Embed Size (px)
Citation preview

691 U88
Ministry of Education and Science of the Republic of KazakhstanS. Toraighyrov Pavlodar State University
USE OF PRODUCTIONWASTES
Павлодар

The Ministry of Education and Science of the Republic ofKazakhstan
S. Toraigyrov Pavlodar State University
Facuity of Architecture and Construction
Department «Professional training and environmental protection»
USE OF PRODUCTION WASTES
Study guide
PavlodarКереку
2017

UDC 691.32:628.4.038(75) LBC 38.33я73
И88
Recommended for publication by the educational-methodical councilof S. Toraigyrov Pavlodar state university
Reviewers:S. S. Hamzina - candidate of pedagogical sciences, professor of the
Engineering and Design department of Innovative Eurasian University;V. T. Stanevich - candidate of technical sciences, professor of the
department "Industrial, civil and transport construction" S. Toraigyrov Pavlodar state university.
Compilers: K. S. Aryngazin, A. K. Aldungarova, S. L. Royev И88 Use of production wastes : study guide / com pl.: Aryngazin K. S.
and others. - Pavlodar : Кереку, 2017. - 56 p.
This study guide is devoted to the review of literary sources on technologies of obtaining building materials and products using technogenic wastes, to development of a recipe and producing samples of concrete using solid technogenic wastes, as well as experimental studies of their physics and mechanical characteristics.
Recommended for students, master degree students and teachers of higher education.
Q. Торзйг-ьф' атындағь*. |j |^ ; I .
зкаде^ик С.Ho:.ат-^н деғы гЫі1. UDC 691.32:628.4.038(75)
LBC 38.33я73
Aiyngazin К S. and others, 2017 S. Toraigyrov PSU, 2017
Responsibility for the reliability of materials, grammatical and spelling errors is held byauthors and compilers

Introduction
In Kazakhstan, the accumulation of solid waste, especially industrial, associated with resource and processing industry specialization. According to various estimates we have accumulated techno genic solid waste morethan 20 billion tons in the Republic, and their annual growth rate of 300 million tons.
The main volumes of solid waste of technogenic focus on non-ferrous metallurgy enterprises. These waste in the country are over 5.2 billion tons, including 105 million tonnes of metallurgical waste, about 4 billion tons waste dumps of mining production and more than 1.1 billion tons of tailings. Their locations Pavlodar - 14.6 %, Kustanai - 17 %, East Kazakhstan — 25.7 % and Karaganda — 29.4 % areas. Under the non-ferrous metal waste storage occupied an area of about 15 thousand ha, including rock dumps are 8 thousand hectares, tails of enrichment plants about 6 thousand ha and dumps metallurgical plants of more than 500 hectares.
Today many foreign countries have experience in developing effective ecological and economic systems waste-free technology. For Kazakhstan this experience can be useful in terms of use in domestic practice innovative solutions in the field of processing and recycling of sludge and ash waste.
Pavlodar region is one of the industrialized regions, which occupies a leading position in the mineral resources sector of the country. Its territory is concentrated 3.7 % copper, 2.3 % molybdenum, 30.8 % of fluxing limestone, more than a third of Kazakhstan's balance reserves of coal and other minerals. Of the 115 deposits of solid minerals, explored territory, currently 48 in exploitation. Based on Ekibastuz coal was created energy base in the region, have developed machine building, oil refining and chemical industry, ferrous and aluminum metals. As a result of the industrial development of the region today region is in the number of air emissions per capita on one of the first places: Aksu - 4.1 tons per 1 inhabitant, the average for the region - 0.5 tons, exceeding the average by almost 4 times. Thermal power complex, non-ferrous metal objects most poison the atmosphere, releasing huge masses of particulate matter in the air.
Growing piles of solid waste near the enterprises of Pavlodar and Ekibastuz. Despite the measures taken to reduce waste, which is environmentally damaging, Pavlodar remains in the top ten most polluted cities in Kazakhstan.
The main reasons for the low level of utilization of ash and slag waste in the Republic of Kazakhstan:
3

- Lack of economic interest of thermal power plants m a standardized preparation of ash and waste materials for their realization on thecommodities market;
- Lack of developed promising technologies adaptation of ash and slagwaste to bulk production materials and products based on them;
- Lack of legislative and normative legal framework of sufficienteconomic incentive to increase the use of ash and slag waste.
Chemical composition and characteristics of the ash waste at different power stations differ from each other. It depends on the field of fuel, the method of preparation of fuel for combustion, combustion technology, flue gas treatment system and method of transportion of ash and slag in the ashdumps.
At the same time, dispersion of ash and slag waste compact of their arrangement and some unique properties can increase their economically attractive for production new construction materials. Given the different contents of ash and slag materials in those components, especially calcium oxide (CaO), which has astringent, we have developed several directions for processing ash and slag waste of power stations in practically useful materials and products.
The most acceptable for practical use is the system of fly ash dry selection, as it always is classified in accordance with the electrostatic fields on fraction composition. Such ash can be stored in silages in dry form and used in the production, without additional preparation.
Ash and slag waste from burning Ekibastyz coal are hazard class IV (low hazard). They can be used in the production of building materials, since the total specific radioactivity is not more than 370 Bq/kg.
All ash and slag waste depending on the composition is divided into three groups: active, secretly-active and inert.
Within these groups of waste slag are distributed in form of calcium oxide content: general, free, bound to sulphates and in part of the clinker minerals.
The first group (I) active. This waste slag characterized the total content of calcium oxide from 20 to 60 % and free calcium oxide up to 30 %, therefore they are called high calcium ash and slag. They possess the property of self-curing and can be used as stand-alone binding materials.
The second group (П) secretly-active. They are characterized by a total content of CaO from 5 to 20 %, free calcium oxide is not more than 2 % and a modulus of basicity not more than 5. Slag waste of this group have lower activity, compared with the first group of ash and slag. Their main use - as a complex binding materials with activators.
The third group (ІП) inert - are ash and slag waste, derived from the combustion of coal: Ekibastuz, Kuznetsk basin. They are characterized by a high content of silicon and aluminum oxides and low calcium and
4
magnesium oxides. In some of ash and slag wastes of the group may not be more than 1 % of free calcium oxide, which is the hardening activator. In this regard, main use of third group ash and slag waste can be as inert mineral materials.
Thus, the ash and slag is a complex system, which properties depend on the type of fuel and its mode of combustion, boiler construction and many other factors. This determines the relevance of the Pavlodar region in the building materials research and the possibilities of using solid technological waste and their production.
Another large-technogenic waste in Pavlodar region is a bauxite slurry, resulting in the processing of bauxite into alumina. On one ton of alumina receive about four tons of sludge. A characteristic feature of bauxite sludge — is their high content of aluminum and iron oxides.
One of the main ways of recycling of red mud in the construction industry is to use it as an iron-alumina component of the raw material mixture in the manufacture of Portland cement clinker.
Available today developments in building materials on the basis of the sludge is not bound by a common direction, not enough systematized. All of this is the urgent need for comprehensive researches both the slurry and the materials on its base.
The problem of disposal of sludge in construction continues to be relevant,, because almost all of the studies completed only at the stage of experimental development. Bauxite slurry can improve the workability of the mixtures, increase the strength and reduce the cost of concrete by replacing part o f the cement and sand.
5

1 Analytical review of the literature on the technology of obtaining building materials and products with application of technogenic waste
An analysis of the literature on the topic of research has identified the main directions of use of fuel ash and slag, and depleted bauxite slurry in the manufacture of building products. Basically as binding materials, as an active additive in portland cement, as coarse and fine aggregates for both heavy and light concretes, for the device of the upper and lower layers of road bases.
1.1 Technologies of recycling ash wasteAn analysis of scientific, technical and patent literature has identified
the main directions of use of fuel and highcalcium and low calcium ash and slag in the manufacture of building products, in particular in the technology of binders:
- as a feed component for the production of portland cement clinker;- as a mineral additive to the cement;- as a separate binder for normal and autoclaved concretes and
mortars.Ash and slag bindersFuel ash and slag are widely used as raw materials of Portland cement
clinker and active mineral additives in the production of Portland cement, as well as the composite ash and slag cements. As part of the raw material mixture in the production of clinker ash and slag replace clay and partly calcareous components, in some cases, this change improves the chemical and mineralogical composition of clinker and the firing conditions.
As part of the residues unbumed ashes fuel content is in average 10 %. In use of 1 million tons of fly ash as a raw component, cement industry can get an additional 100 thousand tons of fuel. Compared with clays, fly ash has a lower water demand, use it as part of the raw material mixture can reduce the sludge moisture content to 33-34 %, reduce the fuel consumption by 7-10 % and increase the productivity of rotary kilns.
Containing significant amounts of free calcium oxide Cao, slag mixture can cause thickening and setting the raw sludge, therefore they only used in the dry process.
To increase and decrease the alumina silicate raw mix module can be used several types of fuel ash and slag. Large reactivity of ash and slag enables the early formation of the liquid phase during firing of clinker and slightly reduce temperature of clinker formation. Due to the unstable structure and a significant content of sulphides and alkalis use ash and slag as a raw material clinker components is limited.
Fly ash is used in the cement industry as active mineral additives, thus it should not contain more than: Si02 - 40 %, S03 - 3 %, loss on ignition
6

- 10 /о. Fly ash is introduced as the other hydraulic mineral supplements in an amount of no more than: in Portland cement — 20 %, pozzolanic binders1 55 %.
Replacing up to 20 % fly ash cement reduces its strength in the initial period of hardening, 28 days reduction in strength is minimal, at long terms and hardening strength cements ash becomes higher than without ash. Increased the ash content of more than 20 % usually results in a significant reduction of the strength characteristics of the cement - especially in the early stages of hardening.
In the conditions of the hydrothermal processing concrete and mortar used in the ash as an additive has a beneficial effect. Increase dispersion of ash contributes to the intensity of the hardening ash Portland cement. According to G. M. Ruschuka and E. G. Egorova, increasing the surface area of the Irkutsk CHP ash to 10.500 cm2/g resulted in the alignment of 28-day strength of Portland cement with 30 % ash compared with the initial and later to a higher strength.
Most often recommend the use of 25—30 % of ash in the ash cements. At the same time the fine ash is usually sufficient and cannot be shredded. However, со-grinding clinker and fly ash improves the hydration activity of glassy particles this requires the deformation of the surface layers (cracks, chips, splitting). Fly ash 5-30 microns are most active.
Plastic-ash cement mortars with sand 1:3 are characterized by low water demand, and in the cured state (2-3 months) - increased density and strength. Ash cements may exceed the ultimate strength for Portland cement, used to prepare the corresponding mixed cements, if ratio of ash and clinker particle size were chose properly.
Water demand cements increases with increasing ash content, but to a lesser degree than other pozzolanic additives. It is significant that the increase in dispersion of the ash did not cause an increase in water demand of concrete mixtures, on the contrary, it has a plasticizing effect.
Due to the relatively small hydraulic activity of fly ash use of ash cement significantly reduces the heat in the concrete, which is a significant factor in its use in massive constructions. It was established experimentally that the ash of any type increases sulphate durability of mortars and concretes, especially clinker using high C3A content.
Introduction to ash cement reduces its shrinkage deformation in hardening. This effect is higher the smaller the dispersion of ash. The positive impact of the ash found at elevated content in the cement MgO, causing unwanted bulk deformations in hardening.
Grain size distribution is important for the ash as the active mineral additives. Lower content of unbumed fuel particles is observed in areas with high dispersion.
7

Ash content proportionally increases the duration of cement, but the dispersion of ashes has little effect on the setting time. The use of ash as an additive has a significant positive effect on the tensile strength of the cement, than in compression, which increases the crack resistance of concrete and mortar.
Fuel ash and slag have a significant effect on the various kinds of special cements. Promising, for example, the use of ash for the production of cement with expanding slower setting time. The optimal composition of the cement: 55 % - portland cement, 27 % - ash of electrostatic precipitators, 9 % - sishtof (solid residue from the production of aluminum sulphate of kaolin) 9 % — lime. Samples of this cement have shrinkage until the end of the setting and then it is compensated and in one day air hardening expansion is of 0.206 %.
In the production of grouting portland cement, which has a higher sulphate resistance (the ability to withstand prolonged exposure to sulfates), can be used fuel ash of thermal power plants. On the recommendations of Japanese scientists ash can be used for early strength cement with processing it with dilute sulfuric acid followed by drying.
Co-administration of fly ash additives and plasticizers having a significant effect on cement. These binders have low water demand, characterized by high dispersibility (specific surface 4000-5000 cm2/g), low density normal (16-20 %) and the strength to 100 MPa. Concretes manufactured with the binders of low water demand, characterized by an intensive set of strength within a few hours and their strength after 1 day can reach up to 60 MPa.
Joint milling of dry fly ash and cement allows to destroy glassy shell around the grains of ash and opening the active surfaces, capable to pozzolan reaction as well as providing a higher degree of homogenization of all components of the resulting binder. This factor determining the basic properties of the final material is the usefulness of mechano-chemical binder treatment at a со-grinding of all its components. The surface area of the binder should be in the range 5000-7000 cm2/g.
The Moscow State Construction University (formerly V.V, Kuibyshev MICE) under the direction of AV Volzhenskogo from studies of technology has been portland cement and slag portland cement production with the introduction of fuel supplement granulated slag. Slag with the basicity module 0 .6-1 and the activity module 0 .4 - 0.6 have the highest hydraulic activity. Physical and mechanical properties of slag portland cement on fuel and domain granulated slag differs slightly. Granulated slag fuel is economically profitable for cement plants located near thermal power plants and equipped with flue hydroslag removal systems. The content of fuel in the granulated slag cements, hardening at steaming should not exceed 40 %, and at autoclaved it may increase twice.
8

