Embed Size (px)
Citation preview
UNIVERSIDAD DE GUAYAQUIL.
FACULTAD DE INGENIERÍA QUÍMICA.
INGENIERÍA EN SISTEMAS DE CALIDAD Y EMPRENDIMIENTO
“PLAN DE MEJORA BASADO EN LA METODOLOGÍA 5S PARA SURPAPEL
CORP S.A”
AUTORA: HERNANDEZ ACOSTA VALERIA GABRIELA
PORTADA
TUTORA: ING. GEORGINA PAZAN GOMEZ
GUAYAQUIL, SEPTIEMBRE DEL 2017
ii
UNIVERSIDAD DE GUAYAQUIL.
FACULTAD DE INGENIERÍA QUÍMICA.
INGENIERÍA EN SISTEMAS DE CALIDAD Y EMPRENDIMIENTO
“PLAN DE MEJORA BASADO EN LA METODOLOGÍA 5S PARA SURPAPEL
CORP S.A”
AUTORA: HERNANDEZ ACOSTA VALERIA GABRIELA
PORTADA
TUTORA: ING. GEORGINA PAZAN GOMEZ
GUAYAQUIL, SEPTIEMBRE DEL 2017
iii
UNIVERSIDAD DE GUAYAQUIL
FACULTAD INGENIERÍA QUÍMICA
INGENIERÍA EN SISTEMAS DE CALIDAD Y EMPRENDIMIENTO
ACTA DE APROBACIÓN DEL TRABAJO DE TITULACIÓN
PROYECTO DE INVESTIGACIÓN
Tema: “PLAN DE MEJORA BASADO EN LA METODOLOGÍA 5S PARA
SURPAPEL CORP S.A”
TRABAJO DE INVESTIGACIÓN PRESENTADA POR:
VALERIA GABRIELA HERNÁNDEZ ACOSTA
Aprobado en su estilo y contenido por el Tribunal de Sustentación:
................................................................................................
Ing. Jaime Villacís Vargas, MBA, MSC
Presidente del Tribunal
………………………………. …………………………
Ing. Enrique Tandazo Delgado, MSc Econ. Johann Vega
Tribunal Principal Tribunal Principal
…………………………
Ing. Georgina Pazan Gómez, MSC
Directora de Tesis
GUAYAQUIL, SEPTIEMBRE DEL 2017
iv
FICHA DE REGISTRO DE TESIS
TÍTULO Y SUBTÍTULO: “SISTEMA DE GESTIÓN XX
AUTORA:
Hernandez Acosta Valeria Gabriela
TUTOR: Ing. Georgina Pazan
Gómez
REVISORES: Ing. Fernando Villacis Vargas
INSTITUCIÓN: Universidad de Guayaquil FACULTAD: INGENIERÍA QUÍMICA CARRERA: INGENIERÍA EN SISTEMAS DE CALIDAD Y EMPRENDIMIENTO
FECHA DE PUBLICACIÓN: N° DE PÁGS.: 105
ÁREA TEMÁTICA: SISTEMAS DE GESTIÓN DE LA CALIDAD
PALABRAS CLAVES: METODOLOGÍA, 5S, MEJORA CONTINUA, CALIDAD, DISEÑO.
RESUMEN En la actualidad para muchas empresas, la desorganización es un problema significativo por la falta de
motivación lo cual produce ineficiencia y monotonía en el trabajo, caos, improductividad y mala calidad en el
servicio. Para esta problemática se ha considerado que la TÉCNICA DE MEJORA CONTINUA 5S serían una
de las soluciones para poder MEJORAR este problema que se está presentando con mayor frecuencia. Cada
una de las empresas a menudo les cuesta mucho dinero pagar las consecuencias de sus actos por el desorden y
la desorganización. Desde el tiempo que se pierde al no encontrar lo que se requiere en un momento
importante, así como herramientas, archivos en las computadoras, materias primas y maquinarias las cuales
se deterioran por un mal almacenamiento, entre otras cosas más. Las empresas están orientadas bajo estrategias
las cuales deben de estar orientadas a poder llegar a lograr una constante actualización y así obtener mejora
continua. Por este motivo el presente tema de investigación SE ENFOCÓ en la aplicación de la 5´S, siendo una
herramienta que tiene en su filosofía de trabajo el poder estar vinculada a los hábitos de la vida. Para esto se
pretende desarrollar un Plan de Mejora basado en esta Metodología; con este proyecto se espera poder crear
conciencia con cada uno de los colaboradores de la EMPRESA sobre una nueva cultura de trabajo y así poder
mostrar cada uno de los beneficios de trabajar mediante está filosofía. Se realizó el análisis de la situación
actual de la empresa, observación de los lugares de almacenamiento de los productos y herramientas, diagrama
de Ishikawa, con este análisis se generó el plan de acción como propuesta de mejora de la técnica 5s para logar
un elevado nivel de productividad en el área de bodega.
N° DE REGISTRO (en la base de datos): N° DE CLASIFICACIÓN: DIRECCIÓN URL (tesis en la Web):
ADJUNTO PDF SI ☒ NO☐
CONTACTO CON AUTORES
Teléfono: 0967010428
Email:[email protected]
CONTACTO DE LA INSTITUCIÓN
NOMBRE: UNIVERSIDAD DE GUAYAQUIL - FACULTAD DE INGENIERÍA QUÍMICA Teléfono:
v
UNIVERSIDAD DE GUAYAQUIL
FACULTAD INGENIERÍA QUÍMICA
INGENIERÍA EN SISTEMAS DE CALIDAD Y EMPRENDIMIENTO
CERTIFICADO SISTEMA ANTI PLAGIO
Habiendo sido nombrado Ing. Georgina Pazan Gómez, tutor del trabajo de titulación certifico
que el presente proyecto ha sido elaborado por: Valeria Gabriela Hernández Acosta, C.C.:
0931478747, con mi respectiva supervisión como requerimiento parcial para la obtención del
título de Ingeniería en Sistemas de Calidad y Emprendimiento.
Se informa que el proyecto: “PLAN DE MEJORA BASADO EN LA METODOLOGÍA
5S PARA SURPAPEL CORP S.A”, ha sido orientado durante todo el periodo de ejecución en
el programa anti plagio (round) quedando el 7% de coincidencias.
Ing. Georgina Pazan Gómez
Tutor
vi
UNIVERSIDAD DE GUAYAQUIL
FACULTAD INGENIERÍA QUÍMICA
INGENIERÍA EN SISTEMAS DE CALIDAD Y EMPRENDIMIENTO
CERTIFICADO DE REVISIÓN, REDACCIÓN Y ESTRUCTURA GRAMATICAL
Yo, Cinthia Soto Ortiz, Magíster con domicilio en la ciudad de Guayaquil, por medio del
presente trabajo tengo a bien certificar, que he revisado la Tesis de Grado elaborado por: Valeria
Gabriela Hernández Acosta, C.C.: 0931478747; previo a la obtención del título de tercer nivel
Ingeniero en Sistemas de Calidad y Emprendimiento.
TRABAJO DE TITULACIÓN:
“PLAN DE MEJORA BASADO EN LA METODOLOGÍA 5S PARA SURPAPEL
CORP S.A”
El presente trabajo revisado ha sido escrito de acuerdo a las normas gramaticales y de
sintaxis vigentes de la lengua española.
____________________________________
Lcda. Cinthia Soto Ortiz, Magíster
Gramatóloga
CI.:1309340915
Número de Registro SENESCYT: 1006-16-86073926
vii
UNIVERSIDAD DE GUAYAQUIL
FACULTAD INGENIERÍA DE QUÍMICA
INGENIERÍA EN SISTEMA DE CALIDAD Y EMPRENDIMIENTO
CERTIFICACIÓN DEL TUTOR
Habiendo sido nombrado Ing. Georgina Pazán Gómez, tutor del trabajo de titulación certifico
que el presente proyecto ha sido elaborado por Valeria Gabriela Hernández Acosta,
C.C.:0931478747, con mi respectiva supervisión como requerimiento parcial para la
obtención del título de Ingeniería en Sistemas de Calidad y Emprendimiento.
Tema: “PLAN DE MEJORA BASADO EN LA METODOLOGÍA 5S PARA
SURPAPEL CORP S.A”
Certifico que he revisado y aprobado en todas sus partes, encontrándose apto para su
Sustentación.
Ing. Georgina Pazan Gómez
Tutor

viii
UNIVERSIDAD DE GUAYAQUIL
FACULTAD INGENIERÍA DE QUÍMICA
INGENIERÍA EN SISTEMA DE CALIDAD Y EMPRENDIMIENTO
RENUNCIA DE DERECHOS DE AUTOR
Por medio de la presente certifico que los contenidos desarrollados en este trabajo de
titulación son de absoluta propiedad, y responsabilidad de por Valeria Gabriela Hernández
Acosta, C.C.: 0931478747.
Cuyo título es “PLAN DE MEJORA BASADO EN LA METODOLOGÍA 5S
PARA SURPAPEL CORP S.A”
Derechos que renuncio a favor de la Universidad de Guayaquil, para que haga uso como a bien
tenga.
Valeria Gabriela Hernández Acosta
C.C. 0931478747
ix
DEDICATORIA
Dedico este proyecto de tesis a Dios y a mis padres.
Al Dios de vida y amor porque ha estado conmigo en cada paso y dándome fortaleza para
continuar al feliz cumplimiento de esta etapa profesional de mi vida, a mis padres, quienes a lo
largo de mi vida han velado por mi bienestar y educación siendo mi apoyo en todo momento.
Depositando su entera confianza en cada reto que se me presentaba sin dudar ni un solo
momento en mi inteligencia y capacidad. Es por ello que soy lo que soy ahora.
Valeria Hernández
x
AGRADECIMIENTO
A Dios por darme todo lo que tengo, por estar siempre conmigo, por darme la oportunidad de
lograr otra meta más en mi formación profesional.
A mi tutora Ing. Georgina Pazán, por todo el apoyo incondicional que me brindó durante el
desarrollo de este proyecto.
¡Gracias a todos por ayudarme a lograrlo!
Valeria Hernández
xi
UNIVERSIDAD DE GUAYAQUIL
FACULTAD INGENIERÍA DE QUÍMICA
INGENIERÍA EN SISTEMA DE CALIDAD Y EMPRENDIMIENTO
“PLAN DE MEJORA BASADO EN LA METODOLOGÍA 5S PARA SURPAPEL CORP
S.A”
Autora: Valeria Gabriela Hernández Acosta
Tutora: Ing. Georgina Pazan Gómez
RESUMEN
En la actualidad para muchas empresas, la desorganización es un problema significativo por
la falta de motivación lo cual produce ineficiencia y monotonía en el trabajo, caos,
improductividad y mala calidad en el servicio. Para esta problemática se ha considerado que la
TÉCNICA DE MEJORA CONTINUA 5S serían una de las soluciones para poder MEJORAR
este problema que se está presentando con mayor frecuencia. Cada una de las empresas a
menudo les cuesta mucho dinero pagar las consecuencias de sus actos por el desorden y la
desorganización. Desde el tiempo que se pierde al no encontrar lo que se requiere en un
momento importante, así como herramientas, archivos en las computadoras, materias primas y
maquinarias las cuales se deterioran por un mal almacenamiento, entre otras cosas más. Las
empresas están orientadas bajo estrategias las cuales deben de estar orientadas a poder llegar a
lograr una constante actualización y así obtener mejora continua. Por este motivo el presente
tema de investigación SE ENFOCÓ en la aplicación de la 5´S, siendo una herramienta que tiene
en su filosofía de trabajo el poder estar vinculada a los hábitos de la vida. Para esto se pretende
desarrollar un Plan de Mejora basado en esta Metodología; con este proyecto se espera poder
crear conciencia con cada uno de los colaboradores de la EMPRESA sobre una nueva cultura de
trabajo y así poder mostrar cada uno de los beneficios de trabajar mediante está filosofía. Se
realizó el análisis de la situación actual de la empresa, observación de los lugares de
almacenamiento de los productos y herramientas, diagrama de Ishikawa, con este análisis se
generó el plan de acción como propuesta de mejora de la técnica 5s para logar un elevado nivel
de productividad en el área de bodega.
Palabras claves: metodología, 5S, mejora continua, calidad, diseño.
xii
UNIVERSITY OF GUAYAQUIL
FACULTY OF CHEMICAL ENGINEERING
ENGINEERING IN QUALITY SYSTEM AND ENTREPRENEURSHIP
"IMPROVEMENT PLAN BASED ON 5S METHODOLOGY FOR SURPAPEL CORP
S.A"
AUTHOR: Valeria Gabriela Hernández Acosta
TUTOR: Ing. Georgina Pazan Gómez
ABSTRACT
At present for many companies, disorganization is a significant problem due to lack of
motivation, which produces inefficiency and monotony at work, chaos, unproductiveness and
poor quality of service. For this problem it has been considered that the CONTINUOUS
IMPROVEMENT TECHNIQUE 5S would be one of the solutions to be able to IMPROVE this
problem that is being presented more frequently. Each one of the companies often costs a lot of
money to pay the consequences of its acts by the disorder and the disorganization. From time lost
to not finding what is required at an important time, as well as tools, files on computers, raw
materials and machinery which deteriorate due to poor storage, among other things. The
companies are oriented under strategies which must be oriented to be able to reach a constant
update and thus obtain continuous improvement. For this reason the present research topic was
FOCUSED on the application of the 5'S, being a tool that has in its philosophy of work the
power to be linked to the habits of life. For this purpose it is intended to develop an Improvement
Plan based on this Methodology; with this project it is hoped to be able to create awareness with
each one of the collaborators of the COMPANY on a new culture of work and thus to be able to
show each of the benefits of working through this philosophy. The analysis of the current
situation of the company, observation of the places of storage of the products and tools, Ishikawa
diagram, with this analysis the action plan was generated as a proposal to improve the 5s
technique to achieve a high level of productivity in the warehouse area.
Keywords: methodology, 5S, continuous improvement, quality, design.
Índice
PORTADA .................................................................................................................................................. i
PORTADA ................................................................................................................................................. ii
ACTA DE APROBACIÓN DEL TRABAJO DE TITULACIÓN ............................................................. iii
FICHA DE REGISTRO DE TESIS ........................................................................................................... iv
CERTIFICADO SISTEMA ANTI PLAGIO .............................................................................................. v
CERTIFICADO DE REVISIÓN, REDACCIÓN Y ESTRUCTURA GRAMATICAL ............................. vi
CERTIFICACIÓN DEL TUTOR ............................................................................................................. vii
RENUNCIA DE DERECHOS DE AUTOR ............................................................................................ viii
DEDICATORIA ........................................................................................................................................ ix
AGRADECIMIENTO ................................................................................................................................ x
RESUMEN ................................................................................................................................................ xi
ABSTRACT ............................................................................................................................................. xii
INTRODUCCIÓN ...................................................................................................................................... 1
Capítulo I ................................................................................................................................................... 2
1. El Problema ........................................................................................................................................ 2
1.1 Planteamiento del problema. ......................................................................................................... 2
1.2 Formulación del Problema. ............................................................................................................... 7
1.3 Sistematización del problema............................................................................................................ 7
1.4 Delimitación del Problema. ............................................................................................................... 8
1.5 Objetivo General. .............................................................................................................................. 8
1.6 Objetivo Específico. .......................................................................................................................... 8
1.7.1 Teórica ........................................................................................................................................... 9
1.7.2 Práctico ............................................................................................................................... 9
1.7.3 Metodológica .................................................................................................................... 10
Capítulo II ............................................................................................................................................... 12
2. Marco Teórico................................................................................................................................... 12
2.1. Antecedentes de la investigación................................................................................................ 12
2.2. Fundamentación. ............................................................................................................................ 15
2.2.1. “Metodología 5´S”. ................................................................................................................. 15
2.2.2 Objetivos de la Calidad ................................................................................................................ 16
2.2.3 Evolución de la Calidad ........................................................................................................... 17
2.2.4 Beneficios de las 5S ................................................................................................................. 18
2.2.5 Definición de las 5S. .................................................................................................................... 19
2.2.6 ¿Porque se llama estrategia de las 5S? ......................................................................................... 26
2.2.7 Necesidad de la Estrategia de las 5S. ....................................................................................... 27
2.2.8 Las 5S y la Comunicación ........................................................................................................ 27
2.2.9 Resultados de aplicación de las 5S. .......................................................................................... 28
2.3.10 La 5S y su relación con la calidad .......................................................................................... 28
2.3 Marco Contextual ...................................................................................................................... 33
2.4 Marco Conceptual ..................................................................................................................... 34
2.5 MARCO LEGAL ...................................................................................................................... 37
2.5.1 Reglamento legal de seguridad y salud de los trabajadores .............................................. 37
2.5.2 Marco legal del código de trabajo en el Ecuador ............................................................... 37
Capítulo III .............................................................................................................................................. 40
3. Marco Metodológico ............................................................................................................................. 40
3.1. Tipo y Diseño de Investigación .......................................................................................................... 40
3.2 Metodología de la Investigación ............................................................................................... 40
3.3 Técnicas e Instrumentos de la Investigación ............................................................................. 41
3.4 Determinación del tamaño de la población ............................................................................... 42
3.4.1 Tipo de Muestra ........................................................................................................................... 42
3.4.2 Población y Muestra..................................................................................................................... 42
3.5 Análisis de los resultados de los Instrumentos Aplicados ......................................................... 45
Capitulo IV .............................................................................................................................................. 58
4 Propuesta ........................................................................................................................................... 58
4.1 Título de la Propuesta ..................................................................................................................... 58
4.2 Planteamiento de la Propuesta......................................................................................................... 58
4.3 Objetivos de la Propuesta ................................................................................................................ 59
4.4 Enfoque de la Propuesta .............................................................................................................. 59
1) Utensilios de limpieza de obras de pisos y oficinas ...................................................................... 73
2) Maquinaria de limpieza de obras de pisos y oficinas ................................................................... 73
3) Productos de limpieza de obras de pisos y oficinas ...................................................................... 74
Conclusiones: ........................................................................................................................................ 84
Recomendaciones ................................................................................................................................. 85
Bibliografía ............................................................................................................................................... 86
Apéndices ............................................................................................................................................... 105
Indice de Tablas
Tabla 1 Delimitación Espacial ................................................................................................... 8
Tabla 2 Antecedentes 1 ............................................................................................................ 13
Tabla 3 Antecedentes 2 ............................................................................................................ 14
Tabla 4 Antecedentes 3 ............................................................................................................ 14
Tabla 5 Ejemplo: Rumbo al taller ideal .................................................................................. 17
Tabla 6 Marco Conceptual ....................................................................................................... 34
Tabla 7 Población ..................................................................................................................... 42
Tabla 8 Conocimiento de la Metodología 5S ........................................................................... 46
Tabla 9 Regularidad de Orden en los Departamentos .............................................................. 47
Tabla 10 Organización de Repuestos y Elementos .................................................................. 48
Tabla 11 Organización en el área de Bodega ........................................................................... 49
Tabla 12 Regularidad de señalizaciones en el área de Bodega ................................................ 50
Tabla 13 El área de trabajo se encuentra limpia....................................................................... 51
Tabla 14 Elementos dañados dentro de la bodega de materiales ............................................. 52
Tabla 15 Capacitación estandarizada para el personal del área ............................................... 53
Tabla 16 El personal usa el vestido adecuado para su labor .................................................... 54
Tabla 17 Supervisión de las actividades del área de bodega.................................................... 55
Tabla 18 Control sobre el cumplimiento de las normas de seguridad, higiene y salud
ocupacional. .................................................................................................................................. 56
Tabla 19 Plan de Acción .......................................................................................................... 64
Indice de Ilustración
Ilustración 1 5S ........................................................................................................................ 15
Ilustración 2 Objetivos de las 5S .............................................................................................. 16
Ilustración 3 La comunicación y las 5S ................................................................................... 27
Ilustración 4 La calidad y Productividad ................................................................................. 29
Ilustración 5 Responsabilidad de los Departamentos de la Organización ............................... 31
Ilustración 6 Acciones para la Mejora Continua ...................................................................... 32
Ilustración 7 Identificación de peligros, evaluación y control de riesgos ................................ 39
Ilustración 8 Las 5S .................................................................................................................. 58
Ilustración 9 Tarjeta Roja ......................................................................................................... 62
Ilustración 10 Diagrama para la Clasificación de Elementos .................................................. 63
Ilustración 11 Organizar ........................................................................................................... 67
Ilustración 12 Limpieza ............................................................................................................ 71
Ilustración 13 Ejemplo de Cronograma de Limpieza .............................................................. 78
Ilustración 14 Formato de Instrucciones .................................................................................. 79
Ilustración 15 Actividades de Estandarización ........................................................................ 80
Ilustración 16 (Elaboración el autor) ...................................................................................... 101
Ilustración 17 (Elaboración el autor) ...................................................................................... 102

Índice de Gráficos
Gráfico 1 Conocimiento de Metodología 5S............................................................................ 46
Gráfico 2 Regularidad de Orden en los Departamentos ........................................................... 47
Gráfico 3 Organización de Repuestos y Elementos ................................................................. 48
Gráfico 4 Organización en el área de Bodega .......................................................................... 49
Gráfico 5 Señalizaciones existentes en el área de bodega ....................................................... 50
Gráfico 6 Área de trabajo lista según encuesta ........................................................................ 51
Gráfico 7 Elementos dañados dentro de la bodega de materiales ............................................ 52
Gráfico 8 Capacitación estandarizada para el personal del área .............................................. 53
Gráfico 9 Uso adecuado de vestimenta para el personal .......................................................... 54
Gráfico 10 Supervisión de las actividades del área de bodega ................................................ 55
Gráfico 11 Control sobre el cumplimiento de las normas de seguridad e higiene. .................. 56
Gráfico 12 Análisis Global ....................................................................................................... 57
1
INTRODUCCIÓN
El presente proyecto de investigación, ofrece técnicas esenciales de la “Metodología 5´S”, la que
permite resolver de una manera eficaz y eficiente los diferentes problemas que se presentan en
una organización siendo pero causantes del 80% de la mala calidad del producto final, retrasos
entre otras además, compromete a los colaboradores a desarrollar un ambiente productivo en el
área de trabajo en la cual realizan sus actividades.
El proyecto se encuentra conformado por 4 capítulos.
El Capítulo I, tiene la identificación del problema, previamente la respectiva formulación del
problema, sistematización y delimitación, analizando la situación actual de la organización,
seguido del planteamiento de objetivos general y específico de la investigación.
El Capítulo II, manifiesta la fundamentación teórica de la investigación buscando los
evidencias necesarias para dar soporte teórico y técnico al documento final, que influyen a la
aplicación de la Metodología 5S.
El Capítulo III, se desarrolló el diseño de investigación, adicionalmente se determina la
población, el método e instrumento a utilizar a utilizar en esta investigación.
El Capítulo IV, Se tendrá la propuesta para minimizar y eliminar al problema planteado,
mediante el cumplimiento de los objetivos diseños.
Para finalizar también se desarrolló conclusiones y recomendaciones tanto para que la alta
gerencia y para posibles futuros investigadores que deseen tomar este proyecto como guía de sus
investigaciones.
2
Capítulo I
1. El Problema
1.1 Planteamiento del problema.
(Castorena, 2016) La tendencia actual en las empresas de nuestro medio es hacia una mayor
incorporación de controles de procesos automatizados así como nuevas técnicas de control. Para
las empresas públicas o privadas que presentan ciertos problemas en sus áreas de trabajo.
(Castorena, 2016)
SURPAPEL CORP S.A. que inicia en el año 2001, tiene un gran desarrollo en su actividad
comercial, lo que significa que debe de considerar un correcto cumplimiento de las normativas
de seguridad y salud ocupacional de la empresa, en la bodega establecidas y aplicables según el
manual de trabajo; se sabe que la organización debe velar, resguardar el bienestar de cada uno de
sus colaboradores para la organización porque son una de las partes principales e importantes de
esta. (Castorena, 2016)
Al realizar un observación detallada y análisis de las diferentes actividades que son realizadas
en el área de la Bodega de Repuestos se ha podido evidenciar que existe una problemática sobre
la productividad laboral, la eficacia, el rendimiento, distribución, limpieza y orden que no son los
adecuados, por este motivo el área de Bodega es nuestro objeto principal de estudio por las
diferentes causas que a continuación se detalla en el siguiente diagnóstico: (Castorena, 2016)
Diagrama de Ishikawa o Espina de Pescado
Es un diagrama de causa efecto que se usa para identificar las causas (potenciales o reales) de
un problema. Los diagramas de Ishikawa sirven de estructura para debates grupales sobre las
causas probables de un problema. Con esta herramienta hemos podido identificar las diferentes
causas y efectos que se han dado de acuerdo al estudio realizado.
3
Árbol de Problemas
Sirve como una herramienta participativa, hemos podido identificar cuáles han sido los
principales problemas que hemos encontrado en la empresa, esto permite poder determinar y
definir objetivos claros para poder plantear estrategias y poder cumplir dichos objetivos. (Lagos,
2016)
Diagnóstico: CAUSAS
Selección
Materiales obsoletos innecesarios.
Incorrecta selección de materiales de bodega para ubicarlos en el lugar correspondiente.
(Lagos, 2016)
Orden
El desorden no permite controlar visualmente los stocks en proceso y de materiales de
ofi
Falta o Inexistencia de aviso y carteles en el área de Bodega.
oficina.
Desorden dentro del área no permite tener un control visual del stocks de los diferentes
materiales (repuestos, materiales de oficinas, etc.) (Lagos, 2016)
Limpieza
Presencia de suciedad en los repuestos y área de Bodega.
Eses de palomas dentro del área de la Bodega, causando molestias para los
colaboradores.
Polvo en las áreas de trabajo de la bodega. (Lagos, 2016)
Estandarizar
No hay procedimientos documentados para las todas las actividades en el área de bodega:
limpieza del área, recepción de repuestos, almacenamiento. (Lagos, 2016)
4
Seguimiento
Deficientes medidas de seguridad para el área de Bodega.
Deficiente control en la ubicación de los repuestos que son necesarios y utilizados en el
área.
No existe herramientas para evaluar el desenvolvimiento y efectividad de los procesos
ejecutados en la Bodega. (Lagos, 2016)
Pronóstico: CONSECUENCIAS
Selección
Utilización inadecuada del área para trabajar, haciéndolo reducido por los materiales
obsoletos inservibles lo que podría causar accidentes laborales.
Pérdida de tiempo para los clientes internos de la organización en la búsqueda de
repuestos. Perjudica el control visual dentro del área.
Orden
Pérdida de tiempo al realizar la toma física de inventarios al no encontrarse los repuestos
en el lugar correspondiente.
Demora al momento de solicitar los repuestos por parte de los clientes internos o en la
búsqueda de cualquier documentación.
No se evidencia identificación y señaléticas de lugares los cuales son inseguros o zonas
de alto riesgo para los trabajadores lo cual puede conducir a accidentes laborales.
Limpieza
Contaminación dentro de la Bodega de Repuestos.
5
Afectación en la salud de los colaboradores que realizan las actividades en el área por la
presencia de suciedad y polvo.
Mala imagen para el área de Bodega y averías de los (repuestos, materiales de oficinas).
Estandarizar
Deficiente tareas o actividades que se encuentren establecidas (documentadas) para que
sean realizadas por los trabajadores del área; limpieza del área, recepción de repuestos,
almacenamiento de los mismos.
No hay evidencia de procedimientos para realizar cada una de las diferentes actividades
que realizan dentro del área de Bodega.
Seguimiento
Pérdida de dinero para la empresa (al no haber seguimiento dentro del área por parte de
los colabores los repuestos llegan a deteriorase o extraviarse del área de Bodega).
Al no haber la seguridad adecuada pueden haber accidentes laborales, como la caída de
alguna percha, objetos sobre la humanidad de algunos trabajadores.
Ineficiente procesos y metodología para conservar un ambiente de trabajo adecuado para
los trabajares.
Control al Pronóstico:
Selección
Preparar un mantenimiento correctivo y así eliminar las pérdidas de materiales
(obsoletos) que se deterioran por estar un largo tiempo expuestos en un ambiento no
adecuado.
6
Liberar los espacios y facilitar el control visual de stocks en los repuestos y materiales de
oficinas, etc. (Carrera, 2016)
Orden
Colocar la respectiva Señalización y así mejorar el área de Bodega para crear un mejor
ambiente en el cual los trabajadores estén satisfechos y eliminar riesgos de accidentes
laborales.
Facilitar la identificación de los repuestos de acuerdos a sus características o agrupar por
áreas. (Carrera, 2016)
Limpieza
Realizar mejoras en el área y crear cultura para los colaboradores y así evitar que los
colaboradores contraigan algún tipo de enfermedad.
Realizar cronogramas de aseo y las respectivas actividades para la limpieza del área de
Bodega.
Mejorar el bienestar Físico y Mental de los colaboradores del área e integrar la limpieza
como parte diaria antes de las actividades. (Carrera, 2016)
Estandarizar:
Mejorar la integridad de los colaboradores brindando un ambiente adecuado para
desarrollar mejor sus actividades.
Compromiso de los colaboradores para el cumplimiento de las actividades o cronogramas
a implementar en el área.
Diseñar procedimientos los cuales aseguren, faciliten y aseguren la continuidad de la
(selección, orden y limpieza). (Carrera, 2016)
7
Seguimiento:
Promover la integridad y cumplimento de actividades para mejorar la calidad de trabajo.
Controlar que el personal se encuentre desarrollando las actividades establecidas para
tener un mejor funcionamiento en el área de trabajo.
Respeto de los procedimientos y actividades a desarrollar las cuales serán establecidas
para conservar que el sitio de trabajo sea impecable.
1.2 Formulación del Problema.
¿De qué manera beneficiará la Metodología 5S para la mejora del Departamento de Bodega
en la Empresa SURPAPEL CORP. S.A.?
1.3 Sistematización del problema.
• ¿De qué manera se podría disminuir la aglomeración impropia de materiales en el
Departamento de Bodega SURPAPEL CORP. S.A?
• ¿Cuál es la ventaja de crear un Plan de Mejora en área de Bodega de Repuesto de la empresa
SURPAPEL CORP.S.A?
• ¿Cuáles serían los beneficios para el Departamento de Bodega de Repuesto con el Plan de
Mejora?
En toda organización tanto pública como privada del país, ya sea que se dedique a la actividad
comercial, industrial e incluso organizacional es de vital importancia la aplicación y el control de
programas, que vayan orientados a su desarrollo y mejoramiento continuo, sin embargo algunas
organizaciones no se encuentran enmarcadas dentro de un sistema que les permitan una correcta
organización y orden en los lugares de trabajo,
8
Bajo este contexto, es difícil alcanzar niveles de productividad, calidad y eficiencia elevados,
lo que motiva la necesidad de proponer esta metodología 5 “S”, para el cumplimiento de
objetivos.
1.4 Delimitación del Problema.
Esta investigación se realizará en la siguiente ubicación:
Tabla 1 Delimitación Espacial
Fuente (Elaboración por la autora)
País Ecuador
Región Costa
Provincia Guayas
Cantón Duran
Empresa SURPAPEL CORP.
