Embed Size (px)
Citation preview

Computers ind. Engng Vol. 22, No. 2, pp. 177-183, 1992 0360-8352/92 $5.00+0.00 Printed in Great Britain. All fights reserved Copyright © 1992 Pergamon Press plc
U N I T S I Z E D T R A N S F E R B A T C H S C H E D U L I N G W I T H S E T U P T I M E S
F. CAN ~'~ETiNKAYA* a n d M. SINAN KAYALIGiL
Industrial Engineering Department, Middle East Technical University, In6nii Bulvan, Ankara, 06531, Turkey
(Received for publication 30 August 1991)
Atetraet--Transfer batch scheduling permits the movement of some portion of a job or lot at downstream stages before the entire job is completed at the current stage. This paper considers the two stage flow shop problem of minimizing the total completion time, in which all transfer batches are of unit size for each job. An optimal solution procedure is developed for unit sized transfer batch scheduling with setup times which are independent of the sequence and are separated from the processing times at both stages.
INTRODUCTION
One of the classical problems in production scheduling is the sequencing of n jobs at two stages (machines) for which an optimal solution was first introduced by Johnson [1]. Besides the extentions of this problem to m stage flow shop problems where the processing times have special structures, some variations of the basic two stage problem are suggested. Arbitrary time lags are allowed by Mitten [2], setup times which are independent of the processing times are permitted by Yoshida and Hitomi [3], and removal times are introduced by Sule and Huang [4].
However, in these problems, the overlapping of the operations at both stages are not considered. The movement of some portion of a job or lot from the first operation to the next before the entire job is completed at the current stage provides an opportunity to accelerate completion of the work. This fact is known as lot streaming in the literature. Several aspects of lot streaming are examined by Baker [5], Trietsch [6], and Vickson and Alfredsson [7].
Vickson and Alfredsson [7] examine the effects of transfer batches at 2 and 3- stage flow shops. They show that the unit sized transfer batch scheduling for a 2- stage flow shop problem is easily solved by Johnson's algorithm. They assume that the setup times are absorbed in the processing time. However, in many realistic problems, this assumption may not be valid and an explicit modification must be done.
In this paper, 2-stage flow shop problem of minimizing the total completion time in which all transfer batches are of unit size for each job is examined.
Problem formulation and the mathematical development
Consider a 2-stage production system with the following assumptions:
(1) Each stage consists of only one manufacturing facility and operates independently. (2) All jobs are available simultaneously at time zero. (3) All jobs are processed first at Stage 1 and then at Stage 2. (4) Preemption or splitting of jobs is not permitted. (5) There is no limitations on the movement of unit sized transfer batches. (6) Each transfer batch or job may have to wait between stages and, hence in-process inventory
is permitted. (7) Unit processing times and the number of items for jobs are known and constant at each stage. (8) There are setup times for each job at both stages where they are independent of job sequence
and are separated from processing times. Setup for the processing of a job at Stage 2 can be done before completion of the operation of the unit sized transfer batch at Stage 1, if there exists some idle time at Stage 2.
(9) Transportation time between stages are considered negligible.
*To whom correspondence should be addressed.
177

178 F. CAN ~ET~NKAYA and M. Sir~xr~ KAYALIG|L
Using the notation given by Vickson and Alfredsson [7], the following variables are defined for the mathematical development:
j = job index, j 6 L = { 1, 2 . . . . . N }. aj = unit processing time of job j at Stage 1. bj = unit processing time of job j at Stage 2. nj = number of items in job j = number of unit transfer batches.
Sj.k = sequence independent setup time for job j at Stage k. Aj = total processing time of job j at Stage 1, Aj = nj aj. Bj = total processing time of job j at Stage 2, Bj = nj bj.
In addition, in the mathematical development, jobs are decomposed into two groups so that the first group consists of jobs having the shortest unit processing time at Stage 1 whereas the second group contains jobs having the shortest unit processing time at Stage 2. That is,
Group 1: Gl= {j:aj<-bi}
Group 2: G2 = {j:aj > bj}
The following cases are observed:
Case I: For a job j ~ GI, (a) The processing of the first unit transfer batch of a job j can be immediately performed at
Stage 2 after its completion at Stage 1. That is, if the following condition is satisfied, there will be an idle time between the completion of the setup and the start of the processing at Stage 2.
Sj. , + aj > Sj.2
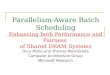
Figure 1 (a) illustrates this condition using semiactive timetabling. However, it can be noticed that since there exists some idle time at Stage 2, by right-shifting of the setup at Stage 2 the completion time of the job still remains unchanged. Therefore, shifting from a semiaetive to a fight-shifted processing timetable yields continuous use of the second stage as shown in Fig. l(b).
Let us now define the following variables:
R/j = run-in delay of job j = latest delay time of a setup for job j at Stage 2 without affecting the completion time of the job.
ROj = run-out delay of job j = difference between the completion times at Stage 1 and Stage 2 of job j.
Then, for a job j satisfying the condition above, the run-in and run-out delays are given as follows:
m j = Sj , l "~- aj -- Sj , 2
=aj - (Sy .2 -Sy ,1 ) (1)
R o j = ( m j + sj,2 + np ) - (sj, l + njay)
= ~l~lj Jr (Sy,2 - - Sy.l ) Jr (By - a y ) (2)
(b) The processing of the first unit transfer batch of a job j is delayed due to setup at Stage 2. That is, if the following condition occurs, the first unit transfer batch waits till the end of setup completion at Stage 2.
Sj, i -'l- ay < Sj,2
As it is shown in Fig. 2, there is no idle time at Stage 2 so that the run-in delay for the job becomes zero.
Similar to the previous condition, run-out delay is obtained as
ROy = (Sy,2 + nyby) - (Sj,, + nyay) = RIy + (Sy,2 - Sy, i ) + (By - Ay) (3)
where
m j = o (4)

