-5
6.0·10-5
V0/0.41n.t.46960/1.0-3.21.014
34 / 27 / 15>1015
>1015
3.0 (2.9)0.00090.0025150 (100)462
1.340.610.4-0.6
9
2100 (R)
MechanicalTens. stress y (b) 50
b 5Tens. strain y (b) 50
b 5Tens. modulusFlex. stress y (b)Flex. modulusHardness Ball
RockwellAbrasion Taber
ImpactIzod notch. 23° (-30°) C
unnotch. 23° (-30°) CCharpy notch. 23° (-30°) C
unnotch. 23° (-30°) C
ThermalVicat A/50
B/50B/120
HDT/ Ae 1.80 MPa/ Be 0.45 Mpa
Ball PressureRTI Electrical
Mech. with Impactwithout Impact
Thermal conductivityCTE flow
⊥ flow
FlammabilityUL94
LOIGlow wireNeedle flameHWI - PLCHAI - PLC
ElectricalDiel. str. oil 0.8 / 1.6 / 3.2 mmSurface resistivityVolume resistivityRel. permitt. 50 Hz (1 MHz)Dissipation f. 50 Hz
1 MHzCTI (CTI-M)CTIArc D-495HVTR
PhysicalDensityMoisture abs. 23°CWater abs. 23°CMould shrink. flow
RheologicalMVR
UnitMPaMPa%%MPaMPaMPaMPascalemg
kJ/m 2
kJ/m 2
kJ/m 2
kJ/m 2
°C°C°C°C°C°C°C°C°CW/m°C1/°C1/°C
class at mm
%°C at mm—PLCPLC
kV/mmOhmOhm·cm———VPLCPLCPLC
g/cm 3
%%%
cm 3/10 min
Typical values only.Not to be used forspecification purposes.
unreinforced
standardhighflow
highpigmentloading
glass reinforced
10%highflow
20%highflow
multi purpose
page 17

g GE Plastics Ultem® prof i le 3 Product Selection page 17NB : not broken · – : not relevant · n.t.: not tested
MechanicalTens. stress y (b) 50
b 5Tens. strain y (b) 50
b 5Tens. modulusFlex. stress y (b)Flex. modulusHardness Ball
RockwellAbrasion Taber
ImpactIzod notch. 23° (-30°) C
unnotch. 23° (-30°) CCharpy notch. 23° (-30°) C
unnotch. 23° (-30°) C
ThermalVicat A/50
B/50B/120
HDT/ Ae 1.80 MPa/ Be 0.45 Mpa
Ball PressureRTI Electrical
Mech. with Impactwithout Impact
Thermal conductivityCTE flow
⊥ flow
FlammabilityUL94
LOIGlow wireNeedle flameHWI - PLCHAI - PLC
ElectricalDiel. str. oil 0.8 / 1.6 / 3.2 mmSurface resistivityVolume resistivityRel. permitt. 50 Hz (1 MHz)Dissipation f. 50 Hz
1 MHzCTI (CTI-M)CTIArc D-495HVTR
PhysicalDensityMoisture abs. 23°CWater abs. 23°CMould shrink. flow
RheologicalMVR
UnitMPaMPa%%MPaMPaMPaMPascalemg
kJ/m 2
kJ/m 2
kJ/m 2
kJ/m 2
°C°C°C°C°C°C°C°C°CW/m°C1/°C1/°C
class at mm
%°C at mm—PLCPLC
kV/mmOhmOhm·cm———VPLCPLCPLC
g/cm 3
%%%
cm 3/10 min
Typical values only.Not to be used forspecification purposes.
2300 (R)– (–)165– (–)29500– (225)7500165M11420
– (–)40 (40)– (–)40 (40)
2252132202102151251801701800.32.0·10-5
6.0·10-5
V0/0.255VA/1.2448960/1.0-3.21.014
35 / 26 / 15>1015
>1015
3.3 (3.4)0.00160.0023150 (100)463
1.510.50.90.2-0.4
6
2300 (R)
2310 (R)– (–)165– (–)29500– (225)7500165M11420
– (–)40 (40)– (–)40 (40)
2252132202102151251801701800.32.0·10-5
6.0·10-5
V0/0.255VA/1.2448960/1.0-3.21.014
35 / 26 / 15>1015
>1015
3.3 (3.4)0.00160.0023150 (100)463
1.510.50.90.2-0.4
8
2310 (R)
2312– (–)85– (–)37000– (145)7000160n.t.35
– (–)20 (20)– (–)25 (25)
2202112131922061251701701700.32.3·10-5
2.7·10-5
V0/0.81n.t.n.t.960/1.0-3.21.013
– / – / –>1015
>1015
n.t. (3.4)n.t.n.t.150 (n.t.)470
1.510.50.90.2-0.4
12
2312
2400 (R)– (–)180– (–)211500– (240)10000170M12520
– (–)35 (35)– (–)40 (40)
2302172252102151251701701700.331.5·10-5
4.5·10-5
V0/0.25n.t.48960/1.0-3.21.004
35 / 26 / 16>1015
>1015
3.5 (3.1)0.00250.0019150 (100)554
1.610.40.80.1-0.3
5
2400 (R)
2410 (R)– (–)180– (–)211500– (240)10000170M12520
– (–)35 (35)– (–)40 (40)
2302172252102151251701701700.331.5·10-5
4.5·10-5
V0/0.255VA/1.5748960/1.0-3.21.004
35 / 26 / 16>1015
>1015
3.5 (3.1)0.00250.0019150 (100)554
1.610.40.80.1-0.3
7
2410 (R)
glass reinforced
40%highflow
30%high milledflow glass
multi purpose
page 16
page 16

g GE Plastics Ultem® prof i le 3 Product Selection page 18NB : not broken · – : not relevant · n.t.: not tested
CRS 5001100 (95)–8 (50)–3200110 (105)2500135R12310
8 (8)– (–)n.t. (n.t.)– (–)
225220222200210125n.t.n.t.n.t.0.295.0·10-5
6.0·10-5
V0/1.59n.t.47960/1.0-3.21.000
n.t. / 26 / 16>1015
>1015
3.2 (3.0)0.00160.0043175 (125)453
1.280.61.200.6-0.8
7
CRS 5001
4000– (–)90– (–)19900– (120)7000140M8530
– (–)15 (15)– (–)– (–)
225215220205210125n.t.n.t.n.t.0.431.5·10-5
5.0·10-5
V0/0.84n.t.48960/1.0-3.21.0n.t.n.t.
n.t./n.t./n.t.>1015
>1015
n.t. (n.t.)n.t.n.t.200 (100)4n.t.n.t.
1.680.30.70.1-0.3
5
4000
400195 (75)–6 (30)–3000125 (–)3000130M1102
10 (8)– (–)11 (9)– (–)
2152082101902001251701701700.263.9·10-5
4.0·10-5
V0/1.605VA/1.5048960/1.0-3.23.2n.t.n.t.
n.t./n.t./n.t.>1015
>1015
n.t. (n.t.)n.t.n.t.150 (n.t.)n.t.n.t.n.t.
1.330.61.100.6-0.8
13
4001
CRS 5311– (–)160– (–)210000(–) 2108200165n.t.n.t.
– (–)35 (35)– (–)– (–)
228220222215215125n.t.n.t.n.t.0.332.0·10-5
7.0·10-5
V0/1.595VA/1.59n.t.960/1.0-3.21.004
n.t./n.t./n.t.>1015
>1015
n.t. (n.t.)n.t.n.t.150 (100)454
1.520.150.90.2-0.4
7
CRS 5311
CRS 5011100 (85)n.t.8 (50)n.t.2900110 (n.t.)2900n.t.n.t.n.t.
5 (5)– (–)n.t. (n.t.)– (–)
220215215200210125n.t.n.t.n.t.n.t.5.5 ·10-5
5.5 ·10-5
V0/1.60n.t.49960/3.2n.t.n.t.n.t.
n.t. / n.t. / 18.1>1015
2.5 ·1015
3.2 (n.t.)0.0021n.t.150 (100)n.t.n.t.n.t.
1.280.21.200.5-0.7
20
CRS 5011
CRS 5201 (R)– (–)135– (–)37200(–) 1805800145n.t.n.t.
– (–)40 (40)– (–)– (–)
225220222205210125n.t.n.t.n.t.n.t.2.0·10-5
5.0·10-5
V0/1.59n.t.47960/1.0-3.21.004
n.t. / 26 / 16>1015
>1015
3.2 (3.0)0.00160.0043150 (100)454
1.430.21.000.3-0.5
5
CRS 5201 (R)
6000110 (95)–7 (15)–3100140 (–)3000160M110n.t.
5 (5)– (–)n.t. (n.t.)– (–)
235222230215220125n.t.n.t.n.t.n.t.4.5·10-5
4.5·10-5
V0/1.57n.t.47960/1.0-3.21.004
n.t./29/18.6>1015
>1015
3.2 (n.t.)0.0015n.t.150 (100)n.t.n.t.n.t.
1.30.810.4-0.6
6
6000
7801– (–)200–1.516000– (260)13500180n.t.20
– (–)35 (35)– (–)35 (35)
225215220210220125n.t.n.t.n.t.0.360.7·10-5
6.0·10-5
V0/1.60n.t.n.t.960/1.0-3.21.0n.t.n.t.
– / – / –––– (–)––– (–)–––
1.370.50.90.2-0.4
5
7801
high heat carbon fibrefilled
25%30%20%
unreinforced unreinforcedglassreinforced
25% standard high flow
glassreinforced
chemical resistantwear resistant
MechanicalTens. stress y (b) 50
b 5Tens. strain y (b) 50
b 5Tens. modulusFlex. stress y (b)Flex. modulusHardness Ball
RockwellAbrasion Taber
ImpactIzod notch. 23° (-30°) C
unnotch. 23° (-30°) CCharpy notch. 23° (-30°) C
unnotch. 23° (-30°) C
ThermalVicat A/50
B/50B/120
HDT/ Ae 1.80 MPa/ Be 0.45 Mpa
Ball PressureRTI Electrical
Mech. with Impactwithout Impact
Thermal conductivityCTE flow
⊥ flow
FlammabilityUL94
LOIGlow wireNeedle flameHWI - PLCHAI - PLC
ElectricalDiel. str. oil 0.8 / 1.6 / 3.2 mmSurface resistivityVolume resistivityRel. permitt. 50 Hz (1 MHz)Dissipation f. 50 Hz
1 MHzCTI (CTI-M)CTIArc D-495HVTR
PhysicalDensityMoisture abs. 23°CWater abs. 23°CMould shrink. flow
RheologicalMVR
UnitMPaMPa%%MPaMPaMPaMPascalemg
kJ/m 2
kJ/m 2
kJ/m 2
kJ/m 2
°C°C°C°C°C°C°C°C°CW/m°C1/°C1/°C
class at mm
%°C at mm—PLCPLC
kV/mmOhmOhm·cm———VPLCPLCPLC
g/cm 3
%%%
cm 3/10 min
Typical values only.Not to be used forspecification purposes.