Fuel ash and ground fuel slag have certain hydraulic activity, those they are able to communicate at a normal temperature of calcium oxide. The activity of ash and slag in the most affected and fine fractions increases with the glassy phase. Glass and sulfate in alkaline environments easily hydrated with increasing alumina content.
Autoclave treatment (steaming) is designed to increase the hydraulic activity of lowcalcium fuel ash and slag in the presence of activator- additives. When the activity of hardening of slag and ashes from the absorption of CaO and developed their strength significantly increased.
The introduction of lime and alkaline compounds (alkali activation) and sulphate containing products (sulfate activation) allows to increase the hydraulic activity for fuel ash and slag as well as for metallurgical - activation. Selection of activation methods depends on the type of fuel ash and slag.
Production of ash binders includes crushing process, ash or slag drying, dosage of the components and their joint grinding in ball mills. Joint milling ash and slag with activating additives increases the activity of binders and affects the product stability. From ash binders harden under normal conditions only lime-ash binders using fly ash and lime-slag knitting using granulated slag. Evaporation of mortars and concretes based on slag alkali binders desirably carried out at 90-95 °C.
If satisfactory results of hardening strength achieved under the pressure of 0.8 MPa. Higher steam pressures result in a sharp increase in the strength of materials. Besides scalding ash and slag there are warming infrared rays and electrowarming.
The strength of ash binders increases with the dispersion. It affects the most as increasing the specific surface highcalcium glassy fuel ash and slag, for example, an increase in strength is achieved twice with increasing specific surface area of from 1800-2000 up to 3100-3500 cm2/g. Mark on frost resistance for the ash and slag binders with wholemeal of F15 - F25, those they are able to withstand the 15-25 cycles of freezing and thawing. With an increase in their surface area is increased to 75-100 frost cycles.
The ash and slag binders of optimum compositions are sufficiently resistant to the time spent in different environments. To increase the resistance of ash binders recommended an increase in the ratio between the content of calcium oxide CaO and acid oxides. Positively affects 10-15 % of Portland cement additive. Ash and slag binders exhibit shrinkage relatively close to the relevant indicators of cement.
Lime-ash binder is one of the most famous without clinker ash binders, joint milling or obtained by intimately mixing the shredded separately ash and lime. Content unbumed fuel in the ash should be minimal (in the coal ash - less than 10 % of peat - 5 %), S03 content must not exceed 3 %, overheated CaO and MgO, S03 content must not exceed 3 %,
9

the MgO and CaO overheated, causing changes in the volume of knitting - 5 %. Slaked lime is usually used, and although it may use quicklime. The composition of the lime-ash binders depends on the content in the ash of active calcium oxide and minerals, which is hydratable. The optimum content of lime is 10-40 % binders, decreases with increase in the ash content of free calcium oxide and active minerals.
Lime-ash binders, as well as other lime containing hydraulic binders, should have the fineness, to sifting through a sieve № 008 held not less than 90 % by weight of the sample. Time for the initial setting for this group should be no earlier than 25 minutes, and the end - not later than 24 hours after the start of mixing. To accelerate setting and improve other properties of the binders in the group administered in the composition gypsum (about 5 %) and quicklime.
The available alkaline components to obtain slag alkaline binders are soda, soda melt, liquid glass. In the paper (P.V. Krivenko, R.F. Runova, E.K. Pushkareva) have been proposed methods, including joint grinding of fuel ash and slag or mixtures of ash with lime or metallurgical slags and Portland cement clinker to form sodium hydroxide at the dissolution of the alkaline component, providing hydration and hardening of ash.
Ash and slag aggregatesOne of the most promising ways of disposing of ash and slag waste is
used as a coarse and fine aggregates, both heavyweight and for lightweight concrete. For lightweight concrete, porous aggregates can be used. The porous aggregates serve as slag from the combustion of anthracite, hard and brown coal, peat and oil shale; gravel, crushed stone, sand, ash, slag from the fuel, agloporit on the basis of the ash thermal power plants, ash calcined and chemically bonded gravel, aluminous concrete block.
Concrete properties largely depend on the particle size distribution of aggregates. For lightweight concrete optimal ratio between the large (0.3 mm) and small (less than 0.08 mm) fractions of 1:1. Relations between the coarse and fine fractions of 1:2.5 and the content of the middle faction 50 % show good strength characteristics.
Fly ash in concrete can partially replace sand and cement. Content in the ash concrete injected can reach 150-250 kg/m3 or more, it should be taken into account the impact of ash on concrete mix. Ash content may have minor or significant impact on water demand. So, if the introduction of the concrete up to 70-90 kg of ash dispersion 3000-4500 cm2/g virtually no effect on the water demand of the concrete mix, further increase in the ash content of up to 300 kg per 1 m3 of concrete increases the water requirement of the concrete mix at 5-6 % for every 50 kg of additional input ash.
Ash concrete are as compressive strength o f 0.5-40 MPa, particularly from light to heavy concrete. They are prepared as portland cement, and
10

without clinker binding under customary and autoclaved. Dense ash concrete is characterized by high values of flexural strength and deformation characteristics (maximum compressibility and creep).
It also has a significant water absorption, and to decrease the value of this parameter in the concrete mixture should enter mill ground additives, reduce the porosity of aerated concrete, for example, granulated and ground fuel and blast furnace slag. Shrinkage of concrete hardening in the air up to2—3 mm/m.
Increased use of fly ash is a fine aggregate in the production oflightweight aggregate. Compact structure of these materials can beprepared containing 40-50 % by weight of the sand fraction in a particlesize of less than 0.15 mm. Expanded clay sand is a scarce material and somany factories in the manufacture of constructional heat insulatinglightweight concrete is used common quartz sand which leads to weightingof keramsit to 1400—1600 kg/m3 and accordingly to reduce the thermal resistance of the walls.
Ash content keramsit in an amount of 180—200 kg/m3 improves the technological properties of lightweight concrete mixtures that affects the reception of dense concrete structure. The best ash content in the structurally-insulated concrete is 300—450 kg/m3, with a further increase of its content increases the average density of keramsit concrete. Use of fly ash in an amount of up to 100 kg per 1 m3 in structural concretes ash can serve as micro filler.
Cement-ash concrete and solutionsIn the manufacture of concrete and mortar mixes as active mineral
additives and fine fillers also recommended the introduction of fly ash.Acidic ash are widely used as the most effective active mineral
additives in concrete. Acidic ash do not have astringent properties, but pozzolan activity occurs in conjunction with a cement binder. Depending on this characteristic for a particular cement, water demand and workability of the concrete mix, conditions and duration of hardening manage to significantly reduce the consumption of cement.
For example, for optimal concrete steamed ash context may be 150 kg/m3, whereas normal hardening - 100 kg/m3. Application of 150 kg of fly ash per 1 m3 B7.5 classes of heavy concrete - B30 saves 40-80 kg of cement. In concrete subjected to heat treatment, the use of ash allows to save up to25 % of cement.
The use of fly ash in concrete is widely used in hydraulic engineering. Replacing 25—30 % of cement fly ash for concrete interior zones waterworks and replacing 25-30 % of cement fly ash for interior zones concrete waterworks structures. In addition, it is advisable to increase the content of fly ash in hydraulic concrete to 50-60 % by weight of cement. When replacing up to 40 % of Portland cement fly ash in their joint
11

crushing strength of concrete after 28 days is almost close to the strength of concrete without additives, after 60 days it is practically equal.
It is known that during the construction of the Bratsk hydropower plant in 1961 has made development and manufacturing of concrete laying with the addition of 15-20 % of fly ash in the body of the dam, which was about 5000 m3 o f concrete with fly ash, which is the basic physical and mechanical characteristics did not differ from the concrete without theaddition of fly ash.
Fly ash has been widely used in the production of prefabricated reinforced concrete structures. Dry fly ash is introduced into the concrete classes B7.5-B40 in an amount of 20-30 % by weight of cement. However, due to the excessive of ash content possible swelling surface of steamed products.
Hydraulic ash activity as active mineral additives in the concrete is one of the essential characteristics. The hydraulic activity is determined by the ability of ash to absorb lime from lime mortar, and exhibit binding properties in combination with hydrated lime or by value of heat or wetting in polar and non-polar liquids, taking into account the hydrophilic factor and a number of other parameters.
The first method is the traditional method and the second - the accelerated method or microcalorimetric.
Requirements to ashes as an active mineral additives"The effect of fine powders" has a positive effect on the concrete
structure formation, expanding space, which precipitated the hydration products, which accelerates the hardening process.
Existing technical standards allow the use of fly ash as an active mineral additive in the production of concrete prefabricated and monolithic constructions of buildings and structures, except structures operated in environments with medium and strong aggression. Depending on the application, the ashes are divided into types:
I - for reinforced concrete products and structures;II - for concrete products and structures;
. Ill - for the construction of hydraulic structures.Within individual species additionally emit ash for concrete classes: A - heavy;
В - easy.The chemical composition of the ash to impose the requirements set
out in table 1. Humidity of ash of dry selection shall not exceed 3 %.Fly ash is not recommended for use in pre-tense reinforced the
thermally bonded reinforcement concretes. In the selection of concrete should determine the relationship between the components, including ash, thus it is necessary to take into account, to the desired properties of the concrete mix and the concrete can be achieved with a minimum consumption of cement and fly ash at maximum flow.
12

Ash plays not only the role of binder, active mineral additives to cement, but also the role of fine aggregate and micro filler, improves the particle size of the sand and actively influences the concrete structureformation.
Considering the multifunctional nature of the fly ash additives, introducing it only to replace part of the cement or sand does not solve the problem of optimizing formulations.
In "excessive activity" of cement, that is, when the brand of cement used recommended above, it is advisable to decrease in cement consumption due to the introduction of fly ash. In this case, the use of fly ash of thermal power stations is allowed to decrease the minimum sample rate of cement consumption for unreinforced concrete products up to 150 kg/m3
and for reinforced concrete — up to 180 kg/m3. The total consumption of cement and ash thus should be suitably at least 200 and 220 kg/m3. The amount of ash is assigned in proportion to the required percentage reduction of "excessive activity" of cement.
Table 1 - Requirements for fly ash as an additive in concreteThe value of the ash
Index type and classI II III
A, В A, В AThe content of (Si02 + A1203 + Fe203), % by weight ash:- anthracite and coal- lignite
7050
- 7050
The content of sulfur and sulfuric compounds in terms of S03, % by weight, not more than 3 3.5 3
The content of free calcium oxide CaO, % by 3 5 2weight, not more thanThe content of magnesium oxide M gO, % by weight, not more than 5 5 5
Loss on Ignition, % by weight, for ash no more than:- anthracite 15 2 0 5- coal 5 5 3- lignite 7 10 5
The optimum amount of fly ash does not increase the water demand of the concrete mixtures, due to reflow and on the correct form of grains. High dispersion of ash and low content of unbumed carbon in it improves the
13

workability of the mixture. To ensure the plasticity of the concrete mix is recommended to use ash and fine aggregate with a minimum of fines.
This is because, according to some researchers, the fact that spherical ash particles can be regarded as a solid "ball" in the mixture, they similarly emulsified air bubbles when using air-entraining additives have a plasticizing effect on the concrete mix.
To improve the dispersion of ash and reduce their water demand should be done grinding, destroying organomineral units included in them.
Introduction of fly ash reduces dehydration of the concrete mixture. Plasticizing and water-holding capacity of the ash makes the prospects of its use in cast concrete.
Concrete mixes with optimal additive ashes have a high viability and suitable for transportation over long distances.
The fineness of the ash has an impact on the strength of concrete as the content and the chemical and mineralogical composition of the cement, concrete age and processing conditions. To assess the impact of ash on the strength of the concrete it introduced the concept of "cementing efficiency" which is characterized by a coefficient Kc.e.
In forecasting the strength of the concrete were offered to find given water-cement ratio by the formula
С + Kc о Da( с / и о ^ = и щ а
a )
where С — cement consumption in the ash-containing concrete, kg/m3;Kc.e — cementing efficiency factor;Da — ash flow, kg/m ;W - water flow, kg/m3
Cementitious ash to evaluate the effectiveness of the amount of cement in kg which may be replaced by 1 kg of fly ash without compromising concrete strength.
After determining the value (C/W)gn and setting the optimum ash content with a known value Kc>e., to find the required (C/W) ash-containing concrete and design their compositions.
Most researchers say the positive effect of increasing dispersion of ash on the strength o f concrete. It was established that the activity is significantly increased ash by adjusting its particle size to 5-30 mcm.
Concrete strength is manifested visibly under the influence of dispersion o f the ash, than cement, because of the plasticizing effect of ash fractions on thin concrete mixtures despite the possible increase in normal density of ash-containing components. Milling of inactive ash on specificО Asurface 4000-5000 cm /g can save 20-30 % o f the cement without
14