Unit sized transfer batch scheduling with setup times 179
Stage 1
Stage 2
Stage 1
Stage 2
S a j k : k th unit transfer batch o! job j
I j , 2 J
- -p
~ j l j= I
14l-.-.) S 1 , 2
N- RIj
I Jnl I
(=)
RO i
IJ ni i ~ - - - - - " ~
I JnJll
(b)
Fig. 1. Semiactive and right-shifted schedules, if Sj, l + aj >1 S/,2.
Therefore, the run-in delay for a job j ~ G, can be expressed by a single relation using equations (1) and (4) as follows:
R/j = max{0, aj - (S/,2 - Sj.,)} = max{(Sj,2 - S j , , ) , a j } - ( S j , 2 - S / , 1 ) (5)
It can be noticed that the equations (2) and (3) indicate the same relation for the run-out delay of a job as
R O / = RI j + (Sj 2 - Sj ,) + ( B / - Aj) (6)
Case 2: For a job j ~ G2, (a) The processing of the last unit transfer batch of a job j can be immediately performed at
Stage 2 after its completion at Stage 1. This means that the following condition is satisfied:
Sj,, + n/a/ >_ Sj,2 + (nj - 1)b/
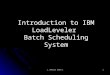
Graphically this condition can be illustrated by Fig. 3(a). The schedule is semiactive. However, if the inequality is satisfied as equality, the schedule is again semiactive and yields a continuous use of Stage 2. As in Case l(a), a right-shifted timetable can be formed as shown in Fig. 3(b).
The run-in and run-out delays for the condition above can be expressed as follows:
R I / = (Sj,, + n ja j ) - [S/,2 + (nj - l)b/]
= bj - (sj.~ - sj, , ) - (Bj - A j ) (7)
RO~ = b~
= R 6 + (Sj.~ - S j . , ) + ( S j - A j ) (8 )
• • • • • • j n - | ~ = Stage1 ~ J l IJ= I I J,- R e I
61
Stage 2
SI ,2 J
Fig. 2. Graphical illustration, if Sj. i+ aj < Sj.2.
CAIE 22/2--F

180 F. CAN ~=rt~a~YA and M. S|NAN KAYALIG|L
Stage I
Stage 2
~ j 2 1 . . . . . . [ f r i l l
(a)
Stage I
Stage 2
J' I . . . . . . l J.J I ~
~ 1 2 l l 2 l . . . . . . IJnJl
i i
(b)
Fig. 3. Semiaetive and right.shifted schedules, re~Ix~iv©ly, if $~.1 + njaj >I Ss. 2 + (nj - l)bj.
(b) The processing of the last unit transfer batch of a job j is delayed at Stage 2. That is, if the following condition occurs, the last unit transfer of a job j can not be immediately processed at Stage 2 after its completion at Stage 1.
sj,, + njaj < sj,~ + ( n j - 1)bj
Figure 4 gives a graphical illustration of this condition. As it is seen from the figure, run-in delay of the job is zero as in Case l(b), Hence, the equations (3) and (4) can be used to explain the run-in and run-out delays.
Thus, the run-in delay for a job j ~ G 2 can be expressed by a single relation as
R/j = max{0, b j - (Sj,2 - S j , i ) - ( B j - Aj)}
ffi max{(Sj.2 - Sj , t ) , by - ( B j - A j ) } - ( S j . 2 - S j , l ) (9)
However, the run-out delay of a job is the same as the one obtained for Case 1. The combination of (5) and (9) gives a general expression of the run-in delay for a job as
follows:
R/s = max{(Ss, 2 - S s , ! ) , a s , bs - ( B s - A s ) } - (Ss , 2 - S j , i ) (10)
Similarly, a general expression of the run-out delay for a job can be written as
ROj = ~ j + (Sj,, - Sj,,) + ( B j - A)) (ll)
Stage 1
Stage 2
no i
V J ~ ]1 I J2 I . . . . . . I lni
;i ~-- J ~ Ii,~ 21 I J n J l
Fig. 4. Graphical illustration, if Sj, i + n ja j < Sj.2 + (nj - l )bj .