Área Bodega de Repuesto
Dirección Km 6 1/2 Vía Durán-Tambo
Para la realización de la presente investigación se utilizó información de 2 años (2015).
1.5 Objetivo General.
Diseñar un Plan de Mejora mediante la metodología 5´S para la reducción del
desorden en la Bodega de Repuesto en la empresa SURPAPEL CORP. S.A.
1.6 Objetivo Específico.
Diagnosticar el área de bodega de la Empresa SURPAPEL CORP. S.A, mediante
encuestas y entrevistas estructuradas dirigidas al personal.
9
Identificar las causas que generan los problemas en el área de la bodega.
Realizar un Plan de mejora mediante la Metodología de las 5S.
Elaborar de un Manual de Procedimientos y el Manual de Limpieza para establecer la
mejora en los procesos del área de bodega de la Empresa SURPAPEL CORP. S.A.
1.7 Justificación de la Investigación.
1.7.1 Teórica
En la actualidad la mayoría de las organizaciones tanto privadas como de gobierno
desconocen el potencial de las herramientas de control, y los ahorros tantos financieros como
materiales y de tiempo que se logra obtener al lograr implementarlas.
El plan de mejora basado en la aplicación de las 5"S en la Empresa SURPAPEL CORP. S.A,
se propone con el objetivo de poder lograr una adecuación del mismo y de las partes que lo
integran con el fin de poder garantizar y determinar los espacios necesarios que puedan logar una
mejora en las actividades que se llevan a cabo en el mencionado lugar, con el fin de garantizar
no solo la calidad, sino la seguridad y el bienestar de los trabajadores, logrando reducir los
diferente factores que impiden que una organización logre la eficacia en todas las áreas. La
importancia que se considera en este tema es dar a conocer a los colaboradores el orden y la
autodisciplina que se debe de tener dentro de las organizaciones y en las tareas que realice.
Este trabajo tiene como fin mostrar los beneficios que se logra alcanzar con la
implementación de las 5 S, y por ende una mejor calidad de vida en el trabajo, así como la
autodisciplina que se llevara a cabo una vez implementada.
1.7.2 Práctico
Se determina que la Metodología 5S es una herramienta con la cual se podrá lograr el
mejoramiento continuo para poder generar un mejor ambiente de trabajo el cual sea óptimo y
10
agradable para la organización y todos los colaboradores de la organización, de tal modo que se
logre generar un mejor ambiente de trabajo mediante el orden y limpieza en su lugar de trabajo.
Con la ayuda de la Metodología de 5S se podrán disminuir el desorden, generar un ambiente,
más organizado y limpio en la bodega de repuestos para lograr tener un ambiente que sea
adecuado y correcto para el desempeño de sus trabajadores. Con el desarrollo de la Metodología
5S en la bodega de la empresa, podrá ser utilizada como apoyo para otras tesis o temas de
investigación que generen cambios positivos para el resto de empresas.
1.7.3 Metodológica
Para determinar este aspecto se va a desarrollo el siguiente tema de investigación el cual
consiste en determinar que para definir las adecuadas y/o correctas soluciones a la problemática
que actualmente está afectando de alguna forma a la organización. Y se logrará este propósito
mediante la contribución académica de las siguientes fuentes de información estos serán: tesis,
libros, publicaciones, informes, revistas y páginas de Internet es decir que esta investigación
tiene un carácter documental, en las que podremos determinar y a su vez estén enfocadas y
orientadas directamente a la Metodología 5S’s para encontrar y/o buscar, una vez que ayude a
plantear una correcta y/o adecuada solución para disminuir o actuar ante la problemática actual y
por ende estar prevenido ante este tipo de problemas a futuro, así no haya algo similar en otras
áreas para que así se pueda laborar de una mejor manera.
Sin duda alguna para poder alcanzar los objetivos que anteriormente han sido planteados, va a
ser de gran utilidad la ayuda de los instrumentos de investigación para los cuales se van a
determinar dos, de los cuales serán la fuente fundamental del presente tema de investigación
entre ellos están los siguientes:
-Técnica de Investigación: en las cuales tenemos a la observación y encuestas.
11
Los siguientes fueron la parte clave para obtener una información correcta y así plantear
soluciones adecuadas y lógicas para resolver la problemática con la que en la actualidad cuenta
la organización.
El brainstorming es una de las herramientas más útiles que facilitó el surgimiento de nuevas
ideas. Ver apéndice (figura1). Es conocida como una técnica de creatividad en grupo. Todos los
miembros aportaron un mayor número de ideas sobre un tema o problema determinado durante
un tiempo determinado.
12
Capítulo II
2. Marco Teórico
2.1. Antecedentes de la investigación.
Para ello se realizó una revisión de diferentes trabajos de grado los cuales se llegó a tener
alguna semejanza con el tema que se va a desarrollar y los cuales a su vez muestran diferentes
enfoques los cuales van a servir para que esta investigación logre obtener aportes que útiles para
la misma. (Carlos, 2016)
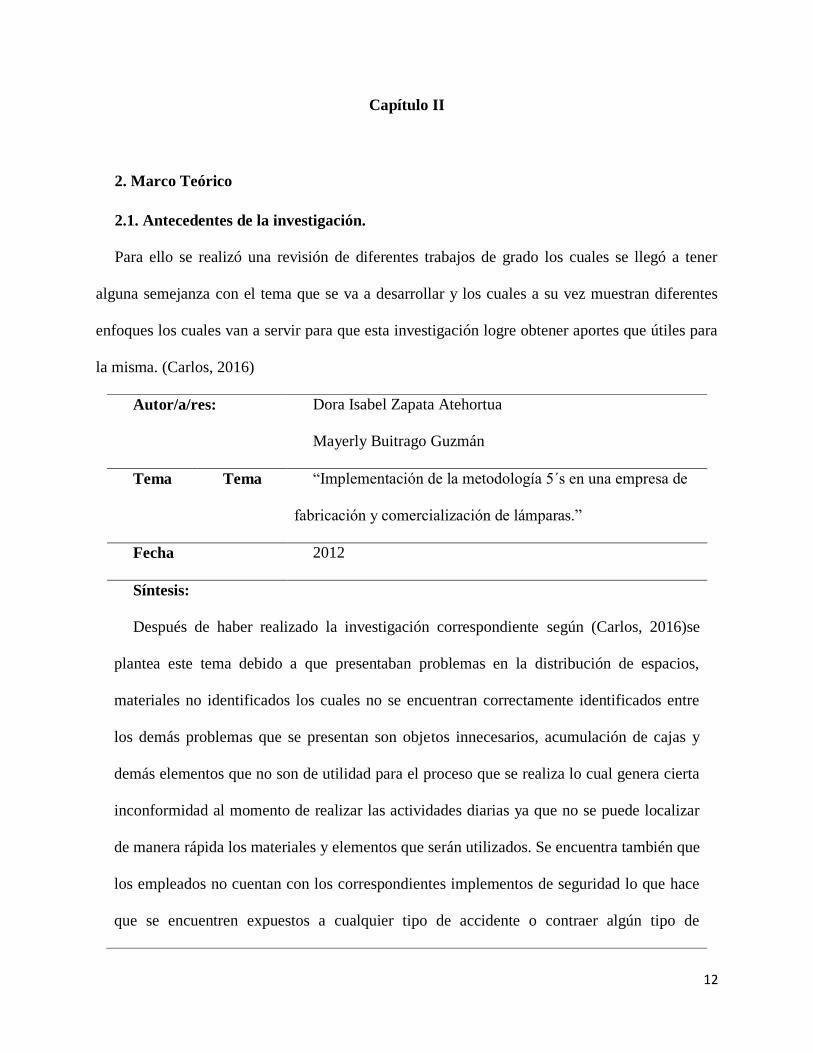
Autor/a/res: Dora Isabel Zapata Atehortua
Mayerly Buitrago Guzmán
Tema Tema “Implementación de la metodología 5´s en una empresa de
fabricación y comercialización de lámparas.”
Fecha 2012
Síntesis:
Después de haber realizado la investigación correspondiente según (Carlos, 2016)se
plantea este tema debido a que presentaban problemas en la distribución de espacios,
materiales no identificados los cuales no se encuentran correctamente identificados entre
los demás problemas que se presentan son objetos innecesarios, acumulación de cajas y
demás elementos que no son de utilidad para el proceso que se realiza lo cual genera cierta
inconformidad al momento de realizar las actividades diarias ya que no se puede localizar
de manera rápida los materiales y elementos que serán utilizados. Se encuentra también que
los empleados no cuentan con los correspondientes implementos de seguridad lo que hace
que se encuentren expuestos a cualquier tipo de accidente o contraer algún tipo de
13
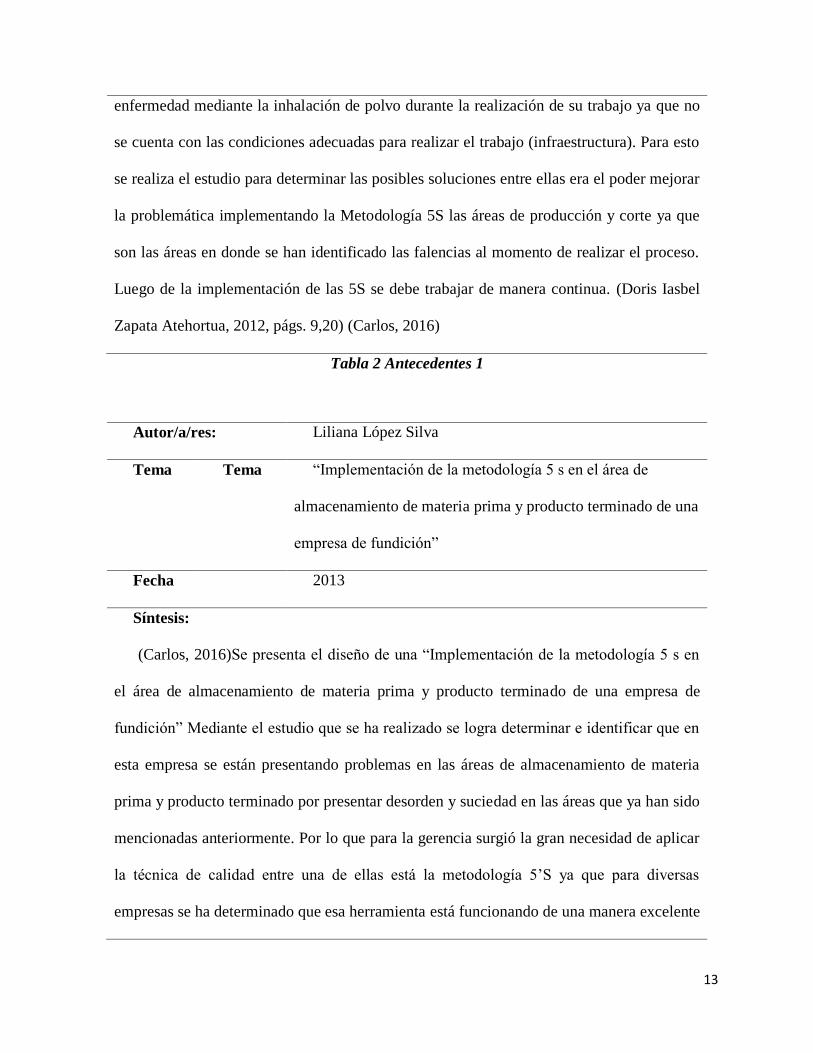
enfermedad mediante la inhalación de polvo durante la realización de su trabajo ya que no
se cuenta con las condiciones adecuadas para realizar el trabajo (infraestructura). Para esto
se realiza el estudio para determinar las posibles soluciones entre ellas era el poder mejorar
la problemática implementando la Metodología 5S las áreas de producción y corte ya que
son las áreas en donde se han identificado las falencias al momento de realizar el proceso.
Luego de la implementación de las 5S se debe trabajar de manera continua. (Doris Iasbel
Zapata Atehortua, 2012, págs. 9,20) (Carlos, 2016)
Tabla 2 Antecedentes 1
Autor/a/res: Liliana López Silva
Tema Tema “Implementación de la metodología 5 s en el área de
almacenamiento de materia prima y producto terminado de una
empresa de fundición”
Fecha 2013
Síntesis:
(Carlos, 2016)Se presenta el diseño de una “Implementación de la metodología 5 s en
el área de almacenamiento de materia prima y producto terminado de una empresa de
fundición” Mediante el estudio que se ha realizado se logra determinar e identificar que en
esta empresa se están presentando problemas en las áreas de almacenamiento de materia
prima y producto terminado por presentar desorden y suciedad en las áreas que ya han sido
mencionadas anteriormente. Por lo que para la gerencia surgió la gran necesidad de aplicar
la técnica de calidad entre una de ellas está la metodología 5’S ya que para diversas
empresas se ha determinado que esa herramienta está funcionando de una manera excelente
14
y así incrementar los niveles de calidad y tiene resultados inmediatos. Y no genera una
mayor inversión para la empresa. Para esto es de gran importancia el poder concientizar a
los trabajadores que se debe tener el compromiso en mejorar, ya que esta responsabilidad
es de todos hacer que la empresa tenga una mejor presentación y calidad ante el cliente a
través de las 5’S el cambio se puede logra. (Carlos, 2016)
Tabla 3 Antecedentes 2
Autor/a/res: Guanoquiza Fajardo Mayra Alexandra
Jachero Peralta Teresa Catalina
Tema Tema “Diseño de un Modelo del Sistema de Orden y Limpieza
(5S) para mejorar el área de producción de la Fábrica
Corruaustro”. Periodo 2013 - 2014
Fecha 2013
Síntesis:
Se diseñó un Modelo del Sistema de Orden y Limpieza (5S) para el mejoramiento
de la producción de la fábrica CORRUAUSTRO teniendo como objetivo que la
empresa cuente con un programa que logre y pueda ofrecer un mejor ambiente de
trabajo, la seguridad al personal y la productividad de la fábrica. Según la evaluación
realizada se encontraron los problemas más críticos de desorden y suciedad en el área
de producción por lo que se diseñó el modelo que va a ayudar y obtener mejoras dentro
del área. Uno de los retos más importantes y difíciles fue cambiar la actitud del
personal. (Alexandra & Catalina, 2013, pág. 2)
Tabla 4 Antecedentes 3
15
2.2. Fundamentación.
2.2.1. “Metodología 5´S”.
2.2.2.1. ¿Historia de las 5´S?
Ilustración 1 5S
Fuente (Investigación directa)
Este método de las cinco “S” sirve para incrementar la productividad este proceso forma
parte del conocido método Toyota, cuyo origen se ubica en Japón, durante las décadas de 1950 y
1960, en plena expansión japonesa tras la Segunda Guerra Mundial. El método Toyota fue
adaptado posteriormente en Occidente bajo el término inglés, Lean Manufacturing o la
táctica Just In Time, esta fue una de las primeras colaboradoras en el desarrollo e
implementación de esta metodología llamada las 5 "S" son cinco palabras japonesas que
nombran a cada una de las cinco fases que componen la metodología y comienzan con la letra
"S".
Las 5S son consideradas uno de los más maravilloso legados que se originó después de
la revolución empresarial de los años 60. Es más conocido como un conjunto de buenas prácticas

16
para llevar un trabajo a un estado más eficiente y mantenerlo así en el transcurso del tiempo.
(Alexandra & Catalina, 2013)
(DEMING, 2010), sostiene que en 1945 culminación de la segunda guerra mundial, a la vez
es el inicio de la restauración de posguerra. Mientras tanto las empresas japonesas decayeron en
el mercado mundial, porque sus productos eran considerados: “baja calidad y precio barato.
2.2.2 Objetivos de la Calidad
Ilustración 2 Objetivos de las 5S
Fuente (FAO, 2010)
Las 5S son una metodología la cual persigue y pretende establecer una cultura organizacional
la cual ayude y facilite, el manejo de los recursos de la organización, y por otro la mejora de los
diferentes ambientes laborales, con el propósito de generar un cambio de conductas que
repercutan en un aumento de la productividad y el bienestar general. Teniendo como objetivos:
17
Eliminar del área de trabajo lo que sea inútil (innecesario).
Organizar el espacio del área de trabajo de forma eficaz.
Mejorar el nivel de limpieza de las diferentes áreas de trabajo.
Prevenir la aparición de la suciedad y el desorden en los puestos de trabajos.
Fomentar y Crear una mejor cultura en los trabajadores de la organización.
2.2.3 Evolución de la Calidad
A lo largo del tiempo la calidad ha tomado diferentes enfoques esto varía de acuerdo a la
época, filosofía y cultura en que se haya adoptado, en los años 70’s, se tomó considerable la
importancia estratégica de la calidad, la mejora y la satisfacción del cliente, tomando como
slogan hecho en Japón; además en muchas empresas y organizaciones del mundo iniciaron sus
programas de calidad vista como una acción estratégica utilizada para mejorar su
competitividad.
En los años 80 en México debido a la crisis económica que las empresas visualizan la
necesidad de exportar para poder permanecer en el mercado; por esto buscan la manera de ser
competitivas a nivel nacional e internacional , iniciando a nivel mundial el proceso de transición
que conllevaba a una cultura de calidad total en las organizaciones, destacando la participación
de los colaboradores y compartiendo la responsabilidad organizacional, en busca de un ambiente
de trabajo coherente con el enfoque de calidad total.
Tabla 5 Ejemplo: Rumbo al taller ideal
Fuente (SACRISTÁN, EL TALLER IDEAL)
1
Limpieza Optimización Formalización Continuidad
2 3 4
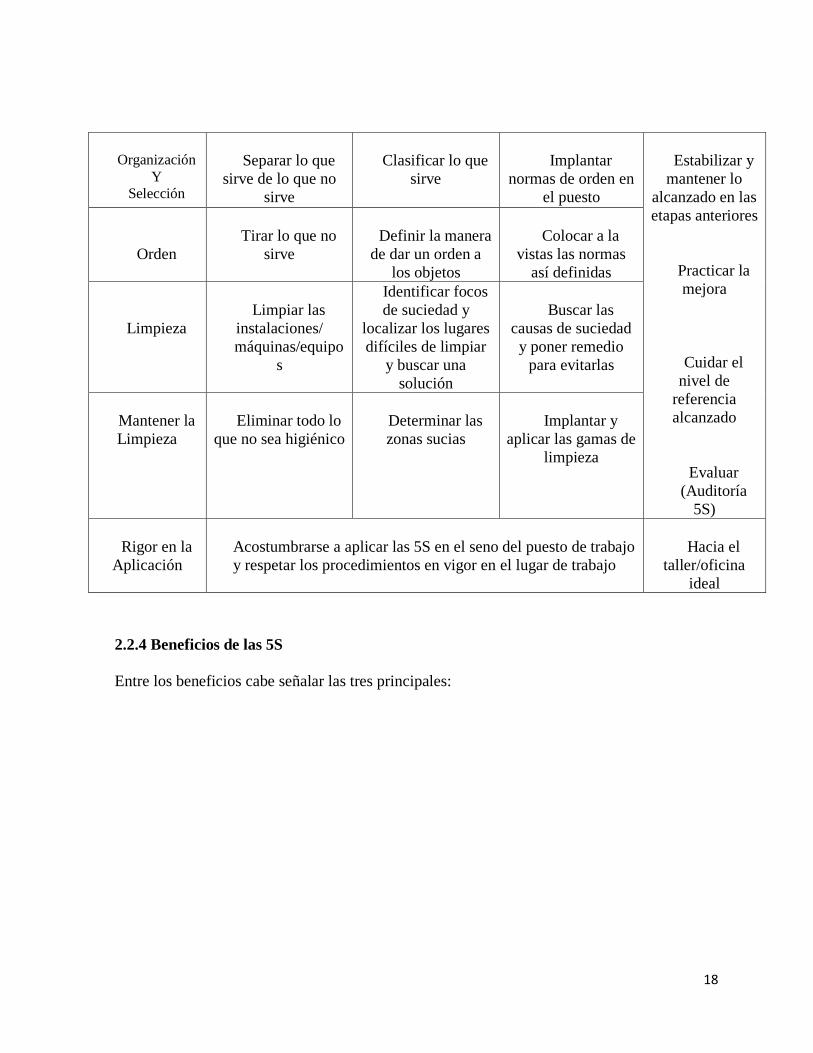
18
Organización
Y
Selección
Separar lo que
sirve de lo que no
sirve
Clasificar lo que
sirve
Implantar
normas de orden en
el puesto
Estabilizar y
mantener lo
alcanzado en las
etapas anteriores
Practicar la
mejora
Cuidar el
nivel de
referencia
alcanzado
Evaluar
(Auditoría
5S)
Orden
Tirar lo que no
sirve
Definir la manera
de dar un orden a
los objetos
Colocar a la
vistas las normas
así definidas
Limpieza
Limpiar las
instalaciones/
máquinas/equipo
s
Identificar focos
de suciedad y
localizar los lugares
difíciles de limpiar
y buscar una
solución
Buscar las
causas de suciedad
y poner remedio
para evitarlas
Mantener la
Limpieza
Eliminar todo lo
que no sea higiénico
Determinar las
zonas sucias
Implantar y
aplicar las gamas de
limpieza
Rigor en la
Aplicación
Acostumbrarse a aplicar las 5S en el seno del puesto de trabajo
y respetar los procedimientos en vigor en el lugar de trabajo
Hacia el
taller/oficina
ideal
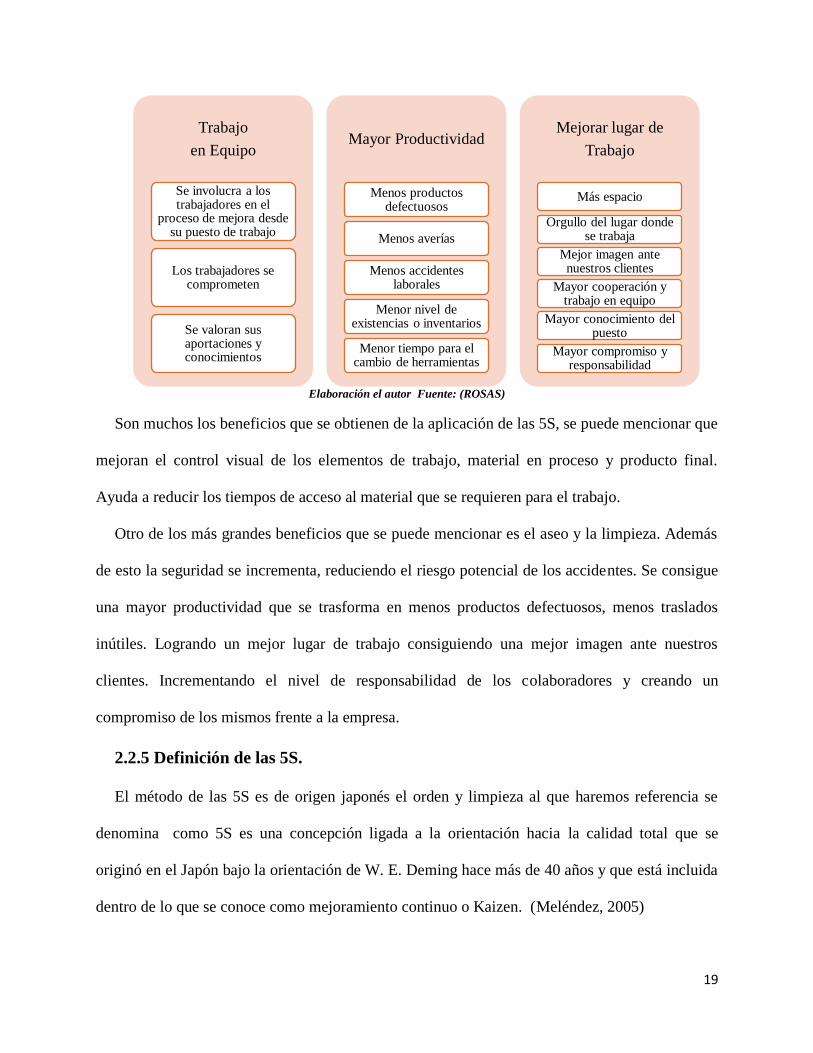
2.2.4 Beneficios de las 5S
Entre los beneficios cabe señalar las tres principales:
19
Elaboración el autor Fuente: (ROSAS)
Son muchos los beneficios que se obtienen de la aplicación de las 5S, se puede mencionar que
mejoran el control visual de los elementos de trabajo, material en proceso y producto final.
Ayuda a reducir los tiempos de acceso al material que se requieren para el trabajo.
Otro de los más grandes beneficios que se puede mencionar es el aseo y la limpieza. Además
de esto la seguridad se incrementa, reduciendo el riesgo potencial de los accidentes. Se consigue
una mayor productividad que se trasforma en menos productos defectuosos, menos traslados
inútiles. Logrando un mejor lugar de trabajo consiguiendo una mejor imagen ante nuestros
clientes. Incrementando el nivel de responsabilidad de los colaboradores y creando un
compromiso de los mismos frente a la empresa.
2.2.5 Definición de las 5S.
El método de las 5S es de origen japonés el orden y limpieza al que haremos referencia se
denomina como 5S es una concepción ligada a la orientación hacia la calidad total que se
originó en el Japón bajo la orientación de W. E. Deming hace más de 40 años y que está incluida
dentro de lo que se conoce como mejoramiento continuo o Kaizen. (Meléndez, 2005)
Trabajo
en Equipo
Se involucra a los trabajadores en el
proceso de mejora desde su puesto de trabajo
Los trabajadores se comprometen
Se valoran sus aportaciones y conocimientos
Mayor Productividad
Menos productos defectuosos
Menos averías
Menos accidentes laborales
Menor nivel de existencias o inventarios
Menor tiempo para el cambio de herramientas
Mejorar lugar de
Trabajo
Más espacio
Orgullo del lugar donde se trabaja
Mejor imagen ante nuestros clientes
Mayor cooperación y trabajo en equipo
Mayor conocimiento del puesto
Mayor compromiso y responsabilidad
20
La metodología se centra en estudiar qué consumos de materiales y tiempos se pueden
reducir, como simplificar las actividades de los operarios para evitar errores, reducir riesgos,
asegurar la calidad y, en definitiva, aumentar la eficiencia de los procesos reduciendo costes al
mismo tiempo. (JORGE JIMENO, 2013)
Las 5S forman parte integral de los procesos de mejoramiento continuo, surgieron a partir de
la segunda guerra mundial, dada a conocer por la Unión Japonesa de Científicos e ingenieros; la
cual fue considerada como parte de la mejora de la calidad entre los principales objetivos de las
5S son la reducción de obstáculos que impidan una producción eficiente, esto trajo como
resultado mejor higiene y seguridad a lo largo de todos los diferentes procesos productivos.
Es un programa de trabajo para talleres y oficinas que consiste en desarrollar actividades de
orden/limpieza y detección de anomalías en el puesto de trabajo, que por su sencillez permiten la
participación de todos a nivel individual /grupal, mejorando el ambiente de trabajo, la seguridad
de personas y equipos de productividad. (SACRISTÁN, LAS 5S: ORDEN Y LIMPIEZA EN EL
PUESTO DE TRABAJO, 2005)
(LEFCOVICH, 2010) Indica que las operaciones de Organización, Orden y Limpieza fueron
desarrolladas por empresas japonesas, entre ellas Toyota, con el nombre de 5 “S”. Se han
aplicado en diversos países con notable éxito.
Las 5S provienen de nombren japoneses que tienen la finalidad de conseguir una fábrica
limpia y ordenada; estos nombres son:
1.- SEIRI: Separar y clasificar.
2.- SEITON: Ordenar
3.- SEISO: Limpieza
4.- SEIKETSU: Mantener
21
5.- SHITSUKE: Disciplina
SEIRI (organizar y seleccionar)
Se separa lo que sirve de lo que no sirve clasificando lo último y desprenderse de estos para
que no vuelvan aparecer. Esto nos lleva a la pregunta ¿qué hacer con lo innecesario?.
Lucha contra el hábito de guardar solo lo necesario, es una gran manera de ganar espacio y ser
utilizado de la mejor manera posible. Solo queda lo que necesita.
Seiri o clasificar significa eliminar del área de trabajo todos los elementos innecesarios y que
no se requieren para realizar nuestra labor. Buscamos tener alrededor elementos o componentes
pensando que nos harán falta para nuestro próximo trabajo. Con este pensamiento creamos
verdaderos stocks reducidos en proceso que molestan, quitan espacio y estorban. (ENRIQUE
GALVÁN MELENDEZ, 2005)
Beneficios
Disminución de requerimientos en necesidad de espacio, transporte, seguros, etc.
Eliminar la compra de materiales no necesarios para la empresa y su procedente
deterioro.
Minimizar cansancio físico de trabajadores, mejorar las facilidades de operación.
SEITON (Ordenar)
Se establecen los modos en que deben identificarse los materiales necesarios de forma que sea
rápido y fácil encontrarlos, utilizarlos y reponerlos. Un lugar para cada cosa, el orden se aplica a
la clasificación si se clasifica y se ordena se obtienen los resultados esperados de la organización.
*Seiton consiste en organizar los elementos que hemos clasificado como necesarios de modo
que se puedan encontrar con facilidad. Una vez hemos eliminado los elementos innecesarios, se
define el lugar donde se deben ubicar aquellos que necesitamos con frecuencia, identificándolos
22
para eliminar el tiempo de búsqueda y facilitar su retorno al sitio una vez utilizados (es el caso de
la herramienta). (ENRIQUE GALVÁN MELENDEZ, 2005).
Como uno de los ejemplos de esta segunda S, es señalizar pasillos con pinturas y diferentes
espacios designados para las diferentes áreas de la organización, esto evita extravío de
documentos y previene accidentes laborales.
Beneficios:
Minimizar el control de stock.
Minimizar control de producción.
Aumento de retorno de capital
Mayor productividad de máquinas
Mayor productividad de personas
Minimizar cansancio físico.
Mejora el ambiente laboral.
SEISÔ (Limpieza)
Se identifica y elimina todas las fuentes de suciedad, y se realizan acciones para que no re
aparezcan. Es decir limpiar y evitar que se ensucie; se considera como una de las actividades
fundamentales ya que a través de la limpieza se identifica diferentes fallas, y posibles inicios de
incendios mediante los olores.
¿Qué es Seiso? Seiso – Limpiar
Limpiar el sitio de trabajo y los equipos y prevenir la suciedad y el desorden
23
*Seiso significa eliminar el polvo y suciedad de todos los elementos de una fábrica, implica
inspeccionar el equipo durante el proceso de limpieza. Se identifican problemas de escapes,
averías, fallos o cualquier tipo de FUGUAI. Esta palabra japonesa significa defecto o problema
existente en el sistema productivo. La limpieza se relaciona estrechamente con el buen
funcionamiento de los equipos y la habilidad para producir artículos de calidad. (ENRIQUE
GALVÁN MELÉNDEZ, 2005).
Por ejemplo un trabajador al limpiar una maquina puede identificar el mal funcionamiento de
la misma. Por lo tanto la limpieza es fundamental para eliminar cualquier tipo de aceite y hollín.
En una máquina, se puede encontrar tornillos y tuercas sueltas. Es por esta razón que Seiso se
puede referir a una enseñanza a un aprendizaje.