reducing the strength of the concrete. With the introduction of coarse ash concrete strength in the early stages of hardening is reduced, although not in proportion to additives, then there is alignment, and sometimes more ash-containing high strength concretes.
Intensive growth of strength for concrete with the addition of ash is observed in the later stages of hardening, table 2 shows the growth rate in strength concretes in time.
Table 2 t§ The dependence of the compressive strength of concrete and ash concrete
Flow, kg/m3
Compressive strength (MPa)/ relative increase in strength as compared
with concrete strength in 28 daysCement Ash 28 days 90 days 180 days
198 H H H — 15.3 19.5/1.27 20.8/1.35150 150 19.5 27.9/1.43 30.8/1.58230 ^ Н Н ' — 18.7 23.4/1.25 30.5/1.632 0 0 100 22.9 28.8/1.26 35.0/1.53320 28.6 38.4/1.34 41.3/1.44270 100 23.9 34.7/1.45 42.0/1.76400 — 37.6 48.8/1.3 51.0/1.36350 100 37.9 46.5/1.23 48.2/1.27
From this table shows, in 28-180 day period the growth rate of the compressive strength of concretes ash containing about the same or higher than that of the concrete containing no ash.
A number of research projects sets the intensive growth of ash- containing concrete strength not only in compression, but also the tensile and flexural on prolonged curing.
In work, it is noted that the introduction of surface active agents (surfactants) as ash-containing chemical additives in concrete has a significant positive effect. Plasticizers and superplasticizers have deflocculant effect on the highly-dispersion ash, which are prone to aggregation. If the proportion of the flocculation in the ash is 10-15 % they absorb at 100 kg per 6.9 liters of water.
Partial substitution ash cement reduces shrinkage deformations of concrete which manifests itself with a decrease in water demand of concrete mix. Shrinkage reducing explained by ash adsorbs cement in alkali-soluble and forms a stable, insoluble aluminosilicates. Use of fly ash in cement concrete leads to increasing of sulphate resistance as well as other mineral additives. The results of 10-year trials showed that concrete
15

containing ash cement is more resistant to seawater, even in comparison with the concrete on the slag cement.
Ash, as the other active mineral additives, at moderate content of the concrete mix increases the resistance of concrete. This is due to the hydraulic properties of the ash and increase density of concrete. Significantly increases water resistance to the introduction of concrete air- entraining additives calcium chloride. Co-administration of the two supplements were the most effective. Water-resistant concrete in this case increases in the age of 28 days up to W12.
In concrete frost resistance class F50 and up or subjected to alternate wetting and drying the possibility of ash is established by special studies. The degree of reduction of concrete frost resistance with introduced ash is different and depends on their characteristics. Considerable variation of physical and mechanical properties of concrete, including the hardiness, associated with the heterogeneity of the composition and properties of the ash. To reduce concrete frost resistance it is possible application of air- entraining agents.
Introduction of fly ash significantly reduces the plastic flow of concrete. In testing concrete with constantly acting loads for 240 days with the use of fly ash plastic flow of concrete appeared at 34.5 % lower than the control sample index. With the introduction of surfactant additives ash- containing concrete plastic flow a little different from the strain of concrete without ash.
Ashes were used in the production of thin-walled monolithic reinforced concrete structures. The concrete mix is introduced 100-150 kg/m3
fly ash and plasticizer. Concrete of cast mixtures with addition of ash have sufficiently high mechanical properties, and constructions from them have good surface quality. Ash significantly increases the ductility of concrete mixes.
Ash is used as component for building mortars, which combines the properties of the active mineral additives, a plasticizer. In the building mortars used as dry ash also hydro removal ash.
In the cement mortars optimum ash content is 100-200 kg/m3. For the "skinny" low cement solutions ash content may be 80—125 % and a "fat" - 40-50 %. When cement consumption 400 kg/m3 introduction in the solutions of ash ineffective. The fine fly ash can be used to replace part of cement and sand.
Road-building materials and productsRoad construction is one of the consumers of fuel ash and slag, where
they are used for the device the upper and lower layers bases, replacing the partial replacement of knitting with soil stabilization with cement and lime, as mineral powder in asphalt concrete and mortars, as an additive in road cement concrete.
16

In road building slag mixture used unfortified and fortified.For devices of the upper and lower layers of the grounds of the
regional and local roads used unfortified slag mixture. To improve the primers, subjected to a surface treatment or tarry bitumen emulsion used ash and slag dust mixtures containing up to 16 % ash. Constructive road layers may be formed of ash mixtures with ash content not more than 25-30 %. Ash and slag mixture containing fly ash up to 50 % it is advisable to use as an sealing additive in gravel and crushed stone bases. Unbumed carbon content of the fuel ashes and slags used for road construction should not exceed 10 %. Technology and organization of work at the device of road clothes with unfortified mixtures of ash is practically no different from the work using rocks. Optimum moisture ash mixtures using roller with pneumatic tires is 4-8 %. compaction ratio of ash mixtures 1.3—1.5, deformation modulus — 50-60 MPa. According to its operational performance pavements from unreinforced ash mixtures are identical to construction of conditioned materials.
The effectiveness of the use of ash and slag in road construction can increase the strengthening of lime, cement, lime, lime-fly ash-slag lime binder, ground granulated blast furnace slag. This increases the deformation modulus, thereby allowing to reduce the thickness of the bases and to lower consumption of materials as well as their transportation costs.
Fortified slag mixture, treated with lime or cement, at a sufficient temperature and humidity has calcium hydrosilicates, causing a hardening effect. In contrast to the strengthening of slag cement mixture, lime processed do not have premature setting.
For strengthening of ash mixtures used milled quicklime or hydrated lime (Sometimes lime dough or milk) in an amount of 15-35 % (Calculated on free oxides CaO and MgO) from mass fraction of ash dust mixtures. Slag mixture containing 16-50 % dust fraction strengthens by lime. Lime consumption is 3-5 % of the total weight of the mixture. To speed up the curing process used Portland cement or chemical curing accelerators, such as chlorides, sulfates and others. After a 90-day-old blends strength ash samples treated with lime up to 5 MPa or more.
The cost of road construction reasons the replacement of gravel ash and slag mixture can be reduced by 50-75 %. different local conditions should be taken into account when road construction bases, so the effectiveness of the grounds of ash in the mixture can vary.
In the device structural pavement layers effectively using cement-soil, local soil, fortified with cement or ojper bi^ider .0 { rgfluce the
> the soilV A & i v i v i i M j »**»i v n w v M i p MUI ■ V I W I I I i i n v w i HIV4V f U reducedconsumption of binding agents while іпшшМЩ*Лс(и£ашцу~ ’and frostresistance of cement-soil. H Өтындағы ҒЫЛ*
Ktures. that з(ЫІ0 . у\2khC Л I l O f A L A U I .
АПХАНА17
%

According SoyuzDorNII strength of sandy soil, fortified with cement and additives with fuel residues of brown coal increased by 40-50 %; most intensively strength increases within 40-120 days. The mechanism of action of fuel ash and slag Portland cement with the strengthening of the soil is in the interaction of active ingredients with the products of hydrolysis and hydration of the cement and the formation of sparingly water-soluble compounds, bridging the pores and reduce the degree ofwater saturation o f cement-soil.
The ash from the combustion of lignite or peat are the most appropriate to strengthen the soil. Coarse soils, sandy loams and sands can be enhanced highcalcium ash dry ash selection as a separate slow hardening binder. Saline soils can be enhanced when the content of ashes in these soils salts, with sulphate (not more than 3 %) and chloride (less than 5 %).
In road construction as a filler used fuel granulated slag, both independently and in conjunction local rocks.
For the construction of drainage, frost protection and base layers, as well as the grounds and roadsides unfortified use granulated fuel wastes.
1.1 Technologies of utilization red bauxite sludgeContinuous growth of metallurgical production volume implies an
increase of technogenic impact on the environment in the form of accumulated waste products. This makes the waste utilization an actual problem by the way of their processing with the extraction of containedvaluable components.
In Pavlodar region, one of the types of waste are sludges aluminaproduction.
In addition to storage problems of existing waste (dusting, the impact on groundwater) the actual problem is the preparation of new lagoons for sludge, and that, as a rule, the land suitable for agricultural activities.
Bauxite used as the main raw material in the production of aluminum, as a result of this large amount of waste forms as water suspensions of dispersed sludge particles. On one ton of alumina receive about four tons of sludge. A characteristic feature of the bauxite slurry is a high content ofiron and aluminum oxides.
Nepheline, bauxite, sulfate, white and mono calcium sludge have industrial importance for the production of building materials. Aluminum plants use bauxite so respectively waste is red bauxite sludge.
One of the main ways of recycling of red mud in the construction industry is use it as an iron-alumina component in the production of the raw mixture of portland cement clinker. According to research of W. A. Ayapov raw material mixture containing the red mud, are highly reactive during firing, especially at temperatures corresponding to the reaction in the solid phase. Contained in slag ferric oxide and alkali reduce
18

the appearance 343...323 °C temperature of the liquid phase, which favorably affects on the absorption of calcium oxide during the firing of clinker. The raw material slurry containing the red mud is not prone to delamination and has a high fluidity at low humidity. Alyumoferrit cement produced by S. Y. Terlygoy based on red mud with complex additives sulfite-alcohol vinasse and potash is able to hydrate at negative temperatures down to minus 15 °C and the strength of the samples in the 28-day old up to 24...27 MPa, which makes it possible to apply cement in winter conditions.
Studies of E. R. Polishchuk, A. K. Zapolskaya, G. F. Kulikova showed the possibility of using bauxite slurry as an additive in a cement clinker grinding. Thus, the addition of a 5 % slurry substantially increases the grindability and branded cement strength.
Japan has developed the concrete, in which the red mud is used as a substitute for part of cement, sand and pigment. Studies have shown that the dried red mud is a good substitute for sand as a fine aggregate in concrete. In this variable resistance to freezing and thawing is higher than conventional concrete has.
Researchers Nwoko V. O., Hammand A. A. studied pozzolanic properties of red mud calcined at a temperature 300... 1000 °C for 8 hours. Introduction of treated sludge instead of Portland cement up to 20 % allowing to obtain high strength concrete, and replacing up to 40 % does not significantly reduce the strength of concrete samples. In Germany was conducted a study on the possibility of manufacturing brick products from a mixture of such waste as red bauxite sludge, bleaching clay used in the purification of edible oils and also household waste. Pressed Bricks calcined for 40 hours at a temperature of 1060 °C. During sintering of the red mud alkali, they are reacting with CO2 from waste and neutralizing by the formation of clay materials.
German specialists have developed methods of manufacture of building materials based on red mud, and siliceous materials. In the first method, the red mud is mixed with activated sand in a vibratory, with burnt lime and with 50 % sodium hydroxide solution. The resulting mixture is baked for 30 minutes at a temperature of 350 °C. The strength of the resulting material in compression is 36...45 MPa. In the second method the red mud is mixed with activated silica and alkaline earth metal compounds, and then products calcined and molded. Several researchers such as Sh. M. Rakhimbaev, M.I. Burano, V.P. Chagai and others note sufficient ductility of the red mud.
It is calcined at a temperature 1260... 1310 °C, and it forms a durable dense aggregates by it contains iron oxides. The compressive strength, bending and stretching in the 28-day-old concrete on these aggregates is
19

equal 31.1, 4.5; 3 MPa with the strength of control concrete on river sand26.8; 4.3; 2.8 MPa.
Researchers Tarasevich Y. I. and Togolyuk S. A. developed a method for producing lightweight aggregate on the basis of the red mud. The use as an additive of red glassy volcanic rock slurry after firing gave the pellets characterized by the required bulk density and low water demand.
Was studied the possibility of using the slag to increase the corrosion resistance and durability of concrete. To increase the resistance of concrete to effects of hydrofluoric acid, the silica chemically bound or free state must be deleted from its composition. This is achieved by replacing the quartz sand on the red mud use as coarse aggregate dolomite, magnesite and other inert to the action of hydrofluoric acid materials and as a binder - alumino ferruginous cement. The problem research laboratory of soil silicates by V. D. Glukhovsky, A. Y. Pismennaya, G. V. Ruminskaya investigated the possibility of using red mud as a pigment for slag alkaline decorative binder. Addition of the slurry increases binding activity and gives it a stable brown color. Changing the content of the red mud from 5 to 10 % of the total weight of the binder makes it possible to obtain the whole range of colors of the last - from beige to brown.
On the basis of generalization of volume of literary and scientific material, we can conclude that the red mud of individual plants was investigated as an additive, which increases the mechanical strength of the concrete. However, comprehensive studies on bauxite slurry composed of calcareous concrete have not been conducted. However, depleted sludge of Pavlodar aluminum plant - specific composition and properties, cheap raw materials in Kazakhstan, has not been investigated in this direction. The high content of iron oxides and a limited amount of calcium oxide can not be considered as the basis for the binder. This red mud can be applied as soon as the last of the modifying component, taking into account the complex nature of its influence on the properties of concrete.
20

2 Characteristics of solid waste technological enterprises of Pavlodar region
The Pavlodar region is the problem of solid industrial waste utilization. Despite the decrease in production volumes, the discontinuation of a number of enterprises the level of education in the field of industrial waste is high enough. Total amount of waste placed in the environment in2000 year amounted to 55 mln. tons, including 41579 thousand m 3 of overburden, 5713.2 thousand tons of ash, 2755.3 thousand tons of sludge and slag, about 340 thousand tons of household and other industrial solid waste. The main contribution to the total annual volume of solid waste make carbon cuts — is more than 70 %, non-ferrous metallurgy - about 5 % and power plants - about 15%.
A major concern is the state of the drives, ash dumps, sludge dumps, as some of them are on the verge of emergency.
In order to solve the problems in the storage area being made to processing of industrial waste. JSC «Aluminium of Kazakhstan» is no exception. As already mentioned, the main waste product of aluminum plant is the red mud, which was previously used for road construction, but at the moment it is not used and stored in the sludge storage. Accordingly it has an enormous impact on the environment.
In order to reduce the factors adversely affecting the activities of industrial enterprise on the environment on the environment in the factory are working in the following areas:
- reduction of emissions of solid and gaseous substances, including a pair of coolant and hot gases;
- the elimination of all kinds of industrial waste water into the surrounding waters;
- reducing the volume of solid waste production, and as a consequence of a decrease in the area of ash dumps and sludge dumps;
- protection of groundwater against pollution.At present, the company in addition to the above activities are
developed and approved an action plan to optimize the harmful factorsimpact on the environment in the short term. These innovative activities are:
- technologies related to the maintenance of optimal process parameters and technological discipline;
- organizational and technical, related to the provision of timely repair of basic equipment;
- construction of environmental protection facilities;- modernization of individual sections, aimed at reducing emissions to
the environment.
21