Unit, sized transfer batch scheduling with setup times 181
Stage 1
Stage 2
I~ . S l , 1 + A i - I RO i
v x i
J
S l , 2 ÷ B 1
Fig. 5. Right-shifted schedule of a job.
Optimal scheduling rule Theorem I: In the N/2/F,t.b./Cm~, problem where setup times are separated from processing times
and are independent from the sequence at both stages, the optimal schedule uses the same job ordering for both stages.
Proof." The proof is omitted, since it can be easily proved with an argument that resembles that given for the proof of the lemma 1 by Johnson [1].
Theorem 2: Job i precedes job j in an optimal schedule if
min(R/i, ROj) < min(R/j, ROi) (12)
Proof: Let Xj denote a time period when both stages during processing are busy for job j. Since a right-shifted timetable for a job j yields continuous use of the second stage, there are no idle times between setup and the processing of the first transfer batch of job j and between transfer batches of the same job. Figure 5 illustrates this right-shifted schedule.
Let (j) be a job which is sequenced in the j t h position for a schedule. Furthermore, let CU),k denote the completion time of job (j) at Stage k.
The completion time of job ( j) at Stage 1 is obtained as
C(j),I = C~/-l).l + R/(/)+ X~j) (13)
where C~0),1 = 0
The equation (13) can be rewritten as Y
C(j),l = Z (R/'(m) -I- X(m)) (14) m=l
Then, the completion time of job ( j ) at Stage 2 is given by the following recursive relation:
C<j), 2 = max{Co~, i, C•_ ~).2 + X(j)} + RO(j~ (15)
where C~0),2 = 0
By repeated use of relation (15) above, makespan is obtained as follows:
= m a x R/(m) - RO(,n) + ~ (X(m) + RO(m)) (16) Cmax C(N)'2= l ~ u ~ N 1 m=l m=l
Since the second part in relation (15) is a constant, an equivalent problem is to minimize the first part which indicates the total idle time, I, at Stage 2. Hence, the objective function to be minimized becomes
I = max Z R~(m) - - RO(m) (17)
Since the form of I has the same one as the Johnsons's with run-in and run-out delays replacing processing times, respectively, an optimal sequence of the jobs can be obtained by job i preceding job j / f
rain(R/,, ROj) < rain(R//, RO,)
(Q.E.D.)

182 F. CAN C~ETiNKAYA and M. SINAN KAYALIOiL
With an adoptation of this theorem, an optimal schedule for N/2/F, t.b./Cm~, problem where setup times are separated f rom processing items and are independent from the sequence at both stages is directly constructed by an algorithm which is similar to the Johnson's working rule.
However, as shown by (~¢tinkaya [8] and Chow [9], a more efficient implementation of Johnson's scheduling algorithm can also be established. This efficient implementation of a 2-stage production algorithm decomposes N jobs into 2 lists:
List I: Set of jobs having the shortest processing time at Stage I List 2: Set of jobs having the shortest processing time at Stage 2
Then, List I and List 2 are sorted according to nondecreasing and nonincreasing value of the shortest processing time, respectively. The optimal schedule is a permutation of jobs such that the earlier jobs in the processing sequence are the elements of the sorted List I whereas the later jobs are the elements of the sorted List 2.
Based on this efficient implementation of Johnson's algorithm, the following algorithm is presented.
Algorithm Step 1. For all elements of job set, L = {1, 2 . . . . . N }, compute run-in and run-out delays as
R/j -- max{(Sj.2 - Sj.,), aj, bj - (Bj - Aj)} - (Sj.2 - Sj.,)
ROj = PJj + (Sj. - Sj,,) + ( B j - Aj)
Step 2. Decompose job set, L, into the following 2 lists:
List 1 :Lx = {j : R/y ~< ROy }
List 2:Ly = {j :RIj > ROj}
Step 3. (i) Sort the job numbers in Lx according to the nondecrcasing value of R/y and denote the resulting list as L*.
(ii) Sort the job numbers in Ly according to the nonincreasing value of ROy and denote the resulting list as L*.
Step 4. The optimal schedule of job set, L, is
L* = {L*, L*}
Effect of unique setup time If we consider unique setup time at both stages, the run-in and run-out delays for job j becomes
as follows:
R/j = max{aj, bj - (Bj - Aj)} (18)
ROj = RIj + (By - Aj) (19)
since Sj.2 - Sj, l = 0 for all jobs. For a job j E G1, the run-in delay becomes:
R/j = aj (20)
Similarly, for a job j e G2, the run-out delay is obtained as
ROj = bj (21)
Then, the application of the proposed algorithm yields a schedule which is the same as the one for N/2/F, t.b./Cm~ problem with zero setup times at both stages shown by Vickson and Alfredsson [7].
A numerical illustration As an example of the above proc~ure , consider a 5-job scheduling problem which has the set
of data as shown in Table 1.