g GE Plastics Ultem® prof i le 3 Product Selection page 19NB : not broken · – : not relevant · n.t.: not tested
MechanicalTens. stress y (b) 50
b 5Tens. strain y (b) 50
b 5Tens. modulusFlex. stress y (b)Flex. modulusHardness Ball
RockwellAbrasion Taber
ImpactIzod notch. 23° (-30°) C
unnotch. 23° (-30°) CCharpy notch. 23° (-30°) C
unnotch. 23° (-30°) C
ThermalVicat A/50
B/50B/120
HDT/ Ae 1.80 MPa/ Be 0.45 Mpa
Ball PressureRTI Electrical
Mech. with Impactwithout Impact
Thermal conductivityCTE flow
⊥ flow
FlammabilityUL94
LOIGlow wireNeedle flameHWI - PLCHAI - PLC
ElectricalDiel. str. oil 0.8 / 1.6 / 3.2 mmSurface resistivityVolume resistivityRel. permitt. 50 Hz (1 MHz)Dissipation f. 50 Hz
1 MHzCTI (CTI-M)CTIArc D-495HVTR
PhysicalDensityMoisture abs. 23°CWater abs. 23°CMould shrink. flow
RheologicalMVR
UnitMPaMPa%%MPaMPaMPaMPascalemg
kJ/m 2
kJ/m 2
kJ/m 2
kJ/m 2
°C°C°C°C°C°C°C°C°CW/m°C1/°C1/°C
class at mm
%°C at mm—PLCPLC
kV/mmOhmOhm·cm———VPLCPLCPLC
g/cm 3
%%%
cm 3/10 min
Typical values only.Not to be used forspecification purposes.
1 ) Shore D hardness according to ISO 868 of Siltem STM 1500 is 692 ) MVR of Siltem STM 1500 at 320°C/2.16 kg
907695 (70)n.t.6 (50)n.t.3000135 (n.t.)3000145n.t.n.t.
6 (6)n.t. (n.t.)6 (6)n.t. (n.t.)
210200200175195125n.t.n.t.n.t.0.265.5·10-5
5.5 ·10-5
n.t.n.t.50960/3.2n.t.n.t.n.t.
n.t./n.t./ 18>1015
>1015
2.9 (2.8)n.t.0.005150 (n.t.)n.t.n.t.n.t.
1.300.71.250.6-0.8
27
9076
907590 (75)–6 (25)–3200125 (120)3000127n.t.15
7 (5)– (–)7 (6)– (–)
210200200185200125n.t.n.t.n.t.0.235.0·10-5
5.0·10-5
V0/1.60n.t.n.t.960/1.0-3.2n.t.n.t.n.t.
n.t./n.t./n.t.n.t.n.t.n.t. (n.t.)n.t.n.t.n.t. (n.t.)n.t.n.t.n.t.
1.320.71.250.6-0.8
27
9075
AR 9300– (–)165– (–)29500(–) 2258500160n.t.n.t.
– (–)35 (35)– (–)40 (40)
220211215208212125n.t.n.t.n.t.0.31.7·10-5
4.2·10-5
n.t.n.t.n.t.960/1.0-3.2n.t.n.t.n.t.
n.t./n.t./n.t.n.t.n.t.n.t. (n.t.)n.t.n.t.n.t. (n.t.)n.t.n.t.n.t.
1.49n.t.n.t.0.2-0.4
6
AR 9300
ATX 100 (F)68 (55)– (–)7 (30)– (–)235090 (–)2400111–n.t.
15 (13)– (–)19 (15)– (–)
182169176160168125n.t.n.t.n.t.n.t.6.0·10-5
5.9·10-5
HB/0.76n.t.n.t.960/3.2n.t.n.t.n.t.
n.t./n.t./n.t.>1015
>1015
n.t. (n.t.)n.t.n.t.175 (n.t.)––n.t.
1.21n.t.n.t.0.5-0.7
45
ATX 100 (F)
ATX 200 (F)98 (75)– (–)7 (21)– (–)3100130 (–)3200130–20
5 (5)– (–)4 (4)– (–)
207200202188204125n.t.n.t.n.t.0.224.7·10-5
4.5·10-5
V0/1.50n.t.n.t.960/3.2n.t.n.t.n.t.
n.t./n.t./n.t.>1015
>1015
n.t. (n.t.)n.t.n.t.150 (n.t.)––n.t.
1.260.7n.t.0.5-0.7
33
ATX 200 (F)
HTX 1010 (F)97 (80)– (–)6 (15)– (–)3100122 (–)2900115–15
15 (9)– (–)15 (14)– (–)
215210212182197125n.t.n.t.n.t.n.t.n.t.n.t.
n.t.n.t.n.t.960/1.0-3.2n.t.n.t.n.t.
n.t./n.t./n.t.>1015
>1015
n.t. (n.t.)n.t.n.t.125 (n.t.)––n.t.
1.270.7n.t.0.5-0.7
18
HTX 1010 (F)
SiltemSTM 150020 (25)– (–)15 (110)– (–)59020 (18)475–– 1 )
60
25 (15)– (–)n.t. (n.t.)– (–)
n.t.7578––75n.t.n.t.n.t.n.t.11·10-5
9·10-5
V1/1.60n.t.48960/1.0-3.2n.t.n.t.n.t.
– / – / 19>1015
>1015
3 (n.t.)n.t.n.t.175 (100)––n.t.
1.18n.t.n.t.1.2-1.4
8 2)
STM 1500Siltem
aircraft
30%standard extrusion
unreinforced glassreinforced
polymer blendhigh impactflexiblecopolymer

4.1 Thermal Properties
An outstanding property of Ultem resin is its ability to withstand long-term exposure to elevated temperatures. This high heatperformance, combined with excellentflammability ratings and Underwriters’Laboratory, UL, recognition, qualifies Ultem for demanding high temperature applications.
* Typical values only. In all cases extensive testing of the application under the working conditions is strongly recommended. The actual performance and interpreting of the results of end-use testing are the end-producer’s responsibility.
Heat deflection temperature and continuous use ratingsIn recognition of its inherent thermal stability, UL has granted the Ultem 1000 base polymer arelative thermal index (RTI) of 170°C, accordingto UL746B. The polymer’s high glass transitiontemperature (Tg) of 217°C coupled with its highheat deflection temperature (HDT/Ae 1.80 MPa)of 190°C contributes to its excellent retention ofphysical properties at elevated temperatures.
■ F IGURE 1 shows the ability of Ultem resin tomaintain this high heat deflection temperaturewith increased stress, an important considerationto the design engineer.
g GE Plastics Ultem® prof i le 4 P roper t ies page 20
4 Properties*
■ F IGURE 1Heat deflection temperature of Ultem 1000 vs. applied stress
Hea
t d
efle
ctio
n t
emp
erat
ure
(°C
)
Applied stress (MPa)
225
200
175
150
1250 1 2 3 4 5 6 7 8 9 10