Industrial waste of alumina production of aluminum plant is depleted bauxite or red mud in other words, resulting in leaching of sinter, and after washing of the alkali sludge storage on removable hydraulic transport. Bauxite slurry is a fine-grained beige and gray sand, consisting of the easy break, different in size, aggregated particles, and on sludge accounts for 82-83 % of the total weight of the sinter.
Over 35 years of operation in the sludge storage has accumulated 54270 thousand tons of sludge, and in 1998 sludge storage number 1 was decommissioned. Storage dump sludge is currently being produced in the sludge storage number 2 , which construction was carried out taking into account the operational experience of the first sludge storage, and modem requirements for the natural environment. Due to the increase in production and consequently increase of waste in 2007 has been started construction of a new hydro-technical constructions. During the construction of the card № 3 of sludge storage with the reconstruction of hydraulic transport were applied innovative methods of environmental protection. So, to prevent ingress of seepage water into the soil and groundwater around the perimeter of sludge storage was provided drainage system. Water which accumulated in the drain system is pumped back to the card, forming a closed-loop process. For soil protection is provided grout curtain "wall in the ground" around the dump. Recycling of dump sludge from the processing of bauxite as raw material for the production of building materials did not become widespread in the world for various reasons. The main reason is the origin of sludge by Bayer hydrochemical bauxite processing technology, whereby the sludge fortified with iron oxides contains a small amount of mineral binding components.
Sinter dumping sludge of Pavlodar aluminum plant in comparison with Bayer are more suitable for use in other sectors of the economy. In particular, studies have been conducted, which confirmed the use of dried sludge:
- as a component for the preparation of asphalt mixtures;- as a binder in the production of autoclave silicate building materials;- for road construction.So, until 1994 had been carried shipment of depleted sinter sludge
from sludge storages for road construction in the amount of 300-350 ths. tons per year, but shipping the sludge is currently suspended due to high transport costs. However, in the long term, decommissioned sludge storage can be considered as the basis for the production of sand-lime bricks and autoclaved aerated concrete.
22

2.1 Characteristics of ash waste of Pavlodar TPP—1The main fuel for energy resources of Kazakhstan is the coal which is
carried out mainly from Ekibastuz, Karaganda and Kuznetsk fields.The combustion of coal in the boiler furnaces of the organic
(hydrocarbons) are burned forming flue gases, and inorganic forms the ash and slag. Most of the impurities in the coal combustion turns in fly ash, which is earned away by the flue gas and collecting by dust collectors. Another part, depending on the furnace design and physical characteristics of the mineral component of the fuel goes into the slag. Depending on the method of collecting the ash can be dry and wet. The ash and slag mixture is solid unbumed residue of solid fuel, which is removed in the form of pulp on ash dumps.
Fly ash fraction 0.01-0.1 mm has a maximum particle size of not more than 1.2 mm. Slag generally represented fractions 0.1-20 mm at a maximum particle size of 40—60 mm and a minimum of 0.04 mm. The ash is a fine mineral powder from light gray to dark gray, slag has the same color, but different from the coarser ash.
According to the chemical composition of the waste slag related to the acidic particles, the chemical composition shown in table 3 .
Physical characteristics of ash and slag waste:- bulk density within 700-900 kg/m3;- specific surface area within 4000-6700 cm2/g;- the content of unburned particles 16-25 %;- humidity 2—15 %;- void ratio 1,03-1,44 with porosity 50,1-58,9 %.
Table 3 - Chemical composition of fly ash from the combustion of Ekibastuz coal
Material
A120, Si02 Fe20 3 CaO MgO K20 Na20 p2o5 Mn0
so3Percent age, %
28.6 60.6 5.4 2 0.5 0.5 0.2 0.7 0.1 0.62
Maximum size fractions of impounded ash 1-2.5 mm. Number of dust fractions in the impounded ash ranges from 15 to 95 % depending on the distance of the product selection of the place and of the ash dump dam crest
In addition to the above macro elements that make up the bulk of waste, waste slag may contain impurities of zinc, lead, chromium, manganese, cobalt, nickel, mercury, arsenic, antimony, vanadium, strontium, thallium, germanium, boron, beryllium, fluoride and other.
Hydrotransport slag and ash from the boiler station number 1, 2, 3, 4, 5 are free-standing dredge pump number 1, dredge pumps equipped with
23

four types of 42 Gy-8T2 with a capacity 1050 m3/h and a pressure of 0.12 MPa, from the boiler station number 6 , 7, 8 — freestanding dredge pump number 2, equipped with three types of pumps Dredge HRT-800/71.
The pulp is transported from the dredging pump at five sluice discharge pipe-lines. For pumping water in hydraulic ash removal system installed at the end of a boiler department three pump of irrigation water: two pumps of the brand 8NDV-60 and one of the brand pump 200D-6D, with a capacity of 500 m3/h and a pressure of 0.36 MPa; three pumps drain water: two pumps type ЗВ-200Һ2 capacity of 450 m3/h, pressure of 1.03 MPa and a pump type CN-400-105.
Wet ash removal via ash collectors (scrubbers), with the venturi tubes and mist eliminators on the boilers st. 1—7 has a number of ash collection efficiency - 96.7 %. The boiler st. number 8 is equipped with two-stage ash collection system consisting of a scrubber-humidifiers and electrostatic precipitators, ash collection efficiency — 99 %.
Ash and slag removal - hydraulic, recycling. Removal of ash and slag before dredge - separate, after dredge - joint. Collected fly ash and slag is pumped over a distance of 3.3 km from the CHP-1. Ash dump area is 626 hectares. The project volume of the ash dump is filled to 94 %. In the next 2-3 years it is scheduled for reconstruction of the ash dump, to provide protection from wastewater. Ash waste belong to the 4th class of danger, abstraction ash and slag ash dump is produced continuously year round. On average for 2013 of ash in the ash dump accumulated 45 279.2962 thousand tons. The amount of ash sent to the ash dump in recent years (data for 2010-2013) is shown in table 4.
Table 4 - Amount of ash and slagYear 2 0 1 0 2011 2 0 1 2 2013
Ash and slag(thousandtons)
1 167.805 1 291.620479 1 297.391411 1 292.982063
The ash and slag is a complex system, whose properties depend on the type of fuel and its combustion mode, the boiler unit and many other factors. It determines the need for a comprehensive research of mineral composition and properties o f the different coals burned at CHP.
The main reasons for the small use of (maximum 7 %) ash waste as secondary raw materials are:
- Insufficient knowledge of the chemical composition of ash and slag waste;
24
- the use of hydraulic ash removal system, not the individual selection of dry fly ash and slag;
- the absence of separation of ash on the particle size distribution;- lack of interest of power engineers in the use of ash and slag waste
as a raw material. "Although possible to use fuel ash waste, primarily in the production of
building materials and products:- As a raw ingredient for the production of Portland cement clinker;- A mineral additive to the cement;- As a separate binder for concrete and mortars normal and
autoclaved;- Both filler concrete mixtures.The combustion of Ekibastuz coal deposits formed ash containing
approximately 40—50 % oxide of silica. Alumina can be prepared from this ash, and from alumina waste — cement. Concrete based on this cement has a high rate, it is gaining strength branded just one day. The waste of this production can be used to lay the coal mines with subsequent remediation.
Assessing the impact of different purposes on the environment shows that in the nearest zone of a radius of 12—15 km, depending on the height of the tube, falls from 35 to 60 % of ash which is not captured by ash collectors. The rest of it is scattered over a greater distance. All natural landscapes react to emissions of pollutants into the atmosphere, because is their sequestration in vegetation, soils, migration and metabolism of substances in the ecosystems.
The content in the atmospheric emissions of TPP sulfur dioxide and nitrogen contributes to acid rain, because in a humidified atmosphere photochemical reaction chain occurs as a result to formation of sulfuric and nitric acid. The combustion of coal also produces emissions incomplete combustion products, especially toxic of these are polycyclic aromatic hydrocarbons (PAHs) among which are the benzopyrene — the substance of the first class of danger, the action associated with it an increase in cancer. PAH content is determined by the type of fuel burned and the amount and mode of stack emissions and meteorological conditions.
A serious problem near the CHP is storage of ash and slag. This requires large areas, which for a long time are not used and foci of heavy metal accumulation and increased radioactivity. Ash dumps coal power plants also have a significant impact on the natural-territorial complexes (PTC). Their impact through dispersion of ash wind, filtering water through the walls and bottom ash dumps, and as a result provided the clarified water discharge, partial discharge which occurs when wet ash handling. In addition to effects on the PTC, dusty ash dumps worsen the hygienic situation in the surrounding areas, reduce resource production machine, mechanisms, and sometimes - farmland.
25

Particle size distribution of ashes varies widely: 1-200 micron gram size. The ash content of the fraction greater than 85 microns is typicallyless than 20 %. About 50 % of the ash particles have a size typically 30-40microns. Larger ash produced at elevated content in the mineral part of fuelfluxing oxides CaO.
The ash and slag is system which properties depend on the type of fuel and mode of combustion, boiler construction and many other factors. It determines the need for a comprehensive research of mineral composition and properties of the various coal burned in power plants in Kazakhstan, as the main reason for insufficient use of ash in the national economy is poor scrutiny of ash and slag as a raw material.
2.2 Characteristics of bauxite slurry JSC «Kazakhstan Aluminum»
Before starting Kazakhstan electrolysis plant in Pavlodar the main products of enterprises of Pavlodar industrial area of JSC «Kazakhstan Aluminum» commodity alumina (A120 3), implemented in the Russian aluminum plants for electrolytic production of aluminum metal; CHP-1, providing the energy needs of ESD is also the source of power and heat supply of residential districts of Pavlodar and a number of enterprises of building industry.
In modem industrial practice bauxite used for the production of metallurgical alumina - the most common naturally occurring rock containing aluminum in large amounts and in an accessible form for processing.
Bauxite is a rock, consisting mainly of aluminum hydroxide, iron oxide, mineral oxide components (таЫе 5). The main components of bauxite - Gibbs (gidrargilit), boehmite and diaspore. Furthermore, in the bauxite contains iron minerals (hematite hydrohematite, siderite); silica in the form of quartz hydroxide (Opal and other.). In smaller amounts in the bauxite contains calcium and magnesium carbonates and impurity organic matter. The quality of the bauxite is characterized by two factors: thecontent of A120 3 and silicic module (ratio by weight Al20 3/Si02). Essential to the characteristics of the bauxite is also the content of impurities, complicating the processing of raw materials (in particular, carbonates, sulfates, iron oxides, chlorides, organic) and mineralogical characteristics of bauxite and content of clay component.
26

Table 5 — Chemical composition of bauxiteMaterial ai2o3 Si02 Fe203 C02 S Cl rorg humiditypercentage, %_________________________________
43-44 12-13 16-17 0.9-1 0.3 03-0.4 03-0.4 17-18
Explored reserves of bauxite in the world is extremely large, so the producers of alumina currently use mostly high-quality bauxite, mined in tropical and subtropical regions (Africa, Australia, India, the Caribbean, etc.). All these processed bauxite by the Bayer process, well established in industrial practice and provide a high technical and economic performance and the lowest cost to the protection of the environment. For processing in a manner suitable Bayer bauxite containing 45-55 % A120 3, with more than 7 flint module.
Also known pyrometallurgical method of processing the raw material aluminosilicate (nepheline kaolinite, alunite, syenite) which also allows you to alumina, but requires a lot of energy.
Among the countries of the world reserves of bauxite Kazakhstan occupies 15 place. Deposits of bauxite accounted state balance reserves in northern Kazakhstan are concentrated in three main areas of bauxite: Turgai West, Central and East Turgai reserves are, respectively, 88.3; 44 and 7.2 % of the explored reserves in the region.
East Turgai bauxite district is located in the Turgai region. The areaaccounted for the balance of 6 bauxite deposits: Arkalyk, northern, LowerAshutsk, Upper Ashutsk, Ushtobinsk and Aktass. The ore deposits exceptAktasskogo, also takes into account reserves of gallium and refractory clays.
West Turgay area includes deposits: Aiat, Krasnooktyabrsk, Belinsky, Winter, East Aiat, Taunsorsk, Karabaytalsk, Club, East of Kozyrev, Varvara, Pokrovsky, North Lebanon; Central Turgai district: Priozem, Kushmurunsk, West Ubagan Koktalsk and scouting.
All of the deposit of the West Turgai bauxite district have similar geological structure: productive thickness - bauxite stony, clay, loose. Variegated clay fill erosion karst depressions in the Paleozoic basement rocks, overlain by a cover of sandy clay deposits. Power coating deposits 560 meters, thickness of ore bodies of 2.51 m. All complexes are flooded rocks. Cover and productive strata contain non-pressure and non-pressure water, limestones contain the pressure of water. All deposits are processed by open way.
Bauxite even within a field characterized by a considerable variety of chemical and mineralogical composition.
Of particular interest are Krasnooktyabrsk mine bauxite, located in the central part of the West-Turgai region. According to lithological characteristics and age of bauxite deposits sediments are divided into two
27

horizons: the lower sub-ore and upper ore. Sub-ore horizon is represented by variegated (reddish-brown, brown, yellow, sometimes gray) clays often with a shell structure. Krasnooktyabrsk mine ore is represented by two fields: North (15 deposits of bauxite) and the South (9 bauxite deposits). The ore bodies and deposits of bauxite have variable chemical and lithological composition of bauxite ore. Among the lithologic varieties of fields stand out rocky (35 %), friable (57 %) and clay (8 %). The main rock-forming minerals of bauxite are gibbsite, and kaolinite hydro hematite.
Bauxite deposits of Central Kazakhstan are low-quality raw materials for the production of alumina. They contain 42-44 % A120 3 , silicon module of 3.2 to 4.3. In addition, occurrence of bauxite deposits in the region Krasnooktyabrsk saltmarsh soils contribute to the composition of raw materials unconventional impurity NaCl. Bauxite this quality can not be efficiently processed by the Bayer process. Therefore, for processing bauxite similar institution VAMI was offered for the first time in the world at the Pavlodar aluminum plant implemented a consistent version of the combined scheme "Bayer-sintering".
This embodiment of processing bauxite includes two processing bauxite step: hydrometallurgical and pyrometallurgical. As a result, commodity extraction of alumina from bauxite Kazakhstan exceeds the corresponding figure of the best alumina plant in the world. However, the energy and material costs while significantly higher than plants of foreign companies that process high quality bauxite.
In terms of production of alumina Pavlodar aluminum plant is among the ten largest alumina plant world, being at the same time, the unique technology of production, processing raw materials, the quality of which does not conform to the world standards. Alumina production is a major consumer of heat and electricity, coating which simultaneously with the construction of combined heat and power plant was built (HPP-1) member of the present the JSC "Aluminium of Kazakhstan”. Under the scheme of power supply CHP-1 is connected to Pavlodarenergo system.
Process flow diagram of the processing of bauxite to the PAZ is shown in figure 2. The circuit comprises the following process stages (manufacturing operations):
- concentrating (operations with raw materials);- hydrochemical (operations with solutions and slurries);- heat engineering (evaporation and heat);- thermal (sintering and calcination).Chemical reactions take place in the following stages:The leaching of bauxite (aluminum hydroxide transition from the ore
solution)2A1(0H)3 + Na20 -» Na20 • A120 3 + 3H20 (2)
28