Unit sized transfer batch scheduling with setup times 183
Table 1. Production data for 5-job Table 2. List of run-in and run-out delays problem j (Sj. 2 - Sj; i ) (Bj - dj ) RIj ROj
j aj b/ nj Sj., Sj. 2 I I 6 2 9 1 3 5 3 1 2 2 3 4 I 8 2 4 6 2 2 5 3 i - 6 6 1 3 3 I 3 2 3 4 7 - 2 0 5 4 2 1 2 1 8 5 - 7 4 8 5 5 1 2 4 10 3
S t e p I . The results o f the computat ion of the run-in and run-out delays of the jobs are shown in Table 2.
S t e p 2. The job set, L, is decomposed into:
List 1: Lx = { 1, 2, 4} List 2: Ly = {3, 5}
S t e p 3. Sort o f the job numbers in List 1 and List 2 according to the nondecreasing value of R/j and nonincreasing value of R O j , respectively, provides the following results:
Lx* = {4, 2 ,1}
L* = {5, 3}
S t e p 4. The optimal schedule with a makespan of 61 time units is obtained as
L* = {L*, L*} -- {4, 2, 1, 5, 3}
SUMMARY AND FURTHER RESEARCH
This paper has studied the unit sized transfer batch scheduling problem for the 2-stage flow shops in which setup times are independent o f the sequence and are separated from the processing times at both stages. An optimal solution procedure which is similar to Johnsons's working rule is presented. A numerical example is shown to demonstrate the proposed solution procedure.
As indicated by Vickson and Alfredsson [7], the introduction of transfer batches raises a number of questions requiring further research. One of the issues may be the study of the problem with the relaxed assumption (9) stated before. The effect of finite t ranspor t times for moving transfer batches from one stage to another may be examined. Another issue of importance is the introduction of job-splitting to the problem environment by relaxing the assumption (4). The schedule with job-splitting may yield a better value of the makespan than the one without splitting jobs. Finally, the issues above may be extended to the flow shops having more than 2 stages.
REFERENCES
I. S. M. Johnson. Optimal two and three-stage production schedules with setup times included. Naval Res. Log. Quart. l, 61-68 (1954).
2. L. G. Mitten. Sequencing n jobs on two machines with arbitrary time lags. Man. Sci. 5, 293-298 (1959). 3. T. Yoshida and K. Hitomi. Optimal two-stage production scheduling with setup times seperated. AIIE Trans. 11,
261-263 (1979). 4. D. R. Sule and K. Y. Huang. Sequency on two and three machines with setup, processing and removal times separated.
Int. J. Prod. Res. 21, 723-732 (1983). 5. K. R. Baker. Lot streaming to reduce cycle time in a flow shop. Working Paper No. 203, The Amos Tuck School of
Business Administration, Dartmouth College, Hanover (1988). 6. D. Trietsch. Polynomial transfer lot sizing techniques for batch processing on consecutive machines. Naval Postgradu-
ate School, Monterey, California (1989). 7. R. G. Vickson and B. E. Alfredsson. Two and three machine flow shop schedulin 8 problems with equal sized transfer
batches. Department of Management Sciences, University of Waterloo, Waterloo, Ontario (1989). 8. F. C. (~etinkaya. A note on the efficient implementation of Johnson's scheduling algorithm. Technical Report No:
87-12, Industrial Engineering Department, Middle East Technical University, Ankara (1987). 9. W. S. Chow. An efficient implementation of a two-stage production scheduling algorithm. J. Opl. Res. Soc. 40,
1049-1052 (1989).