■ F IGURE 2 compares the high heat deflectiontemperature of Ultem 1000 with those of otherhigh performance engineering thermoplastics.
Coefficient of thermal expansionAnother important design consideration is thethermal expansion of a material, particularly inapplications where plastic parts are mated withmetal parts or have metal inserts. ■ TABLE 1 liststhe coefficient of thermal expansion for thefamily of Ultem grades and demonstrates thecapability of matching the values of several metals.
4.2 Flammability
Flame resistanceUltem resin exhibits exceptionally good flame resistance without the use of additives. For example, Ultem 1000 has been rated V0 at 0.41 mm under UL94, and 5VA at 1.6 mm.In addition, as seen in ■ F IGURE 3 , it has a limited oxygen index of 47, the highest of anycommonly used engineering thermoplastic.
Combustion characteristicsA key factor in determining the relative safety of a polymeric material is its smoke generationunder actual fire conditions. Measured against
g GE Plastics Ultem® prof i le 4 P roper t ies page 21
Material Flow direction Cross flow direction(10-5/°C) (10-5/°C)
Ultem 1000 5 5
Ultem 2100 2.6 6
Ultem 2200 2.5 6
Ultem 2300 2 6
Ultem 2312 2.3 2.7
Ultem 2400 1.5 4.5
Polysulfone 5.6
Polysulfone 10% GF 3.6
High Heat Polycarbonate 7.5
Brass 1.6-1.8
Zinc 2.7
Aluminium 2.2
Steel 1.2-1.5
■ TABLE 1Coefficient of linear thermal expansion
■ F IGURE 2Heat Deflection Temperature (HDT/Ae 1.80 MPa)
Hea
t d
efle
ctio
n t
emp
erat
ure
(°C
)
250
200
150
100Ul
tem
100
0
Ulte
m 2
100
(10%
GF)
Ulte
m 2
400
(40%
GF)
Poly
ethe
rsul
fone
Poly
sulfo
ne
High
hea
tpo
lyca
rbon
ate
Ulte
m A
TX10
0
Ulte
m A
TX20
0

other engineering thermoplastics, Ultem resinexhibits extremely low levels of smoke generationas demonstrated by the NBS smoke evolution testresults shown in ■ F IGURE 4 . Furthermore, theproducts of combustion of Ultem resin have beenshown to be no more toxic than those of wood.
Aircraft industry regulationsUltem resin is widely used in aircraft applicationsbecause of its compliance with aircraft industryregulations. ■ TABLE 2 lists the performance ofthe different Ultem series according to theseregulations.
4.3 Mechanical properties
StrengthAt room temperature, Ultem resin exhibitsstrength well beyond that of most engineeringthermoplastics, with a tensile stress at yield of 105 MPa (ISO R527)and a flexural strength atyield of 160 MPa (ISO 178).
Even more impressive is the retention of strengthat elevated temperatures. At 190°C, a temperaturewell beyond the useful range of most otherengineering thermoplastics, Ultem resin retainsapproximately 50 MPa tensile stress (ISO R527),as illustrated in ■ F IGURE 5 .
g GE Plastics Ultem® prof i le 4 P roper t ies page 22
Polyethersulfone Polysulfone High heatpolycarbonate
Ultem 1000
■ F IGURE 3Oxygen index
Oxy
gen
ind
ex (
%)
50
40
30
20
10
Material + Grade FAR OSU Smoke Toxicity25.853 Ds 4min
Ultem 1000 series a(60s) 100/100 <50 pass
Ultem 2000 series a(60s) 100/100 <50 pass
Ultem CRS 5000 series a(60s) 100/100 <50 pass
Ultem 6000 series a(60s) 100/100 <50 pass
Ultem 7000 series a(60s) 100/100 <50 pass
Ultem 9000 series a(60s) 65/65 <50 pass
ABD 0031 contains requirements for smoke, toxicity and FAR 25.853.FAR 25.853 classifies materials for flammability.OSU (Ohio State University) calorimeter requirements for larger parts.
■ TABLE 2Aircraft regulation compliance according to ABD 0031, FAR 25.853, OSU
■ F IGURE 4Smoke evolution by NBS test Dmax 20 min
Ultem 1000 Polyethersulfone Polysulfone
Smok
e d
ensi
ty (
Dm
ax)
240
180
120
60
0

■ F IGURE 6 demonstrates the higher tensile stress of Ultem 1000 compared to other highperformance engineering materials. The out-standing inherent strength of Ultem resin isfurther enhanced through reinforcement withglass fibres, as shown in ■ F IGURE 7 whichcompares Ultem 2200 (20% glass reinforcedgrade) with other glass reinforced engineeringthermoplastics.
g GE Plastics Ultem® prof i le 4 P roper t ies page 23
Ultem
24002300220021001000
CRS5001
■ F IGURE 5Tensile stress as afunction of temperature
Ten
sile
str
ess
(MP
a)
Temperature (°C)
250
200
150
100
50
0-50 0 50 100 150 200
■ F IGURE 7Tensile stress (23°C) at break (5mm/min)
■ F IGURE 6Tensile stress (23°C) at yield (50mm/min)
Ten
sile
str
ess
(MP
a) 110
100
90
80
70
60
50
40
30
Ulte
m 1
000
Poly
ethe
rsul
fone
Poly
sulfo
ne
High
hea
tpo
lyca
rbon
ate
Ulte
m A
TX10
0
Ulte
m A
TX20
0 Ultem 2200 Polyethersulfone Polysulfone20% GF 20% GF 20% GF
Ten
sile
str
ess
(MP
a) 140
120
100
80
60
40
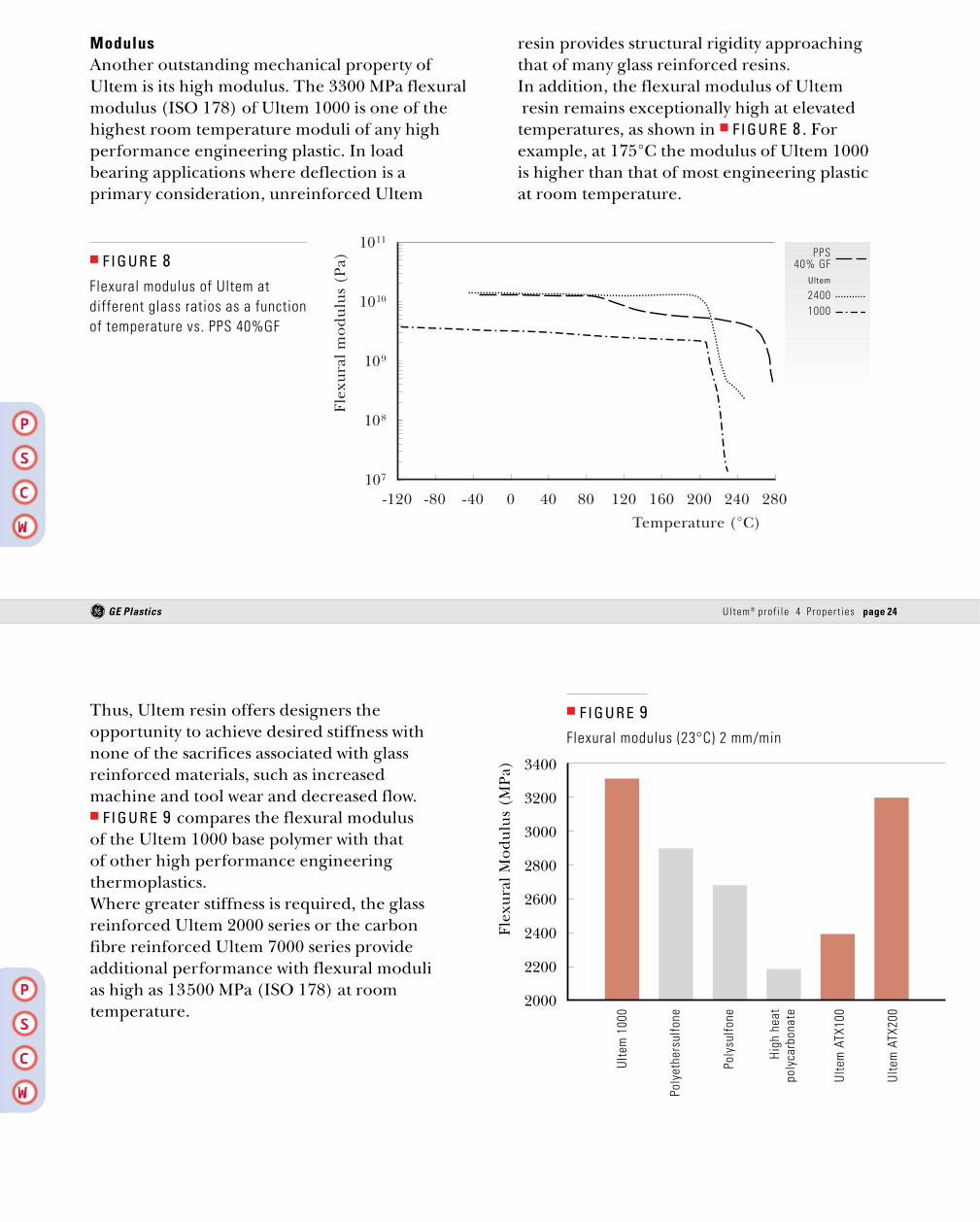
ModulusAnother outstanding mechanical property ofUltem is its high modulus. The 3300 MPa flexuralmodulus (ISO 178) of Ultem 1000 is one of thehighest room temperature moduli of any highperformance engineering plastic. In load bearing applications where deflection is a primary consideration, unreinforced Ultem
resin provides structural rigidity approaching that of many glass reinforced resins.In addition, the flexural modulus of Ultemresin remains exceptionally high at elevatedtemperatures, as shown in ■ F IGURE 8 . Forexample, at 175°C the modulus of Ultem 1000 is higher than that of most engineering plastic at room temperature.
Thus, Ultem resin offers designers theopportunity to achieve desired stiffness with none of the sacrifices associated with glass reinforced materials, such as increased machine and tool wear and decreased flow.■ F IGURE 9 compares the flexural modulus of the Ultem 1000 base polymer with that of other high performance engineeringthermoplastics. Where greater stiffness is required, the glassreinforced Ultem 2000 series or the carbon fibre reinforced Ultem 7000 series provideadditional performance with flexural moduli as high as 13500 MPa (ISO 178) at roomtemperature.
g GE Plastics Ultem® prof i le 4 P roper t ies page 24
Flex
ura
l Mod
ulu
s (M
Pa) 3400
3200
3000
2800
2600
2400
2200
2000
Ulte
m 1
000
Poly
ethe
rsul
fone
Poly
sulfo
ne
High
hea
tpo
lyca
rbon
ate
Ulte
m A
TX10
0
Ulte
m A
TX20
0
■ F IGURE 8Flexural modulus of Ultem atdifferent glass ratios as a functionof temperature vs. PPS 40%GF
PPS40% GF
Ultem
24001000
Flex
ura
l mod
ulu
s (P
a)
Temperature (°C)
1011
1010
109
108
107
-120 -80 -40 0 40 80 120 160 200 240 280
■ F IGURE 9Flexural modulus (23°C) 2 mm/min