Un área limpia se constituye en una fuerte motivación para el empleado, un área de trabajo
sucia se considera una desmotivación para los empleados y se refleja en una pérdida de las
ganancias.
Otro de los ejemplos de limpieza que se puede mencionar es un correcto uso del aire
acondicionado que es una herramienta importante para el personal y para el cliente, un aire
limpio permitirá detectar fugas de combustibles, gases y químicos nocivos para la salud. La
limpieza del área de producción que deja un producto de buena calidad; y se puede lograr una
excelente productividad; así también como es muy importante cumplir con todas las normas de
seguridad y salud ocupacional. Lugares ventilados bien iluminados y limpios son muy
importantes
La luz es considerada uno de los elementos más importantes del color, al usarse de la manera
adecuada no solo logra un ambiente agradable sino también ayuda a aumentar la productividad
en todas las áreas de la empresa; Es muy importante seleccionar los colores de cada parte de la
24
industria. En conclusión es necesario que siempre se haga una limpieza diaria para mejora
continua.
Beneficios:
Aumenta la productividad de personas.
Aumenta la productividad de máquinas.
Agilita la rápida venta del producto.
Ayuda a evitar daños materiales.
Muy importante para mejorar la imagen de la empresa.
SEIKETSU (Mantener la limpieza)
Establecer los estándares de limpieza para su aplicación y mantener el nivel alcanzado.
Esta metodología permite mantener los resultados logrados, mantener la limpieza de las
personas mediante la ropa adecuada y utilizando los implementos necesarios. En esta S la
disciplina se considera un rol muy importante, en la actualidad en la industria moderna se
presentan diferentes problemas sobre todo en la salud.
¿Qué es Seiketsu? Seiketsu – Estandarizar- Preservar altos niveles de organización, orden y
limpieza
*Seiketsu es la metodología que nos permite mantener los logros alcanzados con la aplicación
de las tres primeras "S". Si no existe un proceso para conservar los logros, es posible que el lugar
de trabajo nuevamente llegue a tener elementos innecesarios y se pierda la limpieza alcanzada
con nuestras acciones. (ENRIQUE GALVÁN MELENDEZ, 2005)
Es necesario que se tomen las siguientes precauciones:
Orden y limpieza adecuados.
25
Consulta y prevención, brindándole al empleado la información necesario para que lleve
una correcta disciplina. Y la utilización de equipos de protección.
Es importante que la gerencia diseñe e implemente procedimientos que aseguren la
continuidad de Seiri, Seiton y Seison.
Las ayudan que se pueden emplear para asignar responsabilidades son:
Diagrama de distribución de trabajo
Tableros de estándares
Manual de limpieza.
Beneficios:
Mejorar seguridad para los trabajadores.
Mejorar el rendimiento y desempeño de trabajadores.
Muy importante para mejorar la imagen de la empresa.
SHITSUKE (Rigor en la aplicación)
Se convierte en un hábito emplear los métodos establecidos y estandarizados en la limpieza
del trabajo para su mejora continua.
*Shitsuke significa convertir en hábito el empleo y utilización de los métodos establecidos
y estandarizados para la limpieza en el lugar de trabajo. Podremos obtener los beneficios
alcanzados con las primeras "S" por largo tiempo si se logra crear un ambiente de respeto a las
normas y estándares establecidos, su aplicación nos garantiza que la seguridad será
permanente, la productividad se mejore progresivamente y la calidad de los productos sea
26
excelente; implica un desarrollo de la cultura del autocontrol dentro de la empresa. (ENRIQUE
GALVÁN MELÉNDEZ, 2005).
Es decir que las 5S pueden considerarse una filosofía, implica cumplir con los principios de
higiene y cuidado personal, vencer la resistencia al cambio por medio de la información
proporcionada. Es fundamental mantener la autodisciplina y la mejora del día a día.
Beneficios:
Ayuda a implementar una cultura de cuidados de materiales y recursos de la empresa.
Ayuda a crear una sensibilización y respeto entre trabajadores.
Aumento de la moral en la empresa.
Al aumentar los niveles de calidad el cliente se sentirá más satisfecho.
2.2.6 ¿Porque se llama estrategia de las 5S?
Se considera una estrategia porque representa acciones, procesos a seguir para obtener el
resultado esperado por la organización. Generando un lugar seguro y digno para trabajar. Se
constituye en un modelo de productividad industrial, que hoy por hoy se aplica en la mayor parte
de las empresas occidentales. En la vida cotidiana se practica el Seiri y el Seiton, al mantener en
lugares apropiados la basura, los tachos, libretas, llaves, etc. Al tener un entorno en desorden se
pierde la eficiencia y por ende la eficacia de una tarea dentro de la organización. Es por esto que
cobra una mayor importancia la aplicación de esta estrategia.
“Simplemente, es un principio básico de mejorar nuestra vida y hacer de nuestro sitio de
trabajo un lugar donde valga la pena vivir plenamente.”
27
Entre las Personas Cominucacion En la Organizacion
Ilustración 3 La comunicación y las 5S
Fuente (Elaborado por autora)
2.2.7 Necesidad de la Estrategia de las 5S.
Muchas personas no le dan una vital importancia a la estrategia de las 5S. La estrategia
de las 5S, lleva a la empresa a las siguientes metas:
Mejorar el ambiente de trabajo eliminando los despilfarros de materiales de trabajo los
cuales son producidos por fugas, desorden, contaminación y falta de aseo.
Lograr la reducción de pérdidas por costo, por calidad y tiempo. Aumentar el ciclo de
vida útil de los equipos mediante la inspección permanente de los mismos.
Mejorar la autodisciplina y el cumplimiento de estándares. Conservando los lugares de
trabajos.
Reducir las causas potenciales de accidentes laborales.
2.2.8 Las 5S y la Comunicación
(DORBESSAN, 2013) Dice que lograr formas más productivas es darse cuenta de la forma
como manejamos la comunicación. Un buen manejo del diálogo, sin agredir o descalificar al otro
permite ante una situación dada que se logren acuerdos en forma rápida y con menor esfuerzo.
La comunicación es muy importante para cumplir con los procedimientos de las 5S, ya que se
debe de entender por qué, cómo y cuándo, hacer una actividad cumpliendo los procesos que
exige la organización. Visualizar cómo reaccionan las personas cuando se les indica una tarea
específica. La comunicación permite crear relaciones significativas y satisfactorias, esta se
puede dar como una comunicación ya se verbal o escrita.
28
Por medio de la conversación entre las personas se puede entablar una comunicación, entre el
emisor y receptor se constituye un mensaje dejando como consecuencia un resultado. En la
comunicación el punto más importante es saber escuchar, oír e interpretar.
2.2.9 Resultados de aplicación de las 5S.
Diferentes estudios estadísticos de algunas empresas que han aplicado la metodología 5S,
presentan excelentes resultados solo en la aplicación de las 3 primeras S.
Reducción del 40% de costos de mantenimiento.
Reducción del 70% de accidentes laborales.
Un considerable incremento del 10% de la fiabilidad del equipo. Y un 15% del tiempo
entre fallas.
2.3.10 La 5S y su relación con la calidad
Se define a la calidad como el cumplimiento 100% de las inspecciones que tienen que
realizarse en un proceso determinado lo cual da como resultado la perfección de un bien,
producto o servicio. El control total de la calidad se considera una manera de llevar una correcta
administración de la organización.
La concepción tradicional define a la calidad total como la unidad de mayor control dentro de
la organización orientada al producto exclusivamente, define la falla de un proceso. También se
la conoce como inspección por lo tanto se la considera operacional.
Por otro lado la concepción moderna define a la calidad como un factor estratégico que
predomina sobre la cantidad, es considerada una satisfacción ya que es rentable por lo tanto no se
permiten errores, porque prevé fallas y se constituye como una responsabilidad de todos.
2.3.11 Relación Calidad y Productividad
29
Se entiende por productividad al vínculo que existe entre lo que se ha producido y los medios
que se han empleado para conseguirlo (mano de obra, materiales, energía, etc.). (GARDEY,
2012)
La productividad se define como el perfeccionamiento del proceso, el aumento de la
productividad es el aumento de horas de trabajo mide la relación entre los outputs (forma de
productos y servicios producidos) y los inputs (forma de mano laboral, capital y otros recursos).
Para que exista una excelente productividad se debe de usar los recursos de una manera
eficiente en el menor tiempo posible. Esta además debe de ser innovadora.
Ilustración 4 La calidad y Productividad
Fuente: (Elaboración por la autora)
La eficiencia es "el logro de las metas con la menor cantidad de recursos" (WEIHRICH,
2014).
La eficiencia consiste en "obtener los mayores resultados con la mínima inversión"
(COULTER, 2010).
Mejora
La Calidad
Mejora la
Productividad Se logra un posicionamiento en el mercado con la
mejor calidad a un precio bajo.
Costos bajos porque existen menos reproceso, no
se producen equivocaciones, menos retrasos mejor
utilización de recursos transformadores y
transformados
Se permanece
En el negocio
30
La eficiencia se resume en una búsqueda constante por parte de las organizaciones modernas,
y su tiene como resultado la finalidad de la técnica japonesa de las 5 “S”.
2.3.12 Las 5S y las Normas de Estandarización.
Actualmente, a nivel mundial se ha desarrollado una tendencia por parte de los clientes,
requiriendo requisitos más exigentes respecto a la calidad. Por ende para lograr que una
organización sea reconocida por la calidad de sus productos o servicios, tiene que funcionar con
eficacia y eficiencia, cumpliendo una norma que de garantía al usuario de los productos o
servicios que estos ofrecen, para obtener una de estas normas el primer paso a seguir es el
método de las 5 S.
Es por esta razón que se ha desarrollado diferentes normas de sistemas de calidad y guías que
contemplen los requisitos en las especificaciones técnicas del producto o servicio.
Evolución y estructura de la familia ISO 9000
Gestión administrativa y sistemas de gestión
Integralidad de los sistemas de gestión (Taller)
Normatividad ISO y Normas de Apoyo
Ciclo PHVA y sistemas de mejoramiento continuo (Taller)
Elementos comunes en Sistemas Integrados de Gestión (SIG)
Terminología en SIG (Taller)
Correspondencia de Normas en SIG
31
Es importante mencionar que al tener un sistema de calidad no significa que la mejora en la
organización puede ser continua. Esto depende más bien de la implementación y responsabilidad
de cada uno de los departamentos que cumplan con los requisitos establecidos. En el siguiente
cuadro se observa la responsabilidad de cada departamento de la organización.
F
uente
: (Investigación directa)
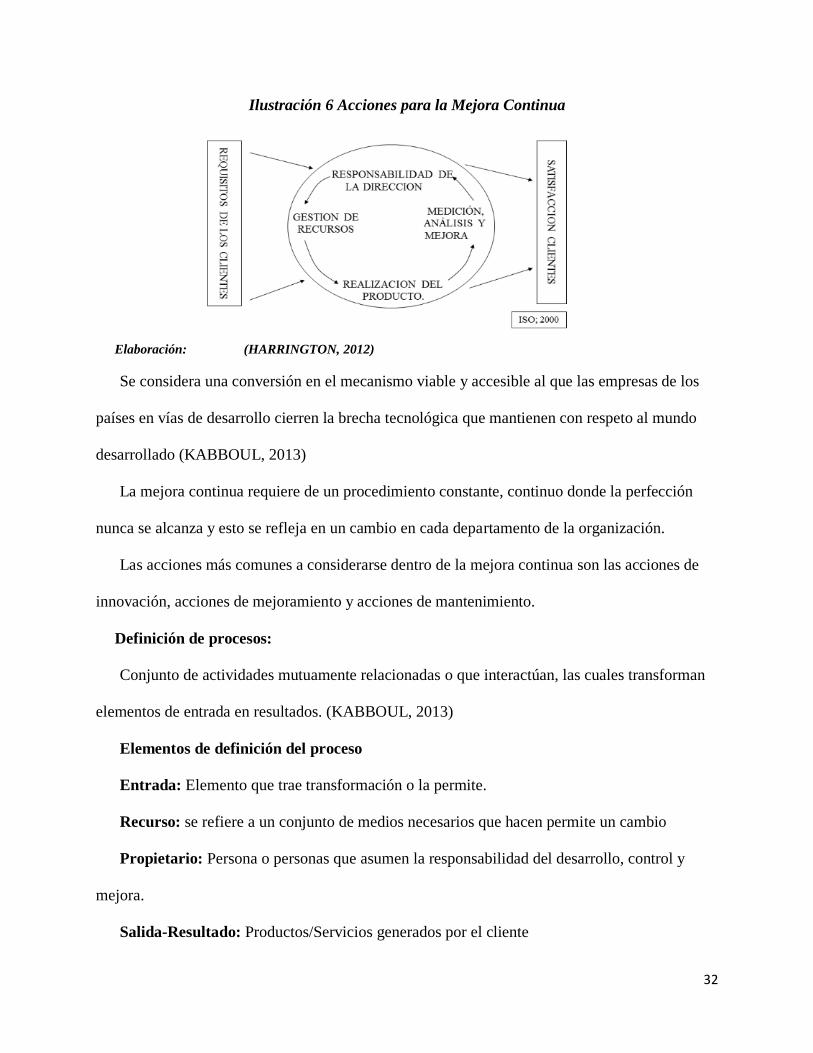
Se define a la mejora continua como la actividad recurrente para aumentar la capacidad de
cumplir los requisitos. (ESPARZA, 2010)
La mejora continua es el proceso mediante el cual se establecen objetivos y se identifican
oportunidades para la mejora (HARRINGTON, 2012)
Ilustración 5 Responsabilidad de los Departamentos de la Organización
32
Ilustración 6 Acciones para la Mejora Continua
Elaboración: (HARRINGTON, 2012)
Se considera una conversión en el mecanismo viable y accesible al que las empresas de los
países en vías de desarrollo cierren la brecha tecnológica que mantienen con respeto al mundo
desarrollado (KABBOUL, 2013)
La mejora continua requiere de un procedimiento constante, continuo donde la perfección
nunca se alcanza y esto se refleja en un cambio en cada departamento de la organización.
Las acciones más comunes a considerarse dentro de la mejora continua son las acciones de
innovación, acciones de mejoramiento y acciones de mantenimiento.
Definición de procesos:
Conjunto de actividades mutuamente relacionadas o que interactúan, las cuales transforman
elementos de entrada en resultados. (KABBOUL, 2013)
Elementos de definición del proceso
Entrada: Elemento que trae transformación o la permite.
Recurso: se refiere a un conjunto de medios necesarios que hacen permite un cambio
Propietario: Persona o personas que asumen la responsabilidad del desarrollo, control y
mejora.
Salida-Resultado: Productos/Servicios generados por el cliente
33
Cliente: Destinatario del producto / Servicio
Las actividades desarrolladas de manera repetitiva, secuencial y eficiente generan un valor
agregado para el cliente lo cual permite cumplir los requisitos del cliente la Necesidad o
expectativa, que puede medir los resultados.
Satisfacción y orientación al cliente
El cliente es cualquier persona, grupo, organización, etc., que tiene expectativas legítimas y
posibilidades de participar en el proceso de elaboración, consumo o disfrute de un servicio”
(BREZMES, 2014)
Se refiere al usuario, beneficiario o ciudadano que utiliza un bien o servicio por el cual pagan
un valor determinado. Existen muchos puntos de vistas de diferentes autores que lo catalogan
como un pilar fundamental para la subsistencia de una organización por lo tanto lo reconocen
como lo más importante de la organización.
2.3 Marco Contextual
SURPAPELCORP S.A nace en el Ecuador en el año 2001 con la conformación de la
comercializadora de Papel. Como resultado del éxito alcanzado, en el año 2006 adquiere
acciones de la nueva cartonera INCARPALM con la más alta tecnología del país. Convirtiéndose
en poco tiempo en una de las empresas más competitivas del mercado. A mediados del 2009
SURPAPEL compra el 100% de las acciones de PROCARSA, proyectándose en el mercado
como el grupo de soluciones de empaque de cartón corrugado más sólido de la región. Hoy en
día poseemos operaciones en: Ecuador Argentina, Colombia, Perú, Chile y Estados Unidos.
34
La planta cuenta con un área de cinco hectáreas, de los cuales en 10 000 m2 se realiza el
proceso de transformación del papel. La inversión inicial de la planta es de USD 75 millones y
para finales del 2013 serán USD 100 millones. El papel reciclado será recolectado de varias
cadenas de supermercados y en fábricas de empresas de Quito y Guayaquil. En el programa de
recolección trabajan 5 000 personas y en la fábrica 140. La firma ingresó al Ecuador hace siete
años como importadora de papel corrugado. Además, hace seis años compró el 75% de las
acciones de la empresa cartonera INCARPALM, ubicada en el cantón Durán (Guayas). En el
2009, también adquirió la cartonera PROCARSA, en Machala (El Oro). La inversión en estas
dos operaciones representó cerca de USD 70 millones. La idea de crear esta empresa, expresó el
chileno Pedro Huerta, presidente de SURPAPELCORP, es para sustituir las importaciones de
materia prima. “Nos dijimos (con los socios) que en lugar de importar produzcamos en Ecuador,
donde está la materia prima y así nos ahorramos dinero”. En el país, esta industria -en general-
requiere de 560 000 toneladas de papel corrugado para fabricar cartones, que luego sirven para
exportar productos como banano, flores y otras frutas. Con el ingreso de SURPAPELCORP, la
empresa fabricará el 21% de esa demanda (120 000 toneladas este año). La proyección es que
para finales del 2013 la cifra suba a 190 000 toneladas. Según Huerta, el ahorro en importaciones
para el sector será cerca de USD 150 millones al año indicó. La materia prima que necesita la
planta es papel y cartón.
2.4 Marco Conceptual
Según (Alexandra & Catalina, 2013) detalla algunos conceptos importantes que tienen
relación directa con el tema de las 5S, los cuales se cita a continuación:
Tabla 6 Marco Conceptual
35
Orientar
Acción que se hace referencia a situar una cosa en una cierta
posición, y comunicar a una persona que no sabe aquello y que
pretende conocer, o a guiar a un sujeto hacia un sitio.
Desorden
Se le llama a la falta de orden o disposición de los elementos
que estén en función de una cosa o un conjunto.
Materiales Innecesarios
Objetos que No son necesarios. Y que ya no hacen falta o se
puede desechar.
5’S
Estrategia la cual representa una serie de acciones que están
enfocadas al mejoramiento continúo de la organización u otras
instituciones que lo necesiten.
Concientizar
Acto que se una persona tome conciencia, sobre toda aquella
acción, circunstancia que se pueda mejorar.
Productividad
Es la capacidad de algo o alguien de producir, ser útil y
provechoso.
Competitividad
Capacidad de competir que tiene una persona, empresa o
país para obtener rentabilidad en el mercado frente a sus otros
competidores.
Calidad
Tenemos que es la capacidad que posee un objeto para
satisfacer necesidades según un parámetro, un cumplimiento de
requisitos de calidad.
Orden Es una secuencia en la cual serán colocadas cosas, ideas o
personas en un espacio o tiempo determinado.
36
Limpieza Acción y efecto de limpiar para eliminar la suciedad de un
objeto, área de trabajo entre otros.
Eficiencia
Es la capacidad de poder lograr ese efecto en cuestión con el
mínimo de recursos posibles o en el menor tiempo posible.
Seiri (organización)
Identificación de materiales necesarios e innecesarios para
eliminar del espacio de trabajo lo que sea inútil.
Seiton (Orden) Organizar el espacio de trabajo de forma eficaz.
Seiso (Limpieza) Mejorar el nivel de limpieza de los lugares de trabajo u otros.
Seiketsu (Control Visual)
Detectar situaciones que sean irregulares o anormales
mediante normativas sencillas y que a su vez sean visibles para
todos.
Shitsuke (Disciplina)
Fomentar los esfuerzos en este sentido y mantener el cambio
que ha sido realizado con el fin de mejorar.
Normas
Reglas que son dictadas por las autoridades competentes
para el correcto cumplimiento que si no se realiza se debe tener
sanción.
Suciedad
Sustancias que se encuentran no deseadas la cual se debe
prestar atención para su correcta eliminación.
Trabajar Permanente
Se determina aquel trabajo el cual tenga una relación de
trabajo por tiempo indeterminado.
Identificar Toda acción en la cual se da a conocer la identificación
Eliminar Sirve para expresar acciones como quitar y separar.
37
Fuente: (CORTAZA, 2011)
Es importante realizar un análisis exhaustivo de las debilidades y oportunidades de la empresa
es por esto que se debe realizar un FODA a través del cual se puede determinar las fortalezas,
amenazas, debilidades y oportunidades de la misma.
Este análisis se realiza con la finalidad de determinar estrategias y así cumplir con el resultado
esperado de la empresa.
2.5 MARCO LEGAL
2.5.1 Reglamento legal de seguridad y salud de los trabajadores
En la actualidad el bienestar de los trabajadores es muy importante es por esta razón
que el ministerio de inclusión económica y social IEES, ha puesto a disposición la resolución N.-
C D 513, que, el artículo 326 del numeral 5 establece que “Toda persona tendrá derecho a
desarrollar sus labores en un ambiente adecuado y propicio, que garantice su salud, integridad,
seguridad, higiene y bienestar “ el numeral 6 establece que “ toda persona rehabilitada después
de un accidente de trabajo o enfermedad, tendrá derecho a ser reintegrada al trabajo y a mantener
la relación laboral de acuerdo con la ley. (IEES, 2016), Tal como lo indica el artículo 156 del
sistema de seguridad social que establece el seguro general cubre toda lesión corporal y todo
estado mórbido originado a consecuencia del trabajo. Incluido los que se originen dentro de su
desplazamiento. Por lo tanto toda empresa debe de contar con un reglamento interno y con un
programa de prevención que proteja al empleado y que además ayude al mejoramiento del medio
ambiente del puesto de trabajo. Las cuales se tienen que aplicar en todo centro de trabajo y en
toda actividad laboral, su único objetivo es prevenir, disminuir y eliminar los riesgos del trabajo.
2.5.2 Marco legal del código de trabajo en el Ecuador
38
Según el código de trabajo en el Ecuador indica que ninguna persona podrá ser obligada a
ningún tipo de trabajo forzoso. Además podemos mencionar los siguientes artículos que tienen
relación directa con la seguridad y la salud de los empleados dentro de la organización.
Artículo 31.- El Estado estimulará la propiedad y la gestión de los trabajadores en las
empresas, por medio de la transferencia de acciones o participaciones a favor de aquellos. El
porcentaje de utilidad de las empresas que corresponda a los trabajadores, será pagado en dinero
o en acciones o participaciones, de conformidad con la ley. Ésta establecerá los resguardos
necesarios para que las utilidades beneficien permanentemente al trabajador y a su familia.
(TOWN, 2017)
Artículo 35.- El trabajo es un derecho y un deber social. Gozará de la protección del Estado,
el que asegurará al trabajador el respeto a su dignidad, una existencia decorosa y una
remuneración justa que cubra sus necesidades y las de su familia. (TOWN, 2017)
El respeto a los derechos laborales y productivos, es muy importante para el mejoramiento de
las condiciones de trabajo y el acceso al sistema de seguridad social, el estado garantiza el
derecho de la salud y protección al trabajador sin importar raza, condición y sexo. Se prohíbe
todo tipo de discriminación laboral.
2.5.3 Obligaciones y prevención de riesgos
Según lo expuesto en el código de trabajo del Ecuador todo empleador está obligado a
garantizar a sus empleados condiciones de trabajo estable que no represente ningún peligro para
su salud.
Están obligados a cumplir todas las medidas de prevención, seguridad e higiene que se
encuentran determinadas en los reglamentos del ministerio de relaciones laborales.
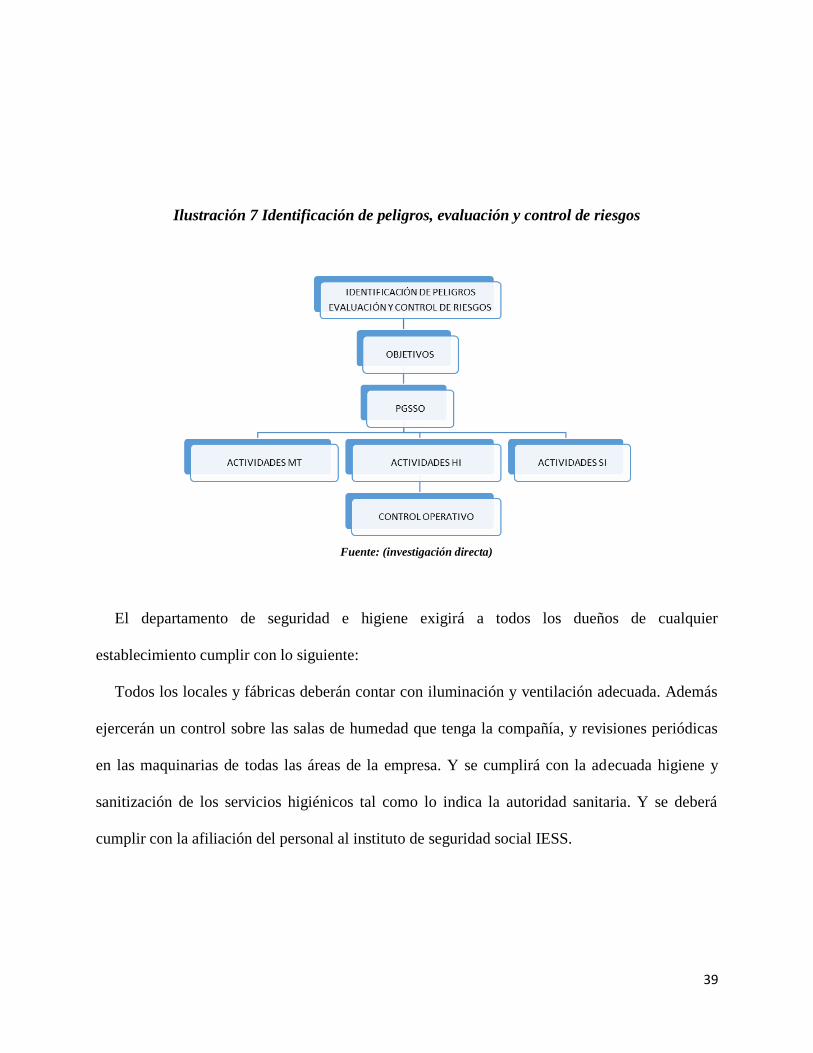
39
Ilustración 7 Identificación de peligros, evaluación y control de riesgos
Fuente: (investigación directa)
El departamento de seguridad e higiene exigirá a todos los dueños de cualquier
establecimiento cumplir con lo siguiente:
Todos los locales y fábricas deberán contar con iluminación y ventilación adecuada. Además
ejercerán un control sobre las salas de humedad que tenga la compañía, y revisiones periódicas
en las maquinarias de todas las áreas de la empresa. Y se cumplirá con la adecuada higiene y
sanitización de los servicios higiénicos tal como lo indica la autoridad sanitaria. Y se deberá
cumplir con la afiliación del personal al instituto de seguridad social IESS.
40
Capítulo III
3. Marco Metodológico
3.1. Tipo y Diseño de Investigación
El presente trabajo corresponde a una Investigación basada en un esquema cualitativo,
puesto a que se realizó el análisis de causa y efecto en el cual se determinó las variables para
obtener la respuesta clara y concisa de cada una de las causas que han generado el problema que
afecta a la bodega de Repuesto.
El tipo de investigación, “consistió en la elaboración de una propuesta de mejora de un
modelo operativo viable, o una solución posible a un problema de tipo práctico, para satisfacer
necesidades y eliminar las falencias que se crean en la organización”
Este proyecto contó, con una investigación que fue de tipo documental, la misma que se
apoyó de libros, tesis, entre otros medios de campo o un diseño que cumpla con ambas
modalidades. En los tipos de Investigación es por sección o aspecto en el cual se creó un
formato de encuesta para que así los Colaboradores proyecten sus opiniones o ideas que surjan
en base al problema de la misma área.
Y el tipo de investigación fue Explicativa y Descriptiva el cual sirvió de evidencia
aclaratoria mediante el cual se pudo describir los motivos del por qué se generaron los
problemas de este índole en el área de Bodega.
3.2 Metodología de la Investigación
Este trabajo se encuentra sustentado en base a los siguientes tipos de investigación: Se utilizó
el método inductivo y así obtener conclusiones a partir de los principios, basándose en la
observación de registros, clasificación y evaluación de los hechos, comparando hechos
41
suscitados desde el 2015-2016, El método analítico consiste en la unión de estos elementos y
poder evaluar para la relación entre sí, Además en unificación de criterios también se realizan los
métodos estadísticos e hipotéticos por las encuestas que se efectúan a los Colaboradores que
laboran en el dpto. De Bodega en la cual las respuestas fueron analizadas y verificadas por un
cuadro estadístico, y poder corroborar las hipótesis.
3.3 Técnicas e Instrumentos de la Investigación
Se utilizó varios métodos, con el fin de reunir cada uno de los datos sobre la situación
actual, por medio de entrevistas, cuestionarios, inspección de registros (revisión en el sitio) y
observación. Cada una de estas técnicas tiene ventajas y desventajas. Para poder llevar a cabo
este proceso y poder lograr toda la correcta recolección de datos de manera que sea mucho más
eficiente, para este tipo de investigación se utilizaron los siguientes instrumentos:
Observación: Siendo esta una de la técnicas de investigación, la observación tiene amplia
aceptación y se las utilizan extensamente, ésta técnica va a tener el fin de estudiar cada uno de
los problemas que se presentan en el área de forma grupal o aislada. Según (DORBESSAN,
2013) para realizar este estudio a través de la observación directa, se realizó el seguimiento a
todas las actividades que son realizadas por el personal que se realizan dentro de la Bodega y se
las incluye en las operaciones administrativas; de esta manera se detectaron las actividades que
requieren mejora.