Desiliconization solution (silica transfer of slurry solution):
2Si02 + Na20 + A120 3 + 2H20 -* Na20 • A120 3 ■ 2Si02 • 2HZ0 i (3)
The decomposition of the aluminate solution (isolation of crystalline aluminum hydroxide solution)
Na20 • A120 3 + 3H20 -» 2A1(0H)3 i + Na20 (4)
Sintering charge (education at 1050-1100 with solid sodium aluminate, dicalcium silicate and sodium ferrite):
Na2C03 + A120 3 Na20 • A120 3 + C02 T, (5)
2CaC03 + Si02 -» 2CaO ■ Si02 + 2C02 T, (6 )
Na2C03 + Fe20 3 -» Na20 • Fe20 3 + C02 t . (7)
Leaching cake (extraction of aluminum hydroxide in water):
Na20 • A120 3 I 3H20 R Na20 • A120 3 • 3H20, (8 )
2CaO • Si02 I 2NaOH + 3H20 -► Na20 • Si02 (0H)2 g +2Ca(0H)z i, (9)
Na20 ■ Fe20 3 1 H20 -» Fe20 3 • H20 1 +2NaOH. (10)
29
Redbauxite resh waterLimestone
Reaching Cakin
eachingRedbauxite
Sludge separating and washing__
Sludge separating and washingAluminate solution
Redbauxite
Aluminate solution
siiiconizaDonDecomposition
Alluminiumhydrooxides
Separation and washing of AI(OH)3
White sludge separating and washing
Whitesludge
Solution without silicon
Bittern
alcinationResidue
AluminaGingersoda
Workingsolution
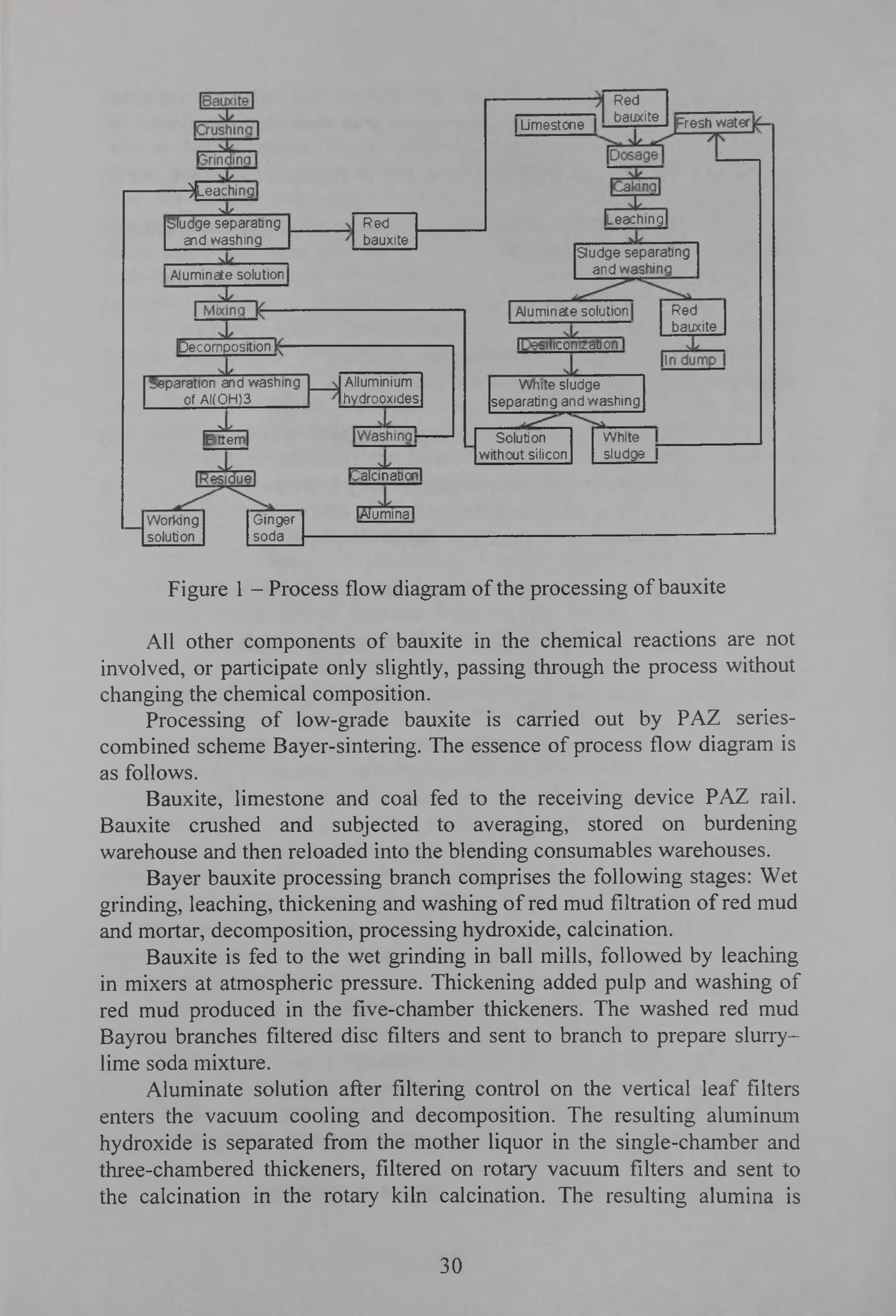
Figure 1 - Process flow diagram of the processing of bauxite
All other components of bauxite in the chemical reactions are not involved, or participate only slightly, passing through the process without changing the chemical composition.
Processing of low-grade bauxite is carried out by PAZ series- combined scheme Bayer-sintering. The essence of process flow diagram is as follows.
Bauxite, limestone and coal fed to the receiving device PAZ rail. Bauxite crushed and subjected to averaging, stored on burdening warehouse and then reloaded into the blending consumables warehouses.
Bayer bauxite processing branch comprises the following stages: Wet grinding, leaching, thickening and washing of red mud filtration of red mud and mortar, decomposition, processing hydroxide, calcination.
Bauxite is fed to the wet grinding in ball mills, followed by leaching in mixers at atmospheric pressure. Thickening added pulp and washing of red mud produced in the five-chamber thickeners. The washed red mud Bayrou branches filtered disc filters and sent to branch to prepare slurry— lime soda mixture.
Aluminate solution after filtering control on the vertical leaf filters enters the vacuum cooling and decomposition. The resulting aluminum hydroxide is separated from the mother liquor in the single-chamber and three-chambered thickeners, filtered on rotary vacuum filters and sent to the calcination in the rotary kiln calcination. The resulting alumina is
30

loaded into the warehouse for delivery to the consumer. The mother liquor after filtration Bayer branch after filter sheet is subjected to evaporation at 4- and 5-hull evaporator batteries. Formed at evaporation flip soda after filtering drum vacuum filter is sent to the sinter branch for batch preparation. Sinter branch for processing of red mud Bayer branch consists of the following stages: batch mixing, sintering, crushing, and leaching sinter, flushing of dump sludge desiliconization solution and residue decomposition with the release of sulfate salt.
Sintering the blend prepared by co-milling of limestone in tube mills with red mud, soda, circulating intermediates with the addition of bauxite and coalls adjusted in the pools and loaded by piston pumps into rotating sintering furnace, heated pulverized coal. The resulting sinter after crushing on cone crushers supplied to the leaching tube devices with grinding in a rod mill. Flushing of sludge dump produced in the single-chamber thickeners with 60 ° angle of the bottom, after the sludge is sent to the hydraulic transport sludge dump.
Aluminate solution of sinter branch is desiliconizate in autoclave batteries, then clarified on a white sludge thickeners, control passes filtering and vertical leaf filters is directed to the separation and decomposition of the crystallization of aluminum hydroxide. The mother solution of sinter branch evaporated.
Since the process includes refining bauxite current flows solutions and pulps, the accumulation of soluble impurities, contained in the raw materials (carbonates, sulphates, chlorides). To stabilize their number within the permissible range, used the following methods:
- Evaporation of current solutions with the release of the crystallized soda and sulphate precipitation;
- Output from the process mixture in a soda-sulfate as a product;- Conclusion of Bayer solutions recycled soda and transfer it to the
batch sintering for further causticization and return to the production cycle.Excess salt is removed with the sludge dump. During the processing
of low-grade bauxite of Kazakhstan under the scheme Bayer-sintering formed solid waste production - dumping sludge. They contain more calcium compounds (CaO) 40-45 % iron (Fe20 3) 21 % silica and (Si02) 23% in the form of sand and clay particles with a bulk density of 1.12- 1.4 g/m3; the amount of sludge is shown in table 5, and its composition is shown in table 7.
Sludge farm plant consists of three systems:- hydraulic transport of sludge;- storage of sludge;- Returns of a sludge of water.
31

Table 6 - Number bauxite sludge formed m different yearsYear 2 0 1 0 2011 2 0 1 2 2013Sludge of alumina production (thousand t)
2 910.090 3 071.481 2 891.013 2 186.297
Table 7 - Chemical composition of the sludgeMaterial CaO F e,0 3 SiO, a i2o 3 N a,0 K20Percentage in sludge, %
40-45 21 23 4 1.75 0.27
hydraulic transport of sludge system has a capacity of 2800 m3/hour on slurry and includes the following structures:
- central sludge pumping station, located in the leaching unit;- sludge pumping station № 2 , located in the sludge storage area.Each pump station is installed on the three pumps - working, backup
and repair the brand GiyT 2000/63 performance 2400-2800 m3 /hour:- Trunk cutting ditches of the three strands o f steel pipes with a
diameter 630 x 10 mm;- breeders cutting ditches from steel pipes 630 x 10 m, laid on the
crest of the dams on the perimeter of the sludge storage tanks.Slurry storage system includes card number 1 sludge storage of
alluvial type with area around 170 hectares, currently conserved in connection with the termination of its operation, and the card 2 № is 90 hectares, put into operation in 1998.
Sludge storage number 2 is equipped with a pumping station number 3.The current recovery system for recycling water to the plant has a
capacity of 3000 m 3/hour and includes:- spillway wells of shell type gravity-fed water conduits under the
sludge water from the pipes of 800 mm diameter;- pumping station № 3, placed in a separate building;
sludge pumping station under water, placed in a sludge pumping station building number 2 and equipped with four types o f pumps 300D-90with characteristic Q = 1200 m 3/h , H= 6 8 m. Of the four pumps, three working and one reserve;
- Two o f the main conduit under slurry water of steel pipes with a diameter of 500 mm and 600 mm.
The track o f cutting ditches runs in the protective zone 50 m wide.Along the main cutting ditches and culverts of under sludge water inspector passes to monitor and repair pipelines.
Potential sources of environmental pollution sludge management are:- sludge storage;
32
- Trunk cutting ditches;- main conduit under sludge water.The main pollutants: sludge and under sludge water containing alkali
(Na20 ) 5-10 g/1 and alumina (A120 3) 4-8 g/1. The sludge, alkali and alumina belong to the 4th class of danger. According to the data of the counted number of bauxite slurry to 2013 an average is 92 976.0835 thousand tons.
Sludge and under sludge water water fall to the ground as a result of accidents on the main cutting ditches and conduits of under sludge water.
Groundwater can become contaminated due to seepage of under sludge water through the bed and levee sludge storage.
Air environment may be contaminated by fine fractions of slurry from beaches and outdoor enclosed slopes of dams, which are beginning to dust when the wind speed exceeds 14 m/sec.
Preliminary analysis of the chemical composition of the sludge leads to the assumption of the appropriateness of their processing with extracting contained therein in the form of iron oxides. As shown by the research, the use of red mud possibly as: additive in agglomeration pelletization, blast furnace iron ore, raw material for iron, slag refining agent for cast iron and steel, partial substitute for clay in the manufacture of molds, additives in the production of cement and ceramics, additives in the manufacture of building bricks and refractories, as the basis for fertilizers.
Red mud can also find application in the construction of roads. Question increase durability of roads and reduce the cost of construction has been and remains one of the main tasks in road construction.
Road construction is the most material-intensive construction industry, so the durability of roads and their efficiency largely determined by the quality and cost of materials, used in their construction. The durability and reliability of the pavement is greatly facilitated by of use in the design of monolithic bases.
On the durability and the cost of construction of road pavement influences construction technology and construction time. Therefore, the materials used must be able to keep the entire length of the technological cycle of the immutability of technological properties and immediately after compaction should allow to arrange the overlying coating layers without any interruption.
One of these materials which can meet the above requirements, are bauxite sludge of Pavlodar aluminum plant. An advantage of binders based on bauxite sludge to cement or cement-concrete (cement and mineral mixtures) is the lack of fast-setting and slowing down the process of hardening. If you are working with materials, reinforced cement, the time between preparation and its sealing mixture should generally not exceed 4-6 h otherwise the quality of the embedded layer decreases sharply, in using
33