DuctilityIn addition to its unique combination of highstrength and modulus, Ultem resin exhibitsoutstanding ductility. Its tensile elongation at yield affords the freedom to incorporate snap fit designs for ease of assembly. Even with the addition of 10% glass reinforcement,Ultem 2100 retains ductility over a temperaturerange from subzero to 200°C.
Impact strengthUltem 1000 exhibits excellent practical impact resistance. Since Ultem resins displaynotch sensitivity, adherence to standard designprinciples is recommended. Stress concentratorssuch as sharp corners should be minimized toprovide the maximum impact strength inmoulded parts. Ultem HTX and Ultem ATX100have been developed specifically for applicationswhere high impact performance is required. The Izod notched impact strength of these series goes up to 15 kJ/m2.
Fatigue enduranceFatigue is an important design consideration forparts subjected to cyclical loading or vibration. In such applications, an uniaxial fatigue diagram(see ■ F IGURE 10) could be used to predictproduct life. These curves can be used todetermine the fatigue endurance limit, or the maximum cycle stress that a material canwithstand without failure.
Creep behaviourWhen considering the mechanical properties of any thermoplastic material, designers mustrecognize the effects of temperature, stress leveland load duration on material performance.Ultem resin displays excellent creep resistanceeven at temperatures and stress levels whichwould preclude the use of many otherthermoplastics.
4.4 Electrical properties
Ultem resins exhibit excellent electricalproperties which remain stable over a wide rangeof environmental conditions. This stability,together with outstanding thermal andmechanical properties, make Ultem resins idealfor highly demanding electrical and electronicapplications.
g GE Plastics Ultem® prof i le 4 P roper t ies page 25
■ F IGURE 10Uniaxial fatigue testof Ultem at different glass ratios
Ultem
24002300220021001000
Stre
ss (
MP
a)
Cycles to failure
160
140
120
100
80
60
40
20
0102 103 104 105 106 107

Relative permittivityAlthough either low or high absolute values of the relative permittivity may be desirabledepending upon the application, it is moreimportant that the values remain stable over the entire service temperature and/or frequency range. ■ F IGURES 11 and 12demonstrate the stability of Ultem 1000 overvarying temperatures and frequencies.
Dissipation factorAs shown in ■ F IGURE 13 , Ultem 1000 exhibits an exceptionally low dissipation factor over a wide range of frequencies, particularly in thekilohertz (103 Hz) and gigahertz (109 Hz) ranges.In addition, this low dissipation factor remains
g GE Plastics Ultem® prof i le 4 P roper t ies page 26
■ F IGURE 11Relative permittivity of Ultem 1000 vs. temperature at 50% RH
103 Hz106 Hz
Die
lect
ric
con
stan
t
Temperature (°C)
3.20
3.15
3.10
3.05
3.00
2.950 50 100 150 200
■ F IGURE 12Relative permittivity of Ultem 1000 vs. frequency at 50% RH
23°C82°C
Die
lect
ric
con
stan
t
Frequency (Hz)
3.20
3.15
3.10
3.05
3.00
2.951 10 102 103 104 105 106 107 108 109 1010

constant over the resin’s entire usefultemperature range. This behaviour is of primeimportance in applications such as computercircuitry and microwave components where the resin provides a minimum loss of electricalenergy in the form of heat.
■ F IGURES 14 and 15 demonstrate the superiorperformance of Ultem over other thermoplasticresins traditionally considered for theseelectrotechnical applications. The dissipationfactor peak around megahertz (106 Hz) is caused by moisture in the material and therefore depends on the ambient conditions.
g GE Plastics Ultem® prof i le 4 P roper t ies page 27
■ F IGURE 13Dissipation factor of Ultem 1000 vs. frequency at 50% RH
82°C49°C23°C
Dis
sip
atio
n f
acto
r
Frequency (Hz)
0.007
0.006
0.005
0.004
0.003
0.002
0.001
01 10 102 103 104 105 106 107 108 109 1010
■ F IGURE 14Dissipation factor vs. frequency at 23°C, 50% RH
Ultem 1000Polyethersulfone
Polysulfone
Dis
sip
atio
n f
acto
r
Frequency (Hz)
0.018
0.016
0.014
0.012
0.010
0.008
0.006
0.004
0.002
01 10 102 103 104 105 106 107 108 109 1010

Dielectric strengthAn excellent electrical insulator, Ultem resinexhibits a dielectric strength of 25 kV/mm at 1.6 mm (in oil). The effect of thickness ondielectric strength for Ultem 1000 is shown in ■ F IGURE 16 .
g GE Plastics Ultem® prof i le 4 P roper t ies page 28
■ F IGURE 15Dissipation factorvs. temperature at 2.45 x 109 Hz
PolysulfoneUltem 1000
Dis
sip
atio
n f
acto
r
Temperature (°C)
0.010
0.008
0.006
0.004
0.002
00 50 100 150 200 250
■ F IGURE 16Dielectric strength of Ultem 1000 as afunction of thickness
Ultem 1000
Die
lect
ric
stre
ngt
h (
kV/
mm
)
Thickness (mm)
250
200
150
100
50
00.01 0.1 1 10