La Encuesta Fueron utilizadas para recolectar toda información, a través de preguntas que
propone el investigador para dar una solución a esta problemática. El investigador puede
encuestar al personal de forma individual o en grupos. Estas encuestas fueron dirigidas a los
Colaboradores que se encuentren estrictamente relacionado directamente con el área de Bodega
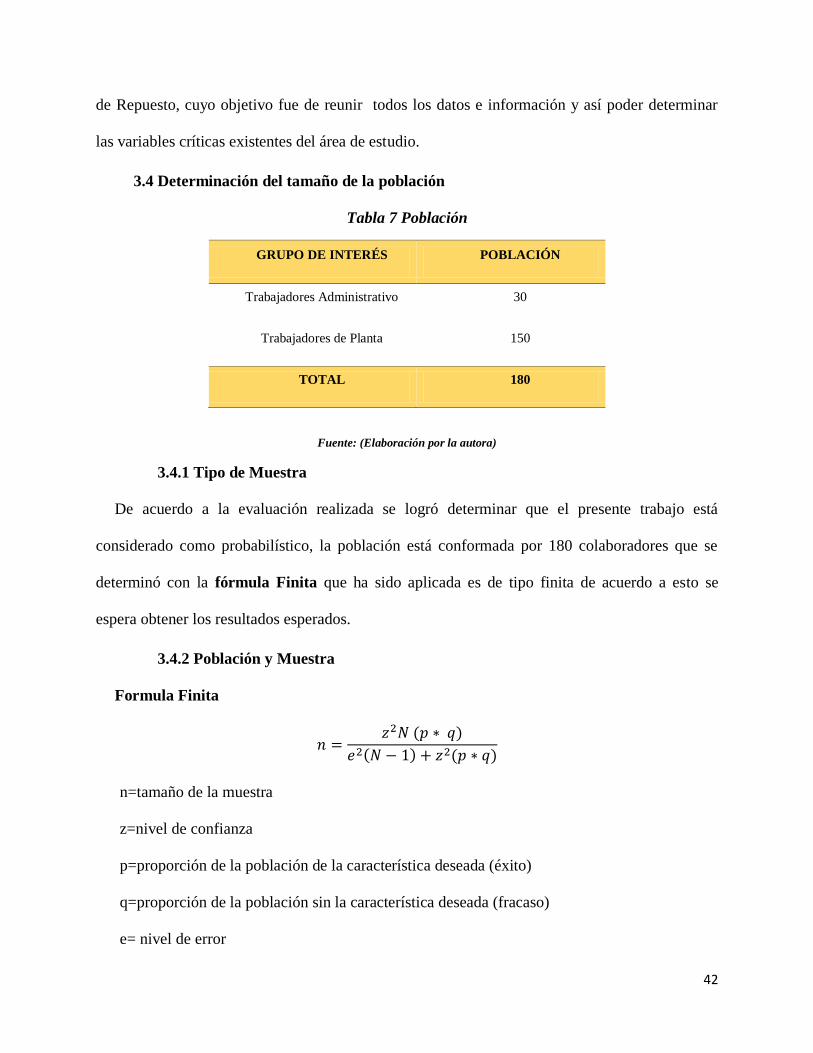
42
de Repuesto, cuyo objetivo fue de reunir todos los datos e información y así poder determinar
las variables críticas existentes del área de estudio.
3.4 Determinación del tamaño de la población
Tabla 7 Población
GRUPO DE INTERÉS POBLACIÓN
Trabajadores Administrativo 30
Trabajadores de Planta 150
TOTAL 180
Fuente: (Elaboración por la autora)
3.4.1 Tipo de Muestra
De acuerdo a la evaluación realizada se logró determinar que el presente trabajo está
considerado como probabilístico, la población está conformada por 180 colaboradores que se
determinó con la fórmula Finita que ha sido aplicada es de tipo finita de acuerdo a esto se
espera obtener los resultados esperados.
3.4.2 Población y Muestra
Formula Finita
n=tamaño de la muestra
z=nivel de confianza
p=proporción de la población de la característica deseada (éxito)
q=proporción de la población sin la característica deseada (fracaso)
e= nivel de error
43
N=tamaño de la población
Cálculo:
N=180
z=1.96
e=0.05
p=0.05
q=0.95
La población que nos sirvió como objeto de estudio fueron los Colaboradores de SURPAPEL
Corp., los trabajadores de Planta y Administrativos, los cuales fueron elementales para
determinar lo que se requiere investigar. En otras palabras es el fenómeno que vamos a realizarle
los estudios y/o análisis, donde cada una de las unidades de población la cual va tuvo diferentes
características comunes, de donde se obtuvo toda la información que fue necesaria e importante.
Lo cual determinó las posibles causas que generó la problemática actual (BORJA ROSALES,
2013). Por lo que se define a la muestra como el conjunto de casos o individuos de una
44
población, además señala que esta puede ser más conveniente para cuando se requiere obtener
este tipo información de forma inmediata sobre una población, ya que el tamaño demanda de
mucho tiempo para poder obtenerla. (BORJA ROSALES, 2013) Para el caso de este trabajo de
investigación la población está definida por la empresa SURPAPEL Corp. S.A., como muestra se
tomó en cuenta a todos los colaboradores de la empresa que realizan sus actividades y/ tareas o
aquellos que a diarios necesitan de los repuestos o materiales que se encuentran en dicha área.
Ya que tiene como finalidad identificar todo el contexto bajo el cual se desarrollan los procesos y
actividades realizadas en el Dpto. de Bodega de la Empresa SURPAPEL CORP. S.A., las cuales
son clave en el funcionamiento de la misma.
45
3.5 Análisis de los resultados de los Instrumentos Aplicados
Para el levantamiento de información, en la investigación realizada se determinó que la
población estaría conformada por los colaboradores de la compañía. La muestra está compuesta
por 120 personas, a las cuales se le realizó una encuesta de 11 preguntas, para poder conocer su
opinión basada en su experiencia, de los posibles problemas. De esta manera presentar
propuestas de incentivos que permitan ofrecer innovadores servicios de calidad, que los hagan
más competitivos en el medio. A continuación el análisis e interpretación de los resultados
obtenidos en las encuestas realizadas:
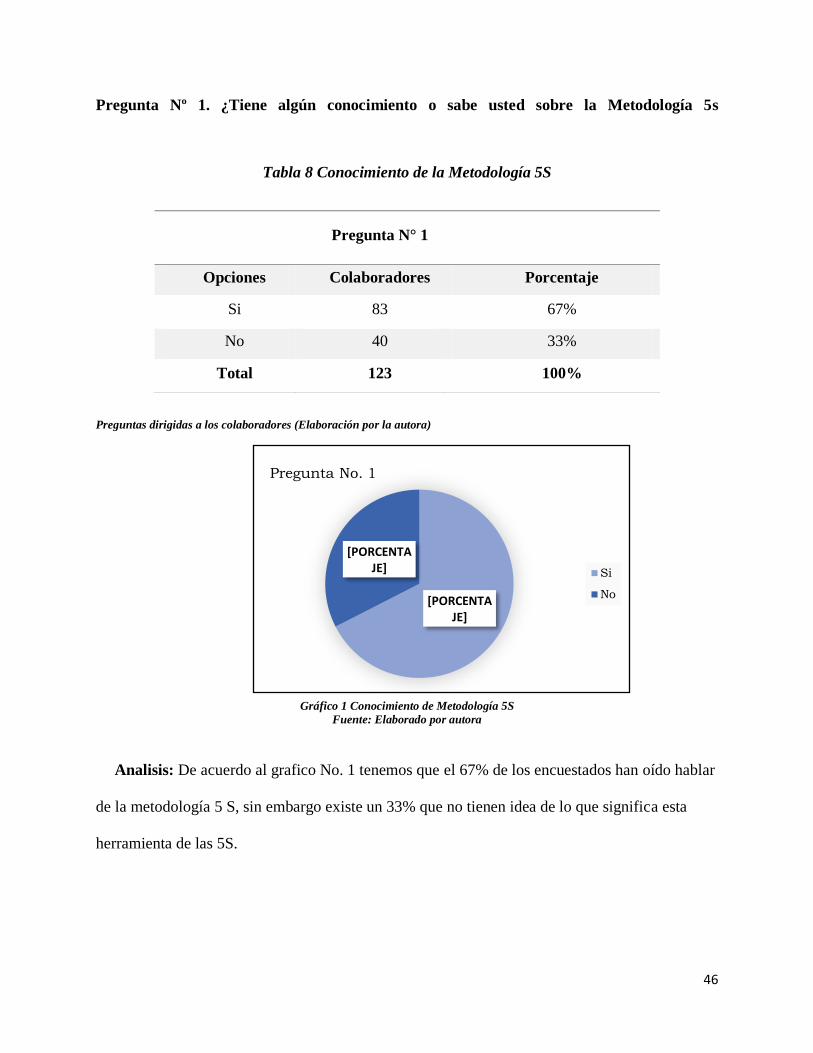
46
[PORCENTAJE]
[PORCENTAJE]
Pregunta No. 1
Si
No
Pregunta Nº 1. ¿Tiene algún conocimiento o sabe usted sobre la Metodología 5s
Tabla 8 Conocimiento de la Metodología 5S
Preguntas dirigidas a los colaboradores (Elaboración por la autora)
Gráfico 1 Conocimiento de Metodología 5S
Fuente: Elaborado por autora
Analisis: De acuerdo al grafico No. 1 tenemos que el 67% de los encuestados han oído hablar
de la metodología 5 S, sin embargo existe un 33% que no tienen idea de lo que significa esta
herramienta de las 5S.
Pregunta N° 1
Opciones Colaboradores Porcentaje
Si 83 67%
No 40 33%
Total 123 100%
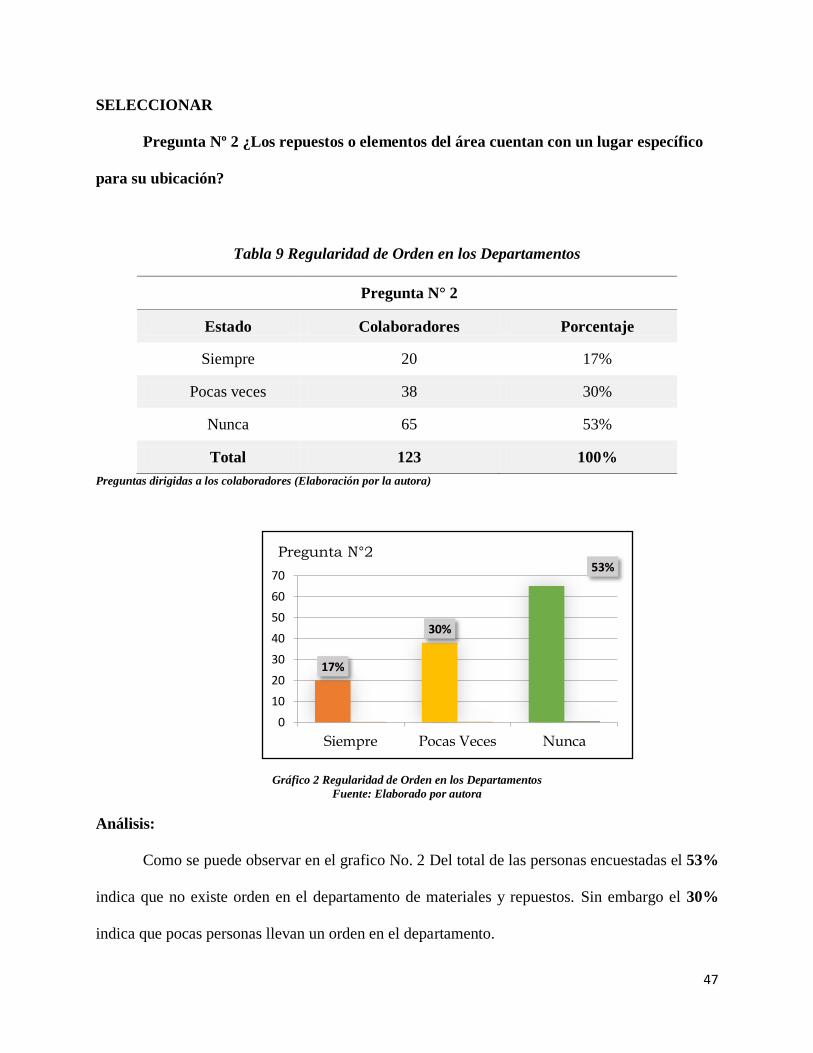
47
SELECCIONAR
Pregunta Nº 2 ¿Los repuestos o elementos del área cuentan con un lugar específico
para su ubicación?
Tabla 9 Regularidad de Orden en los Departamentos
Pregunta N° 2
Estado Colaboradores Porcentaje
Siempre 20 17%
Pocas veces 38 30%
Nunca 65 53%
Total 123 100%
Preguntas dirigidas a los colaboradores (Elaboración por la autora)
Gráfico 2 Regularidad de Orden en los Departamentos
Fuente: Elaborado por autora
Análisis:
Como se puede observar en el grafico No. 2 Del total de las personas encuestadas el 53%
indica que no existe orden en el departamento de materiales y repuestos. Sin embargo el 30%
indica que pocas personas llevan un orden en el departamento.
17%
30%
53%
0
10
20
30
40
50
60
70
Siempre Pocas Veces Nunca
Pregunta N°2
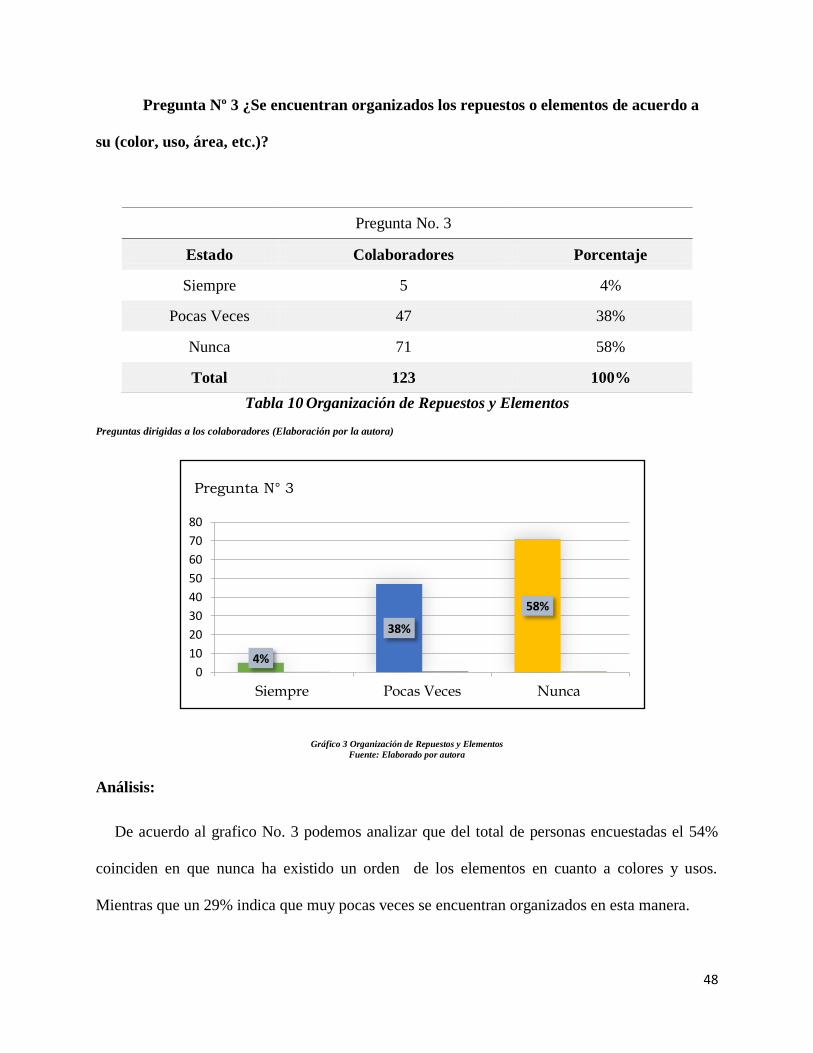
48
Pregunta Nº 3 ¿Se encuentran organizados los repuestos o elementos de acuerdo a
su (color, uso, área, etc.)?
Tabla 10 Organización de Repuestos y Elementos
Preguntas dirigidas a los colaboradores (Elaboración por la autora)
Gráfico 3 Organización de Repuestos y Elementos
Fuente: Elaborado por autora
Análisis:
De acuerdo al grafico No. 3 podemos analizar que del total de personas encuestadas el 54%
coinciden en que nunca ha existido un orden de los elementos en cuanto a colores y usos.
Mientras que un 29% indica que muy pocas veces se encuentran organizados en esta manera.
Pregunta No. 3
Estado Colaboradores Porcentaje
Siempre 5 4%
Pocas Veces 47 38%
Nunca 71 58%
Total 123 100%
4%
38%
58%
0
10
20
30
40
50
60
70
80
Siempre Pocas Veces Nunca
Pregunta N° 3
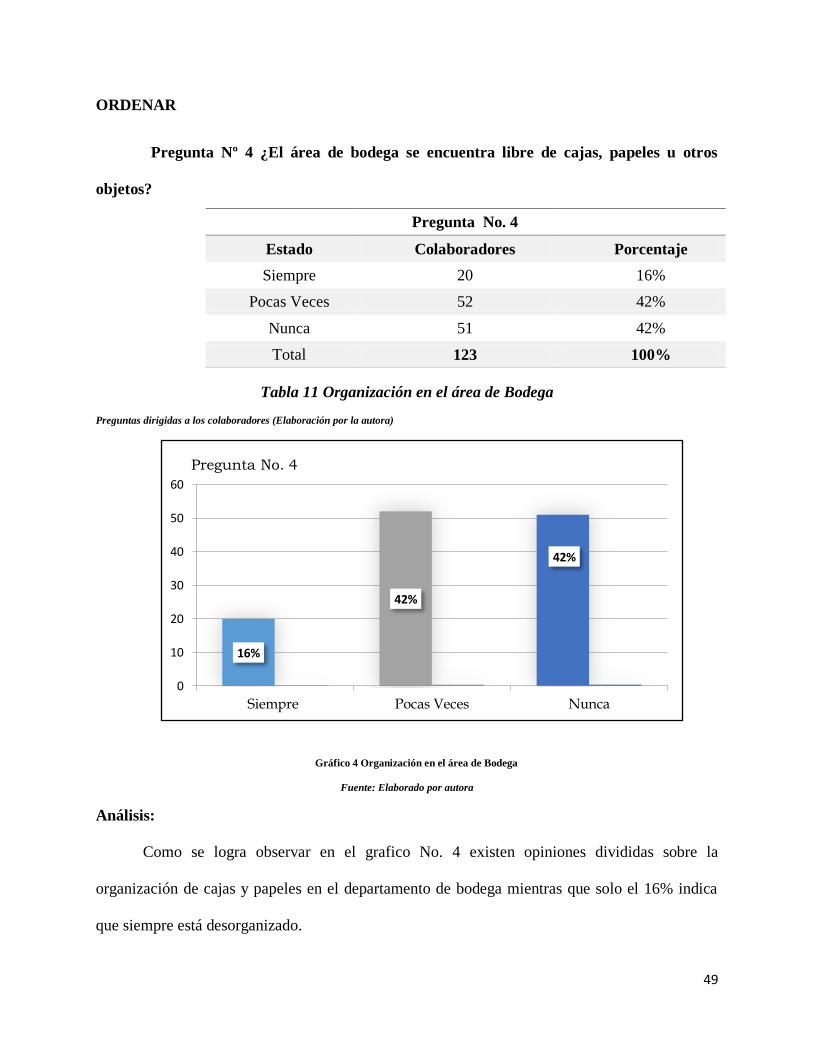
49
ORDENAR
Pregunta Nº 4 ¿El área de bodega se encuentra libre de cajas, papeles u otros
objetos?
Tabla 11 Organización en el área de Bodega
Preguntas dirigidas a los colaboradores (Elaboración por la autora)
Gráfico 4 Organización en el área de Bodega
Fuente: Elaborado por autora
Análisis:
Como se logra observar en el grafico No. 4 existen opiniones divididas sobre la
organización de cajas y papeles en el departamento de bodega mientras que solo el 16% indica
que siempre está desorganizado.
Pregunta No. 4
Estado Colaboradores Porcentaje
Siempre 20 16%
Pocas Veces 52 42%
Nunca 51 42%
Total 123 100%
16%
42%
42%
0
10
20
30
40
50
60
Siempre Pocas Veces Nunca
Pregunta No. 4
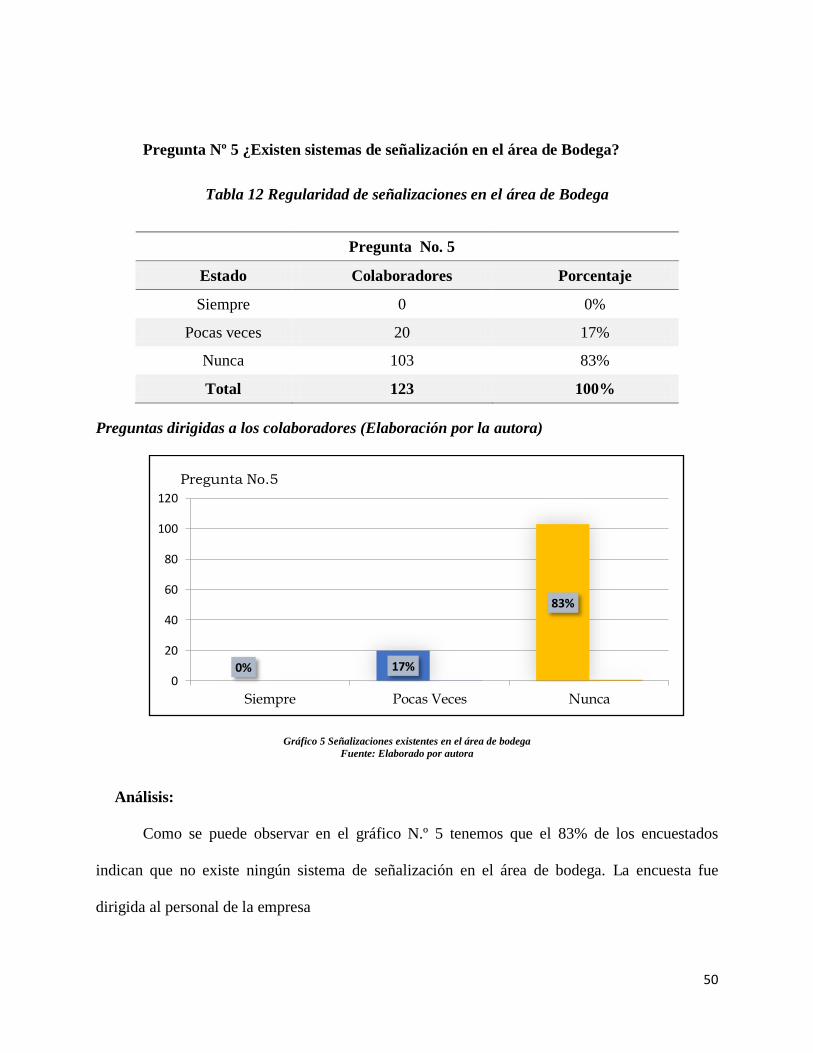
50
Pregunta Nº 5 ¿Existen sistemas de señalización en el área de Bodega?
Tabla 12 Regularidad de señalizaciones en el área de Bodega
Pregunta No. 5
Estado Colaboradores Porcentaje
Siempre 0 0%
Pocas veces 20 17%
Nunca 103 83%
Total 123 100%
Preguntas dirigidas a los colaboradores (Elaboración por la autora)
Gráfico 5 Señalizaciones existentes en el área de bodega
Fuente: Elaborado por autora
Análisis:
Como se puede observar en el gráfico N.º 5 tenemos que el 83% de los encuestados
indican que no existe ningún sistema de señalización en el área de bodega. La encuesta fue
dirigida al personal de la empresa
0% 17%
83%
0
20
40
60
80
100
120
Siempre Pocas Veces Nunca
Pregunta No.5
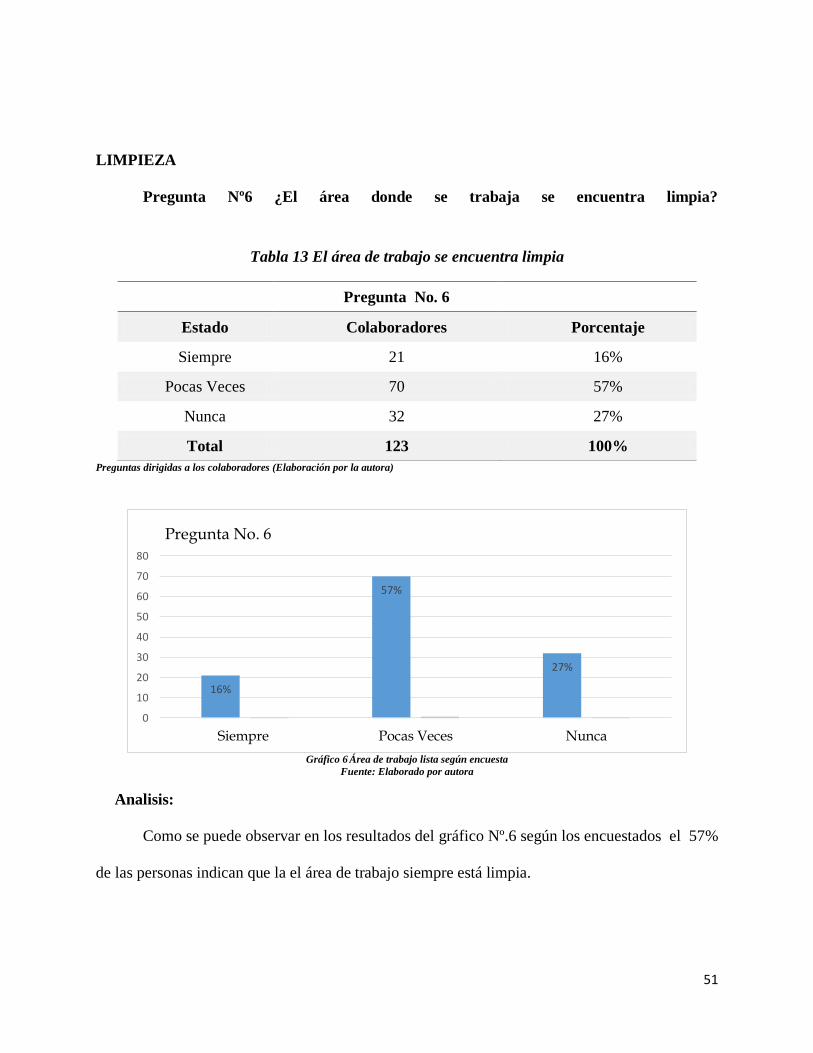
51
LIMPIEZA
Pregunta Nº6 ¿El área donde se trabaja se encuentra limpia?
Tabla 13 El área de trabajo se encuentra limpia
Preguntas dirigidas a los colaboradores (Elaboración por la autora)
Gráfico 6 Área de trabajo lista según encuesta
Fuente: Elaborado por autora
Analisis:
Como se puede observar en los resultados del gráfico Nº.6 según los encuestados el 57%
de las personas indican que la el área de trabajo siempre está limpia.
Pregunta No. 6
Estado Colaboradores Porcentaje
Siempre 21 16%
Pocas Veces 70 57%
Nunca 32 27%
Total 123 100%
16%
57%
27%
0
10
20
30
40
50
60
70
80
Siempre Pocas Veces Nunca
Pregunta No. 6
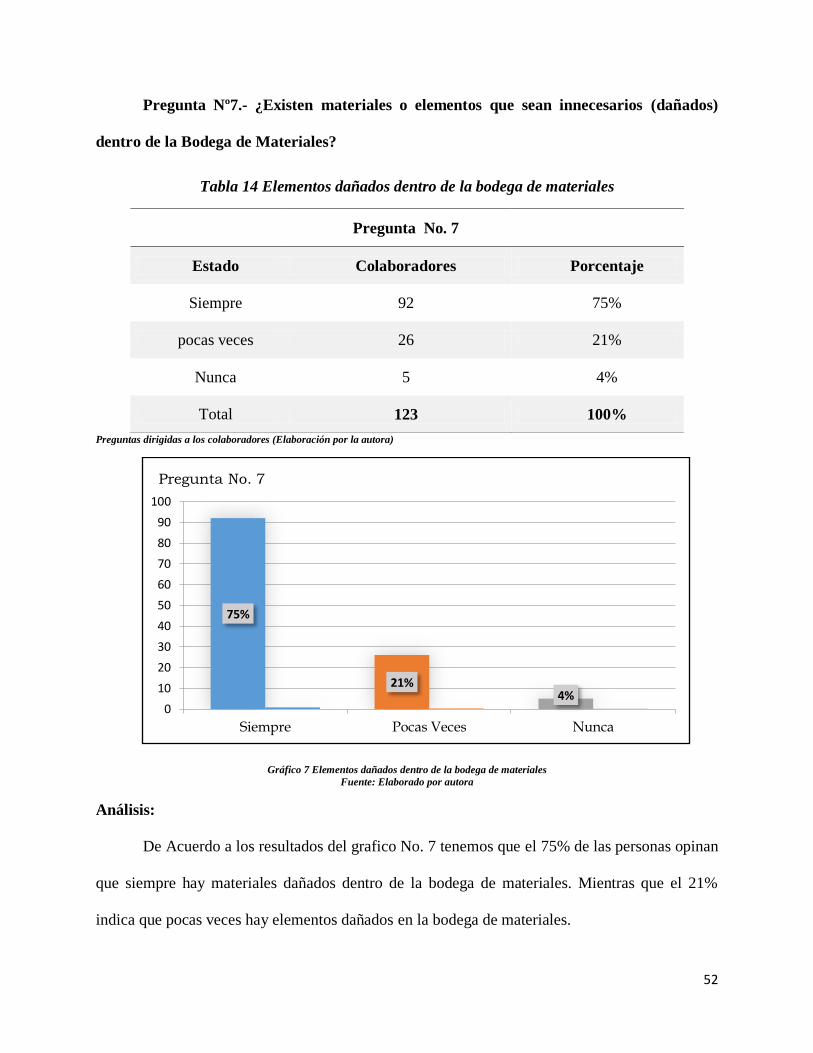
52
Pregunta Nº7.- ¿Existen materiales o elementos que sean innecesarios (dañados)
dentro de la Bodega de Materiales?
Tabla 14 Elementos dañados dentro de la bodega de materiales
Preguntas dirigidas a los colaboradores (Elaboración por la autora)
Gráfico 7 Elementos dañados dentro de la bodega de materiales
Fuente: Elaborado por autora
Análisis:
De Acuerdo a los resultados del grafico No. 7 tenemos que el 75% de las personas opinan
que siempre hay materiales dañados dentro de la bodega de materiales. Mientras que el 21%
indica que pocas veces hay elementos dañados en la bodega de materiales.