sludge binding this time can reach up to 3 days. This, in turn, will increase the length of the replacement bay, expand the scope o f work, increase productivity, as well as to eliminate the negative impact on the ultimate strength of the material unforeseen stops in the technological regulations, associated with the breakdown of machinery or delayed delivery o f the mixture.
Tests were carried out on the bauxite slurry on frost resistance and results indicate that slurry with 25 and 30 % (Re* from 17.6 up to 21.8 MPa) cementitious slurry can withstand 200 cycles of freezing thawing, reduction in strength compared to the strength of control samples, curing for 90 days under normal conditions, it is 9.1 and 6.9 %, respectively, that meets the requirements of GOST 10060.1-95. This beton can be used according to SNIP RK 3.03.09-2003 for device a single-layer or the top layer of the two-layer coating on the roads of all technical categories, in the III-IV road-climatic zones.
Compacted concrete-based on slurry binders have better performance characteristics as compared to the cement, since for the same strength have high tensile strength and a smaller flexural modulus, that is an indicator of the durability of the materials on the basis of slowly hardening binders. Compacted concrete-based slurry binders have properties to recover their strength indices, reduced due to the negative impact of freezing and thawing, with further hardening at positive temperatures for three months, which it is also one of the main indicators, confirming the durability of road constructions of such materials.
«Bayer» sludge widely used abroad: in Germany, France, UK, Australia, India, Hungary, Japan.
In France, studies have shown the possibility of using sludge in concrete mortars and extruded shaped articles of high density and strength.
Researchers in the UK have developed a technology for the production of cement-based bauxite sludge and crude chalk.
The German firm «Vereinigte Aluminium veerke» uses in the manufacture of expanded clay slurry to reduce temperature batch sintering.
Building Japanese firms take concrete mixtures for road constructionbased on sludge and various compositions for the production of extruded products wall.
Australian and Indian researchers have identified that bauxite slurry mixed with carbonaceous shale suitable for producing tiles, pigments, varnishes. Evidence to date development of building materials on the basis of the sludge is not bound by a common direction, insufficiently systematized. All this makes it necessary to conduct comprehensive studies targeted both the sludge and materials based on them.
Development and research of various construction materials on the basis of the sludge are carried out very active in our country, and abroad.
34

However, the problem of disposal of sludge in construction continues to remain relevant, because almost all of the studies completed only at the stage of experimental development. Bauxite slurry can improve the workability of the mixtures, to increase strength, as well as reduce the cost of concrete by replacing part of the cement and sand.
35

3 Formulation and manufacture of concrete samples using solid technological waste
3.1 Determination of flow components materials lm 3 concrete Define flow component materials per 1 m of heavy concrete with an
average density of the concrete mix рб см when water-cement ratio (W/C) equal to 0.46 nominal composition by weight (C (cement): S (sand): В (breakstone)). £
Table 8 - Initial data for 1 m3 of concreteClass of concrete
bycompressi
vestrength
The nominal composition
by weight
The average
density of the
concrete mixture, kg/m3
Water-Cement ratio (W/C)
Bulk density, kg/m3
С s В sand breakstone
B25 1 2 4 2600 0.46 1600 1750
Calculate the laboratory composition o f the concrete: 1+2+4+0.5 = 7.5 The mass o f one portion or charge of cement at the 1 m3 is С =
2600:7.5 1 346.7 kg.Calculate the flow of sand and gravel: S = 2-346.7 = 69.3 kg;
B= 4-346.1 11386.8 kgIn W/OO.46, consequently, the water flow is W =346.7-0.46= 159.51 (kg)Thus the desired laboratory composition will be С (cement) - 346 kg,
S (sand) - 636 kg, В (breakstone) - 1304 kg, W (water) - 159 kg. Overall: 2586.3 kg.
Table 9 - Calculate costs of materials
Clas
s of
co
ncre
te
by
com
pres
sive
st
reng
th
Type
of
ce
men
t
Cem
ent
bran
d
C/W
Consumption of components, in kg for a 1 m3 of concrete
flow
of
addi
tive
Sika
men
t B
V
С S В W
B25 Portlandcement
400 2.17 346.7 693.3 1386.8 159.5 0.95
36

Table 10 - Consumption of materials and the amount of materialMaterials In Kg In mJ
Portland cement 346.7 0.22
Sand 693.3 0.42Breakstone 1386.8 0.86
Water 159.5 0.16
Thus, the nominal composition of concrete by volume: 0.42/0.22:0.42/0.23: 0.82/0.23 = 1:1.83:3.73
3.2 Concrete samples manufacture methods using technogenic waste
In the laboratory "Waste treatment and characterization of the material" department of Professional training and environmental protection PSU S.Toraigyrov several series of standard concrete samples were produced. Designing the composition of standard concrete samples was carried out computational and experimental methods, composition calculation was performed for hyper-pressed bricks manufactured by vibration injection method. Water-cement ratio (W/C) was assumed to be 0.4 of the mass of cement components and ASW.
As the fine aggregate used Ob-washed river sand with grain size of 5 ... 10.
Table 11 shows some compositions of concrete mixtures. For themanufacture of the concrete base sample С-1 were used as materials sand,portland cement and water. The base component of the dry samplecomprised 40 % cement and 60 % sand. For the production of the rest ofthe series, each consisting of 3 samples was taken 13 80 g of sand as fineaggregate, 920 g of cement as a binder and 368 g of water. The dryingredients were mixed together, further water was added. IntroductionASW was made replacement of sand and Portland cement in increments of5 % with 2.5 % accounted for sand and 2.5 % of the share of replaced portland cement.
Table 11 - Composition of concrete samples using ASWSamplemark Bulk cement
component, (%)Bulk sand
component, (%)Bulk ASW
component, (%)Z0040 40 60 6
Z1035 35 55 10
Z2030 30 50 2 0
Z3025 ________ 25_______ 45 30Z4020 2 0 _______40 40
37

In "Waste treatment and characterization of the material research laboratory of Pavlodar State University S. Toraigyrov experiments were conducted on the selection and determination of the composition of the concrete samples. Selection of the composition of building materials was carried out by an experienced, based on the research findings of theNovosibirsk State Technical University.
Production samples of concrete mixtures with the waste sludge in an amount of 10-50 % by weight of the dry components. First we looked at the chemical composition of bauxite red mud aluminum plan. These studies are shown in table 12 .
Table 12 — The chemical composition of the red mudMaterial Fe20 3 CaO A120 3 Si02 Na20 K20
Percentage ratio, % 21 40-45 4 23 1.75 0.27
For the production of concrete samples following ingredients were used as the materials:
- sand GOST 8736 - «Sand for construction works. Technical conditions»;
- Portland cement GOST 10178 - «Portland cement and slag Portland cement»;
- bauxite red mud from aluminum plant;- water GOST 23732 - «Water for concrete and mortar».Water-cement ratio (W/C) was assumed to be 0.3 of the mass of
cement components.As the fine aggregate used by the washed river sand of Irtysh River basin of size fraction up to 5 mm. As base materials for the manufacture of concrete sample C-l were used sand, M400 Portland cement (Iskitim) and water. Composition on dry base sample component included: 40 % of cement and 60 % sand. For manufacturing series, each of which consisted of 6 samples, was taken 2380 g o f sand as fine aggregate, 1680 g of cement as a binder and 504 g of water. The dry ingredients were mixed together, and then water was added. Introduction slurry was produced by substitution of Portland cement and sand in increments of 10 %, with 5 % sand fraction accounted for 5 % and the share of replaced Portland cement. Forms for concrete samples had dimensions of 7x7x7 cm, and the volume was 343 cm . Table 13 shows the compositions of concrete mixtures using red bauxite slurry.
38

Table 13 - The compositions of the concrete samples with red mudSample Mark I Bulk cement
1 component, (%)Bulk sand
component, (%)Bulk sludge
component, (%)SH0040 I 40 60 0
SHI 035 35 55 10
SH2030 30 50 20
SH3025 25 45 30SH4020 2 0 40 40SH5015 | 15 35 50
After determining the chemical composition and structure of the components of samples, Concrete samples were produced in the laboratory at the University of existing equipment, with different content of the sludge. 6 series, which is provided on 6 samples were produced.
39

4 Experimental studies of physical and mechanical characteristics of the samples
Experimental studies were carried out in the laboratory of "Waste treatment and characterization of the material" Pavlodar State University S. Toraigyrov. Determine the density of the samples, their compressive strength, water absorption, abrasion.
4.1 Methods of determining the density of the samples and research results
Determination of the density of the concrete samples was carried out in accordance with GOST 12730.1-78. Determination of the density of concrete is necessary to classify the class of heavy or lightweight concrete.
In determining the density of the concrete in the air-dry condition before the test samples were kept for 28 days at room temperature (25 ± 10) °C and relative humidity (50 ± 20) %.
4.1.1 Determination of density concrete samples using ASWDetermination of the density of the concrete samples was carried out
in accordance with GOST 12730.1, the results are listed in table 14.
Table 14 - The density of concrete samplesSample mark Bulk cement
component, (%)Density, g/cm Concrete class
Z0040 0 2.09 HeavyweightconcreteZ1035 10 1.90
Z2030 2 0 1.76Lightweight
concreteZ3025 30 1.64Z4020 40 1.59
It can be seen that by increasing the percentage of the mass of ash waste component in the concrete mix concrete density decreases. Samples Z0040 and Z1035 have a density above 1.8 g/cm3, and therefore they belong to the class of heavyweight concrete.
Samples Z2030, Z3025, Z4020 can be attributed to a class of lightweight concrete.
It can be seen that with increasing of mass fraction in the ASW samples, concrete samples density decreases.
40

4.1.2 Determination of the density of the concrete samples using bauxite slurry of JSC "Kazakhstan Aluminum"
Weigh each specimen was produced By drying of the samples and calculated the average weight of each series on a laboratory scale in increments of 1. Weighing results are shown in table 15.
Table 15 - Weight of concrete samples using sludgeNumber
ofsample
mass, (g)1 2 3 4 5 6 Average
valueSH0040 649 657 658 707 727 702 683.3SHI 03 5 703 711 703 674 706 713 701.7SH2030 679 676 689 684 674 669 678.5SH3025 636 637 687 669 623 558 635SH4020 626 626 630 621 603 605 518.5SH5015 583 595 581 605 619 602 597.5
Determination of the density of the samples was carried out in accordance with GOST 12730.1 — 78. The density of each sample p, g/cm3
was calculated by the formula I
mP = 7'
(10)
where m - mass o f sample, g;V - sample volume, cm .
Sample volume is constant - 343 cm3.The density of the sample SH0040 (1) detemiinedbythefD!mula(10):
p = 649/343 = 1,89 g /c m 3(11)
The remaining sample density calculations are presented in table 16. The experiments to study the density of the samples show, when used
in the manufacture of sludge concrete product density is almost equal to the reference sample, and SHI035 marks sample even surpasses the standard.Samples SH0040, SHI035, SH2030, SH3025, SH4020 have a densityabove 1.8 g/cm3, so they can be classified as heavy concrete. SH5015
41

samples have a density of 1.74 g/cm3, and belong to the class of lightweight concrete.
Table 16 - The density of sludge concrete samplesSample mark Mass fraction, bauxite
sludge, (%)
9 7Density, g/cm Concete
classSH0040 0 1.99
Heavyweight
concrete
SHI 035 10 2.05SH2030 2 0 1.96SH3025 30 1.85SH4020 40 1.8
SH5015 50 1.74Ligfatweig
fatconcrete
4.2 Method for strength test specimens and results of studiesOne of the main characteristics of the concrete is the compressive
strength that determines the mark and class of concrete. Mark and class - the most important indicators of the quality of concrete, on which often pay attention in buying concrete. Characteristics such as frost resistance, water resistance and mobility interest buyers in the second turn.
Concrete brand M200 (B15) is suitable for a wide range of construction work. This concrete can be used for different types of foundations device, production of retaining walls, fill sites. M200 concrete used for the manufacture of stairs and in road construction concrete M200 is used to form the concrete pads under the border.
Concrete brand M350 (25) used for the manufacture of plate bases. The high strength of concrete allows it to be deployed for the production of hollow-core slabs; it is made bowls basins, road plates, structural columns, and more.
Concrete brand M450 (B35), M550 (B40), M600 (B50) contains alarge amount of cement, have high strength, that’s why they most often used for the manufacture of concrete products and structures for special purposes. These concretes are usually not used for the construction of buildings. The main point of applications such concrete - hydraulic engineering.
4.2.1 Test samples of concrete using ASWSample strength determination. Durability was measured using a
laboratory hydraulic press installation P-10. The test results are shown in table 17.
42