4.5 Environmental resistance
Chemical resistanceUnlike other amorphous resins, Ultempolyetherimide demonstrates unusually goodresistance to a wide range of chemicals. ■ TABLE 3 lists the performance of Ultem 1000and Ultem CRS 5000 series in a variety ofcommon environments at several stress levels. In applications requiring prolonged immersion,finished part performance should always beevaluated on the actual part under actual serviceconditions.Ultem resin displays excellent property retentionand resistance to environmental stress crackingwhen exposed to most commercial automotiveand aircraft fluids, fully halogenatedhydrocarbons, alcohols and weak aqueoussolutions. Exposure to partially halogenatedhydrocarbons and strong alkaline environmentsshould be avoided.
In an effort to further enhance the inherentchemical resistance of Ultem resin, a chemicalresistant Ultem CRS 5000 series has beendeveloped. These amorphous materials combinethe chemical resistance characteristics oftenassociated with crystalline and specialty materialswith the excellent processing characteristicstypical of Ultem resins.
Cleaning and degreasingCleaning or degreasing of Ultem resin finishedparts can be performed using methyl or isopropylalcohol, soap solutions, heptane, hexane ornaphtha. The parts should not be cleaned withpartially halogenated hydrocarbons or withketones such as MEK or strong bases, such assodium hydroxide.
g GE Plastics Ultem® prof i le 4 P roper t ies page 29
Media Temp (°C) Immersion (days) Strain (%) Ultem CRS 5001 Ultem 1000
Alcohols 1)
Methanol 23 21 0.25 n.a. n.a.21 0.5 n.a. n.a.
60 21 0.25 n.a. n.a.21 0.5 n.a. n.a.
Aqueous Detergents 2)
& CleanersDomestic Detergent 23 21 0.25 n.a. n.a.
21 0.5 n.a. n.a.60 21 0.25 n.a. n.a.
21 0.5 n.a. n.a.
Bleach (10%) 23 21 0.25 n.a. n.a.21 0.5 n.a. n.a.
60 21 0.25 n.a. n.a.21 0.5 n.a. n.a.
1) Other examples of alcohols include ethyl, propyl and some glycols2) Other examples of aqueous detergents include hypochlorite bleaches and phosphate cleaners
>
■ TABLE 3Chemical compatibility of Ultem 1000 and Ultem CRS 5001
Key to performance
n.a. no attackf. failure / rupturedc. crazingsv.c. severe crazings.c. slight crazing– not tested

■ TABLE 3 ( continued)Media Temp (°C) Immersion (days) Strain (%) Ultem CRS 5001 Ultem 1000
WaterSteam 100 21 0.25 n.a. n.a.
21 0.5 n.a. f. (216 hrs.)
Distilled Water 23 21 0.25 n.a. n.a.21 0.5 n.a. n.a.
Chlorinated Solvents 3)
1,1,2 Trichloroethylene 23 2 hrs. 0.25 sv.c. f.2 hrs. 0.5 sv.c. f.
1,1,1 Trichloroethylene 23 21 0.25 n.a. n.a.Chloroform 21 0.5 n.a. f. (24 hrs.)
EstersDibutylphtalate 23 21 0.25 n.a. n.a.
21 0.5 c. f. (24 hrs.)85 21 0.25 n.a. f.
24 hrs. 0.5 c. f.
Aromatic Hydrocarbons 4)
Toluene 23 21 0.25 n.a. f. (48 hrs.)48 hrs. 0.5 c. f. (2 hrs.)
85 0.25 c. (48 hrs.) f.0.5 c. (48 hrs.) f.
3) Other examples of chlorinated solvents include methylene chloride and ethylene chloride4) Other examples of aromatic hydrocarbons include benzene, xylene and gasoline>
g GE Plastics Ultem® prof i le 4 P roper t ies page 30
<Media Temp (°C) Immersion (days) Strain (%) Ultem CRS 5001 Ultem 1000
Ketones and Aldehydes 5)
Methyl Ethyl Ketone 23 21 0.25 n.a. f. (2 hrs.)(MEK) 0.5 c. (48 hrs.) f. (2 hrs.)
75 0.25 s.c.(48 hrs.) f.0.5 c. (48 hrs.) f.
Aircraft FluidsSkydrol 500B 23 21 0.25 n.a. n.a.Hydraulic Fluid 21 0.5 n.a. f. (72 hrs.)
85 21 0.25 n.a. f.0.5 c. (24 hrs.) f.
Automotive FluidsGasoline 73 21 0.25 n.a. n.a.ASTM Fuel C 21 0.5 n.a. n.a.
60 21 0.25 n.a. n.a.21 0.5 n.a. f.
Diesel Fuel 23 5 0.25 – n.a.0.5 – n.a.
Brake Fluid 23 21 0.25 n.a. n.a.21 0.5 n.a. n.a.
85 21 0.25 n.a. f. (168 hrs.)0.5 f. f.
5) Other examples of ketones and aldehydes include acetone, acetealdehyde and formaldehyde>
Key to performance
n.a. no attackf. failure / rupturedc. crazingsv.c. severe crazings.c. slight crazing– not tested
Key to performance
n.a. no attackf. failure / rupturedc. crazingsv.c. severe crazings.c. slight crazing– not tested

g GE Plastics Ultem® prof i le 4 P roper t ies page 31
■ TABLE 3 ( continued)Media Temp (°C) Immersion (days) Strain (%) Ultem CRS 5001 Ultem 1000
Automotive FluidsTransmission Fluid 23 5 0.25 – n.a.
0.5 – n.a.120 7 0.25 – n.a.
0.5 – n.a.
Antifreeze (75%) 23 21 0.25 n.a. n.a.21 0.5 n.a. n.a.
150 21 0.25 n.a. f.0.5 f. (72 hrs.) f.
Mineral Oil 23 21 0.25 n.a. n.a.21 0.5 n.a. n.a.
140 21 0.25 n.a. f. (168 hrs.)21 0.5 n.a. f. (168 hrs.)
Acids 6)
Sulphuric Acid (37%) 23 21 0.25 n.a. n.a.Inorganic 21 0.5 n.a. n.a.
90 21 0.25 n.a. n.a.21 0.5 n.a. n.a.
6) Other examples of acids include hydrochloric, phosphoric and glacial acetic>
<Media Temp (°C) Immersion (days) Strain (%) Ultem CRS 5001 Ultem 1000
Acids 6)
Acetic Acid (20%) 23 21 0.25 n.a. n.a.Organic 21 0.5 n.a. n.a.
90 21 0.25 n.a. n.a.21 0.5 n.a. n.a.
Strong Bases 7)
Sodium 23 21 0.25 n.a. n.a.Hydroxide (30%) 21 0.5 n.a. n.a.
90 0.25 f. f.0.5 f. f.
Weak Bases 8)
Ammonium 23 21 0.25 n.a. n.a.Hydroxide (10%) 21 0.5 n.a. n.a.
90 0.25 f. f.0.5 f. f.
6) Other examples of acids include hydrochloric, phosphoric and glacial acetic7) Other examples of strong bases include other metal hydroxides and some amines8) Other examples of weak bases include dilute forms of metal hydroxides and some amines
Key to performance
n.a. no attackf. failure / rupturedc. crazingsv.c. severe crazings.c. slight crazing– not tested
Key to performance
n.a. no attackf. failure / rupturedc. crazingsv.c. severe crazings.c. slight crazing– not tested

Aqueous solutionsUltem resin is resistant to mineral acids, mineral salt solutions and dilute bases (pH less than 9) as shown in ■ TABLE 4 . This property, together with high temperature performance and transparency, qualifies the resin for applications such as laboratory ware and automotive heat transfer systems.
g GE Plastics Ultem® prof i le 4 P roper t ies page 32
Hydrolytic stability■ F IGURE 17 depicts the excellent tensile stressretention of Ultem 1000 after 10000 hours ofimmersion in water at 100°C. In addition, testsshow that Ultem resin’s physical propertiesremain virtually unchanged after repeated cyclingfrom steam pressure to drying in vacuum at roomtemperature. Therefore Ultem resin is a verygood material for repeated autoclavability.
Ultraviolet exposureUltem resin is resistant to UV radiation withoutthe addition of stabilizers. Properties like tensilestress, modulus and Izod notched impact show a negligible change after long-term exposure to UV. However, care should be taken, sincecolour changes and loss of Izod unnotchedimpact performance might occur after long-term exposure.
■ F IGURE 17Effect of water exposure ontensile stress of Ultem 1000
23°C100°C
Ten
sile
str
ess
(MP
a)
Time (hours)
120
100
80
60
0 2000 4000 6000 8000 10000
1 month 1 year
Chemical (concentration) % Retention % Weight Gainof Tensile Stress
Deionized water 94 1.25
Zinc chloride (10%) 96 1.13
Potassium carbonate (30%) 97 0.85
Tin chloride (10%) 97 1.05
Citric acid (40%) 96 1.06
Hydrochloric acid (20%) 99 0.61
Phosphoric acid (20%) 97 0.99
Sulphuric acid (20%) 97 0.89
Chromic acid (15%) 94 0.73
Formic acid (10%) 94 1.29
Nitric acid (20%) 96 1.07
Acetic acid (20%) 95 1.15
Potassium hydroxide (10%) 97 1.55
Ammonium hydroxide (10%) 68 1.79
Sodium hydroxide (10%) 97 1.00
Cyclohexylamine (1%) 97 1.10
■ TABLE 4Chemical Resistance of Ultem 1000to Aqueous Solutions at 23°C, nostress applied (100 day immersion)

Radiation resistanceParts moulded in Ultem resin demonstrateexcellent resistance to gamma radiation, as shown in ■ F IGURE 18 . A loss of less than 6%tensile strain (ISO 527) was observed aftercumulative exposure to 500 megarads at the rate of one megarad per hour using Cobalt 60.
g GE Plastics Ultem® prof i le 4 P roper t ies page 33
■ F IGURE 18Effect of gamma radiationexposure on tensileproperties of Ultem 1000
Tensile stress% Strain ultimate% Strain of yield
Ten
sile
str
ess
(MP
a)
Ten
sile
str
ain
(%
)
Radiation exposure level (106 rads)(1 Megarad/hour of Co60 Exposure rate)
111
104
97
90
83
76
69
80
70
60
50
40
30
20
10
0 100 200 300 400 500 600
Agency recognitionUltem resins have been tested and comply with a number of agency regulations andspecifications. Ultem’s heat stability and flammabilitycharacteristics make it an excellent choice for numerous applications which requireUnderwriters Laboratory, UL, approval.Several grades of Ultem resin are also recognized by, or otherwise comply with,regulations such as FDA, EU, USP, DIN, VDE, FAR,ABD and military regulations.