75%
21% 4%
0
10
20
30
40
50
60
70
80
90
100
Siempre Pocas Veces Nunca
Pregunta No. 7
Pregunta No. 7
Estado Colaboradores Porcentaje
Siempre 92 75%
pocas veces 26 21%
Nunca 5 4%
Total 123 100%
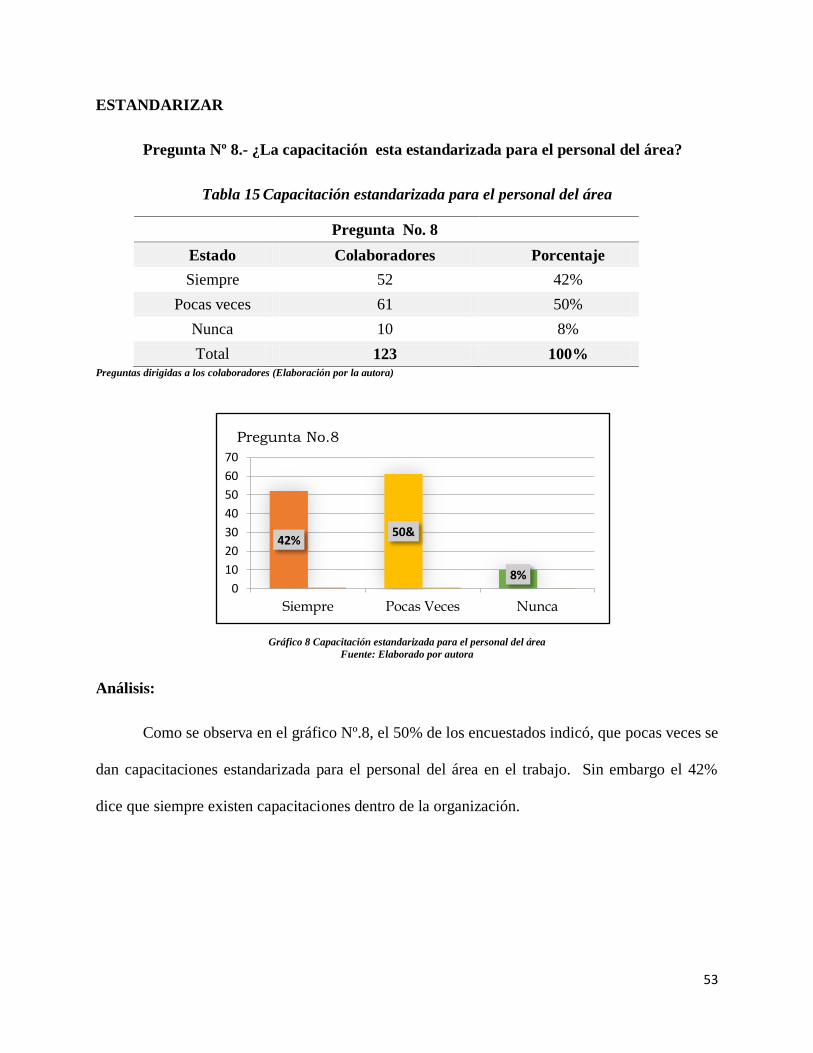
53
ESTANDARIZAR
Pregunta Nº 8.- ¿La capacitación esta estandarizada para el personal del área?
Tabla 15 Capacitación estandarizada para el personal del área
Pregunta No. 8
Estado Colaboradores Porcentaje
Siempre 52 42%
Pocas veces 61 50%
Nunca 10 8%
Total 123 100% Preguntas dirigidas a los colaboradores (Elaboración por la autora)
Gráfico 8 Capacitación estandarizada para el personal del área
Fuente: Elaborado por autora
Análisis:
Como se observa en el gráfico Nº.8, el 50% de los encuestados indicó, que pocas veces se
dan capacitaciones estandarizada para el personal del área en el trabajo. Sin embargo el 42%
dice que siempre existen capacitaciones dentro de la organización.
42% 50&
8% 0
10
20
30
40
50
60
70
Siempre Pocas Veces Nunca
Pregunta No.8
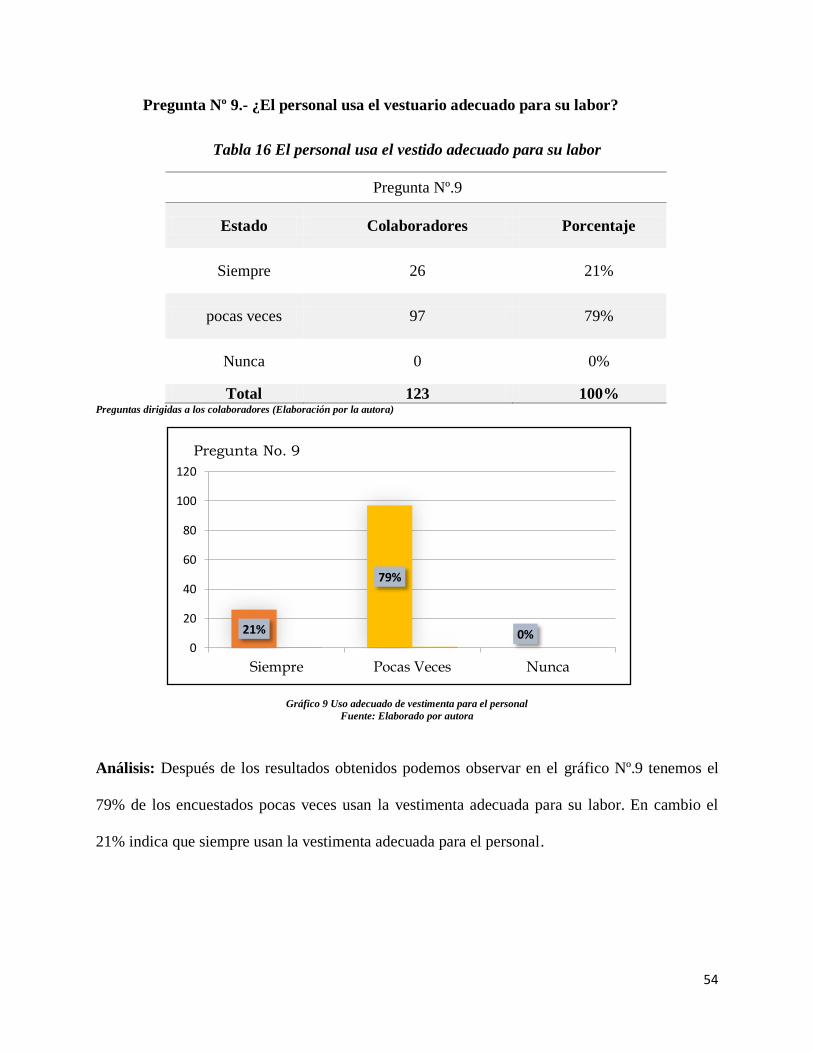
54
21%
79%
0% 0
20
40
60
80
100
120
Siempre Pocas Veces Nunca
Pregunta No. 9
Pregunta Nº 9.- ¿El personal usa el vestuario adecuado para su labor?
Tabla 16 El personal usa el vestido adecuado para su labor
Pregunta Nº.9
Estado Colaboradores Porcentaje
Siempre 26 21%
pocas veces 97 79%
Nunca 0 0%
Total 123 100% Preguntas dirigidas a los colaboradores (Elaboración por la autora)
Gráfico 9 Uso adecuado de vestimenta para el personal
Fuente: Elaborado por autora
Análisis: Después de los resultados obtenidos podemos observar en el gráfico Nº.9 tenemos el
79% de los encuestados pocas veces usan la vestimenta adecuada para su labor. En cambio el
21% indica que siempre usan la vestimenta adecuada para el personal.
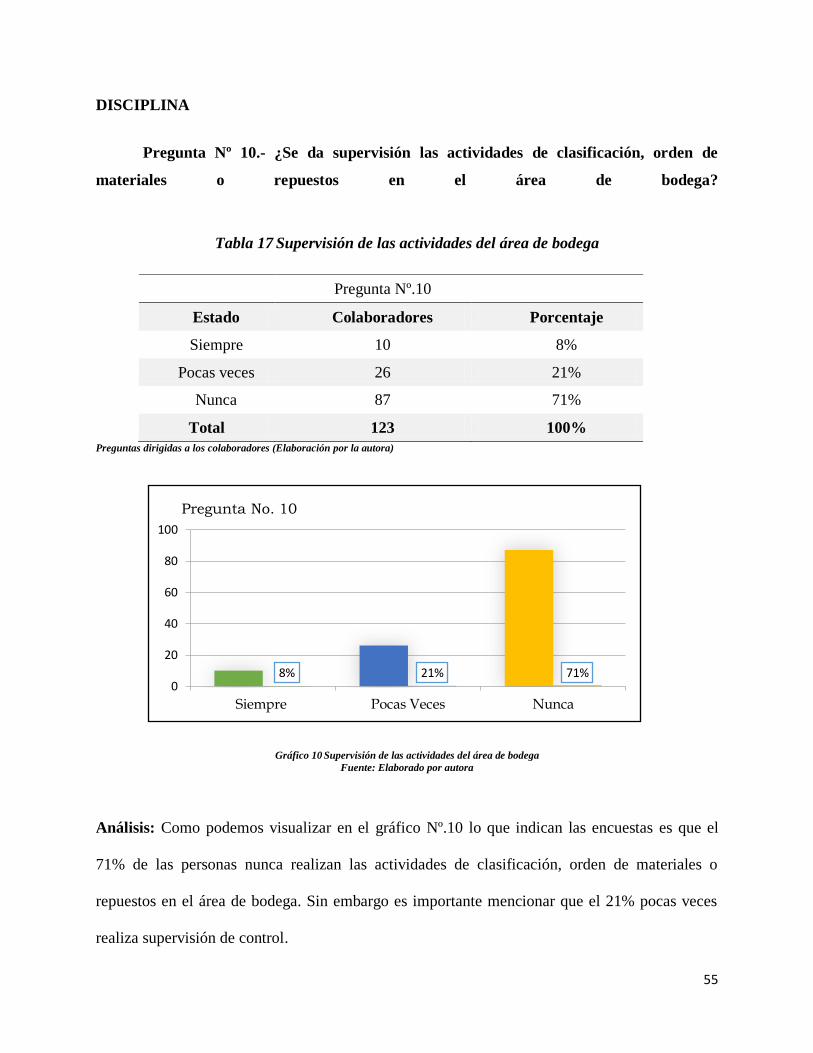
55
DISCIPLINA
Pregunta Nº 10.- ¿Se da supervisión las actividades de clasificación, orden de
materiales o repuestos en el área de bodega?
Tabla 17 Supervisión de las actividades del área de bodega
Pregunta Nº.10
Estado Colaboradores Porcentaje
Siempre 10 8%
Pocas veces 26 21%
Nunca 87 71%
Total 123 100%
Preguntas dirigidas a los colaboradores (Elaboración por la autora)
Gráfico 10 Supervisión de las actividades del área de bodega
Fuente: Elaborado por autora
Análisis: Como podemos visualizar en el gráfico Nº.10 lo que indican las encuestas es que el
71% de las personas nunca realizan las actividades de clasificación, orden de materiales o
repuestos en el área de bodega. Sin embargo es importante mencionar que el 21% pocas veces
realiza supervisión de control.
8% 21% 71% 0
20
40
60
80
100
Siempre Pocas Veces Nunca
Pregunta No. 10
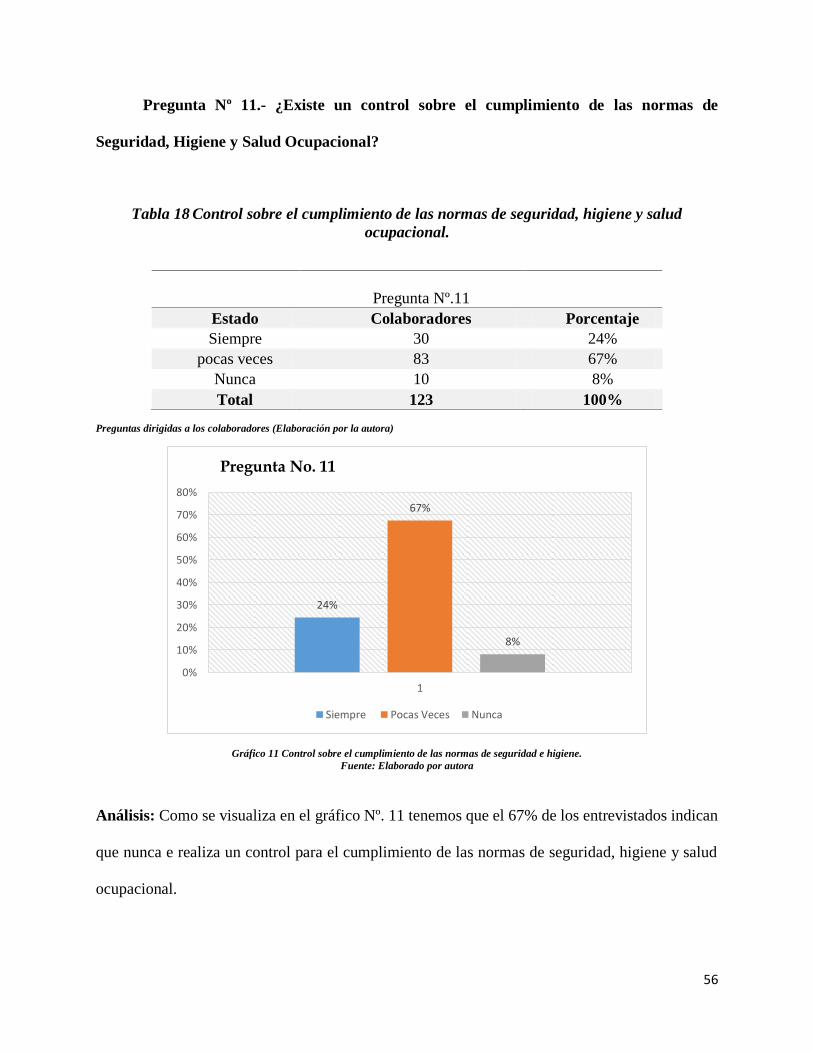
56
Pregunta Nº 11.- ¿Existe un control sobre el cumplimiento de las normas de
Seguridad, Higiene y Salud Ocupacional?
Tabla 18 Control sobre el cumplimiento de las normas de seguridad, higiene y salud
ocupacional.
Preguntas dirigidas a los colaboradores (Elaboración por la autora)
Gráfico 11 Control sobre el cumplimiento de las normas de seguridad e higiene.
Fuente: Elaborado por autora
Análisis: Como se visualiza en el gráfico Nº. 11 tenemos que el 67% de los entrevistados indican
que nunca e realiza un control para el cumplimiento de las normas de seguridad, higiene y salud
ocupacional.
24%
67%
8%
0%
10%
20%
30%
40%
50%
60%
70%
80%
1
Pregunta No. 11
Siempre Pocas Veces Nunca
Pregunta Nº.11
Estado Colaboradores Porcentaje
Siempre 30 24%
pocas veces 83 67%
Nunca 10 8%
Total 123 100%
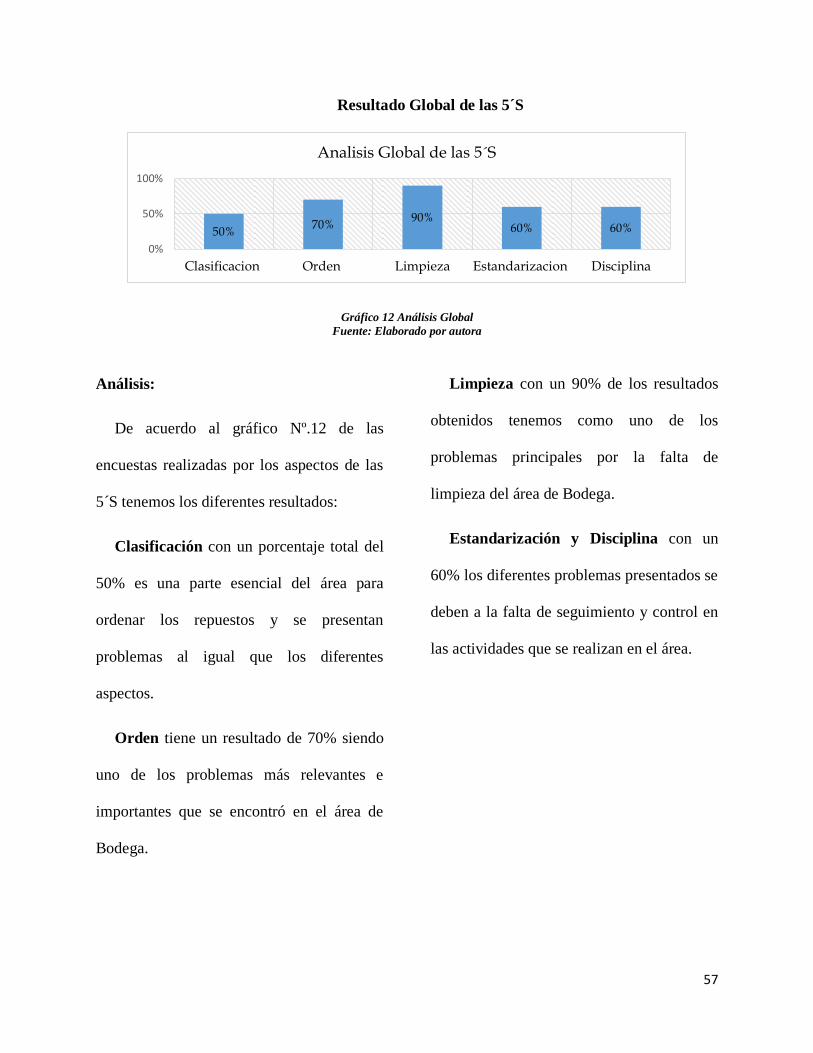
57
Resultado Global de las 5´S
Gráfico 12 Análisis Global
Fuente: Elaborado por autora
Análisis:
De acuerdo al gráfico Nº.12 de las
encuestas realizadas por los aspectos de las
5´S tenemos los diferentes resultados:
Clasificación con un porcentaje total del
50% es una parte esencial del área para
ordenar los repuestos y se presentan
problemas al igual que los diferentes
aspectos.
Orden tiene un resultado de 70% siendo
uno de los problemas más relevantes e
importantes que se encontró en el área de
Bodega.
Limpieza con un 90% de los resultados
obtenidos tenemos como uno de los
problemas principales por la falta de
limpieza del área de Bodega.
Estandarización y Disciplina con un
60% los diferentes problemas presentados se
deben a la falta de seguimiento y control en
las actividades que se realizan en el área.
50% 70%
90% 60% 60%
0%
50%
100%
Clasificacion Orden Limpieza Estandarizacion Disciplina
Analisis Global de las 5´S
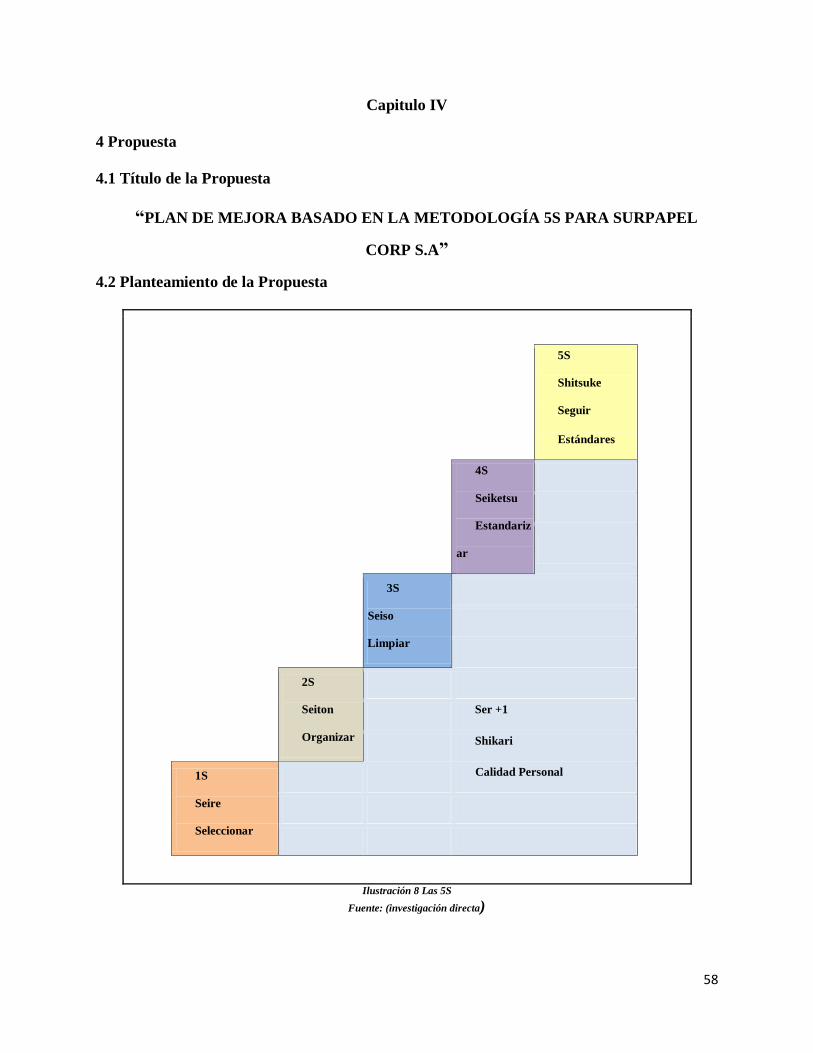
58
Capitulo IV
4 Propuesta
4.1 Título de la Propuesta
“PLAN DE MEJORA BASADO EN LA METODOLOGÍA 5S PARA SURPAPEL
CORP S.A”
4.2 Planteamiento de la Propuesta
5S
Shitsuke
Seguir
Estándares
4S
Seiketsu
Estandariz
ar
3S
Seiso
Limpiar
2S
Seiton
Organizar
Ser +1
Shikari
1S
Seire
Seleccionar
Calidad Personal
Ilustración 8 Las 5S
Fuente: (investigación directa)
59
Son muy pocas las fábricas, talleres y oficinas que logren aplicar de forma estandarizada
las cinco "S" en igual forma como mantenemos nuestras cosas personales en forma diaria.
En el trabajo diario las rutinas de mantener el orden y la organización desempeñan un
papel muy importante para mejorar la eficiencia en nuestro trabajo y la calidad de vida en aquel
lugar donde pasamos la mayor parte de nuestra vida.
4.3 Objetivos de la Propuesta
1.- Comprometer a la alta gerencia.
2.- Capacitar al personal sobre la metodología de las 5´S.
3.- Solicitar a la alta dirección los recursos necesarios para ofrecer la capacitación y ofrecer el
conocimiento de la metodología 5´S.
4.4 Enfoque de la Propuesta
La propuesta tiene como objetivo solucionar los problemas existentes sobre las
diferencias de materiales y equipos en el departamento de bodega, cuyo resultado afecta de
manera directa a los demás departamentos, para llevar un mejor orden y control mediante el cual,
se propone a la aplicación de la metodología de las 5s que está orientado al logro de un
mejoramiento continuo. Se busca obtener una política de mejoramiento continuo en los
procesos, aplicando la técnica de las 5S y lograr un óptimo desempeño en las áreas de trabajo.
SELECCIONAR
Concepto de la propuesta
Es la primera de las cinco fases. Mediante la cual se puede identificar los elementos que
son necesarios en el área de trabajo, separarlos de los innecesarios y desechar de estos últimos,
evitando que vuelvan a generar un problema.
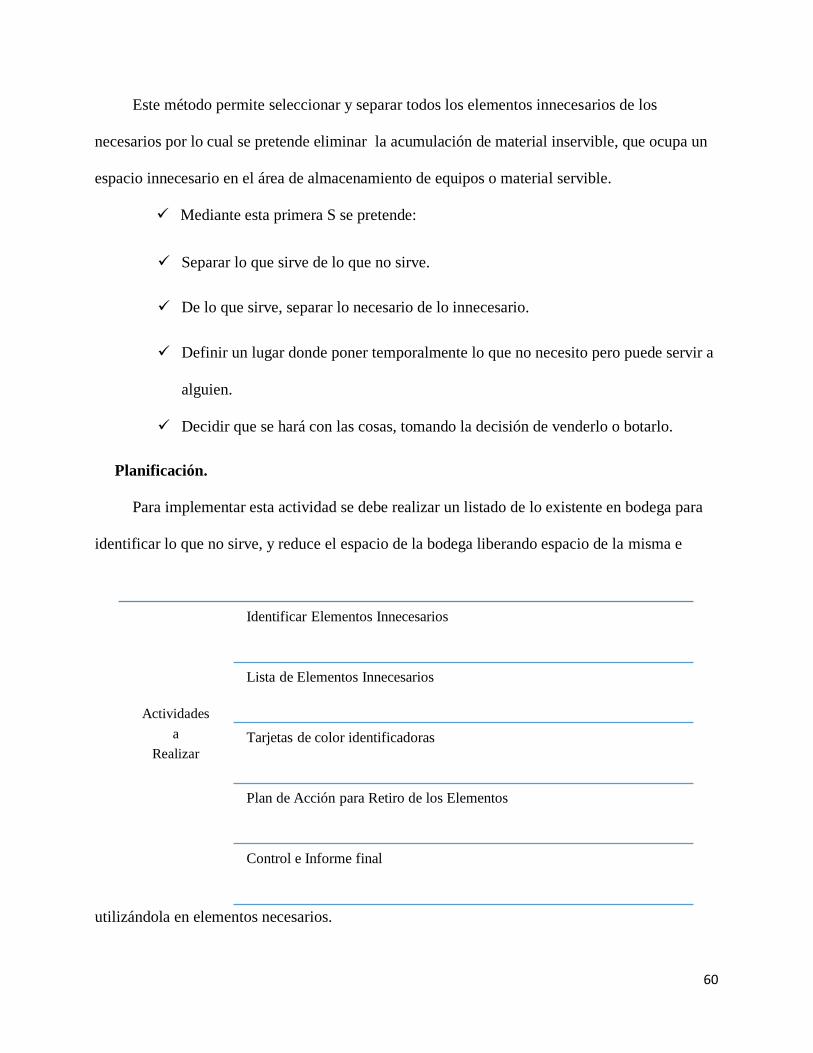
60
Actividades
a
Realizar
Identificar Elementos Innecesarios
Lista de Elementos Innecesarios
Tarjetas de color identificadoras
Plan de Acción para Retiro de los Elementos
Control e Informe final
Este método permite seleccionar y separar todos los elementos innecesarios de los
necesarios por lo cual se pretende eliminar la acumulación de material inservible, que ocupa un
espacio innecesario en el área de almacenamiento de equipos o material servible.
Mediante esta primera S se pretende:
Separar lo que sirve de lo que no sirve.
De lo que sirve, separar lo necesario de lo innecesario.
Definir un lugar donde poner temporalmente lo que no necesito pero puede servir a
alguien.
Decidir que se hará con las cosas, tomando la decisión de venderlo o botarlo.
Planificación.
Para implementar esta actividad se debe realizar un listado de lo existente en bodega para
identificar lo que no sirve, y reduce el espacio de la bodega liberando espacio de la misma e
utilizándola en elementos necesarios.
61
Al realizar estas actividades se podrá definir qué se puede reciclar, para poder venderlo
reduciendo así el nivel de desperdicio, o simplemente desecharlo a la basura.
Los materiales que sirven serán reubicados según su rotación, el resultado de esto es más
espacio en el área de bodega.
La tarjeta de identificación de color rojo sirve para la reubicación de los equipos dentro
de la implementación de la primera S
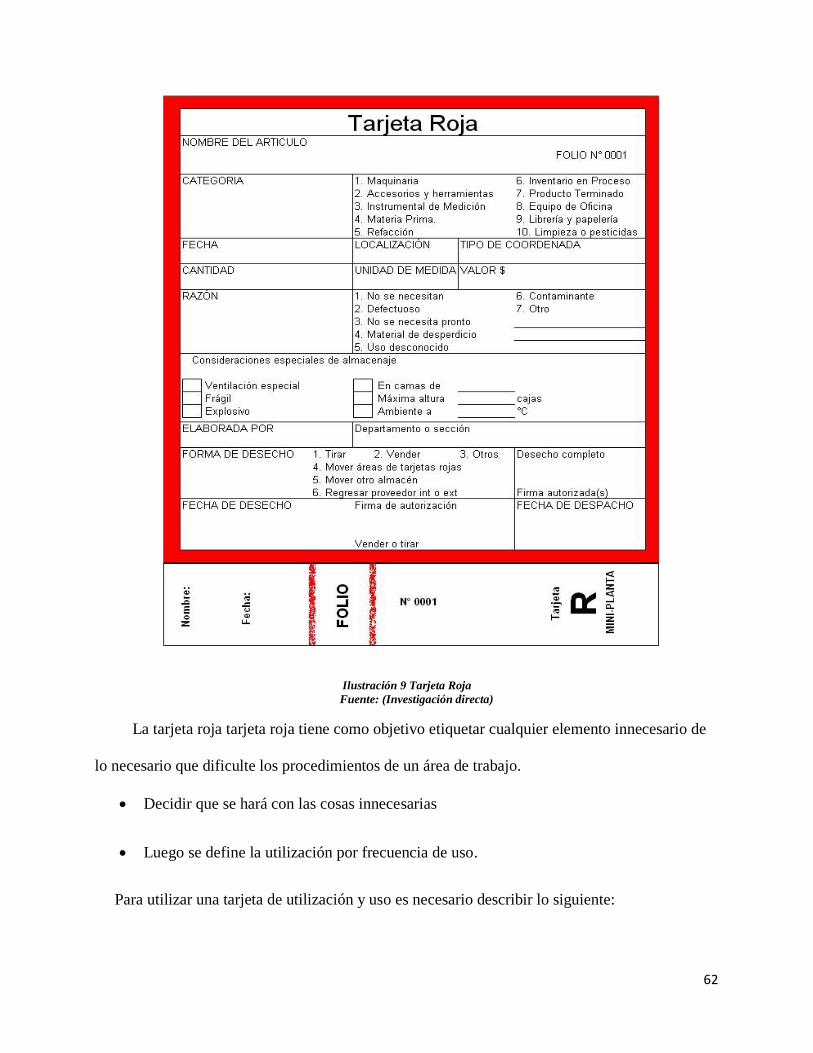
62
Ilustración 9 Tarjeta Roja
Fuente: (Investigación directa)
La tarjeta roja tarjeta roja tiene como objetivo etiquetar cualquier elemento innecesario de
lo necesario que dificulte los procedimientos de un área de trabajo.
Decidir que se hará con las cosas innecesarias
Luego se define la utilización por frecuencia de uso.
Para utilizar una tarjeta de utilización y uso es necesario describir lo siguiente:
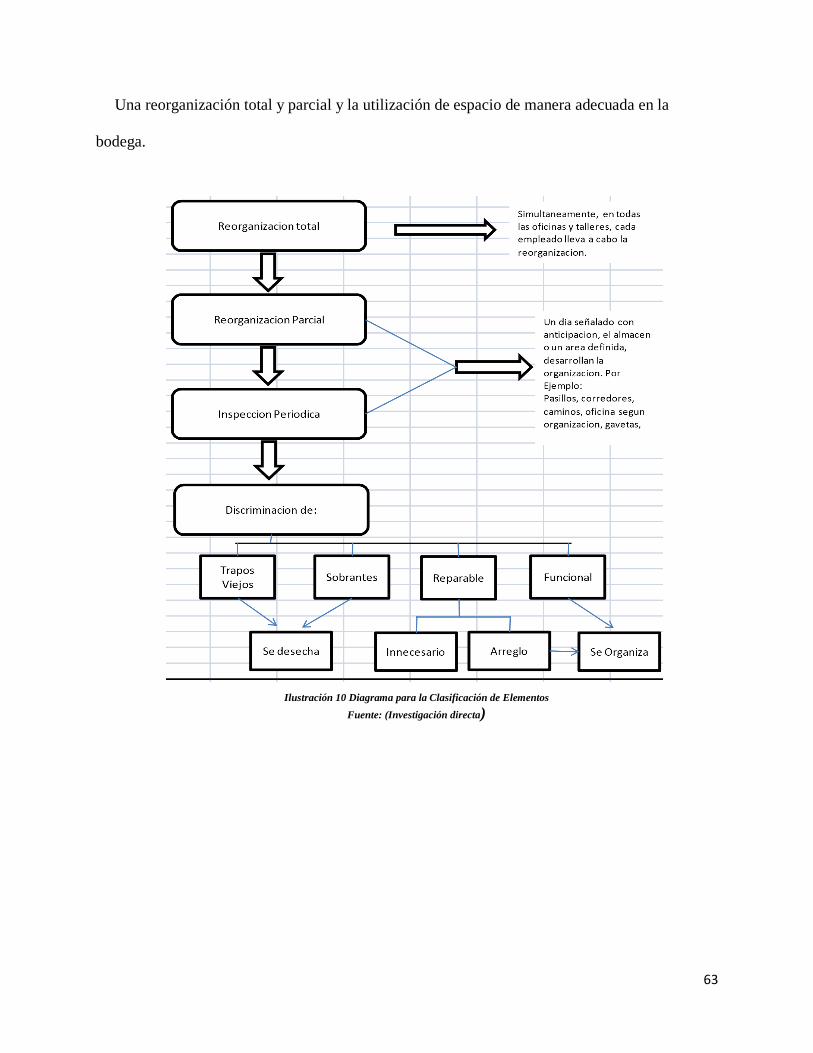
63
Una reorganización total y parcial y la utilización de espacio de manera adecuada en la
bodega.