Table 17 - The class of concrete by strengthNumber
ofsample
ASWcontent,%
Strength,kgs/cm2
Strength,MPa
Class of concrete by
strength
Mark of concrete by
strengthZ0040 0 243.8 23.9 B23 М3 00Z1035 10 175.0 17.2 B17 M200Z2030 20 163.3 16.0 B16 M200Z3025 30 88.3 8.7 B8 M100Z4020 40 36.1 3.5 B3.5 M50
Based on the test samples using the ASW Pavlodar TPP-1 found that:- ASW samples containing 10% and 20% have the greatest strength.- ASW at a content of about 20% is obtained grade of concrete
strength on the M200. Concretes of this brand are most in demand in the market, since their strength is sufficient, for example, to fill the bases, manufacturing pavement etc.
4.2.2 Tests of concrete samples using bauxite slurry of JSC "Kazakhstan Aluminum"
The strength of concrete samples using bauxite slurry was determined by measuring the strength of concrete «Опух 9 2.5». The test results are shown in table 18.
Table 18 - Tensile properties of concrete samples using sludgeSample Strength score, MPacode Number of sample
1 2 3 4 5 6 Averagevalue
SH0040 67 73.3 44.9 58.1 69/7 80.5 65.5SHI 035 65 53 67.3 55 70.5 71.9 63.78SH2030 63.8 57.5 49.9 45.3 48.5 50.9 52.65SH3025 51.4 47.3 54.9 41.2 45.5 50.3 48.4SH4020 36.3 28.1 33.2 41.9 27.6 26.9 32.3SH5015 1 13.8 14.6 25.6 23.7 12.5 19.4 18.2
It can be seen that by increasing the percentage of the mass component of waste sludge in the concrete mix concrete strength decreases. But at the same time they meet the standard requirements for the M250 brand of concrete strength — M450 and hence can be used in construction.
Conforming of the samples test of strength of a brand of concrete is presented in Table 19.
43

Table 19 - Tensile strength of concrete samples and mark (mark ofconcrete)
Sample codeStrength
limit,MPa
Class of concrete by compressive
strength
The next mark of concrete strength, M
SH0040 65,5 B50 M600SHI 035 63,78 B50 M600SH2030 52,65 B40 M550SH3025 48,4 B35 M450SH4020 32,3 B25 M350SH5015 1 18,27 B15 M200
The results of the experiments can be done generalizing conclusion that the strength of the concrete samples with the addition of red mud basically corresponds to GOST 25192-2012 «Concretes. Classification and general technical requirements». They can be widely used in construction.
4.3 Methods of test samples for water absorption and research results
Water absorption of concrete samples was determined according to GOST 12730.3 «Concretes. Determination of water absorption».
4.3.1 Tests of concrete samples using bauxite slurry JSC «Kazakhstan Aluminum»
For the tests we needed: laboratory scales, saturation container forwater samples. In this test were selected on 2 samples of each series, preweighed.
During the experiment, samples were immersed in a container of water, were immersed completely in accordance with the requirements ofGOST.
The samples were placed in the water for 48 hours with weightingperformed every 24 hours. The experimental results are presented in table 2 0 .
Tests were carried out as long as the results o f the last two weighings differ not become less than 0.1 %. We took it for two days. And when this condition has been satisfied, we proceeded to the calculation of concrete
formula
W m = ^ - 1 0 0 , (12)
where mc - the mass of the dried samplemW sample weight
44

Table 20 - Samples weighing resultsNumber and code Weight of Water saturated sample Accuracy,%
of sample dry sample, g weight1 test 2 test
SH0040 5 727 769 769 06 703 743 743 0
SHI 035 1 703 742 743 0.13 703 741 742 0.1
SH2030 1 679 717 718 0.12
676 714 715 0.1SH3025 1 696 672 672 0
3
687 725 726 0.1SH4020 1 626 661 662 0.1
4
621 655 656 0.1SH5015 3 581 613 614 0.1
4
605 638 639 0.1
Determine the water absorption of concrete brand SH0040 sample by weight, according to the formula 12 , and the mass of the dried water-saturated sample take from the table 2 0 , take values accepted by the module:
Щп5 = ~ ~ ~ '1 0 0 = 5.7 % (13)
Calculations of the remaining samples of concrete with the addition of the sludge are given in table 2 1 .
In order to meet the standards of the concrete, its water absorption should not exceed 5.7 %.
Our samples meet these conditions, therefore, they can be used in construction.
Table 21 - Water absorption of concrete mass and markSample mark Concrete water Mark of concrete
absorption,% by waterproofing
1 2 3SH0040 5 5.7 W4
6 5.6 W4-------------------------------------------------------------------------------------------------------
Class of concrete
permeability|4|
H - normal concrete
permeability
45

Continuation of the table 211 1 2 1 3 4I SH1035 1 5.6 W4 H - normal
concrete permeability
3 5.5 W4SH2030 1 5.7 W4
2
5.7 W4SH3025
1
5.6 W4
3
5.6 W4SH4020 1 5.7 W4
4
5.6 W4SH5015 3 5.6 W4
4 1 5.6 1 W4
4.4 Methods of test samples for abrasion and research results4.4.1 Test samples of concrete using ASWTests were conducted on LCI-3M (figure 2), according to GOST
13087-81. Abradability determined after 28 days. The samples for abrasion tests have round shape o f a cube with an edge length of 70 mm.
1 - abrasive disc; 2 - test samples; 3 - loading device; 4 - tachometer
Figure 2 — Schematic diagram o f the LCI-3
46

fria
bilit
y, g
/cm
2
0,8
0,7
0,6
0,5
0,4
0,3
0,2
0Д О
О 5 10 15 20 25 30 35 40
ASW, %
Figure 3 - Samples abrasion indicator
Abrasion index of all samples comply with GOST. In samples containing more than 30 % ASW attrition rate falls sharply in half.
47
5 Calculating the cost of 1 m of concrete using solid technological waste.
Constantly increasing volumes of sludge storage tanks involve the use of sludge in the production of building materials in various areas of the building: housing, agriculture, land reclamation, hydraulic engineering, road and airfield, manufacturing a wide range o f designs - large blocks of panels for the interior walls of school buildings, board stone and paving tiles. In addition is the ability to organize large enterprises for comprehensive industrial waste recycling. Economic efficiency of the processing of alumina production waste, and exactly mud for building materials, determined by reducing the cost of major products due to reduction in waste transport costs, organization and content of the waste dumps as well as the ability to implement additional products.
One of the methods of management of the economy is the cost of manufacturing products. At the cost o f products and services is significantly affected by the cost of raw materials for the manufacture of a product. Therefore, the question of reducing the cost o f building materials, is one of the most important for solving problems to reduce the cost of production o f construction materials in the market economy. And despite the fact that the use in the manufacture of building materials o f industrial value PAZ sludge has not found much use, it can have a greater impact on reducing production costs.
The advantage of building products based on sludge in economic terms is to reduce the cost of production due to the use o f cheap raw materials, that is, the production of waste. Market sales of building materials on the basis of the sludge may be construction companies — manufacturers, construction-road companies, organization improvement of residential areas, industrial areas, building trade companies, individual developers, and others.
For this purpose, in laboratory o f Pavlodar State University weremanufactured several building material samples - bricks with differentpercentages o f sludge composition. In determining changes in productioncosts, depending on the percentage of sludge, labor costs are not consideredas part of the product. In this paper we analyzed the impact on the cost ofmanufacturing a brick through the use of PAZ waste. The main impact onreducing the cost of manufacture of building materials from the productionof aluminum sludge storage plant has cost cuttings, with the remaining production costs remain unchanged.
In the manufacture of building materials in the laboratory samples used different composition of cement, and also changed the percentage of sludge. In the laboratory, the samples are made up six runs on six bricks in the party, a total weight of 4.2 kg in size 70x70 mm.
48

Water-cement ratio (W/C) was assumed to be 0.3 times of the mass of cement components and the red mud. In the manufacture of samples using a sludge, it was found significantly reduced water consumption. This in turn contributes to a reduction in costs and consequently leads to lower costs.
Compositional data for the samples are given in table 22.The paper analyzes the changes in the manufacture of a series of
samples of the cost, depending on the red mud percentage change in the composition of bricks.
As of April 1, 2014 the price including VAT 1 m3 of water for industrial enterprises in the Novosibirsk region is 14.27 rubles, or 1 cm3 of 0.0000142 r. The cost of 1 ton of red mud 145 rubles.
The cost of cement depends on its brand. In this case the M400 portland cement (Iskitim). Price for 1 bag (50 kg) 1 243 rubles, then 1 kg of cement worth 5 rubles.
The cost of 1 ton of sand is 290 rubles, respectively, of 1 kg is 0.29 p.
Table 23 - Percentage of building material samples№
П .П .
Cementmark
Cement Sand Sludge Water,cm% kg % kg % kg
1 SH0040 40 1.680 60 2.520 0 0 5402 SH1035 35 1.470 55 2.310 10 0.420 5673 SH2030 30 1.266 50 2.100 2 0 0.840 6304 SH3025 25 1.050 45 1.890 30 1.260 6935 SH4020 2 0 0.840 40 1.680 40 1.680 6306 SH5015 15 0.630 35 1.470 50 2.100 725
The following is a calculation of the cost of manufacturing of bricks using mud and compare it with the cost of manufacturing of bricks without the use of sludge.
The calculation of the cost of manufacturing of bricks, without the addition of sludge, SH0040 brands pattern:
Cement cost: 1.680-5 = 8.4 r.Sand cost: 2.520-0.29 = 0.73 r.Water cost: 540-0.0000142 = 0.007668 r.Total cost of manufacture is:
8,4+0,731+0,0077=9,14 r.
The calculation of the cost of manufacturing of bricks with addition of sludge, SHI035 brands pattern:
Cement cost: 1,470-5 = 7,35 r.
49
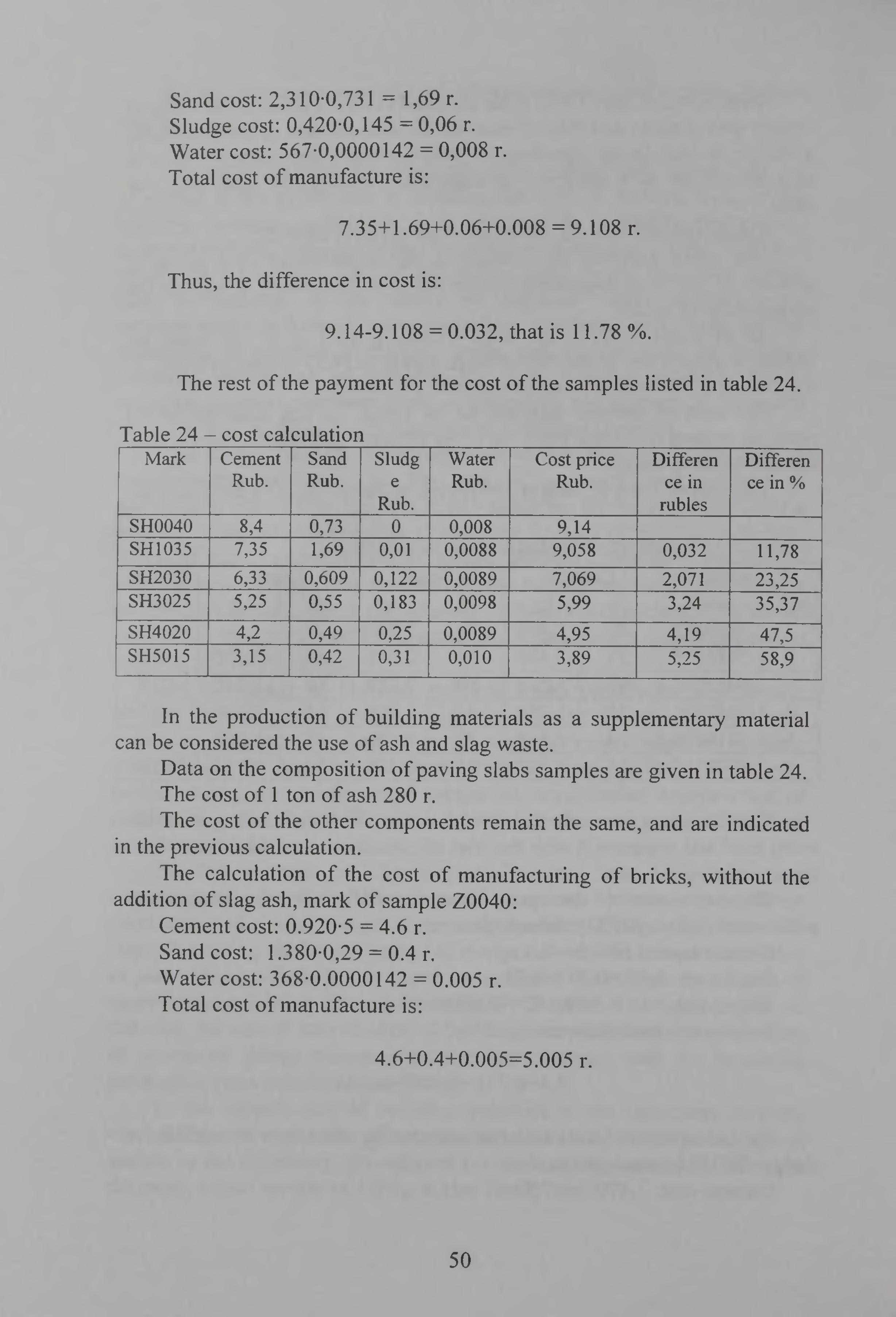
Sand cost: 2,310*0,731 = 1,69 г.Sludge cost: 0,420*0,145 | j 0,06 r.Water cost: 567*0,0000142 = 0,008 r.Total cost of manufacture is:
7.35+1.69+0.06+0.008 = 9.108 r.
Thus, the difference in cost is:
9.14-9.108 = 0.032, that is 11.78%.
The rest of the payment for the cost of the samples listed in table 24.
Table 24 - cost calculationMark Cement
Rub.SandRub.
Sludge
Rub. |
WaterRub.
Cost priceRub.
Differen ce in
rubles
Differen ce in %
SH0040 8,4 0,73 0 0,008 9,14SHI 035 7,35 1,69 0,01 0,0088 9,058 0,032 11,78SH2030 6,33 0,609 0,122 0,0089 7,069 2,071 23,25SH3025 5,25 0,55 0,183 0,0098 5,99 3,24 35,37SH4020 4,2 0,49 0,25 0,0089 4,95 4,19 47,5SH5015 3,15 0,42 0,31 0,010 3,89 5,25 58,9
In the production of building materials as a supplementary material can be considered the use of ash and slag waste.
Data on the composition of paving slabs samples are given in table 24.The cost of 1 ton of ash 280 r.The cost of the other components remain the same, and are indicated
in the previous calculation.The calculation of the cost of manufacturing of bricks, without the
addition of slag ash, mark of sample Z0040:Cement cost: 0.920*5 = 4.6 r.Sand cost: 1.380*0,29 = 0.4 r.Water cost: 368*0.0000142 = 0.005 r.Total cost of manufacture is:
4.6+0.4+0.005=5.005 r.
50