The most important material property to be able to design for stiffness and strength is thestress-strain curve of the material. In ■ F IGURE 19 , the curves of unreinforced Ultem 1000 basepolymer and reinforced Ultem 2100, 2200, 2300, 2400 and 7801 are depicted.
NoteGeneral information on designing withengineering thermoplastics can be found in the GE Plastics ‘Design guide’.
To extract the maximum performance fromUltem resin, the designer should strive to take fulladvantage of the excellent physical properties ofthe material as well as the design freedom offeredby the injection moulding process.The designer should minimize moulded-in stressin Ultem applications because the higher thestress level in a finished part, the more susceptibleit is to chemical attack.
* In all cases extensive testing of the application under the working conditions is strongly recommended. The actual performance and interpreting of the results of end-use testing are the end-producer’s responsibility.
Moulded-in stress in parts can be minimized by:
·Avoiding thin walls and sharp corners
·Avoiding large and sharp transitions in wallthickness
·Ensuring balanced and uniform part filling
·Properly designing ribs and coring to increasestiffness without increasing wall thickness
Ultem resin is ideally suited to the design of long-term high temperature and mechanicallystressed applications as confirmed by the uniaxialfatigue diagram in ■ F IGURE 10 on page 25 of thisbrochure.
g GE Plastics Ultem® prof i le 5 Des ign page 34
5 Design*
■ F IGURE 19Stress-strain curve(23°C)
Ultem
780124002300220021001000St
ress
(M
Pa)
Strain (%)
210
180
150
120
90
60
30
00 0.8 1.6 2.4 3.2 4.0 4.8 5.6 6.4 7.2

6 Processing
The excellent processing characteristics of Ultem resin make it ideal for precision injectionmoulding of close-tolerance parts. Optimummoulding results for Ultem resin depend upon a balance of melt and mould temperatures,pressures, part geometry, mould design andequipment.
The Ultem grades for Injection Moulding are:
·Unreinforced1000(F,R), 1010(F,R), 1110(F)4001CRS 5001/5011
·Blends9075ATX 100(F), ATX 200(F)HTX 1010(F)
·Reinforced2000 series4000CRS 5201, CRS 53116000*7801AR9300
The Ultem grades which are used for Extrusion are:1000 (F)Siltem STM 1500
* Although Ultem 6000 is an unreinforced material, it has to be processed like a reinforced material.
Pre-drying of Ultem resinsUltem resin must be thoroughly dried to achieveoptimum properties and part appearance.It is therefore recommended that the followingpre-drying guidelines are used:
·Dry air dryers are preferable with a dry airdewpoint of -30°C or below
·4 to 6 hours drying at 150°C for unreinforced and reinforced injection moulding grades and Ultem 1000 for extrusion
·Minimum 4 hours drying at 130°C for blends (Injection moulding grades)
·Minimum 5 hours drying at 105°C for extrusion grade Siltem STM 1500
·Maximum allowable moisture content of 0.02% for all Ultem grades
Purging of the barrelPurging of the barrel is required when changingmaterial. Contamination by foreign or degradedresins can cause problems including appearancedefects such as delamination and/or black specksand actual degradation of the material, resulting
in poor part behaviour. Ultem resin tends toadhere on metal, thus purging must be donecarefully.The processing temperature range of Ultem resinis 370°C to 400°C. Since this is well above thedegradation level of most other thermoplastics, it is essential that all traces of other polymers are removed to avoid contamination.The following purging guidelines are thereforerecommended:
·The best purging material for Ultem resin is glass-filled or unfilled poly-carbonate. HDPE can also be used
·Drying of the purging material is not required
·Purging should be started at the processingtemperature of Ultem
·Purging should then proceed for 10 to 15 minutesbefore dropping temperature settings.Temperatures can be lowered then and purgingcan be completed with HDPE
g GE Plastics Ultem® prof i le 6 P rocess ing page 35

Mould temperatureUltem resin should always be moulded in temperature-controlled moulds. High mould temperatures are advisable as they provide:
·Better material flow during moulding
·Reduced amounts of moulded-in stress in final parts
·Optimum surface appearance of mouldings
■ F IGURES 20 , 21 and 22 depict the typicalmoulding temperatures for the various grades of Ultem resin. There are different conditions for the unreinforced grades, the reinforcedgrades and the blend grades.
General remarks when injection moulding Ultem resin:
·Some colourants may show discolouration above melt temperatures of 375°C
·Residence times of material in the barrel should never exceed 15 minutes
·Machine hopper temperatures should not be lower than 100°C: moisture condensation might cause splay in parts
·Melt temperatures higher than 390°C maydegrade blends
·Screw surface speeds should not exceed 200-250 mm/s for unreinforced and reinforcedresins, and should not exceed 150-200 mm/s forblends
·A machine back pressure of 5 bar is recommended
NoteGeneral information on the processing ofengineering thermoplastics can be found in the following GE Plastics brochures:
·Injection Moulding guide
·Engineering Thermoplastics in the Extrusion Industry
g GE Plastics Ultem® prof i le 6 P rocess ing page 36
Nozzle Zone 3 Zone 2 Zone 1 HopperMould
Melt temperature 370 - 410 °C
°C
450
400
350
300
250
200
150
100
50
■ F IGURE 21Typical mouldingtemperatures forUltem reinforced:• 2000 series• 4000• CRS 5201• CRS 5311• 6000• 7801• AR 9300
Nozzle Zone 3 Zone 2 Zone 1 HopperMould
Melt temperature 370 - 400 °C
°C
450
400
350
300
250
200
150
100
50
■ F IGURE 20Typical mouldingtemperatures forUltem unreinforced:• 1000 (F,R)• 1010 (F,R)• 1110 (F)• 4001• CRS 5001/5011
Nozzle Zone 3 Zone 2 Zone 1 HopperMould
Melt temperature 320 - 380 °C
°C
450
400
350
300
250
200
150
100
50
■ F IGURE 22Typical mouldingtemperatures for Ultem blends:• 9075
melt temp 380°C• ATX 100(F)
melt temp 330°C• ATX 200(F)
melt temp 350°C• HTX 1010(F)
melt temp 330°C• HTX 2000(F)
melt temp 330°C

Although most Ultem parts are moulded asfinished components, the design and ultimate useof certain parts may require machining, assemblyor finishing operations. Ultem resin makes a widevariety of secondary operations available to thedesign engineer. General recommendations forthese operations are as follows:
7.1 Welding
Welding is a commonly used permanent assemblytechnique for engineering thermoplastics.Ultem resin can be welded by using differentprocesses:
·Vibration Welding
·Ultrasonic Welding, at amplitudes above 30 µm (0-peak)
·Induction Welding
·Hot Plate Welding is not recommended due to Ultem resin sticking at melt temperatures,(±400°C)
7.2 Adhesives
Ultem parts can be bonded together or todissimilar materials using a wide variety ofcommercially available adhesives. Becauseadhesive bonding involves the application of a chemically different substance between two parts, the end use environment of theassembled unit is important in selecting anadhesive.
Recommended adhesive types for Ultem are:
·Epoxy adhesives
·Polyurethanes adhesives
·Silicones adhesives
·Care should be taken with cyanoacrylates and acrylic systems which are aggressive for Ultem. Exposure to these solvents might lead to stress cracking
7.3 Mechanical Assembly
Mechanical assembly techniques are widely usedwith Ultem parts. For unreinforced Ultem grades,the classical rules for amorphous engineeringthermoplastics apply. For highly reinforced Ultemgrades, the use of special thread cutting screws isadvised because of the low elongation at break.The different mechanical assembly techniquesthat can be used can be summarized as follows:
·Inserts, installation by heat or ultrasonics are thepreferred techniques. Press and expansion insertsgive radial stresses. Overmoulding and externalthreaded inserts are also possible
·Screws by thread forming or thread cutting.Thread forming screws with low flank angle for reduced radial stresses are preferred. Hole (0.85 times screw diameter) and screwshould be circular (not trilobular/square). Boss diameter should be 2.5 times screw outerdiameter
·All types of rivets can be used; be aware of high stresses with some pop rivets
·Staking is possible, with ultrasonic staking being more practical than heat staking
·Snap fit assembly
g GE Plastics Ultem® prof i le 7 Secondary Operat ions page 37
7 Secondary Operations