Ilustración 10 Diagrama para la Clasificación de Elementos
Fuente: (Investigación directa)
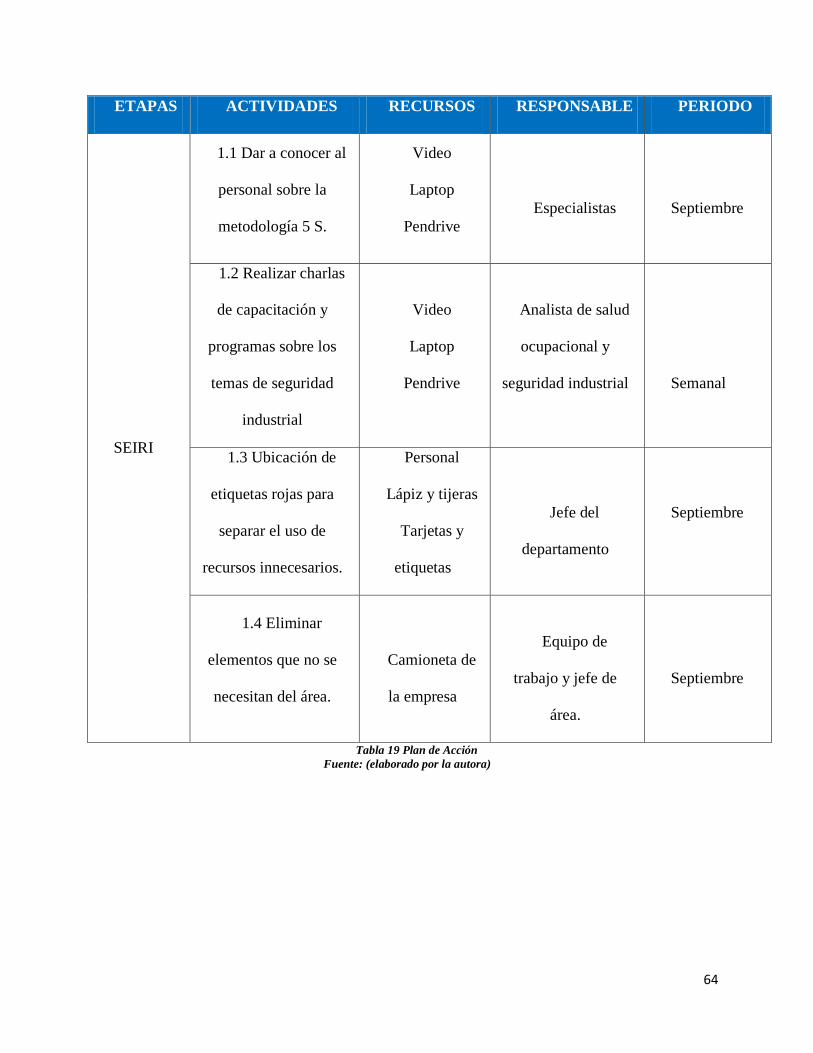
64
ETAPAS ACTIVIDADES RECURSOS RESPONSABLE PERIODO
SEIRI
1.1 Dar a conocer al
personal sobre la
metodología 5 S.
Video
Laptop
Pendrive
Especialistas
Septiembre
1.2 Realizar charlas
de capacitación y
programas sobre los
temas de seguridad
industrial
Video
Laptop
Pendrive
Analista de salud
ocupacional y
seguridad industrial
Semanal
1.3 Ubicación de
etiquetas rojas para
separar el uso de
recursos innecesarios.
Personal
Lápiz y tijeras
Tarjetas y
etiquetas
Jefe del
departamento
Septiembre
1.4 Eliminar
elementos que no se
necesitan del área.
Camioneta de
la empresa
Equipo de
trabajo y jefe de
área.
Septiembre
Tabla 19 Plan de Acción
Fuente: (elaborado por la autora)
65
Los elementos que no sirven serán dado de bajas para la venta o chatarrizacion. Al realizar
estos pasos los beneficios obtenidos son:
Más espacio
Eliminación de desperdicio
Se descartan artículos obsoletos
Reducción de Inventarios
Mejor distribución de recursos
ORGANIZAR
Concepto
La segunda S, consiste en ordenar, poner las cosas en orden, teniendo una ubicación y
disposición de cualquier artículo, para que esté listo y este se pueda usar en el momento que lo
necesite.
Con la aplicación del Seito (organizar) se lograría los siguientes Beneficios para el
trabajador y la empresa:
Eliminar tiempo de búsqueda, facilitando el rápido acceso a los elementos
solicitados.
Llevar un mejor inventario
Mejora la seguridad debido a la demarcación de todos los sitios de la bodega y a la
utilización de protección, en especial los de alto riesgo.
Maximizar tiempo y minimizar errores en el lugar de trabajo y obtener una mejor
información
66
Velocidad de respuesta
Velocidad de mejora
Planificación:
Después de haber realizado lo que indica la primera S, eliminando los elementos
innecesarios, se designará un lugar donde se deberá ubicar todos aquellos elementos de mayor
rotación, identificándolos para reducir el tiempo de búsqueda mediante el cual facilitará su
retorno al sitio una vez utilizado (como el caso de herramientas, equipos, materiales, etc.) ,
Se pretende:
Definir un nombre para cada clase de artículo.
Determinar donde guardar las cosas, tomando en cuenta la rotación de uso.
Decidir cómo acomodar las cosas tomando en cuenta que sea fácil de:
Localizar por cualquiera (auto explicativo), sacar devolver a su lugar de origen, detectar
faltante, reponer (inventario), quitar puertas o etiquetarlas las entradas y las salidas.
Mediante la aplicación de esta S, se busca mejorar la identificación, marcación de los
equipos y materiales, obteniendo su ubicación de forma rápida, mejorando la imagen del área
generando un mayor control del stock en la bodega y minimizando errores.
En las oficinas se podrá facilitar la ubicación de los archivos y documentos, permitiendo el
control visual y eliminando la pérdida de tiempo de acceso a la información.
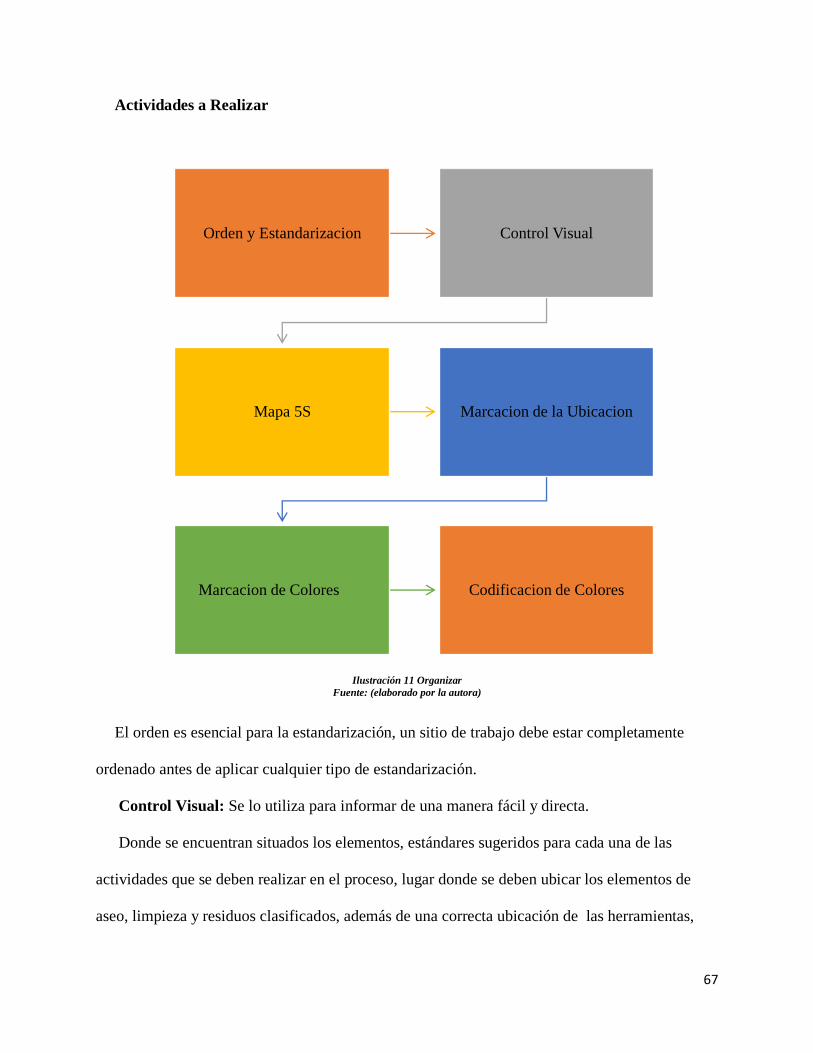
67
Actividades a Realizar
Ilustración 11 Organizar
Fuente: (elaborado por la autora)
El orden es esencial para la estandarización, un sitio de trabajo debe estar completamente
ordenado antes de aplicar cualquier tipo de estandarización.
Control Visual: Se lo utiliza para informar de una manera fácil y directa.
Donde se encuentran situados los elementos, estándares sugeridos para cada una de las
actividades que se deben realizar en el proceso, lugar donde se deben ubicar los elementos de
aseo, limpieza y residuos clasificados, además de una correcta ubicación de las herramientas,
Orden y Estandarizacion Control Visual
Mapa 5S Marcacion de la Ubicacion
Marcacion de Colores Codificacion de Colores
68
equipos, materiales, en el área de trabajo. Los controles visuales están íntimamente relacionados
con los procesos de estandarización.
Mapa 5S: Muestra la ubicación de los elementos que se pretende ordenar en un área del
edificio. Este permite localizar los elementos en el sitio de trabajo de acuerdo con su rotación de
uso. Entre los beneficios de esta herramienta se menciona lo siguiente:
Los materiales y equipos usados con mayor rotación se colocan cerca del lugar de uso.
Almacenar las herramientas de acuerdo a su función.
Marcación de la Ubicación: Al haber decidido las mejores localizaciones, es importante
tener un modo para identificar estas localizaciones de forma más rápida para que cada uno sepa
dónde están las cosas y número de cosas existentes de cada elemento. Para lograr esto se puede
emplear lo siguiente:
Indicadores de ubicación.
Indicadores de cantidad.
Letreros y tarjetas.
Nombre de las áreas de trabajo.
Lugar de almacenaje de Equipos y materiales
Procedimientos estandarizados
Punto de limpieza y seguridad
Localización de Stock
69
Codificación de colores: Se usa para señalar claramente las piezas, herramientas, conexiones,
materiales, etc. Se pretende ordenarlos según su rotación y uso para ello es recomendable
clasificarlos de la siguiente forma: estratégicos, básicos y misceláneos.
Actualmente los materiales no se encuentran ordenados por tipos, ni tienen áreas asignadas, lo
que ocasiona al momento de que el bodeguero quiere perchar el material, lo haga en el lugar que
él lo crea conveniente, teniendo problemas, ya que se tiene que buscar por toda la bodega hasta
encontrarlo. Con la implementación del Seiton (Organizar) todos los materiales de la bodega
serán reubicados y ordenados según su área de negocio, rotación, volumen y uso.
LIMPIAR
Concepto
La implementación de la tercera S, tiene como objetivo crear un lugar de trabajo
impecable quitando todos aquellos elementos que atente contra la seguridad física y mental del
trabajador, y preservar la calidad de los materiales y equipos de la empresa.
La limpieza no se trata únicamente de eliminar la suciedad. Se pretender elevar la acción
de limpieza, buscando las fuentes de contaminación con el objetivo de eliminar sus causas
primarias. Entre los beneficios obtenidos se puede indicar
Evitar que se produzcan accidentes y enfermedades
Disminuir reparaciones que resultan costosas aumentando la vida útil de los equipos
Ayudar a tomar acciones correctivas inmediatas
Un lugar impecable de trabajo
Da una mejor apariencia del lugar de trabajo
70
Planificación
Este tema de la limpieza se la ha dividido en 3 etapas que son:
1. Área individual
- Rutina diaria de limpieza
- Limpiar teléfono, equipos, PC, cajones por dentro
- Verificar funcionalidad
2. Áreas comunes
- Formar equipos de limpieza
- Definir responsabilidades
- Hacer programa de limpieza indicando lo que le toca a cada quien
- Asegurarse de que no queden áreas sin responsable.
3. Áreas difíciles
- Donde se pueda, tratar de usar rodillos para facilitar la limpieza.
Mediante esta S se pretende incentivar la actitud de limpieza del sitio de trabajo y la
conservación de la clasificación, manteniendo el orden de los elementos. Este proceso se debe
apoyar en un fuerte programa de entrenamiento y suministro de los elementos necesarios para su
correcta realización.
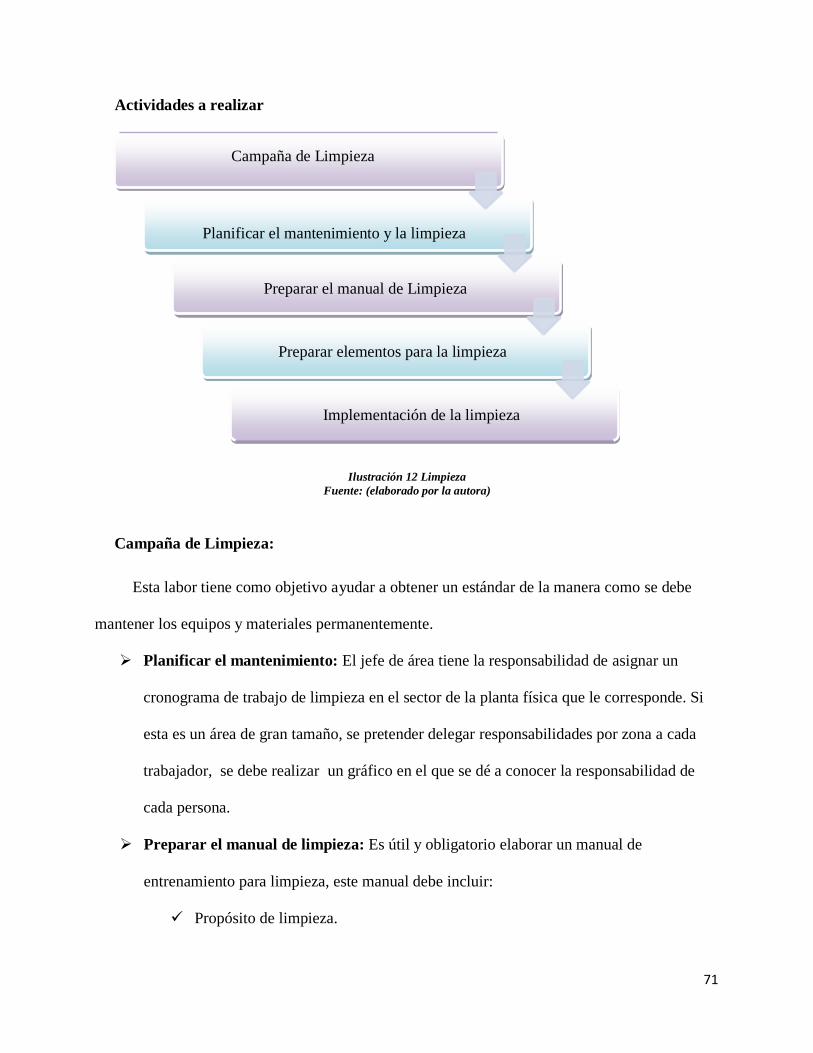
71
Actividades a realizar
Ilustración 12 Limpieza
Fuente: (elaborado por la autora)
Campaña de Limpieza:
Esta labor tiene como objetivo ayudar a obtener un estándar de la manera como se debe
mantener los equipos y materiales permanentemente.
Planificar el mantenimiento: El jefe de área tiene la responsabilidad de asignar un
cronograma de trabajo de limpieza en el sector de la planta física que le corresponde. Si
esta es un área de gran tamaño, se pretender delegar responsabilidades por zona a cada
trabajador, se debe realizar un gráfico en el que se dé a conocer la responsabilidad de
cada persona.
Preparar el manual de limpieza: Es útil y obligatorio elaborar un manual de
entrenamiento para limpieza, este manual debe incluir:
Propósito de limpieza.
Campaña de Limpieza
Planificar el mantenimiento y la limpieza
Preparar el manual de Limpieza
Preparar elementos para la limpieza
Implementación de la limpieza
72
Fotografía del área o equipo donde se indique la zona o partes del sitio de
trabajo.
Fotografía de las personas que intervienen.
Elementos de seguridad y limpieza necesarios, (equipos de seguridad industrial).
Diagrama de flujo a seguir.
Prepara elementos para la limpieza: En este paso se aplica la segunda S, el orden de
los elementos de limpieza, ácidos, alcalinos y neutros almacenados en lugares fáciles de
encontrar y devolver. El personal que utiliza estos elementos deberán estar entrenados sobre el
uso de los mismos desde el punto de vista de la seguridad y conservación de estos.
Implementación de la limpieza: Retirar polvo, basuras, cartones, etc. Así también como
la suciedad acumulada en los canales de agua, grietas, paredes, pisos, equipos, etc. Al aplicarse
este método se podrá estandarizar acciones, presentar un informe detallado sobre posibles
problemas de seguridad, conocimiento básico sobre el empleo de un producto de limpieza, y el
correcto uso de los materiales, equipos etc. Ya implementado los dos primeros pasos de la de las
5S, se continua con el tercero que es la limpieza, para obtener un mejor resultado en esta fase, se
lo realiza de una manera ordenada
Se busca elaborar un cuadro con las áreas de la empresa y los días de la semana para formar
un cronograma de trabajo, este cuadro permite armar de mejor manera un plan de limpieza
teniendo en claro el tipo de material que se irá a utilizar en cada área.
Manual de limpieza
73
Para una mejor planificación en el uso de utensilios de limpieza el primer paso será planificar
el uso de los utensilios, maquinaria y productos que se necesitan para realizar cada limpieza de
cada departamento y así poder conseguir un acabado profesional, para ello se necesita el uso de:
1) Utensilios de limpieza de obras de pisos y oficinas
Bayetas de diferentes texturas y composición.
Cubos pequeños o cubetas.
Diferentes esponjas de fibra con estropajo, o solas.
Mopas
Fregonas y mopas de fregado
Cubos con sistemas de escurrido.
Carros de limpieza, para organizar materiales y acortar tiempos.
Rasquetas y espátulas.
Raquetas limpiacristales y labios de goma para la limpieza de cristales.
Disolventes específicos dependiendo de las superficies.
2) Maquinaria de limpieza de obras de pisos y oficinas
Equipos de producción de agua ionizada.
Aspiradoras.
Barredoras automáticas.
Fregadoras automáticas.
Máquinas rotativas.
74
Máquina cepilladora para revestimientos textiles.
Máquina champuneadora para moqueta o revestimientos textiles.
Máquina de inyección extracción para revestimientos textiles.
Secadores para procesos de limpieza.
Máquinas de vapor para limpieza de diferentes superficies.
3) Productos de limpieza de obras de pisos y oficinas
Existen productos decapantes para eliminar restos de cemento, ceras, manchas de óxido, que
pueden ser aplicadas en distintas superficies como suelos de terrazo, baldosas, linóleum, pvc,
sintasol, bañeras, lavabos, inodoros, ladrillo, etc.
Desinfectantes de superficies y productos multiuso.
Detergente anti-cal higienizante concentrado.
Limpiadores generales amoniacales, germicidas y clorados.
Ceras en distintos formatos.
Agua ionizada para limpieza y desinfección.
Vestuario y elementos de protección para limpieza de obras de pisos y oficinas
Guantes aislantes al contacto de las manos con productos químicos, cortantes, etc...
Mascarillas protectoras para evitar inhalación de polvo y vapores tóxicos.
Equipos o monos de trabajo que impidan el contacto directo de la piel con productos
químicos, o alergias.
Calzado de protección contra impactos y
75
4) Procedimientos de limpieza de obras de pisos y oficinas
. Con toda la superficie del suelo despejada de escombros, restos de materiales y
herramientas, lo primero que habrá que hacer será una primera limpieza del polvo residual
dejado por el derribo, cortes de materiales, mezclas de áridos, y lijados, eliminando ese molesto
ambiente polvoriento que se levanta con cada nueva pisada.
Si las superficies a desempolvar son muy amplias lo mejor será utilizar escobas automáticas, o
aspiradores industriales con filtros de alta eficacia manteniendo todas las ventanas abiertas. No
se debe de mojar los suelos para limpiar polvo de obra, antes de realizar la operación de aspirado
pues solo se consigue empeorar la situación, retrasando la limpieza total, y tampoco se debe de
barrer con un escobón o escoba normal, ya que solo conseguiríamos levantar el polvo que
inmediatamente se volvería a posar en el mismo sitio.
En suelos con muchos restos más grandes que las partículas tales como pequeñas piedras,
restos de tornillería o clavos, etc., también puede ser adecuado dependiendo de la naturaleza de
las superficies, utilizar hidrolimpiadoras.
Si no hay manchas incrustadas se puede usar una máquina de limpieza rotativa, o un aspirador
de agua.
Una vez retirado el polvo, se procederá a la limpieza de manchas puntuales de cada tipo.
Los restos de cemento, pintura, pegamento, silicona,… tendrán que ser tratados individualmente
de uno en uno con productos decapantes cuya dosis y concentración dependerá del tamaño de la
mancha y superficie en la que se encuentra, y de ello también dependerá el uso de distintos útiles
como estropajos, rasquetas y espátulas.
76
habrá que limpiar el polvo de las puertas y ventanas por ambas caras, marcos y manivelas.
Posteriormente se procede a la limpieza de paredes y techos, con aspirador y mango
telescópico.
Limpieza y comprobación de tuberías, usando los productos más adecuados en cada caso,
para evitar un atranco total por el vertido de restos líquidos y densos como pinturas, etc…
La limpieza de superficies alicatadas se realizará primero procediendo a un aspirado con
mango telescópico para las partes más altas, o con una mopa, sustituyendo el recambio cada
vez que sea necesario.
Posteriormente se realizará un fregado profesional con máquinas de vapor a presión, tanto en
azulejos cómo en elementos sanitarios para obtener resultados impecables, y si fuera
necesario dependiendo de los casos se usará una secadora profesional.
Limpieza en seco del polvo residual en interior de paneles, cajones y estantes en armarios,
vestidores, despensas, cuartos de archivos o almacenes.
A continuación realizaremos un tratamiento posterior humedecido con productos adecuados
como ceras líquidas de rápida absorción, detergentes neutros aromatizados o agua ionizada.
Limpiaremos todos los restos de polvo de puntos de luz, enchufes e interruptores y después
eliminaremos posibles manchas y restos de suciedad con una bayeta humedecida en agua
ionizada.
También habrá que eliminar todos los restos de polvo y suciedad de radiadores, y rejillas de
ventilación y aire acondicionado, así como de la correspondiente maquinaria.
Luego pasaremos a realizar la limpieza de marco de ventanas, persianas y alfeizar.
77
La limpieza de cristales se hará retirando previamente el polvo, y eliminando con rasquetas,
cuchillas y disolventes específicos todos los restos de adhesivos, silicona y machas
resistentes, para posteriormente con esponja aplicar un detergente limpiacristales antivaho, y
retirarlo con raqueta provista de labio, finalizando con una bayeta especial para eliminar
corros y cercos.
Antes de dar por concluido el servicio de limpieza de obras en pisos y oficinas, se eliminará
totalmente la suciedad de espacios anexos exteriores, como enrejados de balcones, jardineras,
etc…
Y finalmente daremos el acabado más brillante para cada tipo de suelo, utilizando ceras, o
productos abrillantadores – cristalizadores, aplicados con una máquina enceradora
abrillantadora, en superficies de mármol, granito, sintasol, linóleo,o madera y maquinaria de
inyección extracción en pavimentos recubiertos con moquetas naturales o sintéticas, y
detergentes especiales para cada tipo de material, obteniendo los mejores resultados y un
acabado profesional.
Para terminar, recogeremos todos los envases vacíos y restos producidos en la limpieza de
obras de pisos y oficinas, para depositar en el contenedor de basura más apropiado para cada
tipo de residuo.
Ahora podrás realmente disfrutar de un traslado de tus muebles y enseres con total tranquilidad, a
unos nuevos espacios con una absoluta garantía de limpieza e higiene profesional.
En un tiempo mínimo nuestra larga experiencia, terminará con toda la suciedad de tu nueva casa
u oficina de forma eficaz, y sin más complicaciones para ti, ya que sólo el saber profesional y la
utilización de nuestra maquinaria, operarios y productos más adecuados, pueden conseguir los
mejores acabados en el menor tiempo posible.
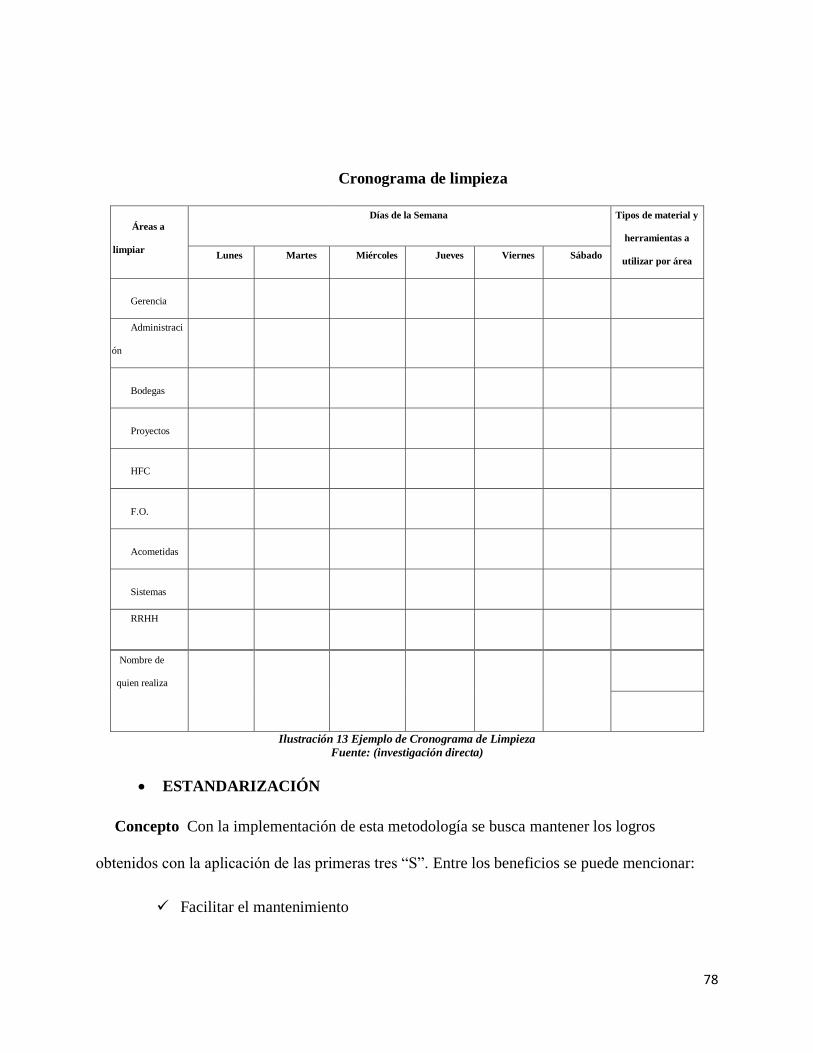
78
Cronograma de limpieza
Áreas a
limpiar
Días de la Semana Tipos de material y
herramientas a
utilizar por área Lunes Martes Miércoles Jueves Viernes Sábado
Gerencia
Administraci
ón
Bodegas
Proyectos
HFC
F.O.
Acometidas
Sistemas
RRHH
Nombre de
quien realiza
Ilustración 13 Ejemplo de Cronograma de Limpieza
Fuente: (investigación directa)
ESTANDARIZACIÓN
Concepto Con la implementación de esta metodología se busca mantener los logros
obtenidos con la aplicación de las primeras tres “S”. Entre los beneficios se puede mencionar:
Facilitar el mantenimiento
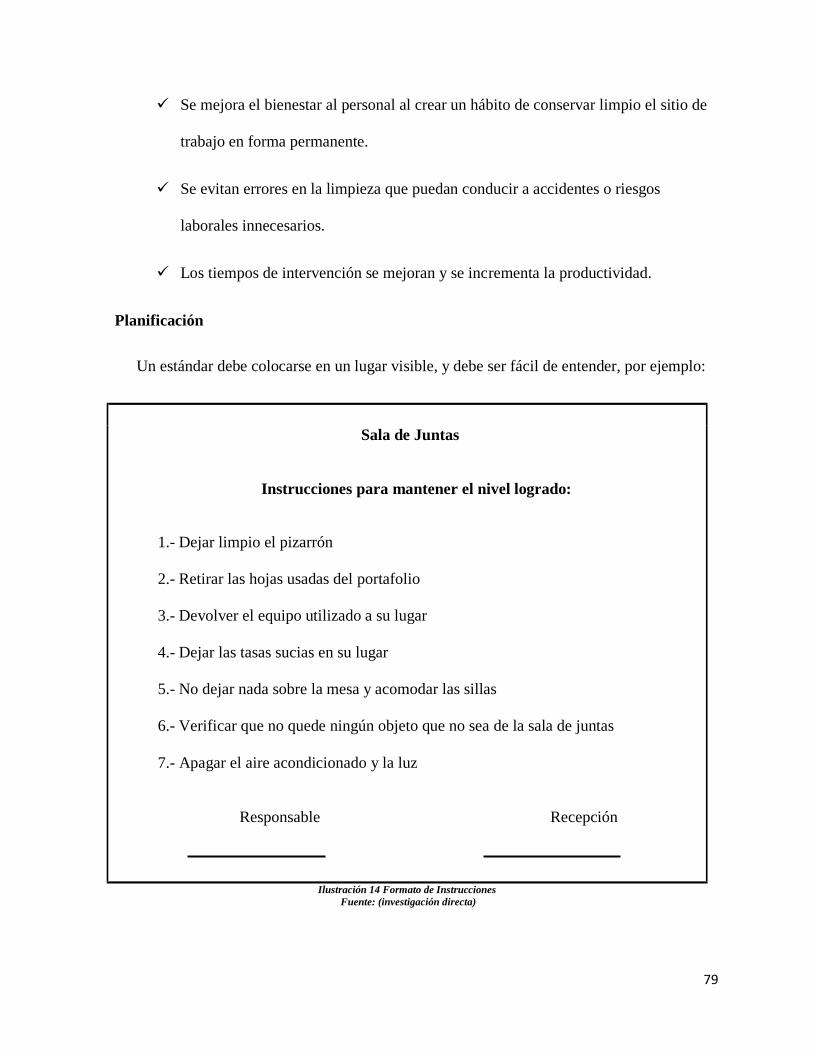
79
Se mejora el bienestar al personal al crear un hábito de conservar limpio el sitio de
trabajo en forma permanente.