Table 25 - Percentage composition of concrete samples№
П .П .
Cementmark
Cement Sand Ash Water,cm% kg % kg % kg
1 Z0040 40 0.920 60 1.380 0 0 3682 Z1035 35 0.805 55 1.265 10 0.230 4143 Z2030 30 0.690 50 1.150 20 0.460 4604 Z3025 25 0.575 45 1.035 30 0.690 5065 Z4020 2 0 0.460 40 0.920 40 0.920 552
The calculation of the cost of manufacturing of bricks, without the addition of slag ash, mark of sample Z1035:
Cement cost: 0.805*5= 4.025 r.Sand cost: 1.265*0.29= 0.367 r.Ash cost: 0.230*0.145 = 0.03 r.Water cost: 414*0.0000142 = 0.00588 r.Total cost of manufacture is
4.025+0.367+0.03+0.00588 = 4.698 p.
Thus, the difference in cost is
5.005 - 4.698 = 0.307 p, that is 11.77 %.
The rest of the cost calculation for the samples is summarized in table 26.
Table 26 - Cost calculationMark Ceme
ntRub.
SandRub.
AshRub.
WaterRub.
Cost price, Rub.
Differenee in rub.
Differe nee in
%Z0040 4,6 0,4 0 0,005 5,005 0 0
Z1035 4,025 0,367 0,3 0,0058 4,698 0,307 11,77Z2030 3,45 0,334 0,066 0,0065 3,857 1,148 23,57Z3025 2,88 0,30 0,10 0,0072 3,29 1,01 35,37Z4020 2,3 0,26 0,13 0,007 2,7 2,3 47,13
The calculation cost of different samples and the analysis shows, that the use of red mud and ash in the manufacture of building materials to reduce the cost of the finished product from 11.78 to 58.9 %, an average of 35.36 %. At the same time with an increase in the share of content in the
51

sludge and ash cost of materials is reduced by reducing the expensive cost components.
Thus despite the fact that the sludge and ash waste not widely used in the manufacture of construction materials, calculations show a significant decrease of costs for the production of bricks. The use of red mud, ash and slag for production is economically profitable, han the production of the same products using pure cement. Also, in addition to the economic effects, can be traced, the trend will improve the ecological state of the environment, by reducing sludge volumes and ash to sludge ponds and ash dumps.
52

Literature
1 Арынгазин К. ILL, Кудерин М. К., Саканов К. Т., и др.Использование твердых техногенных отходов предприятий теплоэнергетики Павлодарской области в производстве строительных материалов / Материалы Международной научной конференции «VII Торайгыровские чтения // Качество жизни в Павлодарской области. Состояние и перспективы», посвященной 55-летию Павлодарского государственного университета имени С.Торайгырова. — Павлодар :Кереку, 2015. — Т. 3. — С. 32—39
2 Арынгазин К. ILL, Тлеулесов А. К., Айтказина С. М., и др. Исследование свойств тяжёлого бетона, содержащего золошлаковые отходы от сжигания Экибастузкого каменного угля / Труды XVI Всероссийской научно-технической конференции посвященной 70-летию победы в Великой Отечественной войне, - Новосибирск — 22—24 апреля 2015. — С. 772—776
3 Арынгазин К. LLL, Тлеулесов А. К., Жакиянова А. X., и др. Перспективы комплексного использования твердых техногенных отходов предприятий Павлодарской области в производстве строительных материалов / Материалы Международной научной конференции молодых ученых, магистрантов, студентов и школьников «XV Сатпаевские чтения». - Павлодар : Кереку 2015. —С. 55-62
4 Аяпов У. А., Гольдман М. М., Ахабаев С. А. Использование бокситового шлама для получения портландцемента // Комплексное использование минерального сырья, 1987. - № 1. - С. 78.
5 Бураев М. И., Чагай В. П. Влияние бокситовых шламов на прочность и долговечность бетонов, эксплуатируемых в алюминиевой промышленности. Комплексное исследование минерального сырья. —1983-№ ю.
6 Вишня Б. Л., Уфимцев В. М. Перспективные технологии удаления, складирования и использование золошлаков ТЭЦ. - Екатеринбург : ГОУ ВПО «УГТУ - УПИ», 2006. - С. 145
7 Волженский А. В., Иванов И. А., Виноградов Б. Н. Применение зол и шлаков в производстве строительных материалов. - М .: Стройиздат, 1984. - С. 246
8 ГОСТ 10180-90 Бетоны. Методы определения прочности по контрольным образцам. - М .: Стандартинформ, 2006. - 30 с.
9 ГОСТ 12730.0-78 Бетоны. Общие требования к методам определения плотности, влажности, водопоглощения, пористостии водонепроницаемости. - М .: Стандартинформ, 2007. - 2 с.
10 ГОСТ 12730.2-78 Бетоны. Метод определение влажности. - М .: ИПК Издательство стандартов, 2004. - 3 с.
53

И ГОСТ 12730.3-78 Бетоны. Метод определенияводопоглощения. — М .: Стандартинформ, 2007. — 13 с.
12 ГОСТ 12730.3-78 Бетоны. Метод определение водопоглшцения. — М. : ИПК Издательство стандартов, 2004. — 15 с.
13 ГОСТ 13087-81 Бетоны. Методы определения истираемости.- М .: ИПК Издательство стандартов, 2004. - 20 с.
14 ГОСТ 21924.0-84 I ГОСТ 21924.3-84 Плиты железобетонные для покрытий городских дорог. Технические условия. - М. : ИПКИздательство стандартов, 2002. - 57 с.
15 ГОСТ 22783-77 Бетоны. Метод ускоренного определенияпрочности на сжатие. - М .: Минстрой России, 1992. - 25 с.
16 ГОСТ 25192-2012 Бетоны. Классификация и общиетехнические требования. - М .: Стандартинформ, 2013. — 15 с.
17 ГОСТ 25818-91 Золы-уноса тепловых электростанций для бетонов. Технические условия. - М .: ГУЛ ЦПП, 2002. - 10 с.
18 ГОСТ 26633-91 Бетоны тяжелые и мелкозернистые. Технические условия. - М .: Стандартинформ, 2005. - 16 с.
19 ГОСТ 28840-90 Машины для испытания материалов на растяжение, сжатие и изгиб. — М : ИПК Издательство стандартов,2003. -20 с.
20 Глуховский В. Д., Письменная А. Ю., Румына Г. В. Использование красного шлама для получения шлакощелочного декоративного вяжущего // Строительные материалы, изделия и санитарная техника, 1981. - № 4. - С. 35-36.
21 Дворкин Л. И. Строительные материалы из отходов промышленности: учебно-справочное пособие / Л. И. Дворкин, О. Л. Дворкин. - Ростов н /Д .: Феникс, 2007. — С. 368
22 Дворкин Л. И., Пашков И. А. Строительные материалы из отходов промышленности. — К .: В ища школа, 1989. - С. 208.
23 Корнеев В. И., Сусс А. Г. Красный шлам - свойства, складирование, применение. — М .: Металлургия, 1991. — С. 144
24 Ларичкин В. В., Строганов Д. А., Айтказина С. М., и др. Перспективы использования золошлаковых отходов Павлодарской ТЭЦ-1 в производстве тяжелых бетонов. // XV Всероссийская научно-техническая конференция «Наука. Промышленность. Оборона» (23-25 апреля). - Новосибирск, 2014. - С. 4
25 Мелентьев В. А. Состав и свойства золы и шлака ТЭС : справочное пособие. - Л .: Энергоатомиздат, 1985. - 200 с.
26 Овчаренко Г. И. Золы углей КАТЭКа в строительных материалах / Г. И. Овчаренко. - Красноярск : ЮТУ, 1992. - С. 216
27 Паримбетов Б. П., Требухина Н. А. Бокситовый шлам - сырье для производства автоклавных бетонов. - М. : Стройиздат - 1980. - С. 200
54

28 Патент 146993.-Франция, 1961.29 Вишня Б. JL, Уфимцев В. М., Капустин Ф. JI. Перспективные
технологии удаления, складирования и использования золошлаковТЭС. - Екатеринбург : ГОУ ВПО “УГТУ - УПИ”, 2006. - С. 156
30 Послание Президента Республики Казахстан Назарбаева Н. А. «Казахстан — 2050».
31 Производство строительного кирпича из красных шламов (Индия) / РИ серия «Промышленность керамических стеновых материалов и пористых заполнителей». - М. : ВНИИЭСМ, 1978 - Вып.11 .-5 4 с.
32 РНД 03.0.0.02.01-96 Классификатор токсичныхпромышленных отходов производства промышленных предприятийРК. - Алматы : МОООС РК, 1997. - 96 с.
33 Турдыева Б. Д., Токтарбеков Е. Ч., Арынгазин К. Ш, и др. Методика изготовления образцов бетонов с использованием отходов промышленности. / Материалы Международной научной конференции молодых ученых, магистрантов, студентов и школьников «XVI Сатпаевские чтения». - Павлодар : Кереку, 2016. - С.З
34 Умбетова Ш. М. Техногенные отходы предприятия энергетики и пути их вторичной переработки / Вестник КазНТУ им. К. И. Сатпаева. - 2009. - № 4. - С. 85-89.
35 Федынин Н. И., Диамант М. И. Высокопрочный мелкозернистый шлакобетон. - М .: Стройиздат. 1975. -2 5 3 с.
36 Takaqi J., Kon-no Y., Konriputo Koraky // Concr. J., 1984. - № 9. -C . 60
55

3
6618
212326
363637
40
404041
4242
4343
444646
4853
Contents
IntroductionAnalytical review o f the literature on the technology o f obtaining building materials and products with application of technogenicwasteTechnologies o f recycling ash waste Technologies o f utilization red bauxite sludge Characteristics o f solid waste technological enterprises of Pavlodar regionCharacteristics o f ash waste of Pavlodar TPP-1 Characteristics o f bauxite slurry JSC "Kazakhstan Aluminum" Formulation and manufacture of concrete samples using solid technological wasteDetermination of flow components materials 1 m3 concrete Concrete samples manufacture methods using technogenic waste Experimental studies o f physical and mechanical characteristics of the samplesMethods o f determining the density o f the samples and research resultsDetermination of density concrete samples using ASW Determination of the density of the concrete samples using
bauxite slurry o f JSC "Kazakhstan Aluminum"Method for strength test specimens and results o f studies Test samples o f concrete using ASW Determination of the density of the concrete samples using bauxite slurry o f JSC "Kazakhstan Aluminum"Methods of test samples for water absorption and research results Tests of concrete samples using bauxite slurry JSC "Kazakhstan Aluminum"Methods o f test samples for abrasion and research results Test samples o f concrete using ASWCalculating the cost o f 1 m3 of concrete using solid technologicalwasteLiterature

Aryngazin К. S., Aldungarova A. K., Royev S. L.
USE OF PRODUCTIONWASTES
Методические указания
Технический редактор 3. Ж. Шокубаева Ответственный секретарь Е. В. Самокиш
Подписано в печать 05.05.2017 г.Гарниту pa Times.
Формат 29,7 х 42 %. Бумага офсетная. Усл.печ.л. 3,22 Тираж 300 экз.
Заказ № 3021
Издательство «КЕРЕКУ» Павлодарского государственного университета
им. С. Торайгырова 140008, г. Павлодар, ул. Ломова, 64

Утверждаю Проректор по АР ПТУ им/С. Торайгырова
Г. Г. Ахметова' 06 2 0 & г.
Ш. Арынгазин, А. К. Алдунгарова,
Кафедра «Профессиональное обучение и защита окружающейсреды»
Use of production wastesStudy guide
Одобрено на заседании кафедры / / _____ С_Э________ 20 f r г,Протокол №
Заведующий кафедрой К. Ш. Арынгазин
Одобрено учебно-методическим советом А С Ф // 05 20 / / г. Протокол № о
Председатель УМС _____ Ж. А. Темербаева
Одобрено учебно-методическим советом Павлодарского) университета им. С. Торайгырова Ас 20/-? г.
л /
СОГЛАСОВАНДекан АСФ ________ М. К. Кудерин СЗ 2 0 1-
НормоконтролерОАиМК Г. С. Баяхметова W 20/{т.
ОДОБРЕНОНачальник УМО А. Б. Темиргалиева Ш ^ 20/? г.