7.4 Painting
A wide variety of colours and textures can beapplied to Ultem using commercially availableorganic paints and conventional applicationprocesses. Painting is an economical means ofenhancing aesthetics and providing colourconformity.
General recommendations for painting Ultem are:
Pre-treatment
·Handwashing the part with cleaning agents based on alcohol or aliphatic hydrocarbonsor:
·Power washing the part with cleaning agentsbased on detergents dissolved in water, acidic by nature, neutral or alkaline
Paint selection
·Paint selection is determined by the desireddecorative effect, specific functional needs and the application technique to be employed
·Coatings can also help to minimize colourdegradation
·Conductive coatings offer shielding against radio frequency interference (RFI) orelectromagnetic interference (EMI)
·A variety of conventional and waterborne paintscan be successfully applied to Ultem resin.Generic types are: Acrylic, Alkyd, Epoxy, Polyester,Polyimide, Polyurethane
·If the Ultem resin application is working underhigh temperature conditions, the selected paintmust offer equal high temperature performance.
Paint solventsIt is important that solvent formulations areconsidered when selecting a paint for use withUltem resin. It can be extremely difficult toachieve an ideal match between solvent andsubstrate.
7.5 Metallization
Metallization of plastics is normally undertakenfor decorative or functional reasons. Propertiesusually associated with metals such asreflectiveness, abrasion resistance, electricalconductivity and decorative surfaces can be addedthrough metallization.
General recommendations for the metallizationof Ultem resin are:
Pre-treatmentTypically unreinforced Ultem resin does not need a basecoat or lacquer primer layer beforemetallization because of the good surface qualityof Ultem after moulding.However, a surface activation pre-treatment isrequired in most cases. Cleaning with cloth or sol-vents is not recommended because of sensitivity to scratches that can be seen after metallization.
The best method is to keep the mouldings cleanand to metallize the parts as soon as possible aftermoulding, or store them in clean containers.
Metallization methods
·Vacuum metallization through Physical VapourDeposition. Physical Vapour Deposition is thedepositing of an evaporated metal, mostlyaluminium, on a substrate. To achieveevaporation, the pure metal is heated in a deep vacuum.
·Vacuum metallization through sputtering,(Plasma Enhanced Chemical Vapour Deposition,PE-CVD).Sputtering or PE-CVD also takes place in avacuum. With high voltage equipment, a field is created between the sample’s earthed carrierand a negative electrode: the metal target that has the function of a metal or an alloy donor.
g GE Plastics Ultem® prof i le 7 Secondary Operat ions page 38

·PlatingThis can be done either by electro-less platingwithout the addition of current to the galvanicprocess and/or followed by electroplating wherecurrent is used to effect an electrolytic depositionof metals coming from a dissolved metal salt.Electroless platingA non-conductive plastic is coated with acontinuous metallic film by etching the plastic.This creates micro cavities which makeinterlocking possible. Chemical bond plating is a special etching technique which is particularlysuitable for use with Ultem. In this technique, a permanganate etch opens the Ultem moleculeimide ring, and allows copper to enter themolecule. A very high level of adhesion can beestablished with this technology. This technique is often used for EMI shielding and for MouldedInterconnect Devices, MIDs. For EMI shielding an electroless copper layer of 1 -2 µm is appliedwith a finish of 0.5 µm of electroless nickel. For a MID application where the moulded part becomes a circuit board, an additionalcopper layer is applied by electroplating.
ElectroplatingAfter the application of a conductive metal layeron the plastic, a further electrolytic deposition of selected metals on top of this layer can bedone. Most frequently used metals are eitherchrome, nickel or gold in varying thicknesses.
·Dichroic coatingUltem resin is very suitable for use with dichroiccoatings which reflect visible light but allow thetransmission of infra-red rays. By applyingmultiple coating layers with different refractionindices, light with specific wavelengths can befiltered. The dichroic coating process also takesplace in a vacuum vessel, and is used in high heatgenerating lamps such as small halogen lamps and dentist lamp reflectors.
After treatmentDue to the reactive nature of aluminium tohumidity, and the ultra-thin layer thickness,aluminium must be protected againstenvironmental influences.There are two systems that are most commonlyused to provide this protection:
·Plasil/Glipoxan top layer: this silicon-basedmonomer layer is applied in the vacuum
·Clear coat top layer
NoteGeneral information on Secondary Operationslike welding, mechanical assembly, bondingpainting and metallization of engineeringthermoplastics can be found in the following GE Plastics brochures:
·Assembly guide
·Design guide
·Painting guide
·Metallization guide
g GE Plastics Ultem® prof i le 7 Secondary Operat ions page 39
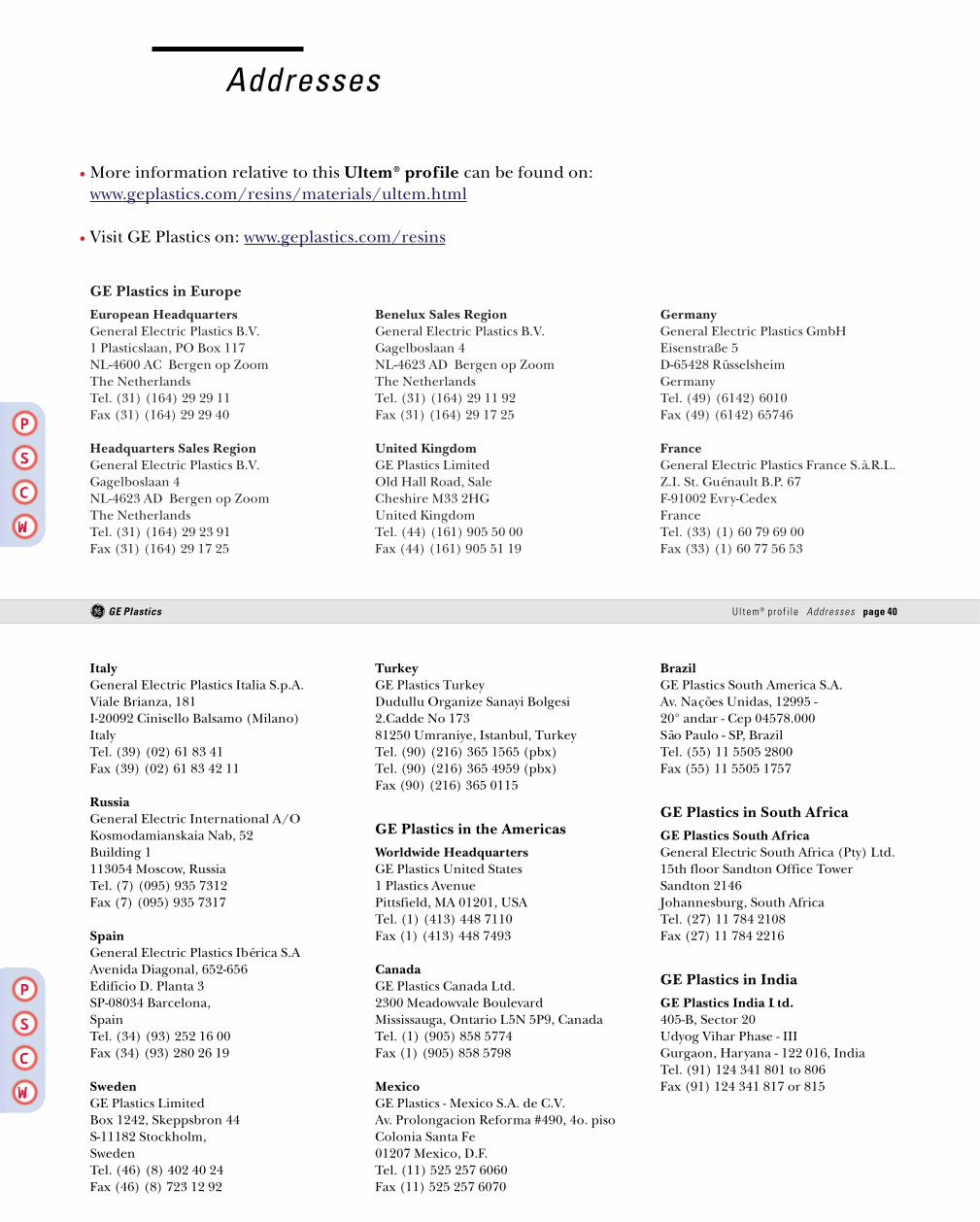
Addresses
GE Plastics in Europe
European HeadquartersGeneral Electric Plastics B.V.1 Plasticslaan, PO Box 117NL-4600 AC Bergen op ZoomThe NetherlandsTel. (31) (164) 29 29 11Fax (31) (164) 29 29 40
Headquarters Sales RegionGeneral Electric Plastics B.V.Gagelboslaan 4NL-4623 AD Bergen op ZoomThe NetherlandsTel. (31) (164) 29 23 91Fax (31) (164) 29 17 25
Benelux Sales RegionGeneral Electric Plastics B.V.Gagelboslaan 4NL-4623 AD Bergen op Zoom The NetherlandsTel. (31) (164) 29 11 92Fax (31) (164) 29 17 25
United KingdomGE Plastics LimitedOld Hall Road, SaleCheshire M33 2HGUnited KingdomTel. (44) (161) 905 50 00Fax (44) (161) 905 51 19
GermanyGeneral Electric Plastics GmbHEisenstraße 5D-65428 RüsselsheimGermanyTel. (49) (6142) 6010Fax (49) (6142) 65746
FranceGeneral Electric Plastics France S.à.R.L.Z.I. St. Guénault B.P. 67F-91002 Evry-CedexFranceTel. (33) (1) 60 79 69 00 Fax (33) (1) 60 77 56 53
·More information relative to this Ultem® profile can be found on: www.geplastics.com/resins/materials/ultem.html
·Visit GE Plastics on: www.geplastics.com/resins
ItalyGeneral Electric Plastics Italia S.p.A.Viale Brianza, 181I-20092 Cinisello Balsamo (Milano)ItalyTel. (39) (02) 61 83 41Fax (39) (02) 61 83 42 11
RussiaGeneral Electric International A/OKosmodamianskaia Nab, 52Building 1113054 Moscow, RussiaTel. (7) (095) 935 7312Fax (7) (095) 935 7317
SpainGeneral Electric Plastics Ibérica S.AAvenida Diagonal, 652-656Edificio D. Planta 3SP-08034 Barcelona, SpainTel. (34) (93) 252 16 00Fax (34) (93) 280 26 19
SwedenGE Plastics LimitedBox 1242, Skeppsbron 44S-11182 Stockholm, SwedenTel. (46) (8) 402 40 24Fax (46) (8) 723 12 92
TurkeyGE Plastics TurkeyDudullu Organize Sanayi Bolgesi2.Cadde No 17381250 Umraniye, Istanbul, TurkeyTel. (90) (216) 365 1565 (pbx)Tel. (90) (216) 365 4959 (pbx)Fax (90) (216) 365 0115
GE Plastics in the Americas
Worldwide Headquarters GE Plastics United States1 Plastics AvenuePittsfield, MA 01201, USATel. (1) (413) 448 7110Fax (1) (413) 448 7493
CanadaGE Plastics Canada Ltd.2300 Meadowvale BoulevardMississauga, Ontario L5N 5P9, CanadaTel. (1) (905) 858 5774Fax (1) (905) 858 5798
MexicoGE Plastics - Mexico S.A. de C.V.Av. Prolongacion Reforma #490, 4o. pisoColonia Santa Fe01207 Mexico, D.F.Tel. (11) 525 257 6060Fax (11) 525 257 6070
BrazilGE Plastics South America S.A.Av. Nações Unidas, 12995 - 20° andar - Cep 04578.000São Paulo - SP, BrazilTel. (55) 11 5505 2800Fax (55) 11 5505 1757
GE Plastics in South Africa
GE Plastics South AfricaGeneral Electric South Africa (Pty) Ltd.15th floor Sandton Office Tower Sandton 2146Johannesburg, South AfricaTel. (27) 11 784 2108Fax (27) 11 784 2216
GE Plastics in India
GE Plastics India Ltd. 405-B, Sector 20Udyog Vihar Phase - IIIGurgaon, Haryana - 122 016, IndiaTel. (91) 124 341 801 to 806Fax (91) 124 341 817 or 815
g GE Plastics Ultem® prof i le Addresses page 40