Se evitan errores en la limpieza que puedan conducir a accidentes o riesgos
laborales innecesarios.
Los tiempos de intervención se mejoran y se incrementa la productividad.
Planificación
Un estándar debe colocarse en un lugar visible, y debe ser fácil de entender, por ejemplo:
Sala de Juntas
Instrucciones para mantener el nivel logrado:
1.- Dejar limpio el pizarrón
2.- Retirar las hojas usadas del portafolio
3.- Devolver el equipo utilizado a su lugar
4.- Dejar las tasas sucias en su lugar
5.- No dejar nada sobre la mesa y acomodar las sillas
6.- Verificar que no quede ningún objeto que no sea de la sala de juntas
7.- Apagar el aire acondicionado y la luz
Responsable Recepción
Ilustración 14 Formato de Instrucciones
Fuente: (investigación directa)
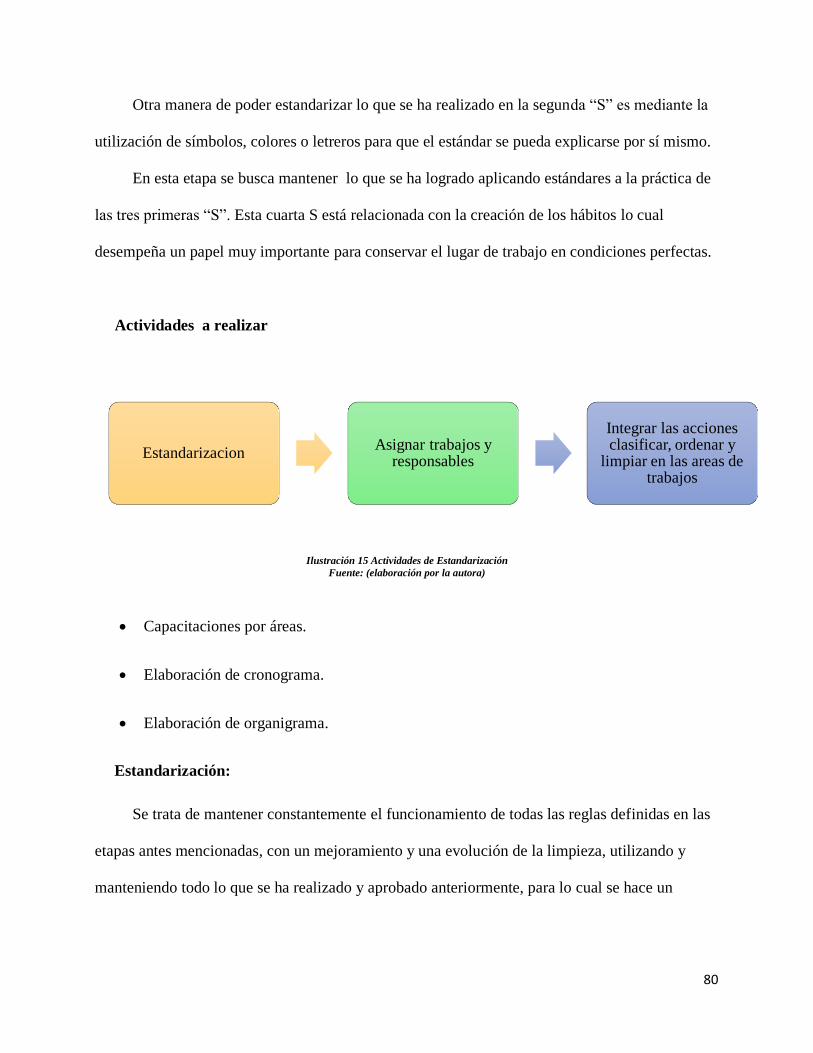
80
Estandarizacion Asignar trabajos y
responsables
Integrar las acciones clasificar, ordenar y
limpiar en las areas de trabajos
Otra manera de poder estandarizar lo que se ha realizado en la segunda “S” es mediante la
utilización de símbolos, colores o letreros para que el estándar se pueda explicarse por sí mismo.
En esta etapa se busca mantener lo que se ha logrado aplicando estándares a la práctica de
las tres primeras “S”. Esta cuarta S está relacionada con la creación de los hábitos lo cual
desempeña un papel muy importante para conservar el lugar de trabajo en condiciones perfectas.
Actividades a realizar
Ilustración 15 Actividades de Estandarización
Fuente: (elaboración por la autora)
Capacitaciones por áreas.
Elaboración de cronograma.
Elaboración de organigrama.
Estandarización:
Se trata de mantener constantemente el funcionamiento de todas las reglas definidas en las
etapas antes mencionadas, con un mejoramiento y una evolución de la limpieza, utilizando y
manteniendo todo lo que se ha realizado y aprobado anteriormente, para lo cual se hace un
81
balance de esta etapa teniendo como objetivo una reflexión acerca de los elementos encontrados
para poder tomar decisiones correctas en el tiempo específico.
Asignar trabajos y Responsabilidades: Para mantener un correcto uso de las condiciones
de las tres primeras S, cada uno del personal de la compañía debe conocer exactamente cuáles
son sus responsabilidades sobre lo que tiene que hacer, cuándo, cómo y dónde hacerlo. Las
siguientes actividades sirven para la asignación de responsabilidades:
Diagrama de distribución del trabajo de limpieza.
Manual de limpieza.
Tablón de gestión visual donde se registra el avance de cada S implementada.
Programa de trabajo para eliminar las áreas de difícil acceso, fuentes de
contaminación y mejora de métodos de limpieza.
Delimitación y señalización de áreas.
Etiquetación de: Accesorios, equipos, herramientas, archiveros y archivos etc.
Integrar las acciones clasificar, ordenar y limpiar en las áreas de trabajo: El estándar
de limpieza de mantenimiento facilita la realización de las acciones de limpieza y control de
elementos de ajuste y fijación.
DISCIPLINA
Concepto
El Shitsuke tiene como objetivo principal convertir en un hábito o costumbre el empleo y
la utilización de los métodos e incluso estandarizados para la limpieza en el lugar de trabajo, es
82
importante alcanzar y mantener los beneficios obtenidos con la implementación de las primeras
S si respetamos y cumplimos las normas y estándares establecidos.
Planificación
La disciplina pretende lograr el hábito de respetar y utilizar correctamente los
procedimientos, estándares y controles previamente desarrollados. La disciplina depende de la
mente y en la voluntad de las personas la conducta sin embargo demuestra la presencia, se
pueden crear condiciones que estimulen la práctica de la disciplina.
Actividades
Formación: Es necesario introducir y aprender haciéndolo.
El rol de la dirección: Para promover la implementación de la disciplina es necesario
realizar las siguientes actividades.
o Educar al personal en los principios y técnicas de las 5S y mantenimiento.
o Crear un equipo para la implementación en toda la entidad.
o Proveer los recursos para implantación de las 5S.
o Participar en la promoción de sus actividades.
o Evaluar el progreso y evolución de la implantación en cada área de la empresa.
o Participar en las auditorias.
o Enseñar con el ejemplo.
o Demostrar el compromiso y el de la empresa para implementar las 5S.
83
El rol de los funcionarios y contratistas: Para crear las condiciones que promueven o
favorecen la implantación de la disciplina, los funcionarios y contratistas tienen las siguientes
responsabilidades:
o Continuar aprendiendo más sobre implantación de las 5S.
o Asumir con entusiasmo y compromiso la implantación de las 5S.
o Diseñar y respetar los estándares de conservación del lugar de trabajo.
o Realizar las auditorias de rutina establecidas.
o Pedir al jefe del área el apoyo o recursos que se necesitan para implementar las 5S.
o Participar en la formulación de planes de mejoras continuas.
Un factor importante para el logro de mantener las normas en los lugares de trabajo, es
mejorar la cultura en todo el personal y obtener una mejor disciplina, que consiste en los
siguientes aspectos:
Respetando a los demás, respetando y haciendo respetar las normas establecidas en el
área de trabajo, promover el hábito de auto controlar o reflexionar sobre el nivel de
cumplimiento de las normas establecidas, ser servicial con los compañeros de trabajo y tener un
buen hábito de limpieza.
84
Conclusiones:
Luego de haber realizado un exhaustivo análisis en los procesos del área de bodega de
SURPAPEL Ecuador S.A., se llegó a la conclusión de que hay diversos problemas que lo
afectan, lo que perjudica en el desarrollo de su productividad.
En el diagnóstico a la bodega de SURPAPELCORP S.A se analizó las actividades en
el aspecto Selección tiene un 53% encuestados los repuestos nunca tienen un lugar
específico de ubicación, además el 58% de los trabajadores manifestaron que los
repuestos o elementos se encuentran desorganizados de acuerdo a su color, uso y área
Mediante el diagrama de causa – efecto y el árbol de problemas se identifican las
causas principales o raíz del problema como es el desorden de la Bodega de Repuesto.
Con los resultados obtenidos del diagnóstico de la Metodología 5S se elaboró la
propuesta de mejora por cada aspecto con el objetivo de mejorar continuamente.
Se elaboró un procedimiento y manual de limpieza ya que en las encuestas realizadas
el orden y la limpieza fueron los aspectos más relevantes
85
Recomendaciones
Debido a la investigación presentada se recomienda a los administradores que se
implemente el proyecto desarrollado, teniendo presente la necesidad en que se encuentra
la organización, una adecuada formalización de los métodos de trabajo y el desarrollo
de hábitos positivos de todos los miembros de la organización, se deberá realizar una
inversión a corto plazo pero los logros obtenidos serán duraderos a lo largo del tiempo.
El uso correcto del manual de implementación de las 5S y de un nuevo
sistema de inventario para el área de bodega conllevará el mejor uso de los
recursos de la empresa, disminuyendo tiempos innecesarios y facilitando la
búsqueda de los materiales solicitados por las áreas relacionadas.
Es por esta razón que se recomienda a los directivos de esta empresa brindar
el apoyo necesario y el compromiso, para la implementación de esta
propuesta, y a su vez poder aplicarlas en las demás áreas de la empresa.
Se recomienda también la importante capacitación constante a todo el
personal, e irlos adiestrando poco a poco, para poder lograr con éxito la
implementación de esta técnica japonesa, que ha dado muy buenos resultados
positivos en los principales países desarrollados y en algunas empresas
Ecuatorianas.
Para dar cumplimiento a la posible implementación de esta metodología se
recomienda un asesor de un SGC para la viabilidad en los aspectos técnicos y
financieros.
86
Bibliografía
Alexandra, G. F., & Catalina, J. P. (2013). Diseño de un Modelo de Sistema de Orden y
Limpieza (5S) para mejorar el area de produccion de la fabrica .
BREZMES, L. F. (2014). PRINCIPIOS DE CALIDAD CLIENTES PROCESOS Y
RESULTADOS. CUBA: ACCION EDITORIAL.
CORTAZA, R. M. (2011). FUNDAMENTOS DE LAS GESTION DE CALIDAD.
HONDURAS: PUBLICACIONES WOD.
COULTER, R. Y. (2010). LA EFICIENCIA COMO HERRAMIENTA DE
RESULTADOS. MEXICO: LETRAS Y EDITORIALES.
Doris Iasbel Zapata Atehortua, M. B. (2012). "Implentecion de la metologia 5S en una
empresa de fabricacion y comercializacion de lamparas".
ENRIQUE GALVÁN MELENDEZ, J. G. (OCTUBRE de 2005).
Https://www.gestiopolis.com/. Obtenido de https://www.gestiopolis.com/las-5s-
manual-teorico-y-de-implantacion/
ESPARZA, C. E. (2010). LAS ISO Y LAS NORMATIVAS DE CALIDAD. MEXICO:
LIMAS Y SEVILLA EDITORIAL.
FAO. (MARTES de FEBRERO de 2010). ORGANIZACION INTERNACIONAL DE
NORMALIZACION. Obtenido de
http://www.fao.org/docrep/008/y5136s/y5136s07.htm
GARDEY, J. P. (2012). La productividad en la organizacion. ANDALUCIA: españoles
y aventure.
HARRINGTON, J. (2012). LA MEJORA CONTINUA . LOS ANGELES: DEMING.
ISO. (2012). CALIDAD Y DESARROLLO. GUAYAQUIL: PUBLICACIONES
AYMA.
KABBOUL, F. (2013). LA MEJORA CONTINUA UN PROCESO QUE NUNCA
TERMINA. CALIFORNIA: ROBLES Y EES.
MIPRO, m. D. (s.f.). Entidades certificadoras en Ecuador. ISO y sus entidades. Mipro,
Guayaquil.
ROSAS, S. J. (s.f.). ¿QUE BENEFICIOS APORTAN LAS 5S. CHILE.
SACRISTÁN, F. R. (2005). LAS 5S: ORDEN Y LIMPIEZA EN EL PUESTO DE
TRABAJO. MADRID, ESPAÑA: FC EDITORIAL.
SACRISTÁN, F. R. (s.f.). EL TALLER IDEAL. MADRID, ESPAÑA.
Silva, L. L. (2013). "Implemetacion de la metodologia 5'S en el area de
alamacenamiento de materia prima y producto terminado de una empresa de
fundicion".
WEIHRICH, K. Y. (2014). LA EFICICIENCIA Y SU ROL DENTRO DE LA
ORGANIZACION. HONDURAS: AVENT PUBLISHION.
87
Carlos, S. (2016). Obtenido de www.gestiopolis.com/las-5s-manual-teorico-y-de-
implantacion/
Carrera, H. (2016). Obtenido de html.rincondelvago.com/estrategia-de-las-cinco-
eses.html
Castorena, J. M. (2016). Monografias . Obtenido de
http://www.monografias.com/trabajos101/tecnica-5-a-sa-empresas-seguras-y-
limpias/tecnica-5-a-sa-empresas-seguras-y-limpias.shtml
Inec. (2012). Info/economico. Guayaquil: Ecuador en cifras.
Lagos, L. (2016). Obtenido de http://repositorio.utc.edu.ec/bitstream/27000/1827/1/T-
UTC-1318.pdf
88
Anexos
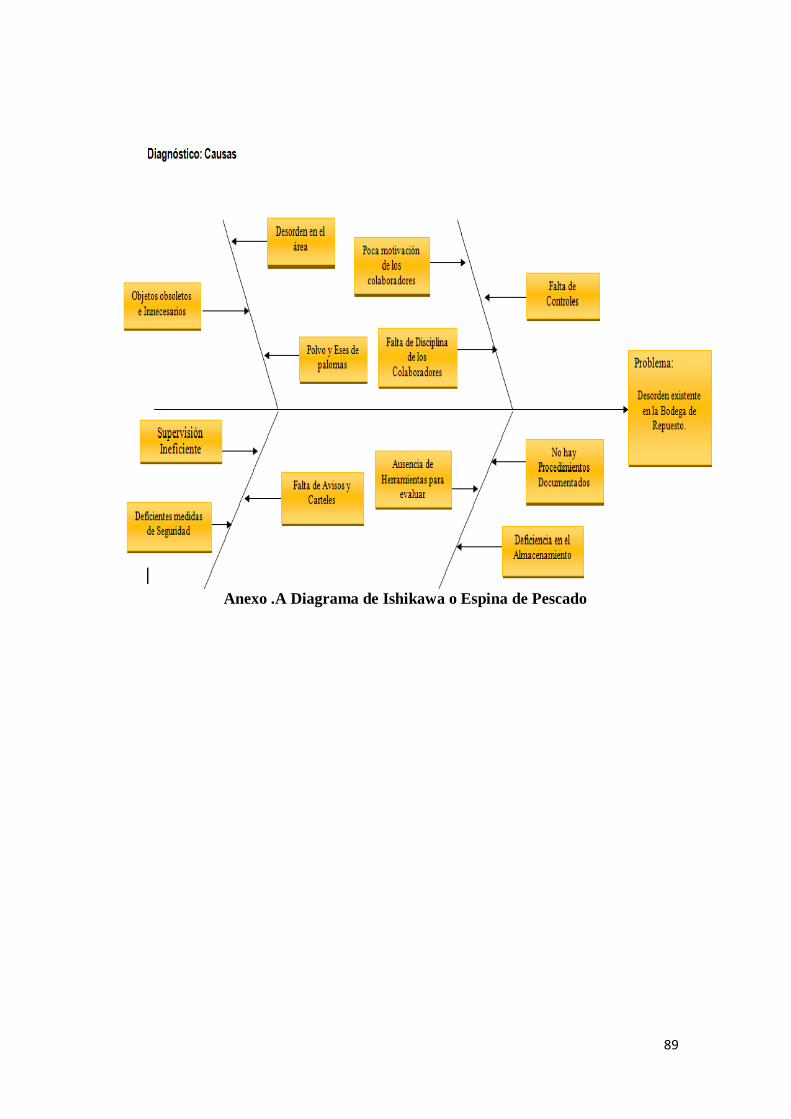
89
Anexo .A Diagrama de Ishikawa o Espina de Pescado
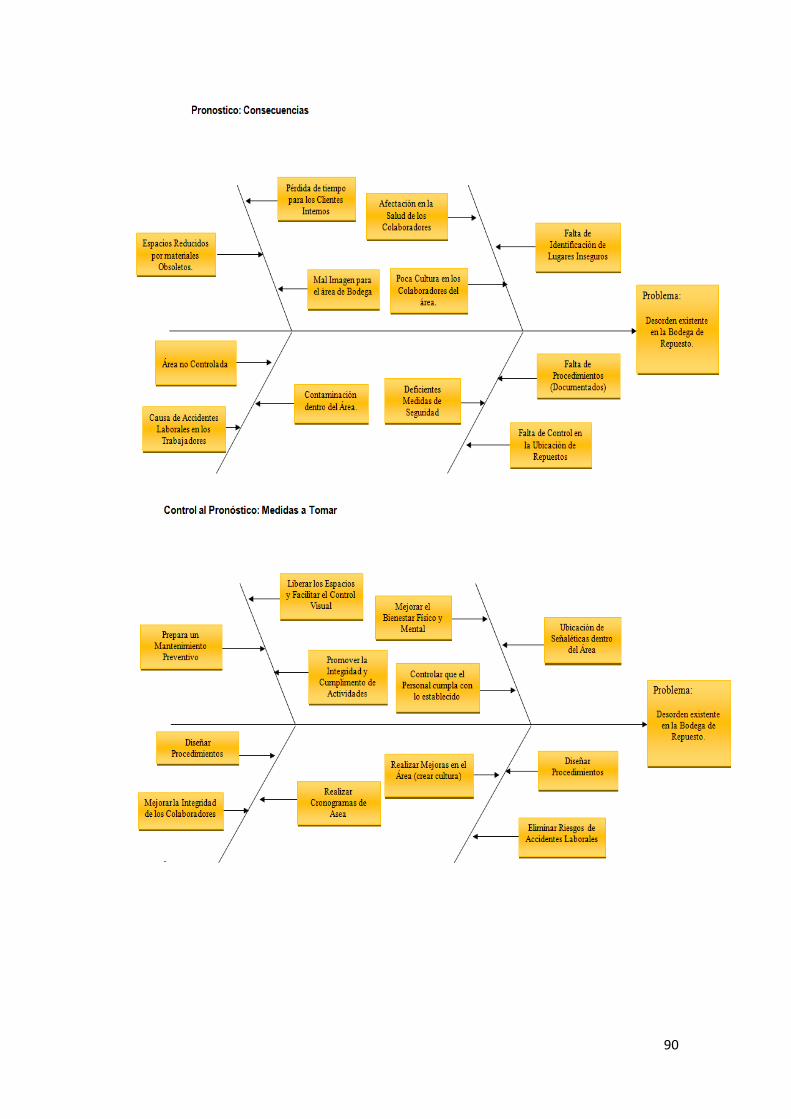
90
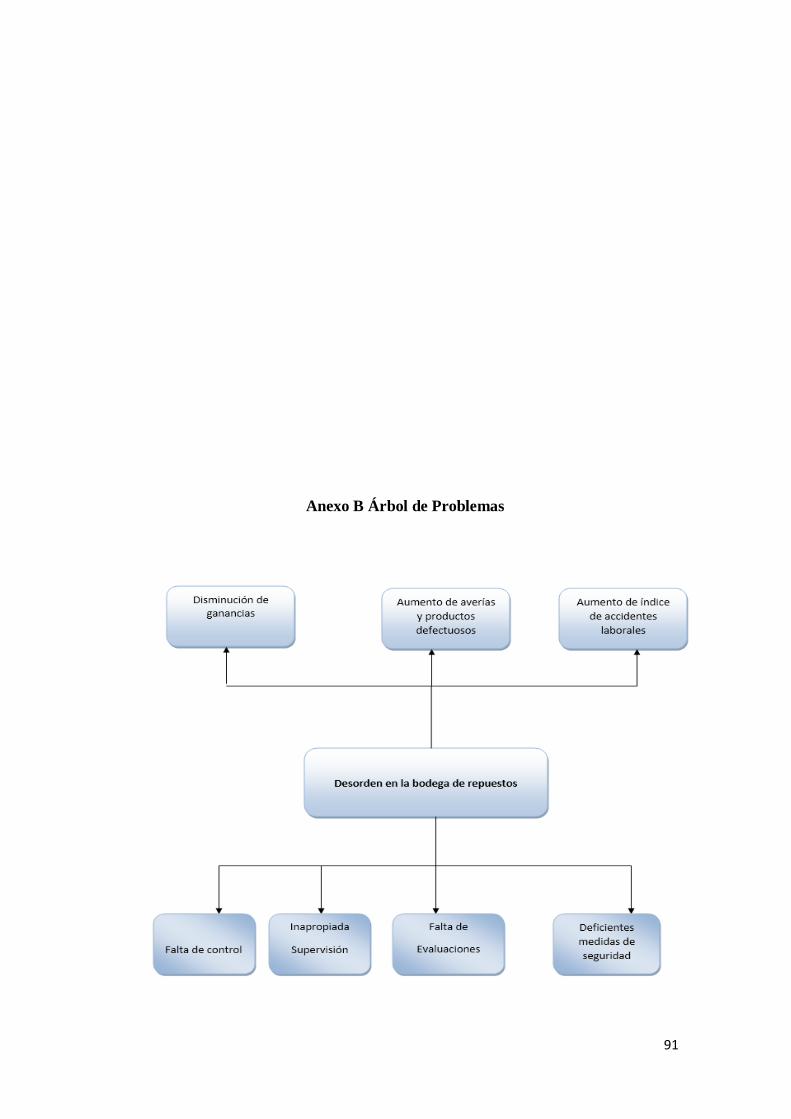
91
Anexo B Árbol de Problemas
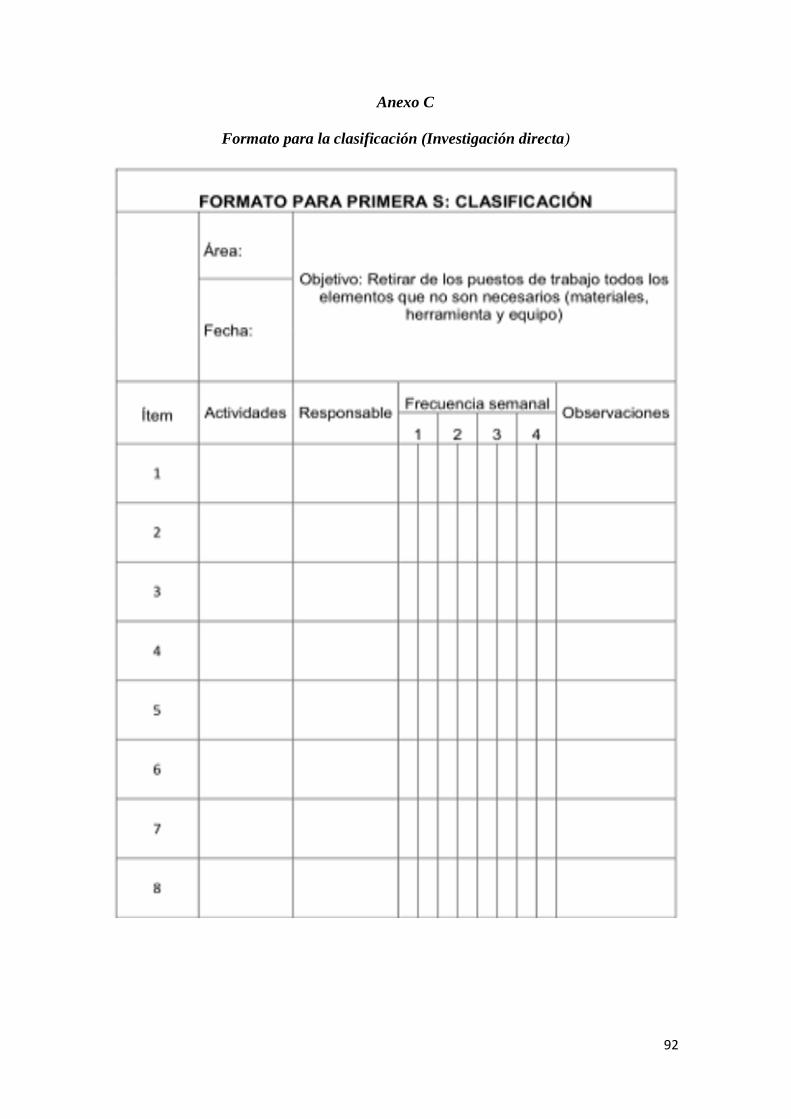
92
Anexo C
Formato para la clasificación (Investigación directa)
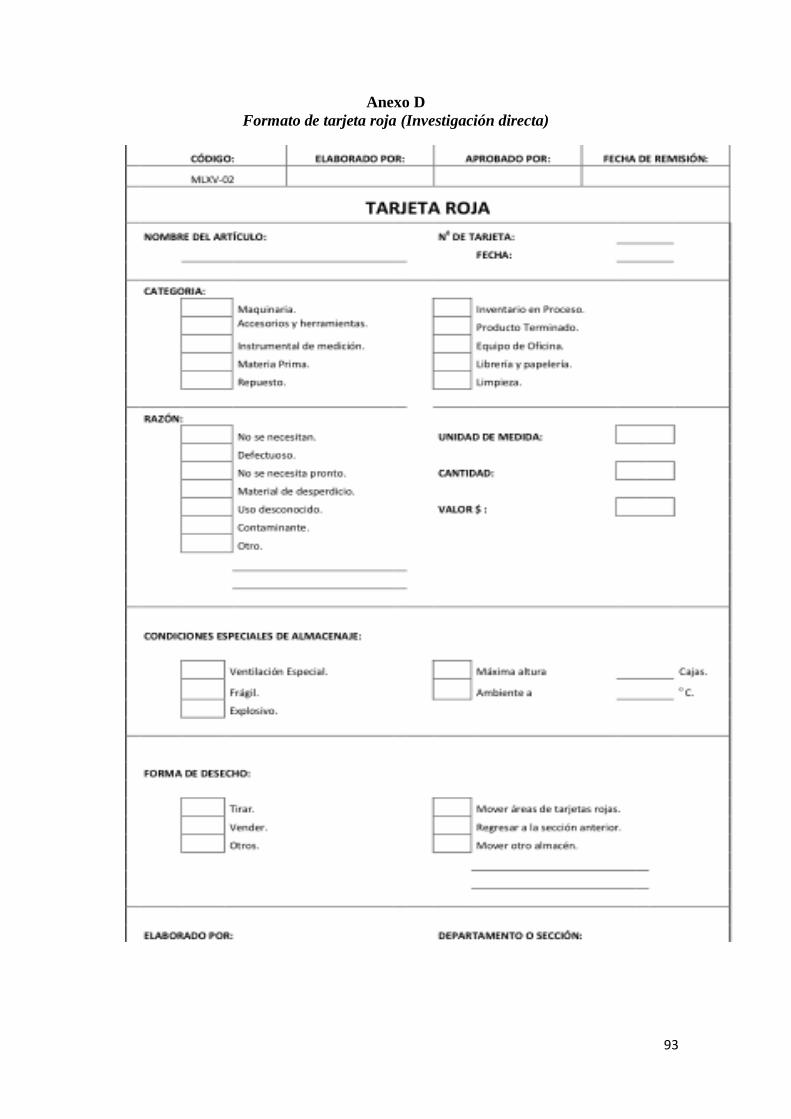
93
Anexo D
Formato de tarjeta roja (Investigación directa)
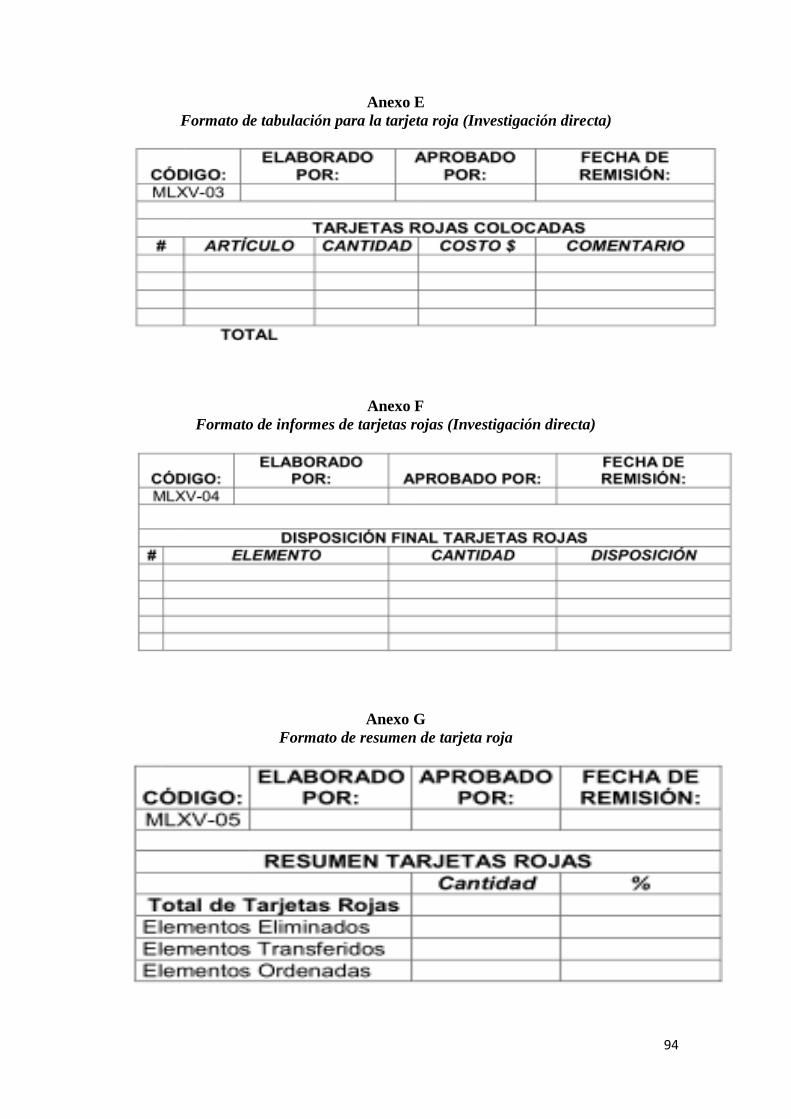
94
Anexo E
Formato de tabulación para la tarjeta roja (Investigación directa)
Anexo F
Formato de informes de tarjetas rojas (Investigación directa)
Anexo G
Formato de resumen de tarjeta roja
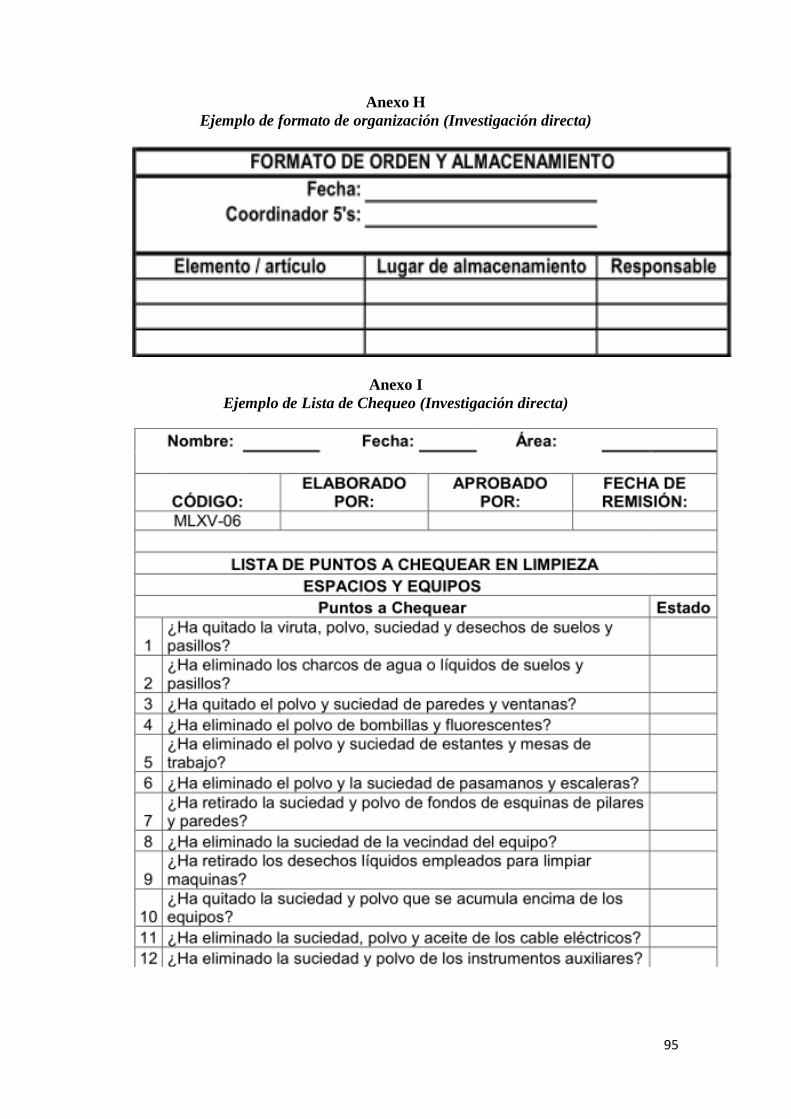
95
Anexo H
Ejemplo de formato de organización (Investigación directa)
Anexo I
Ejemplo de Lista de Chequeo (Investigación directa)
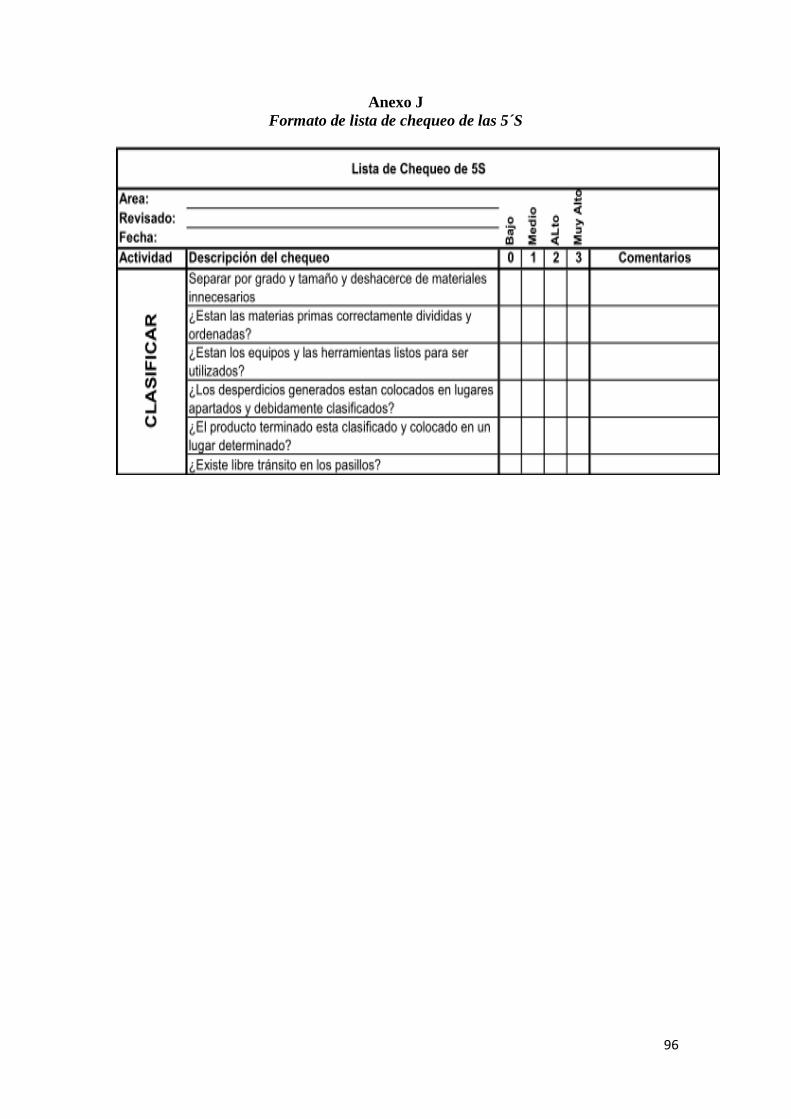
96
Anexo J
Formato de lista de chequeo de las 5´S
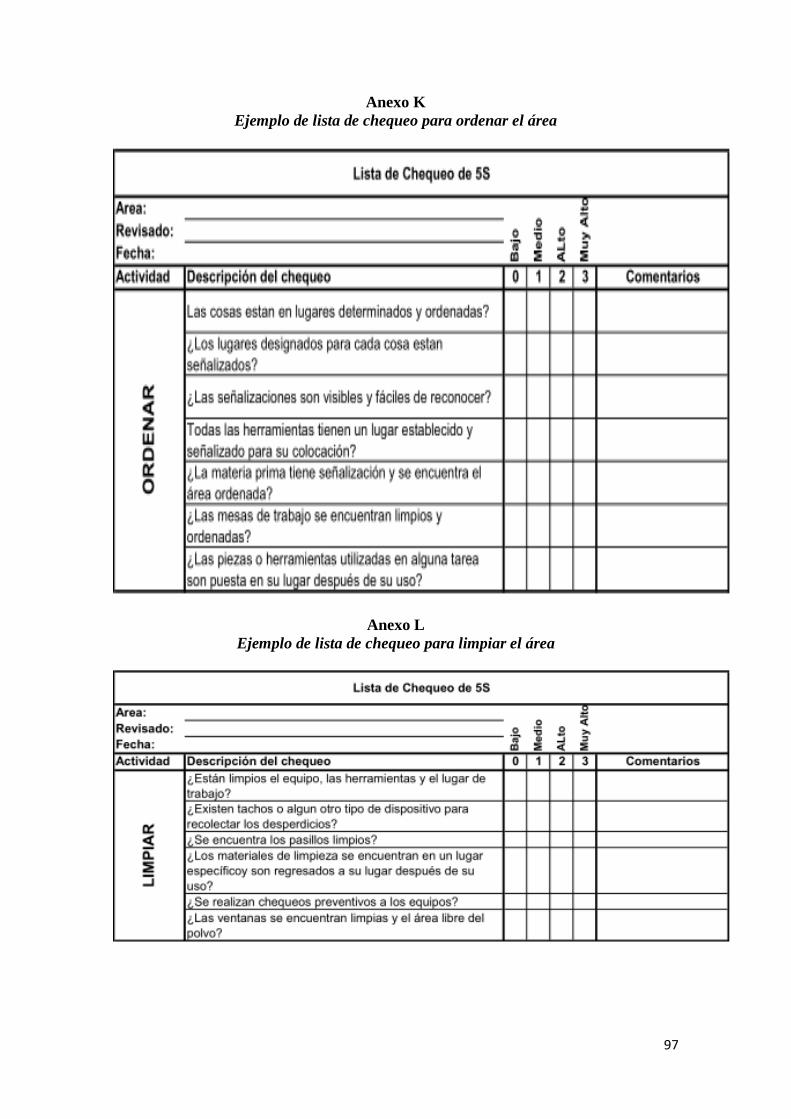
97
Anexo K
Ejemplo de lista de chequeo para ordenar el área
Anexo L
Ejemplo de lista de chequeo para limpiar el área
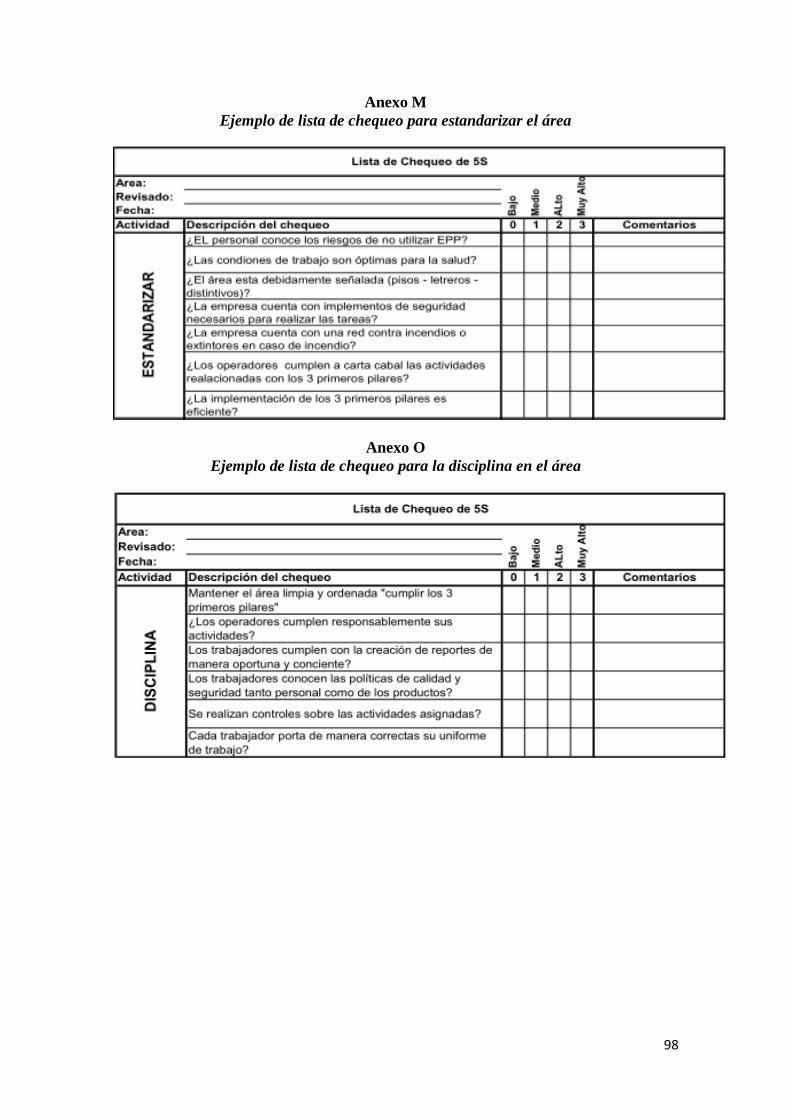
98
Anexo M
Ejemplo de lista de chequeo para estandarizar el área
Anexo O
Ejemplo de lista de chequeo para la disciplina en el área
99
Anexo P
Propuesta de Procedieminto para el area de Bodega
1. Objetivo:
Definir y establecer las directrices para el proceso de Almacenamiento de
bodega: criterios de administración, almacenamiento y abastecimiento de los
insumos y repuestos de la Bodega.
2. Alcance:
Este procedimiento es aplicable a todos los insumos y repuestos que ingresen y
sean almacenadas en la Bodega de SURPAPELCORP S.A.
3. Responsables:
Líder de Bodega
Es responsable de:
Generar reportes de consumos diarios del despacho y ejecutar la
recepción y traslados de los materiales e insumos sean locales e
importados.
Asistentes de Bodega:
Es responsable de:
Procedimiento para Almacenamiento
de Repuestos e Insumos
Fecha: 19/07/2017
Pagina: Página 99 de 122
Revisión: 00
Documento Controlado
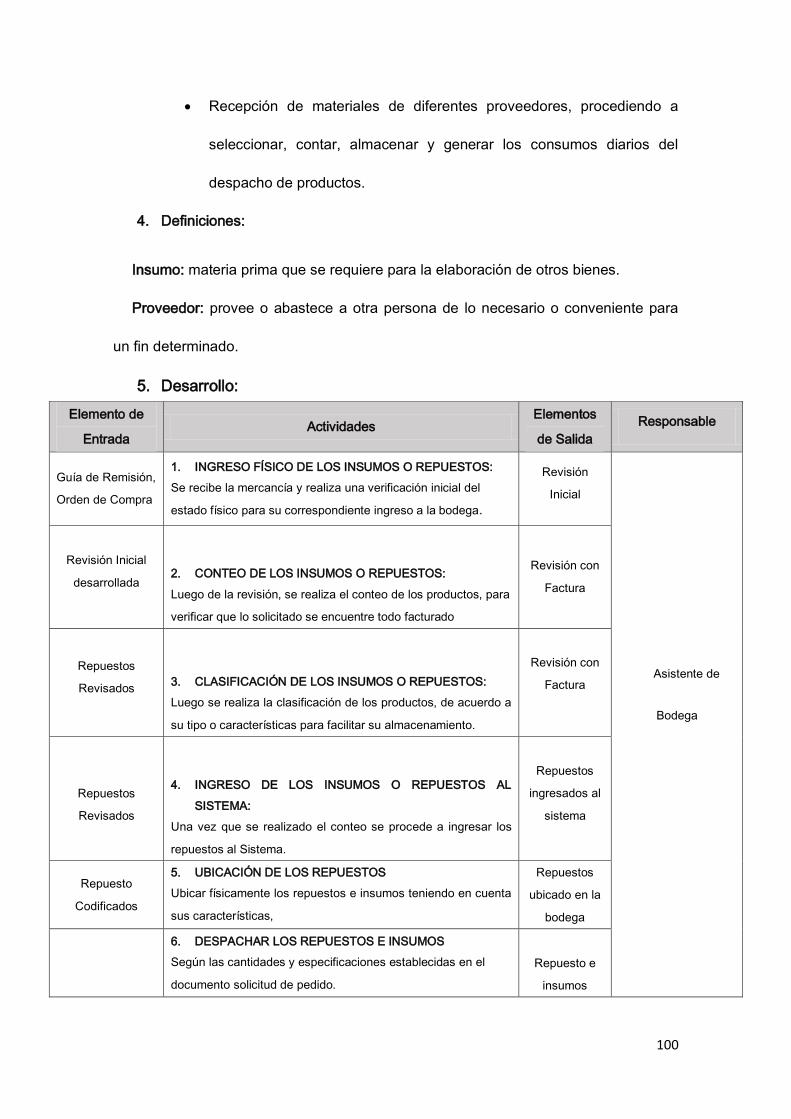
100
Recepción de materiales de diferentes proveedores, procediendo a
seleccionar, contar, almacenar y generar los consumos diarios del
despacho de productos.
4. Definiciones:
Insumo: materia prima que se requiere para la elaboración de otros bienes.
Proveedor: provee o abastece a otra persona de lo necesario o conveniente para
un fin determinado.
5. Desarrollo:
Elemento de
Entrada Actividades
Elementos
de Salida
Responsable
Guía de Remisión,
Orden de Compra
1. INGRESO FÍSICO DE LOS INSUMOS O REPUESTOS:
Se recibe la mercancía y realiza una verificación inicial del
estado físico para su correspondiente ingreso a la bodega.
Revisión
Inicial
Asistente de
Bodega
Revisión Inicial
desarrollada
2. CONTEO DE LOS INSUMOS O REPUESTOS:
Luego de la revisión, se realiza el conteo de los productos, para
verificar que lo solicitado se encuentre todo facturado
Revisión con
Factura
Repuestos
Revisados
3. CLASIFICACIÓN DE LOS INSUMOS O REPUESTOS:
Luego se realiza la clasificación de los productos, de acuerdo a
su tipo o características para facilitar su almacenamiento.
Revisión con
Factura
Repuestos
Revisados
4. INGRESO DE LOS INSUMOS O REPUESTOS AL
SISTEMA:
Una vez que se realizado el conteo se procede a ingresar los
repuestos al Sistema.
Repuestos
ingresados al
sistema
Repuesto
Codificados
5. UBICACIÓN DE LOS REPUESTOS
Ubicar físicamente los repuestos e insumos teniendo en cuenta
sus características,
Repuestos
ubicado en la
bodega
6. DESPACHAR LOS REPUESTOS E INSUMOS
Según las cantidades y especificaciones establecidas en el
documento solicitud de pedido.
Repuesto e
insumos
101
Elaborado
Revisado
Aprobado
Anexo Q
Propuesta de formato para evaluacion del area de Bodega
Anexo R
Propuesta de formato de evidencia de las Acciones Realizadas del area de Bodega
Acciones Realizadas
Acción a Tomar:
Área:
Ilustración 16 (Elaboración el autor)
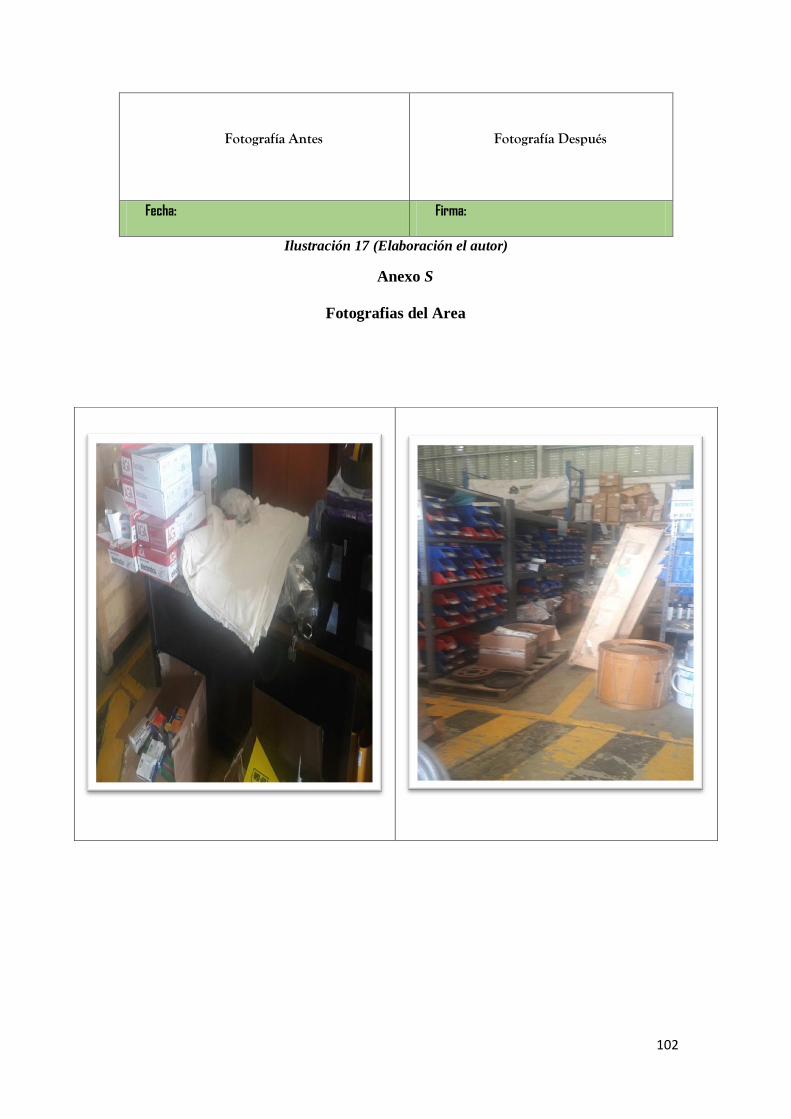
102
Ilustración 17 (Elaboración el autor)
Anexo S
Fotografias del Area
Fotografía Antes
Fotografía Después
Fecha: Firma:
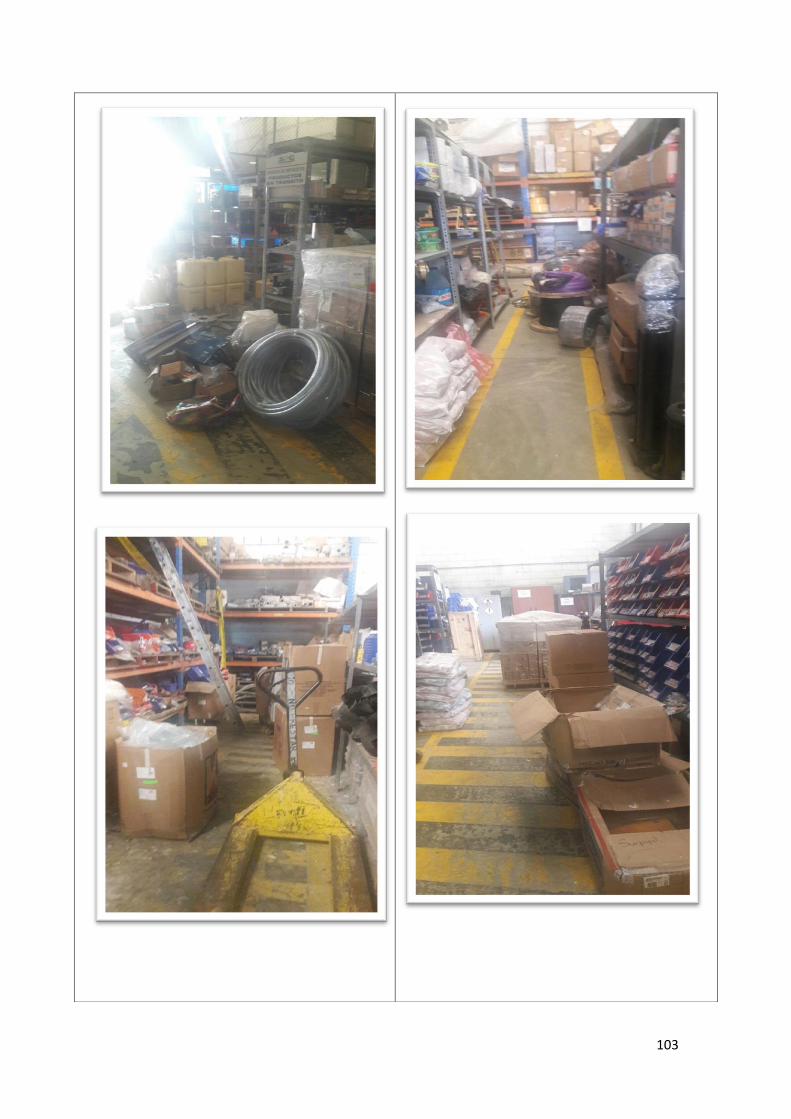
103
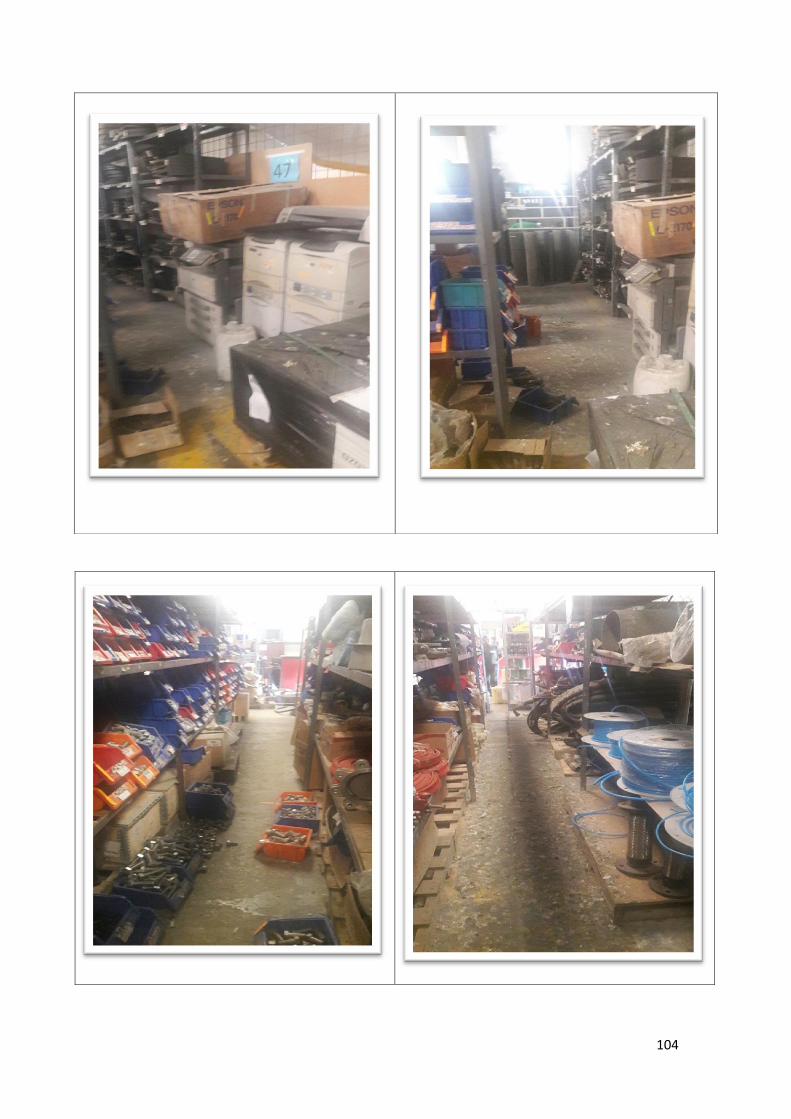
104
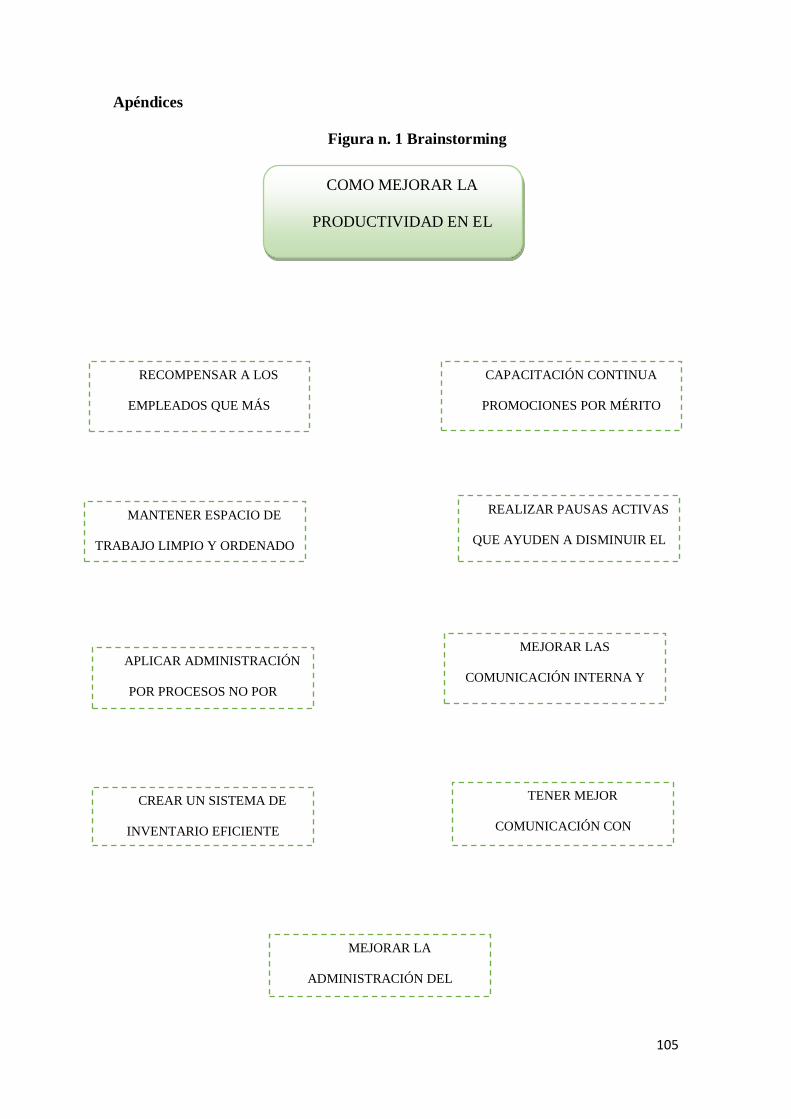
105
Apéndices
Figura n. 1 Brainstorming
COMO MEJORAR LA
PRODUCTIVIDAD EN EL
TRABAJO
RECOMPENSAR A LOS
EMPLEADOS QUE MÁS
ESFUERZO Y DEDICACIÓN
CAPACITACIÓN CONTINUA
PROMOCIONES POR MÉRITO
MANTENER ESPACIO DE
TRABAJO LIMPIO Y ORDENADO
REALIZAR PAUSAS ACTIVAS
QUE AYUDEN A DISMINUIR EL
APLICAR ADMINISTRACIÓN
POR PROCESOS NO POR
MEJORAR LAS
COMUNICACIÓN INTERNA Y
EXTERNA DE LA EMPRESA
CREAR UN SISTEMA DE
INVENTARIO EFICIENTE
TENER MEJOR
COMUNICACIÓN CON
MEJORAR LA
ADMINISTRACIÓN DEL





