GE Plastics in the Pacific
Pacific HeadquartersGE Plastics Pacific Pte. Ltd.240 Tanjong Pagar RoadGE Tower #09-00, Singapore 0208Tel. (65) 326 3301Fax (65) 326 3303/(65) 326 3290
AustraliaGE Plastics Australia175 Hammond RoadDandenong, Victoria 3175, AustraliaTel. (61) 3 794 4201Fax (61) 3 794 8563
ChinaGE Plastics ChinaBeijing, 3rd floor, CITIC Bldg. No.19 Jian Guo Men Wai AvenueBeijing 100004, ChinaTel. (86) (21) 270 6789Fax (86) (1) 512 7345
Hong KongGE Plastics Hong Kong Ltd.Room 1088 - Tower 1The Gateway, TshimshatsuiKowloon, Hong KongTel. (852) 2629 0827Fax (852) 2629 0800
JapanGE Plastics Japan Ltd.Nihombashi Hamacho Park Building2-35-4, Nihombashi-HamachoChuo-ku, Tokyo 103, JapanTel. (81) 3 5695 4888Fax (81) 3 5695 4859
KoreaGE Plastics Korea Co. Ltd.231-8 Nonhyun-DongKangnam-KuSeoul 135-010, Republic of KoreaTel. (82) 2 510 6250/1Fax (82) 2 510 66 66/7
SingaporeGE Plastics Singapore Pte Ltd.c/o 23 Benoi Road, Singapore 2262Tel. 65 846 3290Fax 65 861 3063
TaiwanGE Plastics Taiwan9/F 37 Min Chuan East Road Sec 3Taipei 10462Taiwan, Rep. of ChinaTel. (886) 2 509 2124/6Fax (886) 2 509 1625
ThailandGE Plastics Thailand21st FloorThaniya Plaza Building52 Silom RoadBangkok 10500, ThailandTel. (66) (2) 231 2323Fax (66) (2) 231 2322
DISCLAIMER: THE MATERIALS AND PRODUCTS OF THE BUSINESSES MAKING UP THE GE PLASTICS UNIT OF GENERALELECTRIC COMPANY*, USA, ITS SUBSIDIARIES AND AFFILIATES (“GEP”), ARE SOLD SUBJECT TO GEP’S STANDARDCONDITIONS OF SALE, WHICH ARE INCLUDED IN THE APPLICABLE DISTRIBUTOR OR OTHER SALES AGREEMENT, PRINTED ON THE BACK OF ORDER ACKNOWLEDGMENTS AND INVOICES, AND AVAILABLE UPON REQUEST. ALTHOUGHANY INFORMATION, RECOMMENDATIONS, OR ADVICE CONTAINED HEREIN IS GIVEN IN GOOD FAITH, GEP MAKES NOWARRANTY OR GUARANTEE, EXPRESS OR IMPLIED, (I) THAT THE RESULTS DESCRIBED HEREIN WILL BE OBTAINED UNDEREND-USE CONDITIONS, OR (II) AS TO THE EFFECTIVENESS OR SAFETY OF ANY DESIGN INCORPORATING GEP MATERIALS,PRODUCTS, RECOMMENDATIONS OR ADVICE. EXCEPT AS PROVIDED IN GEP’S STANDARD CONDITIONS OF SALE, GEP ANDITS REPRESENTATIVES SHALL IN NO EVENT BE RESPONSIBLE FOR ANY LOSS RESULTING FROM ANY USE OF ITS MATERIALSOR PRODUCTS DESCRIBED HEREIN. Each user bears full responsibility for making its own determination as to the suitability of GEP’smaterials, products, recommendations, or advice for its own particular use. Each user must identify and perform all tests and analysesnecessary to assure that its finished parts incorporating GEP materials or products will be safe and suitable for use under end-useconditions. Nothing in this or any other document, nor any oral recommendation or advice, shall be deemed to alter, vary, supersede, or waive any provision of GEP’s Standard Conditions of Sale or this Disclaimer, unless any such modification is specifically agreed to in a writing signed by GEP. No statement contained herein concerning a possible or suggested use of any material, product or design isintended, or should be construed, to grant any license under any patent or other intellectual property right of General Electric Company or any of its subsidiaries or affiliates covering such use or design, or as a recommendation for the use of such material, product or design in the infringement of any patent or other intellectual property right.
* Company not connected with the English company of a similar name.
Lexan®, Noryl®, Noryl EF®, Noryl GTX®, Noryl® Xtra, Valox®, Ultem®, Xenoy®, Cycolac®, Cycoloy®, Enduran®, Cytra®, Gelon® and Geloy®
are Registered Trademarks of General Electric Co., USA.
Ultem profile Eng/10/2001 AD
g GE Plastics Ultem® prof i le Addresses page 41





























